estándar de seguridad para trabajos en caliente con equipos de
Anuncio

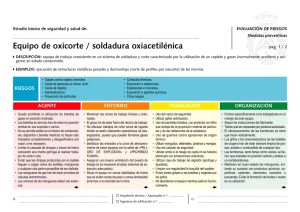
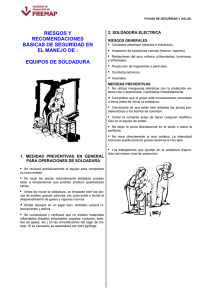
ESTÁNDAR DE SEGURIDAD PARA TRABAJOS EN CALIENTE CON EQUIPOS DE SOLDADURA OXIGAS TABLA DE CONTENIDO 1 GENERALIDADES ................................................................................................................... 4 1.1 DEFINICION DE TRABAJO DE ALTO RIESGO EN CALIENTE. .................................. 4 1.2 OBJETIVO. ..................................................................................................................... 4 1.3 ALCANCES. .................................................................................................................... 4 1.4 RIESGOS IDENTIFICADOS ........................................................................................... 4 1.5 SISTEMA DE ADMISTRACION DEL RIESGO. ............................................................. 4 1.6 CONDICIONES RECOMENDADAS PARA LOS TRABAJADORES QUE REALIZAN TAREAS EN CALIENTE. ............................................................................................................. 6 1.6.1 Evaluación médica para trabajadores que realizan tareas en caliente ...................... 6 Evaluación médica periódica ................................................................................ 6 2 CONSIDERACIONES TECNICAS DE SEGURIDAD. ............................................................. 7 2.1 2.1.1 2.1.2 2.1.3 2.2 2.2.1 2.2.2 2.3 GAS. 2.4 2.4.1 2.5 3 CARACTERISTICAS DEL GAS OXIGENO. .................................................................. 7 Generalidades. ........................................................................................................... 7 Efectos fisiológicos. .................................................................................................... 7 Consideraciones de seguridad contra incendio o escape accidental. ....................... 8 CARACTERISTICAS DEL GAS ACETILENO. ............................................................. 10 Efectos fisiológicos. .................................................................................................. 10 Consideraciones de seguridad contra incendio o escape accidental. ..................... 10 SEGURDIDAD EN EL ALMACENAMIENTO Y MANIPULACION DE CILINDROS DE 11 CONSIDERACIONES DEL EQUIPO DE SOLDADURA OXI–GAS. ............................ 14 RIESGOS TIPICOS DEL PROCESO DE SOLDADURA Y RECOMENDACIONES14 CONDICIONES GENERALES DE SEGURIDAD EN AREAS DE TRABAJO. ............. 22 EQUIPOS DE PROTECCION PERSONAL. .......................................................................... 22 3.1 GENERALIDADES DE LOS EQUIPOS DE PROTECCION PERSONAL. ................... 23 4 PROCEDIMIENTOS DE SEGURIDAD PARA TRABAJOS DE ALTO RIESGO CON EQUIPOS DE SOLDADURA OXIGAS. ........................................................................................................... 29 5 FORMATOS ADMINISTRATIVOS DE CONTROL. ............................................................... 31 5.1 5.2 5.3 6 LISTA DE PREUSO. ..................................................................................................... 31 LISTA DE CHEQUEO. .................................................................................................. 32 LISTA DE VERIFICACION DE EQUIPOS DE PROTECCION PERSONAL (EPP) ..... 34 ANEXOS ................................................................................................................................. 35 6.1 FORMATO SUGERIDO DE EVALUACION MEDICA. ................................................. 35 1 GENERALIDADES 1.1 DEFINICION DE TRABAJO DE ALTO RIESGO EN CALIENTE. Se entiende como TRABAJO DE ALTO RIESGO EN CALIENTE como toda operación que tiene la capacidad de convertirse o crear una fuente potencial de ignición, para cualquier material combustible o inflamable que esté presente en el sitio o en los alrededores relacionados en operaciones que produzcan chispas. 1.2 OBJETIVO. Establecer los procedimientos o instrucciones técnicas y administrativas de seguridad para realizar la ejecución de trabajos de alto riesgo en caliente con equipos de oxiacetileno, en concordancia con las políticas y objetivos determinados por la compañía. 1.3 ALCANCES. El alcance aplica para el personal directo y contratistas, en todas las áreas de la planta donde se realicen labores de mantenimiento o reconstrucción con soldadura, según las especificaciones anteriormente mencionadas, por fuera de sitios fijos de trabajo (Talleres de soldadura o mantenimiento), de acuerdo con las indicaciones de trabajos de alto riesgo en caliente contenidas en la norma OSHA 29CFR y determinadas por SURATEP. 1.4 RIESGOS IDENTIFICADOS Los trabajos catalogados como de alto riesgo en caliente, que tiene relación en su proceso rutinario o no rutinario, con la utilización de equipos de soldadura eléctrica, en diversas áreas, en la planta son: ACTIVIDAD 1. 2. 3. 4. Mantenimiento estructural Reparación y adecuación Corte de chatarra. Actividades en general relacionadas con corte por oxigas ,calentamiento o precalentamiento con gas 1.5 RIESGO LATENTE 1. Quemaduras de diversos grados 2. Incendio causado por chispas producto del proceso. 3. Explosión en ambientes de alto contenido de gas o elementos combustibles. 4. Inhalación de gases con alto contenido de metales en áreas no ventiladas o exposición directa. 5. Eventual combinación del riesgo en caliente con riesgo en altura, químico, energías peligrosas o espacios confinados. 6. Otros riesgos. SISTEMA DE ADMISTRACION DEL RIESGO. El presente informe contiene los parámetros de seguridad recopilados a través de referencias internacionales y nacionales, tanto normativos como de diseño, que establecen las condiciones para realizar un trabajo seguro; sin embargo no es suficiente relacionar teóricamente las condiciones de seguridad si no se establecen políticas claras de control y seguimiento administrativo sobre las reseñas mencionadas. De tal manera se propone establecer un conducto regular de pasos que garantiza su control y aplicación tanto técnica como administrativamente. Antes de realizar la labor se debe tener en cuenta: 1. VERIFICACION DE CONDICIONES Y CARACTERISTICAS TECNICAS Y SEGURAS A TRAVES DE LA LISTA DE VERIFICACION O CHEQUEO. Es una guía por escrito para la verificación de las condiciones técnicas de seguridad de las personas que están trabajando en caliente, sus equipos y las áreas donde laboran. Uno de los elementos que incluye el Permiso para trabajos en caliente, es una Lista de Verificación de las condiciones de seguridad. 2. SOLICITUD DEL PERMISO DE TRABAJO EN CALIENTE. El permiso en caliente es un formato que determina y evalúa los riesgos según las características particulares de la situación o del sitio en donde se realiza el trabajo. El permiso tiene una duración máxima de 8 horas o turno y aplica para el sitio designado exclusivamente. NOTA. La persona que verifique la lista de chequeo y firme el permiso de trabajo debe estar TECNICAMENTE CALIFICADA para diferenciar las condiciones seguras e inseguras del equipo, las áreas, elementos de protección personal y de seguridad. En ningún momento es una autorización de escritorio. Por otro lado es importante resaltar de manera IMPORTANTE, que la autorización técnica del trabajo se realiza con el visto bueno del departamento de mantenimiento, pero quien permite la EJECUCION bajo los parámetros de cumplimiento de trabajo seguro es AUTORIZADO UNICAMENTE por el departamento de seguridad industrial. 3. VERIFICACION TECNICA DEL EQUIPO LISTA PREUSO La lista preuso es diseñada para que incluya todas las consideraciones técnicas básicas de tal manera que garantice su correcto funcionamiento y seguridad. Esta verificación debe ser realizada por el operario diariamente, antes de ejecutar su utilización y/o en cambios de turno. 