2 .2 .9 - Instituto Nacional de Ecología y Cambio Climático
Anuncio

Instituto Nacional de Ecología
Libros INE
CLASIFICACION
AE 009376
LIBRO
Norma oficial mexicana que
establece los límites máximos
permisibles de emisión a la
atmósfera de partículas y gases en
la industria del hierro y el acero
TOMO
11111111
IIIII
III IlEü
r,1111i
1111110
AE 009376
INSTITUTO NACIONAL DE ECOLOGIA
NORMA OFICIAL MEXICANA QUE ESTABLECE LOS
LIMITES MAXIMOS PERMISIBLES DEEMISION A
LA ATMOSFERA DE PARTICULAS Y GASES EN LA
INDUSTRIA DEI, FIERRO Y EL ACERO
.
PREPARADO POR :
CORPORACION RADIAN S .A. DE C .V.
DIRECCION GENERAL DE NORMATIVIDAD AMBIENTAL
ANTEPROYECTO DE NORMA OFICIAL
MEXICANA QUE ESTABLECE LOS
LIMITES MAXIMOS PERMISIBLES DE
EMISION A LA ATMOSFERA DE
MATERIAL PARTICULADO Y GASES EN
LA INDUSTRIA DEL HIERRO Y EL ACERO
INFORME FINAL
preparado para:
SECRETARIA DE DESARROLLO SOCIAL
INSTITUTO NACIONAL DE ECOLOGIA
preparado por:
CORPORACION RADIAN, S .A . DE C .V.
Septiembre 1993
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
R E S U M E N E J E C U T I V O
La Secretaria de Desarrollo Social a través del Instituto
Nacional de Ecología, está llevando a cabo el "Programa
Ambiental de México" para la modernización y fortalecimiento
de su capacidad de gestión ambiental asi como para el análisis
e implementación de políticas ambientales en el país.
En el Programa Sectorial Ambiental de México que se lleva
a cabo actualmente con recursos provenientes del crédito del
Banco Mundial, se incluye una subcomponente relativa a la
normatividad ambiental, la cual considera entre sus objetivos
fundamentales, la elaboración y expedición de Normas Oficiales
Mexicanas.
La Ley General del Equilibrio Ecológico y la Protección
.11 Ambiente establece en el Artículo •8 fracción VII y en el
Artículo 111, que es atribución de la Secretaría de . Desarrollo
Social formular las Normas Oficiales •Mexicanas que
especifiquen los niveles máximos permisibles de emisión por
contaminante y por fuente de contaminación.
Dentro de las prioridades normativas se encuentra el
establecimiento de especificaciones que incluyan los niveles
máximos permisibles de emisión a la atmósfera de gases
material particulado procedentes de
de hierro y acero .
CORPORACION . .RADIAN' S .A .'DE C .V .
la
operación" de, fundición
.
RE -1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Es necesario controlar estas emisiones, a través del
establecimiento de niveles máximos permisibles con el fin de
asegurar la preservación del equilibrio ecológico, la salud
humana y la protección al ambiente.
La Secretaria de Desarrollo Social a través de la
Dirección General de Normatividad Ambiental, ha contratado los
servicios de Corporación Radian S .A . de C .V ., una empresa
consultora con amplia experiencia en el soporte y elaboración
de normatividad ambiental internacional, con el objeto de
formular la Norma Oficial Mexicana que establezca los niveles
máximos permisibles de emisión a la atmósfera de material
particulado y gases en la industria del hierro y el acero.
A fin de sustentar la Norma Oficial Mexicana que
establece los Niveles Máximos permisibles de Emisión a la
Atmósfera de Material Particulado y Gases en la Industria del
Hierro y el Acero, se presenta un estudio técnico en el cual
se desarrolla la investigación y análisis de información
científica y tecnológica preliminar asi como los estudios de
análisis posterior del documento normativo.
El documento final se encuentra estructurado de
siguiente manera:
I.
II.
IIT .
IV.
V.
Introducción
Desarrollo del Estudio . Primera Parte.
Anteproyecto de la Norma Oficial Mexicana
Desarrollo del Estudio . Segunda Parte.
Conclusiones y Recomendaciones
VI. Bibliografía
V . Apéndices
CORPORACION RADIAN S .A . DE C .V .
RE-2
MOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
El Desarrollo del Estudio en su primera parte incluye:
1.
La caracterización general de la industria en la
cual se presenta la magnitud, clasificación y
distribución geográfica de empresas emisoras de
partículas y gases en la producción de hierro y
acero en el territorio nacional, las materias
primas y los tipos de procesos utilizados, y el
volumen de producción industrial.
2.
La caracterización ambiental de la industria en la
cual se presenta el volumen, concentración y
naturaleza de los contaminantes emitidos a la
atmósfera, las tecnologías de control disponibles
para emisiones a la atmósfera de material
particulado y distintos gases, la toxicidad de los
contaminantes y su magnitud en riesgos para la
salud y para los ecosistemas asi como la
descripción de algunos modelos de dispersión de
contaminantes aplicables.
3.
La evaluación de los contaminantes en las
instalaciones seleccionadas para la realización de
muestreos . En esta sección se definen los criterios
para la selección de fuentes ; el establecimiento dé
cirterios y técnicas de muestreo, el formato para
reportar las pruebas de emisiones, la metodología,
normatividad y aparatos de medición a utilizar, los
resultados de los muestreos de las concentraciones
de partículas y gases presentes en las fuentes de
emisión realizados en las fuentes seleccionadas.
CORPORACION RADIAN S .A . DE C .V .
RE-3
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 . La integración y análisis de la información sobre
la normatividad internacional relacionada con la
fundición de hierro y acero, presentándose un
cuadro comparativo de la información analizada, asi
como la normatividad nacional en materia de
prevención y control de la contaminación a la
atmósfera relacionada.
La información anterior proporciona el soporte técnico
necesario para el establecimiento de los límites de control
que se determinan en el anteproyecto de Norma Oficial
Mexicana.
El Desarrollo del Estudio en su segunda parte consiste en
el análisis posterior del documento normativo y proporciona la
información necesaria para su aplicación ., detallando lo
siguiente :
1.
La determinación de los métodos de prueba donde se
establecen los métodos de muestreo y análisis
aplicables para la verificación del cumplimiento de
la normatividad.
2.
El grado de concordancia en el cual se comparan los
criterios y valores recomendados en la normatividad
internacional y la mexicana.
CORPORACION RADIAN S .A . DE C .V .
RE-4
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3.
La determinación de las condiciones para el
cumplimiento y los criterios programáticos para la
aplicación, en donde se incluye la determinación
del tiempo, costo y tecnología necesaria para hacer
aplicable la Norma Oficial Mexicana asi como el
beneficio derivado de ésta.
4.
El programa de consulta a los sectores públicos,
privados y sociales que se vean afectados con el
establecimiento y aplicación de la Norma Oficial
Mexicana.
El documento final que se presenta a consideración,
cumple con los objetivos establecidos pues sustenta
información completa de los distintos procesos de fundición de
hierro y acero, las emisiones atmosféricas y sus
concentraciones, la selección del equipo de control asi como
los procedimientos de operación y muestreo . Bajo este
contexto, la Norma Oficial Mexicana que se presenta cuenta con
tin respaldo técnico suficiente.
CORPORACION RADIAN S .A . DE C .V .
RE-5
INDICE GENERAL
1 . INTRODUCCION
2. DESARROLLO DEL ESTUDIO
Primera Parte
3. ANTEPROYECTO DE NORMA
OFICIAL MEXICANA
4. DESARROLLO DEL ESTUDIO
Segunda Parte
5. CONCLUSIONES Y
RECOMENDACIONES
6. BIBLIOGRAFIA
1 . Introducción
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
1 .0
INTRODIICCION
La Secretaría de Desarrollo Social a través del Instituto
Nacional de Ecología, está llevando a cabo el "Programa
Ambiental de México" para la modernización y fortalecimiento
de su capacidad de gestión ambiental y de análisis e
implementación de políticas ambientales en el país.
En el Programa Sectorial Ambiental de México que se lleva
a
cabo actualmente con recursos provenientes del crédito del
Banco Mundial, se incluye una subcomponente relativa a la
normatividad ambiental, la cual considera entre sus objetivos
fundamentales, la elaboración y expedición de Normas Oficiales
Mexicanas.
La Ley General del Equilibrio Ecológico y Protección al
Ambiente establece que le corresponde a la Secretaria de
Desarrollo Social la formulación de Normas Oficiales Mexicanas
que especifiquen los niveles máximos permisibles de emisión
por contaminante y por fuente de contaminación.
La Secretaría de Desarrollo Social a través de la
Dirección General de Normatividad Ambiental ha contratado los
servicios de Corporación Radian S .A . de C .V ., una empresa
consultora con amplia experiencia en el soporte y elaboración
de normatividad ambiental, con el objeto de formular la Norma
Oficial Mexicana que establezca los niveles máximos
permisibles de emisión a la atmósfera de materiales
particulados y gases en la industria del hierro y el acero.
CORPORACION RADIAN S .A . DE C .V .
1-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Es necesario controlar estas emisiones, a través del
establecimiento de niveles máximos permisibles con el fin de
asegurar la preservación del equilibrio ecológico, la salud
humana y la protección al ambiente.
1 .1 OBJETIVO
Elaborar la Norma Oficial Mexicana que establezca los
niveles máximos permisibles de emisión de materiales
particulados y gases en la industria del hierro y el acero
para los diferentes tipos de proceso existentes en el país.
CORPORACION RADIAN S .A . DE C .V .
1-2
2 . Desarrollo del Estudio
Primera Parte
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA DE CONTENIDO
Desarrollo del Estudio
Primera Parte
CAPITULO 2 .
CARACTERIZACION GENERAL DE LA INDUSTRIA DEL HIERRO
Y EL ACERO
2 .1 ANTECEDENTES
2-1
2 .2 MATERIAS PRIMAS, PRODUCTOS Y PROCESOS 2-2
2 .2 .1 Minería de Hierro
2 .2 .2 Tipo de Explotación
2 .2 .3 Beneficio del Mineral 2 .2 .3 .1 Proceso de Medio Pesado
2 .2 .3 .2 Proceso de Pulsadores
2 .2 .3 .3 peletización
2 .2 .4 Sinterización
2 .2 .4 .1 Materias Primas
2 .2 .4 .2 Proceso
2 .2 .5 Coquización
2 .2 .6 Alto Horno
- 2 .2 .6 .1 Operación
2 .2 .7 Reducción Directa
2 .2 .7 .1 Materias Primas 2 .2 .7 .2 Proceso de Reducción Directa
2 .2 .8 Horno de Cubilote
2 .2 .8 .1 Zonas del Horno de Cubilote
2 .2 .8 .2 Revestimiento del Horno
de Cubilote
2 .2 .8 .3 Cama de Coque 2 .2 .8 .4 Operación del Horno de Cubilote
2 .2 .8 .5 Materia Prima del Horno de
Cubilote
2 .2 .9 Aceración
2 .2 .9 .1 Convertidores 2 .2 .9 .2 Proceso B .O .F
2 .2 .9 .3 Horno de Hogar Abierto
2 .2 .9 .4 Hornos Eléctricos
2 .2 .10 Vaciado
2 .2 .11 Ferroaleaciones
2 .2 .12 Procesos de Transformación 2 .2 .12 .1 Procesos primarios
2 .2 .12 .2 Procesos secundarios
CORPORACION RADIAN S .A . DE C .V.
2-2
2-3
2-4
2-4
2-5
2-7
2-9
2-10
2-11
2-12
2-15
2-16
2-19
2-19
2-21
2-26
2-27
2-29
2-30
2-31
2-33
2-36
2-36
2-37
2-41
2-43
2-46
2-46
2-48
2-48
2-52
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
CAPITULO 3 .
CARACTERIZACION AMBIENTAL DE LA INDUSTRIA DEL
HIERRO Y EL ACERO
3 .1 PRODUCCION DE HIERRO Y ACERO
3 .1 .1 Fabricación de hierro
3 .1 .2 Preparación del Mineral de Hierro
3 .1 .3 Sinterizado
3 .1 .3 .1 Descripción del Proceso
3 .1 .3 .2 Naturaleza de las emisiones 3 .1 .4 Peletizado
3 .1 .5 Altos Hornos
3 .1 .5 .1 Descripción del Proceso
3 .1 .5 .2 Naturaleza de los gases de salida
3 .1 .5 .3 Emisiones al Aire
3 .1 .5 .4 Reducción Directa del
Mineral de Hierro
3 .1 .6 Fundición de Hierro Gris 3 .1 .6 .1 Cubilete
3 .1 .6 .1 .1 Descripción del Proceso 3 .1 .6 .1 .2 Naturaleza de las Emisiones 3 .1 .6 .2 Hornos de Hogar Abierto 3 .1 .6 .2 .1 Descripción del Proceso 3 .1 .6 .2 .2 Naturaleza de las Emisiones 3 .1 .6 .3 Convertidores
3 .1 .6 .3 .1 Descripción del Proceso
3 .1 .6 .3 .2 Naturaleza de las Emisiones 3 .1 .6 .3 .3 Emisiones de humos Secundarios
3 .1 .6 .4 Convertidores de Soplado por el Fondo
3 .1 .7 Hornos Eléctricos de Fusión
3 .1 .8 Hornos de Resistencia
3 .1 .9 Hornos de Arco Directo
3 .1 .9 .1 Descripción del Proceso
3 .1 .9 .2 Naturaleza de las emisiones 3 .2 TECNOLOGIAS DE CONTROL DE LAS EMISIONES A LA
ATMOSFERA EXISTENTES EN LA PLANTA PRODUCTIVA
MEXICANA Y SU COMPARACION CON TRES PAISES
DESARROLLADOS
3 .2 .1 Selección de los Equipos de Depuración
en los procesos de fabricación del hierro,
Sinterizado y alto horno 3 .2 .2 Equipo de Control en los Procesos de
Peletizado y Altos Hornos
3 .2 .3 Control de las Emisiones de los Procesos
CORPORACION RADIAN S .A . DE C .V .
3-1
3-1
3-2
3-3
3-4
3-5
3-6
3-7
3-7
3-8
3-9
3-10
3-11
3-11
3-12
3-13
3-14
3-14
3-16
3-17
3-17
3-20
3-21
3-22
1 3-22
3-23
3-23
3-23
3-24
3-29
3-31
3-33
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de Reducción Directa del Mineral de Hierro
y Fundición de Hierro Gris 3 .2 .4 Control de las Emisiones de otras
Operaciones dentro de la Fundición 3 .2 .5 Control de la Contaminación Atmosférica
de los Procesos de los Hornos de Hogar Abierto
3 .2 .6 Equipos de Control de Emisiones de
los Convertidores
3 .2 .7 Equipos de Control de Emisiones
de los Hornos Eléctricos
3 .2 .8 Selección del Equipo Depurador 3 .2 .9 Sistemas de Control de Emsiones en los
Procesos de Laminación
3 .2 .10 Control de Emisiones de Partículas 3 .2 .10 .1 Ciclones
3 .2 .10 .2 Filtros de Bolsa 3 .2 .10 .3 Precipitadores Electrostáticos
3 .2 .10 .4 Lavadores Húmedos de ionización
3 .2 .10 .5 Lavadores Húmedos
3 .2 .11 Equipos de monitoreo y
control de contaminantes 3 .2 .11 .1 Monitoreo de Sistemas de Fundición
3 .2 .12 Monitoreo de Dispositivos de
Control de Contaminación
3 .2 .13 Equipo de Monitoreo de Emisiones Continuas 3 .2 .13 .1 Sistemas de Muestreo
3 .2 .13 .2 Sistemas Extractivos
3 .2 .13 .3 Sistemas in-situ
3 .2 .14 Analizadores de Gas 3 .2 .14 .1 Analizadores, de Infrarrojo
No Dispersivos
3 .2 .14 .2 Analizadores de Infrarrojo por
transformadas de Fourier 3 .2 .14 .3 Analizadores Ultravioleta
No Dispersivos
3 .2 .14 .4 Analizadores de quimioluminiscencia
3 .2 .14 .5 Analizadores de fotoluminiscencia
3 .2 .14 .6 Analizadores de fotografía de flama
3 .2 .14 .7 Analizadores polarográficos 3 .2 .14 .8 Analizadores electrocataliticos
3 .2 .14 .9 Transmisómetros
3 .2 .15 Sistemas de Adquisición y
Registro de Información
3 .3 TOXICIDAD DE LOS CONTAMINANTES Y SU
MAGNITUD EN EL RIESGO PARA LA SALUD Y
PARA LOS ECOSISTEMAS CORPORACION RADIAN S .A . DE C .V .
3-33
3-34
3-34
3-35
3-37
3-38
3-39
3-39
3-40
3-41
3-42
3-43
3-44
3-45
3-46
3-53
3-54
3-54
3-55
3-57
3-58
3-58
3-59
3-59
3-59
3-60
3-60
3-60
3-61
3-61
3-62
3-63
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .3 .1 Oxidos de Azufre y Partículas en Suspensión
3 .3 .1 .1 Fuentes
3 .3 .1 .2 Concentraciones y exposiciones
en el ambiente
3 .3 .1 .3 Absorción, distribución y eliminación 3 .3 .1 .4 Efectos sobre los animales
de experimentación 3 .3 .1 .5 Efectos sobre el hombre
3 .3 .1 .6 Evaluación de los riesgos para la salud
3 .3 .2 Oxidos de Nitrógeno 3 .3 .2 .1 Fuentes
3 .3 .2 .2 Niveles y exposiciones en el ambiente 3 .3 .2 .3 Efectos sobre los animales
de experimentación 3 .3 .2 .4 Efectos en el hombre
3 .3 .2 .5 Evaluación de los riesgos de salud 3 .3 .3 Oxidantes Fotoquímicas 3 .3 .3 .1 Fuentes
3 .3 .3 .2 Concentraciones y
exposiciones ambientales 3 .3 .3 .3 Efectos en animales
de experimentación 3 .3 .3 .4 Efectos en el hombre
3 .3 .3 .5 Evaluación de los riesgos para la salud
3 .3 .4 Monóxido de Carbono 3 .3 .4 .1 Fuente
3 .3 .4 .2 Concentraciones ambientales
3 .3 .4 .3 Efectos en animales de experimentación 3 .3 .4 .4 Efectos en el hombre
3 .3 .4 .5 Evaluación de los riesgos para la salud 3 .3 .5 Plomo
3 .3 .5 .1 Fuentes
3 .3.5 .2 Metabolismo
3 .3 .5 .3 Estudios experimentales sobre
los efectos del plomo 3 .3 .5 .4 Estudios clínicos y epidemiológicos
sobre los efectos del plomo 3 .4 MODELOS PARA LA SIMULACION DE DISPERSION
DE CONTAMINANTES
3 .4 .1 Modelos de dispersión de fuente
puntual y linea flotante
3 .4 .2 Caline-3
3 .4 .3 Modelo de Dispersión Climatológica 3 .4 .4 Algoritmo de Pluma Gaussiana para
Calidad del Aire de Fuente Múltiples
3 .4 .5 Modelo Complejo de Fuentes Industriales CORPORACION RADIAN S .A . DE C .V .
3-63
3-63
3-64
3-66
3-68
3-69
3-72
3-74
3-74
3-75
3-76
3-80
3-83
3-85
3-85
3-86
3-88
3-91
3-97
3-98
3-98
3-99
3-100
3-101
3-105
3-107
3-107
3-111
3-112
3-114
3-116
3-117
3-119
3-121
3-124
3-126
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .4 .6 Algoritmo de dispersión Gaussiana
de punto múltiple con ajuste de terreno
3 .4 .7 Modelo de Fuente Individual CAPITULO 4 .
EVALUACION DE LA CONTAMINACION DE LAS
INSTALACIONES
4 .1 CRITERIOS Y TECNICAS DE MUESTREO
3-129
3-131
4-1
4-3
4 .1 .1 Puertos de Muestreo
4 .1 .1 .1 Ubicación del Puerto 4 .1 .1 .2 Tipos de Puerto
4 .1 .1 .3 Instalación del Puerto 4 .1 .1 .4 Número de Puertos Requerido 4 .1 .2 Plataforma de Trabajo
4 .1 .2 .1 Tamaño de la Plataforma 4 .1 .2 .2 Acceso a la Plataforma 4-3
4-3
4-3
4-3
4-4
4-4
4-4
4-4
4 .1 .2 .3 Carga en la Plataforma 4 .1 .3 Abastecimiento de Energía 4 .1 .3 .1 Plataforma
4 .1 .3 .2 Base de la Plataforma
4-4
4-5
4-5
4-5
4 .2 FORMATO PARA REPORTAR LAS PRUEBAS DE EMISIONES
4-5
4 .3 METODOLOGIA Y APARATOS DE MEDICION A UTILIZAR
4-8
4 .3 .1 Medición de la tasa del flujo volumétrico
y la velocidad del gas en la chimenea
4 .3 .2 Medición de Partículas
4 .3 .3 Equipo de Muestreo
4 .3 .4 Equipo de Análisis de Muestra 4-8
4-9
4-10
4-11
4 .4 CRITERIOS Y TECNICAS DE MUESTREO
4-11
4 .5 RESULTADOS DE MUESTREO DE LA EPA
4-13
4 .6 RESULTADOS DE MUESTREOS REALIZADOS EN MEXICO
4-13
4 .6 .1 Empresas Participantes en el Muestreo 4-14
4 .6 .2 Desarrollo de los Muestreos 4-14
4 .6 .2 .1 Métodos y Procedimientos de Muestreo—4-15
4 .6 .2 .2 Equipo utilizado
4-15
4 .6 .3 Alto Horno
4-17
4 .6 .3 .1 Datos del Horno
4-17
CORPORACION RADIAN S .A . DE C .V .
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 .6 .3 .2 Datos de operación
4 .6 .3 .3 Resultados del Muestreo 4 .6 .4 Convertidor II (B .O .F .)
4 .6 .4 .1 Datos del Horno
4 .6 .4 .2 Datos de Operación
4 .6 .4 .3 Datos del Sistema de Control 4 .6 .4 .4 Resultados del Muestreo
4 .6 .5 Cubilote
4 .6 .5 .1 Datos de Operación
4 .6 .5 .2 Datos del Sistema de Control
4 .6 .5 .3 Resultados del Muestreo
4 .6 .6 Horno de Arco Eléctrico
4 .6 .6 .1 Datos del Horno
4 .6 .6 .2 Datos de Operación
4 .6 .6 .3 Datos del Sistema de Control 4 .6 .6 .4 Resultados del Muestreo
CAPITULO 5 .
INTEGRACION DE LA INFORMACION DE LA
NORMATIVIDAD INTERNACIONAL EN MATERIA DE
GASES Y pARTICULAS PROVENIENTE DE LA
INDUSTRIA DEL HIERRO Y EL ACERO
5 .1 RESUMEN DE LAS NORMAS INTERNACIONALES
ACERCA DE LAS EMISIONES A LA ATMOSFERA
PROVENIENTES DE LA INDUSTRIA DEL HIERRO
Y DEL ACERO
5 .1 .1 República Federal Alemana 5 .1 .1 .1
Plantas para la obtención
de hierro
5 .1 .1 .2
Plantas para la producción
de acero con convertidores,
hornos de arco eléctrico y
plantas de fundición al vacío
5 .1 .1 .2 .1 Plantas de fundición de
acero y hierro colado
5 .1 .1 .2 .2 Planta de electrofundido
de escorias
5 .1 .2 Japón
5 .1 .2 .1
Estándar de emisión para
dióxidos de azufre 5 .1 .2 .2
Estándar de emisión para óxidos
de nitrógeno
5 .1 .2 .3
Estándar de emisión de hollín
y polvos
5 .1 .2 .4
Estándar de emisión de polvos CORPORACION RADIAN S .A . DE C .V.
4-17
4-17
4-24
4-24
4-24
4-24
4-31
4-31
4-31
4-31
4-31
4-38
4-38
4-39
4-39
4-39
5-1
5-1
5-1
5-2
5-2
5-2
5-4
5-4
5-6
5-7
5-8
5-8
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Estándar de emisión de partículas . . . .5-9
.1 .2 .5
5-10
5 .1 .2 .6
Sustancias peligrosas 5-11
5 .1 .3
Estados Unidos
5
5 .1 .3 .1
5 .1 .3 .2
Hornos de Arco Eléctrico
Convertidores BOF
5-11
5-12
5 .2 COMPARACION DE ESTANDARES DE PARTICULAS Y
GASES PROVENIENTES DE LA INDUSTRIA DEL
HIERRO Y EL ACERO
5-14
5 .3 NORMATIVIDAD NACIONAL EN MATERIA DE PREVENCION Y
CONTROL DE LA CONTAMINACION A LA ATMOSFERA 5-14
CORPORACION RADIAN S .A . DE C .V .
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
INDICE DE TABLAS Y FIGURAS
TABLA 3-1 PROCESOS DE METALES FERROSOS
TABLA 3-2 FACTORES DE EMISION DE PARTICULAS Y EMISIONES GASEOSAS
TABLA 3-3 EMISIONES DE CONTAMINANTES A LA ATMOSFERA PROVENIENTES
DEL PROCESO DE FABRICACION DE HIERRO Y ACERO
TABLA 3-4 CLASIFICACION GENERAL PARA LAS PRINCIPALES FUENTES DE
CONTAMINACION
TABLA 3-5 TIPOS DE TERMOPARES
TABLA 3-6 PARAMETROS DE OPERACION E INSTRUMENTOS DE MONITOREO
PARA DISPOSTIVOS DE CONTROL DE CONTAMINACION
TABLA 3-7 TECNICAS ANALITICAS PARA MEDICIONES DE CONSTITUYENTES
DE EMISIONES
TABLA 4-1 RESULTADOS DEL MUESTREO EN EL ALTO HORNO
TABLA 4-2 RESULTADOS DEL MUESTREO EN EL CONVERTIDOR B .O .F.
TABLA 4-3 RESULTADOS DEL MUESTREO EN EL CUBILOTE
TABLA 4-4 RESULTADOS DEL MUESTREO EN EL HORNO DE ARCO ELECTRICO
FIGURA 2-1
DIAGRAMA DE FLUJO DE UNA PLANTA DE BENEFICIO DE
MINERAL DE HIERRO
FIGURA 2-2
DIAGRAMA DE FLUJO DE UNA PLANTA PELITIZADORA
FIGURA 2-3
DIAGRAMA DE FLUJO DE UNA PLANTA DE ALTO HORNO
FIGURA 2-4
DIAGRAMA DE PROCESO HYL
CORPORACION RADIAN S .A . DE C .V .
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
FIGURA 2-5
DIAGRAMA DE FLUJO DEL PROCESO DE PRODUCCION DEL
ACERO
FIGURA 2-6
ACERACION POR CONVERTIDOR BOF
FIGURA 2-7
DIAGRAMA DE FLUJO DE ACERACION EN HORNO DE HOGAR
ABIERTO
FIGURA 2-8
DIAGRAMA DE FLUJO DE LAMINACION DE BARRAS Y
PERFILES
FIGURA 2-9
DIAGRAMA DE FLUJO DE LAMINACION EN CALIENTE DE
PRODUCTOS PLANOS
FIGURA 3-1
PROCESOS DE PRODUCCION DE HIERRO Y ACERO
FIGURA 3-2
SISTEMAS DE CONTROL DE EMISIONES EN CUBILOTES
FIGURA 3-3
HORNOS DE ACERACION DE ARCO ELECTRICO
FIGURA 3-4
SISTEMA bEPURADOR DE GASES DEL ALTO HORNO
FIGURA 3-5
CONVERTIDORES PARA ACERACION : (a) CONVERTIDOR L .D.
(b) CONVERTIDOR Q-BOP
FIGURA 3-6
CAPTACION DE HUMOS DEL HORNO DE ARCO ELECTRICO
(a) METODO DIRECTO (b) METODO COMBINADO
FIGURA 3-7
SISTEMA DE EXTRACCION PARA HORNOS DE ARCO
ELECTRICO
FIGURA 3-8
DIAGRAMA DE FLUJO DEL SISTEMA DE MONITOREO
CONTINUO
FIGURA 4-1
EMISION DE PARTICULAS DE LOS TALLERES DE HORNO DE
ARCO ELECTRICO (gr/scdf)
FIGURA 4-2
EMISION DE PARTICULAS (lb/hr) DE LOS TALLERES DE
HORNO DE ARCO ELECTRICO
FIGURA 4-3
EMISIONES DE MONOXIDO DE CARBONO DE HORNO DE ARCO
ELECTRICO
CORPORACION RADIAN S .A . DE C .V .
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
2 .0 CARACTERIZACION GENERAL DE LA INDUSTRIA DEL HIERRO .Y EL ACERO
2 .1 ANTECEDENTES
Esta sección presenta una relación de la industria
'de fabricación de hierro y acero en el territorio
nacional a través de listados emitidos por diferentes
dependencias (Apéndices I-VIII) a fin de establecer la
magnitud, clasificación, distribución geográfica, tipos
de procesos utilizados, materias primas y volumen de
producción de dicha industria.
En el Apéndice I se presenta el listado de las once
principales industrias de hierro y acero en el país
localizadas en los estados de Coahuila, Colima,
Michoacán, Nuevo León, Veracruz, Jalisco, Yucatán y San
Luis Potosí.
El Apéndice II muestra las principales industrias
localizadas en el Zona Metropolitana de la Ciudad de
México (ZMCM).
La microindustria del hierro y del acero localizada
en la ZMCM y registrada en la Cámara Nacional de la
Industria de la Transformación (CANACINTRA) se lista en
el Apéndice III.
El Apéndice IV presenta un listado del resto de la
microindustria en el país registrada ante la misma
Cámara . La Sección 2 .2 de este capítulo presenta las
CORPORACION
RADIAN S .A . DE C .V .
2-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
materias primas, una descripción detallada de los
procesos utilizados y los productos obtenidos en la
elaboración de hierro y acero.
En el Apéndice V se listan las industrias nacionales
agrupadas por indice de producto, según su registro ante
la Cámara Nacional de la Industria de hierro y acero
(CANACERO).
En el Apéndice VI se muestran cuadros estadísticos
sobre volúmenes dé producción y exportación nacionales y
comparaciones con Latinoamérica y el resto del mundo.
El Apéndice VII señala las industrias productoras
agrupadas según el Consejo Coordinador de CANACERO a que
pertenecen y presenta una lista por orden alfabético de
todas las industrias de hierro y acero registradas ante
la CANACERO en el año de 1992.
En el Apéndice VIII se presenta un listado de las
Plantas de Fundición del Valle de México registradas
dentro del Sistema Nacional de Fuentes Fijas de la
SEDUE).
2 .2 MATERIAS PRIMAS, PRODUCTOS Y PROCESOS
2 .2 .1
MINERIA DE HIERRO
El hierro, a escala industrial, se obtiene a
partir de sus minerales los cuales, al igual que los
combustibles requeridos, contienen impurezas no
deseadas . Aunque el hierro se encuentra presente en
CORPORACION RADIAN S .A . DE C .V .
2-2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
un número muy amplio de alrededor de 200 minerales
distintos,
los depósitos que presentan una
importancia comercial resultan relativamente
escasos, porque su valor depende de los siguientes
factores:
a)
El contenido de fierro, que de preferencia debe
ser elevado.
b)
El depósito de mineral debe estar localizado de
manera favorable con respecto a medios de
comunicación y transporte.
c)
En caso de ser relativamente pobre en Fe, o de
contener impurezas no deseadas, el proceso de
beneficio debe posibilitar la eliminación de
los componentes indeseables y la producción
económicamente factible de un concentrado
adecuado para su aglomeración ya sea por
sinterización por peletización.
De acuerdo a su composición química, los
minerales de hierro más comúnmente utilizados se
clasifican en tres grandes grupos : óxidos,
carbonatos y sulfuros . En México, prácticamente se
utilizan exclusivamente los óxidos.
2 .2 .2
Tipo de Explotación
Generalmente, el mineral de hierro se extrae a
través del procedimiento de Tajo Abierto, que
consiste en desgajar el yacimiento en su superficie
CORPORACION RADIAN S .A . DE C .V .
2-3
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
empleando para esto explosivos y formando bancos o
niveles sucesivos de explotación.
El mineral se transporta desde los bancos hasta
la sección de triturado, en donde el mineral se
tritura y se separa según sus dimensiones, hasta
obtener un material uniforme, generalmente menor de
50 .8 mm, (2"), y enviándolo a una pila de mineral.
2 .2 .3 Beneficio del Mineral
El concepto de beneficio comprende todos los
métodos utilizados para mejorar las características
físicas y químicas del mineral de hierro que será
utilizado como carga en los hornos . Debido a las
diferencias de estructura y contenido de mineral en
los diferentes depósitos, los procesos de beneficio
varían considerablemente . Para el beneficio del
mineral se utilizan tres procesos:
2 .2 .3 .1
Proceso de Medio Pesado
Este proceso se utiliza para material cuyo
diámetro se encuentra dentro de un rango de
7 .93 a 50 .8 mm y se basa en el principio de
"flotación o sedimentación" de los sólidos
contenidos en un liquido, según la relación de
densidades relativas . Cuando se cuenta con dos
secciones de medio pesado, el proceso se
realiza en las siguientes etapas:
El mineral entre 7 .93 mm y 50 .8 mm se
CORPORACION RADIAN S .A . DE C .V .
2-4
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
mezcla con magnetita y agua, formando una
pulpa que se conduce a los tambores
separadores, los cuales cuentan de una
serie de aletas perforadas que levantan el
mineral precipitado y lo depositan en un
canalón de arrastre, mientras que el
mineral que flota y forma las "colas" se
arrastra a través de la boca del tambor y
sale por la corriente del medio pesado.
Ambas corrientes, la de productos
concentrados y la de colas, se descargan a
sus respectivas cribas sacudidoras, donde
se recupera la mayor parte del medio
pesado que regresa al circuito.
Los dos productos pasan a una segunda
sección de cribas donde se lavan con agua
a presión para recuperar la magnetita que
no se alcanzó a separar en el primer
cribado y se clasifican y separan mediante
cribas, de acuerdo a especificaciones.
2 .2 .3 .2
Proceso de Pulsadores
Este proceso se aplica para material cuyo
diámetro se encuentra dentro de un rango de
7 .93 mm a 9 .5 mm.
El producto de más de 7 .93 mm que
representa un 25% a 30% de la carga total
CORPORACION RADIAN S .A . DE C .V .
2-5
NOM - EMISIONES EN LA INDUSTRIA"DEL HIERRO Y EL ACERO
alimentada a la carga de beneficio, se somete
al proceso de pulsadores que cuenta con los
siguientes pasos:
Se recibe el material y se clasifica mediante
una criba vibratoria donde el mineral pierde
parte del agua . El producto desaguado pasa a
una tolva cónica que lo lleva mediante un
alimentador Jeffrey, a un transportador que lo
entrega a los pulsadores de la sección de
finos.
Los pulsadores son de tipo diafragma, en los
que la concentración del material se lleva a
cabo mediante una forma especial de
sedimentación que consiste en una distribución
de partículas en capas de diferentes
densidades, separadas convenientemente . Los
pulsadores son depósitos de sección transversal
piramidal, que poseen placas perforadas que
forman la cama inclinada . Los movimientos
sucesivos de pulsaciones de agua hacen que los
precipitados desciendan hasta alcanzar el
rebosadero.
El material que se reduce de tamaño en el
transcurso del proceso, se manda a desperdicio
y el restante se manda al apilado de mineral
fino . En esta forma se logran recuperaciones
del orden de 78% en peso y de 96% en contenido
de metal en cada una de las secciones.
CORPORACION RADIAN S .A . DE C .V .
2-6
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
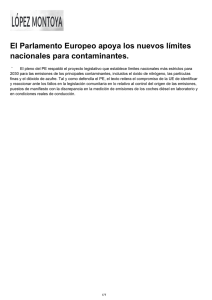
En la figura 2-1 se muestra el diagrama de
flujo del proceso de beneficio de mineral de hierro.
2 .2 .3 .3 Peletización
Este proceso se aplica para material con
diámetros menores a 9 .5 mm y con alto azufre.
Con el fin de aprovechar el mineral con dichas
carateristicas, al cuál no se le puede aplicar el
beneficio por los métodos anteriores, se desarrolló
el método de beneficio por flotación y peletización.
El proceso de flotación se encuentra dividido
en tres fases principales.
Alimentación:
Se recibe el material pulverulento y el
material de alto azufre es recibido . El de alto
azufre se tritura hasta alcanzar un diámetro
menor de 19 mm y se apilan por separado
formando dos pilas, una de material
pulverulento y otra de alto azufre.
Molienda y Concentración:
El mineral de alto azufre entra a un
molino de bolas primario, perteneciente a un
circuito cerrado con tres ciclones, donde la
parte espesa retorna al molino y el producto
fino genera concentrados de más de 65% de
hierro . La fracción no magnética pasa a dos
CORPORACION RADIAN S .A . DE C .V .
2-7
J
23
a Planta de 1'Irns No . 2
50
I
55
24 I'Inü -3nZ8 "
a cmbaroucy
e
"-a
-3!8"
S1
-1 1
54
- 30
16
2:
59
`'
a3 r
Trozo -1 1/4"+3/8 a cmbaraue
2 1/r
12
5
6
5
3 .8
-5/l6
-2'e5
- 5'16
V
f2
ti
a nl
'100010
nI ~
3u
ll . t+11r2"
-
®
I0
..
11 n
exeedernc
29
13
3 .i . (X)r) trsru . -
°
12
3b
35
38
1$
42
m
Y
15
ludo
jalero
18
-1 .5
fl,
5 m
I)
~
a
Perforadora Rotaria_
2 1 Pala Mecinica Esp . 5 Tons.
3 3 Camiones Cap . 25 Tons.
4 1 Cn'ba 8'6" x 8'7" Abertura 115".
S 7 Alimentadores Jeffrey 300 TPFL
6 2 Cribas Deister S' x 8'.
7 1 Quebradora la . A-C 36" x SS- .
$ 1 Transport ador No. 1.
9 1 Ceba fija S'S" x 4'4- Abertura r.
10 1 Cnba Vibratoria Nklgua 5 ' x r.
11 1 Quebradora 2a. A.C. tr x 60".
12 1 Transportador No . L
13 1 P4a de Mineral Todo-uno de V.
14 1 Transportador No. 3.
1S 1 Deantador 100' de diámetro.
16 1 Transportador No. 21.
17 1 Pila Mineral Pulverulento de - Vs".
18 1 Criba fija Desaguadora.
19 1 Clasificador de S4' de concentrados.
20 1 Clasificador de 54" . de colas.
21 1 Tranaporsador No. 8.
22 1 Tai ra de Desperdicio cap . SO Toas.
11
i
-5r16"-h5 m
23 1 Transportador No . 15.
24 1 Transportador No. 14.
2S 1 Transportador No. 1S.
26 1 Transportador No. 29.
27 2 Cribas Ty-Rock de 6' x 14'.
28 1 Clasificador de 78".
29 1 Transportador No . 9.
30 1 Transportador No . 10.
31 1 Tolva de Foses cap . 300 Tons.
32 1 Alimentador Suntron 90 TPH.
33 2 Pulsadores Primarios 5' x 16'.
34 2 Pulsadores Secundarios 5' X 11":
3S 2 Tambores Separadores 10' x 10'.
36 2 Galas Desaguador de Mira- A.0 6' X 6'.
37 2 Cribas Desaguados roca A .C. 6' x 6'.
38 2 Cribas lavadoras Mineral S' X 16'.
39 2 Gibas lavadoras roca &C S' x 16'.
40 1 Tren Portador Adiciona] Na 27.
41 1 Tren Portador Adicional No . 2S.
42 1 Transportador No . 26.
43 1 Transportador No. 4.
44 1 Transportador No . 5.
45 2 Cribas V b atorlas de 3' x 6'.
46 1 Transportador No. 6.
47 1 Transportador No . 7.
48 1 Carro de ferroariL
49 1 Tolva Embarque cap . 120 Torts50 1 Torva Mineral TfE ap . 1,000 Tons.
Sl 1 Transportador No. 30.
S2 1 Tren Portador No . 22.
53 1 Transportdor No. 25.
54 1 Transportador No . 12.
S5 1 Transportador No. 24.
56 1 Transportador No . 11.
S7 1 Quebradora 3a. A.0 5" X 84".
58 2 Cribas Link-belt 6' x 14'.
59 1 Cn'aa Filtro de S' x 6'.
A.—Trozo Roen de especifiaclbn
mayor de 1 Va ".
S.—Trozo normal entre 1Ya" y 54".
. Trozo dsko entre y y Va .
C
D .—Frnos de 5/16 ' + 65 M.
FIGURA 2-1 . DIAGRAMA DE FLUJO DE UNA PLANTA DE BENEFICIO
DE MINERAL DE HIERRO
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
etapas integradas de deslame, la primera por
una batería de tres ciclones y la segunda por
otra batería de 16 ciclones de diámetros
inferiores . En seguida, la pulpa obtenida con
un 44% de sólidos en suspensión pasa a un
espesador que alimenta el proceso de flotación
con un producto con un 65% de sólidos . Este
proceso cuenta con dos acondicionadores
dispuestos en serie, donde se adicionan ácido
sulfúrico y oléico . La pulpa acondicionada con
29 .4% de sólidos entra a cuatro celdas
primarias, donde se obtienen colas finales y un
concentrado sucio que entra a tres celdas
limpiadoras, iguales a las anteriores, de donde
sale un concentrado limpio final y concentrados
limpios que retornan a la flotación primaria.
El mineral pulverulento menor de 9 .5 mm se
coloca en un molino de bolas, cuya descarga se
une con el concentrado de flotación y con el
magnético del mineral de alto azufre para
alimentar una batería de tres ciclones en
circuito cerrado y producir así un material
grueso que regresa a remolienda, además de un
producto de finos, que es adecuado para la
elaboración de pélets y se almacena en el
espesador de concentrados.
Peletización:
La pulpa obtenida con un 50% de mineral
pulverulento y otro 50% de mineral de alto
azufre, entra a un distribuidor que alimenta
CORPORACION RADIAN S .A . DE C .V .
2-8
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
por igual a dos filtros que descargan en dos
básculas de banda, abasteciendo a los
mezcladores, donde se añade bentonita o cal
hidratada como aglutinante para que finalmente
se alimenten los dos discos peletizadores . Los
pélets obtenidos son transportados a un sistema
de cribado común, donde se desechan los tamaños
menores de 6 .35 mm y mayores a 15 .8 mm y
posteriormente se desintegran para pasar al
tanque espesador.
Los pélets se cargan sobre una banda
continua que viaja a través de una zona de
secado a 370 °C y depués a una zona de
precalentado a 1300 °C . Los pélets
precalentados pasan a un horno rotatorio para
endurecimiento a 1300 °C, después pasan a un
enfriador anular y finalmente se descargan a
menos de 210 °C de temperatura . Los pélets
cocidos se remueven de la parrilla y se apilan
mediante un transportador de banda para
almacenamiento.
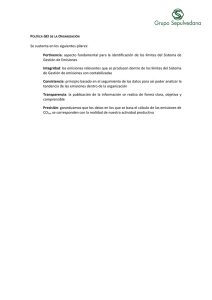
La Figura 2-2 muestra el diagrama de flujo
de una planta peletizadora.
2 .2 .4
SINTERIZACION
Por medio de este proceso se aprovechan los
finos producidos en las minas, el polvillo de los
colectores de los altos hornos, el polvo de los
decantadores de las lavadoras de gas del alto horno,
CORPORACION RADIAN S .A . DE C .V .
2-9
a
Lill 1)e Plants de Concenrrarlón
Distribuidor
Compresor
Tolva de
bentonita '
A limentador.
a3inx: ntudur de disco
bascuue
ü
rcdhazo de dlscosi filtros
pelets
+ S/3"
Por camiones
Pl á nta de
' nee na llama deConcentra- rra .ión
cion
Ventilador
ntiládor
regulador de
Temperatura.
patio
de
ventl!ldo
de enfriamiento
-~~~v pelets
-s
cocidos
0descargador
alma_.
cefiamfenro .
FIGURA 2-2 . DIAGRAMA DE FLUJO DE UNA PLANTA PELETIZADORA
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
las escamas de los sistemas de desoxidación de los
molinos y algunas escorias, mejorando el rendimiento
general de la materia prima en el proceso de
elaboración de arrabio o hierro de primera fusión.
2 .2 .4 .1 Materias Primas
Las materias primas principales necesarias
para la formación del
siguientes:
sinter,
son las
- Mineral de Hierro
Se puede dividir en:
-
Finos de Minerales de Hierro .- resultan de
los procesos de molienda y concentración
en minas.
Recuperados .- están formados por la
escoria de los hornos Siemens-Martin,
polvo desprendido durante el proceso de
reducción en un alto horno, finos de
sinter que se producen en la misma planta
y durante el transporte del mismo hacia el
alto horno y rebabas de acero.
Coque .- se utiliza como combustible con el
objeto de elevar la temperatura de la
mezcla hasta alcanzar la fusión de las
partículas y así iniciar la aglomeración.
CORPORACION RADIAN S .A . DE C .V .
2-10
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Fundentes .- se utilizan para separar
fierro de sus impurezas en forma
escoria y se agregan en el proceso
sinterización . Durante el proceso
el
de
de
se
forman dos tipos de escoria, las cuales se
unen a los óxidos de hierro,
proporcionándoles mayor adhesión mecánica
a las partículas y aumentando así la
calidad del sinter . Los fundentes que se
utilizan son la dolomita y la caliza.
2 .2 .4 .2 Proceso
El proceso de Sinterización consiste en la
colocación sobre una parrilla de la mezcla homogénea
de minerales finos, combustibles, fundentes y los
finos de retorno producidos durante el cribado del
sinter dentro de la planta . La capa superficial de
las partículas finas se aglomera por transferencia
de calor y fusión incipiente de la masa . El calor
se genera al quemarse el combustible sólido mezclado
con los fundentes y el mineral fino por aglomerar.
La combustión se inicia quemando el combustible
expuesto en la superficie, por lo que se origina una
zona estrecha de alta temperatura que se mueve a
través de la capa.
Dentro de esta zona, la superficie de las
partículas llegan a la temperatura de fusión y la
ganga forma una escoria semi-líquida . La unión se
efectúa por medio de la fusión, favoreciendo el
crecimiento del grano y la formación de escoria.
CORPORACION RADIAN S .A . DE C .V .
2-11
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
combustible y los fundentes generan gases
que ocasionan que el material resulte poroso y el
El
aire que entra, enfría y solidifica los bordes
posteriores de la zona de combustión . El producto
consiste en una masa de mineral unido a una matriz
de escoria.
Durante el proceso, el aire de inducción es
precalentado por el sinter a una temperatura
superior a la de la zona de combustión y fusión ; el
calor de los gases de combustión y el exceso de aire
se ceden a la parte inferior de la zona de fusión.
Por este mecanismo, se genera una distribución de
temperaturas a través de la capa, formándose una
1
serie de zonas de características físicoquímicas
diferentes, las cuales son:
*
Zona de Sinter
*
*
*
Zona de combustión y fusión
Zona de calcinación
Zona de precalentamiento y secado
*
Zona húmeda
2 .2 .5
COQUIZACION
En la coquizadora el carbón pasa a una banda
transportadora que lo conduce al patio de carbón,
ahí se tritura, se clasifica y se separan las partes
metálicas y después se le transporta a una tolva
donde se almacenan varios tipos de carbón
dependiendo de su procedencia, para después
mezclarlos en la proporción deseada almacenando la
CORPORACION RADIAN S .A . DE C .V .
2-12
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO YEL ACERO
mezcla en una torre situada sobre los hornos de
coque .
La operación con hornos de coque se divide en
tres fases principales:
Carga de carbón.
La operación se realiza en una máquina
cargadora que posee tolvas para la toma de
carbón de la torre de mezcla, pesándolo con el
fin de tener un control de la carga de cada
horno . Una vez llena la máquina, se desplaza
por una via en la parte superior de los hornos,
hasta el que se encuentra vacía, llenándolos
por gravedad.
Finalizada la operación, la máquina
retorna a la torre para adquirir más carbón,
los orificios del horno se tapan y se acciona
el sistema extractor de aire.
Coquización.
Como el carbón se carga en el horno
caliente, el material en contacto directo con
las paredes se calienta rápidamente . Cuando se
alcanza el punto de fusión, una capa delgada de
carbón se funde . Se llevan a cabo reacciones de
destilación destructiva que suceden rápidamente
en la capa plástica con una gran producción de
productos volátiles . Las reacciones continúan y
CORPORACION RADIAN S .A . DE C .V .
2-13
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
la temperatura aumenta rápidamente, la
plasticidad decrece y finalmente la capa
plástica se solidifica . El coque formado
después de la solidificación contiene una
cantidad considerable de materia volátil, al
mantenerse la temperatura, las reacciones de
destilación continúan con emisiones de gas y
alquitrán . El tiempo que se necesita para la
transformación del carbón en coque es
aproximadamente de 18 hrs . Los gases que se
desprenden se colectan y se envían a la planta
de subproductos para su tratamiento posterior.
Descarga del Coque.
Para la descarga de los hornos, se
necesita la ayuda de tres máquinas auxiliares:
máquina deshornadora, máquina guía y carro de
apagado . La máquina deshornadora quita la
puerta del "lado máquina" e impulsa el coque
por medio de un vástago empujador que recorre
el largo del horno más lo ancho del carro guía.
La máquina guía quita la puerta del lado
contrario "lado coque" y coloca una extensión
de las paredes del horno . Al empujar el coque
la máquina deshornadora cae en la caja del
carro de apagado, que lo transporta a una torre
en donde se rocía con agua,
coque apagado se
descarga en una rampa donde se evapora parte de
la humedad . Después se transporta a la planta
el
de trituración y clasificación . Finalmente el
coque se acarrea por medio de una banda a los
CORPORACION RADIAN S .A . DE C .V .
2-14
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
altos hornos.
De acuerdo al tipo de calentamiento
empleado en los hornos de coquización existen
varios diseños, entre ellos se encuentran el
Koppers, Koppers-Becker, Wilpute y SelmetSolvay.
2 .2 .6
ALTO HORNO
El método más importante en todo el mundo para
beneficiar las menas de hierro es la reducción de
los minerales por medio de coque en el alto horno.
Prácticamente
todo el mineral de hierro minado en
t
México, es alimentado a los altos hornos para
producir arrabio.
El alto horno es un reactor termoquímico que
trabaja a contracorriente a través del contacto de
los gases reductores que ascienden, con la carga
metálica que desciende . Las materias primas
utilizadas son mineral, coque y caliza ; los
productos que se generan son : hierro en lingotes,
escoria y gases.
Para producir una tonelada de arrabio en el
crisol de un alto horno se requieren alrededor de
1,600 kgs de materiales ferrosos, entre 430 y 700
kgs de coque y cerca de 250 a 400 kgs de dolomita y
caliza.
En la parte superior del crisol se requiere
CORPORACION RADIAN S .A . DE C .V .
2-15
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
inyectar entre 2,000 y 3,000 kgs de aire
precalentado mezclado normalmente con aceite
atomizado, gas natural, gas de coque, carbón
pulverizado u oxigeno.
Un alto horno de 4,500 toneladas diarias
consume aproximadamente:
Materiales Ferrosos
7,200 Tons/dia
Caliza y dolomita
1,800 Tons/día
2,800 Tons/día
9,000 Tons/día
Coque
Aire para el soplo
El papel de los materiales ferrosos es
suministrar fierro, que representa cerca del 93 .5%
del arrabio, este se obtiene a partir del sinter,
los pélets y los minerales más utilizados son la
hematita, magnetita y limonita.
Los fundentes (caliza y dolomita) se emplean
objeto de formar una escoria fluida, junto
el
con
con las cenizas del coque y la ganga de la carga
ferrosa, que tenga un bajo punto de solidificación y
una composición química tal que facilite al máximo
la disminución del azufre en el arrabio.
2 .2 .6 .1
Operación
Consiste en cargar la mena, coque y
fundente por el tragante del horno ; las menas
suelen ser óxido férrico o ferrosoférrico.
CORPORACION RADIAN S .A . DE C .V .
2-16
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
El coque tiene dos funciones:
1.-
Producir el calor necesario para efectuar
las reacciones reductoras en la fusión de
la carga.
2.-
Proporcionar el carbono que se emplea para
desprender el oxígeno contenido en los
óxidos de hierro.
La corriente de aire acelera la combustión
del coque produciendo dióxido de carbono que
reduce el resto del mineral . Por su parte, el
fundente forma escoria líquida que absorbe y
separa gran parte de los elementos indeseables
que se encuentran presentes.
El mineral de hierro que entra por el
tragante reacciona con los gases calientes y en
su descenso, el mineral pierde una gran parte
de oxigeno cediéndolo a los gases ascendentes.
Cuando se alcanza una temperatura de 800 °C, el
hierro ha tomado una forma metálica esponjosa y
está revestido e impregnado con carbón
depositado.
Al aumentar la temperatura, la caliza
comienza a perder CO 2 y la cal llega a la zona
de fusión ; la adición de carbón al hierro
esponjoso disminuye el punto de fusión y el
hierro se funde . El hierro escurre y gotea
desde la zona de fusión y atraviesa la columna
CORPORACION RADIAN S .A . DE C .V .
2-17
LINGOTERA
ACERIAS
COKE
!ARRABIO
ESCORIA
ci:
CASA
DE
CHIMENEA
COLECTOR
DE
POLVOS
MINERAL ES
FUNDENTES
AIRE
ATMOSFERICO
TURBO
CALDERA
NERAD<
AIRE FRIO
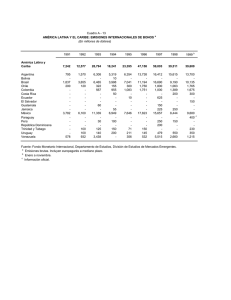
FIGURA 2-3 . DIAGRAMA DE FLUJO DE UNA PLANTA DE ALTO
HORNO
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de coque, del cual absorbe más carbono . De
igual manera, la cal se combina con la escoria
fusible que también escurre hacia el crisol.
El hierro y la escoria fluyen a través de
la carga hasta llegar al crisol, en donde se
separan por diferencia de peso quedando el
hierro en el fondo y la escoria en la
superficie . Posteriormente se sangra el horno a
intervalos por las piqueras (orificios de
colada) las cuales se encuentran en la parte
inferior del mismo . Una vez separado el hierro
y la escoria se cierran las piqueras.
El funcionamiento del alto horno es
continuo, ya que las materias primas se cargan
de modo constante por el tragante, al tiempo
que se está sangrando periódicamente.
En la figura 2-3 se muestra el diagrama de
flujo de una planta de alto horno.
La operación de alto horno comprende:
-
CORPORACION RADIAN S .A . DE C .V .
Puesta en marcha
Encendido
Carga
Colada o sangría (picada)
Descoriado, colada o sangría de
escoria.
Taponado mediante la máquina
taponadora o cañon de lodo, con
2-18
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
bolsas de barro.
Obstrucción de hierro o encampanamiento:
-
Embancamientos y formación de lodos y
-
de bóvedas
Campaña del horno o tiempo de
operación hasta su recuperación.
temporal o
Parada del horno,
definitiva
Apagado del horno
Dinamitado del horno para romper
embancamientos y obstrucciones
2 .2 .7
dificiles
Formación de "salamandras"
Revestido o reparación del horno.
REDUCCION DIRECTA
Reducción directa es todo proceso de reducción
de los óxidos de hierro, distinto del aplicado en el
alto horno.
Cuando se efectúa la eliminación del oxígeno de
los óxidos de hierro sin llegar a la fusión, el
producto obtenido conserva la forma original del
mineral, pero con una mayor porosidad . Por ésta
condición recibe el nombre de hierro esponja.
2 .2 .7 .1 Materias Primas
CORPORACION RADIAN S .A . DE C .V .
2-19
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Los
materiales
características son:
utilizados
y
sus
Mineral de Hierro
Según la granulación del metal, los finos
pueden tener aplicación en reactores de lecho
fluidizado y los trozos mayores, los pélets y
las briquetas, en retortas y en hornos de
cuba .
Si el producto se destina a hornos de
arco eléctrico, el mineral deberá ser lo más
puro posible, es decir, debe contener una
cantidad muy pequeña de ganga, particularmente
de sílice . Cuando el producto se requiere
para empleo en altos hornos o en hornos
eléctricos de reducción, la pureza del mineral
de origen puede reducirse notablemente, sobre
todo porque las cantidades admitidas de
escoria en estas aplicaciones son más
elevadas.
Reductor Sólido.
Las características más importantes que
determinan el empleo de un carbón a la
reducción son:
Fusibilidad de las cenizas
Composición de las cenizas
Reactividad
CORPORACION RADIAN S .A . DE C .V .
2-20
NOM
EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
-
Materias volátiles
Contenido de azufre
Contenido de cenizas
Reductor Gaseoso.
Los gases reductores son : hidrógeno,
monóxido de carbono o una mezcla de ambos y
proceden del craqueo del gas natural o de
otros hidrocarburos, líquidos o gaseosos, o de
la gasificación o destilación del carbón.
Cualquiera que sea el gas reductor, debe estar
lo más libre posible de elementos oxidantes,
agua y bióxido de carbono porque debilitan el
poder reductor.
2 .2 .7 .2
Procesos de Reducción Directa
Los procesos se dividen en procesos a base
de reductor sólido (carbón) y procesos a base
de reductor gaseoso (gas proáedente del craqueo
del gas natural o de otros hidrocarburos
líquidos o gaseosos o de la gasificación o
destilación del carbón).
También se dividen según la clase de
reactor que emplean, en procesos de lecho
fluidizado, retorta, horno de cuba y horno
rotatorio.
Los procesos a base de reductor sólido
son:
CORPORACION RADIAN S .A . DE C .V .
2-21
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
-
Echeverría
N .P.
L-SN
-
Krupp
Los procesos a base de reductor gaseoso
son :
-
Proceso HYL
Este proceso es un desarrollo de
Hojalata y Lámina S .A . de Monterrey
México . El proceso se efectúa a través de
una reducción del mineral de hierro en
trozo o pélets en retortas mediante gas
natural reformado con vapor y un
catalizador.
La industria siderúrgica mexicana, a
través de los años, realizó estudios de
investigación para perfeccionar el proceso
HYL con el fin de obtener un proceso
optimizado continuo de lecho móvil en el
cual todas las etapas de reducción se
llevaran a cabo en un sólo reactor
denominándolo proceso HYL III.
El punto de partida consistió en el
proceso HYL I . Este proceso, utiliza
cuatro reactores de lecho fijo para
efectuar de manera semicontinua la
reducción de los óxidos de hierro.
