UNIVERSIDAD AUSTRAL DE CHILE Diseño de una cámara de
Anuncio

UNIVERSIDAD AUSTRAL DE CHILE
Facultad de Ciencias Agrarias
Escuela de Agronomía
Diseño de una cámara de refrigeración para zanahoria
(Daucus carota L.), betarraga (Beta vulgaris L.) y repollo
(Brassica oleracea L. var. capitata) adaptada a las
condiciones de Coyhaique, en la XI Región
Tesis presentada como parte de los
requisitos para optar al grado de
Licenciado en Agronomía.
Eugenio Alejandro Saldías Becerra
Valdivia Chile 2003
Profesor Patrocinante:
Sr. Roberto Daroch P.
Ing. Agr., M.Sc.
Profesores Informantes:
Sr. Rogelio Moreno M.
Ing. Civ. Mec., M.Sc.
Sra. Aage Krarup H.
Ing. Agr., M.Sc., Ph. D.
INSTITUTO DE INGENIERIA AGRARIA Y SUELOS
I
INDICE DE MATERIAS
Capítulo
Página
1
INTRODUCCION
1
2
REVISION BIBLIOGRAFICA
3
2.1
Consideraciones en el almacenaje de productos hortícolas
frescos
3
2.2
Principios de refrigeración
5
2.3
Refrigerantes
7
2.4
Edificación frigorífica
8
2.5
Maquinaria frigorífica
11
2.5.1
Unidad condensadora
11
2.5.1.1
Compresor
11
2.5.1.2
Condensador o licuefactor
12
2.5.1.3
Tanque receptor de líquido
13
2.5.2
Evaporador
13
2.5.3
Válvulas para control de flujo refrigerante
15
2.5.4
Automatismos del sistema
18
2.5.5
Aparatos anexos al circuito
20
2.6
Recomendaciones en el diseño de tuberías de fluido
refrigerante
22
2.6.1
Dimensionamiento de la tubería de succión
23
2.6.2
Dimensionamiento de la tubería de líquido
23
2.7
Ciclo de bombeo en vacío
24
II
Capítulo
Página
3
MATERIAL Y METODO
25
3.1
Descripción del mercado comprador
25
3.2
Estudio técnico
25
3.2.1
Capacidad de la cámara de refrigeración
25
3.2.2
Condiciones ambientales de diseño
25
3.2.3
Dimensionamiento de la cámara de refrigeración
27
3.2.4
Especificaciones constructivas
29
3.2.5
Cálculo de cargas térmicas
29
3.2.5.1
Cálculo de carga por superficies
29
3.2.5.2
Cálculo del calor sensible del producto y embalaje
31
3.2.5.3
Cálculo de cargas por calor de respiración
32
3.2.5.4
Cálculo de cargas por cambios de aire
32
3.2.5.5
Cálculo de cargas por iluminación
33
3.2.5.6
Análisis de las cargas térmicas calculadas
34
3.2.6
Análisis comparativo de refrigerantes
35
3.2.7
Elección de la unidad condensadora
38
3.2.8
Selección de unidades enfriadoras
38
3.2.9
Elección de válvula de expansión
39
3.2.10
Dimensionamiento de tuberías para refrigerante
39
3.2.11
Selección de dispositivos automáticos
42
3.2.12
Aparatos anexos al circuito
42
3.2.13
Esquema fluídico
42
3.3
Costos asociados a la cámara de refrigeración diseñada
42
3.3.1
Costos de inversión
43
3.3.2
Costos por consumo de energía eléctrica
43
4
PRESENTACION Y DISCUSION DE RESULTADOS
46
4.1
Descripción del mercado comprador
46
III
Capítulo
Página
4.2
Estudio técnico
47
4.2.1
Capacidad de la cámara de refrigeración
47
4.2.2
Condiciones de diseño
48
4.2.3
Dimensionamiento de la cámara de refrigeración
50
4.2.4
Especificaciones constructivas
55
4.2.5
Cálculo de cargas térmicas de la cámara de refrigeración
58
4.2.5.1
Cálculo de carga térmica por superficies
58
4.2.5.2
Cálculo de carga térmica del producto y embalaje
61
4.2.5.3
Cálculo de carga térmica por calor de respiración
65
4.2.5.4
Cálculo de carga térmica por cambios de aire
67
4.2.5.5
Cálculo de carga térmica por iluminación
68
4.2.5.6
Análisis de carga térmica total en la cámara
68
4.2.6
Elección del refrigerante
74
4.2.7
Elección de la unidad condensadora
77
4.2.7.1
Equipamiento anexo a la unidad condensadora
78
4.2.8
Elección del evaporador
78
4.2.9
Elección de la válvula de expansión
81
4.2.10
Dimensionamiento de las tuberías de fluido refrigerante
82
4.2.10.1 Dimensionamiento de la tubería de succión
82
4.2.10.2 Dimensionamiento de la tubería de líquido
85
4.2.11
Automatismos del sistema
89
4.2.12
Aparatos anexos al circuito
89
4.2.13
Esquema fluídico de la instalación
90
4.3
Costos relacionados a la instalación frigorífica diseñada
91
4.3.1
Costos de inversión
92
4.3.2
Costos por consumo de energía eléctrica
92
5
CONCLUSIONES
95
IV
Capítulo
6
Página
RESUMEN
97
SUMMARY
98
BIBLIOGRAFIA
ANEXOS
99
102
V
INDICE DE CUADROS
Cuadro
1
Página
Cantidades aproximadas mensuales requeridas por los
supermercados
2
46
Cálculo de número de bins totales que ingresan en la
cámara a diseñar
48
3
Condiciones atmosféricas exteriores de diseño para el sector
49
4
Condiciones térmicas de los productos al ingresar a la
cámara
5
Condiciones térmicas del embalaje según época de ingreso
a la cámara de refrigeración
6
60
Cálculo del coeficiente total de transmisión de calor y
resistencia térmica de la puerta
12
59
Cálculo del coeficiente total de transmisión de calor y
resistencia térmica para piso
11
53
Cálculo del coeficiente total de transmisión de calor y
resistencia térmica para materiales de muros y techo
10
52
Dimensiones interiores de la cámara y área total expuesta
según ubicación del pasillo
9
50
Detalle de medidas de espaciamiento y medidas para la
distribución elegida según dimensiones de los bins
8
49
Análisis de número de bins, volumen y superficie expuesta
según el tipo distribución realizada
7
49
60
Área y coeficiente de trasmisión de calor calculados, y ∆T
corregida para cada mes, según el tipo de superficie
62
VI
Cuadro
13
Página
Ganancia térmica de las distintas superficies que componen
la cámara de refrigeración y ganancia térmica total para
cada mes
14
Cálculo del número de bins con productos que ingresan a la
cámara diariamente durante el periodo de cosecha
15
64
Calor de respiración de los distintos productos para cada
mes
18
63
Cálculo del calor sensible que debe ser retirado diariamente
de los productos y embalaje
17
63
Cálculo para la capacidad total de producto que ingresa a la
cámara, según aproximación al entero en el número de bins
16
62
66
Condiciones de entalpía y densidad del aire exterior para
cada mes y condiciones para el aire al interior de la cámara
67
19
Cálculo de carga térmica por cambios de aire para cada mes
68
20
Cargas térmicas diarias durante el periodo de cosecha por
calor sensible (productos y embalaje), calor de respiración y
cálculo de acumulación de calor por respiración
70
21
Calor diario total que debe ser removido de la cámara
71
22
Distribución mensual de la cargas térmicas diarias durante
los meses de almacenaje
23
72
Cargas térmicas diarias según mes de almacenaje y
correcciones según factor de seguridad y tiempo de
funcionamiento
24
Cargas térmicas horarias mínimas durantes los meses de
mayos a agosto
25
73
74
Cálculo del calor sensible requerido para disminuir la
temperatura del refrigerante líquido desde la temperatura de
condensación a la temperatura de evaporación
75
VII
Cuadro
26
Página
Cálculos de efecto refrigerante, flujo de masa y volumen de
vapor de los refrigerantes en estudio
27
75
Trabajo teórico del evaporador, compresor y capacidad
teórica del condensador por kg de refrigerante circulado
28
Capacidades
teóricas
requeridas
para
evaporador,
compresor y condensador, expresadas en kcal/h
29
76
76
Cálculo de la potencia corregida según condiciones de
funcionamiento del evaporador
79
30
Número de accesorios requeridos en la línea de succión
83
31
Capacidad
corregida
para
cada
tramo
y
diámetros
requeridos para la línea de succión
84
32
Largo equivalente de los accesorios incluidos en cada tramo
84
33
Largo total de la tubería y caída de presión expresada en
aumento de temperatura (°K) por tramo
85
34
Accesorios requeridos en cada tramo de la tubería
86
35
Capacidad
corregida
para
cada
tramo
y
diámetros
requeridos para la línea de succión
87
36
Largo equivalente de los accesorios incluidos en cada tramo
87
37
Largo total equivalente a tubo liso recto para el diámetro
seleccionado
88
38
Costos de inversión en edificación
92
39
Costos de inversión en maquinaria frigorífica
92
40
Cálculo de horas de funcionamiento máximo anual
93
41
Cálculo del costo anual por funcionamiento de motores
93
42
Cálculo del costo total anual por consumo de energía
eléctrica
93
VIII
INDICE DE FIGURAS
Figura
1
Página
Esquema
del
fundamento
del
ciclo
mecánico
de
refrigeración
2
Esquema
6
de
válvula
de
expansión
termostática
compensada internamente
3
Esquema
de
válvula
17
de
expansión
termostática
compensada externamente
4
18
Vista en planta de dimensiones interiores de la cámara y
distribución de bins
54
5
Vista en elevación y dimensiones de la cámara
54
6
Detalle de unión machihembrada entre paneles
56
7
Detalle de unión panel-piso y panel-muro o panel-cielo
56
8
Detalle del sistema de sujeción del cielo
57
9
Detalle de galpón exterior para cámaras de refrigeración
elaborada con paneles prefabricados
10
58
Distribución de la cámara de refrigeración según ubicación
de las unidades enfriadoras
81
11
Vista isométrica de la tubería de succión
83
12
Vista isométrica de la línea de líquido
86
13
Esquema fluídico de la instalación frigorífica
91
IX
INDICE DE ANEXOS
Anexo
Página
1
Datos técnicos para verduras seleccionadas
103
2
Propiedades técnicas de los paneles Rudnev
103
3
Propiedades paneles Rudnev según espesor
103
4
Conductividad térmica de distintos materiales
104
5
Conductancia de superficies para diferentes velocidades de
aire en movimiento según tipo de material
6
104
Tolerancia por radiación solar para el hemisferio norte en
°C
105
7
Calor específico de hortalizas y embalaje de madera
105
8
Calor de respiración producido por hortalizas en estado
fresco expresado en kcal/t/día
9
105
Promedio de cambios de aire diario en cuartos de
almacenaje
106
10
Carta psicrométrica
107
11
Características de saturación de R-134a
108
12
Características de saturación para R-404a
108
13
Capacidad de unidad condensadora para R-404a o R-507a
109
14
Capacidades de compresores Frascold para R-134a
109
15
Datos técnicos de unidades condensadoras Frascold
110
16
Diseño
y
dimensiones
de
unidades
condensadoras
Frascold
111
17
Modelos y características de evaporadores cúbicos Aircoil
112
18
Diseño de evaporadores Aircoil
113
X
Anexo
19
Página
Diagrama para factor de corrección según frecuencia de
deshielos
113
20
Cuerpo para válvula de expansión termostática Danfoss
114
21
Orificios para cuerpo de válvula Danfoss
114
22
Capacidades en kW para tubo de refrigerante llevando R404a
23
115
Longitud equivalente debida a válvulas y uniones para ser
agregada a la longitud de tubería
116
24
Termostatos ambientales Danfoss
117
25
Válvulas solenoides para refrigerantes
117
26
Válvula reguladora de presión
117
27
Filtros deshidratadores Castel
118
28
Visor de líquido con indicador de humedad
118
29
Válvulas de bola para refrigerantes
119
30
Plano de cámara de refrigeración
120
1
1 INTRODUCCION
La región de Aysén presenta una reducida superficie dedicada al
cultivo de hortalizas. La mayor parte corresponde a pequeñas huertas
particulares cuya producción es destinada tanto al consumo familiar como
comercialización a muy baja escala de estos productos. En la mayoría de los
casos, el objetivo de estas ventas es mejorar su fuente de ingresos familiares,
los que provienen principalmente de la ganadería.
Pocos agricultores producen hortalizas a nivel comercial, lo que no es
suficiente para abastecer el consumo regional. Este es satisfecho en gran parte
por productos provenientes de la zona central y centro-sur del país, los que
llegan a precios elevados y, por lo general, son de calidad irregular, la que
varía según la época en que son adquiridas y según el cargamento que arriba a
la región. A esto se suma el problema de transporte: al no contar con buenas
carreteras que unan la región al resto del país se debe realizar parte del
trayecto por trasbordador, lo que incide en un mayor costo que eleva el precio
de la mercadería, y mayor tiempo de transporte que provoca el deterioro de los
productos.
La baja producción regional se explica principalmente por razones
climáticas y de estacionalidad.
El clima de la región condiciona a que muchas hortalizas deban ser
cultivadas bajo plástico, lo que eleva los costos de producción. Esto significa
una inversión alta en relación a otras regiones, en las cuales su uso no es tan
necesario y sólo se restringe a pocos cultivos.
2
Las hortalizas de estación fría pueden ser cultivadas al aire libre
durante la temporada de cultivo, alcanzándose altas producciones. Sin
embargo, se presenta un problema de estacionalidad al haber sobreoferta de
los productos en el momento de la cosecha, lo que conduce a que el productor
reciba bajos precios por la mercadería y pierda un gran porcentaje del producto
que no puede ser vendido inmediatamente, al no ser almacenado bajo
condiciones adecuadas.
Las cámaras refrigeradas pueden ser una alternativa o solución
complementaria a estos problemas por dos motivos principalmente: permitirían
guardar la producción en fresco por largo tiempo, conservando la calidad y
reduciendo las pérdidas, y se podría tener una entrega y abastecimiento
continuo del producto durante el año, mejorando el nivel de comercialización de
los productos.
Hortalizas como repollo, betarraga y zanahoria son de consumo común
y cotidiano en la región representando un mercado estable; pueden obtenerse
buenos rendimientos, incluso superiores al promedio nacional; y poseen
características adecuadas para el almacenaje por largo tiempo (meses) en
cámaras de refrigeración.
El objetivo de este trabajo es diseñar una cámara de refrigeración
adecuada a las condiciones climáticas de la ciudad de Coyhaique para el
almacenaje de repollo, betarraga y zanahoria, cuyas cantidades son
principalmente
destinadas
a
supermercados de dicha ciudad.
satisfacer
los
requerimientos
de
dos
3
2 REVISION BIBLIOGRAFICA
2.1 Consideraciones en el almacenaje de productos hortícolas frescos.
FRASER y CHAPUT (2002), LOUGHEED (1983), PLANK (1963) y
UYENAKA (1990), concuerdan en que para hortalizas como zanahorias,
betarraga y repollo, sólo deben almacenarse productos saludables, sin
evidencia de daño producido por plagas o enfermedades, sin cortes, raspaduras
o golpes fuertes. Recomiendan temperaturas de almacenaje de 0°C. Otro punto
en común de estas hortalizas es que deben ser enfriadas a la temperatura de
almacenaje dentro de un periodo no superior a 24 horas para maximizar el
tiempo de guarda.
Según FRASER y CHAPUT (2002), las zanahorias pueden ser
almacenadas en cámaras refrigeradas por un periodo que varía entre 2 a 12
meses. Recomiendan almacenar el producto cuando haya alcanzado su
máximo estado de madurez, ya que sus cutículas más gruesas disminuyen el
daño por oxidación.
FRASER y CHAPUT (2002) aseguran que, para el caso de las
zanahorias almacenadas en bins, no es necesario el lavado antes de su ingreso
a la cámara de refrigeración debido a que, aparentemente, algunos residuos del
suelo ayudan a mantener mejor la calidad del producto durante el periodo de
guarda a diferencia de las raíces que son lavadas. Para el almacenaje a granel
se han tenido mejores resultados con el lavado previo del producto. Sin
embargo, la prontitud con la cual sean almacenadas, influirá en el tiempo que
se puedan guardar sin mayores cambios en la calidad, por lo cual, de
efectuarse el lavado, éste debe realizarse dentro del lapso de un día.
4
PLANK (1963), señala que el hongo Sclerotinia libertiana F. constituye
el mayor peligro para el almacenaje de zanahorias, pues si las raíces proceden
de suelos infectados con el hongo, el almacenaje a 0°C no es suficiente para
impedir que éste se extienda a los productos almacenados y los daños
causados pueden ser enormes. Una solución es limitarse al almacenaje de
raíces procedentes de parcelas libres de Sclerotinia. Una medida supletoria
consiste en el almacenaje de productos sanos y sin heridas, eliminando todos
aquellos que hayan sido cortados por las máquinas cosechadoras.
LOUGHEED (1983), señala que los mejores resultados en almacenaje
de betarraga se obtienen con temperaturas de 0°C y humedad relativa del 95%.
Recomienda que se tengan cuidados similares a las zanahorias.
PLANK (1963) y UYENAKA (1990), recomiendan mantener niveles de
humedad relativa no inferiores al 90% en almacenaje de repollos. Según
PLANK (1963), si se tienen en cuenta todas las recomendaciones, durante el
período de almacenaje las pérdidas de peso, incluidas las debidas a la
putrefacción y eliminación de agua, no deberían ser superiores al 10%. Este
mismo autor agrega que un signo de excesivo envejecimiento es que las hojas
o sus nervaduras se suelten del tronco.
Los autores FRASER y CHAPUT (2002) y UYENAKA (1990), señalan
importantes ventajas del almacenaje en bins. Los productos almacenados a
granel no pueden apilarse a una altura de más de 3,5 m en zanahoria y 1,5 m
en repollo, ya que disminuye la aireación del producto y las capas inferiores se
deterioran con mayor rapidez al ser aplastadas.
Los mismos autores agregan que el almacenaje en bins facilita la
manipulación del producto desde el sector de cosecha hasta que el producto
sale de la cámara de refrigeración; mejora la circulación de aire del producto por
5
las aberturas laterales e inferiores que posee, y además; la construcción no
requiere de muros que resistan las fuerzas laterales ejercidas por el peso de los
productos, tal como el caso del almacenaje a granel.
2.2 Principios de refrigeración.
DOSSAT (1980), define refrigeración como la rama de la ciencia
que trata con los procesos de reducción y mantenimiento de la temperatura de
un espacio material a temperaturas inferiores respecto de los alrededores
correspondientes.
ALARCON (2000), explica que la evaporación de un líquido produce
una absorción de calor del medio circundante. Para controlar la temperatura de
ebullición del líquido refrigerante sólo basta con controlar la presión a la cual se
produce el cambio de estado del fluido.
DOSSAT (1980), define al refrigerante como la sustancia empleada
para absorber calor. Explica que los procesos pueden ser sensibles o latentes y
que sólo unos pocos fluidos tienen propiedades adecuadas para ser usados
como refrigerantes. Una de éstas es que se vaporicen a bajas presiones y otra
es que sean fácilmente compresibles.
Según DOSSAT (1980), por motivos prácticos, económicos y
ecológicos no es conveniente que el líquido refrigerante escape al exterior y se
pierda por difusión en el aire. Por ello el vapor debe colectarse y condensarse
para regresarlo a su estado inicial.
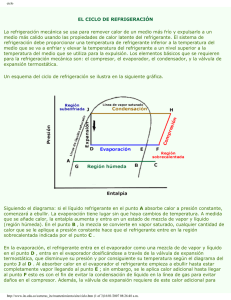
El cambio de estado o condición del refrigerante es conocido como el
ciclo de refrigeración, en el cual el refrigerante pasa por una serie de procesos
hasta llegar a una condición inicial. En este ciclo hay cuatro procesos
6
fundamentales:
expansión,
vaporización,
compresión
y
condensación
(DOSSAT, 1980).
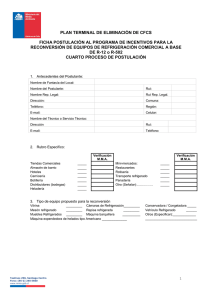
SEARS et al. (1998), explican el fundamento de un ciclo corriente de
refrigeración representándolo esquemáticamente en la Figura 1. El compresor A
proporciona a los serpentines B gas (CCl2F2, NH3 u otro) a alta temperatura y
presión. El calor es eliminado del gas en B, por agua o aire refrigerante,
ocasionando una condensación del gas líquido, todavía a alta presión. El líquido
pasa a través de la válvula de estrangulación o expansión C, saliendo en forma
de una mezcla de líquido y vapor a temperatura más baja. En los serpentines D,
es suministrado calor que convierte el líquido restante en vapor que penetra en
el compresor A para repetir el ciclo.
