metodo para producir una pelicula cargada electricamente.
Anuncio

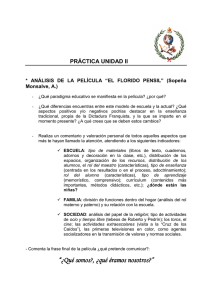
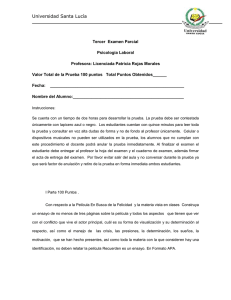
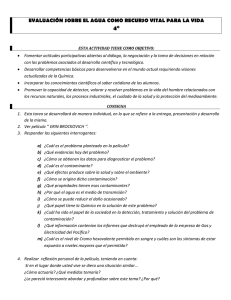
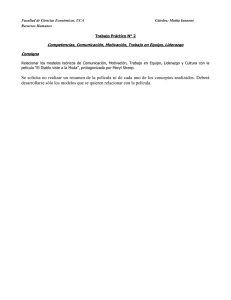
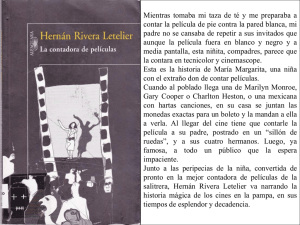
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS 11 Número de publicación: 2 235 078 51 Int. Cl. : B29C 71/00 7 B29C 47/00 ESPAÑA 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02761584 .8 86 Fecha de presentación: 06.09.2002 87 Número de publicación de la solicitud: 1425157 87 Fecha de publicación de la solicitud: 09.06.2004 54 Título: Método para producir una película cargada eléctricamente. 30 Prioridad: 07.09.2001 US 948643 73 Titular/es: S. C. Johnson Home Storage, Inc. 1525 Howe Street Racine, Wisconsin 53403, US 45 Fecha de publicación de la mención BOPI: 01.07.2005 72 Inventor/es: Martin, Frederick, H.; Porchia, Jose y Grissmeyer, Julie, M. 45 Fecha de la publicación del folleto de la patente: 74 Agente: Díez de Rivera de Elzaburu, Alfonso ES 2 235 078 T3 01.07.2005 Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art. 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 235 078 T3 DESCRIPCIÓN Método para producir una película cargada eléctricamente. Campo técnico La presente invención se refiere en general a productos de película, y más particularmente a un método para producir una película cargada eléctricamente. Técnica anterior Una banda u hoja de material se usa a menudo para proteger una superficie y/o uno o más artículos que pueden estar dispuestos sobre la banda u hoja. Por ejemplo, el papel se ha usado durante muchos años para forrar estantes, cajones y otras superficies de artículos. El papel puede ser liso (es decir, no revestido), revestido y/o con respaldo adhesivo. El papel u otro material ha sido usado también como mantel individual o como una cubierta de mesa. Otro ejemplo de la utilización de una banda u hoja es como una cubierta de protección sobre otras, mayores estructuras, tales como para proteger un suelo contra las gotas de pintura o como forro en un maletero de un coche o una plataforma de un camión. Estos productos típicamente deben ser suficientemente duraderos para resistir que se ande por encima y/o otras formas de solicitación, aunque materiales menos duraderos (por ejemplo, papel) pueden ser usados como cubiertas de protección temporal. La Patente de EE.UU. Nº 1.151.895, de Mix, describe un tablero de amasado higiénico en el que cierta cantidad de papel pergamino se desenrolla de un rollo y coloca encima del tablero para cubrir completamente la superficie del mismo. Disposiciones similares se describen en la Patente de EE.UU. Nº 1.952.375, de Johnson, y la Patente de EE.UU. Nº 2.369.898, de Hoel, aunque en la última se usa papel parafinado en vez de papel pergamino. La Patente de EE.UU. Nº 5.193.793, de Pollock, describe un tablero de mezclado en el que una pluralidad de hojas de plástico apiladas se dispone sobre una superficie superior del mismo. Cada hoja de plástico tiene un respaldo de adhesivo sensible a la presión que enlaza las hojas juntas. Un usuario puede mezclar un compuesto sobre la hoja superior y puede después de ello desprender la hoja superior y desechar la misma de modo que está provisto de nuevo de una superficie limpia para la posterior utilización. Un cierto número de disposiciones en que se usa una hoja cargada electrostáticamente ha sido desarrollado para asegurar un artículo a una superficie. Por ejemplo, la Patente de EE.UU. Nº 5.970.638, de Henley, describe una hoja de vinilo electrostática transparente y una película de cubrición en la que una flor seca y comprimida, es obturada herméticamente entre la hoja de vinilo y la película de cubrición para crear un adorno obturado herméticamente. El adorno obturado puede ser aplicado a una superficie no porosa y la película electrostática mantiene el adorno en posición sobre la misma. Otras disposiciones que utilizan hojas electrostáticas para montar objetos se describen en la Patente de EE.UU. Nº 5.826.851, de Arbisi, Patente de EE.UU. Nº 4.741.119, de Baryla, Patente de EE.UU. Nº 5.102.171, de Saetre, y Patente de EE.UU. Nº 4.992.121, de Rubino. La Patente de EE.UU. Nº 5.899.010, de Peck, describe un sistema de bandera reutilizable que incluye una hoja de material de plástico y una pluralidad de señales de vinilo adhesibles estáticas flexibles que 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 pueden ser colocadas sobre la hoja de material de plástico para configurar un mensaje. Las señales son mantenidas en posición sobre la hoja de material de plástico por la carga electrostática que llevan las señales. En una realización alternativa, la hoja de material de plástico es portadora de una carga electrostática y las señales son de plástico no poroso. La Patente de EE.UU. Nº 5.010.671, de Stonehouse, describe un tablero de hojas informativas que comprende al menos dos hojas dispuestas en relación de superposición. Las hojas están cargadas eléctricamente y están aseguradas de modo liberable a una superficie mediante una adhesión estática. Las hojas están destinadas a marcaciones que pueden ser borradas mediante una pluma de fieltro y son retenidas sobre un tablero de respaldo mediante grapas. Cada hoja puede ser desprendida de las grapas para permitir la retirada de la hoja del tablero de presentación. La Patente de EE.UU. Nº 5.207.581, de Boyd, describe un aparato de escritura que incluye una película de “electretos” (material dieléctrico polarizado permanentemente) flexible en la que se puede escribir de modo que se puede borrar mediante un marcador de borrado seco. El aparato incluye un rollo de