1.6 CONDICIONES RECOMENDADAS PARA LOS TRABAJADORES QUE REALIZAN TAREAS EN CALIENTE. Las siguientes son algunas recomendaciones de tipo físico y psicológico que se requieren para realizar este tipo de trabajos, sin embargo se debe tomar como sugerencia para nada normativa ni reglamentaria en términos particulares de la exigencia. La compañía, determina de forma particular las consideraciones requeridas a sus operarios de acuerdo con las regulaciones internas. PERFIL Para la realización de trabajos en TRABAJOS EN CALIENTE se recomienda que el personal cumpla con los siguientes requisitos: Se recomienda que el personal que realice la labor tenga edades entre 20 y 45 años. El personal seleccionado para la tarea debe tener la preparación y el entrenamiento técnico y de seguridad propios para la labor. La estatura promedio recomendada oscila entre los 1.65 a 1.80 metros. CONDICIONES FISICAS LIMITACIONES DE SALUD Tener impedimentos físicos. Poseer prótesis metálicas. Tener Marcapaso. Poseer problemas sanguíneos. Ser diabético. Poseer problemas del corazón. Poseer problemas respiratorios severos Ser alcohólico, o tener problemas con el consumo de bebidas alcohólicas. Estar consumiendo drogas (sedantes, alucinógenas, ni depresivas). Estar consumiendo drogas que afecten el sistema nervioso central. Tener problemas de visión. 1.6.1 Marcha normal Coordinación motriz adecuada de ojos, manos y pies. Destreza Manual y Habilidad. Flexibilidad. Tener buenos reflejos. Tener buena agudeza visual. Visión 20/20. (En lo posible no usar gafas formuladas). Cabello corto Estar libre de desordenes convulsivos y episodios de inconsciencia. Audición suficiente para escuchar y entender conversaciones con los niveles ordinarios de ruido en la planta. Tensión arterial normal o controlada CONDICIONES PSICOLOGICAS. Poseer Temperamento Tranquilo. Ser Sereno No ser conflictivo. No sufrir de trastornos mentales de ningún tipo. Evaluación médica para trabajadores que realizan tareas en caliente Evaluación médica periódica Antes de iniciar los Trabajos, los trabajadores deben contar con el concepto de aptitud médica. La evaluación médica comprende una revisión de la historia clínica ocupacional, haciendo énfasis en un cuestionario específico sobre Trabajos relacionados con soldadura y el examen físico, los cuales quedarán registrados en el formato de Evaluación Médica. Nota: Si durante la evaluación del trabajador se detectan condiciones de salud que impliquen un posible riesgo para el trabajador y se considere pertinente una prueba clínica complementaria, esta se solicitará y de acuerdo con los resultados se definirá la aptitud. El examen médico deberá realizarse: 2 En forma anual. Después de un accidente, lesión o ausencia mayor a un mes por razones médicas que pongan en peligro la vida de un trabajador autorizado para Trabajos en caliente El médico informará por escrito al encargado de salud ocupacional, en caso de no encontrar apto al trabajador evaluado (concepto de aptitud). VER EN ANEXOS FORMATO SUGERIDO DE EVALUACION MEDICA. CONSIDERACIONES TECNICAS DE SEGURIDAD. 2.1 2.1.1 CARACTERISTICAS DEL GAS OXIGENO. Generalidades. OXIGENO PRESION CRITICA 731.4 PSI TEMPERATURA CRITICA -118°C PUNTO DE INFLAMACION NO APLICA LIMITES DE INFLAMABILIDAD NO APLICA SENSIBILIDAD DE EXPLOSION A UN IMPACTO MECANICO. NO APLICA SENSIBILIDAD DE EXPLOSION A UN IMPACTO ELECTRICO. NO APLICA USOS: Usado en combinación con gas combustible para corte y soldadura oxiacetilénica, enderezado con llama, temple con llama, limpieza con llama, enriquecimiento de llamas en formas diversas (mezcla oxicombustible), acelera la quema de los gases combustibles para la obtención de una mayor combustión. Tiene amplias aplicaciones en siderurgia y metalurgia. REF: Hoja de seguridad AGA Fano S.A. 2.1.2 Efectos fisiológicos. Altas concentraciones de este gas (80% o más) ocasiona al individuo después de 17-24 horas de exposición congestión nasal, nausea, mareo, tos, dolor de garganta, hipotermia, problemas respiratorios, dolor en el pecho y pérdida de la visión. Respirar oxígeno puro a presión baja puede causar daño a los pulmones; afecta al sistema nervioso causando mareo, mala coordinación, sensación de hormigueo, molestia en los ojos y oídos, contorciones musculares, pérdida del conocimiento y convulsiones. En la concentración atmosférica el oxígeno no posee toxicidad peligrosa. Infantes prematuros expuestos a altas concentraciones de oxígeno pueden sufrir eventualmente daño a la retina, el cual puede progresar a un desgarre de retina y ceguera. Los daños en la retina también se pueden presentar en adultos expuestos al 100% de oxígeno puro por largo tiempo (24 a 48horas). La exposición a oxígeno a 2 o más atmósferas causa toxicidad al sistema nervioso central (CNS). Los síntomas incluyen: náusea, vómito, mareo o vértigo, contorciones musculares, visión borrosa, pérdida de conocimiento y ataques. A tres atmósferas, CNS toxicidad ocurre en menos de dos horas. Finalmente, a seis atmósferas toxicidad ocurrirá en solamente pocos minutos. 2.1.3 Consideraciones de seguridad contra incendio o escape accidental. 1. GENERALES. Gas no inflamable. El oxígeno acelera la combustión. Materiales combustibles y algunos no combustibles se queman fácilmente en ambientes ricos en oxígeno. El oxígeno es incompatible con materiales combustibles y materiales inflamables, hidrocarburos clorinados, hidrazina, compuestos reducidos de boro, éter, fosfamina, tribromuro de fósforo, trióxido de fósforo, tetrafluoetileno, y compuestos que forman peróxidos fácilmente. El oxígeno puede formar compuestos explosivos cuando es expuesto a materiales combustibles, aceite, grasas y otros materiales hidrocarburos. Cuando los cilindros se exponen a intenso calor o llamas pueden explotar violentamente. El oxígeno es más pesado que el aire, lo que le hace susceptible de acumularse en sótanos, fosos, salas bajo nivel, etc., en el caso de producirse vertidos o escapes. El oxígeno, como gas comburente, mantiene y aviva la combustión de muchos materiales cuando su concentración en el aire es del 21 %. Por encima del 25%, la situación se vuelve peligrosa, pudiendo alcanzar la reacción de combustión carácter explosivo. Cuando el oxígeno se encuentra a presión, el riesgo se acrecienta, ya que la misma juega un papel importante al reducir la temperatura necesaria para la autoinflamación o autoignición y aumentar la velocidad de la reacción de combustión. El oxígeno puede impregnar las ropas de los trabajadores sin que exista señal física de ello. Fugas en conducciones de oxígeno. Situación que puede ser extremadamente peligrosa, si ocurre en lugares mal ventilados, cerrados o semicerrados, fosos, zanjas, etc. Utilización de oxígeno en procesos metalúrgicos. Es corriente utilizar cantidades de oxígeno superiores a la necesaria, con lo que el excedente puede enriquecer la atmósfera del lugar. 2. MEDIOS DE EXTINSION. El oxígeno no es inflamable, pero sí es comburente. Se pueden utilizar todos los elementos extintores conocidos. 3. INSTRUCCIONES PARA COMBATIR INCENDIOS. Evacuar a todo el personal de la zona peligrosa. Si es posible, cerrar la válvula de oxígeno que alimenta el fuego. Inmediatamente enfriar los cilindros, rociándolos con agua desde un lugar distante. Cuando estén fríos, mover los cilindros del área del incendio, si ya no hay peligro. Si un camión que transporta cilindros se ve involucrado en un incendio, aislar un área de 800 metros (1/2 milla) a la redonda. 