A
B
D
C
Gas a alta presión
Líquido a alta presión
Líquido a baja presión
Gas a baja presión
FIGURA 1. Esquema del fundamento del ciclo mecánico de refrigeración.
FUENTE:
SEARS et al. (1998).
7
2.3 Refrigerantes.
En 1987 se firma el Protocolo de Montreal (PM), mediante el cual
nuestro país se compromete a controlar, reducir y eliminar el consumo de
halones, compuestos clorados y bromuro de metilo. Nuestro país también ha
suscrito y ratificado las posteriores enmiendas de este Protocolo, realizadas en
Londres (1990), Copenhague (1992) y Montreal (1997), las cuales han sido
ratificadas y son, por lo tanto, ley de la República (CHILE, COMISION
NACIONAL DEL MEDIO AMBIENTE, 2002).
CONAMA (2002), prohíbe el uso de R-11 y de aquellas sustancias en
las que no se han registrado movimientos importantes de importaciones desde
el año 1997. El R-12 se eliminará el año 2007, lo que permitirá la mantención
adecuada de los equipos de refrigeración que quedarán en uso hasta esa
fecha. Otros clorofluorocarbonados se irán eliminando paulatinamente hasta
que, finalmente, el calendario de prohibiciones de importaciones terminará el
año 2020, con la eliminación de los hidroclorofluorocarbonados (R-22 entre
otros).
Según CONAMA (2002), dentro de los refrigerantes antiguos que no
tendrán restricciones en su uso se encuentran los refrigerantes naturales,
siendo el amoníaco el más comúnmente utilizado. Entre los nuevos
refrigerantes hidrofluorocarbonados, en nuestro país ya se encuentran equipos
frigoríficos para el uso de R-134a y el azeótropo R- 404a, correspondientes al
grupo de los llamados “refrigerantes ecológicos” .
RAPIN y JAQUARD (1999), indican que el amoníaco es recomendado
para instalaciones industriales y grandes plantas frigoríficas, en las cuales se
requiere trazar grandes distancias de tubería, especialmente adecuado para
grandes instalaciones de enfriamiento de líquido. La escala de toxicidad de
gases del National Board of Fire Underwriters de Estados Unidos, ubica al
8
amoníaco junto con el bromuro de metilo en el segundo grupo en la escala de
toxicidad de refrigerantes, debido a que tiene efectos mortales o producen
lesiones graves en concentraciones de hasta un 1% con un tiempo de
exposición de 30 minutos. Por este motivo es imprescindible un control estricto
y frecuente de la instalación. Además, las instalaciones que ocupan amoníaco
requieren manejo experimentado por la sofisticación del equipo utilizado.
ALARCON (2000), señala que para pequeñas instalaciones de
refrigeración y aplicaciones de refrigeración comercial y aire acondicionado, se
recomienda
el
refrigerante
clorofluorocarbonado
(CFC)
R-12
y
el
hidrocloroflurorocarbonado (HCFC) R-22. El primero es el de uso más amplio,
pero más indicado para instalaciones comerciales con temperatura del
evaporador mayor a -15°C. El R-22 fue originalmente diseñado para
aplicaciones de baja temperatura, pero puede ser ocupado con excelentes
resultados en otras aplicaciones. El hidrofluorocarbonado (HFC) R-134a es
reemplazante
del
R-12,
mientras
que
el
R-404a
(azeótropo
hidrofluorocarbonado) reemplaza al R-22 y R-502 en sus aplicaciones.
Según SCARICH (1991), la elección del refrigerante está dada
principalmente por el fabricante de los equipos de refrigeración, debido a las
características especiales tanto en el diseño como en el funcionamiento de
cada compresor. Esto produce curvas de rendimiento, según condiciones de
funcionamiento, muy distintas a cualquier rendimiento calculado de manera
empírica.
2.4 Edificación frigorífica.
TRESSLER (1956), señala que para extraer el calor que escapa por
las superficies externas en una instalación corriente, se requiere algo más de la
mitad de la energía de refrigeración. La economía de la explotación se
beneficiará con una baja relación entre la superficie y la capacidad. Los locales
9
de un solo piso casi siempre pueden disponerse procurando la mayor
capacidad con el menor costo de construcción. Por lo general, edificios de un
piso tienen una alta relación de superficie a capacidad, y en consecuencia
consume mayor energía que uno que se asemeje a un cubo.
MONVOISIN (1953), señala que la frigoría cuesta 5 ó 6 veces más que
el precio de la caloría, por lo cual el frío debe ser conservado con precaución.
Agrega que para la buena conservación de los productos almacenados, la
temperatura de los locales debe ser mantenida tan constante como sea posible
y las variaciones diarias de no debieran sobrepasar 1°C.
Según MONVOISIN (1953), los aislantes empleados deben ser malos
conductores de calor, no deben ser higroscópicos, no deben asentarse, ni
deben desprender olores susceptibles de comunicar a los productos.
Recomienda que la pérdida media por las paredes de un depósito bien
construido no debe ser superior a 0,25 a 0,3 kcal/hm2ºC, similar a los valores
indicados por TRESSLER (1956), que van de 0,3 a 0,4 kcal/hm2°C. Este último
autor recomienda extender sobre el piso térreo una capa aisladora y encima de
ella el piso de carga.
TRESSLER (1956), señala que subdivisiones en cámaras más
pequeñas son utilizadas para conservar multitud de productos que deban
refrigerarse a distintas temperaturas o para que no se transmita olor entre ellos
si es que esto perjudica a los productos.
El mismo autor recomienda utilizar calzos de madera como apoyos de
las mercancías almacenadas de modo que dejen un espacio de 7,5 cm para
que circule el aire por la parte inferior. En el caso de utilizar palletbins, el pallet
permite una buena circulación de aire por la parte inferior de los productos.
10
En instalaciones que utilizan bins para almacenar los productos,
CANADA PLAN SERVICE (2002) y FRASER y CHAPUT (2002), recomiendan
apilar de cuatro a seis unidades y dejar un espacio de 0,5 a 1,5 m entre la parte
superior del último bins y el techo. La altura mínima es recomendada para la
correcta circulación del aire y espacios mayores para inspección de los
productos.
El espacio recomendado entre bins corresponde a 15 cm según
CANADA PLAN SERVICE (2002), y permite la correcta circulación del aire entre
los bins. FRASER y CHAPUT (2002), recomiendan dejar un espacio mínimo de
60 cm entre los bins y los muros, lo que permite el acceso del personal a todo el
perímetro de la cámara y el regreso del aire a los evaporadores para hacerlo
recircular.
Se debe dejar un pasillo interior de 3,4 m de ancho, para facilitar la
carga y descarga con horquilla elevadora (FRASER, 2002).
Cualquier proyecto bien estudiado debe basarse en las cantidades y
naturaleza de los productos, de la cuantía y frecuencia con que van llegando, y
las condiciones en las que entran al almacén (TRESSLER, 1956).
De acuerdo a la norma ASAE EP344, indicada por ASAE (1980), se
recomienda 10 cd-pie (ó 107,6 lux) de luminosidad mínima para almacenes de
alimento (grano, raciones, etc.), en los cuales es necesario leer niveles,
escalas, detectar daños y enfermedades de los alimentos, y para que una
persona pueda moverse con rapidez en el interior de manera segura. Según
SEARS et al. (1998), tubos fluorescentes de 40 Watt producen una luminosidad
de 58 lúmenes/W.
11
2.5 Maquinaria frigorífica.
Se compone de los artefactos que realizan los procesos de expansión,
evaporación, compresión y condensación, y los accesorios que automatizan y
adaptan los diferentes implementos a condiciones de operación específicas.
2.5.1 Unidad condensadora. RAPIN y JAQUARD (1999), señalan que las
unidades condensadoras están compuestas esencialmente por un compresor,
un condensador y un tanque recibidor de líquido, los que se encuentran fijados
a una bandeja o base principal. En aplicaciones de refrigeración a pequeña
escala, el condensador puede actuar también como acumulador de refrigerante
líquido. En instalaciones que requieren de maquinaria de gran tamaño, por las
grandes cargas térmicas que se deben remover, resulta más práctico
seleccionar cada equipo por separado.
2.5.1.1
Compresor. Corresponde a la unidad encargada de comprimir e
impulsar el vapor refrigerante proveniente del evaporador. La compresión es
producida para que el vapor refrigerante pueda ser condensado a una mayor
temperatura. Pese que existe variedad en el tipo de funcionamiento de los
compresores, los autores DOSSAT (1980), RAPIN y JAQUARD (1999), y
ALARCON (2000), concuerdan que el compresor de tipo recíproco es el más
ampliamente usado. El compresor rotativo es utilizado en sistemas de muy baja
capacidad, generalmente refrigeración doméstica, mientras que el compresor
centrífugo es ocupado en instalaciones industriales que requieren gran
potencia.
Según DOSSAT (1980), un compresor recíproco consta de un bloque
constituido por uno o varios cilindros con válvulas que permiten la admisión y
escape del gas refrigerante. Dentro del cilindro se desliza un pistón unido por
una biela al cigüeñal, que le otorga un movimiento ascendente y descendente.
12
Bajo el cigüeñal se encuentra el cárter del compresor en el cual es colocado el
lubricante para disminuir la fricción entre las partes móviles del compresor.
DOSSAT (1980), explica que durante el movimiento descendente del
pistón, el cilindro es llenado por el vapor refrigerante al abrirse la válvula de
aspiración, mientras se encuentra cerrada la válvula de impulsión. Durante el
movimiento ascendente, la válvula de aspiración se cierra, comprimiéndose el
gas refrigerante a medida que el volumen en el que se encuentra es reducido. A
determinada presión de compresión, se produce la apertura de la válvula de
impulsión y el refrigerante es evacuado del cilindro, para posteriormente volver
a retomar su posición inicial en el ciclo.
2.5.1.2
Condensador o licuefactor. El fluido que sale a alta temperatura y
presión desde el compresor, ingresa al condensador. Éste cumple la función de
eliminar del vapor refrigerante, tanto la carga térmica proveniente del interior de
la cámara de refrigeración como el equivalente calórico de la energía de
compresión. El enfriamiento del vapor refrigerante permite condensarlo, con lo
cual se puede efectuar nuevamente el proceso de vaporización (MONVOISIN,
1953).
TRESSLER (1956), menciona diversos tipos de condensadores y
describe su funcionamiento y aplicación, entre los que se cuentan los
condensadores atmosféricos, condensadores de aire forzado y condensadores
enfriados por agua.
El condensador atmosférico produce el intercambio de calor del
refrigerante al ambiente por convección natural y se usa sólo para capacidades
limitadas y casi nunca en instalaciones donde el refrigerante es el amoníaco.
13
El condensador de aire forzado es una adaptación del condensador
atmosférico. Difiere de este último en que el aire sopla sobre los serpentines por
medio de ventiladores (convección forzada). Ocupa muy poco espacio y es fácil
de montar en cualquier lugar.
En los condensadores enfriados por agua, ésta casi siempre circula
dentro de los tubos a medida que el gas se condensa en el exterior de los
mismos. El agua se distribuye por medio de deflectores especiales que entran
en cada tubo, los cuales le imprimen un movimiento en espiral. El consumo de
agua y la altura de bombeo de estos aparatos son relativamente grandes.
2.5.1.3 Tanque receptor de líquido. Sirve de depósito de refrigerante licuado, a
fin que éste pueda ser suministrado a los evaporadores de forma continua y en
la medida que éstos lo requieran (ALARCON, 2000).
ALARCON (2000) y RAPIN y JAQUARD (1999), coinciden en que el
uso de unidades condensadoras tiene un costo de adquisición menor en
relación a los equipos de refrigeración con componentes separados, tanto en
instalaciones de baja capacidad como refrigeración doméstica y comercial.
Además, presenta ventajas por la facilidad en la instalación y mantención, y
puede incluirse equipamiento anexo que permite la completa automatización
para el funcionamiento del equipo y regulación de capacidad según variaciones
de carga térmica al interior de la cámara.
2.5.2 Evaporador. DOSSAT (1980), define evaporador como cualquier
superficie de transferencia de calor en la que se vaporiza un líquido tomando
calor del espacio o medio que lo rodea.
DOSSAT (1980), menciona diversos tipos de evaporadores según el
tipo de construcción entre los que se encuentran los evaporadores: de tubo
14
descubierto, de superficie de placa y aletados. Según el tipo de alimentación
pueden ser: expansión seca, líquido sobrealimentados y líquido inundados.
Según la forma de intercambio de calor pueden ser de convección natural o
convección forzada.
DOSSAT (1980), señala que la diferencia de temperatura entre el
espacio
refrigerado
y
la
temperatura
de
saturación
del
refrigerante
correspondiente a la presión de salida del evaporador (D.T. del evaporador),
tiene influencia tanto en el rendimiento del evaporador, como en la humedad
relativa al interior del espacio refrigerado.
ALARCON (2000) y DOSSAT (1980), indican que mientras menor sea
la D.T., mayor humedad relativa se puede tener en la cámara. El primer autor
cita como ejemplo que con una D.T. de 5° C, se puede mantener el nivel de
humedad relativa entre el 90 a 95% en evaporadores de convección forzada,
similar a lo indicado por los autores DOSSAT (1980) y ASHRAE (1981).
FRASER y CHAPUT (2002) y ALARCON (2000), coinciden en que el
evaporador de aire forzado, también conocido como unidad enfriadora, es el
más ampliamente usado en las instalaciones de refrigeración.
Las unidades enfriadoras están formadas por un serpentín de tubo de
cobre aletado, y la alimentación del fluido puede ser por expansión seca o
líquido sobrealimentados (semiinundado). El conjunto va montado dentro de
una caja metálica con ventilador directamente dirigido que hace circular el aire
forzado, aumentando la absorción de calor y reduciendo la superficie que se
necesitaría en un evaporador de convección natural (ALARCON, 2000).
DOSSAT (1980), ALARCON (2000), FRASER y CHAPUT (2002) y
RAPIN y JAQUARD (1999), mencionan diversas ventajas que lo han hecho el
15
evaporador más ampliamente usado, entre las que se señalan: la obtención de
temperatura más uniforme, debido a la rápida circulación del aire; tamaño
reducido, que lo hacen más fácil de instalar o manipular; costo de adquisición
menor que aquellos de convección natural, dado que la menor superficie de
evaporación requerida disminuye la cantidad de materiales usados; facilidad en
el desescarche, ya que pueden ser equipados con resistencias eléctricas que
derriten la escarcha formada en los tubos durante los ciclos de detención del
compresor.
2.5.3 Válvulas para control de flujo refrigerante. Según DOSSAT (1980),
independiente del tipo de válvula, la función de cualquier control de flujo
refrigerante es doble: dosificar el refrigerante líquido que va al evaporador con
una rapidez proporcional a la cual ocurre la vaporización en dicha unidad y
mantener un diferencial de presión entre los lados de baja y alta presión del
sistema.
Los seis tipos básicos de válvula, mencionados por DOSSAT (1980),
son: válvula de expansión manual, válvula de expansión automática, válvula de
expansión termostática, tubo capilar, válvula de flotador de presión baja y
válvula de flotador de presión alta.
A opinión de DOSSAT (1980), la válvula de expansión termostática es
el tipo de válvula más corrientemente usado en instalaciones de refrigeración,
dada su alta eficiencia y facilidad de adaptación para distintas situaciones.
DOSSAT (1980), RAPIN y JAQUARD (1999) y ALARCON (2000),
coinciden en que el principio de funcionamiento se basa en mantener un grado
constante de sobrecalentamiento de la succión en la salida del evaporador,
circunstancia que permite mantener totalmente lleno de refrigerante al
16
evaporador, bajo diferentes condiciones de carga del sistema, con baja
probabilidad de derramar líquido en el sistema.
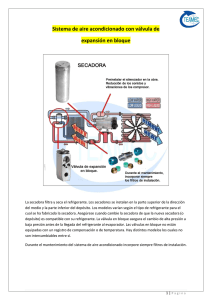
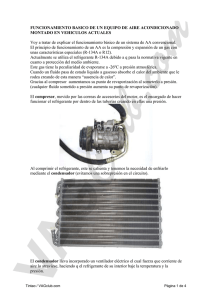
BLESA (2003), explica que las válvulas de expansión termostáticas
están compuestas de las siguientes piezas:
- bulbo remoto: es un elemento cargado con el mismo refrigerante que hay que
controlar. La presión que ejerce este refrigerante depende de la temperatura al
final del evaporador y actúa sobre el orificio calibrado de la válvula. La presión
del bulbo es presión de apertura (a más temperatura mayor apertura).
- tornillo de recalentamiento y resorte: en este componente, la presión ejercida
sobre el tornillo contrarresta la presión del bulbo. Generalmente se ajusta de
fábrica.
- aguja y asiento: estas piezas funcionan según cambios de presión, en que la
aguja abre y cierra el paso de líquido refrigerante.
- fuelle y diafragma de presión: la válvula puede traer incorporada una u otra de
éstas piezas, cuya función en ambos casos es regular la apertura y cierre de la
aguja según la presión ejercida por el bulbo remoto.
La Figura 2 muestra el esquema de funcionamiento para válvulas de
expansión termostática compensadas internamente.
17
FIGURA 2. Esquema de válvula de expansión termostática compensada
internamente.
FUENTE:
BLESA (2003).
DOSSAT (1980), explica que las válvulas de expansión termostática
con compensación interna, se abren o cierran según la interacción de tres
fuerzas independientes: la presión en el evaporador, la presión ejercida por el
resorte del tornillo regulador y la presión ejercida por el fluido del bulbo remoto.
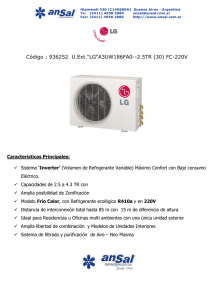
En la Figura 3 se muestra el esquema de funcionamiento para válvulas
de expansión termostática compensadas externamente.
18
FIGURA 3. Esquema de válvula de expansión termostática compensada
externamente.
FUENTE:
BLESA (2003).
DOSSAT (1980), explica que la válvula de expansión termostática
compensada
externamente
se
diferencia
de
la
válvula
compensada
internamente en que cuenta con un capilar que une la salida de succión del
evaporador, con una cámara que se encuentra en la parte inferior del fuelle o
diafragma accionado por la presión del bulbo remoto. Esto permite compensar
las pérdidas de presión producida por el roce del refrigerante mientras éste
fluye por el evaporador. Esta caída de presión, será mayor en evaporadores de
mayor tamaño, y puede reducir seriamente la capacidad de superficie del
evaporador que podría ser usada para enfriamiento efectivo.
2.5.4 Automatismos del sistema. El sistema de automatización se compone
de diferentes dispositivos que permiten el funcionamiento de la instalación
frigorífica sin intervención humana, entre los que se cuentan presostatos,
termostatos, válvulas solenoides y válvulas reguladoras de presión entre otros.
19
DOSSAT (1980), explica que el presostato de baja presión tiene la
función principal de poner en funcionamiento el compresor al aumentar la
presión en la línea de succión por ingreso de refrigerante a los evaporadores.
Funciona como control de seguridad en forma suplementaria al detener el
compresor si baja la presión en la succión a un nivel predeterminado, de modo
que no se dañe la maquinaria frigorífica. El control de alta presión sólo funciona
como elemento de seguridad desconectando el compresor al subir la presión en
la descarga, antes que ésta alcance niveles que puedan ocasionar daños en los
equipos y uniones de la tubería. El presostato combinado de alta y baja presión
puede ser incorporado a la unidad condensadora.
ALARCON (2000), indica que el termostato ambiental corresponde a
un dispositivo de regulación que provoca la detención y encendido del
compresor. Es ubicado al interior de la cámara fría para el control de la
temperatura del ambiente en la misma. El elemento sensible debe emplazarse
siempre en la corriente de aire en movimiento y no debe ser colocado frente a la
puerta ni fijarse directamente en la pared o en la caída de aire frío del
evaporador. Si se trata de evaporadores de convección forzada es
recomendable colocarlos en el corredor de la pared opuesta a las unidades
enfriadoras y a la altura media a la cual se instala el evaporador.
DOSSAT (1980), señala que la válvula solenoide es un dispositivo de
regulación que permite el cierre automatizado de diversos sectores que
componen la maquinaria frigorífica, aislando completamente las secciones en la
cual se encuentran instaladas. Esta válvula puede ser controlada por un
termostato en un ciclo de bombeo en vacío, regulando la temperatura al interior
de la cámara, siendo este tipo de control el más utilizado en cámaras que
conservan vegetales en estado fresco. Este ciclo también impide la entrada de
refrigerante líquido al compresor y mejora el desescarche del evaporador .