película de “electretos” dispuesto en un receptáculo, ménsulas para montar el receptáculo en una pared o lugar de colocación del tablero de presentación y un cortador para dividir la película en hojas. La Patente de EE.UU. Nº 5.258.214, de Cooledge y otros, describe un material de película termoplástica que tiene una imagen preimpresa en el mismo y está provisto de una carga eléctrica estática para asegurar la película a una superficie. El material puede ser envasado en forma de hojas o en rollo con perforaciones para permitir la separación de las mismas. El documento US-A-5.227.172, en el que está basada la parte de precaracterización de la reivindicación 1, describe un método para producir una banda cargada eléctricamente. Fibras sopladas en fusión son recogidas sobre la superficie de un tambor cargado eléctricamente. La aplicación primaria de la banda es para filtración. Sumario de la invención De acuerdo con un aspecto de la presente invención, un método para producir una película cargada eléctricamente incluye las operaciones de configurar un material termoplástico fundido en forma de banda, cargar eléctricamente la banda mientras la banda está a una temperatura sustancialmente igual o superior a la temperatura de solidificación de la misma, refrigerar la banda por debajo de la temperatura de solidificación de la misma después de la carga y enrollar la banda en rollos individuales inmediatamente a continuación de la operación de refrigeración. La banda puede ser configurada inicialmente extruyendo un material termoplástico fundido. La banda puede incluir una superficie destinada a ser marcada mediante un dispositivo de marcación. La operación de cargar puede dar como resultado una banda que tiene una resistencia de moderada a alta a las fuerzas de cizalladura pero que puede ser desprendida fácilmente de una superficie. Otros aspectos y ventajas de la presente invención resultarán evidentes al considerar la descripción detallada siguiente. Breve descripción de los dibujos La figura 1 comprende una vista isométrica de un tablero de corte que tiene un material de película se- 3 ES 2 235 078 T3 gún la presente invención dispuesto sobre el mismo; la figura 1A comprende una vista isométrica de una superficie de soporte que tiene un material de película según la presente invención dispuesto sobre la misma; la figura 2 comprende una vista isométrica de un recipiente en combinación con un rollo de material de película según la presente invención; la figura 3 comprende una vista en planta de una película según la presente invención con marcaciones sobre la misma creadas mediante un marcador de borrado en seco; la figura 4 comprende una vista isométrica de una película de polímero multicapa según la presente invención; las figuras 5 y 6 comprenden vistas de estantes y un cajón, respectivamente, que están forrados con un material de película según la presente invención; la figura 7 es una vista isométrica de una película con una bolsa que contiene una almohadilla u otro miembro impregnado con una sustancia; la figura 8 es una vista en sección tomada en general a lo largo de las líneas 8-8 de la figura 7; la figura 9 es una vista en planta esquemática del aparato para cargar y enrollar material de película en rollos individuales; la figura 10 es una vista isométrica de un material de película con una estructura multicompartimento retenida sobre el mismo; y la figura 11 es una vista en sección tomada en general a lo largo de las líneas 11-11 de la figura 10. Descripción de las realizaciones preferidas Haciendo referencia a la figura 1, en ella se ilustra un material 10 de película según la presente invención, de acuerdo con la realización preferida, comprendiendo el material 10 de película un polímero u otro material que fácilmente es capaz de aceptar y retener una carga eléctrica. También preferiblemente, el material es económico de modo que puede ser usado una vez y reciclado o eliminado. Todavía más, el material 10 de película es suficientemente duradero para resistir el contacto con un cuchillo u otro utensilio y tiene elasticidad adecuada para resistir el agrietamiento cuando se dobla. Todavía más, de acuerdo con la realización preferida, el material comprende una película de material plástico que es impermeable a líquidos y preferiblemente aprobada por la FDA (Food and Drug Administration) para el contacto con alimentos. El espesor del material 10 de película está en un intervalo que comprende hasta aproximadamente 203 micrómetros, siendo preferido un intervalo de aproximadamente 12,7 a 127 micrómetros, y siendo el más preferido un intervalo de aproximadamente 38,1 a 76,2 micrómetros. Además, el material de la película se carga preferiblemente mediante la aplicación de un campo eléctrico positivo o negativo de al menos aproximadamente 15.000 voltios al mismo a una distancia aproximada comprendida entre 12,7 mm y 25,4 mm, con la aplicación al menos de aproximadamente 20.000 voltios, siendo más preferida la tensión de al menos 30.000 voltios y con la máxima preferencia sustancialmente a una distancia de 19 mm. Si se desea, el material 10 puede ser expuesto a un campo eléctrico positivo en un lado del mismo y un campo eléctrico negativo en el otro lado del mismo en el que las magnitudes de los campos aplicados son las citadas anteriormente. En realizaciones alternativas, el material 10 de película se expone a los mismos 5 10 15 20 25 30 35 40 45 50 55 60 65 4 campos de polaridad en lados opuestos del mismo (es decir, un primer lado del material 10 está expuesto a un primer campo positivo y un segundo lado del material 10 está expuesto a un segundo campo positivo o los lados primero y segundo del