4. MEDIDAS CONTRA ESCAPE ACCIDENTAL. En caso de escape evacuar a todo el personal de la zona afectada (hacia un lugar contrario a la dirección del viento). Aislar un área de 25 a 50 metros a la redonda. Monitorear el área afectada para asegurarse que la concentración de oxígeno no exceda el 23.5%. Asegurar la adecuada ventilación en el área para reducir el nivel de oxígeno. Prevenir la entrada de producto en las alcantarillas, sótanos, o cualquier otro lugar donde la acumulación pudiera ser peligrosa. Si es posible intentar cerrar la válvula ó mover el cilindro hacia un lugar ventilado. Eliminar fuentes de calor, ignición y sustancias combustibles. 2.2 CARACTERISTICAS DEL GAS ACETILENO. ACETILENO PRESION CRITICA 907 PSI TEMPERATURA CRITICA 36 °C PUNTO DE INFLAMACION 0 °C (32 °F) LIMITES DE INFLAMABILIDAD SENSIBILIDAD DE EXPLOSION A UN IMPACTO MECANICO. SENSIBILIDAD DE EXPLOSION A UN IMPACTO ELECTRICO. Inf. (LEL): Sup. (UEL): 2.5% 82% NO APLICA Cargas estáticas en casos de escape USOS: Es usado en combinación con el oxígeno para soldadura y corte; tratamiento por calor, escarificado; enderezado, temple y limpieza por llama y revestimiento de piezas metálicas. También es usado como materia prima para la fabricación de cloruro de vinilo. REF: Hoja de seguridad AGA Fano S.A. 2.2.1 Efectos fisiológicos. Asfixiante simple. En bajas concentraciones tiene un efecto anestésico. Al desplazar el oxígeno del aire se pueden presentar mareos, dolor de cabeza, ruido en los oídos, sueño, pérdida del conocimiento, depresión en todos los sentidos. Falta de suficiente oxígeno (atmósferas por debajo del 10%) puede causar movimientos convulsivos, colapso respiratorio y muerte. El Acetileno puede ser inhalado en altas concentraciones sin efectos crónicos, cuando es mezclado con Oxígeno en alto porcentaje actúa como narcótico, de hecho puede ser usado como anestesia, sin embargo por su alto grado de flamabilidad constituye un serio riesgo. 2.2.2 Consideraciones de seguridad contra incendio o escape accidental. 1. GENERALES. Se descompone en forma violenta cuando se somete a presiones superiores a 25 bares. o a temperaturas mayores a 75°C. Use tubería y equipo exclusivamente diseñado para resistir la presión a la cual van a ser sometidos. Usar una válvula de retención u otro aparato protector entre las mangueras o tuberías del acumulador, para prevenir contra flujo. Los equipos eléctricos deben ser aprueba de explosión. El acetileno presenta un peligro grave de incendio porque se enciende fácilmente por calor, chispas o llamas cuando hay un escape accidental ya que es más liviano que el aire y puede propagarse a largas distancias, localizar una fuente de ignición y regresar en llamas. Adicionalmente el acetileno puede presentar descomposición molecular, generando alta temperatura y posibles explosiones. Las redes de distribución de acetileno no pueden sobrepasar una presión de 15 psig (103 KPa). Es un gas inflamable que puede formar una gran variedad de mezclas explosivas fácilmente con el aire. En caso de incendio, el acetileno puede descomponerse y producir gases tóxicos incluyendo monóxido de carbono y dióxido de carbono. 2. MEDIOS DE EXTINSION. Rocío de agua, polvo químico seco y dióxido de carbono. 3. INSTRUCCIONES PARA COMBATIR INCENDIOS. Si es posible, se debe detener la fuga cerrando la válvula. Los acumuladores cercanos al fuego deben ser retirados. Los acumuladores que se encuentren expuestos al fuego deben ser enfriados rociándolos con agua desde un lugar seguro. Algunos acumuladores cuentan con un dispositivo de alivio de presión interna que permite que el gas se fugue en caso de que el envase no pueda ser retirado del área del incendio, para evitar que explote. Si el incendio se extingue antes que la fuga sea sellada, el gas puede encenderse explosivamente sin aviso y causar daño extensivo, heridas o muertes. Aumentar la ventilación (en áreas cerradas) para prevenir la formación de mezclas inflamables o explosivas, y se deben eliminar todas las posibles fuentes de ignición. 4. MEDIDAS CONTRA ESCAPE ACCIDENTAL. En caso de un escape, despejar el área afectada y evacuar hacia un lugar contrario a la dirección del viento de por lo menos 800 metros (1/2 milla). Proteger a la gente y responder con personal entrenado. Si es posible, cerrar la válvula del acumulador para detener el escape. Si no se logra detener (o si no es posible llegar a la válvula), permitir que el gas se escape en su lugar o mover el acumulador a un sitio seguro, alejado de fuentes de ignición. Se debe tener mucha precaución cuando se mueva un acumulador de acetileno con escape. Monitorear el nivel de oxígeno presente en el área, con el fin de detectar posibles mezclas explosivas, teniendo en cuenta que la concentración de acetileno presente no debe superar el 2.5% y el contenido de oxígeno debe estar por encima de 19.5%. Si el escape se origino por problemas en un equipo o tubería de proceso, inertizarlos haciendo circular gas inerte (nitrógeno) a través de ellos por lo menos durante una hora antes de iniciar la correspondiente reparación. El área se debe ventilar y permanecer aislada hasta que el gas se haya dispersado. 2.3 SEGURIDAD EN EL ALMACENAMIENTO Y MANIPULACION DE CILINDROS DE GAS. A continuación se relaciona las consideraciones de seguridad en el manejo y almacenamiento de botellas. Se lista una serie de recomendaciones generales referenciadas en normas internacionales como NTP 495: Soldadura oxiacetilénica y oxicorte: norma de seguridad del misterio de trabajo español y nacionales como la NTC 4975. 1. Los suelos deben ser planos, de material difícilmente combustible y con características tales que mantengan el recipiente en perfecta estabilidad. 2. Utilizar códigos de colores normalizados para identificar y diferenciar el contenido de las botellas. 3. Proteger las botellas contra las temperaturas extremas, el hielo, la nieve y los rayos solares (30-54°C). 4. No deben ubicarse en locales subterráneos o en lugares con comunicación directa con sótanos, huecos de escaleras, pasillos, etc. 5. Las botellas no deben arrastrarse, deslizarse o hacerlas rodar en posición horizontal. 6. Lo más seguro es moverlas con la ayuda de una carretilla diseñada para ello y debidamente atadas a la estructura de la misma. 7. En caso de no disponer de carretilla, el traslado debe hacerse rodando las botellas, en posición vertical sobre su base o peana. 8. En caso de utilizar un equipo de manutención mecánica para su desplazamiento, las botellas deben depositarse sobre una cesta, plataforma o carro apropiado con las válvulas cerradas y tapadas con el capuchón de seguridad. 9. Las cadenas o cables metálicos o incluso los cables recubiertos de caucho no deben utilizarse para elevar y transportar las botellas pues pueden deslizarse 10. Cuando existan materias inflamables como la pintura, aceite o disolventes aunque estén en el interior de armarios espaciales, se debe respetar una distancia mínima de 6m 11. Las botellas de oxígeno y de acetileno deben almacenarse por separado dejando una distancia mínima de 6 m siempre que no haya un muro de separación. 12. Muro de aislamiento. A. Muro aislado: La altura del muro debe ser de 2 m como mínimo y 0,5 m por encima de la parte superior de las botellas. La distancia desde el extremo de la zona de almacenamiento en sentido horizontal y la resistencia al fuego del muro es función de la clase de almacén según se puede ver en la Tabla. CLASE DISTANCIA d (m) RF Resistencia al fuego 1 0.5 30 2 0.5 30 3 1 60 4 1.5 60 5 2 60 B. Muro adosado a la pared. Las botellas se pueden almacenar junto a la pared y la distancia en sentido horizontal sólo se debe respetar entre el final de la zona de almacenamiento de botellas y el muro de separación. 13. Ventilación. En las áreas de almacenamiento cerradas la ventilación será suficiente y permanente, para lo que deberán disponer de aberturas y huecos en comunicación directa con el exterior y distribuidas convenientemente en zonas altas y bajas. La superficie total de las aberturas será como mínimo 1/18 de la superficie total del área de almacenamiento. 