20
DOSSAT (1980) y ALARCON (2000), coinciden en que la válvula
reguladora de presión es adecuada en instalaciones que requieran control de
humedad o que utilizan unidades enfriadoras, evaporadores de aire en los que
no se quiera formación de hielo. Se conecta en la succión principal para
controlar la presión en todos los evaporadores.
2.5.5 Aparatos anexos al circuito. A la maquinaria frigorífica puede
incorporársele diferentes instrumentos que la adaptan de mejor manera para las
condiciones de trabajo deseadas y según el tipo de refrigerante utilizado. Estos
accesorios permiten la mejora en el rendimiento bajo condiciones de trabajo
para la cual se diseñó la instalación. Algunos de estos dispositivos son
relatados brevemente a continuación.
Los manómetros de baja y alta presión permiten verificar que la
maquinaria frigorífica se encuentre dentro de un rango de presiones aceptable
para el correcto funcionamiento y pueden ser incluidos junto con la unidad
condensadora (ALARCON, 2000).
El separador de aceite, señala DOSSAT (1980), generalmente se ubica
en la tubería de descarga del compresor, y puede ser incorporado junto a la
unidad condensadora. Cumple la función de separar el refrigerante del aceite y
regresar este último al cárter del compresor.
Según DOSSAT (1980), en muchas instalaciones es frecuente el uso
de un calefactor para el cárter del compresor. Si la temperatura del cárter
desciende a un valor bajo la temperatura que se tiene en el evaporador, el
refrigerante se condensa en el cárter. Esto ocurre sólo durante ciclo de paro del
compresor y, por lo general, en períodos invernales, cuando el compresor se
encuentra ubicado al aire libre o en bodegas frías. La mezcla de refrigerante
con aceite produce un fuerte espumeo a medida que se aumenta la proporción
21
de refrigerante, lo cual trae como consecuencia que una cantidad considerable
de aceite sea sacada del cilindro hacia el cárter. El calefactor del cárter, en el
primer caso, mantiene la temperatura del cárter sobre la temperatura de
evaporación del refrigerante; en el segundo caso, al mantener el aceite a una
temperatura mayor a la normal, reduce la cantidad de refrigerante que puede
disolverse en el aceite.
DOSSAT (1980), señala que el filtro deshidratador es imprescindible en
instalaciones que funcionan con refrigerantes HFC (ecológicos), HCFC y CFC,
debido a que la humedad al interior del circuito por el que fluye el refrigerante
en diferentes grados, da lugar a la formación de compuestos altamente
corrosivos (generalmente ácidos), los que pueden reaccionar con el aceite
lubricante y algunos otros materiales del sistema, incluyendo los metales. Este
filtro se puede instalar en la tubería de líquido, al interior de la cámara de
refrigeración, ya que al ser la parte más fría tiende a condensar mayor cantidad
de la humedad.
El visor de líquido, según ALARCON (2000), permite determinar si se
encuentra refrigerante vaporizado en la tubería de líquido. Además, si éste
cuenta con un indicador de humedad, se detecta el momento en el cual debe
ser reemplazado el filtro deshidratador.
Otro equipamiento anexo corresponde a válvulas de servicio, válvulas
de seguridad, o un flexible antivibración. Éste último reduce el ruido producido
por la vibración del compresor durante su funcionamiento, el cual es transmitido
y amplificado por el sistema de tuberías. Todos éstos dispositivos pueden ser
incorporados en unidades condensadoras (ALARCON, 2000).
22
2.6 Recomendaciones en el diseño de tuberías de fluido refrigerante.
DOSSAT (1980), considera los siguientes supuestos básicos para el
correcto diseño del tendido de tuberías:
- asegurar un suministro adecuado a todos los evaporadores,
- asegurar el retorno adecuado del aceite al cárter del compresor,
- evitar pérdidas excesivas de presión del refrigerante,
- evitar la entrada de refrigerante líquido al compresor,
- evitar el entrampe de aceite en el evaporador o tubería de succión que
dificulten la correcta circulación del refrigerante.
Para los refrigerantes CFC, HCFC y HFC se recomienda el uso de
tuberías de cobre. DOSSAT (1980), señala que entre sus ventajas sobre otros
materiales comúnmente usados se cuenta su peso ligero, resistencia a la
corrosión y facilidad de instalación. Para refrigeración sólo deben ser utilizados
los tipos K y L. Con presiones de trabajo inferiores a 17 bar pueden ocuparse
uniones roscadas en tuberías de diámetro menor a 3 pulgadas. En tuberías de
diámetro menor a ½ pulgada puede usarse soldadura suave (95% estaño y 5%
antimonio) que se funde a 240°C, mientras que en diámetros mayores se
recomiendan soldaduras fuertes (plata y latón) con puntos de fusión desde
550°C.
DOSSAT (1980), sugiere que un buen diseño requiere que la tubería
sea dimensionada para una caída de presión máxima equivalente a una caída
de temperatura de 1,1°K para refrigerantes CFC y HCFC, lo cual es
corroborado por ALARCON (2000), que amplia este criterio para refrigerantes
HFC. Para amoníaco se admiten pérdidas de presión equivalentes una caída de
temperatura de 0,55°K.
23
2.6.1 Dimensionamiento de la tubería de succión. Según DOSSAT (1980),
el diseño de la tubería de succión es el más crítico. Colocar un tubo de menor
diámetro al necesario produce una caída de presión significativa en el
refrigerante, lo que disminuye la capacidad y eficiencia del sistema. Si el
diámetro se sobredimensiona, se pueden producir velocidades bajas de
circulación del fluido, lo cual dificulta el retorno del aceite lubricante al cárter del
compresor. En el caso que los evaporadores estén ubicados sobre el nivel del
compresor y en el diseño se incluya dejar un declive a lo largo de la tubería
horizontal de succión, el retorno del aceite se puede producir por gravedad, por
lo que sólo se debe procurar la elección de un diámetro que no provoque una
caída de presión importante en la tubería.
2.6.2 Dimensionamiento de la tubería de líquido. DOSSAT (1980), explica
que la función del tubo de líquido es entregar refrigerante subenfriado
procedente del tanque receptor hasta la válvula del control de flujo refrigerante
a una presión suficiente que permita a esta última operar en forma eficiente. El
diseño debe evitar la formación instantánea de gas antes de que el líquido
llegue a la válvula de expansión, ya que reduce la capacidad de dicha válvula,
causa erosión de la aguja y asiento, y conduce a un control errático del
refrigerante hacia el evaporador. Para evitar la formación de gas, la presión del
líquido en el tubo debe mantenerse por encima de la presión de saturación
correspondiente a su temperatura.
El mismo autor indica que cualquier aceite arrastrado por la tubería
llega hasta el evaporador, por lo cual no es un problema el retorno de aceite al
cárter. Agrega que el subenfriamiento del líquido al salir del condensador ayuda
a asegurar que no se forme gas en la línea, ya que permite mantener el
refrigerante en estado líquido con una caída de presión equivalente al grado
térmico de subenfriamiento.
24
2.7 Ciclo de bombeo en vacío.
Según DOSSAT (1980), el ciclo de bombeo en vacío es indicado
especialmente en instalaciones de almacenaje de vegetales, en el que el inicio
del ciclo es controlado por la temperatura de la cámara o del producto
almacenado.
El mismo autor explica que la temperatura del espacio refrigerado,
producto o evaporador es controlada directamente por el termostato. Sin
embargo, en lugar de activar y detener el impulsor del compresor, el termostato
actúa para abrir o cerrar una válvula solenoide instalada en la línea de líquido
por lo general cerca de la válvula de expansión. A medida que la temperatura
es reducida hasta la temperatura de control, el termostato interrumpe el circuito
solenoide cerrando la válvula, con lo cual se detiene el paso de refrigerante a la
válvula de control. La operación continua del compresor evacúa el refrigerante
hasta la válvula solenoide, con lo cual se reduce la presión de la succión hasta
un valor predeterminado, desconectando el control de presión baja, que a su
vez interrumpe el circuito motriz del compresor y lo detiene. Cuando la
temperatura se eleva a un valor predeterminado el termostato acciona la
apertura de la válvula solenoide, permitiendo el libre paso de líquido refrigerante
al evaporador. Debido a que el evaporador se encuentra caliente, el líquido es
vaporizado rápidamente elevándose la presión de la succión con lo cual se
produce la conexión del control de presión baja, cerrando el circuito motriz del
compresor y accionando su funcionamiento.
La ventaja principal de este ciclo, indicada por DOSSAT (1980), es la
reducción de refrigerante absorbido por el compresor con la consecuente
disminución en el riesgo de entrada de refrigerante líquido al compresor.
25
3 MATERIAL Y METODO
3.1
Descripción del mercado comprador.
El diseño de la cámara de refrigeración está basado en los
requerimientos de zanahoria, betarraga y repollo de dos supermercados de la
ciudad de Coyhaique, principales destinatarios de los productos. Las cantidades
presentadas fueron aportadas en forma directa por ambos supermercados y no
corresponden a cifras publicadas.
3.2 Estudio técnico.
Incluye los cálculos para dimensionamiento de la cámara de
refrigeración, elección de materiales, cálculo de las cargas térmicas y elección
de la maquinaria frigorífica.
3.2.1 Capacidad de la cámara de refrigeración. La capacidad de la cámara
de refrigeración se determinó de acuerdo a las cantidades requeridas por el
mercado comprador durante el período comprendido entre los meses de mayo
a diciembre, tiempo en el cual el producto puede ser mantenido en buenas
condiciones y sin mayores variaciones en su calidad.
Dado que se considera el almacenaje en bins con capacidad de
almacenamiento de 1 m3, se procedió a calcular el número de bins requeridos
para cada producto según la masa en estado fresco que puede ser almacenada
(Anexo 1).
3.2.2 Condiciones ambientales de diseño. Se evaluaron condiciones de
temperatura y humedad exterior en base a un registro meteorológico del sector,
y condiciones del producto tales como su temperatura de ingreso (basado en la
26
temperatura del ambiente en la época de almacenamiento) y las características
del embalaje utilizado. Estos datos son necesarios para cálculo de cargas
térmicas.
Los datos correspondientes a las condiciones ambientales de diseño
externas a la cámara de refrigeración fueron procesados en base a registros de
la Dirección General de Aeronáutica Civil, Estación Meteorológica del
Aeródromo Teniente Vidal, ubicada en el sector El Claro, a 5 km en dirección
oeste de la ciudad de Coyhaique. El registro contiene las temperaturas mínima
y máxima diarias, humedad relativa y velocidad del viento, correspondiente a
datos registrados entre enero de 1991 a diciembre de 1999. Con éstos se
obtuvo la temperatura, humedad relativa y velocidad del viento de diseño de la
cámara.
La temperatura ambiental de diseño, calculada para cada mes,
corresponde a la temperatura media histórica máxima, para el periodo que
comprende el registro. La temperatura ambiental mínima de diseño calculada
corresponde a la mínima temperatura media histórica registrada para el mismo
periodo.
La humedad relativa de diseño, calculada para cada mes, corresponde
a la humedad relativa promedio máxima registrada entre los años 1991 a 1999.
La velocidad de diseño del viento calculada, corresponde a la máxima velocidad
media registrada entre los meses de marzo a diciembre, durante el período
abarcado por el registro meteorológico.
Los datos de temperatura de diseño del suelo, medida a 10 cm de
profundidad, fueron obtenidos de la estación meteorológica del Centro Regional
de Investigaciones Tamel Aike, ubicado en el sector Santa Elena, 32 km al sur
27
de la ciudad de Coyhaique, y corresponden a un registro comprendido entre
julio de 1997 hasta febrero de 2002.
Se tomó como temperatura de diseño el valor máximo de temperatura
media ocurrida para el período que comprende el registro. La temperatura de
diseño mínima del suelo corresponde al valor mínimo registrado para el mismo
período.
3.2.3 Dimensionamiento de la cámara de refrigeración. Las dimensiones de
la cámara de refrigeración se realizaron según el número de bins que deben ser
almacenados.
Se busca tener la mejor distribución de los productos en la cámara, de
manera que se exponga la menor superficie con el máximo de volumen. Cuanto
menor sea la superficie expuesta, menores serán las ganancias térmicas por
superficies.
Según la ecuación 3.1 se realizó el cálculo del número de bins de
acuerdo a la altura de apilamiento y distribución en el largo y ancho para
determinar la cantidad más cercana a los requerimientos.
BT = Bh * Ba * Bl
(3.1)
en el que BT , corresponde al número total de bins; Bh, corresponde al número
de bins apilados; Ba, equivale al número de bins colocados en el ancho de la
cámara y; Bl, corresponde al número de bins colocados en el largo de la
cámara.
La superficie total se calculó de acuerdo a la sumatoria de las
superficies interiores de la cámara (piso, techo y muros), considerando que los
28
bins son colocados uno al lado del otro sin dejar espacio entre los mismos, ni
espacios entre éstos y las paredes, piso y techo.
SMa = 2 * (Bh* h) * (Ba* a)
(3.2)
SMl = 2 * (Bh* h) * (Bl* l)
(3.3)
SPT = 2 * (Ba* a) * (Bl* l)
(3.4)
En las ecuaciones 3.2, 3.3 y 3.4, los términos h, a y l corresponden a
las dimensiones de altura, ancho y largo del bin respectivamente, expresadas
en metros. El término SMa corresponde a la superficie de los muros ubicados en
la zona ancha de la cámara; SMl equivale a la superficie de los muros ubicados
en la zona larga y; SPT a de las superficies de piso y techo. Todas las superficies
están expresadas en m2.
Dado que no todas las distribuciones generan el mismo número de
bins, para que estas sean comparables se determinó el parámetro de número
de bins por unidad de superficie para cada distribución (ecuación 3.5), en el
cual el área corresponde a la sumatoria de las superficies interiores de cada
disposición en particular.
BS =
(S M a
BT
+ S M l + S PT )
(3.5)
en la que BS corresponde al número de bins por unidad de superficie, siendo
ésta última medida en m2.
Una vez elegida la distribución, para determinar las dimensiones
interiores reales de la cámara de refrigeración, se añadieron dimensiones
29
constantes de espaciamiento entre bins, espaciamiento entre bins y muros y
entre bins y techo.
Dado que se requiere un pasillo interior para maniobrar con horquilla
elevadora, se determinó la ubicación más favorable al interior de la cámara de
acuerdo a la alternativa que exponga una menor área.
3.2.4 Especificaciones constructivas. Se determinaron los materiales más
adecuados para la instalación así como características constructivas especiales
acordes al diseño planteado.
Se definió el grosor de los paneles que componen los muros y
techo según tablas de recomendación entregadas por el fabricante (Anexo 3),
los cuales recomiendan el espesor del panel de acuerdo a la temperatura que
se desea mantener al interior de la cámara.
3.2.5 Cálculo de cargas térmicas. Se determinaron las cargas térmicas por
superficie, calor de respiración, calor sensible del producto y embalaje al
ingresar a la cámara, cambios de aire y por luces según diferentes ecuaciones
para el cálculo de estos parámetros.
3.2.5.1 Cálculo de carga por superficies. Según DOSSAT (1980), para el cálculo
de cargas térmicas de las distintas superficies se recurre a la ecuación:
Qs = A * U * ∆T
(3.6)
en la que Qs corresponde al flujo de calor en kcal/h; A corresponde a la
superficie total sobre la que se produce éste flujo de calor expresada en m2; U
corresponde al coeficiente total de transferencia de calor según los materiales
ocupados, medido en kcal/hm2°C y; ∆T corresponde a las diferencias de
30
temperatura de diseño entre el ambiente externo y la temperatura interna que
se desea mantener, medida en grados Celsius.
Según ASHRAE (1981) y DOSSAT (1980), el ∆T
de diseño de la
ecuación 3.6 debe ser corregido, ya que las superficies que están expuestas al
sol tienen una temperatura mayor que aquellas que se encuentran a la sombra.
La corrección consiste en adicionar al ∆T, la temperatura de corrección indicada
en el Anexo 6, según características de color y ubicación del muro. Debido a
que las correcciones del Anexo 6 están referidas al hemisferio norte, para hacer
equivalentes estos datos al hemisferio sur se tomaron los datos de corrección
de temperatura de “Pared Este” por “Pared Oeste”, “Pared Sur” por “Pared
Norte”, y “Pared Oeste” por “Pared Este”. No se corrigió la temperatura de
diseño del techo debido a que éste se encontrará bajo sombra, de acuerdo al
diseño propuesto en las especificaciones constructivas.
Dado que el coeficiente total de transferencia de calor depende de los
materiales ocupados, para cada tipo de superficie a analizar se ocupará la
ecuación 3.7 (DOSSAT, 1980).
U =
1
∑ Ri + 1/ hi + 1/ he
(3.7)
en la cual hi y he corresponden a los coeficientes de conductancia superficial
interior y exterior respectivamente, medidos en kcal/hm2°C. DOSSAT (1980),
señala que Ri corresponde a la resistencia térmica de cada elemento y se
determina según la ecuación:
Ri =
xi
ki
(3.8)
31
en la cual xi equivale al espesor del material i, expresado en m, y ki corresponde
al coeficiente de conductividad térmica del material i, expresado en kcal/hm°C.
3.2.5.2 Cálculo del calor sensible del producto y embalaje. Según DOSSAT
(1980), el calor que debe ser retirado del producto, que llega a temperatura de
campo y debe disminuirse a la temperatura final de almacenaje, se calcula de
acuerdo a la ecuación:
QP =
m * c * ∆T
t
(3.9)
en la cual m corresponde a la masa del producto que ingresa diariamente,
expresada en kg; c al calor específico en kcal/kg°C; ∆T a la diferencia entre la
temperatura de ingreso y la temperatura final del producto en °C; t es el tiempo
en el cual debe ser enfriado el producto. Esta ecuación también es válida para
calcular el calor que debe ser retirado del embalaje.
Para determinar la masa diaria de cada producto que debe ser
enfriada, se debe conocer la cantidad total de producto cosechado y el tiempo
que dura la cosecha. Esta fue calculada según la ecuación 3.10.
CE =
CT
CD
(3.10)
en la que CE es la carga de producto que debe ser enfriada diariamente,
expresada en kg/día; CT la cantidad total de producto cosechado, medida en kg;
CD es el tiempo de duración de la cosecha, expresado en días.
32
El número de bins que ingresa a la cámara por día, equivale a la carga
diaria de enfriamiento dividido por la capacidad del bin para cada producto, por
lo que:
BD =
CE
CB
(3.11)
donde BD es el número de bins ingresados diariamente y CB es la capacidad
de almacenaje del bin expresada en kg, ésta última calculada a partir del Anexo
1.
3.2.5.3 Cálculo de cargas por calor de respiración. Según DOSSAT (1980), para
realizar el cálculo de calor de respiración total de los productos (QR) se
considera la masa del producto que será almacenado y el calor de respiración
producido a la temperatura de almacenaje. En la ecuación 3.10, se detalla la
manera de realizar el cálculo.
QR = m * cr
(3.12)
en la que m corresponde a la masa de producto al interior de la cámara
expresada en toneladas, y cr al calor de respiración de dicho producto medido
en kcal/t h.
3.2.5.4 Cálculo de cargas por cambios de aire. El calor que se transmite por
cambios de aire de la cámara (QA) es función del volumen de la misma, el calor
necesario para enfriar el aire externo y el número de renovaciones del aire. El
cálculo se realiza utilizando la ecuación 3.13, entregada por DOSSAT (1980).
33
QA =
V * fv * n
24
(3.13)
en el que V, es el volumen interno de la cámara expresado en m3; fv, el factor
de ganancia de calor por cambios de aire en kcal/m3; n corresponde al número
de renovaciones de aire de la cámara por día. El valor fv es obtenido para cada
mes de acuerdo a la ecuación 3.14 (DOSSAT, 1980).
fv = δ * (he – hi)
(3.14)
en la cual δ corresponde a la densidad del aire externo a las condiciones de
humedad y temperatura de diseño, en kg/m3; he es la entalpía del aire externo
según temperatura y humedad relativa de diseño en kcal/kg; hi es la entalpía del
aire al interior de la cámara de refrigeración según las condiciones de humedad
y temperatura deseadas, medidas en kcal/kg.
3.2.5.5 Cálculo de cargas por iluminación. Según la luminosidad recomendada
por ASAE (1981) para almacenes de alimento y la intensidad de iluminación
para tubos fluorescentes dada por SEARS et al. (1998), se realizó el cálculo de
luminosidad (L) según la ecuación 3.15, y posteriormente la ganancia térmica
por iluminación (QL) según la ecuación 3.16 entregada por DOSSAT (1980).
L=
LR
RA
(3.15)
en la cual L corresponde luminosidad requerida medida en W/m2; LR es la
luminosidad recomendada, medida en lum/m2; RA es el rendimiento del tubo
fluorescente o ampolleta, expresado en lum/W.
