parte 1 - ASOCIACIÓN INGEMAN
Anuncio

APROXIMACIÓN A LA CONFIABILIDAD. APLICACIONES PRÁCTICAS Monografía elaborada por la Red Temática Nacional Sobre Seguridad de Funcionamiento y Calidad de Servicio de Sistemas Productivos ISBN 978-84-693-7236-4
DL SE-6778-2010
Monografía elaborada por la Red Temática Nacional Sobre
Seguridad de Funcionamiento y Calidad de Servicio de
Sistemas Productivos (DPI2008-05060-E)
Editado por:
APROXIMACIÓN A LA CONFIABILIDAD,
APLICACIONES PRÁCTICAS
PRÓLOGO
Al meditar sobre el alcance de esta interesante Monografía sobre “ Seguridad de
Funcionamiento y Calidad de Servicio de los Sistemas Productivos”, he sentido cierta
curiosidad por comparar el “espíritu “, que se esconde tras esta Publicación, con el “
estado del arte”, que iluminaba las tareas de quienes nos ocupábamos de temas
parecidos hace 50 ó 60 años. También esta lectura me ha sugerido la idea de hacer
un pequeño resumen sobre la evolución de las Técnicas que sucesivamente se han
venido utilizando, a lo largo de todos estos años, intentando con ellas superar los
retos con los que, ante distintas coyunturas, debíamos enfrentarnos. Con ambas
cosas he buscado estimular a los lectores de este trabajo a descubrir en él, con
alguna perspectiva, el avance que su publicación representa y a revelarles las
oportunidades de las que pueden beneficiarse, si conseguimos motivarlos a poner
en práctica
algunas de las muchas orientaciones en el mismo contenidas. Estas
orientaciones pueden ayudar a mejorar la gestión no sólo de los responsables en las
Empresas de definir las especificaciones a cumplir por los complejos Sistemas
Productivos de hoy sino también de quienes deban diseñarlos, comprarlos, utilizarlos,
mantenerlos.
Repasando Conferencias impartidas en Cursos y Ponencias presentadas en
Congresos, durante los años 50 y 60 del siglo pasado, constato que se consideraba
como una limitación, propia e inevitable de los medios de producción entonces
existentes, su posibilidad de sufrir averías de manera casi imprevista y, además, en
los momentos más inoportunos (mientras estuvieran desarrollando su trabajo). Estos
contratiempos obligaban a tener que realizar reparaciones inmediatas (mediante el
llamado Mantenimiento Correctivo) con los gastos a él asociados como consecuencia
del coste de las horas de trabajo del personal responsable de la localización del fallo
(tarea no siempre intuitiva ni inmediata), del importe de los medios humanos y
técnicos necesarios para las reparaciones correspondientes, del valor de los
materiales y los repuestos precisos, de la pérdida de ingresos correspondientes a los
tiempos de producción perdidos, etc, etc. Como es obvio estos gastos había que
intentar minimizarlos y para ello parecía imprescindible:
1,- Evitar estas paradas imprevistas implantando Mantenimiento Preventivo que
permitiera, mediante diversas técnicas, eliminar ciertas averías y
programar las
paradas inevitables con el fin de ganar eficacia en su reparación y para ejecutarlas
en los momentos de menor impacto negativo en el proceso productivo.
2,- Optimizar aquel Mantenimiento Preventivo sustituyendo las intervenciones
preventivas, programadas inicialmente en función del tiempo de funcionamiento de
los distintos Sistemas Productivos, por otras acciones aconsejadas por valores
constatados en ciertos parámetros que debían mantenerse dentro de un rango
preestablecido. Así surgió el Mantenimiento Predictivo.
3.- Introducir mejoras en los diseños de tales sistemas para facilitar la
localización de los fallos, para aumentar la eficacia en los trabajos de reparación,
para disponer de los sensores adecuados, para poder emplear repuestos
normalizados, para disponer de elementos en redundancia activa o pasiva, etc, etc.
Sucesivamente comenzaron a utilizarse los conceptos de Fiabilidad (valorando
el Tiempo Medio Entre Fallos -el conocido MTBF-, el tiempo medio entre revisiones,
el tiempo medio entre desmontajes y otros parámetros más o menos representativos
de la respuesta de los componentes individuales y de los sistemas-como conjunto- a
la severidad del trabajo a que estaban siendo sometidos en su empleo normal), de
Mantenibilidad
(valorando el Tiempo Medio necesario para las Reparaciones –el
conocido MTTR-, de Disponibilidad (valorando el porcentaje de tiempo que estuviera
el sistema operativo durante toda su vida o la probabilidad de que se encontrara en
condiciones de trabajar en un instante dado o la probabilidad de que cumpliera sin
fallos una misión determinada). En paralelo hizo su aparición en escena el Análisis de
Riesgos (valorando la frecuencia prevista para un evento y las posibles
consecuencias negativas que de él podrían derivarse) y se empezaban a explorar las
posibles aplicaciones de los Árboles de Fallos para establecer, entre otras muchas
cosas, los Conjuntos de Corte capaces de darnos informaciones estadísticas valiosas
para modificar las partes convenientes de cualquier sistema con miras a disminuir la
probabilidad de ocurrencia de un fallo.
En los años posteriores han venido poniéndose en servicio diversos Planes de
Mantenimiento Optimizado como el conocido RCM (Reliability Centered Maintenance)
o el Análisis RAMS (Reliability, Availability, Maintainability and Safety) o los modernos
estudios sobre renovación de Equipos comparando la Inferioridad de Servicio que
tendríamos que afrontar, por unidad de tiempo, si no cambiásemos un Sistema
Productivo antiguo por otro nuevo frente a las Economías de Conservación que
supondría, también por unidad de tiempo, el hecho de continuar utilizando el sistema
antiguo.
Recopilar las ideas, que subyacían en todos estos conceptos y técnicas
operativas del pasado más o menos reciente (muchas de las cuales ya son historia),
y resumir las inquietudes, que preocupaban a quienes tenían la responsabilidad de
utilizarlas, tiene muchísimo interés para afrontar el futuro y esto se ha conseguido, y
de manera brillante, en este magnífico trabajo sobre Confiabilidad. Este nuevo
concepto, a pesar de su carácter necesariamente cualitativo, permite desarrollar
modelos aptos para representar con generalidad las especificaciones a exigir a los
Sistemas Productivos actuales y también permite aportar, a la vez, ideas sobre
aspectos específicos en el uso y mantenimiento de los mismos. Esta combinación,
que sin perder de vista la generalidad faculte para descender al pragmatismo de lo
cotidiano, no es fácil de conseguir y los responsables de esta Publicación, sin duda,
lo han logrado.
Por otra parte, familiarizarse con el uso habitual de las ideas integradas en el
concepto de la Confiabilidad también ayuda a configurar logísticamente muchas
actividades de un sistema tan complicado como puede ser la propia Empresa, si
tenemos en cuenta el sentido de Logística establecido por la Society of Logistcs
Engineers (SOLE), que la define como el arte y la ciencia que deben tutelar las
actividades técnicas,
adecuada
la gestión y
la ingeniería para interrelacionar de forma
necesidades y recursos de diseño, de aprovisionamiento y de
mantenimiento necesarios para alcanzar objetivos, desarrollar planes y servir de
soporte a todas las operaciones. Baste para
comprobar la ayuda que esta
Publicación puede ofrecer en este sentido analizar, con algún detenimiento y sólo a
título de ejemplo, algunas de las muchas aportaciones de esta Publicación como
puedan ser la figura 2.1, en la que se pone de manifiesto las posibilidades de ahorro
en la ejecución del proyecto de un sistema si se tienen en consideración, desde el
principio de su programación, las recomendaciones de su Confiabilidad necesaria, o
la figura 1.4, que permite minimizar los costes de explotación de un dispositivo si
perseguimos el nivel óptimo de la Confiabilidad que precisa para cumplir
satisfactoriamente la función requerida por el mismo.