14. Instalación eléctrica. Estará de acuerdo con los vigentes Reglamentos Electrotécnicos 15. Protección contra incendios Indicar mediante señalización la prohibición de fumar. Las botellas deben estar alejadas de llamas desnudas, arcos eléctricos, chispas, radiadores u otros focos de calor. Proteger las botellas contra cualquier tipo de proyecciones incandescentes. Si se produce un incendio se deben desalojar las botellas del lugar de incendio y se hubieran sobrecalentado se debe proceder a enfriarse con abundante agua. 16. Otras Consideraciones. Almacenar los acumuladores (tanques, recipientes o cilindros)en posición vertical. Separar los acumuladores vacíos de los llenos. Para esto, usar el sistema de inventario “primero en llegar, primero en salir” con el fin de prevenir que los acumuladores llenos sean almacenados por un largo período de tiempo. El área de almacenamiento debe encontrarse delimitada para evitar el paso de personal no autorizado que pueda manipular de forma incorrecta el producto. Los acumuladores deben ser almacenados en áreas secas, frescas y bien ventiladas, lejos de áreas congestionadas o salidas de emergencia. El área debe ser protegida con el fin de prevenir ataques químicos o daños mecánicos como cortes o abrasión sobre la superficie del acumulador. No permitir que el área de almacenamiento entre en contacto con un sistema energizado eléctricamente. Señalizar el área con letreros que indiquen “PROHIBIDO EL PASO A PERSONAL NO AUTORIZADO”, “NO FUMAR” y con avisos donde se muestre el tipo de peligro representado por el producto. El almacén debe contar con un extinguidor de fuego apropiado (por ejemplo, sistema de riego, extinguidores portátiles, etc.). Los acumuladores no deben colocarse en sitios donde hagan parte de un circuito eléctrico. Cuando los acumuladores de gas se utilicen en conjunto con soldadura eléctrica, no deben estar puestos a tierra ni tampoco se deben utilizar para conexiones a tierra; esto evita que el acumulador sea quemado por un arco eléctrico, afectando sus propiedades físicas o mecánicas. 2.4 2.4.1 CONSIDERACIONES DEL EQUIPO DE SOLDADURA OXI–GAS. RIESGOS TIPICOS RECOMENDACIONES. DEL PROCESO DE SOLDADURA Y A continuación se relacionan los riesgos típicos derivados del proceso de soldadura y sus mecanismos de control. 1. EXPOSICION A RADIACIONES ULTRAVIOLETA Y LUMINOSAS. Son controlables a través de mecanismos de barrera que permiten realizar el trabajo manteniendo su exposición pero sin efecto alguno o muy mínimo. Se presentan exposiciones a radiaciones en las bandas de UV visible e IR del espectro en dosis importantes y con distintas intensidades energéticas, nocivas para los ojos, procedentes del soplete y del metal incandescente del arco de soldadura. GAFAS, VIDRIO O CARETAS DE PROTECCION OPERACIÓN Soldadura blanda Soldadura fuerte con antorcha NUMERO DE SEGURIDAD 2 3-4 Corte con oxigeno. Hasta 1 pulg. 3-4 De 1 a 6 pulg. 4-5 Más de 6 pulg. 6-8 Soldadura con gas. Hasta 1/8 de pulgada. 4-5 De 1/8 a 1/2 de pulgada. 5-6 Mas de 1/2 de pulgada. 6-8 La radiación de la luz infrarroja es la causa del quemado en la retina y de la enfermedad llamada cataratas. Proteja los ojos las gafas de protección con el vidrio adecuado a la longitud de corte. Por tabla según la norma ANSI/AWS Z49.1 “SEGURIDAD EN PROCESOS DE SOLDADURA Y CORTE” se puede relacionar los procedimientos de soldadura o técnicas relacionadas y se determina el grado de protección o tipo de filtro adecuado. En la tabla se relaciona en resumen el nivel de protección requerido según la norma mencionada. Se deben utilizar mamparas de separación de puestos de trabajo para proteger al resto de operarios. El material debe estar hecho de un material opaco o translúcido robusto. La parte inferior debe estar al menos a 50 cm. del suelo para facilitar la ventilación. 2. EXPOSICION DE HUMOS O GASES. La norma OSHA 29 CFR 1910.1000 o la publicaciones como ACGIH “Threshold Limited Values for Chemical Substances and Physical Agents in Workroom Environment” establecen los limites máximos de exposición. A continuación se relacionan algunos de los elementos contenidos en la nube de gas y sus causas: Los humos y gases varia su CONTENIDO debido a: Los HUMOS contienen: En su mayoría elementos metálicos como: óxidos de hierro cromo manganeso cobre etc. Según el tipo de revestimiento Según el tipo y tamaño del electrodo o Según el gas protector utilizado Según los materiales base y de aporte que pueden generar en intoxicación por FOSGENO: -Se produce cuando se efectúan trabajos de soldadura en las proximidades de cubas de desengrase con productos clorados o sobre piezas húmedas con dichos productos. -El tipo de metal base y su constitución característica pueden contribuir a la contaminación. Por ejemplo las pinturas que contienen plomo y los recubrimientos que tienen cadmio, los materiales galvanizados igualmente pueden llegar a producir gases de zinc. Los GASES contienen: Entre otros óxidos de carbono, oxido de nitrógeno, etc. Teniendo en cuenta que los gases y humos en mayor cantidad se producen en el proceso de soldadura de arco en equipos de soldadura eléctrica que en equipos de soldadura oxiacetilénica es necesario verificar las siguientes condiciones: Posición de la cabeza del operador con respecto a la nube de gases generados en el proceso, por lo tanto se debe entrenar o verificar que el operador mantenga su cabeza a un lado de la nube de gases. VENTILACION -Como uno de los dispositivos de acción más efectivos frente al riesgo de exposición, a continuación se relacionan los mecanismos más conocidos de ventilación y extracción acotada. -El caudal de aspiración recomendado es de 2000 m3/h por metro de longitud de la mesa. La velocidad del aire en las rendijas debe ser como mínimo de 5 m/s. La colocación de pantallas en los extremos de la mesa, mejora la eficacia de la extracción. EXTRACCION LOCALIZADA 1. CAMPANA MOVIL Sistema de aspiración mediante conductos flexibles. Hace circular el aire sobre la zona de soldadura a una velocidad de al menos 0,5 m/s. 2. MESA CON ASPIRACION DESCENDENTE • Sistema utilizado para piezas y elementos pequeños Mantiene el aire libre de contaminantes en la parte superior 3. EXTRACTOR DE GUSANO Sistema utilizado espacios confinados como medio para mantener el recinto libre de exceso de gases en su interior. 4. RECINTO ACOTADO. Consiste en una estructura con techo y dos lados que acotan el lugar donde se ejecutan las operaciones de soldadura. El aire fresco llega constantemente al recinto. Este sistema hace circular el aire a una velocidad mínima de 0,5 m/s. LA VENTILACION ES SUFICIENTE SI: El cuarto o el área de soldar tienen por lo menos 10,000 pies cúbicos para cada soldador. La altura del techo no es menor de 16 pies. La ventilación no es bloqueada por divisiones, equipos u otras barreras estructurales. Si estos requerimientos de espacio no son ajustados entonces el área necesita ser equipada con equipos mecánicos de ventilación que CIRCULEN por lo menos 2000 CFM de aire por cada soldador, excepto donde son usados extractores locales o cabinas, o respiradores con mangueras de aire. 3. INCENDIO Y EXPLOSION. Se puede presentar en términos generales incendio y/o explosión durante los procesos de encendido y apagado, por utilización incorrecta del soplete, montaje incorrecto o estar en mal estado. También se pueden producir por retorno de la llama o por falta de orden o limpieza.Los materiales que hacen ignición de forma común, son los pisos, paredes y particiones hechas de materiales combustibles y el papel, la madera, los plásticos, los textiles, los desechos y químicos, gases combustibles y líquidos inflamables y vapores combustibles producto de áreas de almacenamiento de gases, pintura, combustibles, líquidos de limpieza y productos disolventes. En trabajo de realizado en áreas exteriores, están los materiales combustibles mas comunes como la hierba seca y los matorrales. A. CAUSAS: 1. Combustibles alcanzados por las llamas, lanzamiento de chispas, escorias candentes o material recalentado y cortocircuitos. 