34
QL = Pl * 0,86 * 1,25
(3.16)
en la cual QL es el calor total removido (kcal/h); Pl la potencia de alumbrado
(W), obtenida del producto entre la luminosidad requerida y la superficie de la
cámara de refrigeración; 0,86 es el factor para transformar Watt en kcal/h; y
1,25 es el 25% adicional de calor producido por el partidor del tubo.
Las cargas térmicas por personal que ingrese a la cámara o el trabajo
realizado por la horquilla elevadora en su interior se omitieron por ser
insignificante en la carga total, debido al poco tiempo en que se realizan las
labores que en el interior y lo esporádico de las mismas.
3.2.5.6 Análisis de las cargas térmicas calculadas. Durante la cosecha es el
momento en el cual se produce la carga térmica máxima. Esto ocurre porque se
debe disminuir la temperatura del producto y embalaje desde la temperatura de
campo a la temperatura de almacenaje, lo que no se produce en los meses
posteriores en los que sólo debe mantenerse la temperatura de almacenaje.
Además, al finalizar la cosecha se tiene el momento de máxima acumulación de
producto al interior de la cámara, con la consecuente mayor cantidad de carga
térmica por respiración.
Para determinar la variación de cargas térmicas durante la cosecha se
calculó la carga diaria de enfriamiento (calor del producto + calor del embalaje)
según el producto y la época de almacenaje.
Al ir aumentando la cantidad de producto al interior de la cámara de
refrigeración, aumenta de igual manera el calor de respiración a una tasa
equivalente a la cantidad ingresada y según el tipo de producto almacenado. La
carga horaria de respiración durante la cosecha se calculó para cada día según
35
la sumatoria del calor de respiración de los productos almacenados y el calor de
respiración del producto ingresado durante el día.
Para el cálculo de la carga térmica total, a la sumatoria de las cargas
relativas al producto (respiración diaria y carga de enfriamiento) se le adicionó
el valor constante de carga por iluminación y las ganancias térmicas por
superficies y cambios de aire.
La carga térmica total para la cual deben seleccionarse los equipos
corresponde al valor máximo producido durante la cosecha. A la carga térmica
total de diseño se le adicionó un 10% como factor de seguridad, según lo
recomendado por DOSSAT (1980), y se prorrateó para un tiempo máximo de
funcionamiento de la maquinaria de 18 horas por día, de modo que se tenga
tiempo suficiente para el deshielo de los evaporadores.
Para conocer las variaciones de carga térmica durante los meses de
almacenaje, se realizaron los cálculos correspondientes de carga mensual
máxima, a los que se le incluyeron el factor de seguridad de 10% y prorrateo de
la carga para un tiempo de funcionamiento de 18 horas.
Se realizó el cálculo de cargas térmicas para temperaturas ambientales
de diseño negativas producidas durante los meses más fríos del año, con el
objetivo de determinar el riesgo de congelamiento de los géneros al interior de
la cámara y la consecuente necesidad de calefacción para dicho período. Las
cargas térmicas mínimas por calor de respiración corresponden a las generadas
por la cantidad mínima de producto al interior de la cámara, valor que equivale a
la cantidad máxima de producto del mes siguiente.
3.2.6 Análisis comparativo de refrigerantes. Para la comparación de los
refrigerantes R-134a y R-404a, se determinaron los parámetros de efecto
36
refrigerante, volumen de refrigerante que debe remover el compresor y el
trabajo realizado por el mismo, según ecuaciones entregadas por DOSSAT
(1980).
Dado que la temperatura del líquido refrigerante al llegar a la válvula de
expansión es superior a la temperatura de vaporización, la temperatura del
refrigerante deberá reducirse hasta la temperatura de vaporización antes que el
líquido pueda vaporizarse en el evaporador. Por tal motivo, al calor latente de
vaporización debe restársele el calor sensible para que el refrigerante líquido
pase de la temperatura de condensación a la de evaporación. Este enfriamiento
se obtiene restando la entalpía del líquido a temperatura de condensación, a la
entalpía del líquido a temperatura de evaporación (ecuación 3.17).
hl enfr. = hl cond. – hl evp.
(3.17)
El efecto refrigerante real se obtiene restando el calor para
enfriamiento de líquido al calor latente de vaporización del gas respectivo, o
sea:
qe = hfg - hl enfr.
(3.18)
en la cual qe corresponde al efecto refrigerante real, expresado en kJ/kg; hfg es
el calor latente de vaporización del fluido refrigerante a la temperatura de
evaporación, expresado en kJ/kg; hl enfr. es el calor sensible de enfriamiento del
refrigerante desde la temperatura de condensación a la temperatura de
evaporación, expresado en kJ/kg.
La masa de refrigerante circulado corresponde a la razón entre el flujo
de calor que debe ser removido de la cámara y el efecto refrigerante real, por lo
que:
37
m=
QT
qe
(3.19)
en la que m corresponde al flujo de masa refrigerante expresada en kg/h; QT es
la carga térmica total que debe ser removida medida en kcal/h; qe es el efecto
refrigerante medido en kcal/kg.
El volumen de vapor circulado por unidad de tiempo corresponde al
producto entre el volumen específico del gas a la temperatura del evaporador y
la masa refrigerante circulada por unidad de tiempo, o sea:
VR = v * m
(3.20)
en la cual VR corresponde al volumen total de vapor del fluido refrigerante
circulado por unidad de tiempo, expresado en m3/h; v es el volumen específico
del vapor a la temperatura de vaporización, expresado en m3/kg; m es la masa
total de refrigerante circulado expresado en kg/h y calculado según la ecuación
3.19.
El calor teórico de compresión corresponde al trabajo efectuado sobre
el vapor para incrementar su energía (entalpía) desde la temperatura de
vaporización a la temperatura a la cual será condensado:
qw =
(hv − hc )
4,18
(3.21)
en la cual qw corresponde al calor teórico de compresión expresado en kcal/kg;
hv es la entalpía del vapor a la temperatura de evaporación y hc es la entalpía
del vapor a la temperatura de condensación, medidos en kJ/kg; 4,18 es el factor
para transformar kJ/kg a kcal/kg.
38
Se calculó un valor más aproximado de la potencia requerida por el
compresor, estimada mediante el producto entre el cambio de presión y el
volumen de vapor que debe ser desplazado. La ecuación 3.22, entregada por
KUNII y LEVENSPIEL (1969), indica la potencia teórica (PT), medida en kW,
requerida para la compresión del gas considerándola como proceso isotrópico.
PT = (γ/ γ-1) * p1 * V2 * [1 - (p1/p2)(γ-1)/γ]
(3.22)
en la que γ, es la razón entre cp/cv (adimensional); p1 corresponde a la presión
de entrada al compresor, p2 es la presión a la salida del compresor, medida en
kPa; V2 corresponde al flujo de volumen del gas a la salida del compresor,
expresada en m3/s.
3.2.7 Elección de la unidad condensadora. La selección se realizó sobre la
base de tablas de rendimiento prediseñadas por el fabricante (Anexo 13).
Simultáneamente a la elección de la unidad condensadora se realizó la elección
del refrigerante, dado que el rendimiento del equipo varía tanto con el
refrigerante ocupado y como con las condiciones de operación requeridas.
El equipamiento anexo a la unidad condensadora se seleccionó de
acuerdo a las necesidades de la instalación. Los modelos son recomendados
por el distribuidor de los equipos.
3.2.8 Selección de unidades enfriadoras. Para la elección de unidades
enfriadoras se consideraron los datos de temperatura de evaporación, potencia
requerida y requerimientos de circulación de aire de los géneros almacenados,
éste último indicado en el Anexo 1.
Para la elección de unidades enfriadoras marca Aircoil, los datos de
potencia requerida fueron corregidos debido a que el catálogo (Anexo 17)
39
presenta potencias estimadas para D.T. de 7 y 10°C. Estos datos son
corregidos según la ecuación 3.23 (AIRCOIL, 2003), entregada por la misma
firma para la selección de sus productos.
PC =
PR * ∆Tc
∆Tr * fc
(3.23)
en la que PC es la potencia corregida, medida en kcal/h; PR corresponde al
cálculo de carga térmica que debe ser removida del interior de la cámara,
medida en kcal/h; ∆Tr corresponde a la diferencia entre la temperatura de
evaporación y la temperatura al interior de la cámara, en ºC; ∆Tc corresponde a
la diferencia entre la temperatura de evaporación del refrigerante y la
temperatura que se desea mantener al interior de la cámara, que en este caso
particular entrega valores para un D.T. de 7 y 10°C; fc corresponde al factor de
corrección según la frecuencia de deshielos realizadas en el día.
3.2.9 Elección de válvula de expansión. El cuerpo de válvula se selecciona
del catálogo indicado en el Anexo 20 según el refrigerante utilizado.
Para la elección del orificio de la válvula (Anexo 21), se calculó la
potencia frigorífica de cada evaporador. La potencia real de evaporadores
trabajando a la temperatura de evaporación requerida, fue calculada
despejando el valor de la potencia requerida en la ecuación 3.23.
3.2.10 Dimensionamiento de tuberías para refrigerante. En primer lugar se
realizó un listado de accesorios requeridos según esquemas tentativos de las
líneas de refrigerante.
La elección del diámetro más indicado de la tubería para la capacidad
de la instalación se realizó utilizando cuadros prediseñados por los fabricantes
40
de refrigerantes. Estos cuadros definen los diámetros según la capacidad (en
kW) para el refrigerante que circula por la tubería, y considera la pérdida de
carga por roce en la tubería de la mezcla de refrigerante (gaseoso y líquido) y
lubricante, en condiciones de funcionamiento normales.
Dado que la tabla está diseñada para una temperatura de
condensación de 40°C, la capacidad entregada en el Anexo 22 se corrigió para
la temperatura de condensación real multiplicándola por el factor respectivo.
Teniendo en cuenta el diámetro de tubería seleccionado, se obtuvo el
largo equivalente de los accesorios requeridos para dicho diámetro según el
Anexo 23. El largo de los tramos de tubo liso requerido se calculó de acuerdo a
las distancias estimadas según un esquema tentativo realizado de acuerdo a la
ubicación de los componentes de la maquinaria frigorífica en la instalación. La
suma entre el largo de tubo recto y el largo equivalente de los accesorios
corresponde al largo total estimado de la tubería.
La caída de presión para la línea de succión fue calculada según la
ecuación 3.24, entregada por SOLKANE (2003).
1,8
∆Treal
L Q
= 1º K * real * real
25m Qtabla
(3.24)
El término ∆Treal corresponde al equivalente de caída de presión del
refrigerante por fricción expresado como caída de temperatura del refrigerante
medido en grados Kelvin para un determinado tramo; la pérdida de roce sobre
la cual está confeccionado el Anexo 22 es de 1°K por 25 metros de longitud de
tubería, por lo cual estos valores son incorporados en la ecuación; Lreal es el
largo total de cada tramo de tubería expresado en metros, e incluye el largo
equivalente de los accesorios; Qreal corresponde a la potencia refrigerante que
41
fluye en cada tramo de la tubería, expresado en kW; Qtabla corresponde a la
potencia refrigerante indicada en el Anexo 22, expresada en kW.
La caída de presión por roce de la línea de líquido fue calculada según
la ecuación 3.25, entregada por SOLKANE (2003).
∆Pr =
∆Ptabla * Lreal
Ltabla
(3.25)
en la que ∆Pr, corresponde a la caída de presión por roce; ∆Ptabla es la caída de
presión para la cual está confeccionada la tabla (875 Pa); Lreal es el largo total
de la tubería de líquido, expresada en metros, y; Ltabla es el largo en el cual está
basada la pérdida de carga de la tabla (1 m).
La presión estática debido a la elevación vertical corresponde al
producto entre la densidad del refrigerante (a la temperatura de condensación)
y la distancia total de elevación vertical (DOSSAT,1980).
∆P estática (kg/m2) = ρ (kg/m3) * h (m)
(3.26)
en la cual, ∆Pestática corresponde a la presión estática del refrigerante; ρ
corresponde a la densidad del refrigerante a la temperatura de condensación y;
h es la altura estimada a la que debe ser elevado el refrigerante, equivalente a
la diferencia de altura entre el tanque de líquido y la válvula de expansión.
La caída de presión total de la línea es equivalente a la suma de las
caídas de presión por roce y por elevación vertical de los tramos más
desfavorables.
42
3.2.11 Selección de dispositivos automáticos. Se eligieron diferentes
dispositivos para el control automatizado de la instalación, requeridos paras las
condiciones de funcionamiento que exigen los productos.
La
elección
del
termostato
se
realizó
sobre
la
base
de
recomendaciones de uso dadas por el fabricante (Anexo 24).
La elección de la válvula solenoide se realizó según el caudal de vapor
refrigerante circulado, sobre el cual se seleccionó la válvula de tablas
prediseñadas por el fabricante (Anexo 25).
La válvula reguladora de presión fue seleccionada según el diámetro
de la tubería de succión (Anexo 26).
3.2.12 Aparatos anexos al circuito. Se seleccionaron distintos implementos
según requerimientos de la instalación.
El filtro deshidratador, visor de líquido y válvulas de paso son
seleccionados de acuerdo al diámetro de la tubería en la cual serán instalados
(Anexos 27, 28 y 29).
3.2.13 Esquema fluídico. La simbología utilizada corresponde a la entregada
por RAPIN y JAQUARD (1999). Dichos autores se basaron en símbolos
normalizados por ASHRAE en lo referente a aparatos y dispositivos frigoríficos
y en la normativa francesa E 04051 en lo referente a grifería.
3.3 Cálculo de costos asociados a la cámara de refrigeración diseñada.
Se realizó el estudio de los costos de inversión y costos por consumo
anual de energía eléctrica asociados al funcionamiento del compresor, por ser
43
los implementos que generan el mayor consumo de energía de la instalación
diseñada.
3.3.1 Costos de inversión. Los costos totales de inversión de la instalación
incluyen los costos de materiales de construcción (colocados en la ciudad) y
costos de construcción de la cámara de refrigeración. Además, se determinaron
las proporciones de los distintos componentes en el costo total de inversión.
Se determinaron los costos relativos a la maquinaria frigorífica (puesta
en la ciudad) y las proporciones de los equipos, incluyéndose los costos de la
maquinaria y los distintos dispositivos, además de los costos de instalación de
los equipos.
Los costos de materiales de construcción y máquinas corresponden
principalmente a cotizaciones proporcionadas por empresas de la Región
Metropolitana y de la ciudad de Coyhaique, las cuales fueron realizadas durante
el mes de junio de 2003. A las cotizaciones realizadas en la Región
Metropolitana se le adicionó el recargo por transporte a la ciudad de Coyhaique.
3.3.2 Costos por consumo de energía eléctrica. Se calcularon los costos por
consumo de energía eléctrica según el uso horario anual derivado
exclusivamente del ciclo de funcionamiento del compresor.
Los artefactos en funcionamiento con consumo de energía relevante,
corresponden a los motores eléctricos del compresor y motores eléctricos de los
ventiladores del condensador y de los evaporadores. Su uso horario se calculó
según la carga térmica horaria máxima mensual que debe ser removida de la
cámara.
44
La carga térmica horaria durante la cosecha fue calculada según el
promedio de las cargas horarias para cada día. Se determinó la carga térmica
durante el almacenaje en el mes de abril por la diferencia entre la carga máxima
durante la cosecha y la carga térmica por calor a retirar del bin y el producto
almacenado para ese día. Todas las cargas están expresadas en kcal/h y
fueron transformadas a Watt.
Para el cálculo de costos no se incluye el factor de seguridad de 10%
ni se prorratean las cargas para un funcionamiento diario de 18 horas. Dichos
factores son sólo recomendados para la elección de la maquinaria frigorífica
según lo indicado por DOSSAT (1980).
Dado que las cargas están expresadas en Watt, fueron multiplicadas
por 24 h/día para obtener la carga en W-h/día (QTi). El cálculo de horas de
funcionamiento de la maquinaria por día (TF), corresponde la relación entre la
carga diaria y la capacidad del compresor (ecuación 3.27). La capacidad
frigorífica del compresor (QC), el cual se encuentra integrado a la unidad
condensadora, fue estimada por interpolación de los valores indicados en el
Anexo 13, para una temperatura de condensación de 30°C, y se encuentra
medida en W.
TF =
QTi
QC
(3.27)
Las horas anuales de funcionamiento durante la cosecha se estimaron
según el producto entre los días de duración de la cosecha (34 días) y las horas
de funcionamiento por día de la maquinaria.
Las horas anuales de
funcionamiento durante el periodo de almacenaje en el mes de abril, se
calcularon según el producto entre el número de días que se ocupa para tales
efectos (15 días) y las horas de funcionamiento por día. Las horas anuales para
45
los meses de mayo a diciembre se calcularon por el producto entre el número
de días del mes respectivo, es decir 30 ó 31 días según corresponda, y las
horas de uso diario para cada mes en particular.
Los costos anuales por consumo de energía se determinaron según el
producto entre la potencia de cada motor (kW), el tiempo anual de
funcionamiento (h) y el costo por consumo de energía (kW-h). En motores se
considera el costo por consumo de energía según tarifa AT3, indicada para el
año del estudio.
El costo total anual por concepto de energía eléctrica corresponde a la
suma entre los costos por energía consumida anualmente, costos por potencia
contratada y costo fijo por cliente. El costo de potencia contratada se calculó
según el requerimiento de un transformador de 10 kW, cuyo arriendo se estimó
por un periodo de 12 meses al tratarse de un contrato obligatoriamente anual.
De la razón entre el costo total anual por consumo de energía eléctrica
y la masa total almacenada se obtuvo el aumento del precio del producto por
unidad de peso (ecuación 3.28).
ACP =
CAE
MPA
(3.28)
donde ACP es el aumento del costo del producto, en $/kg; CAE corresponde al
costo anual por consumo de energía eléctrica, en $; MPA corresponde a la
masa total de producto almacenado, expresada en kg.
46
4 PRESENTACION Y DISCUSION DE RESULTADOS
4.1 Descripción del mercado comprador.
En el Cuadro 1 se muestra la demanda actual aproximada en forma
mensual de los productos considerados en el diseño de la cámara de
refrigeración, para ambos supermercados.
CUADRO 1. Cantidades aproximadas mensuales requeridas por los
supermercados.
Temporada
Baja
Alta
Mes
Abril
Mayo
Junio
Julio
Agosto
Septiembre
Octubre
Noviembre
Diciembre
Enero
Febrero
Marzo
Total anual
Zanahoria (kg)
8.820
8.820
Betarraga (kg)
840
840
Repollo (Unid.)
3.650
3.650
8.820
8.820
8.820
8.820
840
840
840
840
3.650
3.650
3.650
3.650
9.800
9.800
9.800
9.800
9.800
9.800
111.720
1.630
1.630
1.630
1.630
1.630
1.630
14.820
6.810
6.810
6.810
6.810
6.810
6.810
62.760
Se estima que el periodo de almacenaje de los productos en la cámara
de refrigeración debiera prolongarse desde inicios de la cosecha (segunda
semana de marzo) hasta finales de diciembre, tiempo en el cual se pueden
mantener las hortalizas sin mayores variaciones en su calidad. La cantidad
almacenada corresponderá a la demanda estimada entre los meses de mayo
47
hasta diciembre, época de baja oferta de producto fresco en buenas
condiciones.
4.2 Estudio técnico.
El análisis de los parámetros técnicos define las características de las
dimensiones y materiales de construcción más adecuados para la cámara
refrigeración, así como el sistema de refrigeración que debe ser empleado
según las condiciones ambientales exteriores y el tipo de producto que es
almacenado en su interior.
4.2.1 Capacidad de la cámara de refrigeración. Dado que la demanda de los
productos equivale a un periodo de ocho meses (cinco meses de temporada
baja y tres meses de temporada alta), las cantidades que deben ser
almacenadas son de 73.500 kg de zanahoria, 9.100 kg de betarraga y 38.650
unidades de repollo. Considerando un peso promedio por unidad de repollo de
1,6 kg aproximadamente, se almacenaría el equivalente a 61.900 kg.
Se prefiere almacenaje en bins en lugar de almacenaje a granel debido
a que se guardarán distintos productos en su interior que deben mantenerse
separados, además de sus múltiples ventajas mencionadas en el Capítulo 2.
Se utilizan bins de 1,22 x 1,22 m de base y 0,91 m de altura, el cual
cuenta con un volumen aprovechable de 1 m3 aproximadamente. Según el
Anexo 1, se pueden almacenar 500 kg de repollo, 550 kg de zanahoria y 600 kg
de betarragas en un m3, que equivale a la cantidad que se puede almacenar
efectivamente por bins.
Dividiendo la masa total de cada producto que será cosechado, por el
peso que sostiene cada bins por producto, se obtiene el número de bins que
serán ocupados para cada género, y la suma de estos indica la cantidad total
48
de bins que serán almacenados. En el Cuadro 2 se muestra el número de bins
necesarios por cada producto.