Agradezco sinceramente a la Red Temática Nacional sobre Seguridad de
Funcionamiento y Calidad de Servicio la oportunidad que me ha ofrecido de prologar
esta Publicación
Luis García Pascual
Madrid, Octubre 2010
PROLOGO
Este libro es una monografía que ofrece una aproximación práctica a la problemática
asociada con la confiabilidad de los equipos de producción. Como se detalla
posteriormente, la confiabilidad es un término de reciente cuño que expresa un
concepto general,
también denominado seguridad de funcionamiento (en inglés
“dependality”), que no tiene carácter cuantitativo y que engloba al conjunto de
propiedades utilizadas para describir la disponibilidad de un sistema de producción y los
factores que la condicionan: fiabilidad, mantenibilidad y logística (también denominada
en algunos casos soporte o sostenibilidad) de mantenimiento.
La confiabilidad se ha convertido en una indiscutible ventaja competitiva de la
empresa industrial moderna, permite la reducción de costes de fabricación y el
incremento de la calidad de los productos a la vez que garantiza una operación con
mayores niveles de seguridad y de protección medioambiental. Es un área donde
concurren modernas y muy distintas tecnologías conjuntamente con métodos de
investigación y de dirección de operaciones. Conforme las organizaciones actuales
van asimilando estas metodologías reaccionan acometiendo la transformación de sus
organizaciones, en unidades de negocio más proactivas, eficientes y de más alto
nivel tecnológico.
Este trabajo puede ayudar a estas organizaciones a conocer la relación de la
confiabilidad con diversas áreas de negocio y a explorar diferentes oportunidades de
mejora posibles en seguridad de funcionamiento y para cada escenario particular.
Con esta intención se ha dividido el trabajo en tres partes fundamentales:
Parte 1. Introducción a la confiabilidad;
Parte 2. Técnicas para la mejora de la confiabilidad, y;
Parte 3. Terminología internacional y soporte informático.
Cada una de estas partes cubre un contenido diferente con diferentes propósitos:
•
La Parte 1 incluye una introducción al concepto de confiabilidad de dispositivos en
el contexto amplio de la calidad de servicio, para ello se ha utilizado la normativa
internacional actualizada sobre la materia. Igualmente se enfoca la visión de la
seguridad de funcionamiento desde la perspectiva de la fase preparatoria (de un
dispositivo industrial o incluso de un proyecto de ingeniería más complejo) y
desde la fase operativa (viendo su interrelación con aspectos específicos de
producción y mantenimiento) de los equipos o dispositivos. Finalmente se incluye
una visión cuantitativa, y práctica a la vez, para la medida de la confiabilidad y
del riesgo de los dispositivos, a partir de la mejor información y datos sobre su
comportamiento existentes en nuestros sistemas.
•
La Parte 2 es un parte eminentemente práctica. En ella se presentan diferentes
métodos y técnicas para el diseño, demostración, control y mejora continua de la
confiabilidad de dispositivos en diferentes fases de su ciclo de vida. Se repasan
igualmente aspectos importantes que relacionan el factor humano y la
confiabilidad. Se presentan numerosos casos que describen situaciones reales,
analizadas con un adecuado nivel de detalle,
y que pueden resultar de gran
ayuda para el lector en el desempeño de su actividad profesional.
•
La Parte 3 incluye gran cantidad de documentación adicional sobre terminología,
sistemas de información y distintas fuentes de información sobre confiabilidad
existentes a nivel internacional. Se pretende incluir el estado del arte en estos
apartados, que se irá actualizando en futuras ediciones del trabajo.
Para finalizar comentar la vocación de este trabajo de ser una obra viva que irá a
buen seguro mejorando su contenido y calidad con el paso del tiempo, conforme
miembros de la red vayan añadiendo aportaciones de interés al mismo.
Red Temática sobre
Seguridad de Funcionamiento y Calidad de Servicio
de Sistemas Productivos.
AGRADECIMIENTOS
La Red Temática sobre Seguridad de Funcionamiento y Calidad de Servicio cumple
en 2010 cuatro años consecutivos de actividad. Está red ha estado financiada en sus
inicios por el Ministerio de Educación y Ciencia, y ahora por el Ministerio de Ciencia e
Innovación, a través de las convocatorias de acciones complementarias
correspondientes al área de Diseño y Producción Industrial (DPI: 2006-27208-E, DPI:
2007-29939-E, DPI: 2008-05060-E y DPI2009-08164-E) asociadas a los proyectos de
investigación del Plan Nacional (DPI:2004-01843 y DPI 2008-01012) cuyo
investigador principal es el profesor Adolfo Crespo Márquez de la Escuela Superior de
Ingenieros de la Universidad de Sevilla. La creación de esta red vino motivada por los
siguientes objetivos:
• Conseguir coordinar a grupos de investigación y desarrollo tecnológico y a las
empresas que trabajan en la actualidad en nuestro país en distintos métodos,
modelos y algoritmos para optimizar la seguridad de funcionamiento de los
sistemas de producción;
• Coordinar esfuerzos dedicados al análisis del problema anterior desde la
perspectiva de la fase de preparación (fase de proyecto, fabricación, montaje y
puesta a punto de los sistemas) con aquellos que profundizan en el análisis del
problema desde el punto de vista de la fase de operación (fase de
producción/utilización y mantenimiento) de los sistemas productivos; y
• Estudiar conjuntamente posibilidades actuales para el diseño, desarrollo y puesta
a punto de herramientas “software” para la resolución de estos problemas y su
potencial transferencia a empresas interesadas en este tipo de investigación en
distintos sectores y entornos productivos.
La red la componen grupos de diferentes centros de investigación y empresas, a
saber:
• Centros de investigación: Escuela Superior de Ingenieros de Sevilla, Universidad
Politécnica de Valencia, Instituto Universitario de Sistemas Inteligentes y
Aplicaciones Numéricas en Ingeniería (IUSIANI) y Escuela Técnica Superior de
Ingenieros Industriales de la Universidad de las Palmas de Gran Canaria,
Mondragón Unibersitatea, TECNUN de la Universidad de Navarra, Escuela
Técnica Superior de Ingenieros Industriales de la Universidad de Vigo, la Escuela
Técnica Superior de Ingenieria Industrial de la Universidad Politécnica de
Catalunya y la Universidad Henri Poincaré de Nancy (Francia).
•
Empresas: IBERDROLA GENERACIÓN, IBERINCO, ENAGAS, Sociedad Andaluza
para el Desarrollo de la Sociedad de la Información (SADESI), Fundación
TEKNIKER, PMM Institute for Learning, INGEMAN y Mirakonta.
La red quiere mostrar su gratitud a todas aquellas personas que han dedicado su
tiempo y aportado su mejor contribución a este trabajo, en concreto:
•
•
•
•
•
•
•
•
•
•
•
Antonio Sola Rosique, de IBERDROLA GENERACIÓN, ha colaborado en la
elaboración del Capítulo sobre terminología internacional y en el Capítulo de
introducción a la confiabilidad.
Antonio José Fernández Pérez, de IBERINCO, ha colaborado en la elaboración del
Capítulo de introducción a la confiabilidad.
Luis Améndola y Tibaire Depool, de PMM Institute for Learning, ha colaborado en
el Capítulo sobre confiabilidad en la fase de preparación y en el de técnicas de
fiabilidad humana.
Ricardo Conde Cavero, de ENAGAS, colabora en el Capítulo sobre confiabilidad en
la fase operativa, en los apartados de operación y de mantenimiento.
