Inicie su texto aquí…
Anuncio

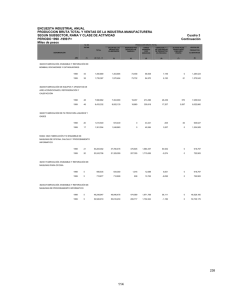
BALANCEO DE LÍNEAS DE ENSAMBLE. Una línea de ensamble es un sistema de trabajo que consiste en una serie de operarios que están organizados para producir un producto o un rango limitado de productos similares. Los trabajadores desempeñan varias tareas en estaciones que están físicamente localizadas a lo largo de la línea de flujo del producto sobre la cual está elaborado, usualmente el producto viaja mediante un transportador motorizado. Las líneas de ensamble son recomendadas para: Productos de alta demanda. Productos diversos que se fabrican de la misma manera. Línea de ensamble con siete estaciones Entre las ventajas que ofrece una línea de ensamble están: Especialización del trabajo. Flujo del trabajo Compás de tiempo para el flujo. Estaciones de trabajo. La cantidad de operarios por estación de trabajo puede ser variable y a la relación de operarios a estación de trabajo se le conoce como nivel de mano de obra (manning level) y se representa por la letra M 𝑀= 𝑤 𝑛 M = nivel de MO, w= cantidad de trabajadores en la línea, n = cantidad de estaciones en la línea. Pueden existir trabajadores auxiliares en la estación o en la línea y entonces el nivel de MO se determinará por: 𝑀= 𝑤𝑢 + 𝑛 𝑖=1 𝑤𝑛 𝑛 En donde w u = trabajadores utilitarios y w n = trabajadores de la estación Análisis de una línea de ensamble: En el análisis de una línea de ensamble existen tres factores de eficiencia que deben ser considerados: 1.- Eficiencia de la línea que es la relación de capacidad demostrada a capacidad esperada. 𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑙𝑎 𝑙í𝑛𝑒𝑎 = 𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑑𝑒𝑚𝑜𝑠𝑡𝑟𝑎𝑑𝑎 𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑎 2.- Eficiencia por reprocesos, es un tiempo adicional por demoras al reprocesar ya sea en toda la línea o en una operación específica. La eficiencia de la línea y la de reprocesos en toda la línea se considerarán en SM-PRO como suplementos. Si el tiempo de reprocesos es solamente en una o varias operaciones especificas éste debe ser agregado a la operación en forma de tiempo adicional. 3.- Eficiencia del balanceo. La cual determinaremos a través de la ventana de costeo por balanceo y se explicará más adelante. Para realizar un análisis de una línea de ensamble balanceada se requiere definir la producción requerida y el tiempo para lograrla en SM-PRO lo hacemos ingresando la producción requerida y la duración de la jornada; y automáticamente obtendremos el Tack-time o tiempo de ciclo y el Run Rate o Producción horaria, así mismo calcula el personal requerido por cada categoría del mismo y el analista redondeará a números enteros este requerimiento por categoría de tal manera que nos calcula el costo por el proceso balanceado con esa cantidad de personal. SM-PRO nos permite envíar a Excel el resúmen del proceso balanceado y así podremos determinar la eficiencia por balanceo en dos modalidades: EFICIENCIA POR BALANCEO EN BASE AL TIEMPO. EFICIENCIA POR BALANCEO EN BASE AL COSTO. REPORTE DE COSTEO POR BALANCEO DEL PROCESO Linea : Siglo 21 Fecha : 20/06/2009 Estilo : Deportivo Proceso : Pespunte California Centro de trabajo : Balanceo Jornada : 2880 2000 1.44 Produccion requerida : Tack Time : Puesto Tiempo Preliminar Pespuntador completo Pespuntador medio 1.85265 2.91157 2.16315 Tiempo requerido por unidad Tiempo requerido para la producción Tiempo disponible 6.92737 Eficiencia del balanceo 