molde de colada para fabricar un elemento o enfriamiento.
Anuncio

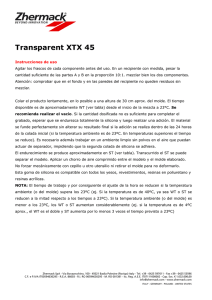
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS 11 Número de publicación: 2 235 830 51 Int. Cl. : B22C 9/24 7 B22D 27/04 B22D 19/00 ESPAÑA 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00902671 .7 86 Fecha de presentación: 27.01.2000 87 Número de publicación de la solicitud: 1163065 87 Fecha de publicación de la solicitud: 19.12.2001 54 Título: Molde de colada para fabricar un elemento de enfriamiento. 30 Prioridad: 03.02.1999 FI 990198 73 Titular/es: Outokumpu Oyj Riihitontuntie 7 02200 Espoo, FI 45 Fecha de publicación de la mención BOPI: 16.07.2005 72 Inventor/es: Leppänen, Yrjö; Mäkinen, Pertti y Salminen, Matti 45 Fecha de la publicación del folleto de la patente: 74 Agente: García-Cabrerizo y del Santo, Pedro ES 2 235 830 T3 16.07.2005 Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art. 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 235 830 T3 DESCRIPCIÓN Molde de colada para fabricar un elemento de enfriamiento. La invención se refiere a un molde de colada para la fabricación de un elemento de enfriamiento para un reactor pirometalúrgico, en el que el molde de colada está al menos parcialmente enfriado y revestido con un material que puede soportar altas temperaturas. En procesos pirometalúrgicos, la mampostería de un reactor está protegida por elementos de enfriamiento refrigerados por agua, de forma que debido al efecto de enfriamiento, el calor que llega a la superficie de la mampostería se transfiere vía el elemento de enfriamiento al agua, reduciéndose considerablemente el desgaste del revestimiento en comparación con un reactor no provisto de enfriamiento. El descenso en el desgaste es causado como resultado del enfriamiento, un denominado revestimiento autógeno, formado por escoria y otras fases fundidas que se agarra a la superficie resistente al fuego del revestimiento. Tradicionalmente, los elementos de revestimiento son fabricados por dos métodos: Primeramente, los elementos pueden fabricarse por colada de arena. En este método, se coloca tuberías de enfriamiento fabricadas en material altamente termoconductor, tal como cobre, en un molde introducido en la arena, de forma que durante la colada se produzca enfriamiento bien sea por el aire o agua que tiene lugar alrededor de los tubos. El elemento a colar alrededor de la tubería se fabrica también en un material altamente conductor, ventajosamente en cobre. Este método de fabricación ha sido descrito, por ejemplo, en la patente GB 1386645. El problema de este método es la fijación irregular de la tubería que actúa como canal de flujo en el material de colada circundante, puesto que parte de la tubería puede desprenderse completamente del elemento colado a su alrededor y parte de la tubería puede fundirse completamente y por consiguiente dañarse. Si no se forma unión metálica entre la tubería de enfriamiento y el otro elemento colado a su alrededor, la transferencia de calor no será eficaz. Si la tubería se funde completamente, impedirá el flujo del agua de enfriamiento. Las propiedades de colada del material de colada pueden mejorarse, por ejemplo, mezclando algo de fósforo con el cobre, lo que mejorará la unión metálica formada entre la tubería y el material de colada, pero de este modo las propiedades de transferencia del calor (conductividad térmica) del cobre colado se deterioran considerablemente sólo con pequeñas adiciones. Las ventajas de este método pueden relacionarse con los costes de fabricación comparativamente bajos e independencia de las dimensiones. De acuerdo con el documento US-A-4.252.178 se describe un molde para realizar una colada continua de desbastes metálicos. El molde incluye un cuerpo de cobre enfriado que contiene una abertura revestida con forros de grafito que se sujetan contra el cuerpo de cobre por medio de muelles cooperantes con el forro y el cuerpo. Se ha usado también un método de fabricación en el que se instala tubería de vidrio en forma de canal de flujo dentro del molde del elemento de enfriamiento cuya tubería de vidrio se rompe después de la colada con el fin de formar un canal de flujo dentro del elemento. La patente US-4.382.585 describe otro método de 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 fabricación muy utilizado para elementos de enfriamiento, de acuerdo con el cual se fabrica el elemento, por ejemplo, a partir de chapa de cobre laminada, por maquinado de los canales necesarios. La ventaja de este método es la densa y robusta estructura y la buena transferencia de calor desde un medio de enfriamiento tal como agua al elemento. Las desventaja son las limitaciones dimensionales (tamaño) y el alto coste. Ahora se ha desarrollado un molde de colada para fabricar un elemento de enfriamiento para un reactor pirometalúrgico con el fin de reemplazar a la colada de arena anterior. El molde de colada es construido