CORPORACION RADIAN S .A . DE C .V .
2-22
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Estos reactores operan de manera
cíclica y cada uno de ellos pasa por las
diferentes etapas de reducción . En un
momento dado, uno de los reactores está en
maniobras de carga y descarga, otro se
encuentra en la etapa de precalentamiento
y reducción inicial del mineral, un
tercero efectúa la reducción final y el
cuarto enfría el producto . Aproximadamente
cada tres horas, los reactores cambian de
etapa y así el reactor que inicialmente se
encontraba operando pasa a
precalentamiento, el de precalentamiento
pasa a reducción final y el de reducción
pasa a enfriamiento y así sucesivamente.
El cambio de etapa en los reactores se
hace mediante un sistema de cabezales al
cual
todos
están
los
reactores
interconectados.
En 1979, se da a conocer el proceso
HYL II, resultado de la optimización
continua del proceso HYLI . Este proceso
continúa utilizando reactores de lecho
fijo con variantes como la recirculación
de gases en las etapas de reducción y el
uso de calentadores de alta temperatura en
lugar de la cámara de combustión . Este
proceso fue una transición entre el HYL I
y el HYL III . El proceso HYL III tuvo una
rápida comercialización lo que ocasionó
que no se construyera planta alguna del
CORPORACION RADIAN S .A . DE C .V .
2-23
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
proceso HYL II.
El proceso HYL III implica un menor
consumo de energía, menor inversión
inicial y menor costo de operación.
En este proceso, el reactor está
dividido en tres zonas : reducción en la
parte superior, enfriamiento en la parte
inferior y una zona intermedia entre estas
dos que busca evitar el mezclado de los
gases de ambas zonas.
El mineral frío se alimenta mediante
mecanismos de sellado y fluye a
contracorriente con un gas reductor
caliente que se alimenta en la parte media
del reactor que es la parte inferior de la
zona de reducción . En la parte superior de
esta zona, se efectúa el precalentamiento
del mineral con el gas reductor gastado y
en la parte inferior se efectúan las
reacciones de reducción.
El material sólido reducido y
caliente pasa a la zona intermedia y
después a la zona de enfriamiento mediante
la acción de un gas que fluye a
contracorriente.
El producto frío se descarga a través
de mecanismos de sellado inferiores.
CORPORACION RADIAN S .A . DE C .V .
2-24
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
En la zona de reducción se alimenta
un gas reductor caliente que sube y sale
del reactor ; el gas se enfría y una parte
se recircula alimentando al calentador de
gas junto con un gas de repuesto que viene
del reformador, cerrando así el circuito
de reducción . La parte del gas que no es
recirculado se purga para controlar la
presión del sistema y el poder reductor de
los gases.
En la figura 2-4 se muestra el
diagrama del proceso HyL .
Proceso Midrex
Es un proceso continuo a través del
cual, la reducción del mineral de hierro
en trozos o en pélets se efectúa en un
horno de cuba que se carga por arriba
dividido en varios alimentadores.
Proceso Purofer
Este proceso emplea un horno de cuba,
mineral en trozos o pélets y gas natural
reformado . Se descarga hierro esponja a
unos 800 °C en recipientes cerrados.
Proceso ARMCO
En este proceso en el cual el gas
caliente reformado en estufas con trozos
de alúmina se lleva a la temperatura
CORPORACION RADIAN S .A . DE C .V .
2-25
RE T ORNOAlCALENTADOR DE GASIA
TR Úf SM~
p
ppN ~~pC R
MINERAL
O
SECCION DE RETOR,.a.ACION DE GAS
-]
VA
r
REACTOR
4
a
REACTOR
REACTOR
Ul
REACTOR
IV
(A)
&
Z
<
C-
^-
CALEN TA
1 ~
r„
~=vCAIENTADOI . t
DE GAS
DE GAS `
Z
a
Z
( ALE N TA DOR
DE GAS
l .r
<ALENTADO!`
DE GAS
TRANSPORTADOR
DE HIERRONlA
--
SECCION DE
AIRE PROCESO
L
AGUA
CALENTADOR
OE AIRE
E{OTON—151 —g- EGCTGCiON
FIGURA 2-4 . DIAGRAMA DE PROCESO HYL
COM6USTIp LE ~
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
adecuada para su inyección en el horno de
cuba, a través de adición de gas frío que
proviene del mezclador de gas natural.
Proceso HIB
Es un proceso continuo de lecho
fluidizado, para tratar finos de mineral
de hierro con un gas reductor que puede
ser hidrógeno o una mezcla de hidrógeno
con monóxido de carbono.
Proceso FIOR
Es un proceso que emplea lecho
fluidizado en varios reactores y que está
diseñado para la producción de briquetas
altamente metalizadas.
2 .2 .8
HORNO DE CUBILOTE
El cubilote es un tipo de horno de torre
vertical, que consiste en una coraza cilíndrica de
acero revestida con materiales refractarios y
equipada con una caja de viento y toberas para la
admisión de aire . En el nivel superior tiene una
puerta de carga para la introducción de los
materiales de fusión y de combustible.
Debido a que el arrabio obtenido en la
fundición del alto horno, no se puede utilizar
directamente para llenado de moldes porque no posee
las características mecánicas y tecnológicas
necesarias, los lingotes de arrabio se funden
CORPORACION RADIAN S .A . DE C .V .
2-26
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
nuevamente, mezclándolos con elementos aptos para
corregir sus deficiencias . Para lograr esto se
recurre al horno de cubilote por su producción
económica y fácil mantenimiento.
Una de las características notables de tal
horno de torre vertical es que los gases que
ascienden entran en contacto íntimo con los
matriales de fusión que descienden y tiene lugar un
cambio de calor directo y eficiente de los gases
calientes a los materiales de fusión.
2 .2 .8 .1 Zonas del Horno de Cubilote
El horno de cubilote está dividido en
cuatro zonas : zona de fusión, crisol o solera,
zona de carga y zona superior de la puerta de
carga .
Zona de fusión
Esta zona se extiende desde arriba de
las toberas hasta la parte superior del
cubilote, a lo largo de una distancia que
depende de una altura de cama de coque y
de la velocidad del aire de soplado . Las
condiciones más críticas se encuentran en
la parte superior de las toberas en donde
se oxida el hierro y otros elementos y,
donde el ataque de la escoria es más
destructivo . La alta temperatura generada
en esta zona incrementa la acción química
y la erosión mecánica, además,
la
CORPORACION RADIAN S .A . DE C .V .
2-27
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
penetración de aire soplado en el coque
tanto en la parte frontal arriba del nivel
de las toberas afecta el ataque al
material refractario.
El material refractario se puede
agrietar cuando se tira el fondo del
cubilote . El aire frío, al pasar
rápidamente por la superficie del
refractario extremadamente caliente,
establece una condición de severo choque
térmico que se ve incrementada por la
introducción de chorros de agua fría para
enfriar las paredes del horno rápidamente.
Crisol o Solera
La temperatura en esta zona oscila
entre 150 a 200 °C, siendo más baja que la
de la zona de fusión . Los efectos de la
abrasión y temperatura no son severos
debido a que el revestimiento está
solamente en contacto con el metal
fundido, escoria y coque.
El disgregamiento del crisol
solamente ocurre cuando se tira el fondo,
pero este no es tan severo como en las
zonas superiores del cubilote.
Zona de Carga
El revestimiento del cubilote en esta
zona está sometido a una abrasión muy
CORPORACION RADIAN S .A . DE C .V .
2-28
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
severa, tanto por el impacto de la
operación de carga como por la fricción de
la carga sólida en su movimiento
descendente . La temperatura y el ataque de
la escoria no influyen en el revestimiento
de la zona de carga.
Zona Superior de la Puerta de Carga
En la parte superior de la puerta de
carga, las condiciones no son severas,
siendo la función del revestimiento
meramente la de proteger la coraza del
calor de los gases que suben por la
chimenea . De ahí que se recomienda un
recubrimiento más ligero y económico si se
considera conveniente.
2 .2 .8 .2 Revestimiento del Horno de Cubilote
Con el objeto de que el horno de cubilote
pueda contener el calor y los productos
fundidos, deberá estar provisto de un
revestimiento refractario conveniente . La
calidad y la uniformidad son necesarias en este
revestimiento, para proteger los componentes
estructurales del horno, para asegurar un
trabajo de dimensiones consistentes y para
favorecer un descenso suave de la carga con una
mínima contaminación del hierro fundido.
Los
materiales
empleados
para _el
revestimiento original del horno de cubilote
CORPORACION RADIAN S .A . DE C .V .
2-29
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
con escoria ácida son : ladrillos de arcilla
refractaria, revestimientos monolíticos
(mezclas de arcilla refractaria y de grog
pedaceria de material refractario cocido, en
proporciones convenientes mezclados con agua y
apizonados), revestimientos de uso severo
(ladrillo de sílice y alúmina) . Para la zona de
fusión, en ocasiones se utiliza loseta (dovela)
de roca de sílice.
Cuando se emplea escoria básica se
recomienda utilizar recubrimientos con ladrillo
de magnesita o de dolomita, al menos 4 .57 cm
arriba de las toberas en cubilotes pequeños y
12 .5 cm para los de gran tamaño.
Generalmente, puede emplearse una sola
clase de refractario de arcilla para revestir
el cubilote desde el fondo hasta la puerta de
carga, siempre que el tipo seleccionado pueda
cumplir con los requerimientos más severos de
la zona de fusión.
2 .2 .8 .3
Cama de Coque
La cama de coque debe ser de tamaño
uniforme para permitir el paso del aire
libremente y efectuar un encendido rápido y
uniforme de ella . Las piezas grandes de coque
tienden a formar canales para el paso del aire,
se queme con
e impedir que la cama
uniformidad . Por el contrario, las piezas
CORPORACION RADIAN S .A . DE C .V .
2-30
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
pequeñas tienen mayor superficie y se queman
más rápido . Por lo tanto la cama de coque debe
ser escogida a mano, puesto que su colocación y
quemado son esencialmente operaciones manuales,
aún cuando se disponga de dispositivos
mecánicos de carga.
Se considera que el tamaño ideal del coque
debe ser de un doceavo del diámetro efectivo
del cubilote.
2 .2 .8 .4
Operación del Horno de Cubilote
Los métodos de encendido consisten en el
empleo de leña de madera, quemadores o lámparas
de gas o petróleo, encendido eléctrico y,
encendido del coque fuera del cubilote . Cuando
se enciende la cama de coque con madera, se
coloca el combustible cuidadosamente sobre el
lecho de arena para que pueda absorber el
impacto de 1á leña adicional y del coque al
momento de la carga.
Secuencia de carga
Generalmente el acero se coloca encima del
coque y de la caliza, seguido de la chatarra de
fábrica y el lingote . Las adiciones de aleación
se colocan por lo general junto con la caliza.
Se recomienda que no existan huecos en la
carga.
CORPORACION RADIAN S .A . DE C .V .
2-31
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
La cantidad de caliza y fundentes debe ser
suficiente para mantener la escoria fluyendo
libremente . Generalmente se emplea un 20 a 30%
del peso del coque en caliza además de añadir 1
kg de sosa por tonelada para aumentar la
fluidez de la escoria y ayudar a mantener el
caldo limpio y caliente.
El escoriado es uno de los factores más
importantes para mantener la operación bajo un
control estricto.
El color y la viscosidad son indicativos
de
la
calidad del hierro que se está haciendo.
Una escoria de color claro indica exceso de
fundente y posiblemente de coque ; una escoria
de color negro indica el peligro de condiciones
de oxidación excesiva por el uso de escaso
fundente o por deficiencia de coque . Una
escoria normal tendrá un color verde oscuro que
indica condiciones adecuadas de operación.
Desarrollo de la Fusión
Para arrancar el horno de cubilote se
introducen en él trozos de leña seca y
posteriormente el carbón, dejando abierta la
boca de colada, el escoriador y las ventanillas
de la caja de viento.
Una vez_ encendida la leña, cuando
la
combustión llega a la altura de las toberas,
CORPORACION RADIAN S .A . DE C .V .
2-32
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
se cierran el escoriador y las ventanillas,
enviando el aire gradualmente.
Mientras la combustión se regula, se puede
efectuar la primera carga de lingotes y
rezagos, en trozos homogéneos, seguida a
intervalos de 15 minutos de trozos de carbón,
fundente y metal alternadas hasta llenar el
cubilote.
Si el horno de cubilote funciona
regularmente, a los diez minutos
aproximadamente aparecen las primeras gotas de
fundición por la boca de la salida que se ha
dejado abierta y que se cierra con un tapón de
arcilla en ese instante.
Las escorias se separan del metal y en el
momento en el que el crisol se encuentra a su
máxima capacidad, estas comienzan a salir por
el escoriador.
Una vez lleno el crisol, el encargado
retira el tapón de arcilla de la boca de colada
y recoge la fundición del hierro en las
"cucharas" para llevarlo a los moldes.
2 .2 .8 .5
Materia Prima del Horno de Cubilote
Los componentes importantes en la mayoría
de las mezclas del cubilote son la pedacería de
hierro y acero . Existen muchas razones,
CORPORACION RADIAN S .A . DE C .V .
2-33
NOM -
EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
metalúrgicas y económicas, para el empleo de
estos materiales.
La pedaceria en el horno de cubilote se
clasifica en:
-
Chatarra de fábrica o colada
Pedacería de hierro colado comprada
Pedaceria de Acero
Dentro de esta clasificación se incluyen
el bebedero, coladas y cargadoras que
intervienen en la producción de las
fundiciones, así como piezas defectuosas que
pudieran ser producidas.
El rendimiento de piezas buenas en una
fundición depende del tipo de piezas y de la
alimentación empleda . Este puede variar desde
un 50% hasta un 90% del metal¡ fundido . El resto
del hierro fundido se regresa al cubilote como
pedaceria, para ser empleado como parte de la
carga .
▪
Chatarra de fábrica o colada
La chatarra de fábrica forma una clase de
material deseable de fusión . En la mayoría de
los casos, toda la pedaceria producida en una
fundición dada se vuelve a fundir y la_cantidad
de chatarra que se puede obtener variará con el
CORPORACION RADIAN S .A . DE C .V .
2-34
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
rendimiento de piezas útiles producidas.
Pedaceria de hierro colado comprada
La pedacería de hierro colado
comprada, está formada por piezas de
hierro que han cumplido su vida útil, es
decir partes de maquinaria, equipo de
calefacción, vehículos, etc ., que por lo
general se encuentra contaminada con otros
materiales como ejes de acero, materiales
no ferrosos, aleaciones de cobre y de
aluminio y etc.
Pedaceria de acero
Esta pedacería es ampliamente
utilizada en la fundición y acererías como
material de fusión . Al igual que el hierro
colado, el acero se produce con diferente
composición química de acuerdo con el
empleo que se le va a dar . La pedacería de
acero es, por lo general, material nuevo
con características conocidas, subproducto
de algún proceso de fabricación . Esta
pedacería se puede obtener en grandes
centros de producción y se adquiere a un
sobreprecio debido a que se conocen sus
características químicas ya su limpieza.
CORPORACION RADIAN S .A . DE C .V .
2-35
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
2 .2 .9
ACERACION
Los procesos para producir acero primario, o
procesos de afino o aceración son:
*
*
Convertidor
Horno de reverbero o de hogar
abierto (Siemens-Martin)
*
Hornos eléctricos de arco o de inducción
En casi todos los procesos de aceración se
utiliza Chatarra . La chatarra es la pedaceria de
acero o hierro destinada para fundición . Se
clasifica en refractarios ácidos, básicos y neutros.
En la figura 2-5 se presenta el diagrama de flujo de
la producción de acero.
2 .2 .9 .1 Convertidores
El proceso consiste en la afinación de
arrabio liquido en recipientes de forma de pera
llamados convertidores, mediante soplo de aire,
de oxigeno o de mezclas de ambos a través del
metal o superficialmente en forma lateral, o
verticalmente por arriba . También se usan
mezclas de vapor de agua y oxígeno y de
anhídrido carbónico y oxígeno como medios de
soplo .
De acuerdo con estos sistemas de inyección
los convertidores se clasifican en : ' l) de soplo
por el fondo, 2) de soplo lateral y 3) de soplo
CORPORACION RADIAN S .A . DE C .V .
2-36
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
por arriba.
Los procesos de aceración que se realizan
en los convertidores son ácidos o básicos
según la naturaleza de su revestimiento
refractario . El proceso ácido es conocido
generalmente como "Bessemer" y el básico como
"Thomas", "B .O .F ." o "L .D ." . Actualmente, a
escala comercial sólo se utiliza el básico.
Durante el proceso se distinguen los
períodos siguientes:
1)
2)
3)
4)
Carga de arrabio y chatarra
5)
6)
Descoriado o extracción de la escoria
Interrupción de la ebullición, bloqueo con
Fusión de la carga sólida
Ebullición con minerales y oxidación
Ebullición con caliza o cal
desoxidantes
7)
8)
9)
10)
Desoxidación o afinación final
Prueba de la temperatura del acero en
forma práctica
Colada
Vaciada
En la figura 2-5 se muestra el diagrama de la
producción de acero.
2 .2 .9 .2 Proceso B .O .F.
La carga metálica para realizar una colada
CORPORACION RADIAN S .A . DE C .V .
2-37
FIGURA 2-5 . DIAGRAMADE FLUJO DEL PROCESO DE PRODUCCION
DEL ACERO
S/NttRIZAC10N
PEIETIZAC101I
SINTER
aRUESOS •IPEIETE
AIRE
ALTO HORNO
GAS
RIAOE~ttRp
COICCTOR*NbQ,
~xIGF 1+0
Cl
ACE RACION
ELAVA00RES~
CONVEtTCOR S O E . S[MENS MAAiM ♦ 0 2
~ COTTRELL
[SCORIA At PATIO
1 CJ.LOERAS KANTA
DE ► yTRZA
♦ MAOVMA iNGOTEAA
CINTA
PTOAtERIA DE ACERO
A ACERACION
PARA iUi~
CINTA EN ROMOS
PlANCMA
MOLINOS PARA
TUFO
PALANOIAIIA
Al AMNION
•ROOUCTOS
FASAICACION
TOCHOS V PALA.NOUILLA
TUFO SOLO Y2 ' - A TUSO SOLO 4 .M
ALAMIRE GALVANIZADO
ALAMFRE OE PUAS
ALAMNIE CONEERCEAL V ESPECIAL
AAAII A
CLANO V c+wA
LAM tN
TR10
ypy~
ypy~
CJWÁIÉS S
R
SOICM
PLANCHA
ESTTRICTLRLALES DE S'A RO
VEAS JLENER
ROACER * OE ACERO
A ACERACCN
USIRTA
TANQUES
EESTi
RUCTURAS
TORRES
RpllO
NTVA
. 1~
AAY NA ENNEWIA
,JAI ATA
LAMINA GALV&NIZAOA
g
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de acero en un convertidor con oxígeno, en un
tiempo que varia entre 45 y 55 minutos, está
formada por aproximadamente 75% de arrabio
líquido y 25% de chatarra, así como de
cantidades menores de mineral de hierro usado
principalmente como refrigerante.
Para refinarla, se procede a oxidar las
impurezas indeseables en el arrabio y la
chatarra, haciendo incidir sobre la superficie.
líquida del metal contenido en el convertidor
uno o varios chorros de oxigeno a alta
velocidad . Se emplea para ello una lanza
tubular enfriada por agua, con movimiento
vertical ascendente y descendente que se
introduce a través de la boca del convertidor
para ser centrada sobre la superficie expuesta
del baño metálico . Las adiciones de fundentes,
tales como la cal, el espato fluor, la cal
dolomítica y la cascarilla de laminación se
agregan oportunamente en cantidades adecuadas
por la boca del convertidor.
La operación se inicia volcando dentro del
convertidor inclinado, el contenido de la caja
para la chatarra, tras lo cual el convertidor
gira para que la chatarra caiga y se deposite
en el fondo . En seguida el convertidor vuelve a
inclinarse para que la grúa que transporta el
arrabio líquido en la olla de transferencia
vacíe su contenido hacia el interior.
El convertidor retorna inmediatamente a su
CORPORACION RADIAN S .A . DE C .V .
2-38
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
posición vertical, la lanza de oxigeno
desciende e inyecta un soplo de oxígeno a alta
presión directamente en la boca del mismo por
medio de un tubo refrigerado por agua que se
encuentra instalado sobre el convertidor . El
oxígeno asi inyectado forma un cráter y por las
reacciones que allí
una temperatura de
Las variaciones de
una efervescencia
se llevan a cabo se alcanza
alrededor de 3,000 grados.
esta temperatura ocasionan
que conjuntamente con el
desprendimiento de monóxido de carbono,
ocasionan una aceleración en la refinación.
En este punto se inicia la adición de
fundentes al baño desde las tolvas de carga.
Los disparos de metal y escoria que
suceden en la zona de choque del oxígeno, están
formados por hierro, óxidos de hierro y por los
óxidos de las impurezas del arrabio, al agregar
la cal, se forma un líquido espumoso para
generar una escoria fluida y altamente reactiva
que favorece la buena desulfuración y
desfosforación del metal.
Cuando ha finalizado el soplo, la lanza se
retira y el convertidor se inclina en sentido
opuesto al de la piquera para acero, para poder
obtener una muestra del acero para análisis
químico y determinación de la temperatura.
Después de asegurar que la temperatura y
CORPORACION RADIAN S .A . DE C .V .
2-39
NOM - EMISIONES EN LA INDUSTRIA DEL SIERRO Y EL ACERO
la composición química son adecuadas se hace
girar la piquera y se procede a colar el acero.
El proceso dura alrededor de 16 a 20
minutos y la colada dura
45
minutos
aproximadamente . Los gases que se producen en
el proceso se colectan en una chimenea que se
encuentra exactamente sobre la boca del
convertidor, donde pasan a través de un
depurador y son conducidos ya limpios a la
atmósfera . El acero resultante de este proceso
se vacía en una olla en donde se adicionan las
ferroaleaciones dependiendo del tipo de acero
que e desee obtener . El convertidor se inclina
hasta colar todo el acero en la olla de vaciado
y en otra olla se vacía la escoria la cual se
lleva a los carros transportadores.
Este proceso se considera superior a los
demás y por ello se utiliza para producir
aceros para embutido profundo y extraprofundo.
En la figura 2-6 se muestra el diagrama
de flujo del proceso de producción de acero por
medio de convertidor B .O .F.
Existen otros procesos de convertidores al
oxígeno como el O .B .M . el cuál, inyecta gas
natural o propano junto con el oxígeno, o el
proceso L .W .S . que inyecta hidrocarburos
líquidos junto con el oxigeno . Existen además
procesos como el O .G . desarrollado en Japón,
CORPORACION RADIAN S .A . DE C .V .
2-40
cá~
I.
Convertidor.
2. Lanza de oxígeno
3. Carro transportador de arrabio.
4. Báscula de arrabio.
5. 011as de arrabio.
6. Grúa para carga de arrabio.
7. Patio de chatarra.
8. Grúa del patio de chatarra.
9. Cajas para chatarra . .
10. Grúa para carga de chatarra.
11. Báscula para chatarra. .
I2 . Tolvas subterráneas para adiciones.
13. Transportador de banda .
ii/~•í^
14. iTo(vas de consumo diario de adiciones.
15. Tolva dosificadora.
16. Tolva de carga.
17. Cajas para ferroaleaciones.
18. 011as de acero.
19. Carro transportador para acero.
20. Grúa de colada.
21. 011as de escoria.
22 . . Carro transportador de escoria.
23. Grúa de patio para escoria.
24. Sistema depurador de gases.
25. Máquina de colada continua.
FIGURA 2-6 . ACERACION POR CONVERTIDOR BOF
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
que recupera los gases del B .O .F . Cuando se
desea producir aceros con un alto contenido de
Cromo y Níquel y un bajo contenido de carbono
se desarrollo el proceso A .O .D ., en donde se
sopla una mezcla de oxigeno y argón a través de
una carga liquida que ya contiene la aleación
de cromo y níquel.
2 .2 .9 .3 Horno de Hogar Abierto.
A pesar de que los hornos de hogar abierto
tienden a desaparecer por el aumento del uso
del convertidor o por los hornos de arco
eléctrico, todavía quedan algunas compañías en
el pals que emplean este proceso.
El horno de hogar abierto es un espacio
largo recubierto por material refractario,
tanto en paredes y techo con puertos en cada
extremo para la admisión de combustible y de
aire de combustión precalentado . El proceso
consiste en la afinación del arrabio y la
fusión de la chatarra en hornos de reverbero
para la producción de acero, oxidando las
impurezas mediante mineral de hierro o por
inyección de oxigeno.
El calentamiento de estos hornos se
efectúa mediante combustibles gaseosos o
líquidos, naturales o artificiales, inyectados
a presión por medio de inyectores (quemadores)
y pulverizadores con aire o vapor.
CORPORACION RADIAN S .A . DE C .V .
2-41
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Para lograr la temperatura requerida, el
aire de combustión se introduce caliente,
utilizando los gases de salida, en
regeneradores o cámaras de regeneración.
Estos hornos pueden ser fijos o
basculantes . El proceso de aceración mostrado
en la figura 2-7 puede ser básico o ácido,
según sean los requierimientos de eliminación
de fósforo y azufre . Como en la gran mayoría de
los casos se hace necesaria dicha eliminación,
el proceso más usado es el básico y el producto
así obtenido se denomina acero básico . Los
hornos de corazón abierto varían de capacidad
s
de 50 a 500 toneladas y en cuanto a materiales
de carga de 80 por ciento de arrabio con 20% de
chatarra fria a 15% de lingotes de hierro con
un 8 .5% de chatarra fría . La carga metálica se
funde junto con materiales productores de
escoria, tales como la caliza y el sílice y se
refina mediante la adición de óxidos de fierro
o de oxigeno a través lanzas . Las impurezas
resultantes pasan dentro de la escoria, o en el
caso del carbono dentro del gas residual como
monóxido de carbono el cual se quema a bióxido
de carbono . El oxigeno de alta pureza se emplea
en dos formas:
1.-
Enriquecimiento del aire de combustión y,
2.-
Inyección mediante la lanza dentro del
baño fundido.
CORPORACION RADIAN S .A . DE C .V .
2-42
I[llOItCAC101I1
ANL
CAIGAQ0I1 PAIA
uttltll[f IOUDO/
CMATA/IA
CVIDCITC/
'taxi.* DI
OIIGIMO
COIA00 Ot
IIIGOTI/
FIGURA 2-7. DIAGRAMA DE FLUJO DE ACERACION EN HORNO DE
HOGAR ABIERTO
MOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
La primera no produce un cambio
substancial en la naturaleza y nivel de las
emisiones particuladas, pero el segundo produce
una gran cantidad de humos rojizos para lo que
se requiere de un equipo de depuración.
2 .2 .9 .4 HORNOS ELECTRICOS
Existen 4 tipos de hornos eléctricos:
Horno de resistencia
i
Los hornos de resistencia para fundir
acero utilizan barras horizontales de
grafito como resistencia, siendo de forma
rectangular los más pequeños de hasta una
tonelada de cupo y cilíndrica los mayores
de hasta 2 a 3 toneladas de capacidad.
En estos hornos, las emisiones son
captadas mediante campanas colocadas en la
parte superior del horno por lo que no
requiere del movimiento de grandes
volúmenes de aire, haciendo bastante
accesible este tipo de instalaciones.
Horno de arco directo e indirecto
El principio básico de funcionamiento
es la utilización controlada del calor
producido por un arco eléctrico esto puede
ser por medio de electrodos o electrodos y
CORPORACION RADIAN S .A . DE C .V .
2-43
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
el material a fundir.
Debido a esto se dividen en
calefacción por arco directo y calefacción
por arco indirecto, dependiento de como se
aproveche el calor producido por el arco
al saltar entre electrodos o si, además
del calor producido por este se utiliza
también el calor que se produce por el
paso de una corriente eléctrica a través
de la carga.
Estos hornos utilizan unicamente en
,la actualidad electrodos de grafito o
electrodos de carbón amorfo . El horno
consta de la cuba con su bóveda
desplazable ; los brazos portaelectrodos
llevan en sus extremos las mordazas que
sujetan los electrodos y tienen un
movimiento vertical de ascenso y descenso
mandado por la regulación a través de los
grupos motor-reductor ; los cables conducen
la corriente a los electrodos.
La principal ventaja de este horno es
su facilidad de adaptación a condiciones
diversas.
Sus partes esenciales son : Casco de
lámina, bóveda, portaelectrodos, mordazas,
mecanismo de- volteo, puertas de carga,
canal de colada, equipo eléctrico y en el
CORPORACION RADIAN S .A . DE C .V .
2-44
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
interior del horno se encuentra : solera,
crisol, paredes, electródos y
revestimiento refractario.
Horno de inducción
El horno de inducción es un horno
eléctrico en el que se utiliza el calor
generado por corrientes inducidas en el
seno del material a fundir al someterlo a
una variación de flujo de un campo
magnético alternativo creado por una
!bobina que rodea el metal.
Estos hornos se dividen en hornos de
baja, media y alta frecuencia, dependiendo
de la frecuencia (ciclos por segundo) de
la corriente utilizada . El diseño y
construcción de los hornos modernos de
inducción es igual que l el de un horno
eléctrico con la diferencia del diseño de
la subestación eléctrica según la
frecuencia de la corriente a utilizar.
Estos hornos se utilizan
principalmente en los casos en donde se
exige una gran pureza en los productos
fundidos, como es el caso de aceros
inoxidables, refractarios de alta calidad
y aleación, etc.
CORPORACION RADIAN S .A . DE C .V .
2-45
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
2 .2 .10
Vaciado
proceso de vaciado consiste en colar el
acero líquido del horno a una olla en forma de
cubeta, construida de acero y revestida con
material refractario . La olla en su parte inferior
cuenta con una boquilla que tiene un orificio en el
cual se ajusta un tapón de grafito que abre y
cierra para hacer el vaciado.
El
Existen dos métodos de vaciado : el sistema de
lingoteado y la colada continua . El segundo es un
método que ofrece la ventaja de poder obtener
secciones menores que las de los lingotes, que
pueden equivaler a semiacabados, o bien acabados.
El proceso de colada continua consiste
vaciar el acero liquido de la olla a
distribuidor que regula el volumen, la presión y
velocidad del acero a la entrada de los moldes .
vez que el acero se encuentra en los moldes se
solidificando y posteriormente se extrae.
2 .2 .11
en
un
la
Una
va
Ferroaleaciones
Con el objeto de agregar los elementos de
aleación a los aceros, se preparan de antemano
ferroaleaciones que contienen un alto porcentaje de
hierro y del elemento en cuestión en hornos de arco
eléctrico especiales para introducirlo en la
fabricación del hierro o el acero . __Las
ferroaleaciones deben ser frágiles para que puedan
CORPORACION RADIAN S .A . DE C .V .
2-46
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
ser trituradas al tamaño apropiado para usarlas en
baños fundidos.
Las ferroaleaciones se producen en hornos de
arco eléctricos especiales donde se carga el mineral
del metal específico de la ferroaleación a producir,
el mineral de hierro, el carbón y los fundentes, en
las proporciones convenientes . En algunas ocasiones
se utiliza otro reductor (Aluminio principalmente)
con el objeto de disminuir el contenido de carbono
que puede ser perjudicial en la fabricación de
ciertos tipos de aceros aleados, obteniéndose
ferroaleaciones con bajo contenido de carbono.
Las ferroaleaciones más usuales en los procesos
siderúrgicos son las siguientes:
-
Ferromanganeso - Ferrosilicio
Ferromolibdeno - Ferrocromo
Ferrotugsteno
Ferrozirconio
Ferrotitanio
Ferrovanadio
-
-
Ferroboro
Ferrofósforo
Ferrovolframio
Además se utilizan como desoxidantes
-
Aluminio
Silicio-manganeso-aluminio
Silicio-calcio
mecanismo por el cual actúan las
ferroaleaciones en el baño fundido consiste en la
El
CORPORACION RADIAN S .A . DE C .V .
2-47
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
formación de uniones químicas con los elementos
indeseados, eliminandose en los productos de la
reacción en forma de escoria o permaneciendo en el
producto final en un estado apropiado, disueltos en
el hierro o unidos con el carbono en forma de
carburos.
2 .2 .12 PROCESOS DE TRANSFORMACION
Estos procesos tienen por objeto dar
tratamiento final a los productos siderúrgicos
primarios : hierro o acero líquidos o en lingotes.
Los procesos de transformación primarios dan al
metal forma semiacabada y los secundarios dan la
forma final que tendrán para ser utilizados.
2 .2 .12 .1 Procesos primarios:
Laminación
Este proceso tiene por objeto adelgazar y
estirar el acero caliente o frío, pasándolo
entre rodillos . Dichos rodillos se encuentran
montados sobre bastidores a los cuales se les
conoce con el nombre de castillos, el conjunto
de castillos se denomina tren de laminación.
Todos los rodillos giran y el acero pasa a
través de ellos . La laminación puede ser en
frío o en caliente (Figura 2-8)-
CORPORACION RADIAN S .A . DE C .V .
2-48
namu 0.
RKMr ramrto d
ToclqS
MdnD l7.srr .Sl.OV
d Toctw
~ • • •
Morino
D.soasl•oor
K .nWn
Luton.'
'
M(aro
u...rsr
Maro pr . KeO .Oo
0• V.p.t
k~s,r•~~
Pr .rt1
E w ..cvrN+ A
.xnec•n
Car. d
EnnanrroTouo.
6 Fos a.
Rooaiort .m.rW
pa•Lspar.
~
lrpWa Oa C'•pt. a• . ~a
AaraPOnBa
J1 ~~~~
M•p.n.
Escn1 .•6or.
Moro D.soar•aor
WI
~
~
Tuts
n
1
4•á66
- Eg fHfIlEafili
Cant Entosmulo
Os Palapl.•
••••
Wino Kabul. 1
Cas•1os (161
Maro D.sb.slad-1221
Ma .0 Cu-on. a.
C•sob ( l2)
ftYiiiil
n orno 0.
R•etrtamrto 0.
P•'r1014
Tyr• VBa- 6
lrrn'rrna•
Mana Cor , .o 0.5
c.WIo6 (la )
A Ptat•• 0o I.
Duman Sur
rano 0•
rKrrilrnrb W '
Prrqur
Moir* Corrruo 6 ,
Combs (16) pra
Palana}•Y
l
wu a
Maro U414u-A N
(13 Casual)
5
MM. Cotonou S
Cas.bs (16)
A A A
Maro K .O.0a-116
C•s.bs)
C .o. d
En•n .mrto
A Aan.t.n1
OEf ti(pti
Maro Morgan per . .
Alo Oros
FIGURA 2-8 . DIAGRAMA DE FLUJO DE LAMINACION DE BARRAS Y
PERFILES
A Rat. Son Won
Barra y Pert*.
Conwur.s
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Laminación en tira caliente
Los lingotes pasan por un horno de
precalentamiento, el cual puede ser calentado
por medio de gas natural o de otro tipo, con
petróleo u otros combustibles líquidos, que se
introducen por medio de inyectores o
quemadores en los que se utiliza aire o vapor
como medio de arrastre . Este precalentamiento
se efectúa en recuperadores, aprovechando los
gases de combustión que salen del horno
(figura 2-9).
Una vez que el lingote se ha
acondicionado, se descascara por medio de una
descascaradora mecánica o con chorros de agua
a alta presión, los cuales desprenden la
cáscara que se desbasta en un tren de doble
dúo, es decir un tren de cuatro rodillos.
Después, puede cortarse en varias partes y
desbastarse en varios castillos desbastadores
continuos, pasando inmediatamente al molino
continuo que consiste en 5 castillos de doble
dúo . Después de este proceso la tira se
enrolla automáticamente a la salida . Las
velocidades de laminación, así como de
transporte son altas para evitar el
enfriamiento del metal y tener una gran
capacidad de producción.
Laminación en frío
La laminación en frío proveniente de la
CORPORACION RADIAN S .A . DE C .V .
2-49
Ty.r .
Mos.
Twin
9
a
TrYnNr .rx, .
`-`
Horno
L.Nrtl
nk
Rocr .r'.rt.uYN-un
cM.,es con
Ertµ4xwr
moho*
1• .,NSd
Ty.r . VoW1or.
Molino Tarnclom
Tv.
de
1
FIGURA 2-9 . DIAGRAMA DE FLUJO DE LAMINACION EN CALIENTE
DE PRODUCTOS PLANOS .
Tyw . Tr.ry.~.rs.l
PWxna par.
EmOqr.
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
laminación en caliente, tiene por objeto
obtener una superficie lisa, reducir el
espesor y lograr propiedades físicas
controladas, con o sin un tratamiento térmico
posterior . El producto terminado se utiliza
para producir hojalata, carrocerías
automóviles así como una gran variedad
artículos industriales y domésticos . En
proceso de laminación en frío, el rollo
de
de
el
de
cinta o lámina, laminada en caliente se seca,
se aceita y se enrrollada nuevamente.
Forja
Producción de piezas metálicas acabadas a
través de golpe o presión, existen procesos de
forja en frío y en caliente.
Forja en caliente
Se hace con el metal a alta temperatura,
cuya magnitud depende de la clase de éste.
Para realizar el forjado( en caliente se
emplean distintos tipos de hornos ; fraguas
fijas y portátiles alimentadas por lo general
con carbón mineral o coque, hornos calentados
por gas, combustibles líquidos, o carbón.
Forja en frío
La deformación se obtiene estando el
metal a temperatura ambiente . Ambas pueden
realizarse a mano o mediante maquinaria.
La forja a mano se hace en caliente formando la
CORPORACION RADIAN S .A . DE C .V .
2-50
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
deforación del metal con herramientas de mano ; entre las
que se encuentran yunques, martillos, marros, cinceles
etc .
La forja a máquina puede realizarse tanto en frío
como en caliente mediante máquinas accionadas mécanica,
neumática o hidráulicamente.
Las materias primas para la forja son lingotes,
tochos, barras, biletes o palanquillas, laminas soleras
etc .
Los productos se conocen como piezas forjadas,
pudiendo tener una gran variedad de formas y tamaños;
ejemplos de este tipo de piezas son los cigüeñales,
herramientas de mano (martillos, hachas, llaves de
tuercas etc).
Fundición
Consiste en una serie de operaciones para la
obtención de piezas moldeadas de metal, incluye el
moldeo, hechura de corazones, fusión, vaciado en
moldes, desmoldeo, tratamiento térmico y acabado o
terminado.
Los moldes pueden ser de arena, arcilla u
otros materiales refractarios con aglutinantes o
permanentes, generalmente metálicos . Para recubrir
la superficie interior de los moldes se usan
pinturas compuestas de materiales refractarios
molidos y aglutinantes.
CORPORACION RADIAN S .A . DE C .V .
2-51
NOM -
EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
En la fundición a presión (die casting), el
molde metálico se llena inyectando el metal líquido
a presión.
Una vez desmoldeada la pieza pasa por los
siguientes procesos:
-
El corte de coladas, bebederos y
alimentadores, el cual se realiza mediante un
soplete oxiacetilenico oxibutánico, en
ocasiones con disco o sierras.
El tratamiento térmico
-
La limpieza mediante arena o perdigón metálico
proyectados contra la pieza.
-
La rebaba o rebarbeo, que se realiza con
esmeriles fijos, colgantes o manuales,
eléctricos o neumáticos y con cinceles
neumáticos.
-
La soldadura de partes defectuosas mediante
equipos de soldadura autógenos o eléctricos.
-
La inspección y pruebas
2 .2 .12 .2 Procesos secundarios
Los procesos secundarios más importantes son:
CORPORACION RADIAN S .A . DE C .V .
2-52
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Estirado
El estirado es un proceso en el cual se
produce una deformación plástica al metal,
adelgazándolo, mediante diversos procedimientos
los cuales pueden ser fríos o calientes.
Este proceso se utiliza para barras de acero
con objeto de obtener tolerancias dimensionales más
pequeñas y endurecer el material por deformación.
Esto se logra en un proceso en frío al pasarlas por
un dado que tiene un orificio de menor diámetro que
el diámetro original de las barras.
Trefilado
Es la operación de estirado en frío de alambre,
forzándolo a pasar a través de uno o varios dados que van
disminuyendo progresivamente su sección.
Para efectuar el estirado del alambre es necesario
obligar al material a pasar a través de un orificio que
puede estar en una placa de acero o en un dado . El
alambre se jala mediante una fuerza axial provocándose en
esta forma una reducción en la sección transversal.
Tratamientos térmicos
A)
Tratamiento térmico
Es el calentamiento seguido de un enfriamiento
que se aplica a metales y aleaciones para darles
CORPORACION RADIAN S .A . DE C .V .
2-53
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
ciertas propiedades físicas y químicas . Si el metal
se somete a un calentamiento con el simple
propósito de calentar, ésto no es considerado un
tratamiento térmico.
B)
Tratamiento térmico de precipitación
Es el proceso de envejecimiento artificial en
el cual, uno de los constituyentes de la aleación,
se precipita de la solución sólida sobresaturada.
C)
Tratamiento térmico de soluciones sólidas
Es el proceso de calentamiento de una aleación
a una temperatura adecuada por un tiempo suficiente
para permitir que uno, o más de los componentes de
la aleación se fundan y posteriormente enfriar
rapidamente para hacer que estos componentes
permanezcan disueltos en la solución sólida.
D)
Recubrimiento superficiales
Este tratamiento se da para proteger el metal
contra la oxidación y corrosión, los productos de
acero, pueden ser recubiertos con una capa delgada
de otro material, siendo las principales:
- Galvanizado
Depósito superficial de zinc para proteger la
superficie del acero de la corrosión por contacto
con el aire.
CORPORACION RADIAN S .A . DE C .V .
2-54
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL
ACERO
Estañado por inmersión
Depósito superficial de estaño sobre una
pieza, lámina o alambre por inmersión en un baño de
estaño fundido entre 250 °C y 260 °C, que para
protegerlo de la oxidación deberá estar cubierto
de carbón vegetal, con este recubrimiento se
protege al acero de la oxidación atmosférica así
como de algunos ácidos orgánicos.
-
Electrodepósito
Este proceso es realizado por medio de
electrólisis la cual consiste en producir cambios
químicos` en un electrolito (sustancia que contiene
iones que pueden emigrar bajo la aplicación de un
potencial eléctrico), por el paso de una corriente
eléctrica a través de él . En la solución salina el
metal se deposita en el cátodo, que en este caso es
la pieza de acero.
CORPORACION RADIAN S .A . DE C .V .
2-55
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .0 CARACTERIZACION AMBIENTAL DE LA INDUSTRIA DEL HIERRO
Y EL ACERO
3 .1 PRODUCCION DE HIERRO Y ACERO
La fabricación de hierro y acero se complementa
utilizando diversos procesos interrelacionados . Las
operaciones más importantes son : (1) Fabricación de
hierro, (2) Preparación del mineral de hierro, (3)
Sinterizado, (4) Peletizado, (5) Producción de acero, (6)
Preparación de productos semiterminados, (7) Preparación
de productos terminados, (8) Suministro de calor y
electricidad y (9) Manejo y transporte de materia prima,
intermedia y xesiduos.
La descripción detallada de estos procesos se
presenta en el capitulo 2 del presente documento ; sin
embargo, nuevamente se presentará una breve descripción
para relacionar los procesos con su caracterización
ambiental (Figura 3 .1).
3 .1 .1
Fabricación de Hierro
En la actualidad, los procesos para la
fabricación de hierro en la República Mexicana se
basan en una serie de operaciones que involucran la
reducción del mineral de hierro en un alto horno
para producir hierro con un contenido de carbono
entre el 3 y el 4 %, seguido por la refinación
conjuntamente con algo de chatarra para la obtención
de acero primario . Una alternativa poco empleada
consiste en la reducción directa mediante el sistema
CORPORACION RADIAN S .A . DE C .V .
3-1
a
Carga
Humos
Coquir.ación
Humos
Enfriamiento
Humos y polvos
--j COQUERIAS
Subproductos
SF1 2
apilado
Polvo
Prcparacion de
minerales
Sintenzado
HORNOS
ALTOS
Hornos propia
mente dichos
Hornos de acero
ACERIAS l
J LA'`11ti?,CION
Hornos de recalentar
Trenes de laminación
Tragante
Polvo
Recuperación de
gases
Polvo
Foso de escorias
Polvo y SO 2
Nave de colada
Polvo
Humos, polvos y SO 2
S0,
Polvo
--lInstal aciones au \lliar e s
7
Instalaciones
AUXILIARES
Polvos y SO 2
Fundiciones de
hierro, acero
Polvc,
Transporte
Humos
Calderas
Polos, humos y SO 2
Figura 3 .1 Procesos de Producción de Hierro y Acero
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
H y L de mineral rico en hierro o de pellets para la
obtención de hierro esponja empleado posteriormente
en los hornos de arco eléctrico.
3 .1 .2
Preparación del Mineral de Hierro
Tal como se extraen de la mina, los minerales
no pueden emplearse directamente en el proceso y las
operaciones de acondicionamiento a las que se
someten, tales como el cribado, trituración,
concentración y mezcla que se realizan en gran parte
al aire libre, dan lugar a la formación de polvos de
óxido de hierro, que según su tamaño pueden
desplazarse a distancias apreciables, sobre todo si
las condiciones atmosféricas favorecen su
dispersión.
Hasta hace unos 40 años, la preparación del
mineral de hierro antes de su carga al alto horno
fué mínima . Involucraba la separación de los "finos"
del mineral para evitar el embancámiento del horno
con la consecuente reducción de la producción . La
práctica moderna requiere de una graduación en el
tamaño entre los 10 - 50 mm, aglomerándolo mediante
el proceso de sinterizado para obtener la
,granulometria adecuada que permitirá su carga al
alto horno juntamente con el mineral de hierro, el
coque y los fundentes.
Las operaciones preliminares de descarga,
_apilamiento, quebrado, selección y manejo general
del mineral de hierro generan emisiones sustanciales
CORPORACION RADIAN S .A . DE C .V .
3-2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
tanto de polvos como de partículas de mayor
diámetro . Para el control de las emisiones de
material particulado en las etapas de descarga y
apilamiento, por lo general se emplean rociadores de
agua . En los procesos de quebrado, selección y
operaciones de manejo general como los
transportadores de banda, el control de las
emisiones de material particulado se realiza
mediante la colocación de campanas o el aislamiento
con la respectiva extracción del polvo.
3 .1 .3
Sinterizado
Las condiciones de trabajo del alto horno no
permiten que la carga contenga finos en proporciones
superiores a un máximo concreto, ya que de lo
contrario producirán trastornos graves en la
operación del horno . El sinterizado es -el
pretratamiento mas importante para el trabajo en el
alto horno ya que no solamente facilita su
operación, sino que permite la utilización de
materiales finamente divididos (mineral, coque y
sinter)
que de otra forma tendrían que ser
descartados . De esta forma, tanto los finos del
mineral de origen como los producidos en el
transporte, manipulación y cribado pueden utilizarse
una vez aglomerados . A estos finos se añaden los
obtenidos en el tragante del horno (polvos de
retorno).
proceso de sinterizado permite de alguna
manera mejorar químicamente los materiales mediante
El
CORPORACION RADIAN S .A . DE C .V .
3-3
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
la eliminación de volátiles entre los que se
encuentran algo de azufre y, mediante la reducción
parcial de los óxidos de hierro, logrando con esto
una mejora en la operación del alto horno.
3 .1 .3 .1
Descripción del Proceso.
El proceso de sinterizado consiste en
mezclar los finos de mineral con los de coque y
a continuación, extender esta mezcla sobre
bandas móviles adecuadas (pailas) de 3 a 5
metros de ancho por 50 a 100 metros de longitud
efectiva, en capas con un espesor inferior a 15
mm, que se mueven de forma continua sobre una
serie de cajas de viento conectadas a un
sistema de desfogue . En un tambor rotatorio se
prepara la mezcla de finos de mineral de hierro
y sinter (menores de 6 .5mm) con 6% de polvo de
coque, humedad y algunas veces algo de caliza.
Posteriormente se descargan a la entrada de la
banda para hacer una cama, que durante su
avance por la zona caliente arderá por la
combustión del coque de la mezcla después de un
encendido de cebado . Para mantener esta
combustión, el aire se aspira con unos
ventiladores potentes,
temperatura se eleva hasta
parcial de los finos y
aglomeración . La longitud
mientras que la
provocar la fusión
la consiguiente
de la banda está
calculada de forma tal que, al final de la
misma, la sinterización es un hecho y la torta
cae sobre una cámara cerrada, donde se quiebra
CORPORACION RADIAN S .A . DE C .V .
3-4
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
y se criba para, porteriormente pasar a los
enfriadores rotativos y de ahí enviarla al alto
horno . Algunas empresas prefieren el
enfriamiento sobre la marcha antes del proceso
de quebrado y cribado.
3 .1 .3 .2
Naturaleza de las Emisiones.
Las plantas de sinterizado constituyen una
de las fuentes más importantes de contaminación
del aire . Por un lado, existen las emisiones de
polvo que representan un porcentaje importante
de las totales de la planta, pues por tratarse
su manipulación,
cribado y
de finos,
4
almacenamiento originan partículas muy finas
que el viento arrastra y dispersa . Además en la
combustión se registran emisiones de dióxido de
azufre en proporción variable debido al
contenido de azufre tanto del combustible como
del coque.
Además de estas emisiones que se registran
en toda la instalación, los humos de la planta,
que se evacúan por la chimenea también
contribuyen a la contaminación del aire.
Resumiendo, las principales formas de
contaminación generadas en la planta de
sinterizado son los polvos y gases ; el volumen
de
puede
alcanzar
los
6,000
Nm 3 /ton
sinterizado.
Las emisiones de polvos se originan en los
CORPORACION RADIAN S .A . DE C .V .
3-5
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
puntos de distribución de los finos del
mineral, en los preparadores de la mezcla,
durante el extendido de la misma, en las pailas
y en los enfriadores.
Los gases emitidos durante el sinterizado
se caracterizan por su contenido de dióxido de
azufre obtenido en la combustión de los
elementos combustibles del lecho . Las
concentraciones más frecuentes, que dependen de
la composición de la carga, varían entre 500 y
1500 mg/m3 .
3 .1 .4
Peletizado
La aglomeración de finos del mineral de hierro
mediante el peletizado es una práctica que se ha
incrementado resultando ser una alternativa_ al
sinterizado y existen plantas con producción arriba
de los cuatro millones de toneladas de pelets por
año . Este proceso e~ muy útil para concentrados de
mineral de hierro muy finos, que pueden resultar
incosteables para el sinterizado . Puede operarse en
diversas formas, tales como los hornos verticales,
horizontales, etc.
Descripción del Proceso.
Se prepara una mezcla formada por mineral
quebrado con uno por ciento de Bentonita y 8 a
10 % de humedad . Esta mezcla se alimenta dentro
de tambores inclinados para producir pelets
CORPORACION RADIAN S .A . DE C .V .
3-6
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
verdes de 9 a 16 mm de diámetro . Los pélets
verdes se cargan sobre una banda continua que
viaja a través de una zona de secado a 370'C y
después a una zona de precalentado a 1300'C.
Los pelets precalentados se pasan por un horno
rotatorio para éndurecimiento a 1300 ' C,
después pasan por un enfriador anular y
finalmente se descargan a menos de 210 ' C . Los
problemas de contaminación del aire son
semejantes a aquellos del proceso de
sinterizado y las técnicas de control adoptadas
son semejantes.
3 .1 .5
Altos Hornos
t
Entre las distintas fuentes de contaminación
del aire atribuibles a la producción de arrabio, la
principal es el material que se alimenta al alto
horno y que consiste fundamentalmente en una carga
metálica (mineral, sinterizado, pélets), cal, que se
añade como aditivo para la formación de escorias, el
coque y el combustible.
3 .1 .5 .1
Descripción del Proceso.
El horno tiene una cubierta de acero, en
forma de dos conos truncados unidos en sus
bases y recubiertos internamente por
refractario . El mineral de hierro, sinter,
pelets, coque y caliza'se cargan por la parte
superior del horno a través del tragante
mediante un sistema de conos dobles diseñados
CORPORACION RADIAN S .A . DE C .V .
3-7
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
para minimizar las fugas de gases de desecho.
Se sopla aire a través de las toberas dentro
del horno, produciendo monóxido de carbono el
cual reacciona con la carga calentada para
formar hierro fundido al alto carbono, escoria
y gases de salida . El hierro fundido y la
escoria colectados dentro del corazón son
descargados periódicamente por las piqueras.
Los gases del alto horno pasan a través de
sistemas depuradores . El proceso es continuo y,
conforme pasa la carga hacia abajo del horno,
se va reponiendo en volumen.
3 .1 .5 .2
Naturaleza de los Gases de Salida.
Los gases de salida del alto horno
contienen aproximadamente el 28% de monóxido
de carbono con partículas de mineral de hierro,
sinter y coque en cantidades de alrededor de 15
a 30 mg/m3, dependiendo de la naturaleza de la
carga y de las condiciones de operación . Por
ejemplo, el uso de presiones elevadas reduce
considerablemente el contenido de partículas de
los gases de salida . La gama para el tamaño de
las partículas varia de los 100 micras hacia
menores que 10 micras . La temperatura de los
gases de salida es de 150 a 200°C . En muchas de
las plantas integradas estos gases se emplean
para precalentar las estufas de aire para el
alto horno.
CORPORACION RADIAN S .A . DE C .V .
3-8
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .1 .5 .3
Emisiones al Aire.
Las operaciones irregulares de los altos
hornos pueden, ocasionalmente, dar lugar a
emisiones directas a la atmósfera . Así, la
caída repentina o desliz de la carga puede
producir fluctuaciones violentas de presión
dentro del horno y en el sistema de depuración.
Cuando esto ocurre, las válvulas de liberación
de presión permiten la .salida del gas del alto
horno hacia la atmósfera, evitando así la
explosión y daño a las instalaciones . Los
polvos estan formados por pequeñas partículas
de lps sustancias empleadas como materia prima
y se producen en los siguientes puntos:
A)
Carga del material en las tolvas o silos.
B)
Cribado o almacenamiento en los dosificadores y
preparación de los lechos de fusión.
C)
Transporte y almacenamiento del coque en las
Tolvas dosificadoras.
D)
Carga de las materias primas en el skip.
Vertido de los skip en el horno.
E)
Polvos emitidos por separadores de depuración
de los gases del alto horno.
Aunque estos polvos primarios suelen.
asentarse en el mismo cuerpo del horno o en las
CORPORACION RADIAN S .A . DE C .V .
3-9
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
zonas inmediatas, en determinadas
circunstancias climatológicas, dichos polvos se
esparcen por vientos persistentes.
La supresión de estas emisiones no suele
ser total y la concentración en determinadas
zonas de varias instalaciones de este tipo es
susceptible de afectar no sólo al rendimiento y
eficacia de los operadores, sino también a su
salud .
La contaminación del aire no es solo
achacable a los polvos y, ocasionalmente, a la
fuga, de gases (que por estar constituidos
fundamentalmente por CO,, son muy nocivos), sino
también a las nieblas del foso de escoria . La
escoria se granula a pie de horno dando lugar a
la producción de una niebla-fina de vapor, que
es especialmente molesta en lugares como el
norte del pals donde afecta el invierno.
3 .1 .5 .4
Reducción Directa del Mineral de Hierro
Mundialmente, existen cinco proceso de
reducción directa con aplicación comercial:
HyL, Midrex, SL/SN, Lurgi y Krupp que fabrican
hierro esponja . De éstos, el proceso mexicano
HyL, desarrollado por Hojalata y Lámina S .A .,
de Monterrey N .L ., es el único empleado en
México . La reducción del mineral de hierro en
trozos o pélets se efectúa en retortas mediante
gas natural reformado con vapor y un
CORPORACION RADIAN S .A . DE C .V .
3-10
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
catalizador (níquel) . El mineral permanece
estático en el reactor recibiendo gas
secundario caliente en primer término, esto es,
gas que ya efectuó una operación de reducción,
en otro reactor . Luego recibe el gas reductor
primario caliente y, finalmente, el gas
reductor frío para enfriar el producto antes de
descargar la retorta y evitar reoxidación
inmediata del fierro esponja al ponerse en
contacto con la atmósfera . El gas reductor
consumido durante el proceso de reducción se
enfría y se mezcla con más gas en un reformador
para producir gas reductor fresco . Las ventajas
del proceso son su naturaleza continua, bajo
consumo de energía y bajas necesidades de
operación . El producto contiene cerca del 93%
de hierro y 1 a 2 por ciento de carbono . La
contaminación del aire está confinada a la
generación de polvos en varios puntos en los
que se instalan sistemas colectores de bolsas.
3 .1 .6
Fundición de Hierro Gris
•3 .1 .6 .1
Cubilote
El cubilote es la fuente más importante de
producción de hierro gris . Al igual que otros
procesos de producción de hierro, presenta
problemasespeciales decontaminación del-aire.
CORPORACION RADIAN S .A . DE C .V .
3-11
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .1 .6 .1 .1 Descripción del Proceso
En muchos aspectos, el cubilote es
semejante a un alto horno pequeño . Por lo
general, es un cilindro vertical sencillo
recubierto internamente por refractario . Cerca
de la base tiene entradas de aire para
combustión y salidas para escoria y colada.
Cerca de la parte superior tiene la puerta de
carga para materia prima y sobre esto, un
capuchón húmedo con una extensión del cilindro
para la descarga de los gases a la atmósfera.
En el fondo del cubilote se carga
primeramente una cama de coque con una altura
de 1 a 2 metros . Una vez que ha sido encendido
y está activo, se colocan capas alternadas de
metal (hierro colado y chatarra de acero) así
como de coque y de fundente (normalmente
caliza) hasta llenar el cubilote a la altura de
la puerta de carga . El aire de combustión que
entra a través de las toberas quema el coque y
funde la carga metálica, conforme desciende la
carga, se agregan capas alternadas a través de
la puerta superior . Por la piquera se obtiene
fierro fundido con contenidos del 2 .3 al 3 .5 %
de carbono . Los hornos de cubilote operan con
un promedio de producción de 2 a 10 toneladas
por hora . -
CORPORACION RADIAN S .A . DE C .V .
3-12
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .1 .6 .1 .2 Naturaleza dé las Emisiones
1 . Humos producidos por aceite, grasa,
pintura, etc ., adheridos a la chatarra,
madera, etc.
2 . Polvos y arenisca provenientes de los
materiales cargados y de sus impurezas . El
15% de los sólidos emitidos son menores a
10 micras y arriba del 50% mayores de 50
micras . Las emisiones normales para un
horno de cubilote son de alrededor de 7 a
11 kilogramos por tonelada de metal
iproducido.