CUADRO 2. Cálculo de número de bins totales que ingresan en la cámara
a diseñar.
Producto
Total (kg)
Zanahoria
Betarraga
Repollo
Total
73.500
9.100
61.900
144.500
Masa de producto por
bin (kg)
550
600
500
-
N° de bins
134
16
124
274
La capacidad de la cámara debe tener un volumen que permita
almacenar alrededor de 274 bins, equivalentes a 73.500 kg de zanahoria, 9.100
kg de betarraga y 61.900 kg de repollo.
4.2.2 Condiciones de diseño. El Cuadro 3 muestra las condiciones exteriores
de diseño durante los meses de funcionamiento de la cámara a proyectar, como
temperatura (ambiental y del suelo) y humedad relativa. Se incluyen las
temperaturas de diseño mínimas (ambiental y del suelo) para los meses más
fríos del año. Para el cálculo del coeficiente de convección externo se considera
una velocidad de viento de diseño de 40 km/h. El Cuadro 4 muestra las
condiciones de ingreso de los distintos productos, mientras que el Cuadro 5 las
condiciones de ingreso del embalaje según el mes en el cual son almacenados.
49
CUADRO 3. Condiciones atmosféricas exteriores de diseño para el sector.
Mes
Temperatura Temperatura Humedad Temperatura Temperatura
de diseño
mínima
Relativa de diseño del mínima de
ambiental ambiental de Promedio suelo (°C)
diseño del
(°C)
diseño (°C)
(%)
suelo (°C)
Marzo
19,4
72,8
9,1
Abril
16,0
76,0
7,8
Mayo
15,0
-2,4
83,2
5,4
1,6
Junio
11,1
-15,0
86,0
3,5
-1,5
Julio
13,5
-11,0
84,0
2,0
-1,5
Agosto
12,4
-4,0
77,3
2,4
-0,5
Septiembre
14,0
73,3
2,8
Octubre
16,0
68,2
6,2
Noviembre
19,0
67,6
8,0
Diciembre
22,0
66,3
10,0
-
CUADRO 4. Condiciones térmicas de los productos al ingresar a la
cámara.
Tipo de producto
Zanahoria
Betarraga
Repollo
kg de producto por bin Temperatura de ingreso (° C)
550
9,1
600
9,1
500
16
CUADRO 5. Condiciones térmicas del embalaje según época de ingreso
a la cámara de refrigeración.
Tipo de embalaje
Bin marzo
Bin abril
Peso (kg)
Dimensiones (m)
110
110
1,22 x 1,22 x 0,91
1,22 x 1,22 x 0,91
Temperatura de ingreso
(° C)
19,4
16
La cámara comienza a funcionar durante el mes de marzo (época de
cosecha de las raíces, las que serán enfriadas a medida que ingresan a la
cámara), y termina en el mes de diciembre, por lo cual sólo se consideran las
50
temperaturas (ambiental y del suelo) y humedad relativa de diseño para éste
periodo.
La temperatura de ingreso de las raíces corresponde a la temperatura
del suelo a 10 cm de profundidad durante el periodo de cosecha realizada en el
mes de marzo, mientras que la temperatura de ingreso del repollo corresponde
a la temperatura de diseño durante la cosecha realizada en el mes de abril. No
se considera el efecto de un alza de temperatura de las raíces antes de ingresar
a la cámara, ya que éstas se irán guardando inmediatamente en la medida que
los bins sean llenados por los productos.
4.2.3 Dimensionamiento de la cámara de refrigeración. Se busca tener la
mejor distribución de los productos en la cámara, de manera que se exponga la
menor superficie con el máximo de volumen. Cuanto menor sea la superficie
expuesta, menores serán las ganancias térmicas por superficies. En el Cuadro
6 se muestran diferentes formas de distribución de los bins, el volumen
requerido y la superficie expuesta según la disposición, calculados de acuerdo a
las ecuaciones 3.1, 3.2, 3.3, 3.4 y 3.5.
CUADRO 6. Análisis de número de bins, volumen y superficie expuesta
según el tipo distribución realizada.
D istrib ució n d e lo s b ins
A lto
A ncho
L a rg o
4
4
18
4
5
14
4
6
12
4
7
10
4
8
9
5
4
14
5
5
11
5
6
10
5
7
8
N° b ins
288
280
288
280
288
280
275
300
280
V o lum e n
en m³
390
379
390
379
390
379
372
406
379
S up e rficie N° b ins /
to ta l (m ²) sup . to ta l
4 0 9 ,7
0 ,7 0 3
3 7 7 ,1
0 ,7 4 2
3 7 4 ,2
0 ,7 7 0
3 5 9 ,4
0 ,7 7 9
3 6 5 ,3
0 ,7 8 8
3 6 6 ,5
0 ,7 6 4
3 4 1 ,4
0 ,8 0 6
3 5 6 ,2
0 ,8 4 2
3 3 3 ,2
0 ,8 4 0
51
Del análisis del Cuadro 6, se concluye que la distribución que más se
ajusta a las necesidades es apilar 5 bins y colocar 7 bins de ancho, por 8 bins
de largo. Esta distribución excede en 6 bins la cantidad requerida, lo cual es
deseable por permitir almacenar cualquier pequeño incremento que se tenga en
la producción o la demanda del producto.
Las otras alternativas interesantes son: (1) apilar 4 bins y colocar 7
bins de ancho y 10 de largo; (2) apilar 5 bins y colocar 5 de ancho y 11 de largo
y; (3) apilar 5 bins de alto, colocar 6 bins de ancho y 10 bins de largo.
La primera alternativa se descartó debido a que aunque permite
almacenar 280 bins (al igual que la alternativa elegida), la distribución
presentada expone una mayor superficie al exterior, lo cual no es deseado
debido a la ganancia de carga térmica por paredes.
La segunda alternativa fue descartada debido a que se ajusta
excesivamente a los requerimientos, lo que perjudicaría cualquier pequeño
incremento en la cantidad de hortalizas que se almacenen. Además, a
diferencia de la alternativa escogida, ésta alternativa presenta un ligero
incremento en el área expuesta por la cámara, aún teniendo menor número de
bins para almacenar.
La tercera alternativa se descartó por exceder la cantidad requerida
para almacenar, aunque tiene una mejor relación de bin por superficie
expuesta. Si se considera que para efectos de cálculos posteriores se dejará un
pasillo interior de 3,4 metros de ancho (para maniobrar con horquilla elevadora),
el cual puede ser usado en gran parte para almacenar o amortiguar aumentos
de cantidad de producto, ésta alternativa excedería aún más la capacidad
volumétrica de la cámara.
52
Debido a que la distribución elegida excede en 6 bins a la cantidad
estimada para almacenar, para efectos de cálculos posteriores se asignan dos
bins a la cantidad total de zanahorias, un bins adicional a la cantidad de
betarraga y 3 bins a la cantidad de repollo. La capacidad de almacenamiento en
unidad de peso de la cámara sería de 74.800 kg de zanahoria (136 bins x 550
kg/bin), 10.200 kg de betarraga (17bins x 600 kg/bin) y 63.000 kg de repollo
(126 bins x 500 kg/bin)
Dado el tamaño estimativo de la cámara, para el diseño se considera
un apilamiento de cinco bins; espacio entre bins y techo de 0,5 m; espacio entre
bins y muros de 0,6 m y; espacio entre bins de 0,15 m. Se debe dejar un pasillo
interior de 3,4 m de ancho, para facilitar la carga y descarga con horquilla
elevadora.
CUADRO 7. Detalle de medidas de espaciamiento y medidas para la
distribución elegida según dimensiones de los bins.
Condiciones de diseño
Separación entre bins
Separación bin-muro
Separación bin-techo
Altura 5 bins sin espaciamiento
Ancho 7 bins sin espaciamiento
Largo 8 bins sin espaciamiento
Ancho pasillo de entrada
Numero de bins en altura
Numero de bins en ancho
Numero de bins en largo
Número total de bins
Distancia (m)
0,15
0,60
0,50
4,55
8,54
9,76
3,40
5
7
8
280
Utilizando las distancias de separación del Cuadro 7, se determina el
largo, ancho y altura total interior de la cámara de refrigeración, las cuales se
53
encuentran en el Cuadro 8. El pasillo interior puede ser ubicado tanto en el
ancho de la cámara, como en el largo. De este cuadro, se desprende que la
mejor distribución, manteniéndose constante la altura, es colocar el pasillo en el
largo de la cámara, ya que expone una menor área para las necesidades de
almacenamiento requeridas.
CUADRO 8. Dimensiones interiores de la cámara y área total expuesta
según ubicación del pasillo.
Dimensiones
Altura (m)
Ancho (m)
Largo (m)
Area del piso y techo (m²)
Area paredes ancho (m²)
Area paredes largo (m²)
Area total (m²)
Volumen interior (m³)
Pasillo Ancho
Pasillo Largo
5,05
13,89
12,01
333,6
140,3
121,3
595,2
842,4
5,05
10,64
15,26
324,7
107,5
154,1
586,3
820,0
Considerando los espacios entre bins, muros y pasillos interiores, las
dimensiones reales internas de la cámara corresponden a las indicadas en el
Cuadro 8. En las Figuras 4 y 5 se muestra el detalle del dimensionamiento de la
cámara según la distribución elegida. Las dos hileras de bins ubicadas al centro
indican la cantidad adicional que puede ser almacenada en el pasillo.
54
FIGURA 4. Vista en planta de dimensiones interiores de la cámara y
distribución de bins.
FIGURA 5.
Vista en elevación y dimensiones de la cámara.
55
4.2.4 Especificaciones constructivas. Se detallan las características de los
materiales ocupados en la construcción de la cámara de refrigeración.
Para la construcción de muros y techo se eligen paneles Rudnev
(Anexo 3) de 100 mm de espesor, recomendado por el fabricante para cámaras
con temperaturas interiores de 0°C. Se elige un panel de tipo autosoportante,
con sistema machihembrado de unión lateral (Figura 6), constituido por un
núcleo de poliestireno expandido de 100 mm de espesor, recubierto por ambas
caras con una lámina de acero galvanizado y prepintado de 0,5 mm de espesor.
La barrera de vapor está constituida por la lámina de acero exterior.
Este panel presenta las siguientes ventajas, respecto a construcción de
albañilería:
−
permite fácil montaje, lo que minimiza tiempo para la entrada en
funcionamiento de la cámara de refrigeración,
−
sus materiales otorgan resistencia mecánica (frente a esfuerzos de
pandeo, flexión y cargas de viento), y resistencia a la corrosión,
−
las uniones entre paneles evitan los puentes térmicos,
−
dados los materiales ocupados y el tipo de unión entre paneles, se
asegura la hermeticidad de la cámara, minimizando el intercambio térmico
con el exterior, y protegiendo al producto tanto de enfermedades como de
plagas.
Los muros se empotran sobre una base de cemento, mediante ángulo
de aluminio anodizado y remaches POP, y las uniones de las esquinas son
realizadas mediante perfil ángulo y remaches POP (Figura 7). Los paneles del
56
cielo son colgados mediante un sistema de suspensión (Figura 8), constituido
por discos de aluminio, perno de poliamida central, tensor, cadena y grilletes de
alta seguridad con resistencia de 400 kg de carga de trabajo.
FIGURA 6. Detalle de unión machihembrada entre paneles.
FUENTE:
AISLAPOL (2003).
FIGURA 7. Detalle de unión panel-piso y panel-muro o panel-cielo.
FUENTE:
AISLAPOL (2003).
57
FIGURA 8. Detalle del sistema de sujeción del cielo.
FUENTE:
AISLAPOL (2003).
El piso estará constituido en su parte inferior por una capa de
polietileno de 0,4 mm de espesor como sello de vapor, sobre la cual se colocará
un radier de 200 mm de espesor, luego un núcleo de poliestireno expandido de
densidad 30 kg/m3 y espesor de 50 mm, más una losa de hormigón armado
de 100 mm de espesor.
Las especificaciones técnicas dadas por AISLAPOL (Anexo 2), señalan
que la resistencia a la compresión del poliestireno expandido de densidad 30
kg/m3 es de 1kg/cm2. La presión máxima ejercida por una columna de 5 bins
con producto es de 3.100 kg/m2. La presión ejercida por el hormigón armado
de 100 mm es de 270 kg/m2. La presión total ejercida por los productos y el piso
de hormigón es de 3.370 kg/m2 ó 0,38 kg/cm2, por lo cual la resistencia a la
compresión del aislante es casi tres veces mayor a la carga ejercida sobre éste.
58
Se elige una puerta de apertura manual de corredera, de 2,1 m de
ancho y 2,7 m de alto. Cuenta con una aislamiento de poliuretano expandido de
80 mm de espesor, recubierto por láminas de acero galvanizado prepintado de
0,5 mm de espesor. Incluye marco autosoportante y resistencia eléctrica que
impide la formación de escarcha entre la puerta y el marco.
Se requiere una estructura metálica externa con el objetivo principal de
sujetar los paneles que componen el techo (Figura 9).
FIGURA 9. Detalle de galpón exterior para cámaras de refrigeración
elaborada con paneles prefabricados.
4.2.5 Cálculo de cargas térmicas de la cámara de refrigeración. Estos
cálculos están realizados mensualmente para el periodo de almacenamiento de
los productos al interior de la cámara de refrigeración, de manera de conocer
tanto los requerimientos máximos de energía como la variación del gasto
mensual para la correcta elección de la maquinaria frigorífica.
4.2.5.1 Cálculo de carga por superficies. Para el cálculo de cargas térmicas de
las distintas superficies se recurre a la ecuación 3.6; dado que el coeficiente
total de transferencia de calor depende de los materiales ocupados, para cada
59
tipo de superficie a analizar se utilizó la ecuación 3.7; la resistencia térmica de
cada elemento se realiza utilizando la ecuación 3.8.
Los coeficientes de conductividad térmica y de conductancia térmica
fueron obtenidos de los Anexos 3 y 4. Los coeficientes de conductancia
superficial para aire tranquilo y aire en movimiento (40 km/h) fueron obtenidos
del Anexo 5, en el cual las velocidades de circulación de aire están expresadas
en millas/h y los coeficientes de conductancia superficial, denominado como f,
en btu/hpie2°F, por lo que las unidades fueron ajustadas a su equivalente en
km/h y kcal/hm2°C respectivamente.
En el Cuadro 9 se encuentran las características térmicas de los
materiales que componen los muros y techo (paneles Rudnev), y los
coeficientes de convección según la velocidad de circulación del aire externo e
interno de la cámara.
CUADRO 9. Cálculo del coeficiente total de transmisión de calor y
resistencia térmica para materiales de muros y techo.
Material
Lámina acero galvanizado (ext.)
Poliestireno expandido
Lámina acero galvanizado (int)
Coeficiente de convección
Externo (aire a 40 km/h)
Interno (aire tranquilo)
k (kcal/hm°C) Espesor (m)
46
0,0005
0,041
0,100
46
0,0005
C
92000
0,41
92000
h
33,0
9,0
R=
U=
1/C
0,00001
2,45700
0,00001
1/h
0,030
0,111
2,598
0,385
Utilizando la ecuación 3.8, se obtuvieron las resistencias térmicas de
cada material. La resistencia térmica total del muro, que se obtiene sumando la
resistencia térmica de cada material y los coeficientes de convección,
60
corresponde a 2,57 hm2°C/kcal. El coeficiente total de transmisión de calor se
obtuvo utilizando la ecuación 3.7, y corresponde a 0,389 kcal/hm2°C.
En el Cuadro 10 muestran las características térmicas del piso. Los
cálculos se realizaron con el mismo procedimiento utilizado en el caso de muros
y techo. En este caso no se incluye el coeficiente de convección externo, debido
a que el efecto del movimiento de aire en el suelo se considera nulo para
efectos de cálculo.
CUADRO 10. Cálculo del coeficiente total de transmisión de calor y
resistencia térmica para piso.
Material
Radier
Hormigón
Aislación
Coeficiente de convección
Interno (aire tranquilo)
k (kcal/hm°C) Espesor (m)
0,799
0,200
0,997
0,100
0,041
0,050
C
3,995
9,970
0,814
h
9,0
R=
U=
1/C
0,250
0,100
1,229
1/h
0,111
1,690
0,592
El Cuadro 11 muestra las características térmicas de la puerta
calculada del mismo modo que en el caso de muros y techo.
CUADRO 11. Cálculo del coeficiente total de transmisión de calor y
resistencia térmica de la puerta.
Material
Lámina acero galvanizado (ext.)
Poliuretano expandido
Lámina acero galvanizado (int)
Coeficiente de convección
Externo (aire a 40 km/h)
Interno (aire tranquilo)
k (kcal/hm°C) Espesor (m)
46
0,0005
0,029
0,080
46
0,0005
C
92000
0,3625
92000
h
33,0
9,0
R=
U=
1/C
0,00001
2,75862
0,00001
1/h
0,030
0,111
2,900
0,345
61
Los datos obtenidos de coeficiente de transmisión total de calor, área
de cada una de las superficies, y las diferencias de temperatura entre el exterior
e interior de la cámara son ordenados en los Cuadro 12. Se corrigieron las
temperaturas de diseño por mes (∆T) según la tolerancia por radiación solar
referidas en el Anexo 6.
De acuerdo a la temperatura de diseño exterior e interior, a las
dimensiones de la cámara y al coeficiente de transferencia de calor de los
materiales, se obtuvo la carga térmica total de las superficies de la cámara para
cada mes (Cuadro 13). Los cálculos fueron realizados utilizando la ecuación
3.6.
4.2.5.2 Cálculo de carga térmica del producto y embalaje. La carga dependerá
en gran parte de la frecuencia de entrada de los distintos productos a la
cámara. La betarraga es cosechada durante la primera semana de marzo, la
zanahoria desde la segunda semana de marzo hasta principios de abril y el
repollo es cosechado durante la primera quincena de abril.
La carga diaria de cada producto que debe ser enfriada expresada en
kg/día, fue calculada utilizando la ecuación 3.10. El número de bins que ingresa
a la cámara por día se calcula utilizando la ecuación 3.11.
El resumen de los cálculos efectuados de las ecuaciones 3.10 y 3.11
para cada producto cosechado se indican en el Cuadro 14.
62
63
CUADRO 14. Cálculo del número de bins con productos que ingresan a
la cámara diariamente durante el periodo de cosecha.
Producto
Betarraga
Zanahoria
Repollo
Total
cosechado (kg)
10.200
74.800
63.000
Duración de la
cosecha (días)
6
14
14
Carga diaria de
enfriamiento (kg)
1.700
5.343
4.500
N° bins
de prod.
2.83
9,72
9
El número de bins que ingresa a la cámara se aproxima al entero, por
lo cual, deben modificarse las cantidades totales que entran diariamente y, en
consecuencia, se modifica la masa total de producto que será almacenado. El
Cuadro 15 contiene las cantidades definitivas que podrán ser almacenadas.
CUADRO 15. Cálculo para la capacidad total de producto que ingresa a la
cámara, según aproximación al entero en el número de bins.
Producto
Betarraga
Zanahoria
Repollo
Total
N° bins de
Carga diaria de
producto/día enfriamiento (kg)
3
1.800
10
5.500
9
4.500
-
Duración de
cosecha (días)
6
14
14
34
Capacidad
total (kg)
10.800
77.000
63.000
150.800
Según las cantidades calculadas en el Cuadro 15, del producto entre el
número de bins ingresados diariamente y la duración de la cosecha para cada
género en particular, se deduce que se almacenaría un total de 18 bins de
betarraga, 140 bins de zanahoria y 126 bins de repollo, lo que corresponde a un
total de 284 bins. El espacio está diseñado para 280 bins, pero en el pasillo es
posible almacenar 50 bins más, por lo que no existe problema para almacenar
los 4 bins que exceden la capacidad de diseño.
64
Dado que el producto entra en pequeñas cantidades a la cámara y la
cosecha está programada para que ingrese un tipo de producto por el lapso de
la cosecha, la cámara enfriará rápidamente los primeros bins de producto y el
enfriamiento se irá haciendo más lento en la medida que se necesite remover
mayor calor de respiración.
El calor que debe ser retirado del producto, que llega a temperatura de
campo, debe bajarse a la temperatura final de almacenaje y se calcula de
acuerdo a la ecuación 3.9. El calor específico en kcal/kg°C es obtenido del
Anexo 7 para los productos y el embalaje. En el Cuadro 16 se muestra la
cantidad de calor que debe ser removida para cada producto y el embalaje. En
el caso del calor que debe ser retirado diariamente del embalaje, se incluye el
cálculo de carga térmica para un número de 3, 10 y 9 bins, requeridos para
almacenar betarraga, zanahoria y repollo, respectivamente. Las temperaturas
de ingreso del embalaje varían según la temperatura de diseño del mes en el
cual son almacenados.