2. Chispas lanzadas o escoria despedidas durante el trabajo pueden pasar a través de resquebrajaduras, a lo largo de conductos, a través de ventanas o puertas, grietas en los muros o en el pavimento. B. PRECAUCIONES GENERALES: 1. Para prevenir incendios o explosiones, mantener el equipo limpio y listo para ser usado. Si en las cercanías se encuentran depósitos de combustibles, NO REALIZAR LA TAREA. 2. Después de haber efectuado las soldaduras o corte, controlar que en el área no se produzcan chispas, no existan tizones ardientes o llamas. 3. No soldar o cortar en lugares en que el AIRE pueda contener polvos inflamables, gases combustibles o líquidos inflamables como gasolina o disolventes. 4. Al realizar trabajos con el equipo, tener cerca (alrededor de 2m) un extintor. 5. El trabajo debe estar vigilado y supervisado por una segunda persona 6. No soldar ni cortar en tanques de residuos combustibles que no estén certificados por una persona calificada. 7. Se prohíben los trabajos de soldadura y corte, en locales donde se almacenen materiales inflamables, combustibles, donde exista riesgo de explosión o en el interior de recipientes que hayan contenido sustancias inflamables. 8. Para trabajar en recipientes que hayan contenido sustancias explosivas o inflamables, se debe limpiar con agua caliente y desgasificar con vapor de agua, por ejemplo. Además se comprobará con la ayuda de un medidor de atmósferas peligrosas (explosímetro), la ausencia total de gases. 9. Se debe evitar que las chispas producidas por el soplete alcancen o caigan sobre las botellas, mangueras o líquidos inflamables. 10. No utilizar el oxígeno para limpiar o soplar piezas o tuberías, etc., o para ventilar una estancia, pues el exceso de oxígeno incrementa el riesgo de incendio. 11. Los grifos y los manorreductores de las botellas de oxígeno deben estar siempre limpios de grasas, aceites o combustible de cualquier tipo. Las grasas pueden inflamarse espontáneamente por acción del oxígeno. 12. Si una botella de acetileno se calienta por cualquier motivo, puede explosionar; cuando se detecte esta circunstancia se debe cerrar el grifo y enfriarla con agua, si es preciso durante horas. 13. Si se incendia el grifo de una botella de acetileno, se tratará de cerrarlo, y si no se consigue, se apagará con un extintor de nieve carbónica o de polvo. 14. Después de un retroceso de llama o de un incendio del grifo de una botella de acetileno, debe comprobarse que la botella no se calienta sola. 15. Después de cerrar el grifo de la botella se debe descargar siempre el manorreductor, las mangueras y el soplete. C. NORMAS ESPECÍFICAS. Utilización de botellas 1. Las botellas deben estar perfectamente identificadas en todo momento, en caso contrario deben inutilizarse y devolverse al proveedor. 2. Todos los equipos, canalizaciones y accesorios deben ser los adecuados a la presión y gas a utilizar. 3. Las botellas de acetileno llenas se deben mantener en posición vertical, al menos 12 horas antes de ser utilizadas. En caso de tener que tumbarlas, se debe mantener el grifo con el orificio de salida hacia arriba, pero en ningún caso a menos de 50 cm del suelo. 4. Los grifos de las botellas de oxígeno y acetileno deben situarse de forma que sus bocas de salida apunten en direcciones opuestas. 5. Las botellas en servicio deben estar libres de objetos que las cubran total o parcialmente. 6. Las botellas deben estar a una distancia entre 5 y 10 m de la zona de trabajo. 7. Antes de empezar una botella comprobar que el manómetro marca “cero” con el grifo cerrado. 8. Si el grifo de una botella se atasca, no se debe forzar la botella, se debe devolver al suministrador marcando convenientemente la deficiencia detectada. 9. Antes de colocar el manorreductor, debe purgarse el grifo de la botella de oxígeno, abriendo un cuarto de vuelta y cerrando a la mayor brevedad. 10. Colocar el manorreductor con el grifo de expansión totalmente abierto; después de colocarlo se debe comprobar que no existen fugas utilizando agua jabonosa, pero nunca con llama. Si se detectan fugas se debe proceder a su reparación inmediatamente. 11. Abrir el grifo de la botella lentamente; en caso contrario el reductor de presión podría quemarse. 12. Las botellas no deben consumirse completamente pues podría entrar aire. Se debe conservar siempre una ligera sobrepresión en su interior. La norma NTC 4975 indica valores de presión entre 50 KPa y 200 KPa 13. Cerrar los grifos de las botellas después de cada sesión de trabajo. 14. Las averías en los grifos de las botellas debe ser solucionadas por el suministrador, evitando en todo caso el desmontarlos. 15. Si como consecuencia de estar sometidas a bajas temperaturas se hiela el manorreductor de alguna botella utilizar paños de agua caliente para deshelarlas. Mangueras 1. Las mangueras deben estar siempre en perfectas condiciones de uso y sólidamente fijadas a las tuercas de empalme. 2. Las mangueras deben conectarse a las botellas correctamente sabiendo que las de oxígeno son rojas y las de acetileno verdes, teniendo estas últimas un diámetro mayor que las primeras en algunas ocasiones. 3. Se debe evitar que las mangueras entren en contacto con superficies calientes, bordes afilados, ángulos vivos o caigan sobre ellas chispas procurando que no formen bucles. 4. Las mangueras no deben atravesar vías de circulación de vehículos o personas sin estar protegidas con apoyos de paso de suficiente resistencia a la compresión. 5. Antes de iniciar el proceso de soldadura se debe comprobar que no existen pérdidas en las conexiones de las mangueras utilizando agua jabonosa, por ejemplo. Nunca utilizar una llama para efectuar la comprobación. 6. No se debe trabajar con las mangueras situadas sobre los hombros o entre las piernas. 7. Las mangueras no deben dejarse enrolladas sobre las ojivas de las botellas. 8. Después de un retorno accidental de llama, se deben desmontar las mangueras y comprobar que no han sufrido daños. En caso afirmativo se deben sustituir por unas nuevas desechando las deterioradas. Soplete 1. El soplete debe manejarse con cuidado y en ningún caso se golpeará con él. 2. En la operación de encendido debería seguirse la siguiente secuencia de actuación (sugerida por la norma del ministerio de trabajo Español): PASO 1. Abrir lentamente y ligeramente la válvula del soplete correspondiente al oxígeno. PASO 2. Abrir la válvula del soplete correspondiente al acetileno alrededor de 1/4 de vuelta. PASO 3. Encender la mezcla con un encendedor o llama piloto PASO 4. Aumentar la entrada del combustible hasta que la llama no despida humo. PASO 5. Acabar de abrir el oxígeno según necesidades. PASO 6. Verificar el manorreductor. PASO 7. En la operación de apagado debería cerrarse primero la válvula del acetileno y después la del oxígeno. 3. 4. 5. 6. No colgar nunca el soplete en las botellas, ni siquiera apagado. No depositar los sopletes conectados a las botellas en recipientes cerrados. La reparación de los sopletes la deben hacer técnicos especializados. Limpiar periódicamente las toberas del soplete pues la suciedad acumulada facilita el retorno de la llama. Para limpiar las toberas se puede utilizar una aguja de latón. 