Carlos Parra Márquez, de INGEMAN, colabora con los materiales de los Capítulos
sobre mantenimiento centrado en fiabilidad (RCM) y Análisis Causa Raíz (ACR).
Elisabeth Viles Díez, de TECNUN, y Juan F. Gómez Fernández, de SADESI,
participan en la elaboración del Capítulo sobre medida de confiabilidad y riesgo.
Jorge Marcos Acevedo, de la ETSI de Vigo, ha desarrollado el Capítulo dedicado a
los ensayos de fiabilidad.
Manuel Martínez Cid y Javier Dies, de la ETSII de la UPC, colaboran con el
Capítulo dedicado a técnicas APS para sistemas complejos y de riesgo
significativo.
Aitor Goti Elordi, de Mondragón Unibersitatea, colabora con el Capítulo sobre
fuentes de información en Internet.
Luis Barberá Martínez y Adolfo Crespo Márquez, de la ESI de Sevilla, colaboran
con el capítulo sobre aplicaciones software para análisis RAMS.
Maria Holgado Granados y Adolfo Crespo Márquez, de la ESI de Sevilla, colaboran
en la coordinación del trabajo en su conjunto y en los capítulos de introducción a
la confiabilidad, confiabilidad en la fase operativa y en el de medida de la
confiabilidad y del riesgo, respectivamente
A todos ellos, gracias.
INDICE __________________________________________________________________________________
PARTE 1. INTRODUCCION A LA CONFIABILIDAD
I. Introducción al Concepto e Importancia de la Confiabilidad en la Calidad de Servicio....... 1
I.1. introducción ......................................................................................................................... 1
I.2. La Calidad de un Servicio y la Confiabilidad ......................................................................... 1
I.3. La Confiabilidad y la Eficacia ó la Servibilidad...................................................................... 3
I.4. La Confiabilidad y la Seguridad ............................................................................................ 5
I.5. La Confiabilidad y los Costes ................................................................................................ 7
I.6. Confiabilidad y Mantenimiento........................................................................................... 9
I.7. Mantenimiento y Función Requerida ................................................................................ 10
I.8. Referencias Bibliográficas del Capítulo .............................................................................. 13
II. Confiabilidad y Fase de Preparación ..................................................................................... 15
II.1. Introducción de Confiabilidad y Fase de Preparación....................................................... 15
II.2. Consideraciones y Conceptos de Confiabilidad y Fase de Preparación............................ 17
II.3. Confiabilidad en la Etapa de Definicion y Desarrollo. ....................................................... 22
II.3.1. Acciones y Enfoque/Alineación de Confiabilidad ........................................................................ 26
II.4. Ruta de Implantación de Confiabilidad en la Etapa de Definición y Desarrollo ............... 35
II.5. Mejores Prácticas de la Confiabilidad desde el Diseño..................................................... 36
II.6. Enfoque en la Confiabilidad desde el Diseño, Negocio, y Eliminación de las Restricciones – “The Business Reliability”...................................................................................................... 38
II.7. Referencias Bibliográficas del Capitulo ............................................................................. 40 III. Confiabilidad en la Fase Operativa........................................................................................ 43
III.1.‐ Introducción .................................................................................................................... 43
III.2.‐ Confiabilidad y Operación del Equipo Industrial ............................................................ 43
III.2.1.‐ Introducción ............................................................................................................................................. 43
III.2.2.‐ Incidencia de la Operación en la Fiabilidad ................................................................................. 44
III.2.3. Soporte de Operaciones en la Mejora de la Fiabilidad.............................................................. 50
III.2.4.‐ Incidencia de la Operación en la Mantenibilidad ...................................................................... 56 III.3.‐ Confiabilidad y Gestión del Mantenimiento................................................................... 57 III.3.1. Introducción............................................................................................................................................... 57
III.3.2. Un modelo Práctico para la Gestión del Mantenimiento ......................................................... 58
III.4.‐ Confiabilidad y Logistica de Mantenimiento .................................................................. 65 III.4.1.‐ Introducción ............................................................................................................................................. 65
III.4.2.‐ Organización de Mantenimiento ...................................................................................................... 66
III.4.3.‐ Sistemas de GMAO.................................................................................................................................. 73
III.4.4.‐ Planificación y Programación de los Trabajos............................................................................ 76
III.4.5.‐ Gestión de Materiales y Repuestos.................................................................................................. 81
III.5 Referencias Bibliográficas del Capitulo ............................................................................. 88 IV. Medida de la Confiabilidad y del Riesgo .............................................................................. 89
IV.1. Funciones Básicas............................................................................................................. 89 IV.1.1. Introducción y Conceptos Básicos..................................................................................................... 89
IV.1.2. Expresiones Estadísticas ....................................................................................................................... 90
IV.1.3. Ejemplos de Funciones de Distribución de Fallo ........................................................................ 93
IV.1.4. Representación Gráfica de las Funciones Características ....................................................... 96
IV.2. Calculos Básicos de Confiabilidad de Sistemas ................................................................ 98 IV.2.1. Cálculos Básicos de Fiabilidad ............................................................................................................ 98
IV.3. Recomendaciones Prácticas para Cálculos de Fiabilidad............................................... 109 IV.3.1. Ejemplo Sencillo de Cálculo .............................................................................................................. 111
IV.4. El Registro Adecuado de Fallos. Buenas Prácticas para los Cálculos de Confiabilidad.. 112 IV.4.1. Abundando en el Concepto de Fallo .............................................................................................. 112
IV.4.2. Consideraciones Sobre Estados y Tiempos de un Dispositivo ........................................... 114
IV.4.3. Importancia del Registro de Fallos en el Análisis de Confiabilidad.................................. 117
IV.5. Referencias Bibligráficas del Capítulo............................................................................ 128 __________________________________________________________________________________
PARTE 2.TECNICAS PARA LA MEJORA DE LA CONFIABILIDAD
__________________________________________________________________________________
V. Ensayos.................................................................................................................................. 133
V.1 Introducción ..................................................................................................................... 133 V.2 Objetivos de los Ensayos de Fiabilidad ............................................................................ 136
V.3 Tipos de Ensayos de Fiabilidad......................................................................................... 136
V.3.1 Ensayos de Demostración de la Fiabilidad.................................................................................... 137
V.3.2 Ensayos para Medir Parámetros de Fiabilidad............................................................................ 137
V.3.3 Según el Lugar de Ensayo ..................................................................................................................... 137
V.3.4 Según el Tiempo de Ensayo ................................................................................................................. 138
V.3.5 Según el Reemplazamiento.................................................................................................................. 138
V.3.6 Otros Tipos de Ensayos ......................................................................................................................... 139
V.4 Ensayos por Muestreo ..................................................................................................... 139 V.5 Cálculo de la Vida Media Estimada “ ” ........................................................................... 141
V.6 Intervalo y Nivel de Confianza ......................................................................................... 144 V.6.1 Ensayo a Tiempo Fijo e Intervalo no Centrado............................................................................ 146
V.6.2 Ensayo a Tiempo Fijo e Intervalo Centrado.................................................................................. 147
V.6.3 Ensayo a Fallo Fijo e Intervalo no Centrado ................................................................................. 148
V.6.4 Ensayo a Fallo Fijo e Intervalo Centrado........................................................................................ 148
V.7 Ensayos Acelerados.......................................................................................................... 149 V.7.1 Modelo de Arrhenius............................................................................................................................. 152
V.7.2 Modelo de Eyring .................................................................................................................................... 156
V.7.3 Ley de Potencia Inversa ....................................................................................................................... 158
V.7.4 Modelo de Coffin‐Manson.................................................................................................................... 159
V.8 Referencias Bibliográficas del Capítulo........................................................................... 160 VI. Confiabilidad En La Operación a traves del RCM.............................................................. 163