CUADRO 16. Cálculo del calor sensible que debe ser retirado diariamente
de los productos y embalaje.
P roduc tos y
em balaje
B etarraga
Zanahoria
Repollo
B in m arz o x 3
B in m arz o x 10
B in abril x 9
M as a diaria
(k g)
1800
5500
4500
Calor es pec ífic o
(k c al/k g °C)
0,870
0,869
0,871
∆ T (°C)
330
1100
990
0,530
0,530
0,530
19,4
19,4
16,0
9,1
9,1
16,0
Tiem po de
Calor a retirar
enfriam iento (h)
(k c al/h)
24
594
24
1.812
24
2.613
24
24
24
141
471
350
Según la cantidad de producto que debe ser almacenado, la carga
térmica diaria de bins con producto corresponderá a la suma de la carga
térmica del producto y la carga térmica de los bins requeridos por producto
según la época de cosecha.
65
4.2.5.3 Cálculo de cargas por calor de respiración. Para realizar el cálculo de
calor de respiración total de los productos (Qr) se utiliza la ecuación 3.12. En el
Anexo 8, se encuentra el calor de respiración para los distintos productos.
Las cantidades de producto varían cada mes, ya que durante la
cosecha ingresan las hortalizas a la cámara de forma constante y en cantidades
relativamente grandes, mientras que en los meses siguientes se comercializan
los productos disminuyendo las cantidades a una menor tasa que la intensidad
de ingreso del producto y, en consecuencia, disminuye el calor de respiración.
La disminución de producto al interior de la cámara se produce a una tasa
menor durante los meses de temporada baja
y mayor en los meses de
temporada alta (Cuadro 1).
Para el cálculo de la masa mensual de producto, se consideraron las
proporciones entre las cantidades transadas durante la temporada baja y
temporada alta. Con estas proporciones, según las cantidades finales
consideradas para el diseño, se determinan las cantidades mensuales de cada
producto que quedan en la cámara. En el Cuadro 17 se detallan las cantidades
máximas de producto para cada mes, el calor de respiración de cada producto y
las cargas máximas de respiración por mes.
66
67
4.2.5.4 Cálculo de carga térmica por cambios de aire. El cálculo se realiza
utilizando la ecuación 3.13. Según el Cuadro 8, el volumen interior corresponde
a 820 m3. Del Anexo 9, el valor n para dicho volumen corresponde a 2,8
renovaciones por día. El valor fv es obtenido para cada mes, de acuerdo a la
ecuación 3.14.
De la carta psicrométrica del Anexo 10, se obtuvo el volumen
específico del aire en lb/pie3, y la entalpía en btu/lb, cuyas unidades fueron
ajustadas al sistema métrico (kg/m3 y kcal/h respectivamente). El Cuadro 18
muestra las condiciones ambientales de diseño y los valores de densidad y
entalpía del aire para cada mes. En el Cuadro 19 se muestra la carga total por
cambios de aire para cada mes según la ecuación 3.13.
CUADRO 18. Condiciones de entalpía y densidad del aire exterior para
cada mes y condiciones para el aire al interior de la cámara.
Mes
Temperatura de Humedad Volumen esp.
diseño (°C)
Relativa (%)
(m³/kg)
Densidad
(kg/m³)
Entalpía
(kJ/kg)
Entalpía
(kcal/kg)
Marzo
Abril
Mayo
Junio
Julio
Agosto
Septiembre
Octubre
Noviembre
Diciembre
19,4
16,0
15,0
11,1
13,5
12,4
14,0
16,0
19,0
22,0
72,8
76,0
83,2
86,0
84,0
77,3
73,3
68,2
67,6
66,3
0,84
0,83
0,83
0,81
0,82
0,82
0,82
0,83
0,84
0,85
1,19
1,20
1,21
1,23
1,22
1,22
1,22
1,21
1,19
1,18
46
38
38
29
35
30
33
36
43
50
11
9
9
7
8
7
8
9
10
12
Condición Interior
0,0
95,0
0,83
1,20
9
2
68
CUADRO 19. Cálculo de carga térmica por cambios de aire para cada mes.
Mes
fv (kcal/m³)
Marzo
Abril
Mayo
Junio
Julio
Agosto
Septiembre
Octubre
Noviembre
Diciembre
11
8
8
6
8
6
7
8
10
12
Volumen de la
cámara (m³)
820
820
820
820
820
820
820
820
820
820
Número de
renovaciones/día
2,8
2,8
2,8
2,8
2,8
2,8
2,8
2,8
2,8
2,8
Carga cambios de
aire (kcal/h)
1.005
800
803
563
724
588
668
745
926
1.104
4.2.5.5 Cálculo de carga térmica por iluminación. Para la cámara se requiere
una potencia de iluminación de 1,86 W/m2, calculado según la ecuación 3.15.
Dado que la superficie de la cámara es de 167 m2, se requieren 311 W. Se
deben
colocar 8 tubos de 40 W cada uno para producir la luminosidad
requerida, por lo que la potencia de iluminación es de 320 W. Por lo tanto,
según la ecuación 3.16, la ganancia de calor por iluminación que debe ser
removido sería de aproximadamente 344 kcal/h.
El cálculo considera que la maquinaria frigorífica trabajando en su
máxima capacidad, será capaz de remover el calor producido por la totalidad de
la iluminación en un momento dado. Esta carga no varía durante los meses de
almacenaje, por lo cual se considera un valor constante para cálculos
posteriores.
4.2.5.6
Análisis de carga térmica total en la cámara. En el Cuadro 20 se
muestra la carga térmica diaria durante el momento de la cosecha, derivada
exclusivamente de los productos que se almacenan. Se considera: el calor que
debe ser retirado del producto y respectivo embalaje, calculado en el Cuadro
16; el calor de respiración diario calculado por producto según la ecuación 3.7 y;
69
la acumulación de respiración que se produce al almacenarse el producto en la
cámara de refrigeración, calculado en el Cuadro 17 para los meses de marzo y
abril (periodo de cosecha).
En el Cuadro 21 se ordenó: la carga térmica total horaria producida por
los productos almacenados calculados en el Cuadro 20 (sumatoria del calor que
debe ser retirado para bajar la temperatura del producto y sus embalajes a la
temperatura de la cámara y acumulación del calor de respiración); la ganancia
horaria de calor por superficies, calculada en el Cuadro 13 para los meses de
marzo y abril; la ganancia horaria de calor por iluminación calculada según la
ecuación 3.10 y; la ganancia térmica horaria producida por cambios de aire
durante los meses de marzo y abril, calculados en el Cuadro 19. La sumatoria
de las cargas horarias equivale a la carga horaria total por día.
70
CUADRO 20. Cargas térmicas diarias durante el periodo de cosecha por
calor sensible (productos y embalaje), calor de respiración y
cálculo de acumulación de calor por respiración.
Días
Producto
cosechado
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Betarraga
Betarraga
Betarraga
Betarraga
Betarraga
Betarraga
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Carga producto
(kcal/h)
Carga bins
(kcal/h)
Carga respiración
(kcal/h)
594
594
594
594
594
594
1.812
1.812
1.812
1.812
1.812
1.812
1.812
1.812
1.812
1.812
1.812
1.812
1.812
1.812
2.613
2.613
2.613
2.613
2.613
2.613
2.613
2.613
2.613
2.613
2.613
2.613
2.613
2.613
141
141
141
141
141
141
471
471
471
471
471
471
471
471
471
471
471
471
471
471
350
350
350
350
350
350
350
350
350
350
350
350
350
350
55
55
55
55
55
55
135
135
135
135
135
135
135
135
135
135
135
135
135
135
62
62
62
62
62
62
62
62
62
62
62
62
62
62
Carga prod. + bin Carga resp. acum.
(kcal/h)
(kcal/h)
735
735
735
735
735
735
2.283
2.283
2.283
2.283
2.283
2.283
2.283
2.283
2.283
2.283
2.283
2.283
2.283
2.283
2.963
2.963
2.963
2.963
2.963
2.963
2.963
2.963
2.963
2.963
2.963
2.963
2.963
2.963
55
110
165
220
275
330
466
601
736
871
1.006
1.142
1.277
1.412
1.547
1.682
1.818
1.953
2.088
2.223
2.285
2.348
2.410
2.472
2.534
2.597
2.659
2.721
2.783
2.846
2.908
2.970
3.032
3.095
71
CUADRO 21. Calor diario total que debe ser removido de la cámara.
Días
Producto
cosechado
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Betarraga
Betarraga
Betarraga
Betarraga
Betarraga
Betarraga
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Zanahoria
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Repollo
Total acum. carga prod.
kcal/h
Carga sup.
kcal/h
Carga luces
kcal/h
Carga cambio aire
kcal/h
TOTAL
kcal/h
790
845
900
955
1.010
1.065
2.749
2.884
3.019
3.155
3.290
3.425
3.560
3.695
3.831
3.966
4.101
4.236
4.371
4.507
5.248
5.311
5.373
5.435
5.497
5.560
5.622
5.684
5.746
5.809
5.871
5.933
5.995
6.058
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
4.254
3.575
3.575
3.575
3.575
3.575
3.575
3.575
3.575
3.575
3.575
3.575
3.575
3.575
3.575
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
344
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
1.005
800
800
800
800
800
800
800
800
800
800
800
800
800
800
6.394
6.449
6.504
6.559
6.614
6.669
8.352
8.488
8.623
8.758
8.893
9.028
9.164
9.299
9.434
9.569
9.704
9.840
9.975
10.110
9.967
10.030
10.092
10.154
10.216
10.279
10.341
10.403
10.465
10.528
10.590
10.652
10.714
10.777
La carga térmica máxima durante la cosecha determina la capacidad
que deben tener la maquinaria frigorífica para mantener la temperatura de
diseño interior de la cámara de refrigeración (0°C). Esta equivale a 10.777
72
kcal/h. A este resultado se adiciona un 10% como factor de seguridad, por lo
cual la carga total de refrigeración asciende a 11.854 kcal/h.
El cálculo de 11.854 kcal/h considera el funcionamiento continuo del
motor durante el día para condiciones de carga térmica máxima. Se debe tener
un tiempo mínimo de detención para permitir el deshielo de los evaporadores,
ya que la escarcha baja considerablemente su eficiencia. Por este, motivo se
consideran tiempos de funcionamiento menores a 24 horas. Para el diseño de
la cámara se prorrateó la carga térmica diaria en 18 horas, por lo que la carga
de diseño total equivale a 15.806 kcal/h ó 18,4 kW.
En el Cuadro 22 se resumen las cargas térmicas mensuales calculadas
para la época de almacenaje de los productos, mientras que en el Cuadro 23 se
calcularon las cargas térmicas totales producidas por mes durante el periodo de
almacenaje, las que son corregidas con el factor de seguridad y tiempo de
funcionamiento de 18 horas, al igual que en el caso anterior.
CUADRO 22. Distribución mensual de la cargas térmicas horarias durante
los meses de almacenaje.
Mes
Carga por
Carga por luces Carga por cambios
Carga por
superficies (kcal/h)
(kcal/h)
de aire (kcal/h)
respiración (kcal/h)
Mayo
3.182
344
803
3.095
Junio
2.364
344
563
2.755
Julio
2.611
344
724
2.415
Agosto
2.470
344
588
2.075
Septiembre
2.769
344
668
1.735
Octubre
3.422
344
745
1.396
Noviembre
4.083
344
926
930
Diciembre
4.764
344
1.104
465
73
CUADRO 23. Cargas térmicas horarias según mes de almacenaje y
correcciones
por
factor
de
seguridad
y
tiempo
de
funcionamiento.
Mes
Carga máxima Carga máxima mensual Carga removida
mensual (kcal/h) con f.s. 10% (kcal/h)
en 18 h (kcal/h)
Mayo
7.423
8.166
10.887
Junio
6.026
6.629
8.838
Julio
6.094
6.703
8.938
Agosto
5.477
6.025
8.033
Septiembre
5.517
6.069
8.091
Octubre
5.907
6.497
8.663
Noviembre
6.284
6.913
9.217
Diciembre
6.677
7.345
9.794
Carga removida
en 18 h (kW)
12.663
10.279
10.395
9.343
9.411
10.076
10.720
11.391
Las cargas permanecen relativamente constantes durante el periodo
en el cual son almacenados los productos. Esto se debe a que la carga térmica
por superficies y por cambios de aire se incrementa en el periodo que se tiene
menor cantidad de producto al interior de la cámara, lo que significa que las
cargas por respiración son menores.
En el Cuadro 24 se muestra el cálculo de las cargas térmicas para
temperaturas mínimas de diseño. Los resultados indican que durante los meses
más fríos (de mayo a agosto) se producen cargas térmicas negativas por
superficies que producen transferencia de calor desde el interior de la cámara al
exterior, lo que puede producir un descenso de la temperatura bajo los 0°C. El
calor de respiración mínimo para cada mes (indicado en el Cuadro 17 para los
meses de junio a septiembre) y el calor producido por la iluminación bastan
para contrarrestar este efecto y disminuir las posibilidades de congelamiento de
los productos almacenados.
74
CUADRO 24. Cargas térmicas horarias mínimas durante los meses de
mayo a agosto.
Mes
Mayo
Junio
Julio
Agosto
Carga mínima por Carga por luces Carga mínima por
superficies kcal/h
kcal/h
respiración kcal/h
-237
344
2.755
-2.618
344
2.415
-1.959
344
2.075
-708
344
1.735
Carga minima
mensual kcal/h
2.862
141
460
1.372
4.2.6 Elección del refrigerante. Se opta por la utilización de uno de los
refrigerantes ecológicos R-134a y R-404a, sobre los cuales se realiza un
análisis comparativo teórico como referencia para tener un acercamiento de las
necesidades de potencia requerida en la compresión, volumen de refrigerante
circulado, flujo de masa refrigerante circulada, efecto refrigerante y capacidad
requerida por el condensador. Las propiedades de saturación de los
refrigerantes se encuentran especificadas en los Anexos 11 y 12.
Para la comparación de los refrigerantes se determinan los parámetros
de efecto refrigerante, flujo de masa circulado, volumen que debe remover el
compresor y el trabajo realizado por el mismo.
Las condiciones de trabajo a las que estará sujeto el fluido refrigerante
es una temperatura condensante de 30°C y temperatura de evaporación de
-5°C. El resultado para el enfriamiento del líquido de cada refrigerante en
particular, es mostrado en el Cuadro 25 y fue calculado según la ecuación 3.17.
75
CUADRO 25. Cálculo del calor sensible requerido para disminuir la
temperatura del refrigerante líquido desde la temperatura de
condensación a la temperatura de evaporación.
Refrigerante
R-143a
R-404a
h l 30° (kJ/kg)
h l -5° (kJ/kg)
h l enfr. (kJ/kg)
241,0
245
193,4
193
47,6
52,1
El efecto refrigerante real se obtiene restando el calor para
enfriamiento de líquido, calculado en el Cuadro 25, al calor latente de
vaporización del gas respectivo, según la ecuación 3.18; el flujo de masa
refrigerante es obtenido de la ecuación 3.19; el flujo de volumen de refrigerante
o volumen de vapor circulado por unidad de tiempo fue calculado según la
ecuación 3.20.
El Cuadro 26 muestra el resumen de los resultados de efecto
refrigerante real, flujo de masa refrigerante y flujo de volumen del vapor
refrigerante, calculados para R-134a y R-404a.
CUADRO 26. Cálculos de efecto refrigerante, flujo de masa y flujo de
volumen de vapor de los refrigerantes en estudio.
Refrigerante Efecto refrigerante real Carga a remover
Masa
kJ/kg
kcal/kg
kcal/h
refrigerante kg/h
R-143a
153,4
36,7
15.806
431
R-404a
122,0
29,2
15.806
542
Volumen de
vapor m³/h
35,51
21,75
El cálculo del calor teórico de compresión fue realizado utilizando la
ecuación 3.21. La suma entre el trabajo efectivo realizado por el compresor y el
efecto refrigerante real (capacidad del evaporador por kg de refrigerante), indica
76
el calor
teórico que debe ser eliminado por el condensador (por kg de
refrigerante circulado). Los valores calculados se encuentran en el Cuadro 27.
CUADRO 27. Trabajo teórico del evaporador, compresor y capacidad
teórica del condensador por kg de refrigerante circulado.
Refrigerante
R-143a
R-404a
Capacidad teórica del
evaporador (kcal/kg)
36,7
29,2
Trabajo teórico del
compresor (kcal/kg)
4,5
4,0
Capacidad del
condensador (kcal/kg)
41,2
33,2
La capacidad total (en kcal/h) del evaporador, compresor y
condensador, se obtienen del producto entre el flujo de masa refrigerante y: el
efecto refrigerante, trabajo teórico del compresor y capacidad teórica del
condensador. Los resultados se muestran en el Cuadro 28.
CUADRO 28. Capacidades
teóricas
requeridas
para
evaporador,
compresor y condensador, expresadas en kcal/h.
Refrigerante
R-143a
R-404a
Efecto refrigerante
teórico (kcal/h)
15.806
15.806
Trabajo teórico del
compresor (kcal/h)
1.937
2.189
Capacidad teórica del
condensador (kcal/h)
17.743
17.995
Para tener un valor más aproximado de la capacidad del compresor, se
utilizó la ecuación 3.22, que describe un proceso isotrópico. Según la ecuación
3.22, para el rango de temperaturas y presión de trabajo de los refrigerantes
(Anexos 11 y 12), la potencia teórica para R-134a sería:
PT (kW)=[(7,7–2,4)(bar)*(100.000)(Pa/bar)] * [{(35,5)(m3/h)/3600 s}]
PT (kW) = 5,2
77
La potencia teórica requerida por un compresor funcionando con R404a sería:
PT (kW)=[(14,3–5,2)(bar)*(100.000)(Pa/bar)] * [{(21,6)(m3/h)/3600 s}]
PT (kW) = 5,5
Del análisis de los Cuadros 27 y 28 y la ecuación 3.22, se concluye
que, teóricamente, debiera optarse por un sistema que funcione con R-134a,
debido al menor (aunque leve) requerimiento de potencia de compresión y
mayor efecto refrigerante.
4.2.7 Elección de la unidad condensadora. La capacidad requerida para la
unidad condensadora corresponde a 18,4 kW, por lo que se elige aquella que
presente mayor rendimiento según el refrigerante empleado.
De los Anexos 13 y 14, se escoge la unidad que funciona con
refrigerante 404a y de potencia frigorífica aproximada de 19,5 kW para las
condiciones de trabajo requeridas, dado que requiere un motor con una
potencia de 7,7 hp (5,5 kW), en lugar de la unidad que funciona con refrigerante
134a, debido a que esta última funciona con un motor de 10 hp (7,5 kW). La
potencia teórica calculada para un proceso isotrópico en la ecuación 3.22, es
similar al requerimiento de potencia para refrigerante 404a, pero difiere
notablemente para el refrigerante 134a. Esto es explicado, en parte, por las
características de diseño del compresor. Se debe considerar también que el
fabricante realiza pruebas de medición en base a resultados entregados por el
compresor en funcionamiento, sobre las cuales son confeccionadas las tablas
de rendimiento.
78
Como ejemplo, se selecciona la
unidad
condensadora
de
la
marca Frascold, modelo SA 7 33 S-(Y)/2, que cumple con las necesidades de
refrigeración de la cámara diseñada. Es seleccionada según una temperatura
de evaporación de -5°C y temperatura de condensación de 30°C. Sus
características más relevantes se encuentran en los Anexos 15 y 16.
La unidad estándar incluye un compresor semihermético con sus
respectivas válvulas de servicio y un motor de 5,5 kW; flexible antivibración;
condensador enfriado por aire con 2 ventiladores de flujo aspirante; tanque
acumulador de líquido con válvula de servicio y válvula de seguridad.
4.2.7.1 Equipamiento anexo a la unidad condensadora. Para mejorar el
funcionamiento y adaptar la unidad condensadora a las condiciones en las
cuales trabajará, a dicha unidad puede incluírsele sistemas de control y
regulación automática. Para la unidad condensadora se seleccionaron los
siguientes dispositivos y modelos, cuyas marcas pueden ser reemplazadas por
sus equivalentes:
- Presostato de baja y alta presión, modelo KP15 de la marca Danfoss.
- Separador de aceite, modelo 5540/9 de la marca Castel.
- Manómetros de baja y alta presión, modelo estándar.
- Calefactor de cárter, modelo TOOCH01 de la marca Frascold.
4.2.8 Elección del evaporador. Dadas las características de la cámara de
refrigeración, se opta por un evaporador de convección forzada (conocido
también como unidad enfriadora), el más ampliamente usado para este tipo de
instalaciones. Las razones para elegir este modelo son:
79
−
forma compacta,
−
tamaño reducido,
−
facilidad de instalación y mantención,
−
obtención de una temperatura más uniforme, debido a la rápida circulación
del aire,
−
fácil automatización del sistema.