7. Si el soplete tiene fugas se debe dejar de utilizar inmediatamente y proceder a su reparación. Hay que tener en cuenta que fugas de oxígeno en locales cerrados pueden ser muy peligrosas. Supresores de Llama o Válvulas Antirretroceso y Válvulas antirretorno. Las explosiones prematuras o retrocesos de llama pueden ser causados : -Por recalentamiento de la boquilla -Por tocar el trabajo con la boquilla -Por trabajar con presiones incorrectas -Por suciedad u obstrucción en la boquilla. La norma NTC 4975 indica que debe ser instalado un retenedor de llama como tal a la entrada del las botellas o del circuito de alimentación y una válvula antirretorno en la en entrada del soplete con el fin de no crear diferencias de presión muy marcadas que afecten las condiciones de trabajo. En caso de retorno de la llama se deben seguir los siguientes pasos: 1. Cerrar la llave de paso del oxígeno interrumpiendo la alimentación a la llama interna. 2. Cerrar la llave de paso del acetileno y después las llaves de alimentación de ambas botellas. 3. En ningún caso se deben doblar las mangueras para interrumpir el paso del gas. Efectuar las comprobaciones pertinentes para averiguar las causas y proceder a solucionarlas. 2.5 CONDICIONES GENERALES DE SEGURIDAD EN AREAS DE TRABAJO. 1. Asegúrese que su equipo de soldadura este instalado adecuadamente, puesto a tierra y en buena condiciones de trabajo. 2. Asegúrese que el área cumple las siguientes condiciones: -Sección de trabajo limpia y libre de riesgos. -Libre de materiales inflamables. -Libre de materiales volátiles o explosivos. 3. No soldar en espacios confinados soin tener en cuenta las precauciones reglamentarias descritas en ANSI Publication Z117-1 Safety Requirements for Working in Tanks and Other Confined Spaces. 4. Mantener un radio, con respecto al sitio de trabajo de 11m, como zona de seguridad. 5. Instalar el aislamiento adecuado en la zona de trabajo con los avisos alusivos de restricción al paso de personas (uso de conos reflectivos, mamparas o cintas). 6. Retirar los líquidos inflamables, elementos combustibles, el polvo y las manchas de aceite. 7. Si no se pueden retirar los materiales combustibles o los elementos inflamables deberán estár cubiertos con lonas ignifugas o láminas. 8. Si el suelo es combustible, se debe mojar o cubrir con un material incombustible (arena húmeda, lámina). 9. Se deben cerrar aperturas, orificios, ranuras en paredes, pisos, puertas y ventanas. 10. Proceder con la desconexión y aseguramiento de energías peligrosas, de ser necesario, que intervienen en el área de trabajo (eléctrico, mecánico, térmico, neumático, hidráulico, vapor, gas, aire comprimido) 11. Si durante el proceso, es necesario utilizar equipos de corte a base de gas, como el oxiacetileno, este debe ser retirado del área a más de 11m del lugar donde se aplica soldadura. En caso contrario, cubrir con lonas protectoras ignifugas o láminas. 3 EQUIPOS DE PROTECCION PERSONAL. El equipo de protección personal BASICO del soldador debe estar compuesto por: DELANTAL DE CARNAZA O PETO GUANTES DE CARNAZA POLAINAS DE APERTURA RAPIDA MANGAS DE CARNZA PROTECCION RESPIRATORIA CARETA GAFAS CON VIDRIO PROTECTOR BOTAS DE SEGURIDAD 3.1 GENERALIDADES DE LOS EQUIPOS DE PROTECCION PERSONAL. Se debe evitar soldar con la ropa manchada con grasa, solventes, o cualquier sustancia inflamable. Además hay que tener presente que la ropa húmeda se convierte en conductora. Proteja su cuerpo de las partículas y rayos del arco con ropa protectora. Como son: ropa de lana, delantal a prueba de fuego y guantes. Ropa propiamente ajustada que no este desgastada o rota. Las camisas deben tener mangas largas. Los pantalones deben ser de bota larga y zapatos que cubran cuando se esta soldando con arco. Una capa resistente al fuego o cubridor de hombros son necesarios cuando se suelda sobre la cabeza. Revisar el equipo de ropa protectora antes de cada uso, para estar seguro de que está en buena condición. Mantener la ropa libre de grasa y aceite. La excesiva exposición al calor y la radiación ultravioleta pueden originar aumento de la temperatura y quemaduras en la piel. En esta clase de operaciones debe utilizarse ropa que proporcione la suficiente protección contra el calor: 1. CARA Y VIAS RESPIRATORIAS Las gafas de protección, equipados con el correcto grado de filtración (hasta 14 tonos), dan resultados satisfactorios para proteger los ojos del calor y de la luz irradiada por la operación. Las tapas protectoras de los vidrios de color para las gafas de soldar deben limpiarse cuando sea necesario y reemplazarse cuando se rayen o se deterioren. 2. GUANTES Para este tipo de protección puede optarse por varias opciones, dependiendo del grado de calor al que se deba exponer el trabajador. Guantes para soldador, elaborados en cuero o carnaza; algunos fabricantes los cosen con hilos de Kevlar para darle mayor resistencia ante el calor. Guantes Kevlar®, Resistentes hasta 800 °F (426,6 °C), Por periodos cortos de tiempo alcanzan a resistir 1.000 °F (537.7 °C). Guantes Zetex®, Resistentes 1.100-1.500 °F (593.3 - 815.5 °C) Por periodos cortos de tiempo alcanzan a resistir hasta 2.000 °F (1093.3 °C). 3. TRAJE El traje debe ofrecer una adecuada protección contra chispas y flamas. Además el operario no debe trabajar con la ropa sintética, manchada de grasa, disolventes o cualquier otra sustancia inflamable. Las mangas serán largas con los puños ceñidos a la muñeca; además llevará un collarín que proteja el cuello y que el traje no lleve bolsillos ni dobladillos para evitar la retención de chispas. De preferencia se deben elegir overoles en materiales resistentes a la flama. A continuación se relaciona el conjunto de traje sugerido para las labores de soldadura: Abrigo y pantalón termorresistente con acabado en aluminio, que reflejan una alta proporción del calor radiante. Vestimenta ignífuga: overol en algodón satén (protege de chispas, llama y calor). Actualmente se pueden adquirir en el mercado materiales como el Nomex® Aramid®, Resistente a las flamas y a las chispas; Indura Proban®, fabricado en algodón 100% resistente a las flamas; y Tuffweld® hecho en fibras sintéticas. Cuando se emite material fundido o partículas calientes se debe utilizar delantal de cuero. Todos los elementos de protección deben inspeccionarse periódicamente para verificar su buen estado de tal forma que ofrezcan la protección adecuada. 4. CALZADO DE SEGURIDAD Para las labores de soldadura se recomienda usar calzado de seguridad tipo bota en cuero con suela antideslizante. El tipo de labores adicionales que se van a desempeñar, además de las operaciones de soldadura, influye en la selección del diseño de la bota. En lugares de trabajo donde se manejan cargas de menos de 25 kg de peso, transportadas manualmente sin ayuda mecánica, se recomienda que la bota tenga puntera de acero para disminuir el riesgo de sufrir golpes en los pies por caídas de objetos pesados. En labores donde el peso de los objetos es mucho mayor, como por ejemplo en construcción o minería, se recomienda eliminar la puntera porque las botas no resisten tanto peso y este elemento puede convertirse en un peligro mayor. Se han reportado casos en los que la puntera se enterró o amputó parte de los pies del trabajador. En todo caso se recomienda usar, junto con las botas, polainas de cuero como protección adicional contra chispas y metales calientes. 5. SELECCIÓN DE PROTECCION VISUAL Los filtros de las pantallas de soldadura son elementos que sirven para proteger la vista de las radiaciones nocivas que producen los procesos de soldadura. Éstos deben proteger de los rayos UV producidos por el arco eléctrico y de las radiaciones visibles producidas por la fusión de metales en la soldadura a la llama y en el oxicorte. Deben estar certificados por la norma NTC 1836, y así debe constar mediante un grabado en el propio filtro junto con el marcado CE. La calidad óptica y la coloración verdosa permiten una visión sin distorsiones e impiden el cansancio de la vista en todos los procesos de soldadura y corte. Los cubrefiltros colocados en la parte anterior del filtro están destinados a prolongar la vida útil del filtro. Pueden ser incoloros o con tratamiento específico anticalórico, pero en cualquier caso deben estar certificados bajo la Norma NTC 1836. Ésta debe encontrarse grabada en el propio cubrefiltro junto con la marca CE. Pantallas de soldadura- oxicorte para protección facial: Las pantallas de soldadura son el soporte físico en el que han de ir encajados los filtros y cubrefiltros de soldadura, además de ofrecer una protección adicional a la cara además de los ojos. Existen diversos modelos a elegir, desde las pantallas de soldadura de mano pasando por las pantallas de soldadura de cabeza hasta las pantallas de soldadura con casco incorporado. Las pantallas de soldadura deben estar certificadas bajo la norma NTC 3610, y ésta, junto con la marca CE, debe encontrarse grabada en la propia pantalla. 