VI.1. Antecedentes del Mantenimiento Centrado en Fiabilidad (RCM) ................................ 163 VI.2. Aspectos Teóricos Básicos del RCM ............................................................................... 165 VI.3. Proceso de Implantación del RCM ................................................................................. 167 VI.3.1. Formación del Equipo Natural De Trabajo del RCM............................................................... 168
VI.3.2. Selección del Sistema y Definición del Contexto Operacional ............................................ 171
VI.3.3. Desarrollo del Análisis de Modos y Efectos de Fallos (FMEA)............................................ 183
VI.3.4. Proceso de Selección de las Estrategias de Mantenimiento (Lógica RCM).................... 196
VI.3.5. Ejemplo de Aplicación de Método RCM ...................................................................................... 201
VI.4. Consideraciones Finales sobre la Metodología RCM..................................................... 215 VI.5. Referencias Bibliográficas del Capítulo.......................................................................... 217 VII. Análisis Causa-Raíz............................................................................................................. 219
VII.1. Introducción al Proceso de Análisis Causa Raíz (RCA) .................................................. 219 VII.2. Aspectos Teóricos Básicos del RCA ............................................................................... 220 VII.2.1. Cambios de Paradigmas en el Proceso de Análisis de Problemas ................................... 221
VII.3. Proceso de Implantación del RCA ................................................................................. 223 VII.3.1. Etapa 1: Formación del Equipo Natural de Trabajo de RCA ............................................. 224
VII.3.2. Etapa 2: Definición y Jerarquización de los Problemas ....................................................... 227
VII.3.3. Etapa 3: Definición y Priorización de los Modos de Fallos ................................................. 230
VII.3.4. Etapa 4: Definición y Validación de Hipótesis ......................................................................... 232
VII.3.5. Etapa 5: Definición y Validación de Causas Raíces ................................................................ 234
VII.3.6. Etapa 6: Definición y Evaluación Efectividad de Soluciones Propuestas ..................... 236
VII.4. Ejemplo de Aplicación del Método RCA ....................................................................... 241 VII.4.1. Antecedentes en Recurrencia de Fallos en Unidades de Bombeo .................................. 241
VII.4.2. Resultados de la Aplicación de RCA en Sistemas: American C‐456 ............................... 243
VII.5. Consideraciones Finales sobre la Metodología RCA..................................................... 262 VII.6. Referencias Bibliográficas del Capítulo......................................................................... 264 VIII. Técnicas de Fiabilidad Humana para la Mejora de la Confiabilidad............................... 267
VIII.1. Introducción fiabilidad Humana .................................................................................. 267 VIII.2. Técnicas de Fiabilidad Humana.................................................................................... 268 VIII. 3. La Importancia del Factor Humano............................................................................. 269 VIII. 4. Factores de la Confiabilidad de Sistemas.................................................................... 269 VIII. 5. Confiabilidad Integral de Activos ............................................................................... 271 VIII. 6. Gestión del Capital Intelectual ................................................................................... 272 VIII. 7. El Factor Humano........................................................................................................ 274 VIII. 7.1 El Comportamiento y el Error Humano .................................................................................... 274
VIII.7.2 Integración de los Factores Humanos en los Sistemas de Trabajo................................. 277
VIII. 8. Modelo de Fiabilidad Humana .................................................................................... 279 VIII.8.1 Reflexiones Acerca del Modelo de Fiabilidad Humana........................................................ 281
VIII. 9. El Eslabón Más Débil ................................................................................................... 282 VIII.10. Referencias Bibliográficas del Capitulo...................................................................... 283 IX. Técnicas de APS para Sistemas Altamente Complejos y de Riesgo Significativo......... 287
IX.1. Introducción a los Análisis Probabilistas de Seguridad.................................................. 287 IX.2. Modelos de Fiabilidad .................................................................................................... 289 IX.3. Distribuciones Típicas de la Función Densidad de Probabilidad................................... 292 IX.3.1. Variables Aleaotrias Discretas ........................................................................................................ 292
IX.3.2. Variables Aleaotrias Continuas....................................................................................................... 294
IX.4. Desarrollo de un APS ..................................................................................................... 296 IX.4.1. Familiarización con la Planta; Identificación de Sucesos Iniciadores ............................ 299
IX.4.2. Delineación de los Árboles de Sucesos ........................................................................................ 299
IX.4.3. Árboles de Fallo..................................................................................................................................... 301
IX.4.4. Análisis de Datos................................................................................................................................... 303
IX.4.5. Cuantificación ........................................................................................................................................ 304
IX.4.6. Análisis de Resultados........................................................................................................................ 305
IX.5. Referencias Bibliográficas del Capítulo .......................................................................... 306 __________________________________________________________________________________
PARTE 3.TERMINOLOGIA INTERNACIONAL Y SOPORTE INFORMÁTICO
__________________________________________________________________________________
X. Terminología .......................................................................................................................... 309
X.1. Definiciones y Términos .................................................................................................. 309 XI. Aplicaciones Software para Análisis RAMS....................................................................... 343
XI.1. Introducción y Objetivos ................................................................................................ 343 XI.2. Tipos de Análisis más Utilizados..................................................................................... 345 XI.3. Herramientas Software de Análisis RAMS ..................................................................... 350 XI.3.1. Introducción a las Herramientas.................................................................................................... 352
XI.3.2. Características de Módulos Comunes .......................................................................................... 355
XI.3.3. Características de Módulos Adicionales (No Comunes)........................................................ 361
XI.3.4. Factores de Caracterización a Considerar.................................................................................. 365
XI.5. Referencias Bibliográficas del Capítulo .......................................................................... 370 XII. Fuentes de Información en Internet ................................................................................... 373
XII.1. Introducción ................................................................................................................. 373 XII.2. Fuentes de Información ............................................................................................... 374 XII.2.1 Portales .................................................................................................................................................... 374
XII.2.2. Noticias.................................................................................................................................................... 375
XII.2.3. E‐Books ................................................................................................................................................... 376
XII.2.4. Cursos y Masteres............................................................................................................................... 376
XII.2.5. Librerías.................................................................................................................................................. 381
XII.2.6. Revistas Y “E‐Zine”‐S ......................................................................................................................... 381
XII.2.7. Freeware................................................................................................................................................. 382
XII.2.9. Asociaciones.......................................................................................................................................... 383
XII.2.10. Conferencias....................................................................................................................................... 385
XII.3. Conclusiones................................................................................................................. 385 Parte 1 Introducción a la Confiablidad I INTRODUCCIÓN AL CONCEPTO E IMPORTANCIA DE LA CONFIABILIDAD EN LA CALIDAD DE SERVICIO
I.1. INTRODUCCIÓN En este primer capítulo nos aproximamos al concepto de confiabilidad, también
denominado seguridad de funcionamiento, y a su relación con aspectos claves para
nuestros activos, productos y servicios industriales como son la calidad o el
mantenimiento.
La confiabilidad es un término cuya definición está intrínsecamente asociada a
la fase operativa de los activos industriales o sistemas productivos, pero que en gran
medida depende igualmente de las actuaciones que se hayan realizado en la fase de
preparación de los mismos. A su vez la confiabilidad es un término cualitativo, no
cuantitativo, y que relaciona diferentes aspectos y aptitudes de los activos
productivos y de las organizaciones que los alojan.
Veamos entonces una base conceptual de aquellos aspectos claves que tienen
que ver con la confiabilidad, que la condicionan, pero también que se ven afectados
o impactados por la situación de la misma para un determinado activo industrial.