Para la elección de unidades enfriadoras marca Aircoil, tomada como
ejemplo para este caso, los datos de potencia requerida deben ser corregidos,
debido a que el catálogo (Anexo 17) presenta potencias estimadas para
diferencias de temperaturas (D.T.), entre la cámara y evaporador, de 7 y 10°C.
Estos datos son corregidos según la ecuación 3.23, entregada por la misma
firma para la elección de sus productos.
El D.T. requerido corresponde a 5°C; el D.T. del catálogo corresponde
a un D.T. de 7 y 10°C; el fc escogido es de 0,92 según una frecuencia de
deshielos cada 4 horas (Anexo 19).
El Cuadro 29 muestra el cálculo realizado para estimar la potencia
corregida, que será elegida según un D.T. del catálogo de 7°C.
CUADRO 29. Cálculo de la potencia corregida según condiciones de
funcionamiento del evaporador.
D.T. Requerido
(°C)
5
D.T. Catálogo
(°C)
7
Factor de
corrección (fc )
0,92
Potencia requerida
(kcal/h)
15.806
Potencia corregida
(kcal/h)
24.052
Según el Anexo 1, los evaporadores deben cumplir con los
requerimientos de circulación de aire de los productos. Para este tipo de
hortalizas se recomienda una tasa circulación de aire de 20 a 30 l/s t .
80
Dado que todas las hortalizas requieren la misma tasa de circulación
de aire, se tiene una suma de 150,8 toneladas de todos los productos al interior
de la cámara. Si se opta por una tasa de circulación intermedia, o sea 25 l/s t, la
tasa total de circulación corresponde a 13.572 m3/h. En la elección de los
evaporadores se debe chequear esta condición de modo de satisfacer
correctamente dicho requerimiento.
De acuerdo con el catalogo del Anexo 17, se opta por utilizar dos
unidades enfriadoras modelo DE 185 E-S, las cuales en conjunto generan
25.890 kcal/h (para un D.T. de 7°C) y una circulación de aire de 18.640 m3/h.
Otras características relevantes se encuentran en el Anexo 18.
Para realizar una correcta instalación de los evaporadores y líneas de
tuberías, la distribución al interior de la cámara será en definitiva, como se
muestra en la Figura 10.
La flecha de aire que alcanza los 19 m, permite la ubicación de los
evaporadores de modo que el flujo de aire circule por la parte más extensa de la
cámara. De esta forma se disminuye el largo en el tendido de tuberías.
El área de servicio o pasillo de ingreso, es ubicado en el lado derecho
de la cámara de refrigeración, tal como se muestra en la Figura 10. Dicha área
de servicio tiene capacidad para introducir la misma cantidad adicional de bins
que en el diseño anterior, mostrado en la Figura 4.
81
FIGURA 10. Distribución de la cámara de refrigeración según ubicación
de las unidades enfriadoras.
4.2.9
Elección de la válvula de expansión. Dado que se trata de dos
unidades enfriadoras, debe seleccionarse una válvula por cada unidad.
Como ejemplo, se elige una válvula de expansión termostática Danfoss
para cada evaporador, con cuerpo de válvula modelo TES2 y ecualizador de
presión externo. Sus características más relevantes se encuentran en el Anexo
20.
Para la elección del orificio de la válvula, se debe calcular la potencia
frigorífica de cada evaporador. Dado que la capacidad elegida para los
82
evaporadores para un D.T. 7°C es de 25.890 kcal/h, reemplazando en la
ecuación 3.23, se calculó que la potencia requerida (PR) para un D.T. de 5°C,
corresponde a 15.806 kcal/h, ó 5,092 T.R. (toneladas de refrigeración).
Dado que se trata de dos válvulas de expansión, para cada una se
opta por el orificio de válvula Danfoss, modelo N° 06, con capacidad para 2,6
T.R., el más cercano a los requerimientos de cada evaporador (Anexo 21).
4.2.10 Dimensionamiento de las tuberías de fluido refrigerante. La caída de
presión máxima permitida en la tubería no debe superar una caída de presión
equivalentes a una disminución en la temperatura de saturación de 1°K para
cualquier refrigerante, por lo que para el refrigerante 404a, la caída de presión
máxima permitida equivale a 0,18 bar para vapor y 0,19 bar para líquido (Anexo
12).
4.2.10.1 Dimensionamiento de la tubería de succión. Para que el aceite regrese
al cárter del compresor no es necesario que la velocidad de circulación del
refrigerante presente un valor mínimo, de modo que se produzca el arrastre del
lubricante. Esto se debe a que los evaporadores están ubicados sobre el nivel
del compresor y el diseño incluye dejar un declive de un 2%, a lo largo de la
tubería de retorno en dirección al compresor, para que el aceite drene por
gravedad.
La Figura 11 corresponde a una vista isométrica de la línea de succión,
sobre la cual se determinaron los distintos tramos, se estimaron las distancias
de cada uno y los accesorios requeridos.
83
FIGURA 11. Vista isométrica de la tubería de succión.
El Cuadro 30 muestra el tipo de accesorio (fitting) requerido para cada
tramo de la línea de succión, así como la cantidad requerida por sector.
CUADRO 30. Número de accesorios requeridos en la línea de succión.
N°
1
2
3
Número de accesorios
Tramo
Sector
Reducción Expansión Vál. de bola codo 90° codo 45°
Evaporador1 - Succión principal
1
1
1
1
1
Evaporador2 - Succión principal
1
1
1
1
1
Succión principal - compresor
1
1
1
-
La elección del diámetro más indicado para cada tramo se realiza de
acuerdo a la capacidad refrigerante (en kW) que fluye por la línea. Dado que la
84
tabla está diseñada para una temperatura de condensación de 40°C, la
capacidad entregada en el Anexo 22 se corrigió para una temperatura de
condensación de 30°C multiplicándola por el factor 1,17. El Cuadro 31 muestra
la capacidad real de cada línea, la capacidad seleccionada del Anexo 22, la
capacidad corregida para una temperatura de condensación de 30°C y el
diámetro requerido para cada tramo.
CUADRO 31. Capacidad
corregida
para
cada
tramo
y
diámetros
requeridos para la línea de succión.
Tramo
Diametro del tubo (mm)
Capacidad
Capacidad
Capacidad
N°
Sector
Nominal
Interior
(kW)
seleccionada (kW) corregida (kW)
1 Ev.1-Succ.ppal.
9,75
13,21
15,46
28
26,04
2 Ev.2-Succ.ppal.
9,75
13,21
15,46
28
26,04
3 Succ.ppal-comp.
19,50
23,00
26,91
35
32,13
Según los diámetros seleccionados se estima el largo equivalente de
los accesorios utilizados (Cuadro 32) de acuerdo al Anexo 23, expresado en
pies y posteriormente adaptado al sistema métrico.
CUADRO 32. Largo equivalente de los accesorios incluidos en cada tramo.
Tramo
(N°)
1
2
3
Accesorios
N°
Válvula de bola
codo 90°
codo 45°
Reducción 1 3/8 a 1 1/8
Expansión 1 1/8 a 1 3/8
Válvula de bola
codo 90°
codo 45°
Reducción 1 3/8 a 1 1/8
Expansión 1 1/8 a 1 3/8
Val de bola
codo 90°
1
1
2
1
1
1
1
2
1
1
1
1
Largo equivalente Largo equivalente Largo equivalente
por unidad (pies)
total (pies)
total (m)
30
30
9,14
3
3
0,91
1,3
2,6
0,79
0,9
0,9
0,27
0,9
0,9
0,27
30
30
9,14
3
3
0,91
1,3
2,6
0,79
0,9
0,9
0,27
0,9
0,9
0,27
45
45
13,72
4,6
4,6
1,40
85
En el Cuadro 33 se muestra el largo total de tubo recto y el largo
equivalente total de los accesorios para cada tramo. También se muestra la
caída de presión expresada su equivalente de caída de temperatura en ºK para
cada sección, calculada según la ecuación 3.24.
CUADRO 33. Largo total de la tubería y caída de presión expresada en
aumento de temperatura (°K) por tramo.
Tramo
Largo tubería Largo equivalente Largo total por Caída de
N°
Sector
(m)
tramo (m)
presión (°K)
accesorios (m)
1 Evaporador1-Succión principal
2,72
11,13
13,84
0,24
2 Evaporador1-Succión principal
2,72
11,13
13,84
0,24
3 Succión principal-compresor
5,22
15,12
20,34
0,46
Los tramos 1 y 2 se juntan en la línea principal de succión y llegan con
la misma caída de presión, por lo que al llegar a la succión del compresor el
refrigerante presenta una caída de presión de 0,46°K superior a los 0,24°K.
Esto implica una caída de presión equivalente a una caída de temperatura de
0,70°K desde que el refrigerante sale de los evaporadores hasta que llega a la
succión del compresor, debido al roce con las paredes de la tubería.
La sección del tramo 3, que abarca desde la salida de la cámara de
refrigeración hasta la entrada al compresor, debe ser correctamente aislada
para impedir el exceso de calentamiento del refrigerante a la entrada del
compresor, con la consecuente pérdida de eficiencia.
4.2.10.2 Dimensionamiento de la tubería de líquido. La Figura 12 corresponde
a una vista isométrica de los tramos que conforman la línea de líquido según la
ubicación del tanque receptor de líquido y los evaporadores.
86
FIGURA 12. Vista isométrica de la línea de líquido.
El tipo y número de accesorios se muestra en el Cuadro 34, según su
ubicación en cada tramo de la línea de líquido.
CUADRO 34. Accesorios requeridos en cada tramo de la tubería.
Tramo
N°
Sector
Reducción
4 Línea principal-líneas secundarias
1
5 Línea secundaria-evaporador1
1
6 Línea secundaria-evaporador2
1
Número de accesorios
Vál. angular codo 90°
3
1
1
1
1
T
1
-
La elección del diámetro más indicado para cada tramo se realiza del
mismo modo que la línea de succión. Del Anexo 22, se utilizan las capacidades
indicadas para líneas de líquido. La capacidad para una temperatura de
87
evaporación de –5°C se obtiene interpolando entre las capacidades dadas para
temperaturas de evaporación de –20 y 5°C. El cuadro está diseñado para una
temperatura de condensación de 40°C y en el caso de líneas de líquido la
capacidad es corregida para la temperatura de condensación de 30°C,
multiplicándola por el factor 1,079. El Cuadro 35 muestra la capacidad real de
cada línea, la capacidad seleccionada del Anexo 22, la capacidad corregida
para una temperatura de condensación de 30°C y el diámetro requerido para
cada tramo. En el Cuadro 36 se muestra el largo equivalente de los accesorios
que se encuentran en cada tramo, según el diámetro requerido (Anexo 23).
CUADRO 35. Capacidad
corregida
para
cada
tramo
y
diámetros
requeridos para la línea de succión.
Tramo
Capacidad
Capacidad
Capacidad Diametro del tubo (mm)
N°
Sector
Interior
(kW) seleccionada (kW) corregida (kW) Nominal
4 Línea principal-líneas secundarias 19,50
18,10
19,53
15
13,84
5 Línea secundaria-evaporador1
9,75
9,63
10,39
12
10,92
6 Línea secundaria-evaporador2
9,75
9,63
10,39
12
10,92
CUADRO 36. Largo equivalente de los accesorios incluidos en cada tramo.
Tramo
Accesorios
(N°)
Reducción 3/4 a 5/8
1
codo 90°
Teé
Válvula angular
2
codo 90°
Reducción 1/2 a 3/8
Válvula angular
3
codo 90°
Reducción 1/2 a 3/8
N°
1
3
1
1
1
1
1
1
1
Largo equivalente Largo equivalente Largo equivalente
por unidad (pies)
total (pies)
total (m)
0,5
0,5
0,15
1,7
5,1
1,55
3,75
3,75
1,14
8
8
2,44
1,5
1,5
0,46
0,3
0,3
0,09
8
8
2,44
1,5
1,5
0,46
0,3
0,3
0,09
El largo total de la tubería para cada tramo, incluyendo el largo
equivalente de los accesorios, se encuentran calculados en el Cuadro 37.
88
CUADRO 37. Largo total equivalente a tubo liso recto para el diámetro
seleccionado.
Tramo
Largo tubería Largo equivalente Largo total por Caída de
N°
Sector
(m)
accesorios (m)
tramo (m)
presión (°K)
3,65
2,85
6,50
0,13
4 Línea principal-líneas secundarias
5 Línea secundaria-evaporador1
3,23
2,99
6,21
0,11
6 Línea secundaria-evaporador2
2,13
2,99
5,11
0,09
Para corroborar que el diámetro seleccionado es adecuado, se escoge
la línea de líquido con el tendido más desfavorable de retorno a los
evaporadores, que en este caso corresponde a la sumatoria de las distancias
totales de los tramos 4 y 5. La caída total de presión corresponde a la sumatoria
de la caída de presión por roce de la tubería y la presión estática del
refrigerante líquido, ésta última producida por la diferencia de altura entre el
tanque acumulador de líquido y la válvula de expansión.
Del Anexo 22, el diámetro del tubo está basado en una caída de
presión de 875 Pa en 1 metro de longitud equivalente de tubo. Dado que la
longitud equivalente total en la línea de líquido es de 12,71 m (tramo 4 + tramo
5), la caída de presión será la calculada con la ecuación 3.25.
∆Proce = ( 875 (Pa) * 12,71 (m) ) / 1 (m)
La caída de presión por roce es de 11.121 Pa, la cual es equivalente a
1.134 kg/m2.
La presión estática debido a la elevación vertical corresponde al
producto entre la densidad del líquido (a la temperatura de condensación) y la
distancia total de elevación vertical, y se calcula según la ecuación 3.26.
∆Pestatica (kg/m2) = 1.020 (kg/m3) * 2,76 (m)
89
∆Pestatica = 2.815 (kg/m2)
La pérdida total de presión en la línea corresponde entonces a 3.949
kg/m2 (1.134 + 2.815), equivalente a 0,387 bar. Utilizando el programa
SOLKANE 3.2.0, para cálculo de propiedades termodinámicas de refrigerantes,
se puede determinar con facilidad que si la presión del refrigerante líquido a
30°C es de 14,330 bar y a 28,9°C es de 13,940 bar, un subenfriamiento de
1,1°C, es suficiente para que el refrigerante se encuentre en estado líquido con
una caída de presión de 0,390 bar (14,330 – 13,940).
4.2.11
Automatismos del sistema. Para que el sistema de refrigeración
funcione con la mínima intervención humana, se requerirán distintos
implementos de automatización, entre los que seleccionan como ejemplo:
- Termostato ambiental, modelo KP69 de la marca Danfoss (Anexo 24) indicado
para las condiciones requeridas en la cámara de refrigeración.
- Válvula solenoide, según flujo de masa de refrigerante 404a calculado en el
Cuadro 27, que corresponde a 541 kg/h y el volumen específico del líquido
refrigerante a 30°C que corresponde a 9,8 x 10-4 m3/kg, el caudal circulado
equivale a 0,53 m3/h. Se requieren dos válvulas (una antes de cada válvula de
expansión), por lo que se opta por el modelo EVR-3 de la marca Danfoss, que
posee conexión flare de 3/8” y capacidad de 0,27 m3/h (Anexo 25).
- Válvula reguladora de presión, requerida en la succión principal. Se elige el
modelo ORIT-6 con conexiones O.D.S. de entrada y salida de 1 1/8”, del
Anexo 26.
4.2.12 Aparatos anexos al circuito. Según las necesidades de la instalación,
se requirieron distintos aparatos anexos para un funcionamiento eficiente de la
90
instalación diseñada. Las marcas de los dispositivos listados a continuación,
están citadas como ejemplo, al igual que en los casos de selección de equipos,
y pueden ser reemplazados por sus equivalentes de marcas alternativas.
- Filtro deshidratador, marca Castel, modelo 4308/4, con conexión flare de ½”,
del Anexo 27.
- Visor de líquido con indicador de humedad, modelo SGI 12, de la marca
Danfoss, con conexión flare de ½”, del Anexo 28.
- Válvulas de paso para aislar la salida de los evaporadores. Se utilizarán
válvulas de paso tipo bola, modelo 6591/7 de la marca Castel, con conexión
O.D.S. (Anexo 29).
4.2.13 Esquema fluídico de la instalación. En la Figura 13 se muestra el
esquema fluídico de la instalación con la correspondiente distribución de los
equipos.
91
HBP
P
P
P
Hu
Ev
Cd
Ev
T
SIMBOLOGÍA DEL ESQUEMA FLUÍDICO
P
Cd
Compresor de
pistones
Condensador de
aire por
circulación forzada
Hu
Ev
Recipiente de
líquido
Separador de
aceite
Evaporador
enfriador de aire
por circulación
forzada
Válvula de
expansión
termostática con
ecualizador externo
Válvula de
mando manual
Válvula
solenoide
Válvula de
retención
Flexible
antivibración
Deshidratador
HBP
Presotato de alta
y baja presión
P
Manómetro
T
Termostato
Tubería aislada
Línea eléctrica
Separación
interior-exterior
Visor de líquido
FIGURA 13. Esquema fluídico de la instalación frigorífica.
4.3 Costos relacionados a la instalación frigorífica diseñada.
Se definieron los costos de inversión relativos a la edificación y a la
maquinaria seleccionada.
92
4.3.1 Costos de inversión. En el Cuadro 38 se detallan los costos de
edificación de la cámara de refrigeración y en el Cuadro 39 los costos de
inversión en maquinaria frigorífica.
CUADRO 38. Costos de inversión en edificación.
Inversiones en edificación frigorífica
Galpón externo
Pavimento
Paneles frigoríficos
Puerta frigorífica
Accesorios e Iluminación
Costos de construcción y ensamblaje
Inversión total del edificio
Costo
(miles de $)
Proporción en
inversión (%)
1.900
4.578
5.906
1.430
150
4.000
17.964
11
25
33
8
1
22
100
CUADRO 39. Costos de inversión en maquinaria frigorífica.
Inversiones en maquinaria frigorífica
Unidad condensadora equipada
Evaporadores
Controles de ciclo y accesorios
Líneas de tubería y fitting
Carga de refrigerante
Instalación de equipos
Inversión total en maquinaria frigorífica
Costo
(miles de $)
Proporción en
inversión (%)
1.824
2.074
415
57
124
600
5.095
36
41
8
1
2
12
100
4.3.2 Costos por consumo de energía eléctrica. En el Cuadro 40 se muestra
el cálculo de las horas anuales de funcionamiento que requiere la maquinaria
frigorífica para remover las cargas térmicas máximas de cada mes. Las horas
de funcionamiento por día del compresor fueron calculadas según la ecuación
3.27.
93
CUADRO 40. Cálculo de horas de funcionamiento máximo anual.
Epoca de
almacenaje
Cosecha
Abril
Mayo
Junio
Julio
Agosto
Septiembre
Octubre
Noviembre
Diciembre
Carga Carga diaria Cap. compresor Tiemp, func. Días/mes
Func. máx.
total (W) (W-h/día)
(W)
compr. (h/día) efectivos mensual (h/mes)
10.729
257.487
19.500
13
34
449
9.088
218.111
19.500
11
15
168
8.634
207.208
19.500
11
31
329
7.009
168.205
19.500
9
30
259
7.088
170.103
19.500
9
31
270
6.370
152.891
19.500
8
31
243
6.417
153.997
19.500
8
30
237
6.870
164.878
19.500
8
31
262
7.309
175.414
19.500
9
30
270
7.766
186.392
19.500
10
31
296
En el Cuadro 41 se muestra la potencia de los motores eléctricos
asociados al ciclo de funcionamiento del compresor, las horas anuales de
funcionamiento de dichos motores y el costo anual por energía eléctrica
consumida. En el Cuadro 42 se detalla el costo anual por consumo de energía,
el costo anual por potencia contratada y el costo total anual derivado de la
remoción directa de las cargas térmicas durante el año.
CUADRO 41. Cálculo del costo anual por funcionamiento de motores.
Variables requeridas para cálculo de costos Motor del
por funcionamiento de motores
compresor
Corriente requerida
Trifásica
Potencia (kW)
5,5
Precio por consumo ($/kW-h)
53,9
Funcionamiento anual (h)
2.784
Costo por funcionamiento (miles de $)
826
Motores de ventiladores Motores de ventiladores
del condensador
del evaporador
Trifásica
Monofásica
0,9
1,0
53,9
53,9
2.784
2.784
135
156
CUADRO 42. Cálculo del costo total anual por consumo de energía
eléctrica.