material 10 están expuestos a un primer y un segundo campos negativos, respectivamente). En adición, el material 10 retiene preferiblemente una carga suficiente para desarrollar un campo eléctrico a una tensión sustancialmente igual al menos a aproximadamente 1500 voltios durante un periodo de tiempo especificado después de haber sido cargado el material, tal como de tres meses o más. Con más preferencia, el material retiene suficiente carga para desarrollar un campo eléctrico con una tensión de al menos aproximadamente 2.500 voltios, y con la máxima preferencia de al menos aproximadamente 3.500 voltios, al menos durante el periodo de tiempo comprendido entre la aplicación inicial de carga al material 10 de la película y el mayor tiempo que se prevea para que sea usado por el consumidor. El material 10 de película de la figura 1 se coloca sobre una superficie 12 de soporte, mostrada como un tablero de corte, y uno o más artículos están colocados sobre una superficie superior 15 del material 10 de película y son tratados. Como se ve en la figura 1A, si se desea, el material de la película puede por el contrario estar dispuesto sobre una estructura 13 diferente, tal como un mostrador, una mesa, una bandeja, etc. Haciendo referencia de nuevo a la figura 1, de acuerdo con una realización, los artículos 14 comprenden artículos alimenticios que son cortados con un cuchillo 16 y/o manipulados de otra manera (tal como durante el mezclado, amasado, troceado, y similares) mientras están sobre el material 10 de película. El material 10 de película impide la transmisión de jugos y otros materiales liberados de los artículos alimenticios 14, que incluyen bacterias, de la superficie superior 15 de la superficie 12 de soporte. El material 10 de película impide también la transmisión de materiales y bacterias de la superficie 12 de soporte a la superficie superior 15 del material 10 de película, y por consiguiente, se evita la contaminación del artículo o artículos alimenticios 14. Si se desea, el material 10 de película puede incluir opcionalmente uno o más componentes antimicrobianos y/o bactericidas que limiten la actividad de gérmenes y/o bacterias sobre al menos la superficie superior 15. La superficie de soporte es preferiblemente de una construcción y material adecuados para que proporcione la atracción estática del material 10 de película. Idealmente, la superficie de soporte proporciona soporte suficiente al material de película y el artículo o artículos 14 para permitir el tratamiento seguro y eficiente de los mismos. Cuando se termina el tratamiento de los artículos alimenticios 14, la película puede ser retirada de la superficie 12 de soporte y reciclada o desechada, preferiblemente después de un primer plegado y/o enrollado del material 12 de película de tal manera que sean capturadas todas las partículas y jugos en el mismo. También preferiblemente, la carga transportada por el material 10 de película es de una magnitud tal que el material 10 no puede ser movido significativamente durante el tratamiento de los artículos 14 sobre el mismo, aunque todavía puede ser efectuada fácilmente la liberación del material 10 de película de la superficie 12 de soporte, cuando se desee. Concretamente, el material 10 de película presen3 5 ES 2 235 078 T3 ta preferiblemente una resistencia de moderada a alta a las fuerzas de cizalladura pero una resistencia relativamente más baja a una fuerza de desprendimiento. Asimismo, la resistencia a las fuerzas de cizalladura no es preferiblemente tan grande que impida cualquier ajuste lateral de la posición del material 10 una vez colocado este sobre una superficie. Por tanto, el material 10 puede ser colocado sobre una superficie y la posición del mismo puede ser ajustada, y después de ello el material es retenido en su lugar por la carga eléctrica transportada por el material 10. Como un resultado, se puede escribir sobre el material 10 o los artículos pueden ser tratados y/o movidos sobre el material 10 sin movimiento lateral sustancial del material 10, aunque todavía el material 10 puede ser fácilmente vuelto a colocar o desprendido de la superficie subyacente, cuando se desee. El material de la película comprende preferiblemente una estructura monocapa o multicapa de cualquier material(es) polímeros en forma de película, tales como una olefina (por ejemplo, polipropileno o polietileno), nailon, PET, teflón, o cualquier otra familia de compuestos químicos capaces de ser configurados en forma de película y/o pueda comprender materiales no orientados, orientados o biaxialmente orientados. La película puede comprender alternativamente combinaciones de tales materiales en diferentes capas que son coextruidas o estratificadas o unidas juntas de otra manera. En la realización preferida de la invención, el material 10 de la película es extruido en forma de banda continua sobre uno o más rodillos maestros anchos. El material 10 de película es posteriormente desenrollado del rollo o rollos maestros, pasado a través de cualquier máquina de carga electrostática disponible comercialmente e inmediatamente después de ello configurado en forma de rollos de usuario individuales. Cada rollo es suministrado al usuario final, que preferiblemente corta o trocea el material con una forma y/o tamaño deseados. Como se ve en la figura 2, un rollo 20 de material 10 de película se suministra en una caja 22 u otro recipiente y una barra 24 de corte está montada en la caja 22 para permitir que el usuario corte el material 10 en una hoja de tamaño deseado. Alternativamente, el material 10 puede ser suministrado al usuario final en forma de hojas precortadas en una caja u otro recipiente. Todavía