96.21% Eficiencia en costo 93.93% Monto total por salarios : Costo : Sueldo Personal Personal Sueldo base necesario requerido Balanceado 700 1314 1133 1.2866 2.0219 1.5022 1 2 2 $5,594.00 $2.80 700 2628 2266 5 13855 14400 La suma del tiempo es el tiempo requerido para la producción por unidad la cual se multiplica por la cantidad y nos da la cantidad de tiempo requerido para la producción así mismo la suma de la cantidad requerida de personal multiplicada por la jornada nos da la cantidad de tiempo disponible. 𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑑𝑒𝑙 𝑏𝑎𝑙𝑎𝑛𝑐𝑒𝑜 𝑒𝑛 𝑡𝑖𝑒𝑚𝑝𝑜 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜 𝑝𝑎𝑟𝑎 𝑙𝑎 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 × 100 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑑𝑒𝑙 𝑏𝑎𝑙𝑎𝑛𝑐𝑒𝑜 𝑒𝑛 𝑐𝑜𝑠𝑡𝑜 = 𝐶𝑜𝑠𝑡𝑒𝑜 𝑒𝑛 𝑏𝑎𝑠𝑒 𝑝𝑜𝑟 𝑎𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑 × 100 𝐶𝑜𝑠𝑡𝑒𝑜 𝑑𝑒𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑏𝑎𝑙𝑎𝑛𝑐𝑒𝑎𝑑𝑜 Objetivo de la línea balanceada: El objetivo de la línea balanceada es establecer las estaciones de trabajo que nos permitan efectuar el proceso evitando cuellos de botella y estaciones desperdiciadas para lo cual requerimos saber el detalle de cada operación el cual obtenemos de la ventana Costeo en base por actividad. El cual enviamos a Excel y utilizamos para construir mediante un algoritmo heurístico las estaciones de la línea de ensamble balanceada; corroborando así la importancia de la información proporcionada por SM-PRO para construir las estaciones de trabajo. La eficiencia del balanceo más la imperfección del balanceo debe ser igual a la unidad o la 100% 1 = 𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑑𝑒𝑙 𝑏𝑎𝑙𝑎𝑛𝑐𝑒𝑜 + 𝐼𝑚𝑝𝑒𝑟𝑓𝑒𝑐𝑐𝑖ó𝑛 𝑑𝑒𝑙 𝑏𝑎𝑙𝑎𝑛𝑐𝑒𝑜 En nuestro ejemplo con la información proporcionada por SM-PRO obtenemos: 96.21% + 3.94% = 100.15% REPORTE DE COSTEO EN BASE A LA ACTIVIDAD Linea : Siglo 21 Fecha : 20/06/2009 Estilo : Deportivo Proceso : Pespunte California Tiempo de la Operacion : 6.92737 Costo ABC : Operaciones Tipo Lotear de 48 a 12 NO Pespuntar calzador a talones NO Pespunte de lengua de forro y enchinelar NO Fusionar casco NO Pegar cuello SI Coser chalecos NO coser remate simple NO Puesto Preliminar Pespuntador completo Pespuntador medio Tiempo $700 $1,314 $1,133 Jornada Estaciones Puesto Estandar 1.22337 0.86457 1.0879 0.62928 1.07525 1.33354 0.71346 Sueldo $2.63 Preliminar Pespuntador completo Pespuntador medio Preliminar Pespuntador medio Pespuntador completo Pespuntador completo Tiempo estandar 2880 2880 2880 Mesa MPO1A MPL2A Fus MPO1A MPO1A MPO1A Cota $0.30 $0.39 $0.43 $0.15 $0.42 $0.61 $0.33 Costo(min) 1.85265 2.91157 2.16315 Dentro de Costo Unitario de Trabajo DENTRO DENTRO DENTRO DENTRO DENTRO FUERA DENTRO Costo ABC $0.24 $0.46 $0.39 $0.45 $1.33 $0.85 Algoritmo heurístico de balanceo Operación Lotear de 48 a 12 Pespuntar calzador a talones Pespunte de lengua de forro y enchinelar Fusionar casco Pegar cuello Coser chalecos coser remate simple Tiempo estandar # de la Operación 1.22337 Preliminar Pespuntador 0.86457 completo Pespuntador 1.0879 medio 0.62928 Preliminar Pespuntador 1.07525 medio Pespuntador 1.33354 completo Pespuntador 0.71346 completo Operación Predente Operarios 1 1.22337 Preliminar 2.79243 2 medios 2.88 2.91157 2 completos 2.88 1 2 1 3 3 4 1 3 2 2 5 4 2 6 5 3 7 2,5 3 6.92737 0.86 0.71 1.22 2 7 1 3 4 5 1.08 0.63 1.08 Tiempo Imperfecció disponib n del le balanceo 1.44 -17.71% Estación de trabajo Tiempo de servicio 6 1.33 7.2 -3.14% 1.08% -3.94%