a partir de chapas de acero separadas, altamente termoconductoras, algunas de las cuales están enfriadas con agua. Dado que el elemento de enfriamiento mismo es en la mayoría de los casos de cobre, las chapas de construcción del molde de colada deberían estar aisladas del cobre colado, y esto ocurre por revestimiento de la parte interior del molde con material altamente termoconductor tal como placa de grafito, de manera que las partes del molde se fijen ellas mismas a la superficie por medio subpresión. El grafito impide que el metal vertido en el molde se pegue a la superficie de molde. El molde de colada del elemento de enfriamiento está provisto ventajosamente de una semicaja superior, por lo que la colada puede realizarse con gas de protección. Antes de la colada, se coloca dentro del molde las tuberías de enfriamiento necesarias para la circulación del agua de enfriamiento que ha de circular por el interior del elemento de enfriamiento. Esta tubería es fabricada preferiblemente en tubería de cobre y níquel, porque el punto de fusión de la tubería de Ni-Cu es más alto que el cobre que se está colando a su alrededor y por tanto no hay riesgo de que se funda la tubería durante la colada. Los rasgos esenciales de la invención resultarán evidentes a la vista de las reivindicación anexas de la patente. La construcción del molde de colada descrita en esta invención ofrece las siguientes ventajas: - gracias al molde enfriado y al revestimiento de grafito, se forma una pieza colada apretada y de grano fino, particularmente en la base del molde de colada. - la construcción del molde quiere decir que el elemento de enfriamiento forma una superficie lisa, que no es vulnerable a las condiciones de fusión corrosivas. El cobre-níquel usado como material para las tuberías de enfriamiento del elemento de enfriamiento facilita una buena soldadura de la tubería al elemento actual. La construcción del molde de colada podría desarrollarse más de manera que pueda usarse también para fabricar elementos de enfriamiento diseñados para fines especiales. Esto ocurre, por ejemplo, añadiendo al molde grafito o piezas de forma resistentes al fuego, de manera que el diseño del elemento acabado difiera correspondientemente de la versión chapada. La invención puede ser descrita adicionalmente con ayuda de los diagramas anexos, donde la figura 1 presenta un dibujo de principio del molde de colada de acuerdo con esta invención y la figura 2 muestra el molde de colada en sección transversal, con el que se puede colar elementos de 3 ES 2 235 830 T3 enfriamiento para usos especiales. La figura 1 muestra un dibujo de principio de un molde de colada 1 de elemento de enfriamiento. El molde se compone de una placa de base de molde 2, que está equipada con tuberías de enfriamiento 3. El molde tiene también paredes laterales 4 y 5 y paredes terminales de las que sólo se muestra la pared posterior 6 en el dibujo. En el dibujo sólo se ha equipado la placa de base con tuberías de enfriamiento, pero, si es necesario, se puede equipar también las paredes laterales y terminales para el enfriamiento. La pared terminal frontal ha sido suprimida del dibujo por razones de claridad, aunque pertenece evidentemente al molde. El interior del molde está revestido con placas de 5 10 4 grafito 7. Las tuberías de enfriamiento 8 del elemento de enfriamiento, que son fabricadas ventajosamente en cobre-níquel, son soportadas dentro del molde. El molde está equipado también con una semicaja superior (no mostrado) de forma que pueda usarse gas de protección para impedir la oxidación del elemento a colar. En la figura 2 se puede ver que se puede colocar piezas conformadas 9 sobre la base del molde, que son fabricadas en grafito o cualquier otro material resistente al fuego. Por medio de estas piezas conformadas, el lado 11, que se pondrá en contacto con la base de molde 2 del elemento de enfriamiento 10, puede configurarse como se desee. 15 20 25 30 35 40 45 50 55 60 65 3 5 ES 2 235 830 T3 REIVINDICACIONES 1. Molde de colada formado por una base (2), pared (4, 5) y placas de extremo (6) para la fabricación de un elemento de enfriamiento de reactor pirometalúrgico, en el que el molde está al menos parcialmente equipado con tuberías de enfriamiento (3), caracterizado porque el molde de colada (1) es fabricado en placas de cobre y porque el molde está revestido por el interior con una placa (7) resistente a las altas tem- 5 10 15 20 25 30 35 40 45 50 55 60 65 4 6 peraturas, en el que la placa (7) se fija a la superficie del molde (1) por medio de subpresión. 2. Molde de colada de acuerdo con la reivindicación 1, caracterizado porque el molde de colada (1) está revestido con placas de grafito (7). 3. Molde de colada de acuerdo con la reivindicación 1, caracterizado porque se coloca en la base del molde de colada (1) piezas conformadas (9) realizadas en grafito de material resistente al fuego. ES 2 235 830 T3 5 ES 2 235 830 T3 6