I.2. LA CALIDAD DE UN SERVICIO Y LA CONFIABILIDAD La calidad de servicio es una aptitud de un servicio, un efecto global de las
características del servicio que determina el grado de satisfacción del usuario del
mismo (esta definición la obtenemos del vocabulario electrotécnico de la Comisión
Electrotécnica Internacional [CEI] que puede consultarse en www.electropedia.org,
en concreto estamos consultando el área 191 sobre seguridad de funcionamiento y
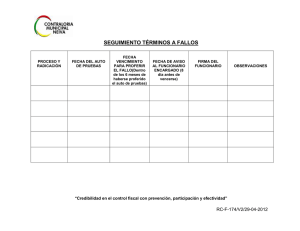
calidad de servicio). La calidad de servicio depende de diversos factores como
podemos comprobar en la Figura 1.1. 2 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
La anterior definición es consistente con la definición de ISO de calidad,
entendida como la aptitud de un producto de satisfacer las necesidades de un
usuario. En la figura 4.1 la CEI nos indica cómo, la confiabilidad influye en la calidad
de servicio a través de la servibilidad, que es un término que se define como la
aptitud de un servicio a ser obtenido cuando sea requerido por un usuario y a
continuar su cometido durante un tiempo por él requerido, siempre dentro de unas
tolerancias y condiciones especificadas por el usuario. Es decir este es un término
que mezcla accesibilidad del servicio y continuidad del mismo. La servibilidad a su
vez depende de la capacidad y de la seguridad de funcionamiento del sistema o red
a través del cual el servicio llega al usuario.
Calidad de servicio
Logística de
servicio
Facilidad de
utilización
Accesibilidad
del servicio
Continuidad del
servicio
Integridad del
servicio
Servibilidad
Servicio
Dispositivo
Disponibilidad
Capacidad
Fiabilidad
Mantenibilidad
Logística de
mantenimiento
Seguridad de funcionamiento - Confiabilidad
Figura 1.1. Factores que condicionan la calidad de servicio - CEI 50 (191).
Un aspecto curioso de las normas CEI es que las definiciones sobre aptitudes
de los servicios, llegan sólo a factores de un primer nivel (logística de servicio,
facilidad de utilización, servibilidad e integridad de servicio), los niveles siguientes (a
Introducción al Concepto e Importancia de la Confiabilidad en la Calidad de Servicio. 3
partir de capacidad y seguridad de funcionamiento) quedan definidos en este
vocabulario y en la norma técnica 50-190 de CEI como aptitudes de los elementos
(items),
que
no
del
servicio.
En
este
documento
incidiremos
por
tanto
fundamentalmente en aptitudes de elementos o dispositivos industriales (item se
definen en la norma como toda parte, componente, subsistema, unidad funcional,
equipo o sistema que se pueda considerar individualmente).
I.3. LA CONFIABILIDAD Y LA EFICACIA Ó LA SERVIBILIDAD Quién maneje el vocabulario electrotécnico observará que la servibilidad del servicio
es sinónimo de eficacia del dispositivo o sistema industrial, es decir la norma define a
un dispositivo industrial (podríamos llegar a pensar en un sistema de producción)
como eficaz cuando demuestra su aptitud para responder a una demanda de servicio
(expresada por ejemplo en unidades producidas durante un determinado tiempo) de
unas características cuantitativas dadas. De acuerdo con la norma además, e igual
que sucedía con la servibilidad del servicio, la eficacia del sistema productivo
depende de su capacidad de producción y de su confiabilidad, seguridad de
funcionamiento o simplemente disponibilidad para producir.
La confiabilidad es un término que entendemos tiene su razón de ser asociada a
la fase operativa de los activos industriales o sistemas productivos (quién utilice la
norma en su versión inglesa observará cómo cada término en inglés que se utiliza para
caracterizar la confiabilidad tiene asociada la palabra performance a su derecha, es
decir por ejmplo, no se habla de reliability sino de reliability performance), en esa fase
la confiabilidad del sistema es su aptitud o capacidad de cumplir con su propósito ―
dentro de los límites del diseño y para unas condiciones operacionales dadas — a
través de procesos, tecnologías y personas. El “propósito” del sistema productivo está
generalmente expresado en forma de compromisos cuantitativos de servicio durante
4 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
períodos de tiempo preestablecidos en sus planes y programas de producción. La
aptitud del sistema para cumplir con estos propósitos satisfactoriamente nos permite
catalogarlo como un sistema eficaz.
Eficacia del dispositivo
Disponibilidad
Capacidad
Fiabilidad
Mantenibilidad
Logística de
mantenimiento
Seguridad de funcionamiento - Confiabilidad
Figura 1.2. La eficacia del dispositivo o del sistema de producción.
La capacidad del sistema productivo es su aptitud, en condiciones internas dadas
(por ejemplo, con cualquier combinación o configuración de equipos que se encuentren
incluso en diferentes estados de funcionamiento posible, averiados o no), para
responder a una demanda de servicio de unas determinadas características
cuantitativas. Mientras que la disponibilidad del sistema de producción será la aptitud
del mismo para estar en situación de realizar una función requerida en condiciones
dadas en un instante dado, o durante un intervalo de tiempo dado, suponiendo que se
proporcionan los medios exteriores necesarios. El término confiabilidad, también
denominado seguridad de funcionamiento (en inglés “dependability”) expresa un
concepto general, sin carácter cuantitativo, que engloba al conjunto de propiedades
Introducción al Concepto e Importancia de la Confiabilidad en la Calidad de Servicio. 5
utilizadas para describir la disponibilidad de un sistema de producción y los factores que
la condicionan (figura 1.2): fiabilidad, mantenibilidad y logística de mantenimiento.
Decir que la eficacia del sistema productivo depende de su capacidad y su
confiabilidad, es lo mismo que afirmar que su eficacia quedará condicionada por su
diseño, configuración, estado de funcionamiento, correcta operación y ― de manera
muy importante ― su adecuado mantenimiento. Un nivel de confiabilidad que garantice
la eficacia del sistema productivo se consigue activando una serie de procesos de
mejora continua que incorporan en forma sistemática herramientas de diagnóstico,
metodologías de análisis y nuevas tecnologías, para optimizar el proyecto, la gestión, la
planificación, la ejecución y el control, asociados con la operación y el mantenimiento
del sistema productivo. Es necesario por tanto actuar de manera integrada sobre los
activos, desde su diseño hasta su operación, como también sobre aspectos
relacionados con los procesos y las personas.
Definido ya el concepto de eficacia de un sistema productivo, el concepto de
eficiencia de la explotación del mismo se obtiene entonces como el cociente entre el
nivel de eficacia logrado en dicha explotación y los costes incurridos para ello.
I.4. LA CONFIABILIDAD Y LA SEGURIDAD Cuando un consumidor o una industria adquieren un determinado dispositivo, le
demandará su funcionamiento de manera ininterrumpida (como es el caso
normalmente de un frigorífico o un horno) o de forma discontinua (como en el caso de
un automóvil). Además de su disponibilidad para desarrollar su función prevista, le
requerirá seguridad. Es decir, que opere sin provocar daños (ni al propio usuario, ni a
su entorno). En este contexto, la Fiabilidad de los dispositivos o capacidad de los
mismos para operar ininterrumpidamente en condiciones adecuadas, según las
6 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
condiciones de diseño, se configura como la característica operativa fundamental. Si un
dispositivo es totalmente fiable, éste estará siempre disponible y, si como normalmente
se establece en las sociedades del primer mundo donde la seguridad es una
característica intrínseca a cualquier dispositivo que se lanza al mercado y, por tanto,
sólo la avería del dispositivo podría ocasionar daño, a la vez, será totalmente seguro.