más, el material 10 puede estar perforado para permitir a un usuario que divida fácilmente el material 10 en hojas. La figura 9 ilustra el procedimiento anterior con más detalle en el que material 10 de película almacenado en un gran rollo 21 maestro es desenrollado de este mediante un rodillo 23 de mesa accionado y hecho pasar sobre un rodillo adicional 25 dispuesto adyacente a la máquina 26 de carga. Preferiblemente, la máquina 26 de carga comprende una barra de carga Tetra vendida por Simco de Hartfield, PA, EE.UU., que preferencia suministra una carga positiva al material 10 de película. También preferiblemente, el material de película se desplaza a través de la máquina 26 de carga a una velocidad de la línea de aproximadamente 4,06 m/s aunque podrían ser usadas velocidades de desplazamiento más altas o más bajas alternativamente. El material 10 de película cargado pasa entonces sobre rodillos adicionales 27a, 27b y 27c y es enrollado sobre rollos individuales transportados por una torreta 28 giratoria. Preferiblemente, los rodillos 25, 27a y 27c están puestos a tierra con un bastidor 4 5 10 15 20 25 30 35 40 45 50 55 60 65 6 de máquina mediante escobillas u otros dispositivos y los rodillos 27a a 27c están aislados mediante un revestimiento de teflón. En adición, el rodillo 25 está preferiblemente revestido por un revestimiento duro, industrial, eléctricamente no conductor. La técnica de fabricación anterior origina una menor manipulación por el personal de fabricación en comparación con una técnica en la que la película extruida se enrolla sobre un gran rollo maestro, y el rodillo maestro es después de ello cargado electrostáticamente de modo global y la película cargada es desenrollada del rollo maestro y enrollada en rollos individuales o configurada en forma de hojas individuales. Esta reducción en la manipulación conduce a una mejor retención de la carga y una calidad de película mejorada. Asimismo, la técnica anterior origina la producción de cantidades de ozono que están dentro de límites aceptables. Si se desea, el material 10 de película puede ser cargado en el estado semifundido, formando de ese modo un electreto que tiene cargas internas en la estructura de película. Concretamente, este aspecto de la presente invención comprende las operaciones de configurar un material termoplástico fundido en forma de banda continua, cargar eléctricamente la banda mientras la banda está a una temperatura sustancialmente igual a, o por encima de, la temperatura de solidificación de la misma, enfriar la banda por debajo de la temperatura de solidificación de la misma después de cargar y enrollar la banda en forma de rollos individuales inmediatamente a continuación de la operación de refrigeración. La banda puede ser de construcción de capa única o multicapa, en la que esta última puede ser obtenida mediante técnicas de coextrusión. Preferiblemente, el método comprende la utilización de una máquina de cargar similar o idéntica a la máquina 26 de cargar descrita anteriormente que está situada aguas abajo de un troquel de extrusión que extruye la banda termoplástica. Después de la carga, se permite el enfriamiento del material semifundido, ya sea por exposición a condiciones ambientales o por enfriamiento activo mediante un rodillo de enfriamiento. Una o ambas superficies exteriores de la banda pueden ser tratadas mediante el efecto corona para permitir la marcación mediante un dispositivo de marcación. Después de lo cual, la banda enfriada es preferiblemente enrollada inmediatamente en forma de rollos de usuario individuales y envasada. Durante la carga, el material 10 es expuesto a un campo eléctrico positivo o negativo preferiblemente cuando la temperatura de la película es justamente mayor que la temperatura TG de transición del vidrio para el material 10. También preferiblemente, el material semifundido se expone al menos aproximadamente a 15.000-17.000 voltios a una distancia aproximada comprendida entre 12,7 mm a 25,4 mm, con más preferencia al menos a aproximadamente a 20.000 voltios aplicados, y con la máxima preferencia a 30.000 voltios aplicados a una distancia de 19 mm. Si se desea, el material 10 puede ser expuesto a un campo eléctrico positivo en un lado del mismo y un campo eléctrico negativo en el otro lado del mismo en el que las magnitudes de los campos aplicados son las indicadas anteriormente. En realizaciones alternativas, el material 10 de película se expone a los campos de la misma polaridad en lados opuestos de la misma, es decir, un primer lado del material 10 se expone a un primer campo positivo y un segundo lado 7 ES 2 235 078 T3 del material 10 se expone a un segundo campo positivo, o los lados primero y segundo del material 10 se exponen campos negativos primero y segundo, respectivamente. Esta técnica, como opuesta a la carga electrostática descrita anteriormente que crea cargas de superficie en el material 10, da como resultado una retención más estable de la carga eléctrica a lo largo del tiempo y con exposición a condiciones ambientales. También si se desea, la película puede inicialmente ser cargada cuando está parcialmente fundida y después de ello puede hacerse pasar a través de una máquina de carga después de la solidificación del material 10 justamente antes del enrollado individual en rollos como se ha indicado anteriormente para obtener un producto con una combinación de cargas internas y de superficie. Independientemente de si la película se carga solamente cuando está parcialmente fundida o es cargada antes y después de la solidificación, la película que resulta tiene preferiblemente al menos las características de retención de la carga eléctrica