Hola soy Jorge - aceros del perú
Anuncio

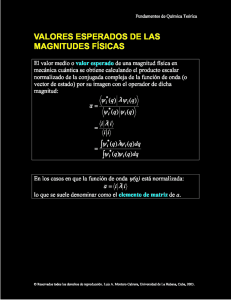
Hola soy Jorge , Asesor de: l e o t n e s Les pre º 3 N n í t e l o B ¿POR QUÉ SE DEBE REALIZAR EL PROCESO DE NORMALIZADO? Muchos clientes se cuestionan el porqué del proceso de Normalizado. A continuación aprenderemos un poco más. El primer punto a analizar son las tensiones provocadas por el tratamiento térmico. En la figura Nº 1 se puede observar la tensión inducida por el tratamiento térmico en el caso del temple de un acero SAE 1045. La normalización también mejora la homogeneidad microestructural y respuesta al tratamiento térmico (por ejemplo, templado o endurecimiento) y mejora la estabilidad de impartir una "memoria térmica" de los procesos posteriores de menor temperatura. En el caso de piezas que requieran una dureza máxima o sometida a trabajos de impacto con frecuencia se les realiza el normalizado. De igual manera, cuando las secciones transversales grandes se han normalizado permite estar acondicionadas a reducir aún más la carga o tensión y tener un mayor control de las propiedades mecánicas. El proceso de Normalizado se utiliza para dar al acero una estructura y unas características mecánicas que se consideran el estado natural o inicial del material que fue sometido a trabajos de laminación, fundición, troquelado, mecanizado, forja, soldadura o tratamientos térmicos defectuosos. Sirve de preparación de la pieza para el temple. 1 ACEROS DEL PERU Figura Nº 1. Tensión Inducida por el tratamiento térmico caso Acero SAE 1045 EL PROCESO DE NORMALIZADO SE REALIZA GENERALMENTE CON EL OBJETIVO DE: Mejorar la maquinabilidad de la pieza en cuestión. Optimizar su estabilidad dimensional. Modificar y/o perfeccionar la estructura de grano. Producir una microestructura homogénea. Reducir las bandas, entendiéndose por las curvas que plasman la máxima y mínima templabilidad entre las que se pueden citar las curvas de Jominy. Mejorar la ductilidad. Dar una respuesta más coherente al realizar procesos de endurecimiento o cementación. Aceros de bajo carbono no suelen requerir la normalización. Si estos aceros se han normalizado, no se produce ningún efecto nocivo o negativo. En el caso de piezas fundidas con espesores y sección uniformes son por lo general recocidos y no normalizados. Otro tipo de piezas de fundición especialmente los que tienen una geometría compleja o combinando entre sí las secciones gruesas y delgadas y por lo tanto propensas a altos niveles de tensiones residuales, se benefician de la nor malización. La microestructura obtenida por la normalización depende de la composición química de las piezas de fundición (que determina su templabilidad) y la velocidad de enfriamiento. A modo de ejemplo, muchas piezas se han normalizado antes del mecanizado de modo que durante el posterior endurecimiento o casos de cementación, los cambios de dimensiones tales como el crecimiento, la contracción o alabeo se controlan mejor. Los tiempos de normalización suelen ser de una hora por pulgada de sección transversal. Es importante recordar que la masa de la pieza o la carga de trabajo pueden tener una influencia significativa en la velocidad de enfriamiento y por lo tanto, en la microestructura resultante. Las piezas delgadas se enfrían más rápido y son más difíciles después de la normalización que las piezas gruesas. Por el contrario, después del enfriamiento del horno en un proceso de recocido, la dureza de las secciones delgadas y gruesas prácticamente iguales. 