λ(t)
T
λ (t )⋅dt
= e − λ ⋅t
R(T) = e ∫0
−
λ
t=0
t
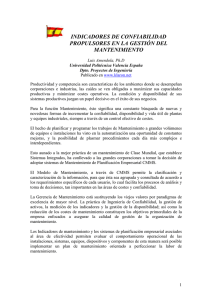
Figura 1.3. Efecto del mantenimiento preventivo sobre la fiabilidad de un
dispositivo.
En la realidad, no existen equipos absolutamente fiables. Siempre hay una
probabilidad de fallo que debe reducirse hasta valores suficientemente pequeños que
permitan la aceptación de los dispositivos por parte de la sociedad. Durante la vida
operativa de los equipos, aparecen fallos y averías por causas aleatorias, siendo
necesario reparar los equipos averiados y, por tanto, aplicarles mantenimiento
correctivo. Asimismo, durante la explotación de los dispositivos en su entorno operativo
real, aparecen diversos procesos de degradación o desgaste que incrementan su tasa
de fallo y reducen su fiabilidad. Para intentar paliar el impacto negativo de estos
procesos, se aplican tareas de mantenimiento preventivo cuyo efecto puede
Introducción al Concepto e Importancia de la Confiabilidad en la Calidad de Servicio. 7
visualizarse como la eliminación de un "período de quemado de vida", devolviendo al
dispositivo un cierto período de vida útil (Véase Fig. 1.3). Como es sabido, el período de
vida útil de un dispositivo se caracteriza por presentar habitualmente una tasa de fallos
constante, lo que indica la inexistencia de procesos de desgaste que contribuyan a
incrementar la tendencia al fallo de los dispositivos.
Tanto la aplicación de tareas de mantenimiento correctivo como aquellas tareas
de mantenimiento preventivo que requieren la indisponibilidad de los dispositivos para
su ejecución afectan a su indisponibilidad. Lo mismo ocurre en relación con la
seguridad, si se tiene en cuenta la correlación existente entre el daño causado y la
duración del período de tiempo en el que el foco fuente del agente dañino permanece
activo o se considera el incremento del riesgo que se produce, por ejemplo, cuando se
dejan indisponibles temporalmente por mantenimiento programado determinados
sistemas de seguridad.
Como conclusión de lo dicho hasta ahora, puede indicarse que el mantenimiento
constituye una de las opciones más adecuadas para conseguir altos niveles de eficacia
en la explotación segura de las instalaciones, máxime cuando en un número elevado de
ocasiones no se puede actuar directamente sobre la fiabilidad intrínseca de los
dispositivos, ya sea modificando su diseño o sustituyéndolos por otros más fiables.
I.5. LA CONFIABILIDAD Y LOS COSTES Los costes de explotación de un dispositivo pueden desagregarse en costes de
utilización (CU), costes de confiabilidad (CCF) y costes de no confiabilidad (CNCF). Los
costes de utilización comprenden todos aquellos costes requeridos para conseguir
arrancar y operar el dispositivo en cuestión (combustible, personal, etc.). Los costes
de confiabilidad corresponden a los costes incurridos para el mantenimiento
preventivo de los equipos y los asociados a las medidas específicamente implantadas
para conseguir unos determinados niveles de fiabilidad, disponibilidad y seguridad.
8 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Por su parte, los costes de No Confiabilidad representan los costes relativos a las
actividades de mantenimiento correctivo de los equipos averiados y a las
indemnizaciones económicas a las que ha habido que hacer frente por los daños
derivados de los accidentes que se hayan podido ocasionar.
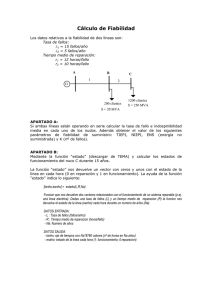
Si se supone que CU de un dispositivo es independiente de su confiabilidad,
CCF crece con ésta y CNCF disminuye según aumenta el nivel de confiabilidad, la curva
que representa la suma de CCF y CNCF tendrá un mínimo que corresponde al nivel
óptimo de confiabilidad. Será en este punto representativo de un determinado
proceso de explotación del dispositivo considerado en el que se obtiene el máximo
beneficio de explotación (Véase Figura 1.4, donde B=beneficio y VE=ventas). Por
consiguiente, es a este punto hacia el que se debe tender, adoptando las medidas
que se juzguen apropiadas.
Situaciones de explotación a la derecha del punto óptimo indicarán que se
está en unas condiciones de confiabilidad superiores a las óptimas. En términos de
mantenimiento, se podría decir que, en tal caso, el equipo está sobremantenido,
mientras que situaciones de explotación posicionadas a la izquierda del punto O,
corresponderán a procesos de inframantenimiento.
B = VE − [C U + C CF + C NCF
Unidades
económicas
T
]
T
CCF + C NCF
VE T
T
C CF
CUT
A
T
+ C NCF
B
O
T
T
C NCF
0
T
CF( A )
T
CF ( O )
C CF
T
CF( B)
Confiabilidad
Figura 1.4. Coste de explotación de un dispositivo.
Introducción al Concepto e Importancia de la Confiabilidad en la Calidad de Servicio. 9
Según lo anterior, el mantenimiento de los dispositivos tiene como objetivos
fundamentales la consecución del máximo beneficio de explotación durante toda su
vida operativa (contribuyendo a la generación de ingresos y minimizando los costes
asociados a dicha explotación) y el alargamiento de su vida útil. En este sentido, el
Departamento de Mantenimiento no debe visualizarse como un centro de costes,
sino como un verdadero centro de beneficios que actúa sobre los costes incurridos,
pero también sobre los ingresos generados y, por tanto, a la hora de minimizar su
presupuesto conviene analizar profundamente la pérdida de valor que se puede
ocasionar con dicha decisión.
En resumen, se puede concluir que, durante la fase de explotación de un
dispositivo, se busca conseguir la máxima eficiencia de explotación, lo que implica
maximizar el nivel de confiabilidad (eficacia) logrado por unidad económica dedicada
en el período temporal bajo consideración. De aquí, la gran importancia que la
confiabilidad tiene para el diseño y explotación de componentes, equipos, sistemas e
instalaciones.
I.6. CONFIABILIDAD Y MANTENIMIENTO La ingeniería en el campo de la confiabilidad, a través del compromiso del factor humano y del
análisis cuantitativo, debe observar el comportamiento de los equipos y de sus configuraciones
sistémicas, proyectar, mejorar y controlar el mantenimiento, desde la etapa de concepción de
nuevos proyectos hasta la operación de los mismos. Definitivamente la ingeniería debe
entregar un importante valor al mantenimiento. Su modelado de las variables asociadas con
la seguridad de funcionamiento de los equipos y sistemas, y de aquellas relacionadas con los
costes globales de los mismos (directos e indirectos) debe lograr identificar las criticidades y
riesgos de acuerdo a la combinación de la frecuencia de los eventos y su consecuencia o
severidad. Será entonces posible, no sólo ejecutar eficientemente el mantenimiento, sino
10 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
además convertirlo en un proceso eficaz que contribuya al objetivo final perseguido por el
negocio.
Si logramos este cambio en el mantenimiento superaremos su acción limitada a nivel
operativo, en una perspectiva del corto plazo, para lograr que asuma además un papel
estratégico-táctico, con una visión amplia de mediano y largo plazo. Esta nueva forma de
concebir y hacer mantenimiento transformará esta función empresarial desde una unidad de
gasto a una de resultados y de oportunidades. Creará una cultura organizacional en la que
prevalezca la integración, la prevención, la mejora continua, el conocimiento, la tecnología y
la innovación.