3 . Los humos metalúrgicos, que consisten en
gran parte de óxidos metálicos, escorias,
cenizas, etc.
4.
El dióxido de azufre emitido depende del
tipo de doque . Las cantidades emitidas,
necesarias para la estimación de la altura
de chimenea, dependen de la cantidad de
azufre absorbido por el metal y del
dióxido de azufre retenido por el lavador
de gases . En los casos donde se utiliza
coque con contenidos del 0 .7% de azufre,
el 50% se absorbe en el metal y del 30 al
50% restante se absorbe por el capuchón
húmedo, empleado en la mayoría de los
cubilotes mexicanos.
CORPORACION RADIAN S .A . DE C .V .
3-13
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
El gas de chimenea, que contiene del 10 al
20% de monóxido de carbono se quema por lo
general en el ducto de salida . En los casos en
los que la combustión no puede mantenerse o que
el gas es pobre, se extiende la altura de la
chimenea de descarga (Figura 3 .2).
La producción de acero, a partir de hierro
al carbon o de una mezcla de alto carbonochatarra, es fundamentalmente con el fin de
eliminar diversos porcentajes de impurezas por
la medio de una oxidación . El oxigeno requerido
puede ser administrado como óxido de fierro,
aire o como oxigeno de alta pureza.
3 .1 .6 .2 Hornos de Hogar Abierto.
A pesar de que cada día, los hornos de
hogar abierto tienden a desaparecer, debido a
su sustitución por conyertidores o por hornos
de arco eléctrico, todavía quedan algunas
compañías en el pals que emplean este proceso.
3 .1 .6 .2 .1 Descripción del Proceso.
Esencialmente, el horno de hogar abierto
es un espacio largo recubierto con refractario,
tanto en paredes y techo con puertos en cada
extremo para la admisión de combustible y de
aire de combustión precalentado . Consiste en la
afinación del arrabio y la fusión de la
CORPORACION RADIAN S .A . DE C .V .
3-14
Extensión
Chimenea
Agua
Cámara de Combustión
e (f
Lavador de alta J+ce
Eficiencia
1
Agua y polvo
Recuperador
Sobreflujo
Ventilador
Al tanque
sedimentador
Figura 3 .2 Sistemas de control de emisiones en cubilotes
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
chatarra en hornos de reverbero para la
producción de acero, oxidando las impurezas
mediante mineral de hierro o por inyección de
oxigeno.
El
calentamiento de estos hornos se
efectúa mediante combustibles gaseosos o
líquidos, naturales o artificiales, inyectados
a presión por medio de inyectores (quemadores)
y pulverizadores con aire o vapor.
Para lograr la temperatura requerida, el
aire de la combustión se introduce caliente,
utilizando los gases de salida, en
regeneradores o cámaras de regeneración.
Estos hornos pueden ser fijos o
basculantes . El proceso de aceración puede ser
básico o ácido, según se requiera eliminar
fósforo y azufre . Como en la gran mayoría de
los casos se hace necesaria dicha eliminación.
El proceso más usado es el básico y el producto
obtenido se denomina acero básico . Los hornos
de corazón abierto varían en su capacidad, de
50 a 500 toneladas, y eh cuanto a materiales de
carga de 80% de arrabio con 20% de chatarra
fría a 15% de lingotes de hierro, con un 8 .5%
de chatarra fría . La carga metálica se funde
junto con materiales productores de escoria,
tales como la caliza, sílice y otros y se
refina mediante la adición de óxidos de fierro
o de oxígeno con lanzas . Las impurezas
CORPORACION RADIAN S .A . DE C .V .
3-15
NOM -
EMISIONES
EN
LA INDUSTRIA DEL HIERRO Y EL ACERO
resultantes pasan dentro de la escoria, o en el
caso del carbono dentro del gas residual como
monóxido de carbono, el cual se quema,
resultando bióxido de carbono . El oxigeno de
alta pureza se emplea en dos formas:
1.
2.
Enriquecimiento del aire de combustión;
Inyección mediante la lanza dentro del
baño fundido.
La primera no produce un cambio sustancial
en la naturaleza y el nivel de las emisiones de
partículas .
El
segundo produce una gran
cantidad de humos rojizos para lo que se
t
necesita un equipo de depuración.
3 .1 .6 .2 .2 Naturaleza de las Emisiones.
En la práctica normal, sin inyección de
oxigeno, la emisión de polvos promedio es de
0 .2 a 0 .6 g/m3 , donde el 50% de la
granulometría es mayor a 5 micrones . Con la
inyección de oxigeno, a una velocidad de 40m3
por tonelada durante 4 horas, la cantidad de
partículas promedio ascidnde a 8 g/m 3 con picos
por encima de 16 g/m 3 durante el período de
lanceado . Estas partículas están constituidas
principalmente por óxidos de hierro, con
tamaños de 0 .1 a 1 . micrones, con tamaño
promedio de 0 .2 a 0 .3 micrones . Este tamaño tan
pequeño de las partículas, aunado al gran
CORPORACION RADIAN S .A . DE C .V .
3-16
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
volumen de gases emitidos a alta temperatura
determina que su captación sea difícil y
relativamente cara . La concentración de los
humos en el gas residual está influenciada por
diversos factores entre los que se incluyen la
cantidad de aire en exceso . La composición de
los gases residuales varia de acuerdo con el
combustible usado, siendo los más importantes
el vapor de agua que puede variar entre un 2 y
un 25% y el dióxido de azufre entre 1 y 2
gramos por metro cúbico.
3 .1 .6 .3 Convertidores.
3 .1 .6 .3 .1 Descripción del Proceso.
El proceso consiste en la afinación de
arrabio liquido en recipientes de forma de pera
llamados convertidores,-mediante soplo de aire,
de oxígeno o de mezclas de ambos a través del
metal o superficialmente en forma lateral, o
verticalmente por arriba . También se usan
mezclas de vapor de agua y de oxígeno y de
anhídrido carbónico y oxigeno como medios de
soplo .
De acuerdo con estos sistemas de
inyección, los convertidores se clasifican en:
1.
2.
De soplo por el fondo
De soplo lateral
CORPORACION RADIAN S .A . DE C .V .
3-17
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3.
De soplo por arriba
En los dos primeros casos, los orificios
usados para introducir el aire común o
enriquecido se llaman toberas y en el tercero,
que se limita al uso del oxigeno, se emplea un
tubo refrigerado que entra por la boca
denominado lanza.
Los procesos de• aceración llevados a
efecto en los convertidores son ácidos o
básicos según la naturaleza de su revestimiento
refractario . En los ácidos el material
refractario es de magnesita o de dolomita y la
escoria es básica a base de cal.
El proceso ácido es conocido generalmente
con el nombre de Bessemer y el básico con el
nombre de Thomas, B .O .F . o L .D . Actualmente se
utiliza en escala comercial sólo el último.
Durante el proceso se distinguen los períodos
siguientes:
1.
2.
3.
4.
5.
6.
7.
8.
Carga del arrabio y chatarra
Fusión de la carga sólida
Ebullición con minerales y oxidación
Ebullición con caliza o cal
El desescoriado o extracción de la escoria
Interrupción de la ebullición o bloqueo
con desoxidantes
Desoxidación o afinación final
Prueba de la temperatura del acero en
CORPORACION RADIAN S .A . DE C .V .
3-18
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
9.
forma práctica
Colada y desoxidación con ferroaleaciones
10.
y aluminio
Vaciado del acero a lingoteras o moldes.
Aunque los hornos de hogar abierto y los
convertidores Bessemer que estuvieron basados
en la refinación con mezclas de óxido férricoaire respectivamente han dado lugar a emisiones
atmosféricas de consideración, la introducción
del oxigeno de alta pureza a precios económicos
no solo ha cambiado el patrón de producción de
acero en los pasados 25 años sino que ha
agregado una nueva dimensión al problema de la
contaminación . Bajo el nombre genérico de
fabricación de acero mediante óxigeno (proceso
BOF) se desarrollaron nuevos procesos que
involucran sopladores de oxigeno de los que el
más popular en México es el proceso que emplea
el convertidor LD.
Cuando se inyecta el oxígeno dentro del
hierro fundido, la refinación se acelera
existiendo una mayor producción de acero junto
con la emisión de polvos de color rojizo, lo
que se ha convertido en uno de los problemas de
contaminación ambiental con los costos de
control más elevados . Los sistemas depuradores
requeridos para lograr la casi invisibilidad de
las plumas requieren _de una muy elevada
eficiencia del órden de los 99 .5% . Las
CORPORACION RADIAN S .A . DE C .V .
3-19
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
temperaturas elevadas de los gases de salida,
su naturaleza inflamable y lo fino de la
emisión (0 .05 a 1 .0 micrones) provocan unas
condiciones de operación difíciles para la
unidad de depuración.
3 .1 .6 .3 .2 Naturaleza de las Emisiones
Durante el periodo de soplado del oxígeno,
el gas que emana por la boca del convertidor
proviene principalmente de la oxidación del
carbono y, asumiendo la no entrada de aire u
otra fuente de oxigeno, ésta se compone de 90%
de monóxido de carbono y de 10% de dióxido de
carbono a unos 1650°C, con un volumen normal de
menos de dos veces el del oxigeno soplado . La
emisión particulada está formada principalmente
por óxido de fierro finamente dividido con algo
de arenisca o polvo de los materiales cargados
o de la chatarra . La concentración puede llegar
a 100 g/metro cúbico con el 85% debajo de la
micra de diámetro siendo la gama promedio de
valores entre 0 .05 y 0 .20 micrones . Existe
evidencia de que el tamaño y composición de las
partículas colectadas están afectadas por la
naturaleza del proceso de depuración, por
ejemplo, si el gas del' convertidor se quema o
no antes de la captación de la emisión.
CORPORACION RADIAN S .A . DE C .V .
3-20
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .1 .6 .3 .3 Emisiones de Humos Secundarios
Adicionalmente a los humos generados
durante el soplado del oxígeno, que son
colectados por la campana primaria y el sistema
de depuración, existen los humos y polvos
provenientes durante las operaciones de carga
del metal caliente, de la chatarra, del
muestreo y observaciones de la carga . Estas
emisiones, junto con los humos provenientes del
soplado de oxigeno, pueden escapar a la captura
de la campana primaria y se conocen como
emisiones de humos secundarios, cuya emisión es
del orden de 300 a 400 gramos por tonelada de
acero y corresponden del 2 al 2 .5% del total de
los humos generados . Los sistemas de control
aceptados son a base de campanas locales
adyacentes a la principal, una para cada área
de operación con dos campanas laterales
pequeñas, conectadas a un ducto común que se
dirige hacia el sistema depurador, generalmente
constituido por una casa de bolsas . Se ha
encontrado que aún en los sistemas
cuidadosamente diseñados, hay fugas de los
humos en el proceso de carga del horno por lo
que hay instalaciones que cuentan con una
campana de captación sobre el área de la grua.
Algunas de las operaciones asociadas con
el sistema BOP generan humos y polvos . Entré
CORPORACION RADIAN S .A . DE C .V .
3-21
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
estas se encuentran la transferencia de metal
caliente, la desulfurización y escoriado y el
manejo de fundentes . Para el control de estas
emisiones se emplean, tanto en el Reino Unido
como en España y los Estados Unidos de América,
campanas secundarias que descargan al sistema
colector general . Esto implica un gran consumo
de energía a menos que se controle el flujo de
gases mediante compuertas en los ductos de las
campanas.
Convertidores de Soplado por el rondo . (Q-
3 .1 .6 .4
i
BOP)
Tanto los problemas de emisión como los de
control de éstas son semejantes al proceso
anteriormente descrito.
3 .1 .7
Hornos Eléctricos de Fusión
Estos se clasifican en:
I.
II.
III.
IV.
Hornos de Resistencia
Hornos de Arco Eléctrico
Hornos de Arco Directo
Hornos de Inducción
a) De Baja Frecuencia
b) De Alta Frecuencia
CORPORACION RADIAN S .A . DE C .V .
3-22
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO'Y EL ACERO
3 .1 .8
Hornos de Resistencia
Los hornos de resistencia para fundir acero
usan barras horizontales de grafito como
resistencia, siendo de forma rectangular los
pequeños de hasta una tonelada de cupo y cilíndrica
los mayores de hasta 2 a 3 toneladas de capacidad.
En estos las emisiones son captadas mediante
campanas colocadas en la parte superior del horno,
lo que no requiere del movimiento de grandes
volúmenes de aire, haciendo bastante accesibles este
tipo de instalaciones.
3 .1 .9
Hornos de Arco Directo
Estos hornos son los más utilizados para la
producción de Acero y utilizan electrodos verticales
de grafito, de carbón amorfo o de pasta de carbón,
en número de dos, si los hornos son monofásicos o
bifásicos, lo cual queda limitado generalmente a los
pequeños de menos de 500 kilogramos de capacidad, y
de tres o seis electrodos en los trifásicos (Figura
3 .3).
3 .1 .9 .1 Descripción del proceso
En estos hornos el arco salta entre los
CORPORACION RADIAN S .A . DE C .V .
3-23
TABLA 3 .2 FACTORES DE EMISION DE PARTICULAS Y EMISIONES
GASEOSAS
Nombre del proceso
PART PM 10 SOx
NOx VOC
CO
PLOMO
UNIDADES
*Todos los Factores en libras por unidad
FUNDICIONES DE HIERRO GRIS 3321
- Hornos de arco eléctrico
- Operaciones de anillado
- Inoculación
- Manejo de cargas
- Vaciado/colada
- Enfriamiento de coladas
- Sacudido de la colada
- Volteado de la colada
- Limpieza/esmerilado
- Manejo de limpieza
- Esmerilado por arena
- Horno de corazones
- Horno de corazones
- Secador de arena
- Silo para la arena
- Tolvas/Elevadores
- Cribas de arena
- Acabado de coladas
- Máquina de cubiertas para
corazones
Máquinas para corazones/otras
12 .7
4 .0
0 .6
2 .8
1 .4
3 .2
17 .0 (c)
-0 .65 (c)
2 .71
0 .01 (c)
11 .4
-3 .2
0 .36
2 .8
1 .4
2 .24
0 .25
-1 .7
-0 .54
2 .22
0 .0045
--0 .0
0 .02
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .32
0 .33
0 .0
0 .01
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .5
0 .05
0 .17
0 .1
0 .005
0 .0
_ 0 .14
0 .0
1 .2
1 .2
0 .0
0 .0
0 .0
0 .0008
0 .0008
0 .0
0 .0
0 .0
0 .0
0 .0
0 .32
1 .6
G .0
0 .0
0 .0
0 .0
0 .5
0 .004
0 .0
0 .0
0 .0
0 .0
0 .0008
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de arena procesadas
Toneladas de arena procesadas
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de arena manejadas
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de arena manejadas
Toneladas de metal procesadas
Galones de aceite para corazones
usados
Toneladas de arena manejadas
Toneladas de arena manejadas
Toneladas de arena manejadas
Toneladas de arena manejadas
Toneladas de fundición limpiadas
Toneladas de corazones producidas
0 .32
0 .5
0 .0008
Toneladas de corazones producidas
0 .32
1 .0
19 .0
-0 .0
Nombre del
PART
PM10
proceso
* T o d o s
Io
FFRRfAlFOCICIN-1{1)RUO ARIFRTÚ
SOX
F__ a
c t o r e s
~OX VOC
e 'n
l
i b r a s
.CO PLOMO UNIDAD
p or
u
NOTAS
nidad
Coque de Alto Horno
16 .0
Ferrosilicato : Coque
de Alto Horno
- Casa de Bolsa
...
- Otros No Clasificados
XXX
2 .8
XXX
XXX
XXX
0 .02
0 .1
1 .4
XXX
XXX
---
Toneladas Producidas
-•mg(
ToneladasProducldas
Toneladas Producidas
0 .11
Toneladas Producidas
FERROALEACION-HORNO SEMICUBIERTO,
- Ferromanganeso :
Horno de Arco Eléctrico
Horno de Arco Eléctrico
Otras Aleaclones/
Especificas
Ferrocromo Silicón :
Horno de Arco Eléctrico •
Ferrocromo Silicón :
Horno de Arco '
Eléctrico
►-
12 .0
7 .56
Toneladas Producidas
8 .2
---
Toneladas Producidas
8 .2
---
Toneladas Producidas
PRODUCCION DE ACERO-COQUE DE ALTO HORNO
Carga de Mineral
- Carga de Aglomerado
110 .0 (e)
40 .0 (c)
41 .8
15 .2
0 .0
0 .0
0 .0
0 .0
1750 .0 (c)
0 .091
Toneladas de Hierro Producidas
0 .0
0 .033
Toneladas de Hierro Producidas
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
Toneladas Procesadas
4 .8
Toneladas Producidas
0 .0
Toneladas Producidas
0 .0
0 .0
PRODUCCION DE ACERO-ESCORIAS DEhALTQHORN.Q,
- Sedimento alto
Sedimento Bajo
Trituración e igualación
de Escorias
Movimiento y Vaciado
de Escorias
0 .026 (c)
0 .0080 (c)
---
Toneladas Procesadas
PRODUCCION DE ACERO- SINTERIZADO
Pna ae Materia Prima
Brisado de Coque Caliza, finos de
Mineral
Materia Prima
Transferencia/Manejo
Toneladas de Escoria Transferidas
Toneladas de Escoria Transferidas
PRODUCCION DE ACERO-SINTERIZADO
Caja de Viento
Descarga final
Pulverizado de Sinter
Cribado Caliente
Enfriador
Cribado trio
11 .1
6 .8
3 .0 (c)
1 .67
1 .02
0 .45
2 .5 (c)
0 .3
1 .4 (c)
0 .0
0 .0
0 .0
---
0 .0
0 .0
0 .0
0 .0
0 .14
0 .0
0 .0
0 .0
0 .0
0 .0
44 .0
Toneladas Producidas
Toneladas Producidas
Toneladas Producidas
Toneladas Producidas
Toneladas Producidas
Toneladas Producidas
Nomore dei
proceso
PART PM10 SOx NOx VOC CO
'
T o d o s
I o s
F
a c t o r e s
en
l i b r a s
p
or
PLOMO UNIDAD
u
INOTAS
n i d a d
PRODUCCION DE HIERRO
Horno Abierto
Chimenea
Horno de Arco
Eléctrico : Aleación
de Hierro
21 .1
17 .5
1 .4
11 .3
6 .55
0 .7
Carga : Horno de
Arco Eléctrico
Contactor hembra : Horno
de Arco Eléctrico
Horno de Arco
50 .0
Eléctrico : Carbón
Hierro .'
Baño Químico para Limpiar Metales
Foso de Recalentamiento
--Molidos
- Hornos Básico de Oxigeno :
Taller.
de Cubierta Abierta
Hornos Básicos de Oxigeno:
Taller
de Cubierta Cerrada
Metal Caliente (Hierro)
Transferido)
a Horno de Acero
Carga BDF
29 .0
0 .17
0 .1
0 .35
18 .0
0 .14
Toneladas Producidas
0 .22
Toneladas Producidas
0 .001
Toneladas Producidas
0 .002
Toneladas Producidas
0 .7
0 .1
0 .3S
0 .0
0 .0
0 .0
0 .0
0 .0
0 .02
Toneladas Producidas
18 .0
0 .0 – 0 .0
0 .001
139 .0
0 .2
Toneladas Producidas
Toneladas Producidas
Toneladas Producidas
Toneladas Producidas
13 .1
0 .001
139 .0
0 .2
Toneladas Producidas
0 .19
0 .09
0 .001
Toneladas Producidas
0 .6
0 .3
•--
0 .001
Toneladas Producidas
0 .92
0 .4
0 .02
0 .002
Toneladas Producidas
Toneladas Producidas
0 .0
28 .5
13 .1
28 .5
0 .08
PRODUCCION DE HIERRO
• Contactor Hembra : BOF
- 'Carga : Horno Abierto
0 .001
Contactor Hembra : Horno Abierto
Metal Caliente
--Desulfurización
. Vaciado (Descarga de Hierro) 0 .07
..~w~
1 nminnnIA . . C .I ..
0 .002
Toneladas Producidas
0 .0
0 .002
Toneladas Producidas
Toneladas Producidas
0 .0
Toneladas Producidas
0 .002
Toneladas Producidas
0 .8
0 .08
0 .0
0 .01
0 .1
0 .004
Toneladas Producidas
Toneladas Producidas
Toneladas Producidas
Toneladas Producidas
0 .05
Escoria Horno para Hierro:
Contactor hembra y vaciado
Proceso de Escoria de Horno para Hierro
Laminación Caliente
Arrojar
Horno de Recalentamiento
Hornos de Tratamientos de
Calor : Recocido
Toneladas Producidas
Tonelada&Procesadas
0 .03
Fundición Continua
Vaciado (Carga de Hierro)
0 .002
0 .22
0 .0
0 .81
0 .36
0 .1
0 .1
0 .0
0 .a
0 .0
. ..
0 .0
n ex
T . . ..wlnA .e r7rnllllrlfll 4
Nombre del
proceso
-
; • II
PART PM10
'Todos los
Pulverizado de Sinter (Código
0 .8 (c)
combinado incluye 16,16,17, 18)
0 .12
'Transportador de Sinter EstaciónO .17 (c)
de Transferencia
0 .013
;•
•tw
SOx NOx VOC CO
Factores en libras por
0 .05
PLOMO UNIDAD
u
Toneladaslproducidas
0 .0
0 .0
0 .0
0 .0
Toneladas Transferidas
Sinterizadas
0 .0
0 .0
0 .0
0 .0
Toneladas de Mineral T ransferidas
DE ALTO HORNO
- Mineral descargado, Pellets, 0 .0024 (c)
Calizadentro de coque
de altos hornos
- Pilas de Materia.
Prima-Mineral,
Pellets, (:atiza,.
Coque , Sinter
- Carga de Materiales
Transferencia/maneJo
Hornos de Calentamiento para
- fundición
- Casa de Bolsa
0 .6
- Derrame de Horno de Fundición 87 .0
- Descarga de Terrón de Mineral .0003 (c)
4 .8
Toneladas Procesadas
0 .0
Toneladas Procesadas
0 .01
0 .31
3 .0
0 .03
2 .8
0 .0
0 .0
0 .0
0 .0
0 .0
33 .0
Toneladas Procesadas
Toneladas Procesadas
Número de Derrames
Toneladas de Mineral Transferido
PRODUCCION DE ACERO-EMISIONES DE HOLLIN, CAMINOS
Caminos de Terraseria : LDV
1 .8
1 .0
0 .0
0.0
0 .0
0 .0
Millas Recorridas_
por Vehiculo
Caminos de Terraseria . MDV
7 .3
4 .1
0 .0
0 .0
0 .0
0 .0
14 .0
7 .6
0 .0
0 .0
0 .0
0 .0
Millas Recorridas
por Vehiculo
Millas Recorridas
por Vehículo
0 .0
0 .0
0 .0
- Caminos de Terraseria HCV
PRODUCCION DE ACERO-EMISIONES DE HOLLIN, CAMINOS
-Todos los Caminos Pavimentados 0 .78
- Tipos de Vehiculos
0 .44
0 .0
Millas Recorridas
por Vehiculo
PRODUCCION DE ACERO-MANEJO DE MATERIAL DIVERSO
-Descarga de polvo de chimenea
Descarga de Minerales
Combinados
NOTAS
n i d a d
___
Toneladas de
Material Transferido
Toneladas de
Material Transferido
Nombre del proceso
PART PM 10 SOx NOx VOC
CO
PLOMO
UNIDADES
*Todos los Factores en libras por unidad
FUNDICIONES DE ACERO 3324 ,3325
- Hornos de hogar abierto con
lanceado de oxígeno
- Hornos de tratamiento térmico
- Hornos eléctricos de inducción
- Limpieza por chorro de arena
- Horno de corazones
- Vaciado/colada
- Sacudido de la colada
- Volteado de la colada
- Limpieza ,
- Manejo de cargas
- Enfriamiento de colada
- Maquina sacudidora
- Acabado
- Limpieza con arena/manejo
- Horno de corazones
- Horno de corazones
- Secador de arena
- Silo para la arena
- Elevadores
- Cribas de arena
- Limpiado de coladas
- Máquina de cubiertas para
corazones
- Máquinas para corazones/otras
- Hornos de arco eléctrico
- Hornos de hogar abierto
10 .0
8 .5
0 .1
0 .65
2 .71
5 .0 (c)
32 .0(c)
--x .09
0 .54
2 .22
5 .0
26 .2
17 .0 (c)
0 .6 (c)
10 .0 (c)
0 .01 (c)
40 .0 (c)
1 .1
1 .7
0 .36
10 .0
--0 .0045
6 .0
0 .9
13 .0
11 .0
6 .3
9 .4
Toneladas de metal procesadas
0 .0
0 .17
--0 .0
--0 .0
--0 .4
0 .0
0 .32
0 .33
80 .0
0 .0
0 .0
0 .05
0 .01
2 .4
0 .0
0 .0
87 .0
0 .0
0 .05
0 .05
0 .02
0 .0
0 .0
0 .0008
0 .14
1 .2
1 .2
0 .0
0 .0
0 .0
1 .2
1 .1
0 .0
0 .0006
0 .0006
0 .0
0 .0
0 .0
0 .0
0'.0
0 .32
1 .6
0 .0
0 .0
0 .0
0 .0
0 .5
0 .004
0 .0
0 .0
0 .0
0 .0
0 .0008
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de arena procesadas
Toneladas de arena prócesadas
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de arena manejadas
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de arena manejadas
Toneladas de metal procesadas
Toneladas de metal procesadas
Toneladas de metal procesadas
Galones de aceite para corazones
usados
Toneladas de arena manejadas
Toneladas de arena manejadas
Toneladas de arena manejadas
Toneladas de arena manejadas
Toneladas de fundición limpiadas
Toneladas de corazones producidas
0 .32
0 .25
0 .5
0 .2
0 .01
0 .0008
0 .35
0 .17
Toneladas de corazones producidas
Toneladas de metal procesadas
Toneladas de metal procesadas
470 .0
0 .00
0 .0
0 .32
0 .02
0 .0
-
TABLA 3 .3
EMISIONES DE CONTAMINANTES A LA ATMOSFERA PROVENIENTES DEL
PROCESO DE FABRICACION DE HIERRO Y ACERO
(Toneladas ¡ Mes)
CLAVE
1500432
HORNO
Cubilote
PARTICUTAS
.18 *
.18 **
900059
1500006
900078
900021
900069
Cubilote
Cubilote
Cubilote
Cubilote
Cubilote
Cubilote
Cubilote
10 .15
10 .15
Pb .04
-
0
-
0
0
Colector
ciclónico
alta efi.
.01
.01
1 .53
HC .01
NO
.01
.53
.01
0
0
1 .53
0
0
.2 .
.2
1 .02
HC .02
1 .02
0
0 .01
0
.02
.02
0
0 .0
.24
.24
.02
-
.02
-
0
0
.
2 .03
2 .03
0
-
.41
.13
2 .13
HC
2 .13
.01
0
.03
.03
0
0
0
0
.5
.35
.02
.02
-
.15
0
-
4 .25
4 .25
0
-
.15
.73
.96
0
.73
.96
0
.96
.96
0
HC
.47
.47
0
.04
.6
0
2
.6
HC
.02
.02
.01
0
0
.5
.12
0
***
.18
.18
0
.12
- .12
0
.13
.13
i
.24
.17
900295
1500021
Fundición
Arco
eléctrico
Cubilote
EQUIPO
ANTICONT.
-
.07
900168
OTROS
CO
.15
.11
.04
900110
MOx
.15
0
1500795
SOx
.4
.4
0
.01
M
.01
.01
0
6 .38
5 .09
1 .29
.73
.73
0
M
.4
.3
0
NO
.41
NO
.73
Casa de
bolsas
.04
NO
.5
NO
.01
- 0
.12
HC
.01
0
M
HC
.4
25
0
.13
.01
HC
.01
.01
0
0
.01
0
-
-
1500026
Inducción
-
-
-
1500034
Hornos
.01
.01
0
.10
HC
.01
.01
0
0
.10
0
.10
0
0
0
* Emisión total
** Emisión estimada sin control
*** Emisión estimada con control
M = Emisión medida
NO
0
.12
_ 0
.3
.3
0
NO
.01
1 .4
M
10 .15
.13
M
Casa de
bolsas
Lavadores
Venturi
de alta P
Casa
bolsa
0
NO
TABLA 3 .3
EMISIONES DE CONTAMINANTES A LA ATMOSFERA PROVENIENTES DEL
PROCESO DE FABRICACION DE HIERRO Y ACERO
(Toneladas / mes)
CLAVE
HORNO
PARTICULAS
SOX
MOx
CO
OTROS
EQUIPO
ANTICONT.
1500061
Fundición
1 .39 *
1 .39 **
0***
.01
.01
0
.23
.06
0
.06
.06
0
HC .23
.01
0
NO
1500079
Arco
eléctrico
.59
.59
0
.01
.01
0
1 .23
.31
0
.31
.31
0
HC 1 .23
.03
0
Casa de
bolsas
1500083
Arco
eléctrico
.16
.03
.13
.25
.25
0
HC 4 .45
0 .09
0
Casa de
bolsas
1500087
Cubilote
.18
.18
0
.09
.09
0
-
1 .6
1 .6
0
-
NO
1500155
Arco
eléctrico
.51
.51
0
7 .87
0
0
.58
.58
0
.01
.01
0
HC 7 .87
.58
0
Casa de
bolsas
1500169
Arco
eléctrico
.02
.02
0
.01
.01
0
.71
.71
0
.18
.01
0
HC .18
.02
0
Colección
seca
1500566
Hornos
.11
.11
0
.15
.01
0
.01
.01
0
HC .15
.01
0
NO
1500570
Hornos
.01
.01
0
.01
.01
0
.01
.01
0
.01
.01
0
HC .01
.01
0
NO
1500591
Arco
eléctrico
33 .71
.51
33 .2
.01
0
0
.31
.08
0
.08
.08
0
HC .31
.01
0
Casa de
bolsas
1500574
Inducción
.01
.01
0
.01
.01
0
.08
.01
0
.01
.01
0
HC
.1
0
NO
900005
Cubilote
.23
.23
0
.01
.01
0
.14
.04
0
1 .85
1 .85
0
HC .14
1 .85
0
Lavador
húmedo de
alta efi.
900003
Cubilote
-
-
-
-
-
SI
900009
Fundición
.07
.07
0
.01
.01
0
.01
.5
0
.5
.5
0
HC .01
.01
0
NO
* Emisión total
** Emisión estimada sin control
*** Emisión estimada con control
M = Emisión medida
M
-
7 .12
7 .12
0
M
4 .45
4 .32
0
M
M
4 .32
4 .32
0
M
.08
TABLA 3 .3
EMISIONES DE CONTAMINANTES A LA ATMOSFERA PROVENIENTES DEL
PROCESO DE FABRICACION DE HIERRO T ACERO
(Toneladas / mes)
CLAVE
HORNO
PARTICULAS
SOx
NOx
CO
OTROS
EQUIPO
ANTICONT.
900004
Fundición
.75
.75
.5
.2
.2
4 .27
.01
6 .42
0
6 .42
6 .42
0
Pb .01
.05
0
Lavador
húmedo de
media efi
900023
Arco
eléctrico
7 .38
7 .38
0
.01
.01
0
1 .74
1 .74
0
.1
.01
0
HC .1
.04
0
Casa de
bolsas
1500270
Cubilote
.48
.17
.31
.12
.04
.08
-
8
2 .7
5 .3
Pb .03
2 .7
.02
NO
1500669
Horno
.21
.21
0
.01
.01
0
-
.25
.25
0
Pb .01
.25
.01
Lavador
húmedo de
media efi
1500666
Crisol
-
-
-
-
-
NO
900255
Crisol
.18
.18
0
.01
.01
0
.01
1 .53
0
1 .53
1 .53
0
Pb .01
.01
0
Lavador
húmedo de
alta efi
,
1500755
Cubilote
1 .19
1 .09
1 .01
.03
.01
.02
-
-
Pb -
NO
1500836
Arco
eléctrico
50
3
47
-
97 .5
4 .5
93
HC 2 .25
0
.5
Casa de
bolsas
-
2 .25
4 .5
2
1500220
Crisol
.38
.06
0
.06
.06
0
-
4 .06
4 .06
0'
Pb .02
4 .06
0
Coleeción
húmeda
900751
Fundición
.09
.09
0
.77
.77
0
-
-~
HC
-
NO
-
-
Recocido y
tratamient
térmico
1 .19
1 .19
0
10 .2
10 .2
0
-
.1
.1
0
HC
-
NO
Crisol
.01
.01
0
.01
.01
0
.01
.01
0
.01
.01
0
HC
.01
NO
.01
0
.08
.01
-
-
-
-
.07
-
-
-
-
1500351
900734
900695
Inducción
* Emisión total
** Emisión estimada sin control
*** Emisión estimada con control
M= Emisión medida
-
NO
TABLA 3 .3
EMISIONES DE CONTAMINANTES A LA ATMOSFERA PROVENIENTES DEL
PROCESO DE FABRICACION DE HIERRO Y ACERO
(Toneladas / mes)
CLAVE
HORNO
PARTICULAS
SOX
NO,
CO
OTROS
EQUIPO
ANTICONT.
1500451
Inducción
.02
.01
.01
.01
.01
0
.01
.03
0
.03
.03
0
HC .01
.01
0
Casa de
bolsas
1500353
Fundición
.01
.01
0
.01
.01
0
.01
.01
0
.01
.01
0
HC .01
.01
0
NO
1500467
Crisol
.06
.06
0
.01
.01
0
.01
.01
0
.01
.01
0
HC .01
.01
0
Lavadores
Venturi
de Baja P
1500171
Recocido y
tratamient
térmico
2 .38
2 .38
0
.05
.05
0
0
20 .4
0
20 .4
20 .4
0
Pb 0
.17
0
NO
1500988
Hornos
.24
.24
0
.01
.01
0
0
2 .04
0
2 .04
2 .04
0
HC -
NO
.01
.01
0
.01
.01
0
.01
.01
0
HC .01
.01
0
NO
,
-
901151
Inducción
.01
.01
0
1501004
Arco
Eléctrico
-
NO
-
-
-
-
1501051
Horno
.05
.05
0
.03
.03
0
0
3 .06
0
3 .06
3 .06
0
HC 0
0
0
Lavador
húmedo de
alta efi
1501035
Hornos
.2
.01
196
.02
.01
.19
0
.01
0
1 .8
.01
.76
HC 0
0
0
NO
f
900591
Recatentam
iento
.35
.35
0
4
4
0
1 .1
.5
0
.5
.5
0
HC 1 .1
.02
0
NO
1500754
Recatentam
iento
.14
.14
0
1 .2
1 .2
0
.32
.01
0
.01
.01
0
HC .32
.01
0
N0
900550
Fundición
Molino de
acabado
.01
.01
0
.01
.01
0
.01
.01
0
.01
.01
0
.01
.01
0
NO
1500734
Recatentam
iento
2 .08
1 .89
.19
4 .21
4 .21
0
1 .66
.06
0
.06
.06
0
HC 1 .66
.01
0
NO
* Emisión total
** Emisión estimada sin control
*** Emisión estimada con control
M = Emisión medida
TABLA 3 .3
EMISIONES DE CONTAMINANTES A LA ATMOSFERA PROVENIENTES DEL
PROCESO DE FABRICACION DE HIERRO T ACERO
(Toneladas / mes)
CLAVE
HORNO
PARTICULAS
SOx
NOx
OTROS
CO
EQUIPO
ANTICONT.
1500350
Horno
.2
.2
0
.2
.2
0
.54
.13
0
.13
.13
0
HC .54
.01
0
NO
1500514
Recocido y
trat .
térmico
.11
.11
0
.85
.85
0
.33
.01
0
.01
.01
0
HC .33
.01
0
NO
1500527
Recocido y
trat .
térmico
.08
.01
0
.68
.68
0
.27
.01
0
.01
.01
0
HC .27
.01
0
NO
1500489
Recocido y
trat .
térmico
.14
.14
0
.1
.1
0
.43
.02
0
.02
.02
0
HC .43
.01
0
NO
900107
Cubilote
.48
.48
0
.94
.94
0
.08
4 .64
0
4 .64
4 .64
0
HC .08
.08
0
NO
1500416
Recocido y
Trat .
térmico
.05
.05
0
.38
.38
0
.15
.01
0
.01
.01
0
HC .15
.01
0
NO
900306
Coquizado
.24
.24
0
.06
.06
0
.02
.20
0
.2
.2
0
-
Lavador
húmedo
alta efi.
1500487
Horno
.12
.12
0
1 .4
1 .4
0
.4
.02
0
.02
.02
0
HC .4
.01
0
NO
900872
Recocido y
Trat .
térmico
.01
.01
0
.01
.01
0
.02
.07
0
.07
.07
0
HC .02
.01
0
NO
1500517
Recocido y
Trat .
térmico
.11
.11
0
.87
.5
.37
.35
.01
.15
.01
.01
0
HC .35
.01
0
Lavador
húmedo
media efi
1500528
Recocido y
Trat .
térmico
.13
.13
0
1 .05
1 .05
0
.41
.01
0
.02
.02
0
HC .41
.01
0
NO
1500901
Recalentam
iento
.2
.2
0
1 .52
1 .52
0
.6
.02
0
.02
.02
0
HC .6
.01
0
NO
1500645
Recalentam
iento
.13
.13
0
.98
.98
0
.39
.02
0
.02
.02
0
HC .39
.01
0
NO
* Emisión total
** Emisión estimada sin control
*** Emisión estimada con control
M = Emisión medida
TABLA 3 .3
EMISIONES DE CONTAMINANTES A LA ATMOSFERA PROVENIENTES DEL
PROCESO DE FABRICACION DE HIERRO T ACERO
(Tontadas / Mes)
CLAVE
NORNOt
SOx
PARTICIRAS
OTROS
CO . .
NOx
EQUIPO
ANTICONT:
1500235
Recatentam
iento
.15
.15
0
1 .17
1 .17
0
.45
.02
0
.02
.02
0
HC .45
.01
0
NO
1500230
Recocido y
Trat .
térmico
.09
.09
0
.9
.9
0
.5
.02
0
.02
.02
0
HC .5
.02
0
NO
900117
-
-
-
-
-
-
NO
900087
Recalentam
iento
.7
.7
0
5 .47
5 .47
0
2 .16
.09
.09
0
HC 2 .16
.02
0
NO
.09
0
Hornos
1 .19
1 .19
0
.17
.17
0
.02
10 .22
0
10 .22
10 .22
0
HC .02
.01
0
NO
1500793
* Emisión total
** Emisión estimada sin control
*** Emisión estimada con control
M = Emisión medida
Electrodos de Carbono
Cables de potencia
1
úpula de refractario
1
1
Recubrimiento refractar:
Puerta del horno
Horno
Corazón del
horno
Figura 3 .3 Horno de aceración de arco eléctrico
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
electrodos y el metal, por lo cual, habiendo
circulación de corriente eléctrica a través del
metal, al calentamiento por los arcos se agrega
el producido por la resistencia del propio
metal . Los hornos son basculantes para permitir
el movimiento de la sarga hacia la olla de
colado . El proceso normal para aceros
especiales involucra dos etapas distintas:
Primero, la etapa de oxidación en la que se
remueven algo del carbono y de las impurezas;
segundo, la etapa de reducción en la cual se
remueve el azufre ; el metal se desoxida y se
agregan las aleaciones . En algunas acerías se
emplea la adición de oxigeno puro para acelerar
t
las reacciones en la etapa de oxidación dando
lugar a la emisión de humos rojizos . Para la
fabricación de aceros de bajo contenido de
carbono, se requiere solamente de la etapa de
oxidación con lanza de oxigeno.
3 .1 .9 .2 Naturaleza de las Emisiones
En el funcionamiento de los hornos
eléctricos se produce una gran cantidad de
polvos y humos debido a la presión interna
creada en ellos durante el calentamiento, la
fusión y el tratamiento químico de la carga, ya
que ello provoca la emisión de partículas finas
a través de los orificios por los que penetran
los electrodos, las puertas, etc . Durante la
carga también se producen emisiones que la
CORPORACION RADIAN S .A . DE C .V .
3-24
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
inyección de oxigeno incrementa en
concentración y en volumen . En los hornos
desprovistos de medios de captación y
depuración adecuados, estas emisiones llegan a
la nave y, allí se disipan a la atmósfera a
través del sistema de ventilación normal . Como
este problema está íntimamente ligado a las
condiciones de trabajo industrial se hace
necesario mejorar el sistema de ventilación,
aunque el problema de la contaminación siga
subsistiendo.
La cantidad y el tipo de las partículas
emitidas por los hornos eléctricos dependen de
muchas variables, tales como la composición de
la carga, la utilización de materiales
oxidantes, la velocidad de fusión, la
temperatura del horno, el estado físico de los
fundentes y, sobre todo, de la aplicación de
oxigeno . La emisión varia también a través de
i
las diferentes etapas del proceso pues, como es
lógico, la máxima se alcanza durante la
inyección de oxígeno y la segunda en
importancia, durante el periodo de la fusión.
Se estima que el 75% de todas las emisiones se
produce en la primera mitad del proceso, en el
transcurso de la cual la cantidad de polvo
emitido oscila entre 1 y 17 kg/tonelada de
acero, mientras que el valor medio lo hace
entre 4 .5 y 6 .8 kg/tonelada de acero.
CORPORACION RADIAN S .A . DE C .V .
3-25
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Estos humos y polvos varían
considerablemente tanto en lo que respecta al
tamaño, como a la composición . En lo que
respecta al tamaño, la siguiente distribución
puede considerarse típica:
Estos valores pueden variar dependiendo de
las condiciones de operación, teniéndose para
algunas acerías que el 95% de las partículas
son inferiores a 0 .5 mm y que no existen
ningunas superiores a los 2 mm.
Resumiendo la información presentada
anteriormente, en la Tabla 3 .1 se presenta la
primera caracterización ambiental de la
industria del hierro y del acero.
CORPORACION RADIAN S .A . DE C .V .
3-26
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 3 .1
PROCESO DE METALES FERROSOS
NOM RB DE >
CONTAMINANTE
i: . FUEN L
Manufactura
integrada de Hierro
y Acero
Compuestos de cadmio, cromo, plomo,
manganeso, selenio, Acroleína, Benceno,
Formaldehído, Hexano, Fenol, Tolueno,
Xileno (m-, o-), Materia orgánica
Policíclica
Manufactura de
acero - Operación
con hornos de arco
eléctrico
Compuestos de Arsénico, antimonio,
cadmio, cromo,cobalto, cianuro, plomo,
manganeso, mercurio, níquel
Manufactura de
acero inoxidable
Cloro
Compuestos de cromo
Compuestos de plomo
Operación con
hornos de arco
eléctrico
Fundición de hierro
Acroleína
Compuestos de arsénico, Benceno,
Compuestos de cromo, de cobalto,
Formaldehído, Compuestos de plomo, de
manganeso, de níquel, Fenol, Compuestos
de selenio, Tolueno, Xileno (m-, o-)
Fundición de acero
Acroleína, Benceno, Compuestos de cadmio,
de cromo, de plomo, de manganeso, de
mercurio, de níquel, de selenio, de
Fenol, Formaldehído, Hexano, Materia
orgánica policíclica, Tolueno,
Xileno (m-, o-)
Acero ácido-Proceso
HC1
Acido clorhídrico
Materia orgánica policíclica
CORPORACION RADIAN S .A . DE C .V .
3-27
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
A continuación, se presenta en la Tabla 3 .2 las
concentraciones de los contaminantes básicos
(partículas suspendidas, partículas fracción
respirable, óxidos de azufre, óxidos de nitrógeno,
compuestos orgánicos volátiles, monóxido de carbono
y plomo) medidas por proceso de manufactura y por
operación durante la fabricación del hierro, acero y
ferroaleaciones . Estas concentraciones de
contaminantes básicos fueron reportadas en marzo de
1990 por la EPA en el "Airs Facility Subsystem
Source Classification Codes and Emission Factor
Listing for Criteria Air Pollutants" (EPA 450/4-90003) .
Asimismo, en la Tabla 3 .3 se presenta una
comparación de las emisiones de contaminantes a la
atmósfera provenientes de los procesos de
fabricación de hierro y acero de los distintos
hornos de fundición registrados ante la SEDUE
(Apéndice VIII), según datos del Sistema Nacional de
Información de Fuentes Fijas de la Subsecretaría de
Ecología.
CORPORACION RADIAN S .A . DE C .V .
3-28
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .2 TECNOLOGIAS DE CONTROL DE LAS EMISIONES A LA ATMOSFERA
EXISTENTES EN LA PLANTA PRODUCTIVA MEXICANA Y SU
COMPARACION CON TRES PAISES DESARROLLADOS
La manufactura del hierro y del acero, desde la
obtención como mineral hasta su procesamiento como
producto terminado, involucra una gran diversidad de
procesos, algunos de los cuales son de elevada
potencialidad en cuanto a contaminación atmosférica . El
grado de contaminación depende de múltiples factores,
tales como la modernidad de la instalación y su
localización, las condiciones atmosféricas, tecnologías
aplicadas etc . Esto puede deberse a cualquiera de las
siguientes causas:
1.
2.
3.
Ignición de combustibles que puedan producir
cenizas, dióxido de azufre, humo, etc.
Degradación física de materias primas, p .e.
partículas de coque, mineral de hierro, caliza,
etc.
Reacciones químicas entre los ingredientes dei
proceso, p .e . las emisiones de humos rojizos de
óxido férrico producidos por la inyección de
oxígeno de alta pureza dentro del caldo.
, En la Tabla 3 .4 se presenta una clasificación
general para las principales fuentes de contaminación
dentro de un proceso integrado de hierro y acero . Como
estos procesos no se operan necesariamente en su
totalidad en cada una de las plantas de hierro y acero,
la naturaleza de las emisiones puede ser muy diversa.
CORPORACION RADIAN S .A . DE C .V .
3-29
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 3 .4
CLASIFICACIÓN GENERAL PARA LAS PRINCIPALES FUENTES DE
CONTAMINACIÓN
Proceso
Contaminantes
Gaseosos
Contaminantes
Dióxido de Azufre
Polvo y arenisca
Monóxido de
Carbono, cianuros
Polvo, arenisca
Metalúrg co .,
Bólidos
Fabricación de Hierro
1.
2.
3.
4.
5.
Quebrado de
mineral,
tamizado y
secado.
Sinterizado y
Peletizado
Alto Horno
Gases de Alto
Horno
Reducción
Directa .
Polvo y arenisca
Oxidos metálicos
Polvo y arenisca
Fundición de Hierro y Acero
Hornos de Cubilote
Monóxido de Carbono
Humos negros
Dióxido de Azufre
Oxidos metálicos
Polvo y arenisca
Dióxido de Azufre
Humos rojos
Polvo y arenisca
Proceso de Aceración
Hornos y
Convertidores
Molinos
1.
2.
Descosturado
Tratamientos
térmicos
Dióxido de Azufre
Humos negros
Humos rojos
Polvos
Servicios
1.
2.
3.
Locomotivos
Calentadores
Calentamiento
y Potencia
Humos
Humos
Dióxido
Dióxido
Humos
CORPORACION RADIAN S .A . DE C .V .
negros
negros
de Azufre
de Azufre
negros
Polvo y arenisca
Polvo y arenisca
3-30
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
El control de la contaminación durante las últimas
dos décadas se ha incrementado considerablemente de tal
manera que la idea de la industria de las chimeneas
elevadas y humeantes ya no perdura . Los avances
tecnológicos en lo relativo a la eficiencia y
diversificación del combustible han cambiado
marcadamente . El uso del coque ha sido sustituido
importantemente por los métodos de calentamiento
eléctrico lo que ha dado como resultado la disminución de
los niveles de humos negros . Al mismo tiempo, se han
realizado otro tipo de cambios técnicos importantes
algunos de los cuales se han añadido a los problemas de
control de la contaminación . Esto incluye el uso de
materiales especialmente preparados en lugar de las
f
materias primas para la carga del alto horno asi como el
impacto del oxígeno de alta pureza en aceración . Esto
último ha traido como resultado un aumento en la
productividad de acero, desarrollo de nuevas técnicas de
aceración y a la concentración de la producción en un
pequeño número de hornos de mayor capacidad.
3 .2 .1
Selección de los Equipos de Depuración en los
Procesos
de
Fabricación
del
Hierro,
Sinterizado y Alto Horno.
Tanto para el control de las emisiones de
material particulado como para las gaseosas se
requiere equipos de alta eficiencia . Tanto en el
Reino Unido, como en la Unión Americana y España, se
prefiere el uso de precipitadores electrostáticos
(Figura 3 .4).
CORPORACION RADIAN S .A . DE C .V .
3-31
Lavador de vénturi secundario
. Al sistema
de aire limpio
Válvula séptum
Lavador Gas semi-limpio
Vénturi
para igualamiento
Válvula septum
posición 1
~~
Gas limpio
Válvula
posición 2
Ir
de
gas limpio
Precipitadores
Separador Enfriador
de gas
de agua
electrostáticos
Figura 3 .4 Sistema depurador de gases del Alto Horno
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
En México, se cuenta con colectores centrífugos
y en algunas instalaciones se tienen colectores de
bolsas . Debido al poder abrasivo del material, la
vida media de los ventiladores es de 15 meses contra
8 años para los precipitadores electrostáticos de
alta eficiencia . En Europa y la Unión Americana se
han tenido problemas debido a la alta resistencia de
los polvos donde se produce un sinter de elevada
basicidad, con altos contenidos de CaO/SiO 2 , lo que
lo hace más dificil de colectar en los
precipitadores electrostáticos . En el Reino Unido,
la relación de CaO/SiO 2 es menor, por lo que se
tienen pocos problemas en cuanto a su recolección
mediante precipitadores electrostáticos.
El vapor de agua y el contenido de dióxido de
azufre de los gases residuales de la banda de
proceso dan lugar a importantes efectos . Mientras,
por una parte permiten el acondicionamiento del gas
para lograr una remoción eficiente del polvo en los
precipitadores electrostáticos, por otra, pueden
condensarse produciendo problemas de corrosión a
menos que se tomen medidas precautorias . De esta
forma, la temperatura de los gases se deberá
mantener arriba de los 150 °C, observándose ésto
cuidadosamente durante los períodos de paro y
arranque . El interior de la cubierta del
precipitador deberá recubrirse con un material
protector como cemento aluminico y el exterior
deberá aislarse térmicamente . Las placas del
electrodo deberán construirse de aleación de acero
de baja corrosividad.
CORPORACION RADIAN S .A . DE C .V .
3-32
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Para la dispersión de los óxidos de azufre se
emplean chimeneas muy elevadas o se ha optado por la
importación de mineral de hierro con bajos
contenidos de azufre . En México, además de este
problema existe el del coque con alto contenido de
azufre.
3 .2 .2
Equipo de Control en los Procesos de
Peletizado y Altos Hornos
En México como en los países europeos y en la
Unión Americana, los medios de control incluyen
campanas que permiten la captación de las emisiones
de material particulado mediante colectores de
bolsas . Dado que estas campanas no permiten la
captación del total de las emisiones humeantes, han
sido complementadas mediante sistemas de extracción
generales que desembocan en colectores de bolsas
(Figura 3 .4).
3 .2 .3 Control de las Emisiones de los Procesos de
Reducción Directa del Mineral de Hierro y
Fundición de Hierro Gris
Para controlar las diversas emisiones
provenientes del gas de chimenea del horno de
cubilote se requieren diferentes medios . En la
industria mexicana se optó durante mucho tiempo en
colocar capuchones húmedos, los que han sido
sustituidos por lavadores de gases de mayor
eficiencia, sobre todo para los hornos de cubilote
ubicados dentro de áreas pobladas, principalmente en
CORPORACION RADIAN S .A . DE C .V .
3-33
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
las ciudades de México, Guadalajara, Monterrey, etc.
Los humos metalúrgicos, de color café, provocan una
gran cantidad de problemas . Los capuchones húmedos o
los precipitadores mecánicos simples no han dado
resultado para la remoción del material particulado
fino . La presencia del dióxido de azufre ha dado
como resultado la elevada corrosión de los equipos
de lavado de gases en los que no se ha considerado
la neutralización de la solución.
3 .2 .4
Control de la Emisiones de otras Operaciones
dentro de la Fundición
Las emisiones atmosféricas procedentes de otras
actividades dentro de la industria de la fundición
también son importantes . Ejémplos de ello se tienen
en la presencia de humos y olores principalmente de
los aditivos orgánicos de los procesos de moldeado y
de fabricación de corazones . Asimismo, la presencia
de polvos, areniscas y partículas metálicas de los
procesos de esmerilado y limpieza de piezas fundidas
también requieren de equipo de control . La mayor
parte de la industria mexicana, al igual que la
europea y americana, emplean para este tipo de
control colectores de bolsas o lavadores de alta
eficiencia.
3 .2 .5
Control de la Contaminación Atmosférica de los
Procesos de los Hornos de Hogar Abierto
Para los hornos de hogar abierto sin inyección
de oxígeno, la instalación de equipos de control de
CORPORACION RADIAN S .A . DE C .V .
3-34
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
emisiones no ha sido considerada y la opción ha sido
contar con chimeneas elevadas que permitan la
dispersión de los contaminantes . Para los que
emplean lanzas de oxigeno, el uso de precipitadores
electrostáticos tanto en el Reino Unido como en la
Unión Americana ha sido .la mejor opción . La
presencia de vapor de agua y de dióxido de azufre ha
dado como resultado que se consideren medidas
especiales para evitar problemas de corrosión debido
a la condensación.
3 .2 .6
Equipos de Control de Emisiones de los
Convertidores
El control de las emisiones procedentes de
estos equipos, se dificulta mucho debido a diversos
factores tales como : las temperaturas elevadas y
combustibilidad de los gases de salida, lo
extremadamente fino del material particulado y la
naturaleza intermitente del proceso (Figura 3 .5).
En los primeros intentos para controlar estas
emisiones, se quemó el gas de salida rico en CO, que
era enfriado en un recuperador de calor activado
mediante una flama continua, debido a la
,intermitencia del proceso el cual, después de su
acondicionamiento se hacia pasar a través de la
unidad de limpieza que consistía en un gigantesco
lavador de gases o bien un precipitador
electrostático . El aire para la combustión se
suministraba entre la boca del convertidor y la
campana colectora de gases y en algunas
CORPORACION RADIAN S .A . DE C .V .
3-35
Al equipo_ de control
Protección refractaria
Posición de descarga
del convertidor
Metal fundido
Cubierta de acero
del Convertidor
(a)
Cubierta de acero
Protección refractaria
Fondo refractario
Múltiple de gas
_`'`- Múltiple de oxigeno
(b)
Figura 3 .5 Convertidores para Aceración : (a) Convertidor 1_ .D ; (b) Convertidor QBO#
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
instalaciones se suministraba aire en forma
secundaria dentro de la sección del calentador.
Esto incrementaba tanto el volumen como la
temperatura del gas de salida y consecuentemente, la
cantidad de calor a ser disipado se incrementaba
grandemente . Debido a las dificultades de operación
de las primeras instalaciones, se sustituyeron tanto
el sistema de calentamiento original como los
lavadores de gases por intercambiadores de calor
enfriados por agua y precipitadores electrostáticos.
En las instalaciones mas modernas de
convertidores L .D ., en el Reino Unido, la tendencia
se ha revertido nuevamente hacia los lavadores de
i
gases de alta eficiencia . El gas de salida ya
limpio, conteniendo más del 70% de monóxido de
carbono, se quema en un postquemador o se capta para
su uso posterior como gas combustible . Existen tres
variantes del sistema : El sistema OG, desarrollado
en Japón y el IRSID-CAFL y el Krupp desarrollados en
Europa.
Estos sistemas están formados por una campana
acoplada a la boca del convertidor mediante una
camisa móvil, de tal forma que sea posible controlar
la combustión de los gases del convertidor mediante
,la entrada de aire por la boca . Los medios adoptados
para realizar esto incluyen el control del tamaño de
los orificios, la regulación de la presión para
drenar el aire mediante un ventilador, junto con el
producido en el convertidor, y la aportación de una
cortina de gas residual quemado o de nitrógeno
inyectado . Comparado con el sistema de combustión
CORPORACION RADIAN S .A . DE C .V .
3-36
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
total, se tiene un decremento en el gas residual
reduciéndose el tamaño y el costo de las unidades de
limpieza . Las primeras instalaciones de este tipo
fueron en el Reino Unido en convertidores con
capacidad de 300 toneladas.
3 .2 .7
Equipos de Control de Emisiones de los Hornos
Eléctricos
Conforme la legislación en materia de
prevención y control de la contaminación atmosférica
ha sido más cuidadosamente aplicada, en México se
han desarrollado distintos sistemas de captación de
emisiones como los siguientes (Figura 3 .6 y 3 .7):
Campanas montadas en el techo de la nave . Son
sistemas de captación de emisiones conectados a
largos ductos y posteriormente a casas de bolsas.
Estos sistemas son ampliamente usados en los Estados
Unidos de América, Suecia y España.
1.
Campanas montadas sobre el techo del horno.
Este tipo de instalaciones requieren del
movimiento de grandes cantidades de aire que
permiten el enfriamiento de los gases . Como su
costo llega a ser muy elevado, se emplean
únicamente para hornos menores de 10 toneladas,
en los que la inyección de oxigeno está
limitada.
2.
Extracción directa . Esto involucra una toma con
CORPORACION RADIAN S .A . DE C .V .
3-37
Campanas superiores
ri
I
Cámara ae
combustión
i
Cámara de mezcla ____
A ► a uniaad depuradora Figura 3 .6 Captación de humos del horno de arco eléctrico : (a) método directo : (b)
método combinado .
-- A la unidad de limpieza
Campana en
el techo de la
nave
A la unidad
depuradora
1
,
1
L
(b)
(a)
Campana lateral
Hendidura para
aire de combus`.5n
A la unidad depurador:
L A la unidad depuradora
4
Papalote
Figura 3 .7 Sistema de extracción para Hornos de arco eléctrico : (a) campana en el
techo de la nave ; (b) campana sobre electrodos ; (c) extracción directa;
(d) extracción semi-directa .
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
codo retráctil sobre la cúpula del horno a
través del cual se extraen las emisiones
primarias . Se requiere de un sistema de
enfriamiento antes de que las emisiones pasen
al sistema de captación.
3 . Extracción semidirecta ' del horno . Consiste en
una mezcla entre la extracción a través de la
campana superior y la extracción directa del
horno . Este sistema está formado por campanas
colocadas a los lados de los electrodos y de
las puertas del horno . La ausencia de succión
directa del horno tiende a eliminar la
infiltración reduciendo las emisiones de humos
en los barrenos de los electrodos.