6. PROTECCIÓN PARA LAS VÍAS RESPIRATORIAS Las mascarillas de protección para las vías respiratorias para labores de soldadura tiene por objeto proteger al usuario contra la inhalación de humos y gases tóxicos producidos durante las operaciones. La mascarilla deberá garantizar un ajuste hermético a la cara del portador, independientemente de que la piel esté seca o mojada y que su cabeza esté en movimiento. El aire penetra en la mascarilla filtrante y va directamente a la cavidad de la conexión respiratoria destinada a la boca y la nariz a través de un filtro combinado. Este tipo de mascarillas son diseñadas para trabajar en ambientes con material particulado y diseñadas con un filtro de alivio para vapores orgánicos como por ejemplo las mascarillas 8577 P95. Cuando la soldadura se efectúe en recintos cerrados de pequeñas dimensiones y sin ventilación (interior de silos, etc.) será necesario el uso de equipo de aire autocontenido. Un filtro combinado es un filtro que elimina gases y vapores de tipos o grupos diferentes. En el caso de los filtros para labores de soldadura se tratará de un filtro combinado de tipo OV/AG/P100. Este tipo de filtros ofrece una protección combinada y separada a cada grupo de agentes caracterizados por el código: Tipo OV Tipo AG Tipo P100 Filtro de capacidad media para el empleo contra gases y vapores orgánicos. Filtro de capacidad media para el empleo contra gases y vapores inorgánicos ácidos, excluyendo el CO. Filtro de elevada capacidad para el empleo contra partículas sólidas y aceitosas, y neblinas. Debe exigirse la utilización de mascarillas y filtros de protección para labores de soldadura a todo el personal que esté efectuando tareas en las que se deba realizar cualquier tipo de soldadura, tanto al arco eléctrico como oxiacetilénica y operaciones de oxicorte siempre que la soldadura o el corte se efectúe en recintos cerrados de pequeñas dimensiones y sin ventilación (interior de silos, etc.). Tipos de Mascarillas y Filtros de Protección para las Vías Respiratorias en Soldadura En el cuadro adjunto se muestran algunos ejemplos de filtros tipo y de mascarillas y semi-máscaras que pueden ser utilizados para la realización de las labores de soldadura. Todos los tipos son compatibles con el uso de pantallas de protección para soldadura. Ejemplos de filtros combinados Máscara media cara ajustable mediante correas de caucho elástico. Mascarilla con ajuste nasal y válvula de aspiración Mascarillas filtrantes de un solo uso para soldadura. Ajustable Fuente: Servicio de Prevención de Riesgos Laborales de la Universidad Politécnica de Valencia Mantenimiento y Comprobación de los Equipos de Protección Respiratoria Después de sustituir las partes esenciales que influyen en la permeabilidad, es esencial realizar una comprobación completa para equipos de reserva sólo comprobaciones aleatorias para equipos empaquetados Las mascarillas respiratorias utilizadas regularmente deben limpiarse y desinfectarse tantas veces como sea necesario. Los equipos deben desinfectarse antes de que sean utilizados por cualquier otro usuario distinto al habitual. 4 PROCEDIMIENTOS DE SEGURIDAD PARA TRABAJOS DE ALTO RIESGO CON EQUIPOS DE SOLDADURA OXIGAS. ESTÁNDAR DE SEGURIDAD PARA TRABAJOS DE ALTO RIESGO TRABAJOS EN TRABAJOS EN CALIENTE CON EQUIPOS DE SOLDADURA OXIGAS. PROCESOS DESCRIPCIÓN RESPONSABLE ANTES DE INICIAR LA TAREA MANIPULACION DE BOTELLAS Mover los acumuladores utilizando un carro porta acumuladores o montacargas. No hacerlos rodar ni arrastrarlos en posición horizontal. Evitar que se caigan o golpeen violentamente uno contra otro o con otras superficies. No se deben transportar en espacios cerrados como, por ejemplo, el baúl de un automóvil, camioneta o van. Para descargarlos, usar un rodillo de caucho. Personal Operativo 2 VERIFIQUE LA SEGURIDAD DEL EQUIPO DE TRABAJO. Revise que el equipo de trabajo utilizado cumple con todas las condiciones operativas y de seguridad a través de la lista PREUSO, Si cumple con todos lo parámetros: ASEGURE EL AREA DE TRABAJO E INSTALE EL EQUIPO CON LAS CONDICIONES DE SEGURIDAD PERTINENTES. ASEGURE EL AREA CON UN RADIO DE 11m. Tenga en cuenta que el equipo debe estar retirado del lugar de trabajo como mínimo 11m. TENGA A 2m UN EXTINTOR PORTATIL Personal Operativo 3 DESPEJE , AISLE Y DEMARQUE EL AREA DE TRABAJO Aísle y demarque el área de trabajo utilizando los elementos de señalización y los parámetros definidos por la empresa. Verifique si es necesario aplicar recubrimientos de lonas ignifugas o mamparas. 1 4 SOLICITE LA REVISION DE CONDICIONES SEGURAS NOTA 1 5 EQUIPOS DE PROTECCION PERSONAL Solicite la REVISION de estado seguro a través de la LISTA DE CHEQUEO, VERIFIQUE que se ha diligenciado adecuadamente el PERMISO PARA TRABAJOS EN CALIENTE. Tenga en cuenta que todos los parámetros de seguridad se deben cumplir: -AREAS SEGURAS, -EQUIPOS DE PROTECCION PERSONAL -EQUIPOS DE SEGURIDAD -EQUIPOS DE TRABAJO. Supervisores Personal asignado operativo. Supervisores Personal operativo EN CASO DE QUE TODAS LAS CONDICIONES NO SE CUMPLAN DE MANERA COMPLETA, LA TAREA NO DEBE SER AUTORIZADA POR CONDICIONES INSEGURAS. Supervisores Colóquese los elementos de protección personal adecuados a la tarea de manera correcta, siguiendo las recomendaciones dadas en su entrenamiento inicial, ajústelo a su cuerpo. Asegúrese que los elementos de protección personal para Personal operativo trabajos en CALIENTE estén completos, en perfecto estado y que sabe cómo usarlos adecuadamente. Utilice la lista para revisión diaria de elementos de protección personal suministrada. DURANTE LA TAREA. 6 7 8 9 10 MANTENGA EN ORDEN EL AREA DE TRABAJO Asegure el área manteniendo el orden del equipo de trabajo, herramientas y elementos auxiliares. Personal operativo ENCENDIDO DEL EQUIPO PASO 1. Abrir lentamente y ligeramente la válvula del soplete correspondiente al oxígeno. PASO 2. Abrir la válvula del soplete correspondiente al acetileno alrededor de 1/4 de vuelta. PASO 3. Encender la mezcla con un encendedor o llama piloto PASO 4. Aumentar la entrada del combustible hasta que la llama no despida humo. PASO 5. Acabar de abrir el oxígeno según necesidades. PASO 6. Verificar el manorreductor. Personal operativo DURANTE EL CORTE O SOLDADURA Realice el corte manteniendo el brazo extendido y no cerca al cuerpo. Con la llama oxidante caliente uno de los bordes de la pieza, para fundir oprima la manija que da paso a mayor cantidad de oxigeno y realice el corte desplazando la caña lentamente, iniciando por uno de los bordes no por el centro de la pieza. Tome el equipo siempre de la manija, no lo tome de las conexiones de las mangueras. Personal operativo APAGADO DEL SOPLETE PASO 1. Apague la llama cerrando primero la perilla del gas. PASO 2. Cierre luego la perilla de oxigeno. No se retire la ventanilla, hasta haber apagado el equipo. No se desplace con el equipo prendido. Apáguelo inmediatamente después de terminada la tarea. Dejar el equipo en un lugar seguro y ordenado. Personal operativo SUSPENDA DE MANERA TEMPORAL LA LABOR Apague el soplete temporalmente. Verifique que las condiciones de seguridad no han cambiado. Observe como ha sido el recorrido de las chispas o escoria. Verifique por un momento el estado de funcionamiento del equipo, mangueras, manómetros y cilindros. De ser necesario solicite la verificación de una segunda persona. Supervisores Personal operativo AL FINALIZAR 11 VERIFIQUE NUEVAMENTE LA SEGURIDAD DEL AREA 12 ORDENE Y LIMPIE Observe al finalizar la tarea si se vieron afectadas las tareas y de que manera. Verifique no hay chispas o escoria encendida ni en contacto con elementos combustibles Supervisores Personal asignado Una vez terminado el trabajo recoja los componentes del equipo de soldadura y los sobrantes de la labor, así como herramientas y la señalización. Supervisores Personal asignado Desplace el equipo y herramientas al sitio de almacenamiento. REALICE LA APERTURA DEL AREA 13 5 Entregue el trabajo realizado y en condiciones de transito o de operación el área de trabajo. Supervisores Personal operativo FORMATOS ADMINISTRATIVOS DE CONTROL. 