2 ACEROS DEL PERU ¿CÓMO FUNCIONA? La normalización del acero se lleva a cabo mediante el calentamiento de aproximadamente 100 ° F (38 ° C) por encima de la temperatura máxima crítica (Ac3 o Acm) seguido de un enfriamiento al aire a temperatura ambiente, o en no más de un bar presión con nitrógeno si el proceso se desarrolla en un horno de vacío. Figura Nº 2 Proceso de Normalizado En el normalizado, la velocidad de enfriamiento es más lenta que en el temple y más rápida que en el recocido. Este tipo de tratamiento térmico es típico de los aceros al carbono que poseen de 0.15 a 0.40 % de Carbono, y cuyas temperaturas de normalizado varía según el porcentaje de carbono, que va desde los 650° hasta 900°C. NORMALIZADO VS RECOCIDO piezas bajo ciertas condiciones específicas, de acuerdo al tipo de trabajo que vaya a realizar, mejorando las propiedades mecánicas de la pieza a tratar. La normalización se diferencia del recocido ya que la pieza (acero) se calienta a una temperatura más alta y luego se retira del horno para su enfriamiento al aire en vez de llevarse a cabo el enfriamiento dentro del horno. Para los ingenieros en el área de fabricación de piezas partir de los aceros al carbono, existe confusión en cuanto al momento de especificar la normalización y cuándo realizar el tratamiento térmico de recocido. En el normalizado, la velocidad de enfriamiento es más lenta que en la operación de Temple y Revenido, pero más rápida que la empleada en el proceso de recocido. Como resultado de esta velocidad de enfriamiento intermedia, se logra un incremento moderado de la fuerza sin el aumento excesivo de la deformación o elongación de las piezas tratadas. La principal diferencia entre el recocido y el normalizado es que para una pieza recocida su “suavidad” o “ablandamiento” además de su maquinabilidad es uniforme a través de toda la pieza, debido a que el enfriamiento es controlado (dentro del horno), mientras que para el normalizado dichas propiedades no son uniformes debido a que el enfriamiento es al aire, y no controlado. Esto, en el caso de piezas que deben ser maquinadas no es deseado, por lo que se prefiere realizar un recocido. nte a t r o p Es im sepas. o que l En algunos casos, por ejemplo tratamiento térmico de pernos o piezas de sujeción, la norma indica realizar normalizado de las 3 ACEROS DEL PERU EFECTO DEL NORMALIZADO EN LAS PROPIEDADES FÍSICAS El Recocido y Normalizado no presenta una diferencia significativa en la ductilidad de aceros de bajo carbono. En el caso del Recocido, como puede visualizarse en la figura Nº 3, a medida que aumenta el contenido de carbono propiedades tales como elongación se incrementan en aproximadamente un 20%. Por otro lado, la ductilidad del normalizado en los aceros de alto contenido de aceros sigue bajando al nivel de 2.1% (Ver figura Nº 3). Figura Nº 3. Normalizado y ductilidad Para analizar el efecto que ocurre en la resistencia a la tracción y límite elástico (Ver figura Nº 4 y 5) es necesario considerar el contenido de carbono (%). De allí, que en los aceros de bajo contenido de C, el normalizado y recocido no muestran una diferencia significativa en las variables a analizar. Sin embargo, en los aceros del alto contenido de carbono presentan una mayor resistencia a la tracción y limite elástico las piezas normalizadas que las recocidas. Figura Nº 4 Normalizado y resistencia a la tracción Fig. 5. Normalizado y límite de Elasticidad Aceros de bajo y medio contenido de carbono producen niveles similares dureza cuando se normalizan o son recocidos. No obstante, cuando los aceros de alto contenido de carbono se normalizan, se mantienen niveles más altos de dureza que los que están recocidos (Figura Nº 6). En conclusión, la normalización es un proceso que mejora la calidad de las piezas y juega un papel importante en el control de la variación dimensional en el endurecimiento. La normalización se debe realizar cuando la estabilidad dimensional es importante o cuando en las operaciones de fabricación de las piezas se estima impartir cantidades significativas de tensión en el material tales como: mecanizado, etc. Indudablemente, la normalización ayuda a evitar muchos problemas del tratamiento térmico. Figura Nº 6. El Normalizado y la dureza 4