3 .2 .8
Selección del Equipo Depurador
La selección del equipo depurador
involucra muchos factores . Por ejemplo, en el
uso de refinamiento por oxígeno, se requieren
de unidades de alta eficiencia tales como
precipitadores húmedos o electrostáticos,
lavadores de alta eficiencia y filtros de
bolsas para temperaturas elevadas . Cuando se
adiciona espatofluor, se prefiere el uso de
sistemas húmedos para evitar las emisiones de
compuestos fluorados . En ausencia de adiciones
de espatofluor, se prefiere usar métodos secos.
CORPORACION RADIAN S .A . DE C .V .
3-38
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .2 .9
Sistemas de Control de Emisiones en los
Procesos de Laminación
Las instalaciones de laminación, desbaste
y acabado contribuyen en menor proporción a la
contaminación atmosférica . Los gases de
combustión de los hornos de fosa y de
recalentado contribuyen a la contaminación del
aire dependiendo con importancia de la calidad
del combustible utilizado y en especial a su
contenido de azufre . En cualquier caso, la
incidencia de esta emisión es relativamente
pequeña . Los sistemas de control automático de
la combustión son los que se emplean para
garantizar una combustión satisfactoria.
Actualmente es posible acoplar equipos que
permiten la combustión con emisiones bajas en
óxidos de nitrógeno.
3 .2 .10 Control de Emisiones de Partículas
El control de las emisiones de partículas es
crítico para la operación correcta de un horno de
fundición . Es común que ciertos compuestos
(incluyendo algunos metales tóxicos y fosfatos
,orgánicos) se vaporicen en la cámara de combustión y
más adelante se condensen corriente abajo . Tales
compuestos pueden encontrarse en forma de partículas
muy finas (< 1 gm) conforme pasan a través de los
dispositivos de control . Para controlar este tipo de
emisiones se requieren aparatos colectores de
partículas de alta eficiencia.
CORPORACION RADIAN S .A . DE C .V .
3-39
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Además de la vaporización de varios
compuestos, el arrastre de materiales del lecho de
una cámara de combustión puede generar una gran
cantidad de partículas y constituye una fuente
importante no controlada de emisión de partículas en
hornos industriales (p .e . arrastre de materiales en
un horno de cemento).
Los dispositivos de control de partículas más
comúnmente utilizados son los ciclones, filtros de
tela, precipitadores electrostáticos, lavadores
húmedos de ionización y lavadores húmedos.
3 .2 .10 .1 Ciclones
Los ciclones constituyen un método de
remoción de partículas- medianas y gruesas de
corrientes gaseosas . Por lo general no son_
suficientes para cumplir con estándares de
emisión de partículas muy estrictos por sí
solos, pero son útiles como prelavadores para
otros dispositivos de control más
especializados (p .e . filtros de bolsa) y como
dispositivos de recuperación de productos
secos .
Un ciclón es una unidad cilíndrica con
fondo cónico . Los gases entrantes se introducen
tangencialmente por la parte superior del
ciclón donde son forzados a girar en un
vórtice . Las partículas más pesadas de la
corriente de gases, son lanzadas más hacia
CORPORACION RADIAN S .A . DE C .V .
3-40
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
afuera bajo la influencia de la fuerza
centrífuga, hasta que golpean con las paredes
del ciclón, después de esto caen por gravedad a
través de una delgada capa laminar de aire
cercana a la pared, las partículas se descargan
por el fondo del ciclón hacia tolvas de polvos.
Los gases limpios salen por la parte superior
del ciclón.
3 .2 .10 .2 Filtros de bolsa
Consisten en un conjunto de bolsas de tela
a través de los cuales pasan los gases de
chimenea . En la superficie de las bolsas va
creciendo una torta de partículas que funciona
como el mecanismo principal de tamizado.
Conforme aumenta el grosor de la torta, aumenta
la caída de presión a través del sistema de
filtración, y es necesario limpiar las bolsas
revirtiendo la corriente de aire . Los sistemas
de filtros de bolsas cuentan con un número de
bolsas, situadas en configuraciones tales que
mientras unas se limpian, otras continuan en
operación.
La caída de presión del gas y la relación
aire-tela son los principales parámetros de
control que afectan la eficiencia de remoción
de partículas de los filtros de bolsa . Estos
son dispositivos muy eficientes de colección de
partículas mayores de 0 .1 µm de diámetro a una
caída de presión de 0 .5-1 .5 kPa y son capaces
CORPORACION RADIAN S .A . DE C .V .
3-41
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de remover una cantidad sustancial de
partículas hasta de 0 .01 gm .
Las telas
utilizadas para la fabricación de bolsas,
generalmente son sensibles a la temperatura por
lo que los gases de combustión se deben enfriar
a menos de 300°C a contracorriente . Los filtros
de bolsa pueden recubrirse con cal para remover
los gases ácidos por absorción y así evitar que
la tela se dañe por acción de los mismos.
3 .2 .10 .3 Precipitadores Electrostáticos
Los Precipitadores Electrostáticos PEs,
usan l una descarga de corona para dar una carga
a las partículas y separarlas de la corriente
de gases en un campo eléctrico intenso . En el
precipitador, se crea un campo eléctrico en el
que los iones cargados negativamente fluyen de
los electrodos de emisión (alambres) a los
electrodos colectores en el fondo (placas o
tubos).
Los gases de combustión fluyen a través de
estos campos eléctricos y las partículas
contenidas en los gases se cargan negativamente
por el bombardeo con iones cargados
negativamente . Las partículas ya cargadas
migran hacia el electrodo colector como
resultado de fuerzas electrostáticas.
Los precipitadores electrostáticos se
pueden diseñar en base seca o húmeda . Los PE en
CORPORACION RADIAN S .A . DE C .V .
3-42
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
base seca remueven las partículas mediante
barridos periódicos en . las placas (o tubos),
que tiran las partículas a tolvas que se
encuentran localizadas en el fondo de la
unidad . Los PEs en base seca tienen la ventaja
de que colectan las partículas secas y no
producen aguas residuales, sin embargo los PEs
en base húmeda presentan la ventaja de que son
ligeramente más eficientes y pueden remover
parte de los gases ácidos . Los dos tipos de PEs
son capaces de alcanzar altas eficiencias de
colección de partículas finas, hasta de 0 .1 µm
con bajas caldas de presión, hasta de 0 .25kP.
Los parámetros de control primarios que
afectan la eficiencia de remoción de los PEs
son el voltaje aplicado, el flujo de gases de
chimenea y el área superficial de la placa
colectora . La eficiencia de colección aumenta
en relación directa al voltaje aplicado, en
relación directa al área superficial, e
inversamente proporcional al flujo de gases.
3 .2 .10 .4 Lavadores Húmedos de ionización
El principio de operación de un lavador
húmedo de ionización (LHI) es similar a1 de un
PE . En un LHI, los gases de chimenea pasan a
través de un campo eléctrico que induce una
carga negativa a las partículas contenidas en
los gases . Los gases de chimenea pasan después
a través de una torre de lecho empacado, donde
CORPORACION RADIAN S .A . DE C .V .
3-43
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
las partículas grandes se colectan en los
materiales de empaque húmedos por impacto
inercial y las partículas más pequeñas se
colectan por atracción electrostática a los
materiales de empaque . El lecho empacado y
húmedo de un LHI también es eficiente en la
absorción de gases 4cidos . Las partículas
colectadas y los contaminantes gaseosos salen
en una corriente de agua residual por el fondo
de la torre.
3 .2 .10 .5 Lavadores húmedos
En un lavador Venturi,
los gases de
chimenea pasan a través de una restricción o
garganta, que aumenta las velocidades de gas
aproximadamente de 30-120 m/seg . Un líquido
lavador, que puede ser agua o _solución
alcalina, se introduce a través de la garganta,
por lo general a través de las boquillas de
aspersión, El gas a alta velocidad atomiza el
liquido de lavado en gotas finas que remueven
las partículas y una buena proporción de gases
ácidos en la corriente de gas . La temperatura
de gas desciende cuando el gas se acelera a
través de la garganta lo cual induce a la
condensación de ciertos compuestos volátiles en
forma de partículas . Como otros lavadores
húmedos, los lavadores Venturi requieren por lo
general de un eliminador de humedad corriente
abajo y producir . un residuo húmedo _(agua
residual) que requiera posterior tratamiento.
CORPORACION RADIAN S .A . DE C .V .
3-44
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Los parámetros primarios de control que
afectan la eficiencia de remoción de partículas
y los lavadores Venturi son la caída de presión
y la relación gas-líquido . Los lavadores
venturi presentan alta eficiencia para remover
partículas de un diámetro mayor de 1 gm con una
calda de presión de 7 .5 a 12 .5 kPa . Las
relaciones gas-liquido varían de 0 .7 - 2 .7
L/m3 . Los lavadores venturi pueden remover
partículas tan pequeñas como 0 .2µm de diámetro,
pero a costa de altas caídas de presión . Los
filtros de bolsas y los precipitadores por lo
general son más económicos y más efectivos en
la remoción de partículas de menos de 1 µm de
diámetro.
Los lavadores Venturi también pueden
remover gases ácidos por la adición de álcalis
al agua de lavado, sin embargo su eficiencia es
baja.
3 .2 .11
Equipos
de
contaminantes
monitoreo
y
control
de
Los equipos de monitoreo y control de emisiones
, constituyen una parte esencial de cualquier sistema
de tratamiento térmico . El uso de equipo de control
y monitoreo confiable, exacto y efectivo ; permite a
los operadores del equipo prever problemas de
operación y ajustar éstas últimas para asegurar que
la unidad se opera de manera eficiente, segura y
ambientalmente adecuada.
CORPORACION RADIAN S .A . DE C .V .
3-45
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
introduce la lanza del termopar al seno del
horno . Los siguientes factores deben
considerarse al examinar los sitios de
instalación de termopares para la medición de
la temperatura de los gases:
Las lecturas de temperatura se verán
afectadas por pérdidas o ganancias de
radiación, si el termopar se localiza
cerca o dentro de una línea visual ya
cámara de
sea de la flama o de
la
enfriamiento.
Para mejorar la exactitud del
i
termopar y disminuir los efectos de
pared, los termopares se extienden de
7 a 15 cm . más adentro del
recubrimiento refractario de la
cámara de combustión y se localizan
en algún lugar donde la velocidad del
gas sea alta.
Se recomienda el uso de dos termopares en
paredes separadas para checar la operación de
la unidad de tratamiento térmico . La diferencia
entre las lecturas de los dos termopares se
registra durante la operación inicial de la
unidad, y se verifican periódicamente para
determinar si existen problemas en alguno de
los termopares . Si la diferencia cambia
significativamente sin alguna causa razonable,
ambos termopares deben verificarse para
CORPORACION RADIAN S .A . DE C .V .
3-47
TABLA 3 .5
Tipos de Termopares
Tipo
Materiales de Construcción
Temperatura
Superior (°C) . . .
Exactitud del
Tenwopar (3 X)
Atmósfera
J
Hierro/Constantan
760
75
Reductora, al vacío o inerte
E
Chromel/Constantan
900
50
Oxidante o inerte
K
Chromel/Alunel
1,300
75
Oxidante o inerte
S
Pt(90%)-Rh(10%)/Pt puro
1,500
25
Oxidante o inerte (no usar tubos
metálicos)
R
Pt(87%)-Rh(13%)/Pt puro
1,500
25
Oxidante o inerte (no usar tubos
metálicos)
B
Pt(90%)-Rh(10%)/Pt(94%)-Rh(6%)
1,700
50
Oxidante o inerte (no usar tubos
metálicos)
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .2 .11 .1 Monitoreo de Sistemas de Fundición
(A) Temperatura
Las temperaturas de fundición se
monitorean mediante termopares, pirómetros
ópticos o ambos . En algunos dispositivos de
fundición, puede ser difícil obtener mediciones
confiables de temperatura en la zona de
fundición . En tales casos, se puede emplear
algún otro punto de muestreo dentro de la
cámara de combustión como indicador de la
temperatura de la zona de combustión.
- Termopares
Existe una gran variedad de termopares
disponibles construidos con diferentes metales
o aleaciones específicos . Los rangos de
temperatura, el tipo de atmósfera adecuada y la
precisión reportada varían por cada tipo de
termopar . En la Tabla 3 .5 se muestran los
diferentes tipos de termopares . Los datos de
precisión reportados en la tabla no consideran
los efectos ambientales . La instalación de los
termopares en la cámara de combustión, p .e .,
afecta la exactitud de las lecturas de
temperaturas . Los termopares por lo general se
instalan en la salida del gas de la cámara de
combustión para dar la mejor lectura promedio
global de la cámara de combustión . Para la
medición de temperatura del metal fundido se
CORPORACION RADIAN S .A . DE C .V .
3-46
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
garantizar una operación adecuada.
- Pirómetros ópticos
Los pirómetros ópticos se utilizan para
medir la temperatura de la pared de los hornos
o de algún objeto contenido dentro del mismo,
en caso de que se requiera medir la temperatura
del gas, el pirómetro debe
tubo cerrado, y el pirómetro
este tubo . En estos casos no
correcciones por emisividad .
equiparse con un
apunta al final de
es necesario hacer
Esta configuración
se utiliza para altas temperaturas cuando
surgen problemas por contaminación o ruptura de
pirómetros, aunados a altos costos o
dificultades de reemplazo . Los pirómetros
generalmente requieren de calibración, sin
embargo, una vez calibrados son tan precisos
como los termopares . El efecto de las cargas de
partículas de polvo debe cosiderarse durante la
calibración, pero en la mayoría de los casos la
influencia de las partículas sobre la habilidad
para detectar cambios en la temperatura de la
zona de combustión, son mínimos . (En ciertas
circunstancias también puede ser aconsejable el
uso de pirómetros acústicos)
(B) Flujo de gases de chimenea
El flujo puede determinarse al establecer
la velocidad de los gases de chimenea en cierto
CORPORACION RADIAN S .A . DE C .V .
3-48
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
punto por el área de sección transversal del
ducto de la chimenea . La velocidad de los gases
puede medirse directamente mediante un tubo
Pitot, Annubar, o algún aparato de medición
similar . La mayoría de las plantas instala un
indicador de velocidad después del dispositivo
de control de contaminación (DCCA) para evitar
varios problemas potencialmente significativos
relacionados con las mediciones de velocidad,
incluyendo el deterioro de las sondas debido a
las altas temperaturas, al taponeamiento en las
aberturas en la sonda por la presencia de
partículas en el gas o la estratificación del
flujo de gas que dificulta localizar la sonda
en un punto de velocidad promedio . Este tipo de
problemas son suficientes para generar
imprecisión en las mediciones de velocidad, y
pueden provocar lâ descompostura del
dispositivo . Los métodos más comúnmente
utilizados para hacer mediciones indirectas del
flujo de gas de chimenea en una unidad
tratamiento térmico se muestran a continuación:
Caída
de
presión
restricciones de flujo.
a
través
de
La medición de la caída de presión a
través de una restricción de flujo, tal como
una placa de orificio, o una garganta de
Venturi, proporciona una medida indirecta del
flujo de gas de chimenea . Si se utiliza un
lavador Venturi, es posible medir la caída de
presión a través de la garganta . También es
CORPORACION RADIAN S .A . DE C .V .
3-49
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
posible instalar la restricción de flujo en el
ducto inmediato a la cámara de combustión, en
el cual se inserta una placa de orificio o una
boquilla de flujo mediante una brida, o el
ducto puede ser perforado mediante una sección
Venturi . Las derivaciones de medición de
presión se fijan en ambos lados de la
restricción de flujo- y se conectan a un
transductor de caida de presión (aP) . En base
al diseño de la restricción de flujo, este se
calcula a partir de la caída de presión medida.
La aplicación práctica de este método
presenta ciertas limitaciones, la alta caída de
presión producida por la restricción de flujo
puede elevar los costos de operación
significativamente . Por otra parte, las
derivaciones de presión pueden entrar _en
contacto con suciedad o corrosión y otros
fenómenos físicos que pueden inhibir el
desempeño de lob instrumentos.
Velocidad de aire (suministrado) para la
combustión.
La medida del flujo de aire suministrado
al sistema de combustión constituye otro
indicador potencial de la velocidad de gas de
chimenea . Los tubos Pitot, Annubar u orificios
se usan comúnmente con este fin . En principio
la velocidad del aire _de combustión puede
relacionarse directamente con la velocidad de
CORPORACION RADIAN S .A . DE C .V .
3-50
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
los gases de chimenea, como función de la
composición de los gases y los niveles de aire
en exceso . Las mediciones de aire de combustión
son particularmente útiles para sistemas de
combustión de tiro forzado.
Presión de la cámara de combustión
El uso de la presión de la cámara de
combustión como indicador del flujo de los
gases de chimenea, tiene una aplicación
limitada a plantas que usan sistemas de tiro
natural o forzado . Muchas instalaciones con
ventiladores de tiro inducido controlan el
ventilador para alcanzar una presión o tiro
fijo en la cámara de combustión . Por lo tanto,
el ventilador es una variable fija que
permanece relativamente constante y no indica
los cambios de flujo de gases de chimenea . Por
ejemplo, cuando se restringe una garganta
variable en un lavador Venturi, el flujo de
gases de chimenea disminuye, aún cuando la
presión en la cámara de combustión permanezca
sin cambio . Adicionalmente a la restricción
anterior, la presión de la cámara de combustión
está limitada como indicador del flujo de gas
porque se mide a contracorriente a los
dispositivos de Control de Contaminación
Atmosférica (DCCA) y no cuenta para los
factores mencionados anteriormente, (p .e . Fugas
de aire, ganancias/pérdidas_de humedad).
CORPORACION RADIAN S .A . DE C .V .
3-51
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Condiciones del ventilador.
El flujo de gas de chimenea puede medirse
indirectamente mediante el monitoreo de las
condiciones de operación del ventilador de tiro
inducido . Si la corriente de gases que pasa a
través del ventilador, es la misma o se
relaciona directamente con la corriente de gas
que pasa a través de los Dispositivos de
Control de Contaminación Atmosférica DCCA, por
lo que la operación del ventilador puede
utilizarse como indicador del flujo de gas de
chimenea.
La cantidad de aire que pasa a través de
un ventilador (carga), puede relacionarse
directamente con los parámetros medibles del
ventilador, incluyendo:
Velocidad del ventilador
Densidad de aire del ventilador (Como
función de la temperatura del gas, la
presión absoluta y la composición
molecular)
Diferencial del ventilador (Total,
velocidad y/o estática)
Potencia del ventilador.
Las curvas de desempeño de los fabricantes
de ventiladores y/o las leyes de los
ventiladores se utilizan para determinar carga
del ventilador . Si la velocidad del gas
CORPORACION RADIAN S .A . DE C .V .
3-52
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
permanece y la densidad del gas permanecen
constantes, el parámetro que se monitorea es la
potencia (via kilowatts del motor del
ventilador o amperes) y/o presión diferencial.
Si la velocidad del ventilador y/o la densidad
del gas son variables, se debe monitorear tanto
la potencia como la presión diferencial y a
través de las leyes del ventilador determinar
la carga volumétrica . También pueden
monitorearse otros parámetros del ventilador y
a través de las leyes de los ventiladores
obtener el flujo de gases de chimenea, pero
cualquier alternativa implica mayor dificultad
y menor confiabilidad que las mencionadas
anteriormente.
3 .2 .12
Monitoreo de Dispositivos de Control de
Contaminación
La Tabla 3 .6 muestra los parámetros de
operación que pueden monitorearse para los
dispositivos de control de contaminación atmosférica
(DCCA).
El monitoreo de la opacidad también puede
servir para determinar el desempeño de los DCCA y
puede medirse en conjunto con, o en lugar de los
parámetros listados en la Tabla 3 .6.
CORPORACION RADIAN S .A . DE C .V .
3-53
TABLA 3 .6
Parámetros de operación e instrumentos de monitoreo para Dispositivos de control de
Contaminación
DCCA
INSTRUMENTOS OE MONITOREO
PARAMETROS DE OPERACION
Filtro de bolsa
Calda de presión de gas
Derivaciones de presión de cada lado del
filtro de bolsa conectados a transductores de
P
Precipitador electrostático o lavador h(miedo
de ionización
Potencia eléctrica de las unidades medidas en
el lado secundario del transformador (Alto
voltaje)
Voltaje-Voltfinetro
Corriente- Amperfinetro
Flujo de gases de chimenea
Sección 7 .1 .2 .2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .2 .13 Equipo de Monitoreo de Emisiones Continuas
Los sistemas de monitoreo de emisiones
continuas son ampliamente utilizadas para medir las
concentraciones de gases y partículas de varias
fuentes fijas . Los Monitores de Emisiones Continuas
(MEC) son exigidos en E .U .A, Canadá, Japón y Europa,
a fin de mantener registros continuos del desempeño
de los equipos de control de contaminación y
establecer si cumplen con los estándares de
emisiones en procesos que presenten alto riesgo.
Todos los MEC cuentan con tres elementos
básicos : Un sistema de muestreo, un analizador de
gas, y un sistema de adquisición y registro de
información (Figura 3 .8).
3 .2 .13 .1 Sistemas de muestreo
Los sistemas de muestreo de los MEC pueden
clasificarse como extractivos, in-situ y
sistemas de sensor remoto . En los sistemas
extractivos, los gases se extraen del punto de
muestreo (i .e . ducto o chimenea) y se llevan a
un analizador, que mide las concentraciones de
contaminantes . En los sistemas in-situ las
concentraciones de contaminantes se miden
directamente en el ducto o chimenea y en los
sistemas de sensor remóto, las concentraciones
de contaminantes se detectan proyectando luz a
través de la chimenea o por sensores de luz
radiada desde la chimenea . Esta tecnología es
CORPORACION RADIAN S .A . DE C .V .
3-54
Figura 3.8 Diagrama de Flujo del Sistema de Monitoreo Continuo'
Múltiple
de muestra
Unidad de
Calibración
Filtros y/o
Lavadores
Celda de
medición
Control
de Flujo
Bomba
Procesamiento
de señales
Salida
Analizador de
contaminantes
Sistema
de Registro de
Información
Gases de
Soporte
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
relativamente nueva, se está volviendo más
popular cada vez pero por lo pronto no es muy
utilizada.
3 .2 .13 .2 Sistemas Extractivos
En los sistemas extractivos de los MEC,
los gases se extraen del punto de muestreo y se
transportan a un analizador que mide las
concentraciones de contaminantes . Existen dos
tipos de sistemas extractivos:
Sistemas puramente extractivos a nivel
fuente
En ellos, los gases se extraen
directamente del ducto, se filtran las
partículas y se transportan al analizador.
Existen tres tipos de MEC extractivos a nivel
fuente comercialmente:
Sistemas Calientes/húmedos
Emplean una .
linea caliente para
transportar las muestras de gas al analizador.
La única condicionante que se impone en este
sistema es la remoción de partículas mediante
filtros, generalmente instalados en la sonda.
Esta técnica es útil para monitorear gases
solubles en agua tales como HC1 y NH 3 . En
E .U .A . también se requiere el monitoreo de los
CORPORACION RADIAN S .A . DE C .V .
3-55
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
hidrocarburos totales mediante esta técnica, ya
que es posible que ciertos hidrocarburos de
alto peso molecular o solubles en agua se
condensen en los sistemas de acondicionamiento
de muestras.
Sistemas fríos/secos con acondicionamiento
en la sonda
Sistemas fríos/secos con acondicionamiento
en el analizador
En ambos tipos de sistemas frios
/secos los gases de muestra se
acondicionan
de
entrar
al
antes
analizador . En los procesos de
acondicionamiento, las temperaturas de los
gases se reducen casi a temperatura
ambiente y se remueve la humedad, ya sea
en la sonda o en el analizador.
El principal problema asociado con
los MEC de sistema extractivo a nivel
fuente es la necesidad de filtrar y
acondicionar grandes cantidades de gases
de chimeneas . Este problema puede evitarse
mediante el uso de sistemas de dilución.
Sistemas de dilución
En los sistemas de dilución, los
gases avanzan hacia la sonda de muestreo a
CORPORACION RADIAN S .A . DE C .V .
3-56
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
bajos flujos y se diluyen con gases
limpios y secos . Existen dos sistemas de
dilución posibles:
a) Las muestras de gases se diluyen en la
sonda de muestreo y se transportan al
analizador mediante una tubería sin
calentamiento.
Los gases de muestreo se diluyen fuera del
ducto, en este caso se puede utilizar una
linea de muestreo sin calentamiento para
transportar las muestras de gases al
analizador, mientras que si las muestras
se diluyen en el analizador, se debe
utilizar una linea de muestreo caliente.
Todos los MEC de sistema extractivo a
nivel fuente cuentan con cinco componentes
básicos : Una sonda, una linea de muestreo,
filtros, un sistema de remoción de humedad
(para sistemas fríos/secos) y una bomba.
3 .2 .13 .3 Sistemas in-situ.
Existen dos tipos de MECs in-situ:
Sistemas de monitoreo por punto y sistemas de
monitoreo por ruta . En los sistemas de
monitoreo por punto, lQs niveles de emisión se
monitorean midiendo los niveles sobre una ruta
de muestreo _de logitud limitada . En los
sistemas de monitoreo de ruta, los niveles de
CORPORACION RADIAN S .A . DE C .V .
3-57
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
emisión se monitorean midiendo los niveles a
través de el diámetro completo de la chimenea o
ducto (o a través de múltiples diámetros) en él
caso de sistemas de paso múltiple.
3 .2 .14 Analizadores de Gas
Existen varias técnicas analíticas, utilizadas
para medir los componentes de las emisiones en los
sistemas MEC, tanto extractivos como in-situ . Estas
técnicas de análisis de gases van desde métodos
químicos que utilizan celdas elctroquímicas simples
hasta técnicas electro-opticas avanzadas tales como
espectroscopia infraroja por transformadas de
Fourier . La Tabla 3 .7 lista las técnicas analíticas
que se pueden utilizar para medir las
concentraciones de los constituyen comunes de las
emisiones.
3 .2 .14 .1 Analizadores de Infrarrojo No Dispersivos.
Los analizadores de infrarrojo sin
dispersión (AISD) miden la cantidad de luz
infrarroja absorbida por moléculas de
contaminantes, se han desarrollado analizadores
para SO2 , NOR , CO y CO2 , y otros gases que
absorben en el infrarrojo, incluyendo
hidrocarburos . Los (AISD) usan una banda ancha
de luz que se centra en un pico de absorción
correspondiente a la molécula de contaminante.
CORPORACION RADIAN S .A . DE C .V .
3-58
TABLA 3 .7
Técnicas Analíticas para mediciones de constituyentes de emisiones
Técnicas Analfticas
Análisis de Infrarrojo no Dispersivo
Análisis Infrarrojo por Transformada de Fourier
Análisis Ultravioleta no
Dispersivo
CO
CO2
x
X
X
X
X
X
Constituyentes campes de las emisiones de incineradores
02
H2S
SOX
MO,
Compuestos
Orgánicos
X
X
x
Fotoluminiscencia
X
Fotografía de flama
Análisis Electrocatatftico
Transmisómetro
MUCHOS
MUCHOS
Ouimiluniniscencia
Análisis Polarográfico
X
PeMfCUlas:
X
X
X
x
X
X
X
X
X
x
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .2 .14 .2 Analizadores
de
infrarrojo
transformadas de Fourier
por
Los analizadores de infrarrojo por
transformadas de Fourier (AITF) se han
utilizado recientemente en aplicaciones de
monitoreo en fuente . Teóricamente pueden
monitorear simultáneamente varios gases
combustibles . La técnica de AITF suministra una
"fotografía" del espectro de absorción total de
la muestra de gas sobre un amplio rango
espectral por la transformación de un
interferógramo . Estos instrumentos cuentan con
un rango típico de 2 .5 a 25 µm.
3 .2 .14 .3 Analizadores Ultravioleta No Dispersivos
Los Analizadores Ultravioleta No
Dispersivos (AUND) miden el grado de absorción
a una longitud de onda en la banda de absorción
de la molécula de interés . Esta técnica se
aplica midiendo las diferencias de absorción
entre dos longitudes de onda : Una longitud a la
que la molécula absorbe energía y otra a la .
cual no absorbe . 3 .2 .14 .4 Analizadores de quimioluminiscencia
Los Analizadores de quimioluminiscencia
captan la luz emitida por una molécula excitada
que se ha generado en una reacción química . El
CORPORACION RADIAN S .A . DE C .V .
3-59
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
NO y NOX
técnica.
pueden detectarse mediante esta
3 .2 .14 .5 Analizadores de fotoluminiscencia
Este tipo de analizadores captan la luz
emitida por alguna molécula que se ha excitado
por medio de luz, el dióxido de azufre se puede
detectar usando esta técnica.
3 .2 .14 .6 Analizadores de fotografía de flama
Estos analizadores detectan la
luminiscencia de los atomos de una molécula
que se ha excitado en una flama de hidrógeno,
por medio de esta técnica pueden detectarse el
ácido sulfhídrico y el trióxido de azufre.
3 .2 .14 .7 Analizadores polarográficos
Se conocen también como transductores
electroquímicos y analizadores voltamétricos,
hacen uso de una reacción química (en la que
participa la mólécula contaminante) que ocurre
en el transductor o en la celda elctroquímica.
En el transductor, una membrana selectiva
semipermeable
permite a la molecula
contaminante difundirse en una solución
electrolítica,y la oxidación (o_reducción) del
gas disuelto en el electrodo produce un cambio
CORPORACION RADIAN S .A . DE C .V .
3-60
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
medible . El CO, H 2 S, NO 2 , 0 2 , SO 2 y otros gases
pueden detectarse mediante esta técnica.
3 .2 .14 .8 Analizadores electrocataliticos
Se utilizan para medir concentraciones de
oxigeno y fueron desarrollados como una
extensión de la tecnología de celdacombustible, las cuales consisten en celdas
con cierta concentración electrolítica que
usan un electrolito catalítico sólido,
especial para aumentar el flujo de electrones.
Un material especial hecho de óxido de
circonio recubierto con una delgada capa de
platino, sirve como electrodo para medir la
transferencia de oxigeno de un lado de la
celda, al otro . Esta transferencia crea una
fuerza electromagnética que puede usarse para
determinar la concentración de oxígeno en el
lado de la celda de la muestra.
3 .2 .14 .9 Transmisómetros
Los transmisómetros, también llamados
monitores de opacidad, pueden usarse para medir
emisiones de partículas . Estos dispositivos
miden la transmitancia de la luz que pasa a
través de un gas de chimenea . Los
transmisómetros están diseñados para medir la
intensidad de un rayo de luz de referencia y de
otro rayo de luz que pasan a través de los
CORPORACION RADIAN S .A . DE C .V .
3-61
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
gases de chimemea . La relación de estos dos
rayos de luz se conoce como la transmitancia.
Comúnmente se utilizan tres métodos para
obtener esta relación en los transmisómetros:
el . interruptor óptico, perilla de calibración y
métodos de fibra óptica.
3 .2 .15 Sistemas de Adquisición y Registro de Información
Los sistemas de adquisición y registro de
información de los MEC se usan para registrar la.
información proveniente de los analizadores de
gases . Los Sistemas de Adquisición de Información
(SAI) suministran un registro de medidas de
emisiones para documentar las operaciones de las
plantas de operación y reportar los niveles de
emisiones a las agencias de control ambiental . Las
funciones de los SAI actuales dependen en gran
medida de los requerimentos de la normatividad y de
la complejidad de los sistemas de monitoreo . Pueden
ser tan simples como un graficador de tiras o pueden
incluir computadoras personales
o
mainframe.
Comúnmente se utilizan cuatro dispositivos para
registrar y reportar la información de los sistemas
de MEC, Graficadores de 'bandas, bitácoras de
información, computadoras personales y mainframe . La
principal función de las computadoras de los SAI es
almacenar información, (u otro tipo de controladores
lógicos programables), pueden a su vez contar con
funciones de control para los analizadores, tales
como ajustes, calibración automática y verificación
de cero, limpieza automática de sonda y sistemas de
CORPORACION RADIAN S .A . DE C .V .
3-62
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
alarma para emisiones excesivas y descomposturas en
el sistema.
Los sistemas de MEC se pueden diseñar para
recopilar y almacenar grandes cantidades de
información, dependiendo de los requerimientos
impuestos por la normatividad, los cuales varían
entre los gobiernos estatales, federales,
provinciales y también entre las diferentes
naciones . Los requerimientos de registro de
información usualmente especifican el número mínimo
de puntos que deben colectarse . Los sistemas de MEC
están diseñados para registrar la información del
analizador continuo por 10 segundos y después
promediar los números obtenidos durante un periodo
de tiempo especifico, normalmente de 6-15 min.
3 .3 TOXICIDAD DE LOS CONTAMINANTES Y SU MAGNITUD EN EL RIESGO
PARA LA SALUD Y PARA LOS ECOSISTEMAS
I
3 .3 .1
Oxidos de Azufre y Partículas en Suspensión
3 .3 .1 .1 Fuentes
Algunos óxidos de azufre y partículas en
suspensión se encuentran naturalmente en el
aire en grandes cantidades, las contribuciones
que provienen de las actividades humanas por lo
general tienen una importancia primordial en
las zonas urbanas . En particular, se considera
que el empleo de combustibles para la
CORPORACION RADIAN S .A . DE C .V .
3-63
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
calefacción y la producción de energía causa la
mayor parte de la contaminación por dióxido de
azufre y partículas a que está expuesta la
población en general . Existen tres grandes
categorías de fuentes : Las domésticas,
relacionadas con el uso de carbón y otros
combustibles para calefacción y para cocinar;
Las fuentes industriales y los vehículos
automotores . Las fuentes domésticas y los
vehículos tienen un efecto especialmente
intenso sobre las concentraciones de los
lugares cercanos, ya que las emisiones se
producen cerca del nivel del suelo.
i
La temperatura de los gases, la velocidad
de flujo y la altura de la chimenea son
factores importantes para la dispersión eficaz
de las emisiones de las fuentes de combustión.
La topografía de la zona circundante y los
factores meteorológicos determinan el grado en
que dichos contaminantes se dispersan y diluyen
hasta alcazar niveles tolerables . Un inversión
de la temperatura puede atrapar las emisiones
sobre las áreas urbanas y producir
concentraciones que superan varios cientos de
veces los valores normales.
3 .3 .1 .2 Concentraciones y exposiciones en el
ambiente
El dióxido de azufre y las partículas en
suspensión se miden habitualmente en muchas
CORPORACION RADIAN S .A . DE C .V .
3-64
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
regiones del mundo, pero sólo con ciertas
precauciones se puede conseguir que las
observaciones de las redes de vigilancia
instaladas con otros propósitos sean adecuadas
para evaluar los riesgos para la salud . Debe
considerarse la ubicación de los aparatos de
muestreo en relación con las fuentes, la
topografía circundante y la población en
peligro, además de la distribución en el tiempo
de las observaciones . Por lo común se usan
periódos de 24 horas para los promedios de
exposiciones breves, si bien en algunas
circunstancias se requieren periódos aún más
cortos.
En el caso de exposiciones prolongadas,
pueden resultar adecuadas las medias anuales
basadas en una serie de observaciones diarias.
de las concentraciones de
dióxido de azufre y de p9rticulas en suspensión
en el aire de una serie de ciudades en todo el
mundo, ha revelado una amplia gama de valores
El examen
medios anuales y una gama aún más variada de
valores máximos, lo cual refleja los efectos de
los factores climáticos y la susceptibilidad a
las inversiones de la temperatura.
Las concentraciones medias aritméticas
anuales típicas del dióxido de azufre en las
áreas urbanas, oscilan entre 100 y 200 mg/m 3
(0 .035 a 0 .07 ppm), y las medias diarias más
CORPORACION RADIAN S .A . DE C .V .
3-65
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
elevadas, entre 300 y 900 mg/m 3 (0 .1 - 0 .3
ppm) . En el caso del humo, los valores
correspondientes son de 30 a 200 mg/m 3 y de 150
a 900 mg/m 3
respectivamente ; las medias
aritméticas anuales de las partículas en
suspensión, medidas con el aparato de muestreo
de alto volumen, varían entre 60 y 500 mg/m 3 ,
con medias diarias máximas entre 150 y 1,000
mg/m3 . La información disponible acerca de los
sulfatos es relativamente escasa, aunque se han
obtenido algunos datos en los Estados Unidos.
Asimismo, son importantes las
concentraciones de esos contaminantes en el
interior de los locale* . Si no hay una fuente
concreta de dióxido de azufre o de partículas
en el interior, las concentraciones suelen ser
más bajas que el aire libre . En el medio
industrial habrá que evaluar con precisión, en
cada caso, las distintas situaciones en que se
pan concentraciones elevadas de dióxido de
azufre o de ácido sulfúrico, pero no hay que
olvidar que por lo general, los polvos
industriales son, por su composición, muy
diferentes de las partículas suspendidas en la
atmósfera urbana.
3 .3 .1 .3 Absorción, distribución y eliminación
La principal via• de absorción de los
compuestos de azufre y partículas es el_tracto
digestivo . Las vías respiratorias consitituyen
CORPORACION RADIAN S .A . DE C .V .
3-66
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
la zona más vulnerable a las sustancias
suspendidas en el aire.
La mayoría de los estudios en el hombre y
en los animales ha indicado que entre el 40 y
el 90% o más del dióxido de azufre inhalado, se
absorbe en las vías respiratorias superiores.
Una vez en la corriente sanguínea, parece
distribuirse ampliamente por todo el cuerpo, se
metaboliza y se excreta a través de las vías
urinarias.
El mecanismo de depósito de las partículas
en suspensión varia según su tamaño, su forma y
su densidad, así como de las condiciones de
ventilación . Las partículas depositadas son en
su mayor parte fagocitadas y transportadas
mediante el - mecanismo mucociliar hasta el
tejido intersticial, o hasta el sistema
linfático . Los tiempos medios de residencia
varían desde días a años, según la composición
química de las partículas.
Las partículas solubles pueden disolverse
- en el revestimiento interno mucoso o acuoso de
los pulmones . En el primer caso, se eliminarán
por la acción mucociliar . En el segundo, puede
que se difundan en el sistema linfático o en la
sangre.
CORPORACION RADIAN S .A . DE C .V .
3-67
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .3 .1 .4
Efectos
sobre
los
animales
de
experimentación
Las concentraciones más bajas con efectos
nocivos varían considerablemente de un estudio
a otro . Las discrepancias pueden resultar de
las diferencias en la sensibilidad de los
animales utilizados en las pruebas o en las
condiciones de la exposición, como la duración
y el patrón de la misma . Además, puede haber
existido exposición a un solo contaminante o a
una mezcla de diversos agentes, o se pueden
haber analizado efectos diferentes.
Sin embargo, en general se ha observado
que los vapores de ácido sulfúrico y algunas
sales de sulfato, tales como el sulfato de zinc
y de amonio, son más irritantes para el aparato
respiratorio que el dióxido de azufre, y que
ciertos aerosoles, en particular los de tamaño
menor a un micrón, aumentan el efecto del
dióxido de azufre cuando ambos contaminantes
están presentes simultáneamente.
Es preciso ser cutelosos dado que las
diferencias en el metabolismo y en la
longevidad hacen dificiles extrapolar al hombre
los resultados de los experimentos con
animales . No obstante, algunos de estos
estudios han señalado posibles mecanismos de
acción biológica sobre el sistema respiratorio,
por ejemplo, la interferencia en los mecanismos
CORPORACION RADIAN S .A . DE C .V .
3-68
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de evacuación de baterías y partículas inertes
de los pulmones.
3 .3 .1 .5
Efectos sobre el hombre
Se han efectuado estudios de inhalación
con voluntarios y en condiciones sometidas a
control, mediante exposiciones breves al
dióxido de azufre o a una nebulización de ácido
sulfúrico, solos o combinados, o con mezclas de
éstos y otros compuestos . Algunos de estos
estudios han resultado útiles para establecer
las relaciones entre exposiciones y efectos.
i
En
la exposición al dióxido de azufre
solo, se comprobaron leves efectos sobre las
funciones respiratorias con una concentración
de 2 .1 mg/m3 (0 .75 ppm) pero no con 1 .1 mg/m3
(0 .37 ppm), mientras que la nebulización de
ácido sulfúrico afectó dichas funciones ya en
concentraciones de l 0 .35 mg/m3 . Solamente se
informó que se producían efectos sinérgicos
sobre las funciones pulmonares como resultado
de la exposición conjunta al dióxido de azufre
y al peróxido de hidrógeno, así como al dióxido
de azufre y al ozono.
En la Comunidad de Estados Independientes
se han estudiado con profundidad los efectos de
la niebla de ácido sulfúrico y del dióxido de
azufre sobre los receptores sensoriales y la
función corticocerebral . En estas acciones
CORPORACION RADIAN S .A . DE C .V .
3-69
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
reflejas, los niveles umbrales del ácido
sulfúrico fueron siempre muy inferiores a los
del dióxido de azufre.
Por otro lado, se han estudiado los
efectos de la exposición al dióxido de azufre,
las partículas en suspensión o la niebla de
ácido sulfúrico en trabajadores de fábricas de
refrigeradores, acerías, fábricas de papel y
pulpa de madera y en la industria de
acumuladores.
En algunos estudios las exposiciones eran
muy altas (las concentraciones medias diarias
de dióxido de azufre llegaban hasta 70 mg/m3 o
25 ppm), no se encontraron diferencias
importantes en los efectos cuando se los
comparó con los testigos . En otro estudio, no
se detectaron efectos sobre la función
respiratoria en la exposición conjunta al
dióxido de azufre y las partículas en
suspensión con concentraciones medias durante 3
años de 1 .8 a 2 .1 mg/m 3 (0 .6 a 0 .7 ppm) y de
600 a 1,800 mg/m3 , respectivamente.
La exposición - a la niebla de ácido
sulfúrico produjo efectos (irritación de nariz
y garganta) con una concentración de 2 .0 mg/m3 ,
mientras que la exposición a una concentración
de 1 .4 mg/m3 no afectó la función pulmonar . Sin
embargo, los efectos de este contaminante
también dependen mucho del tamaño de las
CORPORACION RADIAN S .A . DE C .V .
3-70
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
partículas.
Sobre los efectos de la exposición en la
comunidad, se han examinado gran cantidad de
publicaciones existentes y se ha dedicado
especial atención a aquellos estudios que
parecían presentar datos y un plan adecuados,
en particular en lo concerniente al consumo de
cigarrillos y las mediciones satisfactorias de
los grados de exposición . Se escogieron algunos
de estos estudios para -examinar las relaciones
entre las exposiciones y sus efectos . En la
evaluación de los estudios se hizo evidente que
no era posible comparar dos métodos
fundamentalmente distintos para medir la
exposición a las partículas, uno que media el
humo negro y el otro la totalidad de partículas
en suspensión, por lo general mediante la
técnica con aparatos para muestras de gran
volumen.
Además, se han realizado estudios con
exposiciones breves y prolongadas, y en
relación con los cambios en la incidencia de la
mortalidad y la morbilidad . En los estudios de
la morbilidad referidos' a la exposición breve a
una combinación de dióxido de azufre y
totalidad de partículas, las concentraciones
más bajas (en un promedio de 24 ) con las que
se observaron efectos nocivos fueron de 200
mg/m3 (0 .07 ppm) y 150 mg/m 3 (con el aparato de
muestreo de alto volumen), respectivamente . En
CORPORACION RADIAN S .A . DE C .V .
3-71
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
los estudios de una , prolongada exposición
conjunta a ambos tipos de contaminantes, se
señalaron efectos con concentraciones medias
anuales de 60 a 140 mg/m 3 (0 .02 a 0 .05 ppm) en
el caso del dióxido de azufre, y de 100 a 200
mg/m3 en el de la totalidad de partículas
(método de dispersión de la luz) sin embargo,
se expresaron reservas acerca de la validez de
algunos de estos estudios.
Se informó un aumento de la mortalidad
relacionado con episodios de contaminación
elevada con concentraciones medias de 24 horas
de unos 500 mg/m3 (0 .18 ppm) en el caso del
dióxido de azufre, y de 500 mg/m 3 en el del
humo.
3 .3 .1 .6
Evaluación de los riesgos para la salud.
Al calcular los niveles más bajos con
efectos nocivos en el caso de lasa exposiciones
breves se seleccionaron las concentraciones
medias en 24 horas de 500 mg/m 3 (0 .18 ppm) para
el dióxido de azufre, y de 500 mg/m 3 para el
humo ; éstos se consideraron niveles en que
podía esperarse un aumento de la mortalidad
entre las personas de edad avanzada o que
sufren afecciones pulmonares, mientras que
concentraciones de dióxido de azufre de 250
mg/m 3 (0 .09 ppm) y de humo de 250 mg/m 3 , se
consideró que podían empeorar el estado de los
pacientes con afecciones respiratorias.
CORPORACION RADIAN S .A . DE C .V .
3-72
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
En cuanto a las exposiciones prolongadas,
se señalaron las concentraciones medias anuales
de 100 mg/m3
(0 .035 ppm) para el dióxido de
azufre y de 100 mg/m 3 para el humo, como las
más bajas que podían producir efectos nocivos
para la salud, tales como un agravamiento de
síntomas respiratorios o un aumento de la
incidencia de afecciones respiratorias entre la
población en general.
Sobre la base de estas evaluaciones, se
elaboraron pautas para la protección de la
salud de la población, en términos de valores
de 24 horas (100 a 150 mg/m 3 para el dióxido de
azufre y el humo) en términos de medias anuales
(40 a 60 mg/m 3 para el dióxido de azufre y el
humo) . En vista de la escasa cantidad de datos
disponibles en relación con la totalidad de
particulas en suspensión, no fue posible
recomendar pautas seguras, pero se propusieron
normas provisionales de 60 a 90 mg/m 3
aproximadamente para las medias aritméticas
anuales, y de 150 a 230 mg/m 3 pará los valores
de 24 horas . No se establecieron normas para el
ácido sulfúrico o los sulfatos, también a causa
de la carencia de datos.
CORPORACION RADIAN S .A . DE C .V .
3-73
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .3 .2
OXIDOS DE NITROGENO
3 .3 .2 .1
Fuentes
En una escala global, el óxido nitroso y
dióxido de nitrógeno se producen naturalmente
por acción bacteriana y volcánica y por los
rayos en cantidades muy superiores a las
generadas por la actividad humana . Con todo,
por estar distribuidos sobre toda la superficie
terrestre, las concentraciones atmosféricas
básicas resultantes son muy pequeñas.
La fuente principal de emisiones de óxidos
de nitrógeno a la atmósfera debidas a la acción
del hombre es la utilización de combustibles
fósiles en fuentes estacionarias (calefacción y
electrogeneración) y automotores (motores de
combustión interna) . Otras contribuciones a la
atmósfera provienen de procesos industriales
específicos sin combustión, como la fabricación
de ácido nítrico y explosivos . Entre las
fuentes en el hogar se cuentan el hábito de
fumar, los artefactos domésticos alimentados
por gas y los calentadores de petróleo . Las
diferencias en la emisión de dióxido de
nitrógeno en . distintos países se deben
fundamentalmente a diferencias en el consumo de
combustibles fósiles.
La emisión mundial de óxidos de nitrógeno
en 1970 se estimó en 53 millones de toneladas,
CORPORACION RADIAN S .A . DE C .V .
3-74
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
aproximadamente.
3 .3 .2 .2 Niveles y exposiciones en el ambiente
La concentración básica natural de dióxido
de nitrógeno sobre áreas terrestres suele
variar entre 0 .4 y 9 .4 mg/m3 (0 .0002-0 .005 ppm).
Esta concentración es 1 - 2 órdenes de magnitud
inferior a las concentraciones normalmente
observadas en zonas urbanas . Las
concentraciones anuales medias de dióxido de
nitrógeno en zonas urbanas de todo el mundo
suelen variar entre 20 y 90 mg/m 3 (0 .01-0 .05
ppm), si bien es sumamente difícil generalizar.
Las medias correspondientes a periodos más
breves muestran variaciones considerables según
las condiciones meteorológicas y estacionales,
y la proximidad y naturaleza de las fuentes
locales de contaminación . En general, los
promedios mensuales más elevados de
concentraciones de dióxido de nitrógeno en
grandes zonas urbanas son de alrededor de 60 110 mg/m3 (0 .03 - 0 .06 ppm), los promedios
diarios más elevados de 130 a 400 mg/m 3 (0 .07 O .22 ppm) y los valores horarios más elevados
de 240 a 850 mg/m 3 (0 .13 - 0 .45 ppm).
A diferencia de los contaminantes
primarios típicos del aire, las concentraciones
de dióxido de nitrógeno no muestran un
comportamiento estacional uniforme en todas las
CORPORACION RADIAN S .A . DE C .V .
3-75
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
zonas urbanas del mundo y no necesariamente
alcanzan su nivel más elevado en los meses de
máxima actividad fotoquimica.
No se debe subestimar la exposición por
fuentes en interiores como los artefactos
domésticos y el hábito de fumar . En la
proximidad inmediata dé artefactos domésticos
alimentados por gas se han medido
concentraciones de dióxido de nitrógeno de
hasta 2,000 mg/m 3 (1 .1 ppm) . Se ha comprobado
que el humo de tabaco alcanza concentraciones
de óxido nítrico de cerca de 98 - 135 mg/m3 (80
- 110 ppm) y de dióxido de nitrógeno de cerca
de 150 - 226 mg/m3 (80 - 120 ppm) ; sin embargo,
estos niveles pueden fluctuar considerablemente
de acuerdo con las condiciones de combustión.
3 .3 .2 .3
Efectos
sobre
los
animales
de
experimentación
Según la concentración, el periódo y la
modalidad de la exposición, la especie animal
puesta a prueba y la presencia de agentes
infecciosos, la exposición al dióxido de
nitrógeno puede causar efectos adverso g
reversibles e irreversibles.
Las alteraciones morfológicas observadas
en algunas especies animales, incluido el
ratón, la rata, el conejo, el conejillo de
indias y el mono, eran sobre todo notables en
CORPORACION RADIAN S .A . DE C .V .
3-76
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
los epitelios de los conductos alveolares y
bronquiolares terminales . La exposición a unos
470 - 1,900 mg/m3 (0 .25 - 1 .0 ppm) produjo
numerosos cambios fisiopatológicos, como
bronquitis, bronconeumonía, atelectasia, escape
de proteína al espacio alveolar, lesiones del
colágeno, la elastina y los mastocitos de los
pulmones, reducción o pérdida de cilios Y
cambios adenomatosos.
Estos efectos se hicieron más pronunciados
a concentraciones de 3,900 - 47,000 mg/m 3 (2 .0
- 2 .5 ppm) . Las células de revestimiento
alveolar tipo 1 y las células bronquiales
ciliadas, más sensibles, se dañaron en primer
término,
siendo
sustituidas
por
la
proliferación de células no ciliadas más
resistentes
y
células
de
tipo
2,
respectivamente . La exposición prolongada dió
lugar a una reducción de diámetro de las vías
respiratorias más estrechas por exudado,
hipertrofia del epitelio respiratorio y
engrosamiento de la membrana basal.
En los estudios del efecto del dióxido de
nitrógeno sobre la - función pulmonar - se
notificaron tasas respiratorias elevadas en
ratas expuestas a concentraciones de solo 1,500
mg/m3 (0 .8 ppm) . En perros sabuesos expuestos a
una combinación de dióxido de nitrógeno a 1,210
_mg/m3 (0 .64 ppm) y óxido nítrico a 310 mg/m 3
(0 .25 ppm) se demostraron reducciones en la
h
CORPORACION RADIAN S .A . DE C .V .
3-77
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
capacidad de difusión y en el flujo
respiratorio máximo . Los cambios bioquímicos
incluyeron alteraciones en la acción de varias
enzimas pulmonares, en el contenido lípido de
los pulmones, en la estabilidad del agente
tensoactivo pulmonar y una disminución de los
niveles del Glutatión pulmonar . Los efectos se
hicieron más pronunciados al aumentar la
concentración de dióxido de nitrógeno a 11 - 75
mg/m3 (6 - 40 ppm).
A concentraciones de dióxido de nitrógeno
de 560 - 3,700 mg/m 3 (0 .3 a 2 .0 ppm) se han
citado algunos efectos extrapulmonares . El
i
examen de la sangre de animales expuestos
mostró cambios en el número de eritrocitos
circulantes, la actividad enzimática y los
títulos de anticuerpos . Con la amplitud de esas
concentraciones también se observaron efectos
sobre los reflejos condicionados del sistema
nervioso central (600 mg/m3 , 0 .32 ppm) y los
sistemas endócrino y reproductivo (2,400 mg/m 3 ,
1 .3 ppm) de las ratas.
Al aumentar los niveles de exposición se
manifestaron otros efectos, incluida la
disminución de la tasa de crecimiento (5,000
mg/m3 , 2 .7 ppm) y la pérdida de aptitudes
físicas (9,400 mg/m 3 , 5 .0 ppm).
La exposición al dióxido de nitrógeno
aumentó la susceptibilidad de los animales de
CORPORACION RADIAN S .A . DE C .V .
3-78
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
experimentación a las infecciones respiratorias
bacterianas y viricas, respuesta que
evidentemente guardó relación con la dosis . Los
resultados indicaron que la concentración tenía
una influencia mucho mayor sobre la toxicidad
del dióxido de nitrógeno que el periodo de
exposición, esto es, los productos
concentración-tiempo iguales con distintos
tiempos de exposición' no ofrecían el mismo
peligro.
Se observó un aumento significativo de la
tasa de mortalidad en ratones expuestos a 940
mg/m3 (0 .5 ppm) durante 90 días y luego
infectados artificialmente . Cuando se
compararon las tasas de mortalidad debida a
infección respiratoria luego de exposiciones
continuas e intermitentes a dióxido de
nitrógeno, se observó un aumento significativo
en ambos grupos experimentales al aumentar el
periódo de exposición . Sin embargo, en ningún
periodo dado de exposición hubo diferencia
estadisitica entre los grupos de exposición
continua e intermitente.
El dióxido de nitrógeno interfiere en la
capacidad del pulmón para eliminar
eficientemente las partículas depositadas por
inhalación, pues altera los procesos
fagociticos, enzimáticos y funcionales de los
macrófagos alveolares y de las células
epiteliales ciliadas.
CORPORACION RADIAN S .A . DE C .V .
3-79
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Un estudio de las víctimas que habían
sobrevivido a la exposición a humos de combustión
de nitrocelulosa no reveló ninguna diferencia
entre la supervivencia de los grupos expuestos y
la de los testigos sin exposición al cabo de 30
años . Por desgracia el estudio no daba datos de
exposición cuantitativa de los distintos grupos.
Hay muy pocos estudios sobre los efectos agudos
o crónicos de las exposiciones industriales a
bajas concentraciones.
En varios estudios se ha tratado de vincular
la función pulmonar con la exposición al dióxido
de nitrógeno . Sin embargo, los resultados o bien
no han podido demostrar una diferencia
significativa en la función pulmonar entre los
grupos expuestos a distintos niveles de dióxido
de nitrógeno, o se han visto afectados por la
confusión derivada de la presencia de
concentraciones relativamente elevadas de otros
contaminantes.
Esto se aplica también a los estudios
realizados a fin de correlacionar la frecuencia
de las enfermedades respiratorias agudas o
crónicas con las concentraciones de dióxido de
nitrógeno.
Por ejemplo, un estudio para evaluar los
efectos del dióxido de nitrógeno sobre la
incidencia de la_enfermedad respiratoria aguda en
niños y sus padres que residían cerca de un punto
CORPORACION RADIAN S .A . DE C .V .
3-82
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
sujetos asmáticos la reacción a la inhalación de
prueba de un broncoconstrictor (carbacol) se
incrementó significativamente luego de la
exposición a un nivel de . dióxido de nitrógeno de
190 mg/m 3 (0 .1 ppm) durante una hora . Resultados
similares se notificaron en un estudio en el cual
sujetos sanos fueron expuestos a una combinación
de dióxido de nitrógeno a 100 mg/m 3 (0 .05 ppm),
ozono, a 50 mg/m3 (0 .025 ppm) y dióxido de azufre
a 260 mg/m3 (0 .10 ppm) durante dos horas.
En varias ocupaciones se ha citado la
exposición a concentraciones elevadas de óxidos
de nitrógeno.
Se han dado casos de intoxicación aguda, por
óxidos de nitrógeno, algunos de ellos fatales,
entre agricultores expuestos a gases de silos
derivados de la fermentación de cosechas . Se ha
estimado que la exposición a concentraciones de
dióxido de nitrógeno de 560 - 940 mg/m3 (300 500 ppm) puede dar lugar a edema pulmonar fatal
o asfixia, y que 47 - 140 mg/m 3 (25 - 75 ppm)
pueden causar bronquitis o neumonía.
Según informes, los mineros que utilizan
explosivos reiteradamente en su trabajo
desarrollan enfermedades respiratorias crónicas.
El análisis de los productos de la explosión
indica la presencia de óxidos de nitrógeno en
concentraciones de 88 - 167 ppm.
CORPORACION RADIAN S .A . DE C .V .
3-81
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
exposiciones profesionales o comunitarias que
puedan . suministrar suficiente información para
evaluar los riesgos a la salud debido a la
exposición al dióxido de nitrógeno . Por lo tanto,
la pauta de protección a la salud se ha formulado
a base de datos derivados de estudios con
testigos en seres humanos y experimentos con
animales . Como se dijo antes, los datos
epidemiológicos disponibles tienden a sustentar
estos resultados.
Se ha calculado que la concentración de
dióxido de nitrógeno de 940 mg/m 3 (0 .5 ppm)
representa el mínimo a partir del cual cabe
prever la ocurrencia de efectos adversos de salud
debido a la exposición por corto plazo al dióxido
de nitrógeno . Se tuvo presente que un estudio en
el hombre había indicado efectos a una
concentración inferior, pero consideró que este
hallazgo requería confirmación.
Al adoptar un factor de seguridad minima de
3 - 5 se convino en que una exposición máxima de
una hora a 190 - 320 mg/m 3 (0 .10 - 0 .17 ppm)
sería compatible con la protección a la salud
pública y que esta exposición no se debía exceder
más de una vez por mes.
Se ha agregado la precaución de que podría
ser prudente reducir este limite de exposición en
vista de la evidencia biológica de la interacción
del dióxido de nitrógeno con otros contaminantes
CORPORACION RADIAN S .A . DE C .V .