especificadas anteriormente. Es decir, el material 10 de película resultante retiene preferiblemente una carga suficiente para desarrollar un campo eléctrico a una tensión sustancialmente igual al menos a aproximadamente 1.500 voltios durante un tiempo especificado después de la carga del material, tal como de tres meses o más. Más preferiblemente, el material 10 retiene carga para desarrollar un campo eléctrico a una tensión de al menos aproximadamente 2.500 voltios, y con la máxima preferencia de al menos aproximadamente 3.500 voltios, al menos durante el periodo de tiempo comprendido entre la aplicación de carga inicial al material 10 de película y el tiempo anticipado más largo para ser usado por el consumidor. El material 10 de película puede ser incoloro o pigmentado y puede ser transparente, translúcido u opaco, como se desee. Haciendo referencia a la figura 4, según una realización, el material 10 puede comprender una estructura multicapa coextruida o estratificada que comprende una capa 30 central en cavitación de un polipropileno vendido bajo el nombre comercial OPPALYTE® por la Exxon Mobil Corp., primera y segunda capas intermedias 32, 34 de polipropileno modificadas por la adición de dióxido de titanio a las mismas para obtener una pigmentación blanca y capas exteriores, superior e inferior, 36, 38. En esta realización, la capa superior exterior 36 es preferiblemente de polipropileno que ha sido tratado por efecto corona para que permita su marcación con un dispositivo de marcación permanente o para que permita que la marcación se pueda borrar con un marcador de borrado en seco. Además, la capa 38 exterior inferior es preferiblemente de polipropileno modificado por la adición de cualquier material que facilite la obturación en frío del material 10 de película. Si se desea la capa exterior inferior 38 puede ser tratada por efecto corona para que permita la marcación permanente o que pueda ser borrada como se ha indicado anteriormente. En adición, la película resultante puede ser estratificada con otra estructura, tal como un sustrato. Por tanto, como se ve en la figura 3, el material puede ser cortado o troceado con un tamaño deseado, montado sobre una superficie y usado como un tablero de borrado en seco portátil. La marcación del material puede ser efectuada en cualquier momento, por ejemplo, antes del cortado, después del cortado pero antes del montaje o después del montaje. 5 10 15 20 25 30 35 40 45 50 55 60 65 8 Todavía más, el material 10 puede ser impreso en una o varias superficies del mismo. También, el material 10 de película puede ser perforado en uno o más lugares 39 (figura 4) para que permita la división en hojas sin la necesidad de una barra cortadora. Según una realización más, el material 10 de película es idéntico al ilustrado de la realización en la figura 4 con la excepción de que las capas exteriores 36 y 38 se omiten. En adición, las tres capas son coextruidas o estratificadas y cada capa comprende 155LLG102 BOPP, 187 fabricado por la Exxon Mobil Corp., en el que las capas no están modificadas por pigmentos y no hay cavitación para obtener un producto transparente. Aplicabilidad industrial La presente invención no está limitada a la idea de proporcionar un material que pueda ser usado como se ha indicado anteriormente. Por ejemplo, el material 10 puede ser usado para forrar uno o más estantes 50 o cajones 52 (figuras 5 y 6) y los artículos pueden ser colocados y/o tratados sobre el mismo, o el material 10 puede ser usado para cubrir y/o proteger las superficies de otro mueble, artículos y otras superficies de soporte de modo que uno o más artículos puedan ser colocados y/o tratados sobre este (tales como plantas domésticas, marcos de imágenes o similares), artículos que no sean alimentos, por ejemplo, artículos usados en trabajos artesanos, pueden ser soportados por el material 10 para tratamiento. Alternativamente, el material puede ser usado como un paño protector y/o manteles individuales o en cualquier otra aplicación, tal como en un refrigerador u horno de microondas, en el que se desea la protección de una superficie de soporte. Todavía más, el material 10 puede ser usado como una cubierta para un tazón, taza u otro receptáculo, o puede ser usado para que sirva como un protector contra salpicaduras de una o más superficies en un horno de microondas o refrigerador, o puede ser usado como cinta protectora para evitar que se pinten áreas que deban permanecer sin ser pintadas. Otra utilización es para retener un artículo en su lugar sobre un vidrio de ventana u otro objeto emparedando el objeto entre el material 10 de película y el vidrio de ventana u otro objeto. La superficie sobre la que se coloca el material 10 puede ser continua o discontinua (un ejemplo de la última sería un suelo de baldosas). En adición, la superficie puede ser dura o blanda, y no es necesario que tenga una composición homogénea o presente características físicas homogéneas. Como alternativas adicionales, el material 10 de película puede incluir uno o más orificios o aberturas a través del mismo y/o el material 10 puede incluir áreas pigmentadas y no pigmentadas y/o áreas cargadas eléctricamente y no cargadas, como se desee. Por tanto, por ejemplo, una pieza rectangular de material 10 de película puede incluir una porción exterior que comprenda un bastidor que esté cargado electrostáticamente y que haya sido tratado por efecto corona para que acepte marcaciones que puedan ser eliminadas o permanentes sobre el mismo y una porción central que sea transparente o que tenga una abertura en la misma. El material de la porción central (si hay alguno) puede estar cargado electrostáticamente o