5.1 LISTA DE PREUSO. VERIFICACION 1 CILINDROS O LINEAS DE ALIMENTACION DE GAS. -Llaves de alimentación -Manoreductores. -Válvulas supresoras de llama OBSERVACIONES 1. Verifique las condiciones de funcionamiento y posibles fallas de las llaves de alimentación y sus uniones. 2. Antes de realizar la apertura asegúrese que no presenta fugas. 3. Califique el estado de funcionamiento de los manómetros, asegúrese que marcan la presión indicada de alimentación y de la línea de trabajo. 4. NO utilice el equipo si los manoreductores no están en perfecto funcionamiento, y proceda a realizar su cambio. 5. Revise el estado de las válvulas supresoras de llama. 2 TUERCAS Y UNIONES DE SUJECION. -Boquilla -Mangueras -Soplete -Botellas -Válvulas antirretorno. Verifique el estado óptimo de las tuercas y uniones de sujeción. Realice la verificación correspondiente de posibles fugas en: 1. Tuercas y sujeción de los acoples del sistema de alimentación de gas al soplete. 2. Tuercas de sujeción de la boquilla. 3. Uniones y arpones de las mangueras. 4. Abrazaderas de unión. 5. Las válvulas antirretorno antes de la caña o soplete. 3 LIMPIEZA DE LA BOQUILLA Asegúrese que la boquilla se encuentra limpia o libre de residuos de carboncillo o escoria. 4 CAÑA O MEZCLADOR Verifique su estado, limpio y en perfecto funcionamiento. Realice las pruebas necesarias para verificar el funcionamiento de la palanca o pin de accionamiento. 5 MANGUERAS Realice la comprobación de fugas a lo largo de la manguera. 5.2 LISTA DE CHEQUEO. CHEQUEO DE PRECAUCIONES PLANEACIÓN Se ha programado el trabajo con descripción de actividades, áreas, sistemas intervenidos, personal necesario, equipos y elementos de protección personal y colectivo. Se ha hecho la notificación pertinente a los departamentos de producción, mantenimiento y brigada afectados por la suspensión del servicio si el desarrollo del trabajo en altura lo requiere. DELIMITACIÓN EN UN RADIO DE 11 M DEL ÁREA DE TRABAJO Hay riesgo de explosión en la Zona? Se ha instalado el aislamiento adecuado en la zona de trabajo con los avisos alusivos de restricción al paso de personas (uso de conos reflectivos, mamparas o cintas). Se han retirado los líquidos inflamables, elementos combustibles, el polvo y las manchas de aceite Se han retirado los materiales combustibles cuando era posible. Si no, están cubiertos con lonas ignifugas o laminas Se ha instalado el aislamiento adecuado en la zona de trabajo con los avisos alusivos de restricción al paso de personas (uso de conos reflectivos, mamparas o cintas). SI NO N/A Si el suelo es combustible, se ha mojado o se ha cubierto con un materia incombustible (arena húmeda, lamina) Se han sellado aberturas en paredes o pisos Si hay tubería cercana que transporta fluido o gas combustible, esta aislada adecuadamente? Si el trabajo es en altura se ha protegido la Zona inferior OTROS PERMISOS Se han elaborado los permisos adicionales requeridos por la labor programada (Alto riesgo en Altura y/o espacio confiando) PROCEDIMIENTOS OPERATIVOS Se ha procedido a la desconexión y aseguramiento de energías peligrosas (eléctrico, mecánico, térmico, neumático, hidráulico, vapor, gas, aire comprimido,), que intervienen en el área de trabajo. PROCEDIMIENTOS DE SEGURIDAD Los equipos para realizar los trabajos se encuentran en buen estado Los extintores, Mangueras están en servicio para uso en caso de incendio. ELEMENTOS DE PROTECCION PERSONAL Se han definido los elementos de protección necesarios para el desarrollo de la labor programada y se ha verificado el buen estado de: Guantes Peto Polainas Careta pulir y/o soldadura Gafas(oxicorte) mascarilla CONTRATISTAS Conocen y han diligenciado los permisos para trabajos en alturas y permisos adicionales requeridos. VIGILANCIA DE LA ZONA DE TRABAJOS Se organizará un brigadista, vigía contra incendios durante el trabajo y hasta 60 minutos después. El vigilante dispone de extintores y mangueras listas para su uso El brigadista esta entrenado para utilizar este equipo y accionar la señal de alarma Se organizará una vigilancia contra incendios durante 3 horas después de terminar el trabajo OTROS RIESGOS Riesgos no contemplados en la lista, Existen medidas de control adecuadas? 5.3 No. LISTA DE VERIFICACION DE EQUIPOS DE PROTECCION PERSONAL (EPP) ELEMENTO CHEQUEO Camisa de manga larga ajustable en muñeca, con collarín para protección de cuello, sin bolsillos Pantalones sin dobladillo 1 Ropa de trabajo Elaborados en Fibras naturales, ignífugo Seca, sin grasas ni aceites Limpia, sin excesivo sudor Peto de cuero, buen estado 2 Ropa para protección de cuerpo Polainas, buen estado Guantes para soldar, buen estado Con barbuquejo 3 Casco. 4 Protección facial Anclada al casco. 5 Gafas de seguridad Limpias y sin ralladuras Asegurado Sin rendijas que permitan paso de luz 6 Careta de soldador Limpia Con ajuste adecuado Con cristal contra radiación de acuerdo a tarea 7 Protección auditiva 8 Protección respiratoria 9 Guantes de soldador Tapón de incersión Mascarilla de libre mantenimiento Mascarilla con filtros Manga larga Costuras interiores SI NO N/A Guantes tipo ingeniero o dieléctricos según riesgo. Limpios 10 Botas de seguridad, con puntera según tarea Buen estado 11 12 Botas dieléctricas según tarea. Buen estado 13 Uso correcto de los E.P.P. El trabajador sabe colocarse y utilizar adecuadamente los E.P.P. 6 6.1 Secos Secas Secas ANEXOS FORMATO SUGERIDO DE EVALUACION MÉDICA. Cod/cc Nombre: Edad: Sección: Fecha de Ingreso: Primera Vez: Experiencia: Revalidación Años. Fecha Actual: 1. ANTECEDENTES PERSONALES 1.1 Fobia a trabajo en ambientes calientes, confinados o alturas. SI NO 1.2 Diabetes o Hipoglicemia NO controladas SI NO 1.3 Antecedentes de vértigo o mareo SI NO 1.4 Antecedentes de convulsiones o pérdida de conocimiento SI NO 1.5 Antecedentes de problemas respiratorios severos SI NO 1.6 Acostumbra a tomar bebidas alcohólicas SI NO 1.7 Toma drogas que afecten el SNC SI NO SI NO 1.8 Sufre del corazón (arritmias, palpitaciones) o es hipertenso 1.9 Toma algún medicamento SI NO Si alguno de los puntos anteriores es marcado SI, favor explicarlo: ______________________________________________________________________________________________ 2. EXAMEN FÍSICO (Para ser llenado por el médico examinador) 2.1 Signos Vitales: TA ______/______ Pulso ______ Peso _______ Talla _______ IMC _______ 2.2 Agudeza Visual Lejana: ____________ OD ____________ OI 2.3 Extremidades (arcos de movimiento, fuerza): 2.5 Coordinación ojos, manos, pies: Lentes: SI ____ NO ____ NORMAL _____ ANORMAL _______ NORMAL _____ ANORMAL _______ 2.6 Reflejos: NORMAL _____ ANORMAL _______ 2.7 Marcha: NORMAL _____ ANORMAL _______ 3. CONCEPTO: 1. APTO SI _____ NO _____ RESTRICCIONES ______________________________________________________________________________________________ ________________________________ FIRMA DEL MEDICO _______________________________ FIRMA DELTRABAJADOR