3-84
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de intensa contaminación demostró un porcentaje
excesivo de enfermedad respiratoria en
comparación con un grupo testigo . Sin embargo, la
probable contribución de otros contaminantes,
como los aerosoles de ácido sulfúrico, los
vapores de ácido nítrico y los nitratos
suspendidos, hizo dificil atribuir este exceso a
la presencia de dióxido de nitrógeno.
Análogamente, debido a la exposición
relativamente elevada a otros contaminantes
atmosféricos, no ha sido posible asociar los
aumentos observados de la frecuencia de la
enfermedad respiratoria crónica con un nivel
medido de dióxido de nitrógeno . Se ha observado,
con todo, que estos estudios epidemiológicos
parecen confirmar los resultados obtenidos con
testigos en el hombre y en estudios con animales
de experimentación.
3 .3 .2 .5
Evaluación de 1 los riesgos de salud
Como aún no se ha demostrado que las
concentraciones de otros óxidos de nitrógeno,
distintos del dióxido de nitrógeno en el aire,
tengan una actividad biológica significativa.
Solo se ha formulado una pauta de protección de
la salud pública respecto del dióxido de
nitrógeno.
En comparación con los estudios
toxicológicos experimentales, existen pocos
estudios epidemiológicos sobre los efectos de las
CORPORACION RADIAN S .A . DE C .V .
3-83
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .3 .2 .4
Efectos en el hombre
Se han realizado estudios sobre la
exposición al dióxido de nitrógeno en el hombre
a fin de determinar las concentraciones más bajas
en las cuales se puede detectar el olor y se
altera la adaptación a la oscuridad . Respecto de
la percepción del olor, la concentración más baja
de dióxido de nitrógeno fue de aproximadamente
200 mg/m 3 (0 .11 ppm) . El nivel más bajo de
disminución de la adaptación a la oscuridad se
notificó en 140 mg/m3 (0 .074 ppm).
La exposición a concentraciones de dióxido
de nitrógeno de 1,300 - 3,800 mg/m3 (0 .7-2 .0 ppm)
durante 10 minutos dio lugar a un aumento en la
resistencia del flujo de inspiración y de
expiración . En otro estudio la inhalación- de
concentraciones de dióxido de nitrógeno de 3,000
- 3,800 mg/m 3 (1 .6 - 2 .0 ppm) durante 15 minutos
causó un aumento significativo de la resistencia
total en las vías respiratorias, que se hizo más
pronunciado en concentraciones superiores a 3,800
mg/m3 (2 .0 ppm) . Algunos autores han informado
que la exposición a 7,500 - 9,400 mg/m3 (4 - 5
ppm) produjo un aumento en la resistencia de las
vías respiratorias y una disminución de la
presión parcial del oxigeno arterial y de la
capacidad de difusión del monóxido de carbono.
Sin embargo, la prolongación del periódo de
exposición a 60 minutos no intensificó el efecto.
En un informe reciente se demostró que en 13 a 20
CORPORACION RADIAN S .A . DE C .V .
3-80
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
atmosféricos presentes y también, en vista de que
algunas poblaciones son altamente sensibles a
esta sustancia.
Por falta de información sobre los efectos
de la exposición a largo plazo al dióxido de
nitrógeno en el hombre, solo se ha sugerido un
limite de exposición a corto plazo.
3 .3 .3 Oxidantes Fotoquímicos
3 .3 .3 .1
Fuentes
ozono, un constituyente natural de la
estratósfera formado por la fotólisis de oxigeno
molecular, puede ser transportado por la
circulación atmosférica a la atmósfera inferior.
Los hidrocarburos naturales, que incluyen los
terpenos de árboles y plantas, también son
substrato de reacciones fotoquímicas que producen
oxidantes . Estos dos procesos son las fuentes
naturales de concentraciones básicas de ozono.
El
El ozono y los peroxiacilnitratos se forman
en la atmósfera inferior por las reacciones que
ocurren entre los óxidos de nitrógeno y una serie
de hidrocarburos con reactividad fotoquímica . La
estructura química y la reactividad de cada
hidrocarburo orgánico determinan su importancia
en la formación de oxidantes . Los vehículos de
motor, el calentamiento del espacio, las plantas
de energía y los procesos industriales son
CORPORACION RADIAN S .A . DE C .V .
3-85
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
fuentes principales de estos precursores de
oxidantes.
En la atmósfera mantendría un equilibrio
entre los agentes oxidantes y los agentes
reductores, evitándose así la acumulación de
ozono y otros oxidantes fotoquimicos, si no fuera
por la degradación fotoquímica de hidrocarburos
en radicales peroxi . Estos convierten rápidamente
el óxido nítrico en dióxido de nitrógeno, lo que
cambia el equilibrio hacia la producción de ozono
durante la luz diurna . Por la noche, las
emisiones de óxido nítrico en la atmósfera sirven
como sumidero para el ozono.
La soldadura y la fabricación de peróxido
de hidrógeno son las principales fuentes de
exposición
ocupacional al ozono . El uso de
lámparas ultravioleta, los precipitadores
electrostáticos y las máquinas fotocopiadoras
también generan ozono.
3 .3 .3 .2
Concentraciones y exposiciones ambientales
Puesto que las concentraciones importantes
de oxidantes en las áreas urbanas se limitan
generalmente a un periódo de 4 a 6 horas por día,
los datos sobre oxidantes u ozono muy a menudo se
proporcionan en términos de concentraciones
máximas de 1 hora, o en términos del número de
horas o días registrados con concentraciones
horarias que exceden un valor especificado . En
CORPORACION RADIAN S .A . DE C .V .
3-86
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
lugares aislados muy distantes de las fuentes de
contaminación se han registrado concentraciones
horarias de ozono de 100 mg/m 3 (0 .05 ppm) . Parece
ser frecuente el transporte de oxidantes desde
las áreas urbanas a distancias de 100 a 700
kilómetros, habiéndose observado concentraciones
de ozono de 1 hora de 130 mg/m 3 (0 .05 ppm) o más
en áreas rurales . En algunas ciudades grandes,
las concentraciones máximas de 1 hora de
oxidantes exceden de 200 mg/m 3 (0 .1 ppm) en 5 30% de los días, en tanto que en Los Angeles es
común que los valores máximos de 1 hora de
oxidantes pasen de 200 mg/m 3 (0 .1 ppm) la mayoría
de los días entre los meses de mayo y octubre.
Los patrones diurnos de las concentraciones
de oxidantes son una característica importante
del ambiente urbano, y se deben_ a los cambios
horarios de la radiación solar y la intensidad de
la emisión contaminante . Las concentraciones
horarias máximas de ozono frecuentemente se
alcanzan cerca del medio día y a menudo son
precedidas por concentraciones máximas de dióxido
de nitrógeno . Las concentraciones de
peroxiacetilnitrato típicamente alcanzan del 1/50
al 1/100 de las de ozono, y por lo general siguen
estrechamente las variaciones temporales de
estas .
Sobre una base estacional, las
concentraciones de oxidantes tienden a aumentar
durante la estación calurosa, y la frecuencia de
CORPORACION RADIAN S .A . DE C .V .
3-87
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
los días en los que las concentraciones de
oxidantes exceden de 200 mg/m 3 (0 .lppm) alcanza
su máximo durante este periodo.
Las concentraciones de oxidantes en
interiores tienden a ser menores que en los
exteriores, y se reducen por reacción
destructiva en superficies de materiales . También
las reducen actividades que generan óxido
nítrico, tales como fumar o cocinar.
3 .3 .3 .3 Efectos en animales de experimentación
Concentraciones de ozono de 2,000 mg/m 3 (1 .0
ppm) o menos, con periodos de exposición hasta de
24 horas, produjeron numerosos cambios
morfológicos en el parénquima pulmonar de varias
especies animales . Con exposición prolongada (6 10 meses), se observaron lesiones pulmonares
tales como enfisema, atelectasias, necrosis
focal, bronconeumonía y fibrosis . El grado de la
alteración morfológica parece ser proporcional al
producto de la concentración y la duración de la
exposición.
En animales de experimentación expuestos de
2 a 5 horas a concentraciones de ozono de 520 a
2,000 mg/m3 (0 .26 - 1 .0 ppm) se observaron
trastornos de las funciones respiratorias.
Los estudios bioquímicos realizados para
CORPORACION RADIAN S .A . DE C .V .
3-88
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
aclarar el mecanismo de la toxicidad del ozono a
escala subcelular se han basado en dos hipótesis
principalmente : a) que la oxidación de los grupos
sulfhidrilo por el ozono causa cambios en el
metabolismo de lo que resultan efectos tóxicos;
y b) que el ozono reacciona con lípidos
insaturados para producir peroxidación de lípidos
y daño celular consecuente ; sin embargo, todavía
no se conoce a fondo la acción tóxica subcelular
del ozono . En otros estudios bioquímicos se han
observado cambio en el consumo de oxígeno de las
mitocondrias, en las actividades de las enzimas
lisosómicas y microsómicas, y en la síntesis de
ácidos nucleicos . Los estudios sobre la inducción
de edema por histamina pulmonar y sobre los
efectos del ozono en la sustancia tensoactiva no
han dado resultados convincentes.
En roedores pequeños se ha logrado
"tolerancia" a los efectos edematígenos de la
exposición a concentraciones de ozono de 2,000 a
8,000 mg/m3 (1 - 4 ppm), mediante la exposición
previa a una concentración de ozono de por lo
menos 600 mg/m 3 (0 .3 ppm) ; sin embargo, esto no
parece proporcionar protección contra los efectos
nocivos sobre la actividad fagocítica de los
macrófagos.
La resistencia a la infección respiratoria
inducida artificialmente se redujo en varias
especies animales mediante la exposición de 3 a
4 horas de concentraciones de ozono de 160 a 800
CORPORACION RADIAN S .A . DE C .V .
3-89
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
mg/m3 (0 .08 - 0 .40 ppm) . El efecto del ozono se
intensificó por la acción de un tercer causante
de tensión, como es el frío o el ejercicio . Son
varios los mecanismos que se han propuesto para
explicar el aumento de la infectividad, inclusive
la inactivación de enzimas secretoras de
macrófagos alveolares, la depresión de la
actividad bactericida, y la reducción de la
actividad fagocitica de los macrófagos
alveolares.
Se ha demostrado que la exposición de
ratones hembra gestantes a concentraciones de
ozono de 200 - 400 mg/m 3 (0 .1 - 0 .2 ppm) a razón
de 7 horas por dia durante 15 días, aumentó la
mortalidad neonatal, y que la exposición de
ratones a concentraciones de ozono de 400 mg/m 3
(0 .2 ppm) durante 6 horas, y de ratas a_ 1,000
mg/m 3 (0 .5 ppm) durante 45 minutos causó pérdidas
importantes de la actividad motriz ; sin embargo,
no está clara si estos efectos se deben a la
acción directa del ozono o los agentes oxidantes,
o si son reacciones secundarias al daño del
sistema respiratorio causado por el ozono.
Los datos relativos a otros efectos
extrapulmonares y a la carcinogenicidad y
matagenicidad del ozono son insuficientes.
Los efectos producidos por la exposición a
varias mezclas de ozono y otros contaminantes
atmosféricos, y al aire' ambiente que contiene
CORPORACION RADIAN S .A . DE C .V .
3-90
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
concentraciones elevadas de oxidantes, son muy
parecidos a los que se observan con la exposición
al ozono solo ; sin embargo, en un estudio se
informó que una sola exposición a una mezcla de
ozono y dióxido de nitrógeno produjo un efecto
aditivo consistente en una reducción de la
resistencia a la infección respiratoria en
ratones, y que la exposición repetida podría dar
lugar a un efecto sinérgico . Algunos efectos,
como aquellos que afectan el crecimiento, se han
observado sólo con la exposición de mezclas de
contaminantes . También, se ha informado que la
deficiencia de vitamina E incrementa dos efectos
tóxicos del ozono.
3 .3 .3 .4
Efectos en el hombre
Gran _número de efectos sensoriales en el
hombre se han estudiado bajo condiciones
controladas . Se ha demostrado que el umbral
olfativo del ozono es de 15 a 40 mg/m 3 (0 .008 0 .02 ppm), y se ha indicádo que la concentración
de oxidantes más bajas que produce irritación
ocular es de 200 mg/m 3 (0 .1 ppm) . Varias medidas
de percepción visual fueron afectadas por una
exposición de 3 horas a concentraciones de ozono
de 400 a 1,000 mg/m 3 (0 .2 - 0 .5 ppm).
Se ha observado que la exposición controlada
de sujetos del sexo maculino, sanos, a
concentraciones de ozono comprendidas entre 200
y 2,000 mg/m 3 (0 .1 - 1 .0 ppm) causaba un aumento
CORPORACION RADIAN S .A . DE C .V .
3-91
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de la resistencia de las vías aéreas y
disminución del rendimiento de la ventilación.
Los efectos del extremo inferior de esta gama de
dosificación se manifestaron cuando los sujetos
de prueba llevaron a cabo un ejercicio ligero
intermitente durante un período de exposición de
2 horas . Un investigador no observó cambios en la
resistencia de las vías aéreas con una exposición
a 500 mg/m 3 (0 .25 ppm) de ozono durante 2 horas.
Asi pues, no hubo acuerdo entre los
investigadores con respecto a la exposición
experimental a ozono más baja que afecta la
resistencia de las vías aéreas ; no obstante, tres
investigaciones observaron un aumento de la
resistencia de las vías aéreas con una
concentración de ozono de 740 mg/m 3 (0 .37 ppm).
Una exposición de 2 horas a una combinación
de 50 mg/m 3 (0 .025 ppm) de ozono, 100 mg/m3 (0 .05
ppm) de dióxido de nitrógeno y 260 mg/m 3 (0 .1
ppm) de dióxido de azufre, no tuvo efecto sobre
la resistencia de las vías aéreas ; sin embargo,
esta exposición combinada aumentó el efecto
broncoconstrictor de la acetilcolina . Una
combinación de una concentración de ozono de 740
mg/m3 (0 .37 ppm) y una concentración de dióxido
de azufre de 960 mg/m 3 (0 .37 ppm) tuvo un efecto
nocivo potenciado sobre el rendimiento
ventilatorio, en comparación con los efectos de
la misma concentración de cada gas administrado
separadamente . En otros estudios en los que se
usaron varias mezclas de ozono y otros
CORPORACION RADIAN S .A . DE C .V .
3-92
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
contaminantes del aire, el dióxido de azufre
pareció potenciar más que . el dióxido de nitrógeno
el efecto del ozono.
También se llevaron a cabo estudios en
pacientes voluntarios con enfermedad pulmonar
crónica . Su función respiratoria mostró una
mejoría cuando respiraron aire filtrado durante
40 horas o más, en comparación con el aire
ambiente no filtrado, con una concentración de
oxidantes cercana a 400 mg/m3 (0 .2 ppm).
Las exposiciones a una concentración de
peroxiacetilnitrato de 1,350 mg/m 3 (0 .27 ppm)
causaron cambios menores en variables que
reflejan la regulación cardiorrespiratoria de la
temperatura.
Se ha informado de varios casos de
intoxicación grave por ozono entre soldadores que
utilizan electrodos consumibles en atmósferas
protectoras de gases inertes, que aumentan
grandemente la irradiación ultravioleta en el
área de trabajo . A concentraciones de ozono de
600 a 1,600 mg/m 3 (0 .3 - 0 .8 ppm), un número
creciente de soldadores se quejó de constricción
pectoral e irritación de la garganta, y los
síntomas agudos desaparecieron cuando las
concentraciones de ozono se redujeron a 500 mg/m 3
(0 .25 ppm) o menos.
Hay muy pocos estudios sobre la exposición
CORPORACION RADIAN S .A . DE C .V .
3-93
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL
ACERO
industrial a largo plazo al ozono, y en la
mayoría de ellos la relación exposición respuesta o no ha sido evaluada correctamente o
es confusa por la presencia de otros
contaminantes coexistentes.
Hasta ahora nada indica que existe una
asociación entre las concentraciones máximas de
oxidantes y las variaciones en la tasa de
mortalidad diaria de la población general . Por
otra parte, ha sido bien documentada la
asociación entre concentraciones de oxidantes y
la irritación ocular y respiratoria, y en un
estudio realizado entre estudiantes de enfermería
de Los Angeles se demostró un importante aumento
en la frecuencia de la tos, malestar ocular y
torácico, y cefalia cuando la concentración
horaria máxima de oxidante alcanzó 100 - 580
mg/m3 (0 .05 - 029 ppm) . Las concentraciones
horarias de oxidantes también se correlacionaron
corp una disminución del rendimiento de corredores
a campo traviesa de enséñanza secundaria, y se
estimó que la concentración más baja a la cual se
presentó este efecto era una concentración
horaria de oxidantes de 240 mg/m 3 (0 .12 ppm).
Los efectos de los oxidantes sobre los niños
se han estudiado extensamente . Se detectó una
correlación entre las disminuciones de la
conductancia de las vías aereas y la actividad
ventilatoria de escolares, ,y un aumento de la
concentración de ozono sobre una gama hasta de
CORPORACION RADIAN S .A . DE C .V .
3-94
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
560 mg/m 3 (0 .28 ppm) ; otros contaminantes que se
vigilaron al mismo tiempo incluyeron óxido
nítrico, dióxido de nitrógeno, dióxido de azufre
y partículas . Las combinaciones de estos
contaminantes pueden haber sido responsables de
los efectos observados . También se intentó
relacionar la morbilidad de los escolares durante
una epidemia de influenza, con el gradiente de
contaminación que existía durante la estación de
concentraciones máximas de oxidantes, pero no se
encontró una asociación significativa . En Japón
se observó una variedad dé síntomas respiratorios
y smog . Los síntomas generales parecieron ser
atribuibles a una respuesta psicosomática entre
los estudiantes.
En un estudio sobre la incidencia de
enfermedades respiratorias agudas, se encontró
que las concentraciones máximas de oxidantes y
las concentraciones medias de dióxido de azufre
y dióxido de nitrógeno estaban correlacionadas
con episodios agudos de faringitis, bronquitis e
infecciones respiratorias de las vías superiores
entre estudiantes de preparatoria en la cuenca de
Los Angeles para afecciones cardiovasculares y
las concentraciones de oxidantes.
Se dispone de algunos informes sobre los
efectos de los oxidantes en pacientes con
enfermedades previas . Un estudio señalaba una
relación entre la proporción de personas
asmáticas que sufrían ataque de asma y fueron
CORPORACION RADIAN S .A . DE C .V .
3-95
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
confusos por causa de cambios estacionales
concomitantes.
Los estudios sobre el efecto de la
exposición a largo plazo a oxidantes fotoquimicos
son relativamente escasos . Hasta ahora, las
diferencias urbanas en las tasas de mortalidad
por cáncer pulmonar en ciudades de California no
indican una influencia de las exposiciones a
oxidantes sobre el riesgo de cáncer pulmonar . De
manera parecida, los estudios no revelaron
relación alguna entre la prevalencia de
enfermedad respiratoria crónica y diferencias
geográficas en las concentraciones de oxidantes.
Como ocurre en todos los estudios de
poblaciones urbanas los estudios epidemiológicos
de la exposición a oxidantes no pueden
proporcionar resultados acerca de los efectos
sobre la salud atribuibles sólo a los oxidantes,
pues la contaminación fotoquímica del aire
consiste típicamente en ozono, dióxido de
nitrógeno, peroxiacilnitratos, partículas de
sulfatos y nitratos y otros componentes . Sin
embargo, en general, los efectos observados sobre
la salud se correlacionaban más con la
concentración de ozono que con la de otros
contaminantes.
CORPORACION RADIAN S .A . DE C .V .
3-96
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .3 .3 .5
Evaluación de los riesgos para la salud
Aunque se sabe que el ozono es uno entre
varios oxidantes fotoquímicos y que hay muchos
otros componentes de la contaminación fotoquímica
del aire, es la única sustancia para la cual se
la
pueden dar pautas para
protección de la salud,
basadas en los datos sobre exposición-efectos
existentes.
Con base en estudios de exposición
controlada de seres humanos y comunidades, se ha
informado que las concentraciones de ozono a las
cuales se presentan los primeros efectos adversos
en el hombre son de 200 a 500 mg/m 3 (0 .1 - 0 .25
ppm) . Estudios experimentales efectuados en
animales respaldan estas estimaciones.
Se acordó que debería usarse como guía para
la protección de la salud pública una exposición
de una hora a concentraciones de ozono de 100 a
200 mg/m3 (0 .05 - 0 .10 ppm) determinadas por
quimioluminiscencia, y que no podía aplicarse un
factor de seguridad debido a las concentraciones
naturales relativamente altas de ozono.
Se consideró también que una concentración
máxima de una hora de 120 mg/m 3 (0 .06 ppm) de
oxidantes (determinada por el método de NBKI),
que fue recomendado como objetivo a largo plazo
por expertos de la OMS en 1972 y es
aproximadamente igual a la concentración básica
CORPORACION RADIAN S .A . DE C .V .
3-97
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
natural más alta en el ambiente de oxidantes,
sería la mejor estimación de limite de exposición
a oxidantes para la población general.
En respuesta a la pregunta de si las pautas
propuestas eran realistas en vista del grado de
exposición natural y el transporte de ozono a
largas distancias, se expresó que, a pesar de
todo, no deberían escatimarse esfuerzos para
desarrollar estrategias de control y cumplir con
ello las pautas propuestas o por lo menos para no
excederlas más de una vez al mes.
3 .3 .4 Monóxido de Carbono
3 .3 .4 .1
Fuente
En la actualidad, no se conoce bien qué
importancia tienen las fuentes naturales de
monóxido de carbono para la salud del hombre . Se
estima que las emisiones de monóxido de carbono
proveniente de fuentes artificiales oscilan entre
350 y 600 millones de toneladas al año . Sin duda
la fuente más importante en el nivel de
inhalación es el escape de vehículos con motores
de gasolina . El indice de emisión depende del
tipo de vehículo, su velocidad y modo de
operación . Entre otras fuentes se incluyen los
generadores de calor y de energía, algunos
procesos industriales, como la carbonización de
combustible, y la incineración de desechos . El
funcionamiento defectuoso de cocinas y aparatos
CORPORACION RADIAN S .A . DE C .V .
3-98
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de calefacción domésticos puede convertirlos en
fuentes importantes a meñudo no detectadas.
3 .3 .4 .2 Concentraciones ambientales
Las concentraciones naturales básicas de
monóxido de carbono son bajas (0 .01 a 0 .9 mg/m3
o 0 .01 a 0 .8 ppm) . Las concentraciones en la
zonas urbanas se relacionan estrechamente con la
densidad del tránsito automotor y con el clima,
y varían mucho según la hora y la distancia a que
se encuentran las fuentes.
Por lo general, existen distribuciones
diurnas bien definidas con valores máximos que
corresponden a las horas de la mañana y la tarde,
cuando alcanza su máximo el tránsito . Datos
provenientes de Japón y EUA muestran que las
concentraciones de monóxido de carbono medidas en
ocho horas comúnmente son inferiores a 20 mg/m 3
(17 ppm) . Sin embargo, en ocasiones ( se han
registrado concentraciones medias máximas en ocho
horas, de hasta 60 mg/m 3 (53 ppm) . Es posible
observar valores máximos mucho más elevados y
relativamente transitorios en condiciones de
estabilidad meteorológica y de congestión de
tránsito ; se pueden encontrar concentraciones
altas en sitios cerrados como túneles,
cocheras y secciones de carga donde circulan
vehículos, asi como en automotores con sistemas
defectuosos de escape . La contaminación por
monóxido de carbono puede ser relativamente alta
CORPORACION RADIAN S .A . DE C .V .
3-99
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
en lugares de trabajo y en algunos hogares donde
la cocina y los aparatos de calefacción son
defectuosos o no tienen conductos para evacuar el
humo.
3 .3 .4 .3
Efectos en animales de experimentación
Muchos experimentos con animales han
proporcionado información valiosa acerca de los
efectos del monóxido de carbono . Generalmente se
han comprobado que la mayoría de los animales
mueren cuando las concentraciones de
carboxihemoglobina superan más o menos el 70%, y
que la velocidad con que se administra el gas es
importante en la determinación del resultado.
También se han encontrado que las concentraciones
de carboxihemoglobina que sobrepasan el 50% a
menudo se asocian con lesiones de órganos como el
encéfalo y el corazón . Cuando se expone a los
animales a concentraciones más bajas, los efectos
son más difíciles de distinguir y puede
manifestarse como perturbaciones metabólicas y
bioquímicas, alteraciones en la sangre y
modificaciones del comportamiento . Hay pruebas de
que algunos animales se adaptan a la exposición
a concentraciones de monóxido de carbono
relativamente bajas.
Como podia esperarse, la variabiliad de los
resultados comunicados en relación con los
experimentos aumenta a medida que los efectos se
vuelven menos marcados, y es mayor la necesidad
CORPORACION RADIAN S .A . DE C .V .
3-100
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de un diseño y técnicas de experimentación más
escrupulosas . Tiene particular importancia
definir, las afirmaciones de algunos
investigadores, de que la exposición intermitente
y repetida de animales a concentraciones de gas
que producen concentraciones de
carboxihemoglobina del 10 al 20% pueden provocar
modificaciones histológicas comprobables en el
miocardio, los vasos sanguíneos y el sistema
nervioso central . Se ha aseverado que esas
exposiciones afectan la fijación del colesterol
en la aorta y las arterias coronarias . Es obvia
la importancia de estos hechos, si se aceptan
como reales, en la etiología de las enfermedades
cardiovasculares del hombre y, por consiguiente,
deben evaluarse con gran cuidado . También es
importante estudiar con atención los informes de
investigadores que no han encontrado pruebas de
ese daño.
3 .3 .4 .4 Efectos en el hombre
Los efectos en el hombre por la exposición
a concentraciones elevadas de monóxido de carbono
están bien documentados y en los textos
corrientes se exponen en forma adecuada el
diagnóstico, tratamiento y secuelas de la
intoxicación aguda por monóxido de carbono.
Recientemente se ha dedicado mucha atención a los
posibles efectos sobre las funciones y estructura
del organismo, causados por exposiciones al
CORPORACION RADIAN S .A . DE C .V .
3-101
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
monóxido de carbono que producen concentraciones
de carboxihemoglobina del 10% o menos . El
monóxido de carbono actúa fundamentalmente al
interferir el transporte de oxigeno y como el
sistema nervioso central es más sensible a la
hipoxia que otros sistemas y aparatos del
organismo, se han efectuado numerosos estudios
del deterioro de la vigilancia, la percepción y
la realización de tareas delicadas después de la
exposición a concentraciones de monóxido de
carbono tan bajas que no producen signos o
síntomas clínicos . Muchos fármacos, bebidas y
alimentos que se consumen normalmente, así como
la fatiga, pueden alterar el estado de alerta, la
eficiencia y destreza, y es difícil, si no
imposible, interpretar los efectos observados de
concentraciones bajas de monóxido de carbono
cuando no se han detallado las precauciones
tomadas en el diseño del experimento para
eliminar o evaluar los efectos aislados de otras
tensiones.
También aquí es preciso considerar con
atención los informes de experimentos impecables
que no han logrado reproducir los efectos ya
comunicados . Parecerla justificado aceptar la
posibilidad de que concentraciones de
carboxihemoglobina superiores al 2 .5% podrían
producir cierto deterioro de la vigilancia y de
otras formas de percepción . Sin embargo, es
preciso _insistir en que, al evaluar la
importancia de esto (para la salud y la
CORPORACION RADIAN S .A . DE C .V .
3-102
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
sociedad), deben tomarse en cuenta los efectos
que podrían tener en las pruebas otros factores
comúnmente aceptables . Es posible, y aun
probable, que el corazón y el aparato
respiratorio aquejados por alguna afección sean
más propensos a sufrir los efectos nocivos del
monóxido de carbono que-el encéfalo sano . El
músculo esquelético es sensible a la hipoxia y,
obviamente, las enfermedades arteriales acentúan
esa sensibilidad.
No obstante, tiene una importancia mucho
mayor el efecto del monóxido de carbono sobre el
miocardio isquémico, especialmente vulnerable a
una mayor hipoxia . Se han comprobado alteraciones
de la función cardiaca y del momento de
iniciación de la angina de pecho durante el
ejercicio cuando las concentraciones de
carboxihemoglobina
superan
el
2 .5% .
Es
teóricamente posible que, con estas
concentraciones u ?tras inferiores, se produzcan
alteraciones de la fijación y transferencia de
oxigeno y, en consecuencia, habrá pacientes cuya
función cardiaca esté tan deteriorada que no
podrán soportar la hipoxia suplementaria causada
por el monóxido de carbono u otros factores.
Del mismo modo, la hipoxia severa de todos
los tejidos observada en casos de enfermedades
respiratorias graves vuelve al organismo más
sensible a los efectos de concentraciones bajas
de monóxido de carbono . Por consiguiente, hay
CORPORACION RADIAN S .A . DE C .V .
3-103
NOM - EMISIONES EN LA•INDUSTRIA DEL HIERRO Y EL ACERO
motivos para considerar que el monóxido de
carbono es, en este sentido, un contaminante cuyo
"umbral" es la concentración que estarla en
equilibrio con la carboxihemoglobina producida en
forma endógena por la descomposición de los
pigmentos de la sangre . Sin embargo, es preciso
tener en cuenta que en estos casos extremos de
enfermedad otras tensiones normalmente triviales
como la temperatura del ambiente y del cuerpo, la
infección, el ruido y la angustia, pueden
adquirir una importancia mucho mayor.
Además de los enfermos con afecciones
cardiacas y respiratorias, es probable que otros
grupos, tales como pacientes anémicos, de edad
avanzada, recién operados o que sufren
arterioesclerosis cerebrovascular pueden correr
un riesgo mayor . Los efectos del monóxido de
carbono sobre el feto in utero, en especial los
provocados por el hábito materno de fumar, tiene
un interés particular.
Los efectos del monóxido de carbono en las
personas que residen en zonas de gran altitud son
mayores que en quienes viven a nivel del mar y es .
preciso evaluar ese riesgo adicional . Existe una
clara posibilidad de que el hombre sano pueda
adaptarse a la hipoxia leve causada por
concentraciones de carboxihemoglobina de
alrededor del 3 al 5% (o en valores más altos),
del mismo modo que se adapta a la altitud . En
muchos trabajadores industriales, y aún más en
CORPORACION RADIAN S .A . DE C .V .
3-104
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
fumadores, con frecuencia se encuentran esos
valores de carboxihemoglobina ; en pocas ocasiones
se han intentado relacionar síntomas o hallazgos
patológicos específicamente con esas
concentraciones de carboxihemoglobina.
No hay muchos indicios de que la exposición
a concentraciones de monóxido de carbono
relativamente bajas cause enfermedad, si bien se
sospecha que puede ser un factor etiológico en
las enfermedades cardiacas que se asocian con el
consumo de tabaco.
3 .3 .4 .5 Evaluación de los riesgo para la salud
La evaluacion de . los riesgos de la
exposición a concentraciones bajas de monóxido de
carbono en el aire inhalado por poblaciones que
incluyen a personas sanas y enfermas, fumadores
y no fumadores, niños y ancianos, sería sin duda
una tarea compleja, sino imposible, aun en el
caso de que la concentración ambiental del gas
permaneciera constante en el tiempo y en el
espacio . En consecuencia, sólo es posible lograr
una oriéntación muy general de acuerdo con la
información disponible obtenida en sólidos
trabajos científicos . Quienes son responsables
del bienestar de grupos especialmente sensibles
deben considerar en forma critica los datos
presentados en las obras_ publicadas, para tomar
las decisiones especificas . En general, se juzga
CORPORACION RADIAN S .A . DE C .V .
3-105
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
que todo individuo debe ser protegido de
exposiciones al monóxido de carbono que produzcan
concentraciones de carboxihemoglobina del 5%
durante periodos que no sean transitorios y que
las personas particularmente sensibles no deben
ser sometidas a exposiciones al gas que causen
concentraciones de carboxihemoglobina superiores
al 2 .5% . Las medidas relacionadas con estos
últimos sujetos deben basarse en la evaluación
de su estado clínico y de otros factores
ambientales, incluidas las exigencias de las
tareas que tiene que realizar (podría ser
necesario considerar especialmente a las personas
que conducen vehículos, realizan tareas monótonas
o de vigilancia, aun cuando fueran sanas) . La
posibilidad real de que se produzca adaptación
hace difícil el análisis del caso de los
fumadores y los trabajadores sometidos a
exposiciones industriales ; factores éticos y de
salud podrían influir en las decisiones . Sin
embargo, parece razonable Restablecer el mismo
limite de 5% de carboxihemoglobina tanto para los
trabajadores como para el resto de la poblacion
sana . El fumador tiene concentraciones elevadas
de carboxihemoglobina por su propia decisión ; se
le deben comunicar las pruebas de que ese hábito
puede resultar perjudicial e incluirlo con las
demás personas en los limites de protección ya
señalados.
CORPORACION RADIAN S .A . DE C .V .
3-106
NOM -
EMISIONES
EN LA
INDUSTRIA
DEL
HIERRO
Y EL
ACERO
3 .3 .5 Plomo
3 .3 .5 .1
Fuentes
Las fuentes principales de plomo en el medio
ambiente que tienen importancia para la salud
humana son las aplicaciones industriales y
tecnológicas del plomo . La principal utilización
dispersiva y no recuperable del plomo corresponde
a la fabricación y uso de derivados alquílicos
del plomo que se agregan a los combustibles.
Debido a las disposiciones legales vigentes sobre
el contenido máximo admisible de plomo en la
gasolina, el consumo de este metal en la
producción de plomo alquflico disminuyó entre
1973 y 1975, y es probable que se observe un
nuevo descenso al aumentar el número de
automóviles equipados con catalizadores que
exigen el empleo de gasolina libre de plomo.
t
Desde el punto de vista de equilibrio de
masa, el conducto principal para el transporte
y la distribución de fuentes estacionarias o
móviles es el aire . Si bien es también probable
que se descarguen grandes cantidades en el suelo
y en el agua, el plomo tiende a localizarse cerca
de los puntos de descarga . El plomo que se
descarga en la atmósfera, sobre áreas de tránsito
muy intenso se precipita fácilmente dentro de la
zona metropolitana inmediata . _La fracción que
permanece en el aire (aproximadamente el 20%,
CORPORACION RADIAN S .A . DE C .V .
3-107
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
según datos muy limitados) se dispersa de manera
muy amplia . El lapso de permanencia de estas
pequeñas partículas es de días y depende de la
lluvia . Pese a su amplia dispersión, con la
dilución conducente se ha observado acumulación
de plomo en lugares muy distantes de toda
actividad humana, por ejemplo en los estratros
glaciares de Groenlandia.
La biomasa absorbe plomo por acumulación
superficial de partículas y por transferencia
secundaria de las mismas del suelo a las plantas
y de las plantas a los animales . Sin embargo, los
efectos de la actividad humana en la
concentración de plomo en plantas y animales solo
son perceptibles en zonas localizadas de intensa
contaminación atmosférica, por ejemplo alrededor
de fundiciones y en las inmediaciones de
carreteras con mucho tránsito.
La concentración de plomo en el aire oscila
entre 2-4 mg/m3
en las grandes ciudades con
intenso tráfico automovilístico, menos de 0 .2
mg/m 3 en las zonas suburbanas y aún menor en las
zonas rurales . La concentración de plomo en el
agua potable es, en -general, inferior a 10 mg/1,
pero en algunas zonas de aguas blandas donde al
propio tiempo se utilizan cañerías de plomo y
tanques de agua revestidos de plomo, la
concentración puede llegar a 2000-3000 mg/1 . A
esta concentración e incluso a concentraciones de
varios centenares de mg/1, se produce un aumento
CORPORACION RADIAN S .A . DE C .V .
3-108
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
perceptible en la concentración de plomo en el
organismo que se refleja en valores elevados de
plomo en la sangre Pb-H . La contribución de los alimentos a la
exposición del hombre al plomo es muy variable,
en algunos estudios recientes realizados en E .U .,
se ha estimado que la ingesta de plomo diaria en
alimentos y bebidas es de 100 mg ; en cambio, en
estudios anteriores y en algunos realizados en
Europa se ha estimado que esta ingesta variaba
entre 200-500 mg/día . Sin embargo en un reciente
estudio realizado en Suecia se citaban valores de
20 mg/día . No se ha comprobado que un tipo
específico de alimentos tenga un contenido
especialmente elevado de plomo a excepción del
vino y los alimentos en latas soldadas con ese
metal o recipientes de cerámica con barniz de
plomo . La leche elaborada contiene bastante más
plomo que la leche fresca de vaca, la cual tiene
una concentración similar a la de la leche
humana . Se han señalado concentraciones que
fluctúan entre menos de 5 mg/l y 12 mg/1 . Si
esta información es verídica, la leche podría ser
una fuente de plomo en los lactantes.
Se han identificado diversas fuentes de
plomo que se consideran altamente peligrosas.
Entre estas se cuentan los recipientes de
cerámica acabados con barniz de plomo utilizados
para envasar bebidas, el Whiskey envasado
ilegalmente y las cajas de los acumuladores de
CORPORACION RADIAN S .A . DE G .V .
3-109
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
automóviles abandonados cuando se usan como
combustible.
En ciertos paises se ha registrado una
exposición muy acusada en algunos lactantes y en
niños pequeños . Las fuentes principales son las
pinturas a base de plomo en viviendas antiguas y
terrenos circundantes y los terrenos próximos a
fundiciones de plomo . El plomo que acarreado por
el aire se fija en el polvo callejero, así como
en diversos objetos que contienen este metal y
son masticados o ingeridos por los niños
constituyen otras fuentes posibles de exposición,
aunque no se sabe bien cuál es su importancia
relativa.
La máxima exposición ocurre en los
trabajadores que entran en contacto con el plomo
durante las operaciones de minería, fundición y
los diversos procesos de fabricación en los que
se utiliza ese metal . La via principal de
exposición es por inhalación . La concentración
plúmbica en el aire existente en fundiciones y
fábricas de acumuladores supera a menudo las
concentraciones de 1,000 mg/m3 . En lo que se
refiere a - otras industrias, o bien no existen
datos disponibles,
o . se registra un nivel
inferior de exposición.
Se han hecho amplios estudios sobre las
concentraciones sanguíneas en adultos y niños
pequeños . Estos datos son indicadores útiles del
CORPORACION RADIAN S .A . DE C .V .
3-110
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
grado de exposición global al Plomo.
3 .3 .5 .2
Metabolismo
Según diversos estudios, el 35% del plomo
inhalado por el hombre se deposita en los
pulmones . No se conoce debidamente la importancia
relativa del mecanismo de elevación mucociliar,
ni de la absorción directa de los depósitos
pulmonares, tampoco se puede estimar a partir de
datos metabólicos, el aporte del plomo
atmosférico a la ingesta diaria total . Sin
embargo, si se utilizan los valores persistentes
del Pb-H, como medida de absorción continua de 1
mg de plomo por metro cúbico de aire, produce
niveles de plomo de aproximadamente 1 .0-2 .0 mg/
100 ml de sangre.
Aproximadamente el 10% del plomo ingerido en
los alimentos y las bebidas es absorbido por el
organismo . Sin embargo, utilizando catos de
distintas fuentes, el Pb-H de origen alimentario
se puede estimar de manera aproximada en 6-18 mg/
100 ml de sangre y 100 mg de ingestión
alimentaria de plomo.
A partir de estudios en animales y seres
humanos se han definido con bastante claridad las
caracterísitcas generales de la distribución y
excreción del plomo. El plomo se acumula en el
organismo, por decirlo así, en un compartimiento
amplio de renovación lenta y en otro más pequeño
CORPORACION RADIAN S .A . DE C .V .
3-111
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
donde la renovación es más rápida.
Anatómicamente, el compartiminento más grande se
localiza principalmente en los huesos, donde
aumenta mientras que el individuo siga en
contacto con el plomo . El compartimiento menor
corresponde a los tejido blandos y a la sangre.
Los niveles de plomo en los tejidos blandos y en
la sangre se elevan hasta comienzos de la edad
adulta, y a partir de entonces se modifican muy
poco . Las vias principales para la eliminación de
plomo son la orina (alrededor del 76 %) y el
tracto gastrointestinal (alrededor del 16%) . El
8% restante se excreta por distintas vias (sudor,
exfoliación cutánea y pérdida del cabello), y
sobre los cuales poco se sabe.
Los derivados aiquilicos del plomo
(tetraetilo
y
tetrametilo de plomo) se
desalquilan para convertirse en derivados
trialquílicos y. plomo inorgánico . El metabolismo
del plomo alquílico se conoce gracias a estudios
sobre animales, pero aún . se ignoran sus detalles
en el hombre.
3 . .3 .5 .3
Estudios experimentales sobre los efectos
del plomo
Los amplios estudios que se han realizado en
animales sobre los efectos biológicos del plomo
pónen de manifiesto que, con raras excepciones,
los fenómenos tóxicos observados en el hombre,
CORPORACION RADIAN S .A . DE C .V .
3-112
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
también se pueden reproducir con éxito en el
hombre . Si bien estos ensayos han permitido
comprender los efectos observados mejor que si se
hubieran realizado en el mismo hombre, no han
sido muy útiles para aclarar las relaciones
dosis-efecto y dosis-respuesta en éste.
Las principales diferencias que se han
observados son las siguientes : 1) Inducción de
tumores benignos y malignos en ratas y ratones
expuestos al acetato de plomo y en ratas
expuestas al subacetato y al fosfato de plomo,
sin que se haya registrado efectos carcinógenos
en el hombre ; 2) disminución nítida de la
i
fecundidad de animales de experimentación, pero
no así en el hombre, si bien hay datos que
sugieren esta posibilidad ; 3) hiperactividad y
otras pertúbaciones del comportamiento en ratas,
ratones y ovejas sin,encefalopatia previa.
Este hecho reviste particular importancia
debido a las actuales sospechas de que hay casos
de que se producen leves, aunque difusas lesiones
cerebrales en niños pequeños sin encefalopatia
previa, pero con exposición relativamente baja al
plomo . Asimismo, se tiene evidencia de
incrementos del ácido delta-aminolevulínico
(AALD) en la sangre de animales constantemente
expuestos al plomo, mientras que todos los
estudios practicados en el hombre hasta ahora han
sido negativos a este respecto.
CORPORACION RADIAN S .A . DE C .V .
3-113
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .3 .5 .4 Estudios clínicos y epidemiológicos sobre
los efectos del plomo : Evaluación de los
riesgos para la silud resultantes de la
exposición al plomo
Los estudios sobre los efectos del plomo en
el hombre se pueden dividir en dos categorías
generales . La primera es el estudio retrospectivo
de la causa de mortalidad en poblaciones
expuestas al plomo, comparándolas con las de
grupos testigo parejos . En varios estudios se ha
observado que en niveles de exposición elevados
(Pb-H > 80 mg/ 100 ml) se producía un número
ligeramente superior de defunciones por
i
enfermedades cerebrovasculares y nefritis
crónica . En un estudio, en el cual se consideró
la tasa de mortalidad por cáncer, no se
comprobaron diferencias estadísticamente
significativas entre trabajadores con exposición
ocupacional y un grupo testigo.
La segunda categoría de estudios se refiere
a las tasas de morbilidad debidas a los efectos
del plomo sobre determinados órganos y sistemas.
En algunos casos se ha podido estimar el nivel de
la carga corporal intercambiable expresado como
Pb-H al cual se ha observado un efecto de una
intensidad dada (relación dosis-respuesta) en
ciertos sectores de un grupo seleccionado . En los
que respecta a otros efectos solo se ha podido
determinar la concentración de Pb-H a la cual no
se
observaba
efecto
alguno
en
grupos
CORPORACION RADIAN S .A . DE C .V .
3-114
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
suficientemente grandes de personas.
En el sistema hematopoyético se observan
efectos a concentraciones de Pb-H inferiores a
las de los demás sistemas . Estos efectos por
orden de sensibilidad son los siguientes:
inhibición de la AALD eritrocitaria ; elevación de
la protoporfirina IX eritrocitaria (PEL), aumento
de la excreción urinaria de AALD y de
coporfirinas (CP), inhibición de sodio- potasio
adenosin trifosfatasa eritrocitaria y disminuciónde la concentración de hemoglobina, que es una
clara indicación de efectos adversos provocados
por plomo . La "concentración sin efecto
detectado" corresponde en este caso a un Pb-H
equivalente a 50 mg/100ml en los adultos y 40
mg/100 ml en los niños.
Los efectos del plomo inorgánico sobre el
sistema nerviosos central han sido objeto de
recientes,
intensos
estudios
en
años
especialmente en relación con ligeras
modificaciones del comportamiento principalmente
en niños, pero también en alguna medida en
adultos . Todavía no se conoce la relación entre
la exposición del plomo al momento de ocurrir el
trastorno y el momento en que se observan por
primera vez los efectos.
Los efectos renales del plomo son de dos
tipo generales . El primero es tubular y se
caracteriza por
Fanconi
la
triada
de
CORPORACION RADIAN S .A . DE C .V .
3-115
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
aminoaciduria, hiperfosfaturia y glucosuria, que
se produce con una exposición relativamente breve
y es reversible . El segundo tipo se caracteriza
anatómicamente por esclerosamiento y fibrosis
intersticial, funcionalmente se reduce la
capacidad de filtración . Estas alteraciones de
naturaleza progresiva pueden culminar en
insuficiencia renal . Es probable que las
exposiciones que conducen a este tipo de
nefropatia sean actualmente raras incluso en la
industria . No se puede señalar una "concentración
sin efecto detectado".
El problema de los efectos tóxicos de los
derivados alquílicos del plomo afecta casi
exclusivamente a los trabajadores que, por su
ocupación, están expuestos a ellos . Se tiene muy
escasa información sobre las relaciones, dosisefecto y dosis-respuesta y ni siquiera está bien
documentada la frecuencia de esos efectos tóxicos
y su relación con ocupaciones específicas.
3 .4 MODELOS PARA LA SIMULACION DE DISPERSION DE CONTAMINANTES.
Esta sección describe los modelos más utilizados para
la simulación de dispersión de contaminantes . Por cada
modelo se provee información sobre sus usos recomendados,
datos necesarios para la corrida, resultados, opciones,
simulación física-atmosférica y exactitud del modelo.
Estos modelos pueden ser utilizados sin una demostración
formal de su aplicabilidad, puesto que éstos satisfacen
CORPORACION RADIAN S .A . DE C .V .
3-116
NOM — EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
las recomendaciones internacionales ; sin embargo no todas
las opciones en los modelos son necesariamente
recomendadas.
Muchos de estos modelos han sido sujetos a
evaluaciones de funcionamiento utilizando comparaciones
con datos de calidad de aire observados . Los modelos en
ésta sección han sido seleccionados en base a los
resultados de la evaluación de modelos, a la familiaridad
de los modelos con varios programas de calidad del aire,
y a los costos y recursos requeridos para su uso.
3 .4 .1
Modelo de dispersión de fuente puntual y línea
flotante
("Bouyant Line and Point Source
Dispersion Model" (BLP))
El modelo BLP es un modelo de dispersión de pluma
Gaussiana diseñado únicamente para manejar problemas
asociados con plantas de reducción de aluminio y
otras fuentes industriales donde la elevación de la
pluma y los efectos de los lavados descendentes para
las fuentes lineales estacionarias son importantes.
s
a . Recomendaciones para su uso
El modelo BLP es apropiado para las siguientes
aplicaciones:
-Plantas de reducción de aluminio,
-Areas rurales,
CORPORACION RADIAN S .A . DE C .V .
3-117
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
-Distancias de transporte de menos de 50 kilómetros,
-Terrenos simples, y
-De una hora a un año promediando tiempos.
b . Información Requerida
Datos de las fuente : Fuentes puntuales requieren
chimeneas locales, elevación de la base de la
chimenea, altura de la chimenea, diámetro interno de
la chimenea, velocidad de salida del gas de
chimenea, temperatura de salida de gas de chimenea y
tipo de emisiones contaminantes . Las fuentes
lineales requieren coordenadas de los puntos
terminales de la linea, altura de disparo, tipo de
emisión, ancho promedio de la fuente lineal, ancho
promedio de construcción, espacio promedio entre
edificaciones y parámetros de flotamiento de la
fuente promedio lineal.
1
Datos Metereológicos :
Datos climatológicos
superficiales por hora para tarjetas perforadas o
para el programa pre-procesador RAMMET el cual
provee el tipo de estabilidad por hora, la dirección
del viento, la velocidad del viento, la temperatura
y la altura de mezclado.
Datos del receptor : Localización y elevaciones de
los receptores, o localización y tamaño de parrilla
receptora o requiere automáticamente generar la
parrilla receptora.
CORPORACION RADIAN S .A . DE C .V .
3-118
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
c . Resultados:
La impresión de salida incluye:
Concentración total u opcionalmente, fuente de
contribución de análisis ; frecuencia mensual y anual
de distribución de concentración promedio para cada
receptor cada 1, 3 y 24 horas ; tablas de
concentraciones promedio para cada receptor cada 1,
3 y 24 horas ; tabla de las concentraciones promedio
anuales para cada receptor ._
Las cinco concentraciones promedio más altas a 1,
3 y 24 horas para cada receptor.
Las cincuenta concentraciones mas altas a 1, 3 y
24 horas sobre cada cuerpo receptor.
d . Tipo de Modelo
El BLP es un modelo de pluma Gaussiana.
e. Tipo de Contaminantes.
BLP puede ser utilizado para modelar
contaminantes primarios . Este modelo no trata
asentamiento y depositación.
El
3 .4 .2 CALINE-3
El CALINE-3 puede ser utilizado para estimar las
CORPORACION RADIAN S .A . DE C .V .
3-119
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
concentraciones de contaminantes no reactivos para
tráfico de carreteras . Este modelo de estado
estacionario puede aplicarse para determinar las
concentraciones de contaminantes de aire a
localidades receptoras asentadas en declives,
terraplenes, puentes y secciones cortadas de
carreteras localizadas en terrenos relativamente no
complicados . El modelo es aplicable para cualquier
tipo de dirección, orientación de carretera y
localidades receptoras . El modelo ha sido ajustado
promediando tiempos y superficies rugosas y puede
manejar arriba de 20 sectores y 20 receptores . Este
también contiene un algoritmo para depositación y
velocidad de asentamiento tal que las
concentraciones de partículas pueden ser predecidas.
a. Recomendaciones para su uso
El CALINE-3 es apropiado' para las siguientes
aplicaciones:
-Carreteras
-Areas urbanas o rurales
-Terrenos simples
-Distancias de . transporte de menos de 50 kilómetros
-Una hora a 24 horas promediando tiempos
b. Información requerida:
Datos de las fuentes : Arriba de 20 sectores de
carreteras clasificadas como declives, terraplanes,
puentes o depresiones, coordenadas de sectores en
CORPORACION RADIAN S .A . DE C .V .
3-120
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
puntos terminales, la densidad del tráfico, el
factor de emisión, altura y zonas anchas de
mezclado.
Datos meteorológicos : Velocidad del viento, ángulos
del viento, clases de estabilidad, altura de
mezclado, concentración ambiental de contaminantes
(lejanías a la carretera).
Datos del receptor : coordenadas y altura de arriba
del suelo de cada receptor.
c. Resultados:
La impresión de salida incluye:
Concentraciones de cada receptor para cada una de
las condiciones meteorológicas especificadas.
d. Tipo de Modelo:
CALINE-3 es un modelo de pluma Gaussiana.
e. Tipo de Contaminantes
CALINE-3 puede ser utilizado para modelar
contaminantes primarios.
3 .4 .3
Modelo de Dispersión Climatológica '
("Climatological Dispersion Model" (CDM 2 .0))
El CDM es un modelo climatológico de estado
CORPORACION RADIAN S .A . DE C .V .
3-121
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
estacionario de pluma Gaussiana para determinar
promedios aritméticos de largos periodos
(estacionales o anuales) de concentraciones de
contaminantes a cualquier nivel receptor del suelo
en un área urbana.
a. Recomendaciones para su uso.
El CDM es apropiado para las siguientes
aplicaciones:
-Fuentes puntuales y superficiales
-Areas urbanas
-Terrenos planos
-Distancias de transporte de menos de 50 kilómetros
-Promedios de tiempo largos de un mes a un año o más
largos
b. Información requerida
Datos de la fuente : Localización, relación de
promedio de emisiones y alturas de las fuentes de
emisiones puntuales y superficiales . Los
requerimientos de información de fuentes puntuales
también incluyen la temperatura de gas de chimenea,
la velocidad de salida -de gas de chimenea - y el
diámetro interno de chimenea para cálculos de
elevación de pluma de fuentes puntuales.
Datos Meteorológicos :
Estabilidad de viento
alcanzado, altura promedio _de mezclado y velocidad
del viento en cada categoría de estabilidad y
CORPORACION RADIAN S .A . DE C .V .
3-122
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
temperatura promedio del aire.
Datos receptores :
Coordenadas cartesianas de cada
receptor.
c . Resultados
La impresión de salida incluye:
Información de concentraciones promedio para el
periodo de la estabilidad del viento alcanzado para
cada receptor (solo aritmético).
Punto opcional y área de concentración alcanzado
para cada receptor.
d. Tipo de Modelo
El CDM es un modelo climatológico de pluma
Gaussiana.
e. Tipo de Contaminantes
El CDM puede ser utilizado para modelar
contaminantes primarios . El Asentamiento y la
deposición no son tratados.
CORPORACION RADIAN S .A . DE C .V .
3-123
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .4 .4 Algoritmo de Pluma Gaussiana para Calidad del
Aire de Fuentes Múltiples
("Gaussian-Plume Multiple Source Air Quality .
Algorithm"(RAM))
El RAM es un modelo de estado estacionario de
pluma Gaussiana para la estimación de
concentraciones de contaminantes relativamente
estables, para tiempos promedio de una hora a un
dia, de fuentes puntuales y superficiales ensecciones rurales o urbanas . El nivel del terreno es
asumido . Los cálculos son realizados cada hora.
a . Recomendaciones para su uso
El RAM es apropiado para las siguientes
aplicaciones:
-Fuentes puntuales y superficiales
-Areas urbanas
-Terrenos planos
-Distancias de transporte menores a los 50
kilómetros
-Promediando tiempos de una hora a un año
b . Información requerida
Datos de las fuentes : Requiere de la localización de
las fuentes puntuales, tipo de emisiones, altura
física de la chimenea, velocidad de salida del gas
de chimenea, diámetro interno de la chimenea y
CORPORACION RADIAN S .A . DE C .V .
3-124
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
temperatura del gas de chimenea . Requiere de la
localización de fuentes superficiales, tamaño, tipo
de emisión y altura de las emisiones.
Datos Meteorológicos :
Datos climatológicos de
superficie por cada hora para el programa preprocesador RAMMET el cual provee la clase de
estabilidad por hora, la dirección del viento, la
velocidad del viento, la temperatura y la altura de
mezclado . También se requiere la altura actual del
anemómetro.
Datos del Receptor : Se incluyen las coordenadas de
cada receptor, las opciones para colocación
automática de receptores cerca de la concentración
máxima esperada y una antena direccional receptora
reticulada.
c. Resultados
La impresión de datos de salida incluye:
-Promedios de 1 a 24 horas y anuales de
concentración para cada receptor.
-Lista limitada de contribución de fuentes
individuales.
d. Tipo de modelo
RAM es un modelo de pluma Gaussiana.
CORPORACION RADIAN S .A . DE C .V .
3-125
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
e . Tipo de Contaminantes
RAM puede ser utilizado para modelar
contaminantes primarios . Los asentamientos y
depositación no son tratados.
3 .4 .5 Modelo Complejo de Fuentes Industriales
("Industrial Source Complex Model"(ISC))
El modelo ISC es un modelo de pluma Gaussiana de
estado estacionario el cual pueden ser utilizado
para valorar concentración de contaminantes para una
amplia variedad de fuentes asociadas con una fuente
compleja industrial . Este modelo puede considerarse
para lo siguiente : asentamiento y depositación seca
de partículas ; fuentes lineales, superficiales, y
volumétricas ; y separación de fuentes puntuales.
a . Recomendaciones de uso
El ISC es apropiado para las siguientes
aplicaciones:
-Fuentes complejas industriales
-Areas urbanas y rurales
-Terrenos planos u ondulados
-Distancias de transporte de menos de 50 kilómetros
-Una hora al año promediando tiempos
-Emisiones de aire tóxico continuo
CORPORACION RADIAN S .A . DE C .V .
3-126
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
b. Información requerida
Datos de la fuente : Localización, tipo de emisiones,
altura física de la chimenea, velocidad de salida
del gas de chimenea, diámetro interno de la chimenea
y temperatura de gas de chimenea . Otros datos
opcionales de entrada incluyen la elevación de la
fuente, las dimensiones de la construcción, la
distribución del tamaño de partículas con
velocidades de asentamiento corresponediente y los
coeficientes de reflexión superficiales.
Datos Meteorológicos : El ISC requiere información
climatológica superficial para el programa preprocesador RAMMET, el cual suministra las clases de
estabilidad por hora, la dirección del viento, la
velocidad del viento, temperatura y altura de
mezclado . Para el ISC, la entrada incluye la
estabilidad del viento alcanzada, el promedio de
altura de mezclado vespertino, el promedio de altura
de mezclado matutino y el promedio de temperatura de
aire.
Datos del receptor : Coordenadas y elevación opcional
sobre el suelo para cada receptor.
c. Resultados
Los datos de impresión de salida incluyen:
-Programa de parámetros de control, datos de la
fuente y datos del receptor.
CORPORACION RADIAN S .A . DE C .V .
3-127
NOM - EMISIONES EN LA INDUSTRIA DEL SIERRO Y EL ACERO
-Tablas de datos meteorológicos por hora para cada
día en especifico.
-Concentración promedio para "N" días o depositación
total calculada para cada receptor para cualquier
combinación deseada de fuentes.
-Valores de concentración o depositación calculados
para cualquier combinación deseada de fuentes para
todos los receptores para cualquier día especificado
o periodo de tiempo.
-Tablas de los más altos y segundos más altos
valores de concentración o depositación calculados
para cada receptor de cada período de tiempo
especificado durante "N" periodos de dia para
cualquier combinación de fuentes deseada.
d. Tipo de Modelo
El ISC es un modelo de pluma Gaussiana
e. Tipo de Contaminantes
El ISC puede ser utilizado para modelar
contaminantes primarios y emisiones continuas de
contaminantes tóxicos y de residuos peligrosos.
Tanto los asentamientos como la depositación son
tratados.
CORPORACION RADIAN S .A . DE C .V .