descargado. El producto resultante es particularmente adecuado para mantener una fotografía, dibujo, pintura, tarjeta de felicitación, u otro objeto en un vidrio de ventana u otro sustrato (vertical o no vertical) tal como la fotografía, dibujo, etc. que sea visible a través 5 9 ES 2 235 078 T3 de, o en, la porción central. En el caso de aplicaciones en las que el material 10 de película ha de mantener un objeto en una superficie vertical y en el que alguna de las porciones de o la hoja completa (que incluye cualquier porción central) está cargada eléctricamente, el material 10 de película preferiblemente (aunque no necesariamente) es portador de una carga eléctrica suficiente para permitir que el material mantenga un peso de un objeto separado al menos igual al peso del material 10 de película. En realizaciones alternativas, la carga es suficiente para permitir que el material mantenga un peso de un objeto separado mayor que el peso del material de película, por ejemplo, un peso al menos igual a tres veces el peso del material de película. Según una realización alternativa más, una hoja del material 10 de película puede incluir márgenes exteriores que retengan carga eléctrica, tal como una carga electrostática. La hoja puede estar plegada sobre sí misma de modo que porciones de los márgenes exteriores estén colocados en contacto unos con otros, formando de ese modo un hueco que puede encerrar un objeto. Si se desea, la hoja entera puede transportar una carga eléctrica o porciones de la hoja distintas a los márgenes pueden ser portadoras de una carga eléctrica. Una o más superficies pueden ser tratadas opcionalmente como se indica anteriormente para que permitan la marcación permanente o que se pueda borrar de tales superficies mediante un dispositivo de marcación, tal como un marcador de borrado en seco. Como en las realizaciones anteriores, el material de película impide la transmisión de bacterias y fluidos entre las superficies del material. Otra realización todavía de la presente aplicación comprende una hoja cargada eléctricamente de material de película como se describe anteriormente en relación con cualquiera de las realizaciones anteriores, en la que el material 10 de película está tratado y/o modificado de alguna manera para que aplique una sustancia deseada que tiene una propiedad deseada en la misma. Por ejemplo, una cantidad de película cargada electrostáticamente que tiene una superficie que puede ser tratada para que pueda ser marcada mediante un marcador de borrado en seco puede además tener una o más porciones revestidas con una sustancia volátil, tal como un insecticida, un bactericida, un agente antimicrobiano y/o una fragancia. La película puede ser impermeable a líquidos y puede estar recortada con un tamaño deseado y colocada en contacto con una superficie (tal como una superficie superior, superficie inferior o superficie lateral de una estantería, mesa, cajón etc.) de modo que la película sea atraída y retenida sobre la superficie. La sustancia se volatiliza posteriormente para ser liberada en el medio que la rodea. Opcionalmente, un artículo puede ser tratado sobre la película, siempre que al artículo no sea afectado adversamente por la sustancia volátil. Si se desea, la sustancia puede ser un líquido sustancialmente no volátil, tal como un aceite, o un material sólido o artículo, tal como una hoja impresa de papel, tela, plástico, etc. En este caso, la sustancia puede ser asegurada de modo inamovible al material 10 de la película, o la sustancia puede ser eliminada del mismo. En el último caso, el material 10 de la película puede servir como un portador de transferencia que transporta la sustancia hasta que el material 10 de la película es aplicado a una superficie, después de lo cual la sustancia es transferida a la superficie y es 6 5 10 15 20 25 30 35 40 45 50 55 60 65 10 retenida sobre la misma mediante cualquier mecanismo adecuado. Tal mecanismo puede incluir atracción electrostática debida a la carga eléctrica transferida a la sustancia por el material 10 de película. Un mecanismo alternativo puede comprender la adhesión resultante de hacer una o más superficies de la sustancia pegajosas. En cualquier caso, el material 10 de película puede ser desprendido de la superficie, dejando al menos alguna cantidad de la sustancia sobre la superficie. Alternativamente, un material volátil u otra sustancia o artículo puede ser retenida en o por una estructura transportada por, o asegurado a, la película. Por ejemplo, como se ve en las figuras 7 y 8, una capa 60 de una primera película puede estar dispuesta encima y asegurada a una capa 62 de una segunda película que es portadora de una carga eléctrica como se ha indicado anteriormente para crear un hueco 64. Las capas 60 y 62 pueden ser de cualquiera de los materiales descritos anteriormente o de cualquier otro material y la capa 60 puede estar asegurada a la capa 62 de cualquier manera conocida, tal como mediante obturación por calor, enlace adhesivo, coextrusión, o similares. Una almohadilla 66 impregnada con una sustancia deseada, tal como una fragancia, insecticida o cualquier otra sustancia como se describe en esta memoria, puede estar dispuesta en el hueco 64. La almohadilla 66 puede comprender un gel dispuesto en una envuelta formada por dos capas de material permeable a vapores que están aseguradas entre sí mediante cualquier medio adecuado. Una o ambas capas 60, 62 pueden ser permeables a vapores y/o uno o más orificios o aberturas 68 pueden ser proporcionados en las primera y/o segunda películas para permitir la comunicación de vapor entre el medio ambiente y el hueco 64. Los orificios 68 pueden estar inicialmente