I.7. MANTENIMIENTO Y FUNCIÓN REQUERIDA Hemos comentado cómo para mejorar la confiabilidad de nuestros dispositivos tenemos
que intervenir en el plano de la gestión y del mantenimiento de los mismos. Ha
quedado claro cómo el mantenimiento incide en cada uno de los factores que
caracterizan la disponibilidad: Por un lado fiabilidad y mantenibilidad hacen referencia a
aptitudes propias de elementos o de sistemas, estas aptitudes son inherentes a los
mismos, pero siempre que se respeten unas condiciones fijadas para su utilización y
mantenimiento; Por otro lado la logística de mantenimiento tiene que ver con aspectos
organizativos, es la aptitud de una organización de mantenimiento, en unas condiciones
dadas, para proporcionar sobre demanda los medios necesarios para mantener un
elemento conforme a una política de mantenimiento dada.
Para poder intervenir adecuadamente en la confiabilidad de un dispositivo
mediante una mejora de su mantenimiento es necesario conocer con precisión su
significado, el cometido de sus distintos tipos y su proceso de gestión para su mejora
continua. Profundizamos a continuación en el concepto de mantenimiento para
Introducción al Concepto e Importancia de la Confiabilidad en la Calidad de Servicio. 11
preocuparnos a continuación por ofrecer al lector una visión práctica de su proceso de
gestión.
Las operaciones en una instalación industrial incluyen (definición adaptada de
50-190-01-12 de CEI, donde nuevamente se realiza para un item) una combinación de
todas las acciones técnicas, administrativas y de gestión, durante el ciclo de vida de la
instalación, destinadas a permitir que la misma cumpla una función requerida,
adaptando esta función según la necesidad a las variaciones de las condiciones
exteriores. Se entiende por condiciones exteriores, por ejemplo, la demanda de servicio
y las condiciones ambientales. Dentro de las actividades operativas, las de
mantenimiento (UNE-EN 13306, 2001) se definen como una combinación de todas las
acciones técnicas, administrativas y de gestión, durante el ciclo de vida de un
elemento, destinadas a conservarlo, o devolverlo, a un estado en el cual puede
desarrollar una función requerida.
Un aspecto importante por tanto de las definiciones anteriores, así como de la
definición de disponibilidad, es el concepto de función requerida. La función requerida
de un dispositivo se define como una función o conjunto de funciones que son
necesarias para que el dispositivo pueda cumplir un determinado servicio. Entonces, el
conocimiento de la función requerida del equipo es lo que nos permite denominar a
una tarea operativa como tarea de mantenimiento. De tal modo que no podemos decir
con propiedad que mantenemos un equipo si no conocemos su función requerida.
La definición de la función requerida es una tarea compleja y debe ser precisa
en cada entorno operativo. Es compleja pues la función requerida consiste en varias
funciones en la mayoría de los casos, además la función requerida de un equipo puede
variar para un mismo contexto operacional, esto sucede en los casos en los cuales el
equipo tiene distintos modos de funcionamiento. Por ejemplo, un “motor eléctrico” de
un submarino puede funcionar propulsándolo o frenándolo según su modo de
12 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
operación. Cada modo de operación dicta así una función requerida del motor. La
definición de la función requerida es también una tarea precisa, requiere que se detalle
lo que se denomina estándar de funcionamiento de cada función, o valor (rango) que
permite
especificar, cuantificar y evaluar de forma clara esa función del equipo
(propósito cuantificado). Un ejemplo de descripción de una función de un equipo
mediante su estándar de ejecución es el siguiente:
__
Equipo: Bomba
Función: Transferir y mantener la circulación del agua de la toma de succión a la piscina.
Estándar de ejecución esperado: Transferir a la piscina en condiciones normales entre 25 (-5)
l/min y 70 (+5) l/min de agua a 10 (+/- 5) kg/cm2.
__
Conocida con precisión la función requerida del equipo, existen dos tipos
posibles de tareas de mantenimiento a realizar sobre el mismo. Cuando realizamos
tareas que intentan preservar esa función sin que el equipo la pierda o falle
funcionalmente (mantenimiento preventivo) o cuando realizamos tareas encaminadas a
restituir al equipo a unas condiciones en las cuales cumple con esa función
(mantenimiento correctivo). La determinación de la tipología de cada tarea de
mantenimiento nos obliga a declarar oportunamente las condiciones en que el equipo
ha perdido su función. Así por ejemplo en el caso de la bomba anteriormente
comentado, el fallo funcional del equipo se produce si:
A. El equipo no es capaz de transferir nada de agua a la piscina;
B. Transfiere agua a menos de 20 l/mim;
C. Transfiere agua a más de 75 l/min;
D. Transfiere agua a menos de 5 kg/cm2;
E. Transfiere agua a más de 15 kg/cm2.
Introducción al Concepto e Importancia de la Confiabilidad en la Calidad de Servicio. 13
Por lo tanto, si hacemos mantenimiento sobre un equipo en que se dan alguna
de estas circunstancias y con el propósito de restituirlo a unas condiciones en las cuales
cumple con su función anteriormente expresada, estamos realizando un mantenimiento
correctivo del equipo. Cada pérdida funcional podrá estar producida por distintos
motivos (modos de fallo) y tendrá consecuencias distintas en la instalación
dependiendo de cada escenario productivo. Será labor del mantenimiento determinar
las acciones convenientes, preventivas o correctivas, incluso rediseño, a asignar al
equipo en base a la naturaleza, criticidad y ocurrencia de cada evento que produzca la
pérdida funcional.
I.8. REFERENCIAS BIBLIOGRÁFICAS DEL CAPÍTULO - Arata Andreani A. 2009. Ingeniería y Gestión de la Confiabilidad Operacional en
Plantas Industriales. Ril Editores. Santiago de Chile.
- Campbell JD, Jardine AKS. 2001. Maintenance excellence. New York: Marcel
Dekker.
- Crespo Márquez A. 2007. The maintenance management framework. Models and
methods for complex systems maintenance. London: Springer Verlag.
- Crespo Marquez A, Gupta JND. 2006. Contemporary maintenance management:
Process, framework and supporting pillars. Omega, 34(3): 313-326.
- Duffuaa SO. 2000. Mathematical models in maintenance planning and scheduling.
In Maintenance, Modelling and Optimization. Ben-Daya M, Duffuaa SO, Raouf A,
Editors. Boston: Kluwer Academic Publishers.
- EN 13306:2001. 2001. Maintenance Terminology. European Standard. CEN
(European Committee for Standardization), Brussels.
14 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
- Gelders L, Mannaerts P, Maes J. 1994. Manufacturing strategy, performance
indicators and improvement programmes. International Journal of production
Research, 32(4):797-805.
- Kaplan RS, Norton DP. 1992. The Balanced Scorecard - measures that drive
performance. Harvard Business Review, 70(1): 71-9.
- Lee J, 2003. E-manufacturing: fundamental, tools, and transformation. Robotics
and Computer-Integrated Manufacturing, 19(6): 501-507.
- Moubray J. 1997. Reliability-Centred Maintenance (2nd ed.). Oxford: ButterworthHeinemann.
- Palmer RD. 1999. Maintenance Planning and Scheduling. New York: McGraw-Hill.
- Pintelon LM, Gelders LF. 1992. Maintenance management decision making.
European Journal of Operational Research, 58: 301-317.
- Tsang A, Jardine A, Kolodny H. 1999. Measuring maintenance performance: a
holistic
approach.
International
Journal
of
Operations
and
Production
Management, 19(7):691-715.
- Vagliasindi F. 1989. Gestire la manutenzione. Perche e come. Milano: Franco
Angeli.
- Vanneste SG, Van Wassenhove LN. 1995. An integrated and structured approach
to improve maintenance. European Journal of Operational Research, 82: 241-257.