3-128
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3 .4 .6 Algoritmo de dispersión Gaussiana de punto
múltiple con ajuste de terreno
("Multiple Point Gaussian Dispersion Algorithm
with Terrain Adjustment"(MPTER))
El MPTER es un algoritmo de fuentes puntuales
múltiples . Este algoritmo es utilizado para estimar
concentraciones de calidad del aire de contaminantes
relativamente no reactivos . Los estimados por hora
son hechos utilizando el modelo Gaussiano de estado
estacionario.
a. Recomendaciones de uso:
El MPTER es apropiado para las siguientes
aplicaciones:
-Fuentes puntuales
-Areas urbanas o rurales
-Terrenos ondulados o planos (no incluye terrenos
por arriba de la altura de chimenea)
-Distancias de transporte menores de 50 kilómetros
-Una hora a un año promediando tiempos
b. Información requerida
Datos de las fuentes : Localización, tipo de emisión,
altura física de la chimenea, velocidad de salida
del gas de chimenea, diámetro interno de chimenea,
temperatura del gas de chimenea y opcionalmente la
elevación del nivel del suelo.
CORPORACION RADIAN S .A . DE C .V .
3-129
NOM - EMISIONES EN LA INDUSTRIA DEL RIERRO Y EL ACERO
Datos Meteorológicos : Información climatológica de
superficie por hora para el programa preprocesador
RAMMET el cual suministra la clase de estabilidad
por hora, dirección del viento, velocidad del
viento, temperatura, y altura de mezclado . La altura
actual del anemómetro es también requerida.
Datos del receptor : Coordenadas y opcionalmente la
elevación de cada receptor.
c . Resultados
La impresión de salida incluye:
Promedios de concentración para cada receptor de 1 a
24 horas y anuales.
Tabla de contribución de fuentes limitadas.
Las concentraciones más altas de cada receptor por
periodo.
d . Tipo de Modelo
El MPTER es un modelo de pluma Gaussiana.
e. Tipo de Contaminantes
El MPTER puede ser utilizado para modelar
contaminantes primarios . El asentamiento y la
depositación no son tratados.
CORPORACION RADIAN S .A . DE C .V .
3-130
NOM - EMISIONES EN LA INDUSTRIA DEL RIERRO Y EL ACERO
3 .4 .7
Modelo de Fuente Individual (CRSTER)
("Single Source Model")
El CRSTER es un modelo de dispersión Gaussiana =de
estado estacionario, diseñado para calcular
concentraciones para fuentes puntuales para -una
localidad individual ya sea urbana o rural . Las dos
concentraciones más altas se calculan para cada
receptor para tiempos promedio de 1, 3 y 24 horas y
anuales.
a. Recomendaciones para su uso
CRSTER es apropiado para las siguientes
aplicaciones:
El
-Fuentes individuales puntuales
-Areas urbanas o rurales
-Distancias de transporte menores de 50 kilómetros
-Terrenos ondulados o planos
b. Información requerida
Datos de la fuente : Tipo de emisión, altura física
de la chimenea, velocidad de salida del gas de
chimenea, diámetro interno dé chimenea y temperatura
de gas de chimenea.
Datos Meteorológicos : Información climatológica de
superficie por hora para el programa pre-procesador
RAMMET . El pre-procesador suministra información que
incluye la clase de estabilidad, la dirección del
CORPORACION RADIAN S .A . DE C .V .
3-131
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
viento, la velocidad del 'viento, temperatura y
altura de mezclado . La altura actual del anemómetro
es también requerida .
Datos del receptor : Requiere la distancia de cada
uno de los anillos receptores.
c. Resultados
La impresión de salida incluye:
-El valor de concentración por año más alto y el
segundo más alto para cada receptor para promedios
de tiempo de 1, 3 y 24 horas, además de que el
usuario selecciona tiempos promedios de los cuales
pueden ser 2, 4, 6, 8 ó 12 horas.
-Promedios aritméticos anuales para cada receptor.
-Para cada día, la concentración mas alta sobre el
cuerpo receptor.
-Tiene opción para seleccionar receptores de fuentes
de contribución de concentración.
d . Tipo de modelo
El CRSTER es un modelo de pluma Gaussiana.
e. Tipo de Contaminantes
El CRSTER puede ser utilizado para modelar
contaminantes primarios . Los asentamientos y la
depositación no son tratados.
CORPORACION RADIAN S .A . DE C .V .
3-132
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 .0 EVALUACION DE LA CONTAMINACION DE LAS INSTALACIONES
Los criterios definidos para la selección de fuentes a
muestrear incluyen los siguientes aspectos:
Características del Proceso
Condiciones de Operación
Tasa de Alimentación
Frecuencia de Paros y Arranques
Instalación de Equipo de Control
Características de flujo gaseoso
Gastos de la Chimenea
Temperatura del gas
Distribución de Partículas
Resistividad de Partículas
Contenido de Humedad
Composición de Emisión
Presión en la Chimenea
Características de la Instalación
Disponibilidad de Espacio
Disponibilidad de Corriente Eléctrica
Dispónibilidad de Puerto de Muestreo
En acuerdo con las autoridades, se seleccionarán las
empresas que cumplan con los criterios para llevar a cabo los
muestreos, teniendo como objetivo el poder desarrollar la
normatividad relevante a la industria del hierro y el acero.
CORPORACION RADIAN S .A . DE C .V .
4-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Es importante señalar que las características del proceso
son un elemento muy importante para poder establecer la repetitividad de las mediciones y finalmente poderlas comparar
con la norma que se establece.
El sitio que se elija para los muestreos de emisiones
puede afectar la calidad de los resultados que se obtengan.
En instalaciones en donde ya se cuente con puertos de
muestreo, de acuerdo con la normatividad vigente, es
relativamente sencillo llevar a cabo los muestreos, sin
embargo, para instalaciones ya vigentes no diseñadas para toma
de muestra, las condiciones, en muchas ocasiones, no permiten
i
llevar a cabo los muestreos de acuerdo con lo establecido en
la normatividad . La aceptabilidad depende generalmente, de la
referencia que se tenga a la distancia de los puntos más
cercanos, tanto hacia arriba como hacia abajo de las
turbulencias del flujo gaseoso, debido a obstrucciones o a
cambios en dirección de la chimenea . A medida que el punto de
muestreo se encuentre más cercano a la turbulencia, es
necesario que más puntos de muestreo sean incluidos.
Adicionalmente, las consideraciones de flujo,
accesiblidad y seguridad, tales como- suficiente espacio para
los aparatos de muestreo, disponibilidad de electricidad y
exposición del personal y el equipo a calor excesivo y
presencia de gases tóxicos, son consideraciones de seguridad
que deben tomarse en cuenta.
CORPORACION RADIAN S .A . DE C .V .
4-2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 .1 CRITERIOS Y TECNICAS DE MUESTREO
Los siguientes criterios se constituyen en los.
requerimientos mínimos para llevar acabo un muestreo seguro y
accesible en las instalaciones.
4 .1 .1
PUERTOS DE MUESTREO
4 .1 .1 .1
Ubicación del Puerto
Los puertos deben estar localizados a
cuando menos 8 diámetros de cualquier codo de
entrada, restricción, equipo de control o
cualquier otro elemento que cause turbulencia
en el flujo y cuando menos, a dos diámetros de
la salida de la chimenea
4 .1 .1 .2 Tipos de Puerto
El puerto de muestreo debe ser una
tubería estándar de 3 pulgadas de diámetro
interno . Una cubierta debe instalarse para los
casos en que los puertos no están siendo
usadas . Asimismo, en ocasiones, está permitido
usar puertos de más de 3 pulgadas para
chimeneas de gran diámetro que pudieran
necesitar sondas más largas.
4 .1 .1 .3
Instalación del Puerto
Los puertos deben instalarse de tal manera
que no represente ninguna obstrucción en el
CORPORACION RADIAN S .A . DE C .V .
4-3
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
interior de la pared de la chimenea . Asimismo,
los puertos deben extenderse hacia el interior
de la chimenea, no menos de 2 y no más 8
pulgadas, a menos que se requiera una
intalación especial . Los puertos deben ser
instalados entre 2 y 6 pies del piso de la
plataforma.
4 .1 .1 .4 Número de Puertos Requerido
El número de puertos requerido es función
del diámetro interno de la chimenea (de acuerdo
con el Instructivo de Plataformas y Puertos de
Muestreo CCAT-FF-001-A).
4 .1 .2
PLATAFORMA DE TRABAJO
4 .1 .2 .1 Tamaño de la Plataforma
El ancho mínimo de la plataforma debe ser
entre 3 y 4 pies.
4 .1 .2 .2 Acceso a la Plataforma
El acceso a la plataforma debe ser seguro
a través de una escalera marina u otro tipo
adecuado de acceso.
4 .1 .2 .3 Carga en la Plataforma
La plataforma debe ser capaz de soportar 3
CORPORACION RADIAN S .A . DE C .V .
4-4
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
personas y el equipo de prueba correspondiente
para un total de 800 libras aproximadamente.
4 .1 .3
ABASTECIMIENTO DE ENERGIA
4 .1 .3 .1 Plataforma
Corriente de 115 volts con 15 amperes y 60
hertz, corriente alterna adecuadamente
aterrizada con salidas de intemperie y adecuada
para recibir conectores de 3 patas con tierra.
4 .1 .3 .2
Base de la Plataforma
Corriente de 115 volts con 30 amperes y 60
hertz, corriente alterna adecuadamente
aterrizada con salida de intemperie y adecuada
para recibir conectores_de 3 patas con tierra.
4 .2 FORMATO PARA REPORTAR LOS RESULTADOS DE LAS PRUEBAS DE
EMISIONES
A)
B)
C)
D)
Datos del Horno
Datos de Operación
Datos de los Sistemas de Control
Resultados de los Muestreos
I . Generalidades
1.
2.
3.
Localización de la planta, tipo de proceso.
Fuente de emisión y fechas de prueba.
Contaminantes analizados.
CORPORACION RADIAN S .A . DE C .V .
4-5
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Nombre y dirección
de la cómpañía.
4.
5.
Cualquier otro antecedente de información.
En este inciso se desarrolla el planteamiento del
problema, asi como el nombre de la compañia, la
localización de la fuente y la fecha de la toma de
muestra.
II. Objetivo
En el reporte técnico de la evaluación de emisiones
a la atmósfera se define el propósito de este muestreo.
III. Antecedentes
La justificación del estudio se define en este
inciso, tomando en consideración el planteamiento del
problema, así como los requerimientos establecidos por la
autoridad.
IV. Métodos y Procedimientos de Muestreo
En esta sección se definen las estrategias para el
desarrollo del muestreo, asi como los métodos
establecidos en las Normas Oficiales Mexicanas que se
utilizarán.
V. Equipo Utilizado
En esta sección se describe el equipo utilizado en
el campo, así como los utilizadós en el laboratorio.
CORPORACION RADIAN S .A . DE C .V .
4-6
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
VI . Mediciones y Datos Preliminares
En esta sección se reportan los datos medidos en
campo.
VII . Desarrollo de Cálculos de dada muestra
1.
2.
3.
4.
5.
Resultados de emisión.
Proceso de información, relacionada con la
determinación de cumplimientos.
Emisiones permitidas.
Descripción de muestras recolectadas.
Resumen visible de emisiones.
VIII . Resultados de muestreo (Hojas de Campo)
En esta sección del reporte se anexan las lecturas
tomadas durante las mediciones en campo.
IX. Análisis de Resultados Obtenidos
En esta sección se determina el grado de
cumplimiento con la normatividad existente en el campo de
aplicación del muestreo realizado, de acuerdo a los
resultados obtenidos.
X. Conclusiones
XI. Lecturas Instrumentales
En esta sección se anexan las lecturas para cada
instrumento utilizado durante el análisis de la muestra.
CORPORACION RADIAN S .A . DE C .V .
4-7
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 .3 METODOLOGIA Y APARATOS DE MEDICION A UTILIZAR
Las técnicas de muestreo de emisiones para la
industria del hierro y el acero están asociadas a la tasa
del flujo volumétrico y la velocidad del gas en la
chimenea y la medición de partículas.
4 .3 .1
Medición de la tasa del flujo volumétrico y la
velocidad del gas en la chimenea
El método de referencia a desarrollarse es el
establecido en la DGN-AA-09-1973 . El objetivo de la
técnica es medir temperatura y velocidad en diversos
puntos de muestreo que representan porciones iguales
del volumen de la chimenea.
Los muestreos para determinar la tasa del flujo
volumétrico toman aproximadamente 60 minutos . Las
tasas de muestreo dependen de la velocidad del gas
en la chimenea y normalmente un chequeo preliminar
de la velocidad se realiza antes de empezar la
prueba para poder determinar el equipo adecuado y la
tasa de muestreo para la prueba.
La tasa del flujo volumétrico determinada por
este método, está normalmente dentro de un ±10 % de
la verdadera tasa de flujo volumétrico.
CORPORACION RADIAN S .A . DE C .V .
4-8
NOM -
EMISIONES EN LA INDUSTRIA DEL HIERRO Y 8L ACERO
4 .3 .2
Medición de Partículas
el
Los métodos de referencia para
muestreo de
partículas son más elaborados que los empleados para
el muestreo de gases, ya que las partículas
presentan efectos interciases que no se distribuyen
de modo uniforme dentro de la chimenea ; debido a lo
anterior, es muy importante obtener una muestra
representativa de las emisiones reales de la
chimenea.
El método recomendado en los Estados Unidos es
el denominado como método 5 (véase Apéndice 8) por
la agencia de protección del medio ambiente de los
Estados Unidos (EPA) . El diseño del aparato usado
para estos muestreos permite atrapar el material
particulado a esta temperatura . Este muestreo se
denomina usualmente como isocinético . El- método
recomendado en México se establece en la DGN-AA-101974 .
Al llevar a cabo el muestreo en la fuente, este
se realiza en varios puntos designados dentro de la
chimenea, los cuales representan áreas iguales . En
estos puntos se mide la velocidad, temperatura, peso
. molecular y la presión estática del gas que acarrea
las partículas.
La sonda de muestreo se coloca en el primer
punto seleccionado y el aparato ajustado para tomar
la muestra en las condiciones medidas en este punto;
subsecuentemente, la sonda se mueve al siguiente
CORPORACION RADIAN S .A . DE C .V .
4-9
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
punto de muestreo y así sucesivamente se repite este
procedimiento hasta cubrir todos los puntos
designados para el muestreo . Para que la prueba sea
válida la muestra debe ser tomada bajo las mismas
condiciones en cada punto de muestreo en la
chimenea.
Conforme el flujo gaseoso pasa a través del
aparato de medición, el material particulado queda
atrapado en un filtro, la humedad es removida y el
volumen de la muestra es medido . Al finalizar el
muestreo el material recolectado es recuperado y
mandado a un laboratorio para la determinación
gravimétr4ca.
El tiempo requerido para el muestreo depende
del número de puntos de muestreo que se requieran,
el tiempo requerido por punto de muestreo y el
volumen de muestra requerido . La literatura marca
que un mínimo de 2 minutos por punto es recomendado.
Asimismo, se requieren dos muestreos de una fuente
particular.
Es de esperarse, que de acuerdo a las
condiciones de temperatura, si ésta es mayor, los
valores de material particulado serán más bajos y
viceversa, para las temperaturas más bajas.
4 .3 .3
Equipo de Muestreo
Analizador Orsat
Termopares y Potenciómetro
CORPORACION RADIAN S .A . DE C .V .
4-10
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
•
-
4 .3 .4
-
Cepillos para Limpiar la Sonda
Dos Botellas de Vidrio para Lavado
Contenedores de Muestra de Vidrio de 500 ml
Cajas de Petri
Probeta Graduada
Contenedores de Almacenamiento de Plástico
Embudo y Gendarme de Hule
Filtros de Fibra de Vidrio
Silica Gel
Hielo
Grasa para Tapones de Corcho
Acetona
EQIIIPO
DE ANALISIS DE MUESTRA
Vidrios de Reloj
Desecador
Balanza Analítica(0 .1 mg)
Balanza (0 .5 mg)
Vaso de Precipitado de 250 ml.
Higrómetrfl
Termómetro
Material Desecante (Sulfato de Calcio
Anhídrido)
4 .4 CRITERIOS Y TECNICAS DE MUESTREO
Para establecer los criterios y técnicas de muestreo
es necesario definir los objetivos de éste ; así como el
equipo de muestreo, las técnicas y el análisis que se
requiere . El análisis de la muestra es parte integral de
las técnicas de muestreo y la configuración del equipo.
CORPORACION RADIAN S .A . DE C .V .
4-ll
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Es necesario para un . muestreo exitoso el
conocimiento del proceso en cuestión, del método de
muestreo y de las condiciones de operación.
La planeación y realización de los muestreos
involucra los siguientes aspectos:
-
-
Requerimientos de muestreo en fuente
Objetivos del muestreo
Investigación Bibliográfica
Diseño del experimento
Visita Preliminar al sitio
Plan de pruebas
Calibración de equipo
Preparación de filtros y reactivos
Preparación del equipo
Confirmar operación del proceso
Muestreo Particular
Determinación del peso molecular de flujo gaseoso
Determinar velocidad del gas
Determinar humedad en el gas
Verificación del funcionamiento del equipo
Confirmar condiciones de operación
Inicio de la Prueba
Monitorear tasa de proceso
Terminación de Prueba
Realizar dos pruebas
Limpieza del Equipo
Análisis de Muestras
Cálculos
Reporte
CORPORACION RADIAN S .A . DE C .V .
4-12
NOM -
EMISIONES
4 .5
EN LA
INDUSTRIA
DEL
HIERRO
Y EL
ACERO
RESULTADOS DE MUESTREO DE LA EPA
Los resultados de muestreos realizados por
Agencia de Protección al Ambiente de los Estados Unidos,
se utilizaron con el fin de determinar la normalidad en
la industria del hierro y el acgro.
'lzt'.
Las pruebas se realizaron en instalaciones de
diversas capacidades, con diversos sistemas de colección
de las emisiones y algunas con sistemas de control de
partículas como casas de bolsa y lavadores tipo Ventury.
Los resultados se presentan en las siguientes
gráficas : En la Figura 4 .1 se muestra las emisiones
mínimas, máximas y promedio en gramos por pie cúbico
normal para diversas instalaciones ; en la Figura 4 .2,
muestra las emisiones en libras por hora por tonelada de
capacidad en el horno y en la Figura 4 .3 muestra las
emisiones de Monóxido de Carbono en libras por tonelada
de acero producido.
4 .6 RESULTADOS DE MUESTREOS REALIZADOS ENMEXICO
De acuerdo a los criterios de selección descritos en
este capítulo se realizaron muestreos representativos en
distintas plantas con el fin de obtener información de
los procesos de manufactura, identificar los
contaminantes emitidos, revisar las tecnologías de
control utilizadas y recopilar la información suficiente
para desarrollar un análisis cualitativo y cuantitativo
de las emisiones en la fuente . Esta información es una
base que sustenta el establecimiento de los límites
CORPORACION
RADIAN S .A . DE C .V .
4-13
0 .010 '
1(
l
I
1
1
1
1
1
1
1
1
1
1
1
1
I
0.009
p
PROMEDIO
0.008
u)
? c
~
U
- Ó
'12
O
. 0.007
O
METODO DE PRUEBA EPA
O OTROS META?DOS DE PRUEBA
N
~ 8' 0.006
á~
o
u)
BE EVACUACION DEL EDIEIC10
CH CAMPANAS :)E EXTRACCION
0.005
DSE EVACUACIOiN DIRECTA
'a
p(r) °'o
0.004
rn 0 .003
O
o
0 .002
0 .001
0
of
PLANTA
A
TIPO DE SISTEMA
DE COLLECCION
TIPO PRINCIPAL DE
ACERO PRODUCIDO
( A
A
I
(
A
11
(i) e
I
11
11
I.
12
12
4
1
J
J
BE
BE
BE
ALEACION
ALEACION
ALEACION
Figura 4 .1
J
1
I
1-64
1
M
M
B
C
DSE+ CH
CH
CARBON ALEACION
Emisión de partículas (gr/sdcf) de los talleres de horno
eléctrico de arco
I
1
I
C
C
C
DSEtCH
CARBON
0 .15
FPI PROMEDIO
o
c
o
METODO DE PRUEBA EPA
OTROS METODOS DE PRU[ BA
t
u) a)
BE EVACUACION DEL EDIFICIO
CH CAMPANAS DE EXTRACCICh' 1
DSE SALIDA DIRECTA
0 .05
,n
I II
®,
IT-Fl
0
PLANTA
I
1
A
TIPO DE SISTEMA
DE COLLECCION
TIPO PRINCIPAL DE
ACERO PRODUCIDO
A
BE
ALEACION
Figura 4 .2
._
I
I
J
BE
BE
DSE
I
►~
I
M
B
C
CH
CH
DSE
CH
ALE :',LION ALEACION CARBON ALEACION CARBON
Emisión de partículas (Ib/hr) de los talleres de horno
eléctrico de arco
h-4.
o
O .6
°
z
O 'a 7
w00 2
p ~ a
cn U
Q o
w
Z w .~
PROMEDIO
BE EVACUACION DE EDIFICIO
DSE SALIDA DIRECTA
VS LAVADOR VENTURI
EF FILTRO DE TELA
0
C ~
Z
O -0
wm 2
a cr a
u) Ú ó
w
'z w .~
6
q0 -c
u ) O -á
5
1
- 0
w X ó
O .Á 4
0
z
O
.0
.8
0.6
2
0.4
1
0.2
T,PO DE SISTEMA E
COLECCION
TIPO DE APARATO
DE CONTROL
PRINCIPAL TIPO DE
HIERRO PRODUCIDO
1
1
1
I
D
E
D
E
DSE
OSE
BE
DSE
DSE
VS
FF
FF
VS
FF
CARBON
CARBON
ALEACI )N
CARBON CARBON
Figura 4 .3 Emisiones de MonóHdo de Carbonó de Horno de Arco Eléctrico
iG
Oo L
u) 0w
-0
w
Ó~
z
O
2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
el fin de promover las acciones que conduzcan al
control.
4 .6 .2 .1 Métodos y Procedimientos de Muestreo
El método utilizado para definir la
estrategia de muestreo y el procedimiento
utilizado para obtener las muestras se rigieron
por lo establecido en las Normas Oficiales
Mexicanas vigentes : NOM-AA-09-1973, NOM-AA-101974, NOM-AA-35-1976, NOM-AA-54-1978, NOM-AA56-1978, Métodos de refencia de la American
Standar Test Methods ; designation D 3631-84
para conversión de unidades y lo sugerido por
el departamento de ingeniería de SEDESOL.
4 .6 .2 .2 Equipo Utilizado
Con base en el método y procedimiento
seleccionados para la toma de las muestras, el
equipo utilizado para tal propósito,
fundamentalmente consistió en lo siguiente:
Sonda para toma de muestras marca NAPP
integrada con boquilla de diseño estándar,
nSn
tubo de pitot tipo
termopar,
portafiltro y filtro tipo dedal, así como
-
también calefactor de la sonda.
Caja fría constituida por tren de 4
burbujeadores en serie contenidos en un
baño frío para condensación de humedad.
-
Tren de burbujeadores para captura de
COItPORACION RADIAN S .A . DE C .V .
4-15
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
contaminantes específicos.
Rotámetros marca DWYER debidamente
calibrado.
-
Medidor de gas seco debidamente calibrado.
-
Medidores de presión y temperatura del
flujo gaseoso muestreado debidamente
-
calibrados.
Bomba de vacío.
Medidor Orsat para gases de combustión.
Microcomputadora programada para cálculos
de campo.
Accesorios para nivelar y soportar el tren
de muestreo en la chimenea.
-
Analizador de óxidos de nitrógeno por
quimioluminiscencia marca Thermo
Environmental Instruments modelo 10 N .S.
10AR-39853-261.
El Equipo de Laboratorio utilizado:
-
-
Cromatógrafo de gases marca Perkin Elmer
para cuantificación precisa de
contaminantes.
Espectrofotómetro visible ultravioleta
marca Perkin Elmer.
Microbalanza analítica con 0 .01 mg de
sensibilidad.
Material general de laboratorio.
En el Apéndice XI se anexan las mediciones
y datos preliminares recopilados en cada uno de
los muestreos para cada tipo de horno, así como
CORPORACION RADIAN S .A . DE C .V .
4-16
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
el desarrollo de cálculos de cada muestra, los
resultados del muestreo (Hojas de Campo) y el
análisis de resultados obtenidos . Dichas
mediciones fueron realizadas por el Laboratorio
Microecol del Grupo Microanálisis, una
organización incluida en el listado de empresas
privadas auxiliares en la medición de
contaminantes atmosféricos reconocidos por la
SEDUE y autorizada por la Dirección General de
Ecología del Departamento del Distrito Federal
con número de registro 0681.
4 .6 .3 ALTO HORNO
4 .6 .3 .1 Datos del Horno
Inicio de Operaciones:
4 de
Capacidad Instalada:
4800
Producción Mensual :
Arrabio :
Gas Alto Horno :
Escoria :
Polvo Colector :
Diciembre de 1976
Ton/día de Arrabio
145,000 Ton.
10,749x10 6 m 3
42,000 Ton.
3,750 Ton .
4 .6 .3 .2 Datos de Operación
En el Apéndice XII del presente documento se
encuentra la bitácora de operación del día en el que
se realizó el muestreo.
4 .6 .3 .3 Resultados del Muestreo
La Tabla 4 .1 presenta los resultados obtenidos
durante el análisis de los muestreos desarrollados
en el Alto Horno Número 5.
CORPORACION RADIAN S .A . DE C .V .
4-17
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .1
Resultados del Muestreo en el Alto Horno
(Muestreo I : Corrida 1)
Volumen de Gas muestreado a condiciones
estándar (Litros)
Porcentaje de volumen de humedad
nib
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
773 .638
11 .609
GAS:
0 .013
6 .000
17 .00
76 .987
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
... ....... .........
......... .....
........ ..........
....
E8C1¡;;i:MQLEC
29 .640
28 .289
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
BID
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .810
1 .157
Velocidad media de los gases a
condiciones estándar (metro/segundo)
7 .499
VOI,L~METRICO
seg .)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
94 .240
152 .195
CONCENTRACION DE CONTAMINANTES A CONDICIONES ESTANDAR
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
EMISIONES POR.H .HORA
107 .16
0 .0650
41 .105
127 .493
CONTAMINANTES (Rg/h )
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
36 .356
0 .0220
43 .254
13 .945
Variación de Isocinetismo (%)
90 .484
CORPORACION RADIAN S .A . DE C .V .
4-18
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .1
Resultados del Muestreo en el Alto Horno
(Muestreo I : Corrida 2)
Volumen de Gas muestreado a condiciones
estándar (Litros)
7 .732
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
813 .388
0 .013
6 .000
17 .00
76 .987
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
29 .640
28 .740
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .747
1 .175
Velocidad media de los gases a
condiciones estándar (metro/segundo)
6 .507
FLIIqQVOE,t1METRICC>
eg)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
81 .773
139 .493
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
117 .42
0 .0260
45 .981
127 .493
ENiIBIQN$S
POR HORA,' DE CO~I'~AMINANTE$ ;(Kg/hr}
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
34 .566
0 .0080
37 .532
13 .536
Variación de Isocinetismo (%)
109 .637
CORPORACION RADIAN S .A . DE C .V .
4-19
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .1
Resultados del Muestreo en el Alto Horno
(Muestreo I : Promedio)
Volumen de Gas muestreado a condiciones
estándar (Litros)
9 .671
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
.793 .513
....... .........
.......
. ........
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
0 .013
6 .000
17 .00
76 .987
MOLECULAR
. . . . .. . . . . . . . .. . . . . . . . . .. . . . ..
Peso Molecular Base Seca (g/gmol) '
Peso Molecular en Base Húmeda (g/gmol)
29 .640
28 .514
BZ
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .779
1 .166
Velocidad media de los gases a
condiciones estándar (metro/segundo)
7 .003
FLUJO VOLLTMETRICO
m/S8g )
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
88 .007
145 .844.
CONCENTRACION DE CONTAMINANTES A CONDICIONE?SE3TANDAR
3
(mg/m )
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
EMISIONES POR HORA DE CONTAMINANTES
112 .29
0 .0460
43 .543
127 .493
(Rg/hr)
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
35 .461
0 .0150
40 .393
13 .741
Variación de Isocinetismo (%)
100 .060
CORPORACION RADIAN S .A . DE C .V .
4-20
NOM -
EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .1
Resultados del Muestreo en el Alto Horno
(Muestreo II : Corrida 1)
Volumen de Gas muestreado a condiciones
estándar (Litros)
853 .034
Porcentaje de volumen de humedad
10 .897
ANALISIS DE GASES ORSAT
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
0 .013
6 .100
18 .00
75 .887
PESO MOLECULAR
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
29 .696
28 .421
DENSIDAD
1
I
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .827
1 .162
Velocidad media de los gases a
condiciones estándar (metro/segundo)
7 .537
FLUJO VOL.UMETRICO (m 3 /seg)
Flujo Volumétrico a condiciones estándar
!Flujo Volumétrico a condiciones reales
94 .707
149 .313
CONCENTRACION DE CONTAMINANTES A CONDICIONES ESTANDAR
( m g/ m3 )
Monóxido de Carbono
152 .760
Dióxido de Azufre
0 .008
Partículas
58 .380
1Oxidos de Nitrógeno
118 .720
(Kg/:hr)
EMISIONES POR HORADE CONTAMINANTES
, Monóxido de Carbono
Dióxido de Azufre
1Oxidos de Nitrógeno
Partículas
l
Variación de Isocinetismo (%)
CORPOR¡.C T_O .l
RADIAN S .A . DE C .V .
{
52 .083
0 .003
40 .477
19 .904
99 .278
4-21
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .1
Resultados del Muestreo en el Alto Horno
(Muestreo II : Corrida 2)
Volumen de Gas muestreado a condiciones
estándar (Litros)
Porcentaje de volumen de humedad
753 .204
8 .241
BES . . fl~tBAT
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
..... .......... .....
0 .013
6 .100
18 .00
75 .887
~~iECU'I,
Peso Molecular Base Seca (g/gmol)
Peso Molecular en, Base Húmeda (g/gmol)
29 .696
28 .732
I
fB D
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .876
1 .175
Velocidad media de los gases a
condiciones estándar (metro/segundo)
6 .923
FLUJO VOLUMETRIC&
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
CONCENTRACION DE
CONTAMINANTES A CONDICIONES
(ffig / m
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
87 .001
127 .129
ESTANDAR
a.)
152 .760
0 .008
74 .482
118 .720
EMISIONES POR
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
47 .845
0 .002
37 .183
23 .328
Variación de Isocinetismo (%
95 .424
CORPORACION RADIAN S .A .'DE C .V .
4-22
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .1
Resultados del Muestreo en el Alto Horno
(Muestreo II : Promedio)
Volumen de Gas muestreado a condiciones
estándar (Litros)
803 .119 -
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
9 .569
0 .013
6 .100
18 .00
75 .887
PE1
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
29 .696
28 .577
ENSIri,
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .852
1 .169
Velocidad media de los gases a
condiciones estándar (metro/segundo)
7 .230
F'LtJJO VOYitJ~TRICQ
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
CONCENTRACION
90 .854
138 .221
DE CONTAMINANTES A
152 .760
0 .008
66 .431
118 .720
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
EMISIONES .""POR HORAJDE
COTAMINANTES
(Kg/h
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
49 .964
0 .003
38 .830
21 .616
Variación de Isocinetismo (%)
97 .351
CORPORACION RADIAN S .A . DE C .V .
4-23
NOM - EMISIONES EN LA'INDUSTRIA DEL HIERRO Y EL ACERO
4 .6 .4 Convertidor II (B .O®F .)
-
.capacidad
Cantidad'=de- 'éscoria:
Peso Específico del
Metal Caliente:
Volumen del convertidor
cán revestimientó ,nuevo -;
Peso Específico de Escoria:
Altura Total Exterior:
Diámetro Interior:
Diámetro Interior. con
revestimiento nuevo:
4920 mm
Altura Interior:
7708 mm
Diámetro de la Boca:
2840 mm
Revestimiento en las
áreas elevadas:
535 mm
Revestimiento en las áreas
de la chaqueta :
725 mm
Revestimiento en el fondo : . 882 mm
Peso del revestimiento : 306 Toneladas
4 .6 .4 .2 Datos de Operación
La bitácora de operación del Convertidor
B :0 . F . No . 2 , del dia 13 de julio de 1993, se
encuentra en el Apéndice XII.
4 .6 .4 .3 Datos del Sistema de Control
En el Apéndice XII del presente documento.
se encuentran las especificaciones de los ,..
sistemas de control del°B .O .F.
CORPORACION RADIAN S .A . DE .C .V ..
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .2
Resultados del Muestreo en el Convertidor B .O .F.
(Muestreo I : Corrida 1)
Volumen de Gas :muestreado a condiciones
estándar (Litros)
Porcentaje de volumen de humedad
1,833 .364
4 .938
AN I I
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
0.033
3 .600
19 .20
77 .167
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
....... .........
.......
....... . .......
~InA%
29 .344
28 .784
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .904
1 .177
Velocidad media de los gases a
condiciones estándar (metro/segundo)
16 .181
FL PJ0 4C,tL00IR1C0
eg)
Flujoi Volumétrico a condiciones estándar
Flujo, Volumétrico a condiciones reales
24 .908
34 .114
CONCENTRACIONDECONTAMINANTESA
A? EDICIONES ESTANDAR
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
376 .200
209 .300
8 .073
76 .720
EMISIONES POR HORA DE CONTAMINANTES (Kg/hr)
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
33 .734
18 .768
6 .880
0 .724
Variación de Isocinetismo (%)
99 .382
CORPORACION RADIAN S .A . DE C .V .
4-25
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACpRO
TABLA 4 .2
Resultados del Muestreo en el Convertidor B .O .F.
(Muestreo I : Corrida 2)
Volumen de Gas muestreado a condiciones
estándar (Litros)
1,575 .867
4 .179
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
0 .033
3 .600
19 .20
77 .167
ECUL
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmgl
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .877
1 .181
Velocidad media de los gases a
condiciones estándar (metro/segundo)
13 .947
FLUJO VOLUMBTRICO {m3 /seg)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
CONCENTRACION
DE
21 .470
30 .177
CONTAMINANTES
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
391 .020
221 .000
20 .052
76 .720
EMISIONES POR HOR1~DECONTMONANTES .(Kg/11
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
30 .223
17 .082
5 .930
1 .550
Variación de Isocinetismo (%)
99 .104
CORPORACION RADIAN S .A . DE C .V .
4-26
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .2
Resultados del Muestreo en el Convertidor B .O .F.
(Muestreo I : Promedio)
Volumen de Gas muestreado a condiciones
estándar (Litros)
Porcentaje de volumen de humedad
1,704 .616
4 .558
ANADIB IS ...t~N.:. 15
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
PR
0 .033
3 .600
19 .20
77 .167
LEOUL
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
29 .344
28 .827
DENSIDAD'
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .890
1 .179
Velocidad media de los gases a
condiciones estándar (metro/segundo)
. ....... . .... .... . . .. ... .... . . . . ...... ......
15 .064
FLUJO'YOLUMETRICO
_
_ ._.
__.. _.
__
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
23 .189
32 .145
CONCENTRACIONDE C pNTAMINANTESA CONDICIONES E$TANDAR
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
EMIBIONLS PC1R>HORA"
383 .610
215 .150
14 .0630
76 .720
CONTAMINANTES ( xq / ~
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
31 .978
17 .925
6 .405
1 .137
Variación de Isocinetismo (%)
99 .243
CORPORACION RADIAN S .A . DE C .V .
4-27
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .2
Resultados del Muestreo en el Convertidor B .O .F.
(Muestreo II : Corrida 1)
Volumen de Gas muestreado a condiciones
estándar (Litros)
Porcentaje de volumen de humedad
1906 .195
4 .589
ALISIS<
.... .......
. .....
......
. .......................
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
0 .033
3 .500
16 .50
79 .967
~!ECU~;i
.......
. . . ........
Peso Molecular Base Seca (g/gmol)
Peso Molecular en ; Base Húmeda (g/gmol)
29 .220
28 .705
!iDENSID
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .836
1 .174
Velocidad media de los gases a
condiciones estándar (metro/segundo)
16 .888
FLIIJO'".YOLUMETRICfJ
/seg)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
25 .997
38 .284
CONCENTRACIONDE CONTAMINANTES A CONDICIONES ESTANDAR
(rat3fb3j
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
EAiIBIO ES POR HORA DE CO1;TAMINANTES
380 .760
216 .060
10 .335
75 .600
(Kg/hr)
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
35 .635
20 .221
7 .075
0 .967
Variación de Isocinetismo (%)
99 .004
CORPORACION RADIAN S .A . DE C .V .
4-28
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .2
Resultados del Muestreo en el Convertidor B .O .F.
(Muestreo II : Corrida 2)
Volumen de Gas muestreado a condiciones
estándar (Litros)
3 .714
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
1887 .431
0 .033
3 .500
16 .50
79 .967
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
PESE~< : Nt7!IiB~UL p
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
29 .220
28 .803
NSIDAD
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .890
1 .178
Velocidad media de los gases a
condiciones estándar (metro/segundo)
16 .657
IPLU~TO? ' VOLI'JM$TRIC4 (m 3
/seq
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
25 .641
35 .228
CONCENTRACIONDE CONTAMINANTES A CONDICIONES
tall ~►
~)
380 .760
210 .340
11 .974
75 .600
EMI.STONSSPORHORA DE CONTAMINANTES (Kg/hr)
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
35 .147
19 .416
6 .978
1 .105
Variación de Isocinetismo (%)
99 .391
CORPORACION RADIAN S .A . DE C .V.
4-29
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .2
Resultados del Muestreo en el Convertidor B .O .F.
(Muestreo II : Promedio)
Volumen de Gas muestreado a condiciones
estándar (Litros)
Porcentaje de volumen de humedad
:~8T8 i~E
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
GASES
1896 .813
4 .152
;:ORBAT
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
0 .033
3 .500
16 .50
79 .967
P $CUL,AR
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
29 .220
28 .754
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .863
1 .176
Velocidad media de los gases a
condiciones estándar (metro/segundo)
16 .772
FLUJ4VOLUMETRICQ (m3 /seg.)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
CONCENTRACION DE CONTAMINANTES
3
( mq l m )
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
25 .819
36 756
ESTANDAR
380 .760
213 .200
11 .154
75 .600
EMISIONES PQ~t,;``HORA DE+OONTA.MI NAáTES (Kg/hr)
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
35 .391
19 .818
7 .027
1 .036
Variación de Isocinetismo (%)
99 .198
CORPORACION RADIAN S .A . DE C .V .
4-30
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 .6 .4 .4 Resultados del Muestreo
La Tabla 4 .2 presenta los resultados
obtenidos durante el análisis de los muestreos
desarrollados en el Convertidor Número 2
descrito anteriormente en la sección 4 .6 .4 .1.
4 .6 .5 Cubilote
4 .6 .5 .1 Datos de Operación
La operación del Horno de Cubilote No . 1
del día 12 de Agosto de 1993, se inició a las
14 :30 horas terminándose a las 17 :30 hrs.
Durante la operación se fundieron 18 cargas que
equivalen a 4,500 Kg . El contenido por carga
fue de:
77% 230 Kg . de Chatarra de Hierro
6% 20 Kg . de Chatarra de Acero
15% 45 Kg . de Carbón Coque (Americano)
2%
5 Kg . de Piedra Caliza
4 .6 .5 .2 Datos del Sistema de Control
En el Apéndice XII del presente documento
se encuentra la descripción de los sistemas de
control del Cubilote.
4 .6 .5 .3 Resultados del Muestreo
La Tabla 4 .3 presenta los resutados
obtenidos durante el análisis de los muestreos
desarrollados en el Cubilote Número 1.
CORPORACION RADIAN S .A . DE C .V .
4-31
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .3
Resultados del Muestreo en el Cubilote
(Muestreo Antes del Filtro : Corrida 1)
Volumen de Gas muestreado a condiciones
estándar (Litros)
1238 .274
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
1 .385
0 .018
10 .20
6 .300
83 .482
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
29 .884
29 .719
Peso Molecular Base Seca (g/gmol)
Peso Molecular en ' Base Húmeda (g/gmol)
::..p
IDAD
. .....
_.. .E.NS.
. ... ...._ ...;......
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .902
1 .215
Velocidad media de los gases a
condiciones estándar (metro/segundo)
10 .783
FLUJO
VOLUM gTR-CO
g)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
_...CQNCENTRACIN
O DE
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
3 .049
4 .165
205 .200
66 .612
230 .967
71 .867
EMISIONES POR HORA DE CONTAMINANTES (Kg/hr)
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
Variación de Isocinetismo (%)
CORPORACION RADIAN S .A . DE C .V .
2 .252
0 .731
0 .789
2 .535
100 .721
4-32
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .3
Resultados del Muestreo en el Cubilote
(Muestreo Antes del Filtro : Corrida 2)
Volumen de Gas muestreado'a condiciones
estándar (Litros)
1 .365
Porcentaje de volumen de humedad
ANAI:IB~$'
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
bE
GASES
1177 .857
ORSAT >
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
0 .016
10 .20
6 .300
83 .484
LZOU
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
ENS:
29 .884
29 .722
> :
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .812
1 .216
Velocidad media de los gases a
condiciones estándar (metro/segundo)
10 .381
FLUJO
VOLIIMETRICflmeg)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
EMISIONES POR HORA DE CONTAMINANTES
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
Variación de Isocinetismo (%)
CORPORACION RADIAN S .A . DE C .V .
2 .935
4 .454
177 .840
29 .926
496 .750
71 .867
r)
1 .879
0 .316
0 .759
5 .249
99 .517
4-33
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .3
Resultados del Muestreo en el Cubilote
(Muestreo Antes del Filtro : Promedio)
Volumen de Gas muestreado a condiciones
estándar (Litros)
1208 .065
Porcentaje de volumen de humedad
1 .375
BAT?
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
0 .017
10 .20
6 .300
83 .483
SO
MtüLi+`,CUL
........
..........
......... .......... ....
..... ... ......
....
...
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
29 .884
29 .721
DENSIDAD-
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .857
1 .216
Velocidad media de los gases a
condiciones estándar (metro/segundo)
10 .582
FLUJO VOLUMETRICO m
/ seca)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
2 .992
4 .309
..........
......... .......
........
. .............
CONCENTRACIONDE
CONTAMINANTES A CONDICIONES ESTANDAR
Monóxido de Carbono
Dióxido .de Azufre
Partículas
Oxidos de Nitrógeno
EMISIONES POR : HORA DE
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
Variación de Isocinetismo (%)
CORPORACION RADIAN S .A . DE C .V .
191 .520
48 .269
363 .858
71 .867
GEyNTAmIN1a,NTEV .(Kg/Yi
2 .066
0 .524
0 .774
3 .892
100 .119
4-34
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .3
Resultados del Muestreo en el Cubilote
(Muestreo después del filtro : Corrida 1)
Volumen de Gas muestreado a condiciones
estándar (Litros)
1641 .630
Porcentaje de volumen de humedad
0 .902
Porcentaje
Porcentaje
Porcentaje
Porcentaje
0 .012
10 .80
6 .300
82 .888
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
LEC?
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
29 .980
29 .872
ENBItJA
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .905
1 .222
Velocidad media de los gases a
condiciones estándar (metro/segundo)
15 .074
FLUJO
1iOLUMETRICO ;.
(m'¡sag)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
CaNCENTRACION
DE
Monóxido de Carbono
Dióxido de Azufre
Partículas ,
Oxidos de Nitrógeno
EMIS I OAi$S
4 .121
5 .614
POR.
..
H~RADE ::CONTAMIN~ESt Rq / hr}
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
Variación de Isocinetismo (%)
CORPORACION RADIAN S .A . DE C .V .
136 .800
19 .916
42 .336
322 .933
2 .030
0 .295
4 .791
0 .628
95 .524
4-35
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .3
Resultados del Muestreo en el Cubilote
(Muestreo después del filtro : Corrida 2)
1680 .617
Volumen de Gas muestreado a condiciones
estándar (Litros)
0 .547
Porcentaje de volumen de humedad
ANALZO IS' DE OA,O c
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
RS
0 .010
10 .806 .300
82 .891
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
LOOM,
29 .980
29 .915
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
DENSIDA
0 .879
1 .223
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
Velocidad media de los gases a
condiciones estándar (metro/segundo)
FLUJO VOTMiETRI
14 .848
kg)
4 .059
5 .679
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
CONCENTRACION DE
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
E..MIS I ONSS ': ;POR>' 424A E
108 .300
12 .480
73 .366
336 .000
-CONTAMINANTES (Kglh
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
Variación de Isocinetismo (%)
CORPORACION RADIAN S .A . DE C .V .
1 .583
0 .182
4 .910
1 .072
99 .282
4-36
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .3
Resultados del Muestreo en el Cubilote
(Muestreo después del filtro : Promedio)
Volumen de Gas muestreado a condiciones
estándar (Litros)
Porcentaje de volumen de humedad
1,661 .124
0 .724
ALIBI$
i3FtSÁI'
. . .. . . . . . . . .. . . . . . .. . .::`:~?E':>'{3ASE8
. . . . . . .. .. . . . . .. . . . . . . . . .. . . . . . . . . . .. . . . . . . . . . . . .. . . . ..
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
0 .011
10 .80
6 .300
82 .889
LECU;
Peso Molecular Base Seca (g/gmol)
Peso Molecular en3 BaseHúmeda(g/gmol)
29 .980
29 .893
8I
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .892
1 .223
Velocidad media de los gases a
condiciones estándar (metro/segundo)
. . . . ...... . . . ... ... . . ... .. . . .... . .. ... .. _..... . . .....
FLUJO VOLUMETRICO
f.s
14 .961
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
4 .090
5 .646
E$TANDAR
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
122 .550
16 .198
57 .8510
329 .467
EMISIONES POR HORA DE CONTAMINANTES (Kg/hr}
1 .806
Monóxido de Carbono
0 .239
Dióxido de Azufre
Oxidos de Nitrógeno
4 .851
0 .850
Partículas
Variación de Isocinetismo (%)
CORPORACION RADIAN S .A . DE C .V .
97 .403
4-37
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 .6 .6 Horno de Arco Eléctrico
4 .6 .6 .1 Datos del Horno
-
-
-
-
Producción Mensual de Acero:
Marca:
Diámetro interior del casco
del horno:
Diámetro de los electrodos:
Potencia del transformador:
Capacidad de fusión:
Porcentaje max . de aceite
y grasa en la chatarra:
Cantidad y dimensiones de las
puertas al ser ventiladas:
Taponado de la espira durante
la fundición:
Dirección de giro de la bóveda
del horno y descarga del mismo
c/respecto al transformador:
Recubrimiento refractario
del horno:
Diámetro de los agujeros para
los electrodos de la
bóveda del horno:
Chaqueta de enfriamiento:
No . de cargas por día:
No . de cargas por semana:
Tiempo de fuerza en los taps:
Toneladas vaciadas por carga:
Tiempo entre cargas:
Número y tamaño de recargues
por carga:
Tiempo para recargue:
Temperatura de los taps:
Tipo de metal producido:
-
Escoriado:
Agregados por carga:
-
Fecha de instalación del Horno :
CORPORACION RADIAN S .A . DE C .V .
180 Toneladas
TAGLIAFERR I
9'0''
8 pulgadas
2500 KVA
2 .5 Ton/Hr.
Menor de 0 .25%
1 Pza . 12"x 18"
SI
Mano Derecha
Básico
10 pulgadas
SI
2
8
3-4 hrs.
3-5 tons.
30 min.
1-2 Tons.
1 Hr.
1648-1704°C
Aceros - y
Fundiciones de
Hierro
Doble
20 Kg/Ton . Cal
20 Kg/Ton . Caliza
5 Kg/Ton .Fluorita
Mayo 1967
4-38
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 .6 .6 .2 Datos de Operación
La bitácora de operación del Horno de Arco
Eléctrico No . 3 del día 17 de Agosto de 1993,
se encuentra en el Apéndice XII.
4 .6 .6 .3 Datos del Sistema de Control
En el Apéndice XII del presente documento
se encuentra la descripción de los sistemas de
control del Arco Eléctrico.
4 .6 .6 .4 Resultados del Muestreo
La Tabla 4 .4 presenta los resultados
obtenidos durante el análisis de los muestreos
desarrollados en el Arco Eléctrico Número 3.
CORPORACION RADIAN S .A . DE C .V .
4-39
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .4
Resultados del Muestreo en el Arco Eléctrico
(Muestreo : Corrida I)
Volumen de Gas muestreado a condiciones
estándar (Litros)
0 .902
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
1790 .764
0 .005
0 .000
19 .000
80 .995
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
ECU
28 .760
28 .663
Peso Molecular Base Seca (g/gmol)
Peso Molecular en Base Húmeda (g/gmol)
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .888
1 .172
Velocidad media de los gases a
condiciones estándar (metro/segundo)
15 .603
eg)
FLUJO YCL€MAT RICP
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
CONCSNTRAC3 ON DE
A
HORADECONTAMINANTES(Kg /hr)
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
Variación de Isocinetismo (%)
CORPORACION RADIAN S .A . DE C .V .
CONDICIONESESTANDAR
57 .000
0 .008
2 .345
2 .427
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
EMISICIFíEB `POR
2 .482
3 .308
0 .509
0 .000
0 .022
0 .021
100 .665
4-40
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .4
Resultados del Muestreo en el Arco Eléctrico
(Muestreo : Corrida 2)
Volumen de Gas muestreado a condiciónes
estándar (Litros)
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
1603 .866
0 .815
Monóxido de Carbono
Bióxido de Carbono
Oxígeno
Nitrógeno
0 .005
0 .000
19 .000
80 .995
Peso Molecular Base Seca (g/gmol)
Peso Molecular do Base Húmeda(g/gmol)
28 .760
28 .672
.DENSIDAn
. ... .... .. . ........ .
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .885
1 .173
Velocidad media de los gases a
condiciones estándar (metro/segundo)
14 .039
FLUJOVO4........
1. g)
Flujo Vblumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
2 .233
2 .983
CONTAMINANTES
(10qtav' )
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
51 .300
0 .008
1 .746
2 .800
EMISIONES POR HORA DE '.PNTA INAITrEs4.g l..
Monóxido de Carbono
0 .412
Dióxido de Azufre
0 .000
Oxidos de Nitrógeno
0 .023
Partículas
0 .014
Variación de Isocinetismo (%)
100 .207
CORPORACION RADIAN S .A . DE C .V .
4-41
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 4 .4
Resultados del Muestreo en el Arco Eléctrico
(Muestreo Promedio)
Volumen de Gas muestreado a condiciones
estándar (Litros)
0 .858
Porcentaje de volumen de humedad
Porcentaje
Porcentaje
Porcentaje
Porcentaje
de
de
de
de
1697 .315
0 .005
0 .000
19 .000
80 .995
Monóxido de Carbono
Bióxido de Carbono
Oxigeno
Nitrógeno
ECUt
Peso Molecular Base Seca (g/gmol)
Peso Molecular en 1 Base Húmeda (g/gmol)
28 .760
28 .668
fBI;
Densidad Real (Kg/metro cúbico)
Densidad Estándar (Kg/metro cúbico)
0 .886
1 .172
Velócidad media de los gases a
condiciones estándar (metro/segundo)
14 .821
FLUJO VOLUMETRICO
eq..)
Flujo Volumétrico a condiciones estándar
Flujo Volumétrico a condiciones reales
Monóxido de Carbono
Dióxido de Azufre
Partículas
Oxidos de Nitrógeno
2 .357
3 .145
54 .150
0 .008
2 .046
2 .613
ISIONESPOR HORADECONTiiMINANTES(Rg/ ;br)
Monóxido de Carbono
Dióxido de Azufre
Oxidos de Nitrógeno
Partículas
Variación de Isocinetismo (%)
CORPORACION RADIAN S .A . DE C .V .
0 .461
0 .000
0 .022
0 .017
100 .436
4-42
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 .0 INTEGRACION DE LA INFORMACION DE LA NORMATIVIDAD INTERNACIONAL
EN MATERIA DE EMISION DE GASES Y PARTICULAS PROVENIENTE DE LA
INDUSTRIA DEL HIERRO Y EL ACERO
La responsabilidad de cada pals para regular las
emisiones de contaminantes hacia la atmósfera recae en
diferentes agencias gubernamentales y puede delegarse a
dependencias estatales o municipales . Dichos reglamentos han
sido establecidos con el objeto de proteger la salud del
hombre y conservar el medio ambiente.
5 .1 RESUMEN DE LAS NORMAS INTERNACIONALES ACERCA DE LAS
EMISIONES A LA ATMOSFERA PROVENIENTES DE LA INDUSTRIA DEL
HIERRO Y DEL ACERO
5 .1 .1
República Federal Alemana
De acuerdo con el Primer Reglamento General
Administrativo para la Ley de Emisiones
(Instrucciones Técnicas para la Limpieza del Aire)
del 27 de febrero de 1986 (Erste Allgemeine
Verwaltungsvorschrift zum BundesImmissionsschutzgesetz), las emisiones provenientes
de los procesos para la elaboración de hierro, acero
y otros metales no ferrosos deben ser conducidas por
medio de un ducto . Los óxidos de nitrógeno y azufre,
el monóxido y óxido de carbono y las partículas
contenidas en dichas emisiones deben ser evaluadas
de acuerdo con el proceso de producción . En su
apartado 3 .3 (apéndice IX) el reglamento da las
especificaciones para las emisiones provenientes de
las plantas elaboradoras
CORPORACION RADIAN S .A . DE C .V .
de
acero, hierro
e
5-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
inclusive otros metales.
5 .1 .1 .1 Plantas para la obtención de hierro
Partículas
Las partículas contenidas en los gases de
desecho, principalmente de la molienda, de las
fuentes de emisión de los altos hornos y del
proceso de eliminación de azufre del hierro
deben evaluarse y conducirse hacia un
dispositivo para su eliminación.
5 .1 .1 .2 Plantas para la producción de acero con
convertidores, hornos de arco eléctrico y
plantas de fundición al vacío
5 .1 .1 .2 .1 Plantas de fundición de acero y
hierro colado
Partículas
a) Las partículas contenidas en los gases de
desecho deben evaluarse tanto como sea
posible y conducirse hacia un dispositivo
para su eliminación, en tanto que su
cumplimiento con respecto a otras
exigencias es recomendable.
CORPORACION RADIAN S .A . DE C .V .
5-2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
b)
Las emisiones en forma de partículas no
deben exceder en los gases de desecho de:
aa) Horno de arco eléctrico,
horno de inducción,
horno de cubilote con
succión superior
bb)
Horno de cubilote con
succión inferior
20 mg/m 3
50 mg/m3
Monóxido de Carbono
La emisión de monóxido de carbono
contenido en el gas de desecho de los hornos de
cubilote de viento caliente, con recuperador
incorporado de calentamiento posterior, no debe
exceder 1 .0 g/m 3 ; en otras plantas de fundición
y conversión debe hacerse lo posible para
utilizar o incinerar los gases de desecho que
contienen monóxido de carbono.
Plantas antiguas
Los hornos de arco eléctrico y de
inducción, que a partir del 1 de marzo de 1986
fueron equipados con un dispositivo para la
eliminación de partículas, deben responder a
las exigencias para partículas después de 10
años.
CORPORACION RADIAN S .A . DE C .V .
5-3
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 .1 .1 .2 .2 Planta de electrofundido de escorias
Enlaces con Fluor
Las emisiones de gases con enlaces
inorgánicos de fluor, contenidas en el gas de
desecho no deben exceder 1 mg/m 3 , medidas como
ácido fluorhídrico.
5 .1 .2
Japón
El sistema japonés de leyes ambientales es
complicado ya que, en la mayoría de los casos un
solo ministro o agencia no es el único administrador
de la ley . Por lo tanto, para averiguar qué cuerpos
gubernamentales u oficiales públicos son los
responsables en casos particulares, es necesario
seguir una investigación acerca de esa ley en
particular . Algunas leyes incluyen los nombres de
las agencias gubernamentales responsables . Otras
entidades responsables no son listadas como es el
caso de la oficina del primer ministro y los
gobiernos de las prefecturas.
Por otro lado, la agencia ambiental, en la
mayoría de los casos, no es la autoridad final al
tratar de asuntos ambientales . Los poderes
administrativos actuales se encuentran conferidos en
CORPORACION RADIAN S .A . DE C .V .
5-4
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
ministerios, agencias y oficiales junto con las
autoridades responsables determinadas dentro de cada
ley particular.
La oficina de calidad del aire es responsable
de establecer los estándares de calidad del medio
ambiente, considerados como deseables para la
protección de la salud humana y la conservación del
medio ambiente humano ; la observación de la
contaminación del aire y por ruido, vibraciones y
olores ofensivos ; la reglamentación de la cantidad
de polvos y hollín emitidos por las fábricas ; la
designación de las áreas relacionadas con la
contaminación.
La Ley de Control de la Contaminación del Aire
regula las emisiones de humos y hollín provenientes
de las industrias . Las emisiones normadas incluyen
óxidos de azufre, cadmio, cloro, ácido fluorhídrico,
plomo, partículas, monóxido de carbono e
hidrocarburos producidos durante procesos de
combustión, síntesis o procesos mecánicos o
destrucción . Los estándares de emisión para
instalaciones emisoras de humos y hollín están
establecidos por la oficina del primer ministro, sin
embargo el director general de la oficina de la
Agencia de Medio Ambiente puede recomendar a los
gobernadores de las prefecturas estándares para las
emisiones de industrias.
CORPORACION RADIAN S .A . DE C .V .
5-5
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 .1 .2 .1 Estándar de emisión para óxidos de azufre
El estándar de emisiones a la atmósfera;
aplicable para los óxidos de azufre en cada
unidad de las instalaciones es llamado valor K
de reglamentación y el valor límite permisible
de emisión es definido dependiendo de la altura
efectiva de la chimenea y es calculado mediante
la siguiente fórmula:
q = K x
donde,
q:
K:
10 -3
x He 2
Limite permisible de emisión de
óxidos de azufre (Nm 3 /h)
Constante definida por áreas:
i) Estándar general de emisión
16 valores
(valores 3 .0 - 17 .5)
ii) Estándar especial de emisión
3 valores
(valores 1 .17 - 2 .34)
He : Altura efectiva de la chimenea
(altura actual de la chimenea
más la altura de la pluma de
humo) (m).
"He" depende de la altura de la descarga
de la emisión, del flujo volumétrico del gas a
15°C (en m 3 /s), de la velocidad de la descarga
(en m/s) y de su temperatura (en grados
absolutos).
CORPORACION RADIAN S .A . DE C .V .