cubiertos por una o más tiras adhesivas desprendibles 70 (mostradas solamente en la figura 7) u otros miembros. El producto resultante puede ser colocado sobre cualquier objeto deseado en una posición deseada (que incluye una superficie superior, una superficie lateral o una superficie inferior del objeto) y es retenido sobre este por la carga eléctrica transportada por la película. La tira o tiras adhesivas 70 pueden entonces ser retiradas para exponer la sustancia al medio ambiente. La sustancia, si es volátil, se evaporará posteriormente y se extenderá en forma de vapor por los alrededores. Si se desea, la almohadilla 66 puede ser sustituida por un diferente portador, tal como una almohadilla fibrosa u otro material que contenga o esté impregnado con una sustancia deseada. Una alternativa más todavía es un diseño mediante el cual se forma una bolsa de un material (de uno de los materiales descritos anteriormente o de cualquier otro material), mediante plegado del material sobre sí mismo o asegurando dos o más piezas del mismo o de distintos materiales juntas para formar huecos y asegurar la bolsa mediante cualquier medio adecuado (por ejemplo, obturación por calor, adhesivo, coextrusión, coestratificación o similares) a una sección de una película que es portadora de carga eléctrica como se ha descrito anteriormente. Uno o más objetos pueden ser dispuestos en el hueco o huecos, que incluyen una almohadilla impregnada con una sustancia como se ha descrito anteriormente. El material de la bolsa puede ser permeable al vapor y/o puede incluir una o más aberturas que se extiendan a través del mismo. Uno o más orificios cubiertos por miembros despren- 11 ES 2 235 078 T3 dibles pueden ser proporcionados como en la realización precedente. El producto resultante puede ser colocado y usado como se describe en la realización precedente para exponer la sustancia impregnada al medio ambiente. En cualquiera de las realizaciones anteriores, la sustancia deseada puede ser una repelente y/o tóxica para uno o más organismos, criaturas, etc., indeseables. Por tanto, la sustancia deseada puede comprender una composición antimicrobiana, un insecticida, un bactericida, un herbicida, un repelente a animales, o similar. Alternativamente, la sustancia deseada puede ser una atrayente (tal como una fragancia como se ha indicado anteriormente) o una sustancia que estimule el crecimiento o la multiplicación de uno o más organismos. De particular interés a este respecto son los aromas y otros ingredientes activos de control de la calidad del aire y los ingredientes de control de insectos, que incluyen insecticidas, repelentes y otros ingredientes de modificación del desarrollo y/o comportamiento de insectos. Cualquiera de estas sustancias puede ser aplicada al material 10 de la película mediante cualquier medio adecuado en adición a los descritos anteriormente, tales como una composición que se imprime directamente en el material 10 de la película, una tela tejida o no tejida u otro material impregnado con la sustancia y estratificado o unido de otra manera al material 10, etc... La sustancia puede por lo tanto ser dispensada sin residuo sucio y/o pegajoso. Un ejemplo, de esa disposición de liberación de sustancias es una película de polipropileno de 25 cm por 25 cm y 50,8 micrómetros con 100 miligramos de “transfluthrin” u otro insecticida o agente activo aplicado a la misma. Otras composiciones insecticidas pueden ser usadas de esta manera. El material resultante puede ser suministrado en una forma de hoja o rollo, y en el último caso el material puede ser rasgado o cortado en un tamaño deseado mediante una barra cortadora u otro utensilio como se describe anteriormente. El material puede alternativamente estar perforado para permitir la fácil separación en hojas individuales, como se ha indicado anteriormente. El material puede ser colocado sobre una superficie inferior sustancialmente horizontal o cualquier otra superficie de un objeto, tal como una bandeja, mesa, mostrador, cajón, estante, una superficie sustancialmente vertical, etc., después de lo cual la sustancia volátil se volatiliza para liberar un ingrediente activo en el medio que le rodea. Si se desea, cualquiera de las realizaciones anteriores puede ser adecuada para ser utilizada con un calentador que calienta un material 10 de película, para iniciar o acelerar la liberación de la sustancia en la atmósfera que le rodea. Otra realización todavía comprende una estructura que incluye dos o más compartimentos o huecos asegurados al material 10 de película cargado eléctricamente. Por ejemplo, como se ve en las figuras 10 y 11, una disposición 80 multicompartimento incluye al menos un primer y un segundo compartimentos o huecos 82, 84 separados por una pared intermedia rompible 86. Los compartimentos 82, 84 están aprisionados entre una capa de base que comprende una sección del 5 10 15 20 25 30 35 40 45 50 55 60 12 material 10 de película y una capa 88 de cubierta que está asegurada mediante cualquier medio adecuado a la capa de base. En el caso de una estructura que tiene más de dos componentes, cada compartimento está separado del compartimento o compartimentos adyacentes por una o más paredes rompibles. Una composición química está dispuesta en cada compartimento y las paredes rompibles pueden ser rotas selectivamente mediante manipulación física para mezclar las sustancias químicas y de ese modo iniciar una reacción química deseada. La estructura puede ser mantenida sobre cualquier superficie por la carga eléctrica transportada por el material 10 de película. Por tanto, puede ser proporcionado un envase de enfriamiento mediante una estructura multicompartimento