Costo energía consumida
(miles de $)
1.117
Costo potencia contratada
10 kW (miles de $)
1.003
Costo total energía eléctrica
(miles de $)
2.119
94
Si la masa de producto almacenado corresponde a 150.800 kg y el
costo por consumo de energía eléctrica corresponde a $2.119.000, el aumento
en el costo del producto derivado exclusivamente de los factores analizados,
para condiciones de carga máxima, es de $14 por kg aproximadamente
(ecuación 3.28).
95
5 CONCLUSIONES
De acuerdo al estudio de diseño de la cámara de refrigeración para
hortalizas, se concluye lo siguiente:
Mediante el análisis de dimensionamiento presentado, se logra
establecer la menor superficie externa que permita reducir la cantidad de
materiales de construcción y las cargas térmicas de la cámara.
Dado que las mayores cargas térmicas se producen durante el
ingreso de productos al interior de la cámara, una correcta programación en
éstas labores influirá directamente en un uso más eficiente de los equipos,
disminuyendo así la necesidad de seleccionar compresores de capacidad
excesivamente superior a la requerida durante el periodo de almacenaje.
Las cargas térmicas mínimas de diseño calculadas no representan
un riesgo en la disminución de la temperatura de almacenaje a niveles que
puedan producir el congelamiento de los productos al interior de la cámara.
La baja carga térmica de diseño calculada, posibilita la selección de
una unidad condensadora de costo menor que la adquisición de sus
componentes por separado.
El refrigerante más adecuado para la instalación corresponde al
R-404a, ya que tiene una mayor eficiencia para las condiciones de trabajo
indicadas funcionando con la unidad condensadora elegida.
96
Dado el tamaño de la cámara de refrigeración, se seleccionaron
diversos
dispositivos
de
control
automático
que
permitan
regular
el
funcionamiento seguro de la maquinaria frigorífica, disminuyendo así la
necesidad mantener constantemente personal especializado en la instalación.
En consecuencia, los parámetros considerados en el presente
trabajo permitieron el diseño de una cámara de refrigeración ajustada a las
necesidades de almacenaje, convirtiéndola en una alternativa tecnológica de
interés para el desarrollo hortícola y en una herramienta para mejorar la calidad
nutricional de los productos consumidos por la población regional.
97
6 RESUMEN
Se realizó el diseño de una cámara de refrigeración adaptada a la
condiciones climáticas de Coyhaique, en la XI Región, para almacenaje de
zanahoria, betarraga y repollo durante ocho meses a 0ºC de temperatura.
En el estudio se determinaron medidas interiores de la cámara de
10,64 m de amplitud, 15,24 m de longitud y 5,05 m de altura, espacio en el cual
es posible el almacenaje en bins de 74.800 kg de zanahoria, 10.200 kg de
betarraga y 63.000 kg de repollo.
Se calculó una carga térmica de diseño de 18,4 kW y se
determinaron condiciones de trabajo del refrigerante de –5ºC de temperatura de
evaporación y 30ºC de temperatura de condensación, datos sobre los cuales se
realizó la elección de la maquinaria frigorífica. Se optó por el uso de una unidad
condensadora con potencia de 5,5 kW, la que funcionando con refrigerante
404a (ecológico) es capaz de remover 19,5 kW de calor del interior de la
cámara. Se seleccionaron dos unidades enfriadoras que cumplen con los
requerimientos de circulación de aire requeridos por los productos y mantiene
una correcta distribución del frío al interior de la cámara. Para la maquinaria
frigorífica seleccionada se escogieron aparatos anexos para un funcionamiento
correcto y distintos dispositivos para una mayor automatización de la
instalación, y se realizaron los cálculos para determinar los diámetros más
adecuados de las tuberías de succión y descarga.
Se determinaron costos de inversión de $17.964.000 en edificación
y de $5.095.000 en maquinaria frigorífica, y se estimó un costo anual por
consumo de energía eléctrica de $2.119.000.
98
SUMMARY
A refrigeration chamber adapted to the climatic conditions of
Coyhaique, located in the XI Region, was designed for the storage of carrots,
table beets, and cabbage at a temperature of 0ºC for a period of 8 months.
The measurements for this chamber of 10,64 m wide, 15,24 m long
and 5,05 m height was chosen to permit the storage of bins containing 74.800
kg of carrots, 10.200 Kg of table beets and 63.000 kg of cabbage.
It was determined that the chosen design permitted a thermal load of
18,4 kW under coolant operating conditions consisting of evaporation
temperature of –5ºC and a condensation temperature of 30ºC, for which the
requirements of the refrigerating units was selected.
A condenser with a
capacity of 5,5 KW was chosen for its capability to remove a heat load of 19,5
kW from the chamber, when operated with a 404a coolant (ecologic).
Two cooling units were selected to permit the air circulation
requirements of the products and to maintain the proper distribution of cold
within the chamber. Several accessories were chosen in order to make the
selected refrigeration unit work properly and several devices were added to
enhance the automation of the equipment.
Calculations were conducted to
determine the most appropriate diameter for suction and discharge pipes.
An investment of $17.964.000 in building and $5.095.000 in
refrigeration equipment was determined plus an estimated annual electrical
energy of $2.119.000 as the total cost.
99
BIBLIOGRAFIA
AIRCOIL.
2003.
Catálogos
de
evaporadores
comerciales.
Aircoil.
<http://www.aircoil.es/spanish/catalogos.htm> (10.mar.2003).
AISLAPOL.
2003.
Paneles
frigoríficos.
<http://www.basf.cl/aislapol/
productos>. (3.feb.2003).
ANTARTIC.
2003.
Información técnica de equipos de refrigeración.
<http://www.antartic.cl/FrameSet-15.htm>. (11.mar.2003).
ALARCON, J. 2000. Tratado práctico de refrigeración automática. 12ª ed.
México. Alfaomega. 436 p.
ASAE. 1980. Lighting for dairy farms and the poultry industry. In: Agricultural
Engineers Yearbook. American Society of Agricultural Engineers. New
York, U.S.A. ppi. 424-428.
ASHRAE.
1981.
American
ASHRAE handbook 1981 fundamentals. Atlanta, U.S.A.
Society
of
Heating,
Refrigerating
and
Air-Conditioning
Engineers.
BLESA, J.
2003.
Manual de frío y refrigeración. <http://www.terra.es
/personal5 /anajes/>. (14.abr.2003).
CANADA PLAN SERVICE. 2003. Fruit and vegetable storage. Canada plan
service.
<http://www.cps.gov.on.ca/english/plans/E6000/6000/M-
6000L.pdf>. (15.ene.2003).
100
CHILE, COMISION NACIONAL DEL MEDIO AMBIENTE. 2002. Política de
restricciones a las importaciones y uso de sustancias agotadoras de la
capa de ozono (SAO).
(CONAMA).
Comisión nacional del medio ambiente
<http://www.conama.cl/portal/1255/article-26314.html>.
(4.dic.2002).
DOSSAT, R. 1980. Principios de refrigeración. 2ª ed. México. Continental.
592 p.
FRASCOLD.
2003.
Refrigeration and air conditioning compressors.
<http://www.frascold.it>. (7.abr.2003).
FRASER, H.
2002.
Sizing and Laying Out a Short-Term (Summer)
Refrigerated Storage for Fruits and Vegetables. Ontario Ministry of
Agriculture and Food.
<http://www.gov.on.ca/OMAF/english/engineer
/facts/92-124.htm>. (20.nov.2002).
FRASER, H y CHAPUT, J. 2002. Long-term carrots storage. Ontario Ministry
of Agriculture and Food. <http://www.gov.on.ca/OMAFRA/ english/crops/
facts/98-073.htm >. (20.nov.2002).
HEATCRAFT.
2002.
Psycrhometric
Chart
Normal,
Imperial
Units.
<http://www.heatcraftheattransfer.com/pdfs/NormalSeaLevel.PDF>.
(23.nov.2002).
KUNII, D; LEVENSPIEL, O. 1969. Fluidization Engineering. New York, U.S.A.
Wiley. 534 p.
101
LOUGHEED, E. 1983. Storing rutabagas. Department of Horticultural Science,
University of Guelph. In. Factsheet AGDEX 258/64. Ontario Ministry of
Agriculture and Food. Ontario, Canada. 11 p.
MONVOISIN, A. 1953. Conservación por el frío. 4ª ed. Barcelona, España.
Reverté. 579 p.
PLANK, R.
1963.
El empleo del frío en la industria de la alimentación.
Barcelona, España. Reverté. 804 p.
RAPIN, P y JAQUARD, P. 1999. Formulario del frío. Barcelona, España.
Marcombo. 470 p.
SCARICH, J.
1991.
Tecnología para construcción y mantenimiento de
cámaras de frío. Tesis Ing. Naval. Valdivia. Universidad Austral de
Chile, Facultad de Ciencias de la Ingeniería. 139 p.
SEARS, F; ZEMANSKY, M; YOUNG, H; FREEDMAN, R.
1998.
Física
Universitaria. 9ª ed. México. Adisson-Wesley Longman. 1039 p.
SOLKANE.
2003.
Pipe
Sizing.
<http://.www.solvay-fluor.com/library/
bysection/result/0,5879,-_EN-1000038,00.htm>. (18.mar.2003).
TRESSLER, D. 1956. Aspectos de la refrigeración y congelación de alimentos.
Roma, Italia. FAO. 257 p.
UYENAKA, J. 1990. Storage of cabbage. Plant Industry Branch, Ancaster. In.
Factsheet AGDEX 252. Ontario Ministry of Agriculture and Food. Ontario
Ministry of Agriculture and Food. Ontario, Canada. 8 p.
102
ANEXOS
103
ANEXO 1. Datos técnicos para verduras seleccionadas.
B u lk
d e n s ity
P ile
d e p th V e n t i l a ti o n n e e d s
P ro d u c e
k g /m ³
700
500
550
550
670
600
600
650
B e e ts
Cabbage
C a r r o ts
P a rn s h ip s
P o ta to e s
P u m p k in s & s q u a s h
R u ta b a g a s & tu r n i p s
O n io n s
m
3 .0 - 4 .0
2 .0 - 3 .0
3 .0 - 4 .0
2 .5 - 3 .6
4 .2 - 6 .0
3 .0 - 3 .6
3 .0 - 3 .6
-
L /s .t
2 0 -3 0
2 0 -3 0
2 0 -3 0
2 0 -3 0
6 .0 - 1 0
1 5 -2 0
1 5 -2 5
1 0 -1 2
FUENTE: CANADA PLAN SERVICE (2003).
ANEXO 2. Propiedades técnicas de los paneles Rudnev.
C
T
*
K
*
K
R
K
C
la s if ic a c ió n a l f u e g o
e m p e r a t u r a d e t r a b a jo
R e s is t e n c ia a la c o m p r e s ió n p a n e l 2 0
g /m ²
R e s is t e n c ia a la c o m p r e s ió n p la n c h a 3 0
g /m ³
e s is t e n c ia a la t r a c c ió n p la n c h a 2 0
g /m ³
o n d u c t iv id a d t é r m ic a a 1 0 º C
D IN
4 1 0 2
ºC
**B 1
-4 0
K g /c m ²
0 ,4
K g /c m ²
1 .0
K g /c m ²
(W /m ºK )
0 ,2 8
0 ,0 3 5
N o ta :
* 2 %
d e f o r m a c ió n la r g o p la z o a 2 0 º C
* * D if ic ilm e n t e in f la m a b le
FUENTE: AISLAPOL (2003).
ANEXO 3. Propiedades paneles Rudnev según espesor.
E spesor del
panel R S P m m
T e m p e r a tu r a d e
la c á m a r a º C
* L u c e s m á x im a s
e n tr e s o p o r te s
mm
P eso panel
K g /m ²
T r a n s m it a n c ia
t é r m ic a K
W /m ²º C
50
12
75
5
4 .0 0 0
10
0 .7 0 0
5 .0 0 0
1 0 ,5
100
0
0 .4 6 7
6 .0 0 0
11
0 .3 5 0
125
-8
6 .6 5 0
1 1 ,5
0 .2 8 0
150
-1 5
7 .0 0 0
12
0 .2 3 3
175
-2 0
7 .5 0 0
1 2 ,5
0 .2 0 0
200
-2 5
8 .0 0 0
13
0 .1 7 5
225
-3 0
8 .5 0 0
1 3 ,5
0 .1 5 6
250
-4 0
9 .2 5 0
14
0 .1 4 0
300
-4 0
1 0 .5 0 0
15
0 .1 1 7
* L u c e s m á x im a s p a r a p a n e le s R S P d e c ie lo , e n f u n c ió n d e s u e s p e s o r , c o n c a r g a d e 5 0
K g /m ² , y d e f o r m a c ió n d e L /2 0 0 .
FUENTE: AISLAPOL. (2003).
104
ANEXO 4. Conductividad térmica de distintos materiales.
Descripción
Lámina de acero galvanizado
Radier
Hormigón
Poliuretano expandido
Poliestireno expandido
FUENTE: ASHRAE (1981).
Conductividad Térmica k
(kcal/hm°C)
46
0,799
0,997
0,029
0,041
ANEXO 5. Conductancia de superficies para diferentes velocidades de
aire en movimiento según tipo de material.
FUENTE: ASHRAE (1981).
105
ANEXO 6. Tolerancia por radiación solar para el hemisferio norte en °C.
Tip o d e su p erficie
S u p erficies color oscu ro:
L osas d e tech os.
Tech os im p erm eab ilizad os.
P in tu ras n eg ras.
S u p erficies d e color n eg ro:
M ad era sin p in tar.
L ad rillo.
Teja roja.
C em en to oscu ro.
P in tu ra roja, g ris, verd e.
S u p erficies color lig ero:
P ied ra b lan ca.
C em en to color lig ero.
P in tu ra b lan ca.
P ared
E ste
P ared S u r
P ared
O este
Tech o
P lan o
5
3
5
11
4
3
4
9
3
2
3
5
FUENTE: ASHRAE (1981).
ANEXO 7. Calor específico de hortalizas y embalaje de madera.
Vegetal
Repollo tardío
Zanahoria
Betarraga
Madera (pino)
Contenido
Punto de
de agua congelación
(% masa)
(°C)
92
88
89
-
-0,9
-1,4
-1,1
-
Calor específico
Calor latente
de fusión
Antes de congelación Después de congelación
(kJ/kg)
(kcal/kg °C)
(kcal/kg °C)
0,871
0,852
307
0,869
0,851
294
0,870
0,851
297
0,530
-
FUENTE: ASHRAE (1981).
ANEXO 8. Calor de respiración producido por hortalizas en estado fresco
expresado en kcal/t/día.
Especie
Betarraga (raíces)
Brócoli
Espárrago
Espinaca
Lechuga
Papas
Repollo
Zanahoria
FUENTE: PLANK (1963).
0°C
734
2.063
2.299
1.260
731
182
332
590
5°C
1.124
3.961
3.878
2.639
969
396
492
961
15°C
2.005
11.606
8.864
10.376
2.548
1.130
2.238
106
ANEXO 9. Promedio de cambios de aire diario en cuartos de almacenaje.
V o lu m e n
in te rio r
(m ³)
5
10
15
20
25
C a m b io s d e a ir e p o r 2 4 h
T e m p e ra tu ra T e m p e ra tu ra
d e l c u a rto
d e l c u a rto
s o b re 0 ° C
b a jo 0 ° C
5 0 ,1
3 8 ,0
3 1 ,1
2 4 ,2
2 5 ,3
1 9 ,6
2 1 ,2
1 6 ,9
1 8 ,7
1 4 ,9
V o lu m e n
in te rio r
(m ³)
500
625
750
1000
1250
C a m b io s d e a ir e p o r 2 4 h
T e m p e ra tu ra T e m p e ra tu ra
d e l c u a rto
d e l c u a rto
s o b re 0 ° C
b a jo 0 ° C
3 ,7
2 ,8
3 ,3
2 ,5
2 ,9
2 ,3
2 ,5
1 ,9
2 ,2
1 ,7
30
40
50
75
100
1 6 ,7
1 4 ,3
1 2 ,8
1 0 ,1
8 ,7
1 3 ,5
1 1 ,7
1 0 ,2
8 ,0
6 ,7
1800
2400
3000
4000
5000
1 ,6 6
1 ,4 3
1 ,3 5
1 ,2 3
1 ,1 7
1 ,4 2
1 ,2 2
1 ,1 1
0 ,9 9
0 ,9 3
125
150
200
250
375
7 ,7
7 ,0
5 ,9
5 ,3
4 ,2
6 ,0
5 ,4
4 ,6
4 ,1
3 ,2
6000
8000
10000
12000
14000
1 ,1 1
1 ,0 5
0 ,9 7
0 ,9 1
0 ,8 7
0 ,8 6
0 ,8 5
0 ,8 3
0 ,8 1
0 ,8 0
FUENTE: ASHRAE (1981).
107
108
ANEXO 11. Características de saturación de R-134a.
Temperatura P° Absoluta
°C
(bar)
-15
-10
-5
0
5
10
15
20
25
30
35
1,6381
2,0041
2,4309
2,9247
3,4924
4,1411
4,8779
5,7105
6,6467
7,6946
8,8626
v líquido
v vapor
h líquido
h vapor
(m³/kg)
(m³/kg)
(kJ/kg)
(kJ/kg)
Calor latente
(kJ/kg)
0,00075
0,00076
0,00076
0,00077
0,00078
0,00079
0,00081
0,00082
0,00083
0,00084
0,00086
0,120204
0,099186
0,082450
0,069005
0,058111
0,049214
0,041893
0,035827
0,030766
0,026517
0,022927
180,4
186,9
193,4
200,0
206,6
213,3
220,1
227,0
233,9
241,0
248,1
388,8
391,7
394,4
397,4
400,2
403,0
405,6
408,2
410,8
413,2
415,6
208,4
204,8
201,0
197,4
193,6
189,7
185,5
181,2
176,9
172,2
167,5
FUENTE: RAPIN y JACQUARD (1999).
ANEXO 12. Características de saturación para R-404a.
Temperatura
°C
P° ebullición
(bar)
P° de rocío
(bar)
v líquido
(m³/kg)
v vapor
(m³/kg)
h líquido
(kJ/kg)
h vapor
(kJ/kg)
Calor latente
(kJ/kg)
-15
-10
-5
0
5
10
15
20
25
30
35
3,6797
4,3804
5,1789
6,0841
7,1048
8,2505
9,5307
10,9554
12,5348
14,2798
16,2012
3,5677
4,2566
5,0438
5,9380
6,9486
8,0852
9,3574
10,7755
12,3498
14,0911
16,0102
0,00083
0,00084
0,00086
0,00087
0,00089
0,00090
0,00092
0,00094
0,00096
0,00098
0,00101
0,0562
0,0474
0,0402
0,0342
0,0292
0,0250
0,0215
0,0186
0,0160
0,0139
0,0120
180,0
186,5
193,2
200,0
207,0
214,2
221,6
229,2
237,1
245,3
253,8
361,4
364,4
367,3
370,2
372,9
375,5
378,0
380,3
382,4
384,2
385,8
181,4
177,9
174,1
170,2
165,9
161,3
156,4
151,1
145,3
138,9
132,0
FUENTE: RAPIN y JACQUARD (1999).
109
ANEXO 13. Capacidad de unidad condensadora para R-404a o R-507a.
FUENTE: FRASCOLD (2003).
ANEXO 14. Capacidades de compresores Frascold para R-134a.
FUENTE: FRASCOLD (2003).
110
ANEXO 15. Datos técnicos de unidades condensadoras Frascold.
FUENTE: FRASCOLD (2003).
111
ANEXO 16. Diseño y dimensiones de unidades condensadoras Frascold.
FUENTE: FRASCOLD (2003).
112
ANEXO 17. Modelos y características de evaporadores cúbicos Aircoil.
FUENTE: AIRCOIL (2003).
113
ANEXO 18. Diseño de evaporadores Aircoil.
FUENTE: AIRCOIL (2003).
ANEXO 19.
Diagrama para factor de corrección según frecuencia de
deshielos.
FUENTE: AIRCOIL (2003).
114
ANEXO 20. Cuerpo para válvula de expansión termostática Danfoss.
FUENTE: ANTARTIC (2003).
ANEXO 21. Orificios para cuerpo de válvula Danfoss.
FUENTE: ANTARTIC (2003).
115
116
117
ANEXO 24. Termostatos ambientales Danfoss.
FUENTE: ANTARTIC (2003).
ANEXO 25. Válvulas solenoides para refrigerantes.
FUENTE: ANTARTIC (2003).
ANEXO 26. Válvula reguladora de presión.
FUENTE: ANTARTIC (2003).
118
ANEXO 27. Filtros deshidratadores Castel.
FUENTE: ANTARTIC (2003).
ANEXO 28. Visor de líquido con indicador de humedad.
FUENTE: ANTARTIC (2003).
119
ANEXO 29. Válvulas de bola para refrigerantes.
FUENTE: ANTARTIC (2003).
ANEXO 30. Plano de cámara de refrigeración.
120
120