5-6
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Este estándar es aplicable a áreas donde
fábricas y negocios están concentradas y que
por lo tanto es dificil de mantener el nivel
requerido por el Estándar Nacional de Aire
Ambiente . Estas han sido designadas por el
gobierno como áreas en donde el estándar para
el control de emisiones totales debe ser
aplicable . El gobernador de la prefectura donde
se localiza dicha área está autorizado para
modificar, tanto el programa para el control
total de emisiones como el de control de uso de
combústibles a otras fábricas que no estén
dentro de las instalaciones designadas, así
como aplicar un estándar a determinadas
fábricas cuyos valores de emisión sean mayores
al estándar establecido.
5 .1 .2 .2 Estándar de emisión para óxidos de
nitrógeno
Los siguientes estándares son para
instalaciones
nuevas ;
menos
estándares
estrictos
han
sido
estipulados
para
instalaciones existentes.
CORPORACION RADIAN S .A . DE C .V .
5-7
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
de
Volumen del gas
de la chimenea
Valor
Estándar
Instalación
(Unidades 1000 Nm3 /h)
(ppm)
Tipo
Alto horno
100
Horno de fundición
180
de metales
Horno de
calentamiento de
metales
100 y mayores
40 - 100
10 - 40
100
130
5 - 10
menos de 5
150
180
Horno de
130
200
calcinación
5 .1 .2 .3
Estándar de emisión de hollín y polvos
Alto horno:
Estándar ordinario de emisión
Estándar especial de emisión
5 .1 .2 .4
0 .05 g/Nm 3
0 .03 g/Nm 3
Estándar de emisión de polvos
El estándar de emisión se relaciona
principalmente con el desempeño del equipo, ya
CORPORACION RADIAN S .A . DE C .V .
5-8
NOM - EMISIONES EN LA INDUSTRIA DEL SIERRO Y EL ACERO
que es dificil determinar la cantidad de polvo
producido.
La diferencia entre "polvos y hollín" y
"polvos" en la definición de la Ley para el
Control de la Contaminación de Aire es la
siguiente:
i)
polvos y hollín : material particulado
generado por la combustión de materiales;
materiales.
ii)
polvos : material particulado generado y
' dispersado por el manejo mecánico de
materiales
como
el
triturado,
almacenamiento y transporte.
5 .1 .2 .5 Estándar de emisión para partículas
Los estándares de emisión de partículas
representan los limites permisibles para las
partículas contenidas en las emisiones de gases
liberados al aire por las descargas de las
instalaciones emisoras, los cuales se
encuentran establecidos para diferentes tipos y
tamaños de instalaciones . Los estándares
ordinarios de emisión son aquellos que aplican
de manera uniforme a través del país, mientras
que los estándares especiales de emisión
aplican a instalaciones muy cercanas a áreas
específicas, donde la contaminación del aire es
CORPORACION RADIAN S .A . DE C .V .
5-9
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL .ACERO
más problemática . La segunda es más severa que
la primera.
Los estándares de emisión están basados en
el sistema de control de concentración, sin
embargo para predecir el adelgazamiento de la
emisión del gas agregando aire fresco, fue
adoptado un sistema para calcular la
concentración de hollín y polvos con base en la
concentración residual de oxígeno de la
emisión.
Alto horno
Estándar ordinario de emisión
Estándar especial de emisión
Notas :
0 .05 g/Nm3
0 .03 g/Nm3
1 . Las prefecturas pueden, por
decreto, aplicar estándares más
estrictos.
2 . La tasa de emisión de gases de
40,000 Nm3 /h es el criterio utilizado
para la clasificación de la escala.
5 .1 .2 .6
Sustancias peligrosas
En hornos de cocimiento, de calcinación y
de fundición se establece un valor estándar de
1 .0 mg/Nm 3 para la emisión de Cadmio y sus
compuestos.
CORPORACION RADIAN S .A . DE C .V .
5-10
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 .1 .3
Estados Unidos
La Agencia de Protección Ambiental de los
Estados Unidos (U .S .- EPA) en su título 40,
Protección al Medio Ambiente ; parte 60., Estándares
de Desempeño para Fuentes Estacionarias Nuevas (Code
of Federal Regulations ; Standards of Performance for
New Stationary Sources),
establece los limites
máximos permisibles para la emisión de partículas
provenientes de hornos de arco eléctrico (Subparte
AA) y Convertidores BOF (Subparte N) . Dentro de la
normatividad no existen reglamentos para emisiones
provenientes de altos hornos ni para cubilotes.
5 .1 .3 .1
Hornos de Arco Eléctrico
Hornos de arco eléctrico construidos
después del 21 de octubre de 1971 y antes del
17 de agosto de 1983:
Durante y después de la fecha de
terminación de la prueba de desempeño del
equipo, ningún dueño u operador puede causar la
descarga de cualquier gas hacia la atmósfera,
proveniente de un horno de arco eléctrico, que
en la descarga de un dispositivo de control
contengan partículas en exceso de 12 mg/m 3 std.
seco (0 .0052 g/ft 3 std . seco).
CORPORACION RADIAN S .A . DE C .V .
5-11
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Hornos de arco eléctrico y recipientes de
descarburización con Oxígeno-Argón (AOD),
construidos después del 17 de agosto de 1983:
Durante y después de la fecha de
terminación de la prueba de desempeño, ningún
dueño u operador puede causar descargas de
cualquier gas hacia la atmósfera provenientes
de hornos de arco eléctrico o recipientes AOD,
que en la descarga de un dispositivo de control
contengan partículas en exceso de 12 mg/m 3 std.
seco (0 .0052 g/ft 3 std . seco).
5 .1 .3 .2
Convertidores BOF
Hornos de proceso cuya construcción
comenzó después del 11 de junio de 1973:
La descarga de cualquier convertidor no debe
contener concentraciones de partículas mayores
de 50 mg/m3 std . seco (0 .022 g/ft 3 std . seco).
Para instalaciones construidas,
modificadas o reconstruidas después del 20 de
enero de 1983, se aplican los siguientes
límites:
a) Empresas cuyo método de control de
emisiones primarias sea capuchón abierto
no podrán descargar gases a la atmósfera
en
que
contengan
partículas
CORPORACION RADIAN S .A . DE C .V .
5-12
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
concentraciones mayores que 50 mg/m 3 std.
seco (0 .022 g/ft 3 std . seco), medidas
durante el primer soplo de oxigeno.
b) Empresas cuyo método de control de
emisiones primarias sea capuchón cerrado
no podrán descargar gases a la atmósfera
que contengan partículas en
concentraciones mayores de 68 mg/m 3 std.
seco (0 .030 g/ft 3 std . seco), medidas
durante el primer soplo de oxigeno.
Emisiones secundarias de instalaciones
productoras de acero con convertidores BOF,
cuya construcción comenzó después del 20 de
enero de 1983:
En la descarga de cualquier dispositivo de
control utilizado exclusivamente para las
emisiones secundarias de convertidores BOF con
soplado superior de oxígeno o durante la
transferencia de metal caliente o descoriación
de convertidores BOF, ya sea con soplado de
oxígeno inferior o superior y contengan
partículas en concentraciones mayores de 23
mg/m3 std . seco (0 .010 g/ft3 std . seco).
CORPORACION RADIAN S .A . DE C .V .
5-13
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 .2 COMPARACION DE ESTANDARES DE EMISIONES DE PARTICULAS Y
GASES PROVENIENTES DE LA INDUSTRIA DEL HIERRO Y DEL
ACERO .
A diferencia de las normatividades alemana y
americana, la japonesa reglamenta las emisiones de óxidos
de nitrógeno y de azufre, sin embargo los límites
establecidos para estos parámetros son para fuentes
emisoras en general.
Las partículas estan normadas en los tres paises,
como se muestra en la Tabla 5 .1 . mientras que las de
emisiones de óxidos de nitrógeno y azufre, así como las
de monóxido de carbono están reglamentadas en alguno de
los tres países, pero no por los tres.
5 .3 NORMATIVIDAD NACIONAL EN MATERIA DE PREVENCIONY CONTROL
DE LA CONTAMINACION A LA ATMOSFERA
La Ley General del Equilibrio Ecológico y la
Protección al Ambiente en su Titulo Cuarto, Capítulo I
trata de la prevención y control de la contaminación de
la atmósfera . En este capitulo se dan los criterios para
la protección del Medio Ambiente y las acciones que
llevarán a cabo para controlar, reducir o evitar su
contaminación . También establece que "no podrán emitirse
contaminantes a la atmósfera que, ocasionen o puedan
ocasionar desequilibrios ecológicos o daños al ambiente".
CORPORACION RADIAN S .A . DE C .V .
5-14
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
En el Reglamento en materia de Prevención y Control
de la Contaminación de la Atmósfera (publicado el 25 de
noviembre de 1988 en el Diario Oficial de la Federación),
Capitulo I, se encuentran establecidas las atribuciones
de la Secretaria de Desarrollo Urbano y Ecología (ahora
Secretaría de Desarrollo Social), así como el campo de
aplicación de dicho Reglamento . En su Capítulo II se
refiere a la emisión de contaminantes a la atmósfera
generada por fuentes fijas . En él se encuentran citadas
las obligaciones de los responsables de las fuentes fijas
de jurisdicción federal, por las que se emitan olores,
gases o partículas sólidas o liquidas a la atmósfera.
CORPORACION RADIAN S .A . DE C .V .
5-15
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 5 .1
Comparación de
la
normatividad internacional en materia
de emisión de partículas
Cubilote
Eléctrico
Convertidor
BOF
NE
20 mg/m3
NE
20 mg/m3 (1)
50 mg/m3 (2)
30 mg/m3 (3)
NE
NE
NE
12 mg/m3
50 mg/m3 (5)
68 mg/m3 (6)
23 mg/m3 (7)
NE
Alto
Horno
Alemania
Japón
Arco
50 mg/m3 (4)
Estados
NE
Unidos
NE No establecido
(1)
(2)
(3)
(4)
(5)
(6)
Estándar para hornos con succión superior
Estándar para hornos con succión inferior
Estándar ordinario
Estándar especial
Estándar de emisiones para hornos construidos
después del 11 de junio de 1973 y para las
emisiones primarias de hornos construidos después
del 20 de enero de 1983, con capuchón abierto como
método de control de emisiones
Estándar de emisiones primarias para hornos
construidos después del 20 de enero de 1983, con
capuchón cerrado como método de control de
(7)
emisiones
Estándar de emisiones secundarias para - hornos
construidos después del 20 de enero de 1983
CORPORACION RADIAN S .A . DE C .V .
5-16
1
3 . Anteproyecto de Norma
Oficial Mexicana
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
ANTEPROYECTO DE NORMA OFICIAL MEXICANA, NOM-AA /93 QUE ESTABLECE
LOS LIMITES MAXIMOS PERMISIBLES DE EMISION A LA ATMOSFERA DE
PARTICULAS Y GASES GENERADOS EN LA .INDUSTRIA DEL HIERRO Y EL ACERO
TABLA DE CONTENIDO
CAPITULO 1 .
OBJETIVO
1
CAPITULO 2 .
CAMPO DE APLICACION
2
CAPITULO 3 .
REFERENCIAS
2
CAPITULO 4 .
DEFINICIQNES
2
4 .1 Convertidor B .O .F
4 .2 Emisiones Primarias
4 .3 Emisiones Secundarias 4 .4 Ciclo de Producción de Acero
4 .5 Inyección Primaria de Oxígeno 4 .6 Hornos de Inyección por los Fondos 4 .7 Hornos delnyección Superior 4 .8 Dispositivo de Control
4 .9 Estación de Transferencia de Metal Caliente
4 .10 Estación de Desnatado
4 .11 Sistema de Supresión de Gases 4 .12 Sistemas de Control de Emisión Primaria
4 .13 Sistema de Control de Emisiones Secundarias 4 .14 Sistema de Captación 4 .15 Carga
4 .16 Horno de Arco Eléctrico 4 .17 Ciclo de Calentamiento
4 .18 Fundición
4 .19 Vaciado
4 .20 Cubilote
4 .21 Alto Horno
4 .22 Gas de Alto Horno CAPITULO 5 .
ESPECIFICACIONES
CORPORACION RADIAN S .A . DE C .V .
3
3
3
4
4
4
5
5
5
5
6
6
7
7
7
8
8
8
8
9
9
9
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 .1 ESTANDAR PARA EMISIONES PRIMARIAS PROCEDENTES
DE CONVERTIDORES B .O .F
5 .1 .1
5 .1 .2
5 .1 .3
5 .2
Aplicabilidad
Estándar de Partículas Estándar de Oxidos de Nitrógeno 10
10
10
10
ESTANDAR PARA EMISIONES SECUNDARIAS PROCEDENTES
DE CONVERTIDORES B .O .F
11
5 .2 .1
5 .2 .2
5 .2 .3
11
11
12
Aplicabilidad
Estándar de Partículas Estándar de Oxidos de Nitrógeno 5 .3 ESTANDAR PARA HORNOS DE ARCO ELECTRICO 5 .3 .1
5 .3 .2
5 .3 .3
Aplicabilidad
Estándar de Partículas Estándar de Oxidos de Nitrógeno 5 .4 ESTANDAR PARA EMISIONES PROCEDENTES
DE HORNOS DE CUBILOTE
5 .4
5 .4
5 .4
5 .4
.1
.2
.3
.4
Aplicabilidad
Estándar de Partículas Estándar de Oxidos de Nitrógeno Estándar de Monóxido de Carbono 5 .5 ESTANDAR PARA EMISIONES PROCEDENTES
DE ALTOS HORNOS
5 .5 .1
5 .5 .2
5 .5 .3
CAPITULO 6 .
Aplicabilidad
Estándar de Partículas Estándar de Oxidos de Nitrógeno MUESTREO Y MONITOREO
6 .1 EMISIONES PRIMARIAS PROCEDENTES
DE UN CONVERTIDOR B .O .F
6 .1 .1
6 .1 .2
Monitoreo de Operaciones Métodos y Procedimientos de Prueba 6 .2 EMISIONES SECUNDARIAS PROCEDENTES
DE UN CONVERTIDOR B .O .F
CORPORACION RADIAN S .A . DE C .V .
12
12
12
13
13
13
13
14
14
14
14
15
15
15
16
16
18
19
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
6 .2 .1
6 .2 .2
6 .2 .3
Monitoreo de Operaciones Métodos y Procedimientos de Prueba
Disposiciones para el Cumplimiento
6 .3 EMISIONES DE HORNOS DE ARCO ELECTRICO 6 .3 .1
6 .3 .2
Monitoreo de Operaciones Métodos y Procedimientos de Prueba
6 .4 EMISIONES DE HORNO DE CUBILOTE 6 .4 .1
6 .4 .2
Monitoreo de Operaciones Métodos y Procemientos de Prueba
6 .5 EMISIONES DE LOS ALTOS HORNOS 6 .5 .1
6 .5 .2
Monitoreo de Operaciones Métodos y Procedimientos de Prueba
6 .6 REQUERIMIENTOS DE REGISTRO Y REPORTE DE INFORMACION
19
20
21
22
22
23
26
26
27
28
28
30
31
CAPITULO 7 .
METODOS DE PRUEBA
32
CAPITULO 8 .
VIGILANCIA
33
CAPITULO 9 .
SANCIONES
33
1 CAPITULO 10 .
BIBLIOGRAFIA
33
CAPITULO 11 . CONCORDANCIA CON LAS NORMAS INTERNACIONALES 34
CAPITULO 12 . VIGENCIA
35
CORPORACION RADIAN S .A . DE C .V .
MOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
LUIS DONALDO COLOSIO MURRIETA Secretario de Desarrollo Social,"con
fundamento en
me permito ordenar la publicación de la Norma .
Oficial Mexicana NOM-AA- /93, que establece los limites máximos
permisibles de emisiones a la atmósfera de partículas y gases en la
industria del Hierro y el Acero.
El presente Anteproyecto de Norma Oficial Mexicana se presenta a
efecto de que los interesados presenten sus comentarios dentro de
los siguentes 90 días naturales, ante el Comité Consultivo Nacional
de Normalización para la Protección Ambiental, sito en Rio Elba
número 20, Primer Piso, Colonia Cuauhtémoc, en esta Ciudad.
México Distrito Federal,
noventa y tres.
a
de Septiembre de mil novecientos
SUFRAGIO EFECTIVO NO REELECCION
EL PRESIDENTE DEL COMITE
LIC . LUIS DONALDO COLOSIO MURRIETA.
ANTEPROYECTO DE NORMA OFICIAL MEXICANA, NOM-AA- /93 QUE ESTABLECE
LOS LIMITES MAXIMOS PERMISIBLES DE EMISION A LA ATMOSFERA DE
PARTICULAS Y GASES GENERADOS EN LA INDUSTRIA DEL HIERRO Y EL ACERO.
CAPITULO 1 . OBJETIVO
Esta Norma Oficial Mexicana establece los límites máximos
permisibles de emisión a la atmósfera de partículas y gases
generados en la industria del Hierro y el
CORPORACION RADIAN S .A . DE C .V .
Acero . -
1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
CAPITULO 2 . CAMPO DE APLICACION
Esta Norma Oficial Mexicana es de observancia obligatoria para
todas las empresas relacionadas con la producción industrial de
Hierro y/o Acero mediante Altos Hornos y los siguientes hornos de
fundición : Convertidores B .O .F ., Hornos de Arco Eléctrico y
Cubilotes.
CAPITULO 3 . REFERENCIAS
Ley General del Equilibrio Ecológico y la Protección al Ambiente.
NMx-AA-23-86
Protección al Ambiente - Contaminación Atmosférica
- Terminología.
DGN-AA-10-1974 Determinación de la Emisión de Partículas Sólidas
Contenidas en los Gases que se Descargan por un
Ducto.
DGN-AA-35-1976 Determinación de Bióxido de Carbono, Monóxido de
Carbono y Oxígeno en los Gases de Combustión.
NOM-B-19-1992
Nomenclatura para Materiales utilizados en la
Industria Siderúrgica.
CAPITULO 4 . DEFINICIONES
Para los efectos de la presente norma se considerarán las
definiciones contenidas en la Ley General del Equilibrio Ecológico
y la Protección al Ambiente, las contenidas en el Reglamento de la
Ley General del Equilibrio Ecológico y la Protección al Ambiente en
Materia de Prevención y Control de la Contaminación de la
CORPORACION RADIAN S .A . DE C .V .
2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Atmósfera, asi como las contenidas en las NMX-AA-23-86 y NOM-B-191992 citadas en las referencias de la presente norma.
4 .1 Convertidor B .O .F.
Es cualquier horno que cuenta con un recubrimiento
refractario, en el cual el acero fundido se produce a partir
de la carga de chatarra, hierro fundido, materiales fundentes
y/o aleaciones, inyectando adicionalmente un alto volumen de
un gas rico en oxigeno.
4 .2 Emisiones Primarias
Son las emisiones de partículas generadas por los hornos
de fundición únicamente durante el proceso de fundición y
producción de acero, captadas por los sistemas de control
primario.
4 .3 Emisiones Secundarias
Son emisiones de partículas que no se captan mediante el
sistema de control primario . Incluyen las emisiones
procedentes de las estaciones de transferencia de metal
caliente y de desnatado . Esta definición también engloba las
emisiones de partículas que escapan de los sistemas de control
de emisiones primarias, así como de las aberturas de entrada
de suministro de gases comburentes, gargantas o goteos en los
mecanismos de ductos de los sistemas de control de emisiones
primarias o fugas en las bóvedas.
CORPORACION RADIAN S .A . DE C .V .
3
NOM -
EMISIONES
EN LA
INDUSTRIA DEI, HIERRO
Y EL
ACERO
4 .4 Ciclo de producción de acero
Comprende aquellas operaciones que se llevan a cabo en la
instalación de producción de acero mediante convertidores
B .O .F . y que se requieren para producir cada lote de acero.
Incluye las siguientes operaciones: Carga de chatarra,
precalentamiento (cuando se utilice), carga de metal caliente,.
inyección primaria de oxígeno, muestreo (volteo del recipiente
hacia arriba y hacia abajo), inyección de oxígeno adicional
(cuando se utilice), vaciado y descoriado.
4 .5 Inyección Primaria de Oxígeno
Es el periodo, dentro del ciclo de producción de acero de
un convertidor B .O .F ., durante el cual se introduce un alto.
volumen de un gas rico en oxígeno al baño de hierro fundido,
por medio de una lanza insertada en la parte superior del
recipiente o a través de toberas en el fondo o en el fondo y
en los lados del recipiente . Esta definición no incluye
ninguna inyección adicional o secundaria hecha después de la
inyección primaria o la introducción de hidrógeno o algún otro
gas inerte a través de las toberas en el fondo o en el fondo
y en los lados del recipiente.
4 .6 Hornos de Inyección por los Fondos
Son los convertidores B .O .F . en los cuales el oxigeno y
otros gases de combustión, se introducen al baño de hierro
fundido mediante toberas instaladas en el fondo del recipiente
o en el fondo y a los lados del recipiente.
CORPORACION RADIAN S .A . DE C .V .
4
NOM - EMISIONES EN LA . INDUSTRIA DEL HIERRO Y EL ACERO
4 .7 Hornos de Inyección Superior
Son los convertidores B .O .F . en los cuales el oxígeno se
introduce al baño, mediante una lanza de oxígeno insertada en
la parte superior del recipiente.
4 .8 Dispositivo de Control
Es el equipo de control de contaminación atmosférica
utilizado para remover las partículas de los efluentes de
corrientes gaseosas generadas por un horno de fundición de
hierro y acero.
4 .9 Estación de transferencia de metal caliente
Es aquella instalación en donde se vacía el metal
caliente del carro torpedo de ferrocarril o carro de metal
caliente al taller de colado . Esto incluye la transferencia de
hierro fundido, desde el carro torpedo o carro de metal
caliente, a un mezclador (u otro recipiente intermedio) y de
un mezclador, al cazo de colado . Esta instalación también se
conoce como estación de recolado o estación de transferencia
de colada.
4 .10 Estación de desnatado
Es la instalación en la cual la escoria se extrae
mecánicamente de la parte superior del baño de hierro fundido.
4 .11 Sistemas de Supresión de gases
Son aquellos sistemas utilizados para inhibir la
CORPORACION RADIAN S .A . DE C .V .
5
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
generación de emisiones de instalaciones de producción de
acero, mediante un gas inerte, una flama, o una cubierta de
vapor aplicada en la superficie del hierro o el acero fundido.
4 .12 Sistema de control de emisión primaria
Es el conjunto de equipos utilizados para la captación de
emisiones primarias (un sistema de captación utilizado
conjuntamente con un dispositivo de lavado de partículas, tal
como un precipitador electrostático o un lavador húmedo).
4 .13 Sistema de Control de Emisiones Secundarias
Es el conjunto de equipos utilizados para la captación
y recolección de emisiones secundarias, el cual se presenta de
manera general en tres modalidades:
(1)
Un sistema de capuchón abierto para la captación y
recolección de emisiones primarias y secundarias del
B .O .F ., con cubierta (campana) local entubada a un
dispositivo de recolección de emisiones secundarias como
una casa de bolsas para la captación y colección de
emisiones de las estaciones de transferencia de metal
caliente y de desnatado, o
(2) Un sistema de capuchón abierto para la captación y
recolección de emisiones primarias y secundarias del
horno, más una cubierta (campana) local entubada a un
dispositivo de recolección de emisiones secundarias como
una casa de bolsas para captación y colección adicional
de emisiones secundarias provenientes del horno, así como
un encapuchado local entubado a un dispositivo de
CORPORACION RADIAN S .A . DE C .V .
6
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
colección de emisiones secundarias, como una casa de
bolsas, para captación y colección de emisiones de las
estaciones de transferencia de metal caliente y de
desnatado, o
(3) Una cubierta de horno con encapuchado local entubado a un
dispositivo de colección de emisiones secundarias, como
una casa de bolsas, para captación y colección de
emisiones secundarias provenientes de un B .O .F.
controlado bajo un sistema de control de emisiones
primarias de capuchón cerrado, así como un encapuchado
local entubado a un dispositivo de colección de emisiones
secundarias como una casa de bolsas, para la captura y
recolección de emisiones de las estaciones de
transferencia de metal caliente y de desnatado.
4 .14 Sistema de Captación
Es el equipo utilizado para captar y transportar las
partículas generadas por un horno de fundición al dispositivo
de control de contaminación atmosférica.
4 .15 Carga
Es la adición de hierro, chatarra de acero, acero fundido
u otros materiales por la parte superior de un horno de
fundición.
4 .16 Horno de Arco Eléctrico
Es un horno que produce acero fundido mediante el
calentamiento de los materiales de carga a través de arcos
CORPORACION RADIAN S .A . DE C .V .
7
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
eléctricos producidos por electrodos de carbón . Un horno de
arco eléctrico consiste en la coraza del horno, el techo y el
transformador . Los hornos que alimentan continuamente mineral
de hierro directamente reducido como fuente primaria de
hierro, no se consideran dentro del enfoque de esta
definición.
4 .17 Ciclo de calentamiento
Es el periodo que inicia cuando se carga la chatarra a un
horno de arco eléctrico y concluye cuando se termina de
vaciar.
4 .18 Fundición
Es la fase del ciclo de producción de acero durante la
cual la chatarra de hierro y acero se calienta hasta fundir.
4 .19 Vaciado
Es la operación de descarga del acero fundido de un horno
de fundición.
4 .20 Horno de Cubilote
Es un horno vertical de forma cilíndrica que puede
utilizar chatarra de hierro y acero y lingotes de arrabio como
componentes de carga . La fundición de los componentes de carga
resulta de la liberación de calor generado por la combustión
del coque, el cual se encuentra en contacto directo con la
porción metálica de la carga.
CORPORACION RADIAN S .A . DE C .V .
8
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 .21 Alto Horno
Es un reactor a contracorriente en el cual se produce
arrabio liquido por la reacción de reducción de la carga
metálica, la cual junto con el coque y los fundentes
desciende, por la acción de la gravedad y la pérdida de
volumen de gases,'desde la parte alta del horno hasta el
crisol estando ya en fase liquida . A su vez, los gases
producidos por la combustión del coque ascienden a través de
los intersticios de la carga del horno descargándose por la
parte superior.
4 .22 Gas de Alto Horno
Es el gas que se descarga de los Altos Hornos, conocido
también como gas de tragante, el cual una vez limpio y seco,
se emplea como combustible para el precalentamiento de aire,
generación de vapor, etc.
CAPITULO 5 . ESPECIFICACIONES
Debido a que los estándares establecidos en la presente norma
se encuentran expresados en unidades de concentración, ningún
propietario y/o operador, cuya instalación se encuentre sujeta a
las especificaciones de esta norma, construirá, instalará o
utilizará ningún dispositivo, máquina, equipo o proceso (incluyendo
el uso de diluyentes gaseosos) con el propósito de ocultar
cualquier emisión que se encuentre fuera de los limites
establecidos en el presente estándar . El Apéndice A presenta la
tabla A-1, que resume los limites máximos permisibles especificados
CORPORACION RADIAN S .A . DE C .V .
9
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
en la presente norma.
5 .1 ESTANDAR PARA EMISIONES PRIMARIAS PROCEDENTES DE CONVERTIDORES
B .O .F.
5 .1 .1 Aplicabilidad
Las plantas afectadas, a las que aplican las
especificaciones de este estándar, son las que utilizan
convertidores B .O .F . y los limites establecidos aplican a las
emisiones primarias de las operaciones de los mismos.
5 .1 .2 Estándar de Partículas
Las partículas contenidas en las emisiones primarias de
un convertidor B .O .F . deben cuantificarse y conducirse hacia
un dispositivo de control para su eliminación . Ninguna
instalación sujeta a las especificaciones de este estándar,
generará descargas a la atmósfera que contengan una cantidad
de partículas mayor de 50 miligramos por metro cúbico estándar
seco.
5 .1 .3 Estándar de Oxidos de Nitrógeno
Ninguna instalación sujeta a las especificaciones de este
estándar, generará descargas a la atmósfera que contengan una
cantidad de óxidos de nitrógeno mayor de 180 partes por
millón.
►
CORPORACION RADIAN S .A . DE C .V .
10
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 .2 ESTANDAR PARA EMISIONES SECUNDARIAS PROCEDENTES DE
CONVERTIDORES B .O .F.
5 .2 .1 Aplicabilidad
Las plantas afectadas, a las que aplican las
especificaciones de este estándar, son las que utilizan
convertidores B .O .F . y los límites establecidos en este
mismo, aplican a las emisiones secundarias procedentes de
los B .O .F . con inyección de aire por la parte superior y
a las estaciones de transferencia de metal caliente y de
desnatado que utilizan inyección de aire por el fondo o
inyección de aire por la parte superior.
Este estándar se aplicará a cualquier instalación
identificada en el párrafo anterior de esta Sección que
haya comenzado su construcción, modificación o renovación
después del 1 de enero de 1994.
5 .2 .2 Estándar de partículas
Ninguna instalación, a la que se le apliquen las
especificaciones del presente estándar, descargará a la
atmósfera emisiones secundarias, que saliendo de un
dispositivo de control utilizado exclusivamente para la
captación de dichas emisiones, contengan partículas en
una cantidad mayor de 23 miligramos por metro cúbico
estándar seco.
Los sistemas de supresión de humos utilizados para
CORPORACION RADIAN S .A . DE C .V .
11
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
el control de las emisiones secundarias de la instalación
regulada no están sujetos al presente estándar, así como
tampoco los dispositivos de control utilizados para
colectar tanto emisiones primarias como secundarias de un
B .O .F.
5 .2 .3 Estándar de Oxidos de Nitrógeno
Ninguna instalación sujeta a las especificaciones de
este estándar, generará descargas a la atmósfera que
contengan una cantidad de óxidos de nitrógeno mayor de
180 partes por millón.
5 .3 ESTANDAR PARA HORNOS DE ARCO ELECTRICO
5 .3 .1 Aplicabilidad
Lo especificado en este estándar se aplica a las
instalaciones que producen acero al carbón, aleaciones o
especialidades de acero por medio de Hornos de Arco
Eléctrico.
5 .3 .2 Estándar de Partículas
Las partículas, contenidas en las emisiones de un
Horno de Arco Eléctrico, deben cuantificarse y conducirse
hacia un dispositivo de control para su eliminación . Las
instalaciones sujetas a lo especificado en este estándar,
-no descargarán a la atmósfera ningún gas que salga de un
dispositivo de control y contenga partículas en una
CORPORACION RADIAN S .A . DE C .V .
12
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
cantidad mayor de 12 miligramos por metro cúbico estándar
seco.
5 .3 .3 Estándar de Oxidos de Nitrógeno
Ninguna instalación sujeta a las especificaciones de
este estándar, generará descargas a la atmósfera, que
contengan una cantidad de óxidos de nitrógeno mayor de
180 partes por millón.
5 .4 ESTANDAR PARA EMISIONES PROCEDENTES DE HORNOS DE CUBILOTE
5 .4 .1
Aplicabilidad
Las plantas afectadas, a las que aplican las
especificaciones de este estándar, son las que utilizan
hornos de cubilote y los límites establecidos aplican a
las emisiones producidas por las operaciones de los
mismos.
5 .4 .2
Estándar de Partículas
Las partículas contenidas en las emisiones de un
horno cubilote deben cuantificarse y conducirse hacia un
dispositivo de control para su eliminación . Las
instalaciones sujetas a lo especificado en este estándar
no descargarán a la atmósfera ningún gas que salga de un
dispositivo de control y contenga una cantidad mayor de
partículas de 80 miligramos por metro cúbico estándar
CORPORACION RADIAN S .A . DE C .V .
13
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
seco.
5 .4 .3
Estándar de Oxidos de Nitrógeno
Ninguna instalación sujeta a las especificaciones de
este estándar, generará descargas a la atmósfera, que
contengan una cantidad de óxidos de nitrógeno mayor de
180 partes por millón.
5 .4 .4
Estándar de Monóxido de Carbono
Ninguna instalación sujeta a las especificaciones de
este estándar, generará descargas a la atmósfera, las
cuales contengan una cantidad de monóxido de carbono
mayor de 1 gramo por metro cúbico estándar seco.
5 .5 ESTANDAR PARA EMISIONES PROCEDENTES DE ALTOS HORNOS
5 .5 .1
Aplicabilidad
Las plantas afectadas, a las que aplican las
especificaciones de este estándar, son las que utilizan
Altos Hornos y los límites establecidos aplican a las
emisiones procedentes de las operaciones de las estufas
de calentamiento de aire de dichos hornos.
CORPORACION RADIAN S .A . DE C .V .
14
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 .5 .2
Estándar de Partículas
Las partículas contenidas en las emisiones de las
estufas de calentamiento de un alto horno deben
cuantificarse . Las instalaciones sujetas a lo
especificado en este estándar no descargarán a la
atmósfera ningún gas que contenga partículas en una
cantidad mayor de 80 miligramos por metro cúbico estándar
seco.
5 .5 .3
Estándar de Oxidos de Nitrógeno
Ninguna instalación sujeta a las especificaciones de
este estándar, generará descargas a la atmósfera, las
cuales contengan una cantidad de óxidos de nitrógeno
mayor de 100 partes por millón.
CAPTIULO 6 . MUESTREO Y MONITOREO
Los muestreos que se requieran para verificar el
cumplimiento de los estándares establecidos por la
presente norma, se llevarán a cabo según los
procedimientos que se establecen en las Normas Oficiales
Mexicanas, o en su caso según los procedimientos que
marque la autoridad correspondiente.
CORPORACION RADIAN S .A . DE C .V .
15
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
6 .1 EMISIONES PRIMARIAS PROCEDENTES DE UN CONVERTIDOR B .O .F.
6 .1 .1 Monitoreo de Operaciones
6 .1 .1 .1 Cualquier instalación regulada deberá contar
con un instrumento único de medición de
tiempo, para el registro diario del tiempo de
inicio y término de cada ciclo de producción
de acero y su duración (en minutos), así como
del tiempo y duración de cualquier derivación
de los gases de salida de la chimenea
principal del B .O .F.
6 .1 .1 .2 En cualquier instalación regulada donde se
utilicen lavadores Vénturi para el control de
emisiones se deberá instalar, calibrar, dar
mantenimiento y operar continuamente
dispositivos de monitoreo con las siguientes
características:
(1)
Un dispositivo de monitoreo para las
mediciones continuas de la caída de
presión a través de la garganta del
Vénturi . La exactitud de este dispositivo
deberá estar certificada por el
fabricante dentro de un rango de ± 250 Pa
(± 1 pulgada de agua).
(2) Un dispositivo de monitoreo continuo de
la presión de alimentación de agua al
equipo de control . El fabricante deberá
CORPORACION RADIAN S .A . DE C .V .
16
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
certificar para dicho dispositivo, que la
exactitud de las mediciones de la presión
de diseño de suministro de agua al
dispositivo de control, se encuentran
dentro de un rango del ± 5% de las
mismas . El sensor de la presión del
dispositivo de monitoreo o las
derivaciones para la medición de presión
deben localizarse cerca del punto de
descarga de agua . La autoridad deberá dar
su . aprobación previa a la selección de
puntos alternativos para la derivación o
el sensor de presión.
(3) Todos los dispositivos de monitoreo se
sincronizarán diariamente con el
instrumento de medición de tiempo
establecido en la Sección 6 .1 .1 .1.
(4)
Todos los dispositivos de monitoreo se
calibrarán anualmante y¡ en otras
ocasiones si la Autoridad así lo
requiere.
6 .1 .1 .3 Toda instalación sujeta a las especificaciones
de esta sección reportará semestralmente todas
las mediciones, sobre cualquier periodo de
tres horas, en que el promedio esté a menos
del 90% de los r$iveles promedio mantenidos
durante la prueba de desempeño en la que . se
-demostró el cumplimiento con el estándar de
partículas especificado en la Sección 5 .1 .2.
CORPORACION RADIAN S .A . DE C .V .
17
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
6 .1 .2
Métodos y Procedimientos de Prueba
6 .1 .2 .1 Al llevar a cabo la prueba de cumplimiento con
los límites establecidos en el estándar de la
sección 5 .1 se utilizarán los métodos y
procedimientos establecidos por la autoridad.
6 .1 .2 .2 La instalación deberá determinar el
cumplimiento con el estándar de partículas de
la siguiente manera:
(1)
El 'instrumento de medición de tiempo
mencionado en la Sección 6 .1 .1 .1 se utilizará
para establecer el tiempo y la duración de
cada ciclo de producción de acero y cada
periodo de derivación durante cada corrida.
(2)
La Norma DGN-AA-10-1974 (Véase Referencias) se
utilizará para determinar la concentración de
partículas . El tiempo de muestreo y el volumen
de muestreo no deberán ser menores de 60
minutos y 1 .5 metros cúbicos estándar seco
respectivamente . Para todas las instalaciones
el muestreo completo, de acuerdo al tiempo y
volumen especificados, deberá continuar para
un número entero de inyecciones de oxígeno
primarias.
6 .1 .2 .3 Para dar cumplimiento con lo especificado en
la Sección 6 .1 .1 .3, la instalación deberá
utilizar dispositivos de monitoreo (véase
sección 6 .1 .1 .2
(1) y (2))
durante las
CORPORACION RADIAN S .A .
DE C .V .
18
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
corridas de partículas para determinar los
promedios de tres horas de las medidas
requeridas.
6 .2 EMISIONES SECUNDARIAS PROCEDENTES DE UN convertidor B .O .F.
6 .2 .1 Monitoreo de Operaciones
6 .2 .1 .1 Todas las instalaciones reguladas por el
presente estándar deberán instalar, calibrar,
operar y mantener un dispositivo de monitoreo
que evalúe y registre continuamente en cada
ciclo de producción de acero, las diferentes
velocidades de ventilación de salida en cada
fase del ciclo, a través de cada ducto del
sistema de captación de emisiones secundarias
y •reportarán semestralmente todas las
mediciones de las velocidades de ventilación
de salida, sobre cualquier periodo mayor a
tres horas, que promedie menos del 90% de las
velocidades promedio de ventilación de salida,
mantenidos durante la última prueba de
desempeño en la cual la instalación regulada
demostró el cumplimiento con el estándar.
6 .2 .1 .2 El dispositivo o los dispositivos de monitoreo
se colocarán cerca de cada punto de captura
del sistema de captación de emisiones
secundarias, para monitorear adecuadamente los
niveles de ventilación de salida, en distintos
puntos alternativos aprobados previamente por
CORPORACION RADIAN S .A . DE C .V .
19
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
la autoridad.
6 .2 .1 .3 Estos dispositivos deberán calibrarse
anualmente y en cualquier otra ocasión que la
autoridad así lo requiera.
6 .2 .2 Métodos y Procedimientos de Prueba
6 .2 .2 .1 Al llevar a cabo las pruebas de desempeño para
demostrar el cumplimiento con los limites
establecidos por el estándar en la sección 6 .2
se utilizarán los métodos y procedimientos que
la autoridad especifique.
6 .2 .2 .2 La instalación deberá determinar el
cumplimiento con el estándar de partículas
como sigue:
(1) Se registrarán los tiempos de inicio y término
en cada ciclo de producción de acero durante
cada corrida, considerando que un ciclo de
producción de acero comienza cuando la
chatarra o metal caliente se carga al horno
(lo que suceda primero) y termina tres minutos
después de que la escoria se vacía del horno a
la cubeta de la escoria . No se requiere de
ciclos de producción de acero consecutivos
para determinar el cumplimiento . Cuando la
estación de transferencia de metal caliente o
de desnatado se regulan, el ciclo de
producción de acero también incluye la
CORPORACION RADIAN S .A . DE C .V .
20
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
operación de transferencia de metal caliente o
desnatado.
(2) La Norma DGN-AA-1O-1974 (Véase Referencias) se
utilizará para determinar la concentración de
partículas . El muestreo se llevará a cabo
solamente durante el ciclo de producción de
acero y por un número suficiente de ciclos de
producción de acero para obtener un volumen
total de muestra mayor o igual a 5 .67 metros
cúbicos estándar seco para cada corrida.
6 .2 .3 Disposiciones para el cumplimiento
6 .2 .3 .1 Para determinar el cumplimiento con el límite de
emisión de partículas especificado en la Sección
5 .2 .2, una instalación que opere con más de dos
convertidores B .O .F . con ciclos traslapados puede
operar únicamente un horno durante la prueba . Si se
elige parar un horno, se concederá un periodo de
tiempo razonable para ajustar los calendarios de
producción antes de llevar a cabo las pruebas de
cumplimiento . Durante la prueba de cumplimiento, el
operador y/o propietario de una instalación
regulada también puede elegir la suspensión de las
operaciones del taller no sujetas a este estándar.
6 .2 .3 .2 Durante la prueba de cumplimiento para el estándar
de emisión de partículas, si en una instalación se
elige parar un horno en un taller que normalmente
opera con dos hornos con ciclos traslapados ; la
instalación debe operar el sistema de control de
CORPORACION RADIAN S .A . DE C .V .
21
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
emisiones secundarias para el horno que está a
prueba, a la velocidad de ventilación de salida
para cada ducto que sea apropiada para la operación
de un solo horno . Después de la prueba de
cumplimiento, la instalación deberá operar el
sistema de control de emisiones secundarias a
velocidades de ventilación de salida que no sean
menores del 90% de los valores de ventilación de
salida establecidos durante la prueba de
cumplimiento mas reciente.
6 .3 EMISIONES DE HORNOS DE ARCO ELECTRICO
6 .3 .1 Monitoreo de Operaciones
6 .3 .1 .1 En las instalaciones sujetas a las especificaciones
de este estándar se debe verificar y registrar el
amperaje del motor del ventilador del sistema de
control y la posición de la compuerta una vez por
turno, así como instalar, calibrar y mantener un
dispositivo de monitoreo que registre continuamente
el flujo volumétrico a través de cada capucha
entubada por separado . El dispositivo de monitoreo
puede instalarse en cualquier lugar apropiado en el
ducto de salida de tal manera que el monitoreo de
flujo sea reproducible . El dispositivo de monitoreo
de flujo debe tener una exactitud del ±10% sobre su
rango de operación normal y debe calibrarse de
acuerdo con las instrucciones del fabricante . La -
CORPORACION RADIAN S .A . DE C .V .
22
NOM - EMISIONES EN LA INDUSTRIA DEL SIERRO Y EL ACERO
autoridad puede requerir a la planta afectada que
demuestre la exactitud del dispositivo de monitoreo
de acuerdo con los métodos y procedimientos
especificados por la misma.
6 .3 .1 .2 En la instalación se llevarán a cabo inspecciones
mensuales de operación al equipo clave para el
desempeño del sistema de captación (sensores de
presión, compuertas, arrancadores de compuertas,
etc .) . Esta inspección incluirá observaciones de la
apariencia física del equipo (presencia de agujeros
en el sistema de ductos de las capuchas,
obstrucciones de flujo causadas por polvo
acumulado, por abolladuras y erosión del
ventilador) . Cualquier deficiencia se registrará y
se le dará el mantenimiento adecuado.
6 .3 .1 .3 Se considera recomendable que los operadores y/o
propietarios de instalaciones que utilicen Hornos
de Arco Eléctrico, conduzcan las emisiones
secundarias generadas en el proceso hacia un
dispositivo de control.
6 .3 .2 Métodos y procedimientos de prueba
6 .3 .2 .1 Al llevar a cabo la prueba de cumplimiento con los
límites establecidos en el estándar de la sección
5 .3 se utilizarán los métodos y procedimientos
establecidos por la autoridad.
CORPORACION RADIAN S .A . DE C .V .
23
NOM -
EMISIONES
EN LA
INDUSTRIA
DEL
Y EL
HIERRO
ACERO
6 .3 .2 .2 Durante las pruebas requeridas para demostrar el
cumplimiento, no se deberán añadir diluyentes
gaseosos al efluente de gases después del colector
de filtros de tela presurizado, a menos de que la
cantidad de diluyente se determine por separado y
se considere en el cálculo de las emisiones.
6 .3 .2 .3
Cuando las emisiones de cualquier Horno de Arco
Eléctrico se combinen con emisiones de
instalaciones no sujetas a las especificaciones de
este estándar y se controlen con un sistema de
captación y un dispositivo de control comunes, el
operador y/o propietario deberá utilizar uno o los
dos procedimientos siguientes durante la prueba de
desempeño:
(1)
(2)
Determinación de cumplimiento usando las
emisiones combinadas.
Uso de un método aceptado por la autoridad que
compense las emisiones de las instalaciones no
sujetas a las especificaciones de este
estándar.
1
El operador y/o propietario debe obtener la
aprobación de la autoridad para el procedimiento
que utilizará para determinar el cumplimiento . La
notificación del procedimiento debe hacerse 30 días
antes de la prueba de desempeño.
6 .3 .2 .4
La instalación deberá demostrar el cumplimiento con
el estándar de partículas establecido como sigue:
CORPORACION RADIAN S .A . DE C .V .
24
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
(1)
La Norma
DGN-AA-10-1974
se utilizará para
determinar la concentración de partículas . El
tiempo de muestreo y el volumen de muestreo no
deberán ser menores de 4 horas y 4 .5 metros cúbicos
estándar seco respectivamente.
(2)
Cuando más de un dispositivo de control, dé
servicio al Horno de Arco Eléctrico que se está
probando, la concentración de partículas se
determina . mediante la siguiente ecuación:
Cp = [ E(1,N)
(Cp i Qdci) ]/ E(l,N) Qdci
Donde:
Cp =
Cp i
N
Concentración promedio de partículas en
miligramos por metro cúbico estándar seco.
= Concentración de partículas en el dispositivo
de control "i" en miligramos por metro cúbico
estándar seco.
=
Número total de dispositivos de control
probados.
Q dci
= Flujo volumétrico de gases de chimenea del
dispositivo de control "i" en metros cúbicos
estándar seco por hora.
6 .3 .2 .5 El dispositivo de control, de cualquier instalación
sujeta a las especificaciones de este estándar, se
diseñará y construirá de manera tal que posibilite
llevar a efecto las mediciones de emisiones
utilizando los métodos y procedimientos de prueba
aplicables.
CORPORACION RADIAN S .A . DE C .V .
25
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
6 .4 EMISIONES DE HORNOS DE CUBILOTE
6 .4 .1 Monitoreo de Operaciones
6 .4 .1 .1 En las instalaciones sujetas a las especificaciones
de este estándar se debe verificar y registrar el
amperaje del motor del ventilador del sistema de
control y la posición de la compuerta una vez por
turno, así como instalar, calibrar y mantener un
dispositivo de monitoreo que registre continuamente
el flujo volumétrico de los gases de salida . El
dispositivo de monitoreo puede instalarse en
cualquier lugar apropiado en el ducto de salida de
tal mañera que el monitoreo de flujo sea
reproducible . El dispositivo de monitoreo de flujo
debe tener una exactitud del ±10% sobre su rango de
operación normal y debe calibrarse de acuerdo con
las instrucciones del fabricante . La autoridad
puede requerir que se demuestre la exactitud del
dispositivo de monitoreo de acuerdo con los métodos
y procedimientos especificados por la misma.
6 .4 .1 .2 En la instalación se llevarán a cabo inspecciones
operacionales mensuales del equipo clave para el
desempeño del sistema de captación (por ejemplo:
sensores de presión, compuertas, arrancadores de
compuertas, etc .) . Esta inspección incluirá
observaciones de la apariencia física del equipo
(presencia de agujeros en el sistema de ductos de
las capuchas, obstrucciones de flujo causadas por
polvo acumulado, por abolladuras y erosión del
CORPORACION RADIAN S .A . DE C .V .
26
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
ventilador) . Cualquier deficiencia se registrará y
se le dará el mantenimiento adecuado.
6 .4 .1 .3
Se considera recomendable que los operador y/o
propietario de instalaciones que utilicen Hornos de
Cubilote, conduzcan las emisiones secundarias
generadas en el proceso a un dispositivo de
control.
6 .4 .2 Métodos y Procedimientos de Prueba
6 .4 .2 .1 Al llevar a cabo la prueba de cumplimiento con los
límites establecidos en el estándar de la sección
5 .4 se =utilizarán los métodos y procedimientos
establecidos por la autoridad.
6 .4 .2 .2 Durante las pruebas requeridas para demostrar el
cumplimiento, no se deberán añadir diluyentes
gaseosos al efluente de gases después del colector
de filtros de tela presurizado, a menos de que la
cantidad de diluyente set determine por separado y
se considere en el cálculo de las emisiones.
6 .4 .2 .3
En la instalación se deberá demostrar el
cumplimiento con el estándar de partículas
establecido, mediante la determinación de la
concentración de éstas utilizando el procedimiento
descrito en la Norma DGN-AA-10-1974 . El tiempo de
muestreo y el volumen de muestreo no deberán ser
menores de 1 hora y 1 .5 metros cúbicos estándar
seco respectivamente.
CORPORACION RADIAN S .A . DE C .V .
27
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO 'Y EL ACERO
6 .4 .2 .4 La instalación deberá demostrar el cumplimiento con
el estándar de monóxido de carbono establecido,
mediante la determinación de la concentración de
éste, utilizando el procedimiento descrito en la
Norma DGN-AA-35-1976 (Véase Referencias).
6 .4 .2 .5 El dispositivo de control de cualquier instalación
sujeta a las especificaciones de este estándar se
diseñará y construirá de manera que posibilite
llevar a efecto las mediciones de emisiones
utilizando los métodos y procedimientos de prueba
aplicables.
6 .5 EMISIONES DE LOS ALTOS HORNOS
6 .5 .1 Monitoreo de Operaciones
En cualquier instalación regulada donde se utilicen
lavadores Vénturi para el control de emisiones, se
deberá instalar, calibrar, dar mantenimiento y
operar continuamente dispositivos de monitoreo con
las siguientes características:
(1) Un dispositivo de monitoreo para las
mediciones continuas de la caída de presión a
través de la garganta del Vénturi . La
exactitud este dispositivo deberá estar
certificada por el fabricante dentro de un
rango de ± 250 Pa (± 1 pulgada de agua).
CORPORACION RADIAN S .A . DE C .V .
28
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
(2)
Un dispositivo de monitoreo continuo de la
presión de alimentación de agua al equipo de
control . El fabricante deberá certificar para
dicho dispositivo, que la exactitud de las
mediciones de la presión de diseño de
suministro de agua al dispositivo de control,
se encuentran dentro de un rango del ± 5% de
las mismas . El sensor de la presión del
dispositivo de monitoreo o las derivaciones
para la medición de presión deben localizarse
cerca del punto de descarga de agua . La
autoridad deberá dar su aprobación previa a la
selección de puntos alternativos para la
derivación o el sensor de presión.
(3)
Todos los dispositivos de monitoreo se
calibrarán anualmante y en otras ocasiones si
la Autoridad así lo requiere.
6 .5 .1 .2 Toda instalación sujeta a las especificaciones de
esta sección reportará semestralmente todas las
mediciones, sobre cualquier periodo de tres horas,
en que el promedio esté a menos del 90% de los
niveles promedio mantenidos durante la prueba de
desempeño en la que se demostró el cumplimiento con
el estándar de partículas especificado en la
Sección 5 .5 .2.
CORPORACION RADIAN S .A . DE C .V .
29
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO . Y EL ACERO
6 .5 .2
Métodos y Procedimientos de Prueba
6 .5 .2 .1 Al llevar a cabo la prueba de cumplimiento con los
límites establecidos en el estándar de la sección
5 .5 se utilizarán los métodos y procedimientos
establecidos por la autoridad.
6 .5 .2 .2 La instalación deberá comprobar el cumplimiento con
el estándar de partículas mediante la determinación
de la concentración de éstas utilizando el
procedimiento descrito en la Norma DGN-AA-10-1974
(Véase Referencias) . El tiempo de muestreo y el
volumen de muestreo no deberán ser menores de 60
minutos y 1 .5 metros cúbicos estándar seco
respectivamente.
6 .5 .2 .3 Para dar cumplimiento con lo especificado en la
Sección 6 .5 .1 .2, la instalación deberá utilizar
dispositivos de monitoreo (véase sección 6 .5 .1 .1
(1) y (2)) durante las corridas de partículas para
determinar los promedios de tres horas de las
medidas requeridas.
6 .5 .2 .4 El dispositivo de control de cualquier instalación
sujeta a las especificaciones de este estándar, se
diseñará y construirá de manera que posibilite
llevar a efecto las mediciones de emisiones
utilizando los métodos y procedimientos de prueba
aplicables.
CORPORACION RADIAN S .A . DE C .V .
30
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
6 .6 REQUERIMIENTOS DE REGISTRO Y REPORTE DE INFORMACION
6 .6 .1 Las disposiciones desarrolladas dentro de esta sección
aplican a todos los hornos de fundición considerados en
la presente norma.
6 .6 .2
Los registros de información requeridos deberán retenerse
por lo menos 2 años a partir de la fecha de la medición.
6 .6 .3 El operador y/o propietario debe conducir la prueba de
desempeño con el fin de demostrar el cumplimiento con los
estándares establecidos en la presente norma . Asimismo
suministrará a la autoridad un reporte de los resultados
de la prueba . Este reporte debe incluir la siguiente
información:
(1) Nombre y dirección de la instalación
(2) Representante de la planta
(3) Marca y modelo del proceso, dispositivo de control
y equipo de monitoreo continuo.
(4) Diagrama de flujo de proceso y equipo de captación
de emisiones incluyendo otros equipos o procesos
conducidos al mismo dispositivo de control
(5) Capacidad de diseño del equipo de proceso
(6) Datos de operación:
, (i) Lista de materiales, combustibles y peso de
carga y vaciado
(ii) Tiempo de inicio y término de operaciones, y
bitácora de proceso
(iii) Bitácora de operación del dispositivo de
control
(7) Tiempo y fecha de prueba
CORPORACION RADIAN S .A . DE C .V .
31
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
(8)
Compañía que realiza la prueba
Representante de la compañía que realiza la prueba
(9)
(10) Observadores externos de la prueba incluyendo
inspectores
(11) Descripción de la metodología de prueba utilizada
(12) Localización esquemática del muestreo
(13) Número de puntos de muestreo
(14) Descripción del equipo de muestreo
(15) Listado de calibración y procedimientos del equipo
de muestreo
(16) Hojas de datos de campo y de laboratorio
(17) Descripción de los procedimientos de recuperación
de muestras
(18) Resultadps de la verificación de fugas del equipo
de muestreo
. (19) Descripción de los procedimientos de aseguramiento
de calidad
(20) Descripción de los procedimientos analíticos
(21) Notas de las correcciones del blanco de muestra
(22) Cálculos de emisión de muestra
(23) Análisis de Resultados y
Determinación del Cumplimiento
CAPITULO 7 . METODOS DE PRUEBA
Los métodos de prueba necesarios para verificar el
cumplimiento de los estándares especificados en la
presente norma serán aquellos especificados por la
autoridad (Véase Referencias).
CORPORACION RADIAN S .A . DE C .V .
32
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
CAPITULO 8 . VIGILANCIA
La Secretaría de Desarrollo Social por conducto de
la Procuraduría Federal de Protección al Ambiente, así
coma los Gobiernos del Distrito Federal y las Entidades
Federativas y en su caso de los Municipios, se encargarán
de vigilar el cumplimiento de la presente Norma Oficial
Mexicana.
CAPITULO 9 . SANCIONES
El incumplimiento a las disposiciones contenidas en
la presente Norma Oficial Mexicana, será sancionado
conforme a lo dispuesto en la Ley general del Equilibrio
Ecológico y la Protección al Ambiente, su Reglamento en
materia de Prevención y Control de la Contaminación de la
Atmosféra y los demás ordenamientos jurídicos que
resulten aplicables.
CAPITULO 10 . BIBLIOGRAFIA
Code
of
Federal
1.
Regulations .
"Standard of
Performance for Iron and Steel Plants" Subparte N.
U .S .A . 1974
2.
Code of Federal Regulations .
"Standard of
Performance for Basic Oxygen Process Furnaces"
Subparte Na . U .S .A . 1986
3.
Code of Federal Regulations "Standar of Performance
for Steel Plants : Electric Arc Furnaces"
Subparte AA . U .S .A . 1971
CORPORACION RADIAN S .A . DE C .V .
33
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Code of Federal
Regulations "Standarsof Performance
4.
for Steel Plants : Electric Arc Furnaces and ArgonOxygen Decarburization Vessels" Subparte AAa.
U .S .A . 1984
5.
Ministerio del Interior de la República Federal de
Alemania "Erste Allgemeine Verwaltungsvorschrift
zum Bundes - Immissionsschutzgesetz (Technische
Anleitung zur Reinhaltung der Luft - TA Luft)"
Parte 3 .3 .3 R .F .A . 1986
6.
Van Nostrand Reinhold "Air Pollution Engineering
Manual" Air and Waste Management Association
Nueva York, U .S .A . 1992
7.
United States Steel "The Making, Shaping and
Treating of Steel", 9a . Edición . U .S .A . 1971
CAPITULO 11 . CONCORDANCIA CON LAS NORMAS INTERNACIONALES
Para el establecimiento de los estándares emitidos
en la presente Norma Oficial Mexicana se han tomado en
cuenta los estándares especificados en la normatividad
internacional (Estados Unidos, República Federal Alemana
y Japón) que se ajustan de mejor manera a las tecnologías
existentes en nuestro país . La presente Norma Oficial
Mexicana coincide parcialmente con las siguientes normas
internacionales:
CORPORACION RADIAN S .A . DE C .V .
34
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Normatividad de los Estados Unidos de Norteamérica
Standards of 1.
Performance for Iron and Steel Plants
2.
Standards of Performance for Basic Oxigen Process
Furnaces
3.
Standards of Performance for Steel Plants : Electric
Arc Furnaces and Argon-Oxygen Decarburization
Vessels
CAPITULO 12 . VIGENCIA
La presente Norma entrará en vigor al día siguiente
de su publicación en el Diario Oficial de la Federación.
CORPORACION RADIAN S .A . DE C .V .
35
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Apéndice A (Normativo)
Resumen de Especificaciones de la Norma Oficial Mexicana que
Establece los Limites Máximos Permisibles de Emisiones a la
Atmósfera de Partículas y Gases en la Industria del Hierro y el
Acero.
TABLA A-i
Límites Máximos Permisibles de Emisiones de Partículas y Gases
Provenientes de la Industria del Hierro y el Acero
Límites de
Emisión
Convertidor
B .O .F .
Horno de
Arco
Cubilote
Altos
Horno
Electrico
Partículas
(mg/m3 )
50
23
(E .P .)
(E .S .)
12
80
80
Oxidos de
Nitrógeno
(PP m )
180
180
180
100
Monóxido
de Carbono
( g/m3 )
NE
NE
1
NE
Notas :
(E .P .) = Emisión Primaria
(E .S .) = Emisión Secundaria
NE
= No Especificado
CORPORACION RADIAN S .A . DE C .V.