en la que los componentes del envase de enfriamiento antes de ser usados están separados por paredes rompibles. Un usuario puede romper las paredes cuando el envase de enfriamiento va a ser utilizado de modo que las sustancias químicas se mezclen y se inicie el procedimiento de enfriamiento, después de lo cual el envase de enfriamiento puede ser aplicado a un área afectada de un cuerpo de persona. El envase de enfriamiento es retenido ventajosamente en el área afectada por la carga transportada por el material 10 de la película. Pueden ser contempladas otras disposiciones similares en las que las sustancias químicas se mezclan selectivamente para producir calor, luz, humo u otros subproductos, y la estructura es mantenida sobre una superficie por la carga eléctrica transportada por el material 10 de la película. Cualquiera de las características de una de las realizaciones mostradas descritas anteriormente puede ser combinada con una o más características de una o más realizaciones descritas anteriormente. Por tanto, por ejemplo, una hoja cargada eléctricamente de material polímero como se ha descrito anteriormente que tiene las características de retención y mantenimiento de carga indicadas anteriormente puede ser revestida o impregnada con una sustancia volátil, tal como un insecticida o fragancia, y, si se desea, una o ambas superficies de la hoja pueden ser tratadas para que permitan la marcación permanente o removible de esa superficie o superficies mediante un dispositivo de marcación, tal como un marcador de borrado seco. El material puede ser suministrado en forma de hoja o rollo, y en el último caso, el material puede ser rasgado o cortado en el tamaño deseado mediante una barra cortadora u otro utensilio como se ha descrito anteriormente. El material puede alternativamente estar perforado para permitir la fácil separación en hojas individuales como se ha indicado anteriormente. Numerosas modificaciones de la presente invención serán evidentes para los expertos en la técnica en vista de la descripción anterior. Consecuentemente, esta descripción ha de ser considerada solamente ilustrativa y se ofrece con el propósito de permitir a los expertos en la técnica que utilicen la invención y a enseñar el mejor modo de poner en práctica la misma. Los exclusivos derechos a todas las modificaciones que están dentro del alcance de las reivindicaciones adjuntas están reservados. 65 7 13 ES 2 235 078 T3 REIVINDICACIONES 1. Un método para producir una película cargada eléctricamente, comprendiendo el método las operaciones de: configurar un material termoplástico en forma de banda continua (10); cargar eléctricamente la banda (10) mientras la banda está a una temperatura que es sustancialmente la temperatura de solidificación de la misma o superior; y caracterizado por enfriar la banda por debajo de la temperatura de solidificación de la misma después de cargar y enrollar la banda (10) en rollos individuales (20) inmediatamente a continuación de la operación de enfriado. 2. El método de la reivindicación 1, en el que la carga aplicada a la banda durante la operación de cargar da como resultado una banda (10) que retiene suficiente carga para desarrollar al menos 1.500 voltios en los tres meses siguientes a la operación de cargar. 3. El método de la reivindicación 1, en el que la carga aplicada a la banda durante la operación de cargar da como resultado una banda (10) que retiene suficiente carga para desarrollar al menos 2.500 voltios. 4. El método de la reivindicación 1, en el que la carga aplicada a la banda durante la operación de cargar da como resultado una banda (10) que retiene suficiente carga para desarrollar al menos 3.500 voltios. 5. El método de cualquiera de las reivindicaciones precedentes, en el que la operación de cargar comprende la operación de hacer pasar la banda a través de una máquina (26) de carga electrostática que carga electrostáticamente la banda (10). 5 10 15 20 25 30 35 40 45 50 55 60 65 8 14 6. El método de la reivindicación 5, en el que la máquina de carga electrostática aplica un campo eléctrico de al menos 15.000 voltios, preferiblemente 17.000 voltios a la banda. 7. El método de la reivindicación 5, en el que la máquina de carga electrostática aplica un campo eléctrico de al menos 20.000 voltios a la banda 10. 8. El método de la reivindicación 5, en el que la máquina de carga electrostática aplica un campo eléctrico de al menos 30.000 voltios a la banda 10. 9. El método de cualquiera de las reivindicaciones 6 a 8, en el que la máquina de carga electrostática aplica el campo eléctrico a una distancia aproximada comprendida entre 12,7 mm y 25,4 mm. 10. El método de la reivindicación 9, en el que la máquina de carga electrostática aplica el campo eléctrico a una distancia aproximada de 19 mm. 11. El método según cualquiera de las reivindicaciones precedentes, en el que la carga aplicada a la banda durante la operación de cargar da como resultado una banda que tiene una resistencia de moderada a alta a las fuerzas de cizalladura pero que puede ser fácilmente desprendida de una superficie. 12. El método de cualquiera de las reivindicaciones precedentes, en el que la operación de configurar comprende la operación de extruir el material termoplástico. 13. Un método según cualquiera de las reivindicaciones precedentes, en el que la banda incluye una superficie destinada a ser marcada mediante un dispositivo de marcación. 14. Un método según cualquiera de las reivindicaciones precedentes, que comprende además la operación de envasar cada rollo individual en una caja (22). ES 2 235 078 T3 9 ES 2 235 078 T3 10 ES 2 235 078 T3 11 ES 2 235 078 T3 12 ES 2 235 078 T3 13