A-1
4 . Desarrollo del Estudio
Ségunda Parte
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA DE CONTENIDO
Desarrollo del Estudio
Segunda Parte
CAPITULO 6 .0 PROTOCOLO DE PRUEBA 6-1
6 .1 PROTOCOLO DE PRUEBA
6-1
6 .2 METODOS DE PRUEBA
6-3
6 .3 MONITOREO
6-3
6 .3 .1
Plantas que utilicen
B .O .F
Plantas que utilicen
Arco Eléctrico
Plantas que utilicen
Cubilote
Plantas que utilicen
6 .3 .2
6 .3 .3
6 .3 .4
Convertidores
6-3
Hornos de
6-4
Hornos de
Altos Hornos 6-4
6-5
CAPITULO 7 .0 DETERMINACION DEL GRADO DE CONCORDANCIA ?-1
CAPITULO 8 .0 DEFINICION DE LAS CONDICIONES PARA
DETERMINAR EL CUMPLIMIENTO Y CRITERIOS
PROGRAMATICOS PARA LA APLICACION 8-1
8 .1 OBJRTIVO
8-1
8 .2 ANTECEDENTES 8-1
8 .3 LIMITES MAXIMOS PERMISIBLES ESTABLECIDOS
EN LA NORMA OFICIAL MEXICANA 8-2
8 .4 TECNOLOGIAS DE CONTROL APLICABLES RECOMENDADAS
PARA EL CUMPLIMIENTO
8-
8 .4 .1
Control de Emisiones de Partículas 8 .4 .1 .1
Ciclones
8 .4 .1 .2
Filtros de Bolsa
8 .4 .1 .3
Precipitadores Electrostáticos 8 .4 .1 .4
Lavadores Húmedos de Ionización CORPORACION RADIAN S .A . DE C .V .
— . 8-3
8-4
8-5
8-6
8-7
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
.4 .1 .5
Lavadores Húmedos Control de Emisiones de Oxidos de
Nitrógeno (NOs)
8 .4 .2 .1 Modificaciones de los Sistemas
de Combustión
8 .4 .2 .2 Técnicas de Pre y Post Flama
8
8 .4 .2
8-8
8-9
8-9
8-11
8 .5 DETERMINACION DEL COSTO DE LA TECNOLOGIA
RECOMENDADA PARA HACER APLICABLE LA NORMA
OFICIAL MEXICANA
8-12
8 .6 DETERMINACION DEL COSTO DE EL CONTROL
DE LA CONTAMINACION AMBIENTAL Y EL BENEFICIO
DERIVADO DE LA APLICACION DEL MISMO
8-14
8 .7 REFERENCIAS
8-20
CAPITULO 9 .0 PROGRAMA DE CONSULTA 9-1
9 .1 ANTECEDENTES 9-1
9 .2 OBJETIVO
9-2
9 .3 PARTICIPANTES
9-3
9 .4 ESTRATEGIAS
9-4
9 .5 CALENDARIZACION
9-6
9 .5 .1
9 .5 .2
Duración del Programa de Consulta Calendarización de Actividades
CORPORACION RADIAN S .A . DE C .V .
9-7
9-7
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
INDICE DE TABLAS
TABLA 6 .1 Métodos de Prueba para Verificación de Cumplimiento con
las Especificaciones del Anteproyecto
TABLA 7 .1 Determinación del Grado de Concordancia
TABLA 8 .1 Límites de Emisión Permisibles . Norma Oficial Mexicana
TABLA 8 .2 Costos de Equipos de Control de Contaminación del Aire.
Equipos de Remoción de Partículas
TABLA 8 .3 Costos de Equipos de Control de Contaminación del ' Aire.
Equipos de Control de Oxidos de Nitrógeno
TABLA 9 .1 Programa de Consulta . Calendarización de Actividades
INDICE DE FIGURAS
FIGURA 8 .1
Curvas de Costo vs . Beneficio
CORPORACION RADIAN S .A . DE C .V .
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
6 .0 PROTOCOLO DE PRUEBA
6 .1 PRUEBA DE DESEMPEÑO
A fin de demostrar el cumplimiento con los
estándares establecidos en la Norma Oficial Mexicana que
establece los Límites Máximos Permisibles de Emisión a la
Atmósfera de Partículas y Gases generados en la Industria
del Hierro y el Acero, el propietario u operador de
cualquier instalación regulada por el presente estándar
llevará a cabo una prueba de desempeño y canalizará a la
Autoridad un reporte por escrito de los resultados de
dicha prueba.
La Prueba de desempeño se llevará a cabo de acuerdo
con los métodos y procedimientos que se establecen en el
estándar y en el presente documento, o de acuerdo con
aquellos métodos alternativos que en su caso especifique
o autorice la Autoridad.
La prueba deidesempeño se llevará a cabo bajo las
condiciones que especifique la Autoridad, en base al
desempeño de cada instalación en particular . El
propietario u operador de cualquier instalación afectada
deberá suministrar a la Autoridad los registros de
información representativa de la operación que ésta
considere necesaria para determinar las condiciones de la
prueba . Las operaciones efectuadas durante periodos de
arranque, paro o mal funcionamiento de las instalaciones
no se considerarán representativas, para efectos de la
determinación del desempeño.
CORPORACION RADIAN S .A . DE C .V .
6-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
El propietario u operador de cualquier instalación
regulada por la presente norma deberá notificar a la
Autoridad con treinta días de anticipación a la prueba de
desempeño a fin de hacer posible que un inspector se
encuentre presente durante la misma.
Para llevar a cabo la prueba de desempeño, el
propietario u operador hará los arreglos pertinentes a
fin de que la instalación cuente con plataformas y
puertos de muestreo adecuados, asi como instalaciones
seguras de acceso hacia ellos, de acuerdo con el
Instructivo de Plataformas y Puertos de Muestreo (CCATFF-001) para la Medición de Gases y Partículas en Ductos
o Chimeneas de las Fuentes Fijas.
A menos que la Autoridad especifique otra cosa, la
prueba de desempeño consistirá en tres corridas
separadas, utilizando los métodos adecuados bajo las
condiciones y los tiempos establecidos en el estándar
aplicable . A fin de determinar si se cumple con los
estándares establecidos en la norma, se compararán las
medias aritméticas de los resultados de las tres corridas
con los límites máximos permisibles establecidos . En el
caso de que una muestra se pierda accidentalmente o de
que una de las tres corridas se vea suspendida debido a
un paro forzoso, a una falla en una porción irreparable
del tren de muestreo, a condiciones meteorológicas
extremas u otras condiciones que escapen al control del
propietario u operador de la planta, con la previa
aprobación de la Autoridad, es posible comparar los
límites establecidos con la media aritmética de los
valores de las otras dos corridas.
CORPORACION RADIAN S .A . DE C .V .
6-2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
6 .2 METODOS DE PRUEBA
La Tabla 6-1 presenta los métodos de prueba
aplicables para la determinación del cumplimiento con los
estándares establecidos en el Anteproyecto de Norma
Oficial Mexicana.
6 .3 MONITOREO
6 .3 .1 Plantas que utilicen Convertidores B .O .F
Las instalaciones que produzcan hierro y acero
mediante convertidores B .O .F . registrarán
diariamente el tiempo de inicio y término de cada
ciclo de producción de acero y su duración (en
minutos), así como el tiempo y duración de
cualquier derivación de los gases de salida de la
chimenea principal del Convertidor B .O .F . mediante
un instrumento único de medición de tiempo, el cual
servirá además para la sincronización diaria de
todos los dispositivos de monitoreo . Estos
dispositivos se calibrarán por lo menos una vez por
año .
Aquellas instalaciones que utilicen lavadores
Venturi como dispositivos de control, deberán
contar con dispositivos de monitoreo continuo para
los siguientes parámetros:
La caída de presión a través de la garganta
del Venturi.
La presión de alimentación de agua al equipo
de control.
CORPORACION RADIAN S .A . DE C .V .
6-3
TABLA 6-1
Métodos de Prueba para verificación de cumplimiento con las especificaciones del
Anteproyecto
Parámetro
Método de determinación
Partículas
DGN-AA-10-1974
NOM- "Determinación de la Emisión de
Partículas Sólidas contenidas en los Gases que
se descargan por un Conducto".
Isocinético
DGN -AA-35-1976
NOM- "Determinación de Bióxido de Carbono,
Monóxido de Carbonos Oxigeno en los Gases de
Combustión"
Por Absorción
EPA Método 7E
Por Quimioluminiscencia
Monóxido
de Carbono
(CO)
Oxidos de
Nitrógeno
Tipo de Método
NOM -•EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Las velocidades de ventilación de gases de
salida para cada fase del ciclo de producción
de acero a través de cada ducto del sistema de
captación de emisiones secundarias.
6 .3 .2 Plantas que utilicen Hornos de Arco Eléctrico
En las instalaciones que operen con Hornos de
Arco Eléctrico, se debe verificar y registrar el
amperaje del motor del ventilador del sistema de
control y la posición de la compuerta una vez por
turno . Además se deberá monitorear continuamente el
flujo volúmetrico a través de cada capucha entubada
por separado . Una vez por mes, se llevarán a cabo
inspecciones del equipo clave para el sistema de
captación de contaminantes.
6 .3 .3 Plantas que utilicen Hornos de Cubilote
En las instalaciones que operen con Hornos de
Cubilote se debe verificar y registrar el amperaje
del motor del ventilador del sistema de control y
la posición de la compuerta una vez por turno.
Además se deberá monitorear continuamente el flujo
volúmetrico de los gases de salida . Una vez por
mes, se llevarán a cabo inspecciones del equipo
clave para el sistema de captación de
contaminantes.
CORPORACION RADIAN S .A . DE C .V .
6-4
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
6 .3 .4 Plantas que utilicen Altos Hornos
Las instalaciones que produzcan hierro y acero
mediante Altos Hornos calibrarán sus dispositivos
de monitoreo por lo menos una vez por año.
Aquellas instalaciones que utilicen lavadores
Venturi como dispositivos de control, deberán
contar con dispositivos de monitoreo continuo para
la calda de presión a través de la garganta del
Venturi y para la presión de alimentación de agua
al equipo de control.
CORPORACION RADIAN S .A . DE C .V .
6-5
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
CAPITULO 7 .
DETERMINACION DEL GRADO DE CONCORDANCIA
Los estándares propuestos por el presente Anteproyecto de
Norma Oficial Mexicana para la emisión de partículas
provenientes de Convertidores B .O .F . y Hornos de Arco
Eléctrico, concuerdan con los estándares publicados en el
título 40 (Protección del Medio Ambiente), Capítulo 1 (Agencia
de Protección Ambiental), Subcapítulo C (Programas de Aire),
Parte 60 (Estándares de Desempeño para Fuentes Estacionarias
Nuevas) del Code of Federal Regulations de Estados Unidos,
bajo los siguientes títulos:
Subparte AA :
Standards of Performance for Steel
Plants : Electric Arc Furnaces.
Subparte N : Standards of Performance for Primary
Emissions from Basic Oxygen Process
Furnaces.
Subparte Na : Standards of Performance for Secondary
Emissions From Basic Oxygen Process
Steelmaking Facilities.
Los estándares propuestos para los Hornos de Cubilote y
para los Altos Hornos no tienen concordancia con la
normatividad revisada.
Los estándares propuestos para las emisiones de Oxidos de
Nitrógeno provenientes de los Convertidores B .O .F ., Hornos de
Arco Eléctrico, de Cubilote y Altos Hornos concuerdan en su
CORPORACION RADIAN S .A . DE C .V .
7-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
totalidad con la normatividad de Japón en esta materia.
El estándar propuesto para las emisiones de Monóxido de
Carbono provenientes de los Hornos de Cubilote, concuerda con
la normatividad de la República Federal Alemana en esta
materia (Erste Allgemeine Verwaltungsvorschrift zum BundesImmssionsschutzgesetz, parte 3 .3 .3).
En la Tabla 7 .1 se muestra la comparación entre las
normatividades de Estados Unidos, de la República Federal
Alemana y Japón con la propuesta para la Norma Oficial
Mexicana que establece los límites máximos permisibles de
emisiones a la atmósfera de partículas y gases en la industria
del Hierro y el Acero.
CORPORACION RADIAN S .A . DE C .V .
7-2
TABLA 7 .1
DETERMINACION DEL GRADO DE CONCORDANCIA
MEXICO
ESTADOS UNIDOS
JAPON
REPI~LICA FEDERAL
ALEMANA .
Partículas
NOx
CO
Partículas
NOx
CO
Partículas
NOx
CO
Partículas
NOx
CO
(mg /m 3 )
(ppm)
(g/m3 )
(mg/m3 )
(ppm )
(g/m3 )
(mg /m3 )
(ppm)
(9/m3 )
(mg/m3 )
(ppm)
(g/m3 )
NE
NE
NE
NE
NE
NE
180
NE
50 (1)
50 (3)
Convertidor
180
BOF
NE
68 (4)
23 (2)
23 (5)
Horno
de Arco
Eléctrico
Horno
de
12
180
NE
12
NE
NE
20
NE
NE
NE
180
NE
80
180
1 .0
NE
NE
NE
50
NE
1 .0
NE
180
NE
80
100
NE
NE
NE
NE
NE
NE
NE
30 (6)
100
NE
Cubilote
Alto
Horno
50 (7)
NE
(1)
(2)
(3)
(4)
(5)
(6)
(7)
No existe
Estándar para emisiones primarias.
Estándar para emisiones secundarias.
Estándar para emisiones primarias de hornos construidos después
del 11 de junio de 1973 y antes del 20 de enero de 1983 y para hornos
construidos después del 20 de enero de 1983 con capuchón abierto coma
método de control.
Estándar para emisiones primarias de hornos construidos después del
20 de enero de 1983 con capuchón cerrado como método de control.
Estándar para emisiones secundarias.
Estándar especial de emisiones para áreas críticas.
Estándar general de emisiones.
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
8 .0 DEFINICION DE LAS CONDICIONES PARA DETERMINAR EL CUMPLIMIENTO
Y CRITERIOS PROGRAMATICOS PARA LA APLICACION
8 .1 Objetivo
Esta sección tiene como objetivo el determinar el
tiempo, el costo, la tecnología necesaria y las
estrategias de implementación para hacer aplicable la
Norma Oficial Mexicana que establece los límites máximos
permisibles de emisión a la atmósfera de partículas y
gases provenientes de la industria del hierro y el acero.
8 .2 Antecedentes
La Norma Oficial Mexicana que establece los límites
máximos permisibles de emisión a la atmósfera de
partículas y gases provenientes de la industria del
hierro y el acero, ha sido fundamentada en el estudio
detallado de la industria de producción de hierro y acero
existente en nuestro país, tomando en cuenta sus
características ambientales y la repercusión que, che las
emisiones procedentes de ésta, puede tener sobre la salud
humana y del ambiente en general (Véase Capítulo 2 y 3
del Desarrollo del Estudio).
La Normatividad Internacional en materia de
prevención y control de la contaminación ambiental,
relacionada con la ' industria de producción de hierro y
acero, ha servido de base para el establecimiento de los
límites máximos permisibles emitidos en la Norma Oficial
Mexicana propuesta . A fin de considerar las
características de la industria instalada en nuestro
CORPORACION RADIAN S .A . DE C .V .
8-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
país, ha sido necesario realizar muestreos en distintas
industrias representativas para posteriormente evaluar,
comparar y determinar el grado de aplicación local que
puedan o no tener los limites emitidos en las
regulaciones equivalentes existentes en otros paises.
Los muestreos aleatorios realizados durante el
desarrollo de la presente Norma Oficial Mexicana, han
dado como resultado que la industria instalada en nuestro
país puede sujetarse a los estándares emitidos, los
cuales han sido establecidos tomando en cuenta tanto los
resultados obtenidos en los muestreos como la
información, obtenida de otros países, relacionada con
los limites máximos permisibles y los equipos de control
utilizados para lograr el cumplimiento.
8 .3 Limites Máximos Permisibles establecidos en la Norma
Oficial Mexicana
Considerando la clasificación de la industria en
México, desarrollada en el Capítulo 2 del Desarrollo del
Estudio, la normatividad mexicana clasifica a las plantas
de fundición de hierro y acero en cuatro tipos de hornos:
1. Convertidores B .O .F.
2. Hornos de Arco Eléctrico
3. Hornos de Cubilote
4. Altos Hornos
Los límites permisibles de emisión a la atmósfera
especificados en la Norma Oficial Mexicana se muestran en
la Tabla 8 .1.
CORPORACION RADIAN S .A . DE C .V .
8-2
NOM EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 8 .1
Límites de Emisión Permisibles
Norma Oficial Mexicana
Límites de
Emisión
Convertidor B .O .F .
Horno de
Arco
Cubilote
Altos
Horno
Electrico
Partículas
(mg/m 3 )
50 (E .P .)
23 (E .S .)
12
80
80
Oxidos de
180
180
180
100
NE
NE
1
NE
Nitrógeno
(PP m )
Monóxido
de Carbono
(g/m 3 )
Notas :
(E .P .) = Emisión Primaria
(E .S .) = Emisión Secundaria
NE = No Especificado
8 :4 Tecnologías de Control aplicables recomendadas para el
cumplimiento
8 .4 .1 Control de Emisiones de Partículas
El control de las emisiones de partículas es critico
para dar cumplimiento a los estándares emitidos en la
Norma Oficial Mexicana . Es común que ciertos compuestos
(incluyendo algunos metales tóxicos) se vaporicen en la
cámara de combustión y más adelante se condensen
corriente abajo . Tales compuestos pueden encontrarse en
forma de partículas muy finas (< 1 4m) conforme pasan a
CORPORACION RADIAN S .A . DE C .V .
8-3
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
través de los dispositivos de control . Para controlar
este tipo de emisiones se requieren aparatos colectores
de partículas de alta eficiencia.
Además de la vaporización de varios compuestos, el
arrastre de materiales en un horno puede generar una gran
cantidad de partículas constituyendo una fuente
importante no controlada de emisión.
Los dispositivos de control de partículas más
comúnmente utilizados son los ciclones, filtros de tela,
precipitadores electrostáticos, lavadores húmedos de
ionización y lavadores húmedos.
8 .4 .1 .1 Ciclones
Los ciclones constituyen un método de remoción
de partículas medianas y gruesas de . corrientes
gaseosas . Por lo general no son suficientes para
cumplir con estándares de emisión de partículas muy
estrictos por sí solos, pero son útiles como
prelavadores para otros dispositivos de control más
especializados (p .e . filtros de bolsa) y como
dispositivos de recuperación de productos secos.
Un ciclón es una unidad cilíndrica con fondo
cónico . Los gases entrantes se introducen
tangencialmente por la parte superior del ciclón
donde son forzados a girar en un vórtice . Las
partículas más pesadas de la corriente de gases, son
lanzadas más hacia afuera bajo la influencia de la
fuerza centrífuga, hasta que golpean con las paredes
CORPORACION RADIAN S .A . DE C .V .
8-4
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
del ciclón, después de esto caen por gravedad a
través de una delgada capa laminar de aire cercana
a la pared, las partículas se descargan por el fondo
del ciclón hacia tolvas de polvos . Los gases limpios
salen por la parte superior del ciclón.
8 .4 .1 .2 Filtros de bolsa
Consisten en un conjunto de bolsas de tela a
través de los cuales pasan los gases de chimenea . En
la superficie de las bolsas va creciendo una torta
de partículas que funciona como el mecanismo
principal de tamizado . Conforme aumenta el grosor de
la torta, aumenta la caída de presión a través del
sistema de filtración, y es necesario limpiar las
bolsas revirtiendo la corriente de aire . Los
sistemas de filtros de bolsas cuentan con un número
de bolsas, situadas en configuraciones tales que_
mientras unas se limpian, otras continuan en
operación.
La caída de presión del gas y la relación airetela son los principales parámetros de control que
afectan la eficiencia de remoción de partículas de
los filtros de bolsa . Estos son dispositivos muy
eficientes de colección de partículas mayores de 0 .1
gm de diámetro a una caída de presión de 0 .5-1 .5 kPa
y son capaces de remover una cantidad sustancial de
partículas hasta de 0 .01 µm . Las telas utilizadas
para la fabricación de bolsas, generalmente son
sensibles a la temperatura por lo que los gases de
combustión se deben enfriar a menos de 300° C a
CORPORACION RADIAN S .A . DE C .V .
8-5
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
contracorriente . Los filtros de bolsa pueden
recubrirse con cal para remover los gases ácidos por
absorción y así evitar que la tela se dañe por
acción de los mismos.
8 .4 .1 .3 Precipitadores Electrostáticos
Los Precipitadores Electrostáticos PEs, usan
una descarga de corona para dar una carga a las
partículas y separarlas de la corriente de gases en
un campo eléctrico intenso . En el precipitador, se
crea un campo eléctrico en el que los iones cargados
negativamente fluyen de los electrodos de emisión
(alambres) a los electrodos colectores en el fondo
(placas o tubos).
Los gases de combustión fluyen a través de
estos campos eléctricos y las partículas contenidas
en los gases se cargan negativamente por el
bombardeo con iones cargados negativamente . Las
partículas ya cargadas migran hacia el electrodo
colector como resultado de fuerzas electrostáticas.
Los precipitadores electrostáticos se pueden
diseñar en base seca o húmeda . Los PE en base seca
remueven las partículas mediante barridos periódicos
en las placas (o tubos) ; que tiran las partículas a
tolvas que se encuentran localizadas en el fondo de
la unidad . Los PEs en base seca tienen la ventaja de
que colectan las partículas secas y no producen
aguas residuales, sin embargo los PEs en base húmeda
presentan la ventaja de que son ligeramente más
CORPORACION RADIAN S .A . DE C .V .
8-6
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
eficientes y pueden remover parte de los gases
ácidos . Los dos tipos de PEs son capaces de alcanzar
altas eficiencias de colección de partículas finas,
hasta de 0 .1 µm con bajas caídas de presión, hasta
de 0 .25kP.
Los parámetros de control primarios que afectan
la eficiencia de remoción de los PEs son el voltaje
aplicado, el flujo de gases de chimenea y el área
superficial de la placa colectora . La eficiencia de
colección aumenta en relación directa al voltaje
aplicado, en relación directa al área superficial, e
inversamente proporcional al flujo de gases.
8 .4 .1 .4 Lavadores Húmedos de
Ionización
El principio de operación de un lavador húmedo
de ionización (LHI) es similar al de un PE . En un
LHI, los gases de chimenea pasan a través de un
campo eléctrico que induce una carga negativa a las
partículas contenidas en los gases . Los gases de
chimenea pasan después a través de una torre de
lecho empacado, donde las partículas grandes se
colectan en los materiales de empaque húmedos por
impacto inercial y las partículas más pequeñas se
colectan - por atracción electrostática a los
materiales de empaque . El lecho empacado y húmedo de
un LHI también es eficiente en la absorción de gases
ácidos . Las partículas colectadas y los
contaminantes gaseosos salen en una corriente de
agua residual por el fondo de la torre.
CORPORACION RADIAN S .A . DE C .V .
8-7
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
8 .4 .1 .5 Lavadores húmedos
En un lavador Vénturi, los gases de chimenea
pasan a través de una restricción o garganta, que
aumenta las velocidades de gas aproximadamente de
30-120 m/seg . Un liquido lavador, que puede ser agua
o solución alcalina, se introduce a través de la
garganta, por lo general a través de boquillas de
aspersión . El gas a alta velocidad atomiza el
líquido de lavado en gotas finas que remueven las
partículas y una buena proporción de gases ácidos en
la corriente de gas . La temperatura de gas desciende
cuando el gas se acelera a través de la garganta lo
cual induce a la condensación de ciertos compuestos
volátiles en forma de partículas . Como otros
lavadores húmedos, los lavadores Vénturi requieren
por lo general de un eliminador de humedad corriente
abajo y producir un residuo húmedo (agua residual)
que requiera posterior tratamiento.
Los parámetros primarios de control que afectan
la eficiencia de remoción de partículas y los
lavadores Vénturi son la caída de presión y la
relación gas-líquido . Los lavadores Vénturi
presentan alta eficiencia para remover partículas de
un diámetro mayor de 1 µm con una caída de presión
de 7 .5 a 12 .5 kPa . Las relaciones gas-líquido varían
de 0 .7 - 2 .7 L/m 3 . Los lavadores Vénturi pueden
remover partículas tan pequeñas como 0 .2µm de
diámetro, pero a costa de altas caídas de presión.
Los filtros de bolsas y los precipitadores por lo
general son más económicos y más efectivos en la
CORPORACION RADIAN S .A . DE C .V .
8-8
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
remoción de partículas de menos de 1 µm de diámetro.
Los lavadores Vénturi también pueden remover
gases ácidos por la adición de álcalis al agua de
lavado, sin embargo su eficiencia es baja.
8 .4 .2 Control de Emisiones de Oxidos de Nitrógeno NOX
Las emisiones de óxidos de Nitrógeno se forman
cuando el Nitrógeno contenido o expedido por los
combustibles fósiles o en la materia prima, se oxida . Las
emisiones de NO X contribuyen a la creación de lluvia
ácida, al desgaste del ozono atmosférico y al aumento de
oxidantes atmosféricos . La formación de óxidos de
nitrógeno se a puede reducir hasta un 90% por la
modificación del sistema de combustión y se pueden
controlar efectivamente mediante técnicas de pre y postflama.
8 .4 .2 .1 Modificaciones de los sistemas de combustión
A) Operación con bajo exceso de aire
La operación con bajo exceso de aire se logra
a través de la reducción del aire suministrado a la
cámara de combustión hasta que se alcanza una
restricción ambiental, de seguridad o en relación a
la producción . La formación de NO X se limita por lo
tanto, como resultado de la reducción de oxígeno
disponible en la zona de combustión . Las
operaciones con bajo exceso de aire pueden alcanzar
reducciones de NOX del 20-25% . Las operaciones de
CORPORACION RADIAN S .A . DE C .V .
8-9
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
reducción de suministro de aire se pueden aplicar
casi a algunos tipos de dispositivos utilizados
para la fundición de hierro y/o acero.
B) Reducción de temperatura de flama
La formación de NO X
depende de manera
importante de la temperatura más alta del horno,
por ejemplo la formación de NO X vía fijación química
térmica, cesa esencialmente a temperaturas menores
a 1650°C . La técnica de reducción de temperatura
incluye:
Reducción del precalentamiento de aire, ya sea
por derivación de los dispositivos de
precalentamiento de aire de combustión o por
reducción de la eficiencia de los dispositivos
de precalentamiento.
Por introducción de agua o vapor al aire de
combustión.
Por recirculación de los gases de chimenea al
horno provenientes de una cámara localizada
inmediatamente a co-corriente de una unidad de
enfriamiento (este método presenta la ventaja
de suministrar aire de combustión con niveles
de oxigeno bajos).
Aún cuando las técnicas de reducción de la
temperatura reportadas alcanzan reducciones en las
emisiones de NO X hasta del 80%, presentan la
CORPORACION RADIAN S .A . DE C .V .
8-10
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
desventaja de que reducen la eficiencia térmica.
8 .4 .2 .2 Técnicas de pre y post-flama.
Las emisiones de NO S también 'pueden controlarse a
través del uso de varias técnicas de pre y post-flama,
incluyendo la denitrificación de combustibles, reducción
selectiva catalítica y no-catalítica y el uso de
lavadores húmedos.
La denitrificación del combustible no se lleva a
cabo con el solo propósito de reducir las emisiones de
NO S , por el contrario , es un beneficio paralelo de otros
procesos de limpieza de combustible, tales como
desulfuración, refinación de solventes o limpieza de
carbón.
Las técnicas de reducción selectiva catalítica y no
catalítica involucran la inyección de un reactivo a la
corriente del gas de chimenea . El material inyectado (por
lo general amoniaco, al que algunas veces se le añade
hidrógeno), reduce el NOS a nitrógeno y agua . Esta
reacción de reducción se ve afectada por la temperatura,
el tiempo de residencia y el nivel de oxígeno . Para
aumentar la velocidad de reacción, se pueden utilizar
catalizadores tales como platino, sulfato de cobre,
óxidos de titanio y vanadio y otros óxidos y sulfatos de
metales activos . Las técnicas de reducción catalítica
selectiva permiten lograr reducción de NO S del 80-95% . El
único problema asociado con el uso de esta técnica es la
limitación de la vida útil del catalizador . La reducción
selectiva, no catalizada reduce los niveles de NO S de 4060%.
CORPORACION RADIAN S .A . DE C .V .
8-11
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Existen varios diseños disponibles de lavadores
húmedos para reducción de NO S . Estos diseños se pueden
clasificar como lavadores de oxidación-absorción reducción, de absorción-reducción, de oxidación-absorción
o de absorción-oxidación . Estos procesos usan soluciones
que reaccionan con el NO u oxidan en fase gas el NO a
NO2 . De los diseños mencionados, el lavador de oxidaciónabsorción-reducción es el que se encuentra más
desarrollado y presenta las mejores ventajas.
8 .5 DETERMINACION DEL COSTO DE LA TECNOLOGIA RECOMENDADA PARA
HACER APLICABLE LA NORMA OFICIAL MEXICANA
A continuación se presenta el costo de la tecnología
recomendada en la sección 8 .4 del presente documento,
para hacer aplicable la Norma Oficial Mexicana . Cabe
hacer notar que dicha tecnología es la más comúnmente
utilizada mas no es la única que, para fines de control
de emisiones, puede ser utilizada.
Todos los costos se reportan en dólares americanos
en 1992 . Los costos son una función de múltiples
variables incluyendo entre otros : la capacidad de los
hornos de fundición y dispositivos, las propiedades
físicas y químicas de la materia prima utilizada, el
grado de sofisticación del sistema, los controles
regulatorios y los factores económicos regionales y
locales . Los costos reportados en las Tablas 8 .2 y 8 .3,
son solo una estimación global .'Todas las unidades son
métricas . Las referencias se enlistan al fin de las
tablas.
CORPORACION RADIAN S .A . DE C .V .
8-12
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 8 .2
Costos de Equipo de Control de Contaminación del Aire
Equipos de Remoción de Partículas
Tipo de Equipo
Costo
Estimado de
Capital a
Número de
Referencia
Flujo de alimentación de gas de 60 mcmr
$21,000
3
Flujo de alimentación de gas de 600 mcmr
$140,000
3
Flujo de alimentación de gas de 1,700 mcmr
$270,000
3
Flujo de alimentación de gas de 600 mcmr
$550,000
3
Flujo de alimentación de gas de 3,000 mcmr
$2'100,000
3
Flujo de alimentación de gas de 9,000 mcmr
$5'500,000
3
$690,000
3
Flujo'de alimentación de gas de 3,000 mcmr
$1'400,000
3
Flujo de alimentación de gas de 9,000 mcmr
$2'600,000
3
Flujo de alimentación de gas de 600 mcmr
$1'100,000
3
Flujo de alimentación de gas de 3,000 mcmr
$2'700,000
3
Flujo de alimentación de gas de 9,000 mcmr
$6'900,000
3
Flujo de alimentación de gas de 150 mcmr
$430,000
1
Flujo de alimentación de gas de 600 mcmr
$860,000
1
$1'700,000
1
$600,000
3
Flujo de alimentación de gas de 3,000 mcmr
$1'600,000
3
Flujo de alimentación de gas de 9,000 mcmr
$3'400,000
3
$600,000
3
Flujo de alimentación de gas de 3,000 mcmr
$2'100,000
3
Flujo de alimentación de gas de 9,000 mcmr
$8'200,000
3
Equipos de remoción de partículas
Ciclón
Filtro tejido
Precipitador electrostático
(para partículas de baja a
moderada resistividad y 99%
de eficiencia de colección)
Precipitador electrostático
(para partículas de alta
resistividad y 99% de
eficiencia de colección)
Lavador Húmedo de
Ionización
Flujo de alimentación de gas de 600 mcmr
Flujo de alimentación de gas de 1,700 mcmr
Lavador Vénturi
(oP=5,000 Pa)
Lavador Vénturi
(oP=10,000 Pa)
Flujo de alimentación de gas de 600 mcmr
Flujo de alimentación de gas de 600 mcmr
a
Incluye costos de instalación
mcmr = metros cúbicos por minuto reales
CORPORACION RADIAN S .A . DE C .V .
8-13
NOM — EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
TABLA 8 .3
Costos de Equipo de Control de Contaminación del Aire
Equipos de Control de Oxidos de Nitrógeno
Tipo de Equipo
Costo Estimado de
Capital (a)
Número de
Referencia
Equipos de Control de NOx
Modificación
de sistemas
de combustión
Bajo exceso de aire
Recirculación de flujo de gas
520,000-560,000 b
3
530,000-80,000 c
3
< 510000d
3
$7,000-20,000
2
$40,000-50,000 < 25
millones de BTU/hr
S80,000-120,000 >25
millones de BTU/hr
2
Precalentamiento de aire reducido
Modificación
del quemador
Dispositivo de atomización a un
quemador existente
Reemplazamiento de quemador
mcmr - metros cúbicos por minuto reales ; kg/hr - kilogramos por hora
a Incluye costos de instalación
b Los costos incluyen et montaje del sistema de oxfgeno (analizador de oxfgeno, reguladores del flujo de
aire) y modificación del quemador.
c Los costos incluyen el montaje del sistema de oxigeno, puertos de entrada de aire, modificación del
d quemador, poder del ventilador grande.
Usualmente pequeño o sin modificación requerida.
8 .6 DETERMINACION DEL COSTO DE EL CONTROL DE LA CONTAMINACION
AMBIENTAL Y EL BENEFICIO DERIVADO DE LA APLICACION DEL
MISMO
En esta sección se describirán de manera general los
aspectos económicos del control de la contaminación del
aire, considerando tanto los costos derivados del
beneficio resultante de su control como los costos
derivados de los daños ocasionados por la falta de
control.
4,
CORPORACION RADIAN S .A . DE C .V .
8 — 14
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
A nivel internacional se han desarrollado estudios
exhaustivos i4 en los que se ha hecho un intento por
cuantificar el costo real de la contaminación del aire
sin control y la cuantificación del beneficio ocasionado
por su control . Estos estudios han tomado en cuenta
diversos aspectos tales como el costo de los daños a la
salud humana para los sectores públicos y privados, el
costo del incremento de empleos ocasionado por los
requerimientos de la autoridad en cuanto al control de
las emisiones contaminantes, el costo de decremento en
los empleos ocasionado por el cierre de plantas cuyas
condiciones económicas no son suficientemente adecuadas
como para absorber los costos del equipo de control, los
costos de los daños causados en los materiales, en la
vegetación y en las propiedades residenciales asi como
los beneficios económicos, derivados del valor de
recuperación y/o la influencia de las operaciones de
tecnologías limpias sobre la vegetación, la limpieza del
aire y del suelo, de los materiales y las residencias.
De acuerdo a estos estudios, de los costos totales
del no control de la contaminación del aire, el 38% son
costos ocasionados por daños a la salud, el 32% son
costos derivados del daño a la propiedad residencial, el
29% son costos derivados de daños a los materiales y el
restante 1% son costos derivados de daños a la vegetación
y a la fauna.
En cuanto a los contaminantes principales del aire,
los costos derivados de los daños ocasionados por éstos,
se fraccionan de la siguiente manera : el 36% son costos
CORPORACION RADIAN S .A . DE C .V .
8-15
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
derivados de daños ocasionados por material particulado,
el 51% son costos derivados de daños ocasionados por los
SOx, el 5% son costos derivados de daños ocasionados por
los NOx y el restante 7% son costos derivados de daños
ocasionados por oxidantes fotoquímicos.
Los principales daños a la salud asociados con la
contaminación del aire son principalmente enfermedades
tales como el cáncer en el sistema respiratorio, la
bronquitis crónica, la neumonía, los resfriados comunes,
el enfisema y el asma.
Los daños ocasionados a la vegetación, por la falta
de control de la contaminación atmosférica, repercuten
principalmente en la agricultura, horticultura y los
terrenos forestales.
Los daños ocasionados sobre los materiales, por la
falta de control de la contaminación atmosférica,
incluyen la corrosión de los metales, el daño a textiles
y otras fibras, el daño de pintura y recubrimientos
decorativos de edificaciones y casas en general, etc.
Los daños ocasionados sobre la propiedad de valores
contempla principalmente la devaluación de terrenos
residenciales los cuales se ven afectados por el
incremento en los niveles de contaminación atmosférica.
Los párrafos anteriores dan una idea de los costos
y beneficios del control de la contaminación ambiental.
Es obvio que es sumamente difícil cuantificar de manera
exacta todos estos costos pues se requiere de una
CORPORACION RADIAN S .A . DE C .V .
8-16
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
investigación exhaustiva para la obtención de infomación
exacta y detallada.
La Figura 8 .1, contiene curvas generalizadas que
ilustran el comportamiento entre el costo de la
contaminación del aire no controlada, el costo real del
control de la contaminación asi como los recursos
disponibles para invertir en la limpieza del aire . Estas
curvas indican únicamente un comportamiento supuesto, es
decir una aproximación básica que nos permite tener una
orientación sobre como dar mejor manejo a los problemas
de contaminación del aire.
La Figura 8 .1, muestra que el costo del control de
contaminantes se incrementa de manera exponencial
conforme aumenta el porcentaje de remoción . En otras
palabras, esto quiere decir que es relativamente fácil
remover las primeras pocas toneladas de contaminantes de
el aire, pero que es prácticamente imposible removerlos
en su totalidad . Otra curva nos muestra que el costo real
de la contaminación no controlada se incrementa de manera
proporcional al decremento en la remoción de
contaminantes . La curva de los recursos disponibles
aumenta en primera instancia por la buena voluntad del
público en general para resolver los problemas
relacionados con la contaminación del aire, sin embargo
su comportamiento muestra que mientras los costos de
control se incrementan de manera considerable, la
posibilidad de inversión disminuye.
Un
concepto
cuyo
para
curvas
comportamiento es asimétrico, tal como se presenta en las
CORPORACION RADIAN S .A . DE C .V .
económico
8-17
/''.
: . : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
. .
.
.
.
. :
:
..
. :8:, ~y :
F t Gi U R.A
: .: ..
. .
.
Gur:vas de
:
.
.
.
nefi~io . . . .
.
.
o #o
:vs. . . ~
e
. . .
. .. . . . . . . .. . .. . . . . . ..
. . . .. . . . . . .. . . . .. . . . . . . . . . . . . . . . .
.
. . . .
. .. . . . . . . . . .
.
. .
. . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. .. . . .. .. .. . . . . . . . . . .. . . .. . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . .. .. .. . . . .... . . . .
..
.
. .
:
..
.. . .. .. .. .. . .. .. .. .. . . . . . . . . . . .. . .. . . . . . . . . . . . . . . . . . . .. . . . . .. . . . . . . . . . . . .
. . . . . . . . .. . . . . . .. .. . . . . . . . . . . . . . .. . . . . . . . . . . . . . ..
.
.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..
.. . .
. . . . . . . . . . ..
. . ..
\
\
COSTO REAL DE LA
CONTAMINACION NO
CONTROLADA
\
N
W
\
RECURSOS
DISPONIBLES
\
\ \
Q
J
COSTO DEL CONTROL
DE LA CONTAMINACION
0
NADA
REMOVIDO
ALGO
REMOVIDO
MITAD
REMOVIDA
MUCHO
REMOVIDO
TODO
REMOVIDO
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
curvas mencionadas anteriormente, es el hecho de que el
punto económico óptimo se define en la intersección de
dichas curvas . Sin embargo, para definir este, se
requiere de datos específicos y exactos que nos den una
aproximación real de dichas curvas.
Para una cuantificación real y actualizada de los
beneficios que se derivan de la aplicación de la Norma
Oficial Mexicana, se requieren datos específicos,
establecidos en una base de caso por caso, que incluyan
distintos aspectos relacionados con la generación de los
contaminantes emitidos en el área industrial a la que los
hornos de fundición dan servicio, los daños ocasionados
por estos a la salud, al ambiente natural, a los
ecosistemas, a las propiedades y a los materiales ; asi
como el contar con informacion detallada y específica en
una base de caso por caso de los costos de control
necesarios para un tipo de horno en específico, el costo
de operación y las utilidades derivadas de éste.
Por lo cual, para una determinación de los
beneficios reales cuantificables, es necesario en primera
instancia partir del desarrollo de una fuente de
información completa y confiable que incluya un
inventario actualizado de hornos de fundición, de sus
emisiones específicas y del control con el que
actualmente cuentan.
A continuación se enumeran con un enfoque general,
los beneficios considerados cualitativamente que se
derivan de la aplicación de la Norma Oficial Mexicana.
CORPORACION RADIAN S .A . DE C .V .
8-18
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
A) Beneficios en General
La continua y cada vez mas creciente generación de
emisiones contaminantes ha traido consigo en los últimos
años, un desequilibrio en la infraestructura de
tratamiento y control adecuados, que permita asegurar de
algún modo, la salud de la población, la integridad de
sus propiedades y del medio ambiente en general . El
tratamiento y control inadecuados de las emisiones
contaminantes, causa directa o indirectamente daños
adversos a la salud pública y al ambiente circundante.
Debido a esto, la aplicación de la Norma Oficial
Mexicana que establece los limites permisibles de emisión
a la atmósfera de partículas y gases procedentes de la
industria del hierro y del acero, constituye un beneficio
a la sociedad en su conjunto.
B) Beneficios Públicos
BENEFICIOS PÚBLICOS
AÑOS
Proteger de las emisiones contaminantes que
se derivan de las plantas de fundición de
hierro y acero, a la población en general y
muy
especialmente
a
la
población
mas
sensible asi como a la que se encuentre en
las colindancias del sitio donde se localice
la planta.
Permanente
Garantizar a la sociedad la conservación del
ambiente en general y de los ecosistemas mas
sensibles y especies animales y vegetales,
endémicas o en peligro de extinción .
Permanente
Reducir
la
atención
de
enfermos
en
instituciones de salud pública asi como los
riesgos posteriores de daños a la población .
Reducir los costos de daños a la propiedad y
a
los
materiales
derivados
de
la
contaminación del aire .
CORPORACION RADIAN S .A . DE C .V .
Permanente
Permanente
8-19
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Por todos los beneficios que se derivan de la
aplicación de la norma, se justifica su aplicación y se
considera que es una alternativa adecuada para abatir el
deterioro del medio ambiente y garantizar la seguridad de
las personas y de sus propiedades.
Las estrategias de implementación asi como las bases
para el monitoreo de operaciones y los métodos de prueba
aplicables para determinar el cumplimiento con la
normatividad propuesta se describen en el capitulo 6 del
presente documento.
8 .7 Referencias
McCormick,
1.
R .J ., K . Lim, R . DeRosier, R . Larkin, H.
Lips . Costs for Hazardous Waste Incineration:
Capital, Operation And Maintenance, Retrofit . Noyes
Publications, Park Ridge, New Jersey, 1985.
2.
Engineering-Science .
Background
Information
Document for de Development of Regulations to
Control the Burning of Hazardous Wastes in Boilers
and Industrial Furnaces,
Industrial
Volume 1 :
Boilers . No . FA035/50 A-E, Fairfax, Virginia,
January 1987.
CORPORACION RADIAN S .A . DE C .V .
8-20
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3.
United States Environmental Protection Agency.
Costs of Sulfur Dioxide, Particulate Matter L and
Nitrogen Oxide Controls on Fossil Fuel Fired
Boilers . Office Of Air Quality Planning and
Standards, North Carolina, August 1982.
4.
Barret , L .B ., and Waddell, T .E ., 1973 . Cost of Air
Pollution
Damage :
A
status
Report . Research
Triangle - Park, N .C . : Environmental Protection
Agency.
Freeman, , A .M ., 1979 . The Benefits of Air and Water
Pollution Control : A Review and Synthesis of Recent
Estimates . A report prepared for de Council on
Environmental Quality . Brunswick, Me . : Bowdoin
College.
CORPORACION RADIAN S .A . DE C .V .
8-21
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
9 .0 PROGRAMA DE CONSULTA
9 .1 ANTECEDENTES
La Secretaría de Desarrollo Social a través del
Instituto Nacional de Ecología, está llevando a cabo el
"Programa Ambiental de México" para la modernización y
fortalecimiento de su capacidad de gestión ambiental y de
análisis e implementación de políticas ambientales en el
país .
En el Programa Sectorial Ambiental de México que se
lleva a cabo actualmente con recursos provenientes del
crédito del Banco Mundial, se incluye una subcomponente
relativa a la normatividad ambiental, la cual considera
entre sus objetivos fundamentales, la elaboración y
expedición de Normas Oficiales Mexicanas.
La Ley General del Equilibrio Ecológico y la
Protección al Ambiente establece en el Artículo 8
fracción VII y en el Artículo 111, que es atribución de
la Secretaría de Desarrollo Social formular las Normas
Oficiales Mexicanas que especifiquen los niveles máximos
permisibles de emisión por contaminante y por fuente de
contaminación.
Dentro de las prioridades normativas se encuentra el
establecimiento de especificaciones que incluyan los
niveles máximos permisibles de emisión a la atmósfera de
gases y material particulado procedentes de las operación
de fundición de hierro y acerb.
CORPORACION RADIAN S .A . DE C .V .
9-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Es necesario controlar estas emisiones, a través del
establecimiento de niveles máximos permisibles con el fin
de asegurar la preservación del equilibrio ecológico, la
salud humana y la protección al ambiente.
La Secretaria de Desarrollo Social a través de la
Dirección General de Normatividad Ambiental, ha
contratado los servicios de Corporación Radian S .A . de
C .V ., una empresa consultora con amplia experiencia en el
soporte y elaboración de normatividad ambiental
internacional, con el objeto de formular la Norma Oficial
Mexicana que establezca los niveles máximos permisibles
de emisión a la atmósfera de material particulado y gases
en la industria del hierro y el acero.
Con el fin de enriquecer la "Norma Oficial Mexicana
que establece los Límites Máximos permisibles de Emisión
a la Atmósfera de Material Particulado y Gases en la
Industria del Hierro y el Acero", se presenta el
siguiente programa de consulta a los sectores públicos,
privados y sociales afectados por la aplicación de la
presente norma.
9 .2 OBJETIVO
La presente consulta tiene como fin el recibir
comentarios por parte de los sectores públicos, privados
y sociales afectados, que enriquezcan la "Norma Oficial
Mexicana que establece los Límites Máximos permisibles de
Emisión a la Atmósfera de Material Particulado y Gases en
la Industria del Hierro y el Acero".
CORPORACION RADIAN S .A . DE C .V .
9-2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
9 .3 PARTICIPANTES
La industria de fundición de hierro y acero se
encuentra desarrollada de manera importante en el
territorio nacional . Todos las industrias afectadas por
la presente Norma Oficial Mexicana se consideran
participantes para propósitos del presente programa de
consulta y los organismos representativos que las agrupan
son:
1.
Cámara Nacional de
la
Industria de
la
Transformación (CANACINTRA)
Sección
Av . San Antonio # 250 Tercer Piso
Col . Ampliación Nápoles, Del . Benito Juárez
03849 México, D .F.
Tel . 563-34-00 (Conmutador)
Cámara Nacional
2.
de la Industria del Hierro y del
Acero (CANACERO)
Amores # 338 Col . del Valle
Del . Benito Juárez
03199 México, D .F.
Tel . 543-44-43 al 47
3.
Sociedad Mexicana de Fundidores
Av . San Antonio # 250 Octavo Piso
Col . Ampliación Nápoles, Del . Benito Juárez
03849 México, D .F.
Tel . 563-34-00 (Conmutador)
CORPORACION RADIAN S .A . DE C .V .
9-3
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
9 .4 ESTRATEGIA
Con el fin de cumplir con los objetivos del presente
programa de consulta, se describen a continuación las
cinco principales actividades a desempeñar de acuerdo al
siguiente orden de consecución:
Reunión
sectorial
1.
o por grupo.
Se extenderá una convocatoria escrita a los
participantes involucrados en la presente consulta
donde se especificará la fecha y hora precisa en la
que se efectuará la reunión . En esta reunión se
dará a conocer a los distintos sectores
participantes el objetivo del programa de consulta
y se solicitará su atenta participación en el
enriquecimiento de la norma presentada para lo cual
se distribuirá el borrador del "Anteproyecto de
Norma Oficial Mexicana que establece los Límites
Máximos permisibles de Emisión a la Atmósfera de
Material Particulado y Gases en la Industria del
Hierro y el Acero".
Revisión del 2.
Anteproyecto de Norma por parte de los
participantes.
En un periodo de cinco semanas contadas a partir de
la siguiente semana de la reunión sectorial, los
participantes darán revisión al Anteproyecto de
Norma Oficial Mexicana con el objeto de analizarla
y estructurar sus comentarios por escrito . Durante
este periodo los participantes podrán aclarar las
dudas que surjan durante la revisión.
CORPORACION RADIAN S .A . DE C .V .
9-4
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
3.
Reunión de consulta y recepción de comentarios por
escrito.
El objetivo de esta reunión es la recepción de
comentarios por escrito y la consulta a los
diferentes sectores participantes con el fin de
enriquecer el Anteproyecto presentado.
4.
Revisión, verificación y análisis.
En este periodo se procederá a la revisión,
verificación y análisis de los comentarios escritos
entregados por los participantes, con el fin de
enriquecer el Anteproyecto de Norma Oficial
Mexicana.
5.
Reunión de presentación del formato final del
Anteproyecto.
En esta reunión se dará a conocer a los interesados
el resultado final derivado de las aportaciones
recibidas y se presentará el formato final de la
"Norma Oficial Mexicana que establece los Límites
Máximos permisibles de Emisión a la Atmósfera de
Material Particulado y Gases en la Industria del
Hierro y el Acero".
CORPORACION RADIAN S .A . DE C .V .
9-5
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
9 .5 CALENDARIZACION
Para fines del presente programa de consulta los
participantes serán agrupados de la siguiente manera:
GRUPO I (GI)
1.
Cámara Nacional de la Industria de la
Transformación (CANACINTRA) Sección 2
Av . San Antonio # 250 Tercer Piso
Col . Ampliación Nápoles, Del . Benito Juárez
03849 México, D .F.
Tel . 563-34-00 (Conmutador)
2.
Sociedad Mexicana de Fundidores
Av . San Antonio # 250 Octavo Piso
Col . Ampliación Nápoles, Del . Benito Juárez
03849 México, D .F.
Tel . 563-34-00 (Conmutador)
GRUPO II (GII)
3.
Cámara Nacional de la Industria del Hierro y del
Acero (CANACERO)
Amores # 338 Col . del Valle
Del . Benito Juárez
03199 México, D .F.
Tel . 543-44-43 al 47
CORPORACION RADIAN S .A . DE C .V .
9-6
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
9 .5 .1 Duración del Programa de Consulta
La duración del programa de consulta será de
doce semanas, tiempo en el cual se desarrollarán las
actividades descritas en la sección 9 .4.
9 .5 .2 Calendarización de Actividades
La Calendarización de Actividades se ajustan a
la duración del programa de Consulta y se muestra en
la Tabla 9 .1.
CORPORACION RADIAN S .A . DE C .V .
9-7
%ir
TABLA 9 .1
PROGRAMA DE CONSULTA
CALENDARIZACION DE ACTIVIDADES
A C T I V I D A D
/ S E M A N A
Reunión sectorial o por grupo
Revisión del Anteproyecto de Norma por parte de
los participantes
Reunión de consulta y recepción de comentarios por
escrito
Revisión, verificación y análisis
Reunión de presentación del formato final del
Anteproyecto'
© 2
3
4
5
6
7
8
9 10 11 12
5 . Conclusiones y
Recomendaciones
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
5 . CONCLUSIONES Y RECOMENDACIONES
De acuerdo con el desarrollo técnico del presente estudio
y la información obtenida a nivel de normatividad ambiental
internacional, los objetivos planteados han sido alcanzados y
se concluye lo siguiente:
1.
El estudio técnico y científico realizado es una base
sólida que sustenta la "Norma Oficial Mexicana que regula
los limites máximos permisibles de emisión a la atmósfera
de partículas y gases en la industria del hierro y el
acero".
2.
El grado de concordancia de la Norma Oficial Mexicana
presentada demuestra que los criterios utilizados para su
elaboración, son los más adecuados y actualizados a nivel
mundial pues están establecidos bajo la base de
protección a la salud y al medio ambiente en general.
3.
El beneficio que se deriva de la aplicación de la
normatividad presentada es considerable pues el
establecimiento de especificaciones, condiciones,
procedimientos y requisitos en el control-de emisiones a
la atmósfera dá por si mismo, el aseguramiento necesario
para la protección de la salud de todos los sectores
sociales involucrados muy especialmente los más
sensiblemente afectados por la operación de las unidades
de producción de hierro y acero .
CORPORACION RADIAN S .A . DE C .V .
C-1
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
4 . Considerando que la presente norma se encuentra dentro de
los límites reales y aceptables basados en la protección
a la salud humana y ambiental, se recomienda su mas
pronta y eficiente implementación, en todas las
tecnologías consideradas dentro del campo de aplicación
especificado a fin de cubrir con los objetivos
establecidos dentro de la Norma Oficial Mexicana .
CORPORACION RADIAN S .A . DE C .V .
C-2
6. Bibliografía
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
BIBLIOGRAFIA
-
Instituto Latinoamericano del Fierro y el Acero ILAFA.
Repertorio Siderúrgico Latinoamericano, Santiago, Chile, 1991.
-
Cámara Nacional de la Industria del Hierro y el Acero,
CANACERO . Directorio de Socios, 1991/1992.
-
Instituto Nacional de Estadistica, Geografía e Informática,
INEGI . La Industria Siderúrgica en México, México, 1990.
-
Cámara Nacional de la Industria de la Transformación,
CANACINTRA, Directorio Nacional, México, 1992.
-
Sarré, L . J . Compendio de Términos Siderúrgicos, Altos Hornos
de México, S . A ., México, 1976.
-
United States Steel Corp . The Making, Shaping and Treating of
Steel, Herbert & Held, U .S .A, 1973.
-
Peart, P . O . Calidad en los Procesos : Reseña de la Reducción
Directa en México, Cía . Minera Autlán, S .A . de C .V ., México,
1986.
Ed.
-
Kirk-Othmer .
Enciclopedia de Tecnología Química,
Hispanoamérica, México, 1978.
-
EPA-450/3-91-030, Documentation for Developing the Initial
Source Category List, Final Report, Research Triangle Park,
North Carolina, Julio 1992.
-
EPA-450/4-90-003, '
Airs Facility Subsystem, Source
Classification Codes and Emission Factor Listing for Criteria
Air Pollutants, Research Triangle Park, North Carolina, Marzo
1990.
-
Esteban, J . M . Tecnología del Acero,
Ediciones CEDEL, Barcelona España 1978 .
-
Kudrin, V .A . Metalurgia del Acero . Ed . MIR 1984.
-
Ross, R .D . La industria y la Contaminación del Aire, Ed . Diana
México 1974.
-
Calvert, S . Englund, H .M . Handbook of Air Pollution
Technology . John Wiley & Sons, Inc . U .S .A . 1984.
-
Parker, A . Industrial Air Pollution Handbook, Mc Graw Hill
CORPORACION RADIAN S .A . DE C .V .
Tercera edición.
-
B -i
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y EL ACERO
Book Co, Londres 1978.
-
Cooper, C . D . Alley, E .
Engineering, Boston-1986.
-
Stern, A .C . Boubel, R .W . Turner, D .B . Fox, D .L . Fundamentals
of Air Pollution, Academic Press Inc . U .S .A . 1984.
-
Organización Panamericana de la Salud, Manual de Calidad del
Aire en el Medio Urbano, O .M .S . Washington 1980.
-
De Lora, F . Miró, J . Técnica de Defensa del Medio Ambiente,
Barcelona España, 1978.
-
Organización Panamericana de la Salud, Criterios de salud
ambiental 8, Oxidos de Azufre y Partículas en Suspensión,
Publicación Científica No . 424, México 1982.
-
C.
Air Pollution Control,
Organizacion Panamericana de la Salud,
PWS
Criterios de Salud
Ambiental 4, Oxidos de Nitrogeno, Publicación Científica No.
389, México 1982 .•
-
Organizacion Panamericana de la Salud, Criterios de Salud
Ambiental 7, Oxidantes Fotoquímicos, Publicación Científica
No . 403, México 1982.
Organizacion Panamericana de la Salud, Criterios de Salud
Ambiental 13, Monóxido de Carbono, Publicación Científica No.
453, México 1982.
-
Organizacion Panamericana de la Salud, Criterios de Salud
Ambiental 3, Plomo, Publicación Científica No . 388, México
1982.
U .S . EPA, Background Information for Standards of Performance:
Electric Arc Furnaces in the Steel Industry . Volumen 2 Teit
Data, Octubre 1974.
-
U .S .
Federal Register, Standards of Performance for New
Stationary Sources : Electric Arc Furnaces and Argon-Oxygen
Decarburization Vessels in Steel Plants ; Final Rule, U .S .A.
1984.
-
U .S . Federal Register,
Standards of Performance for New
Stationary Sources ; Basic Oxygen Process Furnaces ; Final Rule.
U .S .A . 1986
-
U .S . EPA, 40 CFR Ch . 160 . Performance Tests, U .S .A . 1984.
CORPORACION RADIAN S .A . DE C .V .
B-2
NOM - EMISIONES EN LA INDUSTRIA DEL HIERRO Y . EL ACERO
-
U .S . EPA,
-
U .S . EPA, 40 CFR Subpart Na- Standards of Performance for
Secondary Emissions from Basic Oxygen Process Furnaces for
Which Construction is Commenced After January 20, 1983 ., U .S .A
1992.
-
U .S . EPA,
-
U .S . EPA, 40 CFR Subpart AAa- Standards of Performance for
40 CFR Subpart N— Standards of Performance for.
Primary Emissions from Basic Oxygen Process Furnaces for Which
Construction is Commenced After . June 11, 1973 ., U .S .A. 1992.
40 CFR Subpart AA- Standards of Performance for
Steel Plants : Electric Arc Furnaces Constructed After October
17, 1983 ., U .S .A 1991.
Steel Plants : Electric Arc Furnaces and Argon-Oxygen
Decarburizatioñ Vessels Constructed After August 17, 1983 .,
U .S .A 1991.
-
U .S . EPA, Costs of Sulfur Dioxide, Particulate Matter and
Nitrogen Oxide Controls on Fossil Fuel Fired Boilers . Office
of Air Quality Planning and Standards, North Carolina, August
1982.
-
Kupchella, Ch . E ., Environmental Science . Living Within the
System of Nature . Allyn and Bacon . U .S .A 1974.
CORPORACION RADIAN S .A . DE C .V .
B-3