- Wireman T. 1998. Developing performance indicators for managing maintenance.
New York: Industrial Press.
II CONFIABILIDAD Y FASE DE PREPARACIÓN
II.1. INTRODUCCIÓN DE CONFIABILIDAD Y FASE DE PREPARACIÓN. Durante nuestros años de experiencia industrial y en proyectos de investigación, nos
hemos encontrado que por lo general al escuchar la palabra “proyecto”, esta es
rápidamente asociada o relacionada solo al departamento de ingeniería y diseño, al
igual que el concepto confiabilidad es asociado al departamento o función
mantenimiento; sin embargo tanto como la primera apreciación como la segunda son
erróneas. Un proyecto implica la coordinación de todos los recursos disponibles para
conseguir determinado objetivo, lo que supone la interacción entre conocimiento
(experiencia), tecnología, entorno, estructuras, procesos, servicios y productos
(Amendola, 2009). Lo que no se limita a una función en concreto. Por otro lado, la
confiabilidad no es únicamente materia de mantenimiento ni de un departamento
dedicado sólo al cálculo de indicadores y análisis, No existe fórmula de la
confiabilidad de un activo físico, puesto que requiere datos que no sólo genera un
único aspecto de la organización sino múltiples..
Es así como las disciplinas de Proyecto y Confiabilidad, comparten
apreciaciones erróneas estigmatizadas en el tiempo. Esto ha ocasionado que en la
práctica los proyectos no gocen por lo general de confiabilidad desde la fase de
preparación (CDFP).
Por otro lado, el enfoque de la aplicación de conceptos, metas y
procedimientos de confiabilidad (RCM, OCR, TPM, IBR, RCA, AMEF, etc.), ha estado
prácticamente limitado a instalaciones existentes en operación o en fase de
construcción. La aplicación de los conceptos de confiabilidad se ha reflejado en los
resultados al mejorar la disponibilidad de las instalaciones, lo cual a su vez ha
16 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
redundado en un incremento de valor de las mismas. Si se busca maximizar el valor
del dinero invertido (optimizar los costes) durante el ciclo de vida del proyecto 1 , la
aplicación de los conceptos, metas y procedimientos de confiabilidad no deberían
limitarse a la etapa de construcción y operación, estos deberían ser aplicados a lo
largo de todo el ciclo de vida del proyecto asociado a la instalación. Esto es lo que se
conoce como ya hemos mencionado confiabilidad desde la fase de preparación
(CDFP).
La aplicación de confiabilidad tendrá un mayor impacto en los resultados, si
ésta es aplicada desde la etapa más temprana de un proyecto (fase de diseño del
proyecto), razón por la cual, se hace necesaria la generación de un documento que
especifique las acciones a seguir en confiabilidad en las fases del proyecto.
En la ejecución de una apropiada metodología de dirección de proyectos de
inversión, se definen las acciones y enfoque de confiabilidad que deben considerarse
durante la fase de preparación, específicamente la fase de definición y desarrollo
(visualización, conceptualización y definición). Esta metodología va dirigida al
personal que participa durante las fases de preparación de los proyectos y tiene el
propósito de asegurar, normalizar y uniformizar; de una manera ordenada, la
aplicación de los conceptos, procedimientos y metodologías de confiabilidad durante
esta fase e integrarlas con las actividades y documentos que se generan durante el
desarrollo de los proyectos de inversión de capital 2 .
1
El ciclo de vida del proyecto se refiere a que para facilitar la gestión, los directores de proyectos o la organización pueden dividir los proyectos en fases, con los enlaces correspondientes a las operaciones de la organización ejecutante. La transición de una fase a otra por lo general está definida por alguna forma de transferencia técnica. (PMI, 2009). 2
Los proyectos de inversión de capital se refieren a aquellos proyectos para la operación de nuevas instalaciones, ampliaciones y “revampings” dentro de todas las áreas operacionales de la empresa. Confiabilidad y Fase de Preparacióno 17
A fin de reflejar más fielmente las necesidades de la empresa y la manera de
hacer las cosas, el enfoque y acciones de confiabilidad, se generaran a partir de
bibliografía consultada y reuniones con miembros de las Comunidades de
Conocimiento de Confiabilidad Operacional, las acciones y enfoque que pretenden
ser “las mejores prácticas” de aplicación de confiabilidad en la fase de diseño para
las empresas, considerando que la industria debe de promover el ambiente
colaborativo que permita que los trabajadores del conocimiento o knowledge
workers, trabajen juntos para cumplir con los proyectos y solamente entonces,
colectar ese conocimiento para que sea distribuido al resto de la empresa
(Amendola, 2008b). Con este enfoque se plantea ir más allá de las grandes teorías
de la definición del Asset Management 3 y Confiabilidad, para realmente construir y
fortalecer la inteligencia del negocio, y es por ello que es necesario el equilibrio entre
humanos, organización e indicadores (Amendola, 2007b).
II.2. CONSIDERACIONES Y CONCEPTOS DE CONFIABILIDAD Y FASE DE PREPARACIÓN. En el presente capítulo, se exponen las consideraciones que justifican y explican la
importancia de aplicar los conceptos de confiabilidad desde la etapa de diseño en los
proyectos de ingeniería, así como ciertos aspectos conceptuales relacionados con el
tema.
Recientemente, se ha reconocido que uno de los enfoques más importantes
para incrementar valor en una instalación, es mejorar la disponibilidad o la utilización
de la misma. El enfoque tradicional comúnmente utilizado para incrementar valor, ha
sido aumentar el volumen de las ventas y la capacidad de manufactura del activo,
3
Expresión en inglés para referirse a la gestión integral de activos físicos 18 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
reducir costes, la apertura de nuevos mercados o la combinación de estos factores.
Un incremento en la disponibilidad, se puede lograr mejorando los procedimientos de
operación, técnicas de mantenimiento de activos y con la confiabilidad intrínseca de
la instalación.
A raíz del reconocimiento de este nuevo enfoque, ha surgido el concepto de
Utilización de Activo (UA), el cual toma en consideración las ventas y la
disponibilidad. El objetivo primordial de una instalación, es maximizar la UA o
maximizar el valor del dinero invertido a lo largo del ciclo de vida del proyecto. Al
realizarse “benchmarking” con otras compañías, se ha encontrado que la pérdida de
oportunidad de UA se debe a problemas que están distribuidos equitativamente entre
Operaciones, Mantenimiento y Diseño. Para mejorar la disponibilidad de una
instalación, se hace necesario aplicar conceptos, metas y procedimientos de
confiabilidad a lo largo de toda la vida del proyecto (CDFP).
La clave para obtener una instalación que sea coste-efectiva y tener un
producto/instalación confiable es a través de la aplicación de los conceptos de
confiabilidad desde la etapa más temprana del proyecto o en la etapa de diseño y
preparación (particularmente en la etapa de definición y desarrollo).
Es en esta etapa cuando la aplicación de confiabilidad tiene mayor impacto u
oportunidad de afectar los resultados, ya que el proyecto es lo suficientemente
flexible para ser modificado o rediseñado sin un impacto elevado en los costes. De lo
contrario, si las mejoras por confiabilidad se aplican una vez que se haya
“congelado” el diseño, cualquier cambio o modificación tendrá un impacto sustancial
en los costes.
Al observarla curva de oportunidades de reducción de coste/programación en
un proyecto (ver Figura 2.1), existe un paralelismo entre esta oportunidad y la
correspondiente a la aplicación de los conceptos de confiabilidad. Como se aprecia,
hay mucha más oportunidad de influenciar los resultados de coste y tiempo durante
Confiabilidad y Fase de Preparacióno 19
las etapas tempranas del proyecto, cuando los desembolsos son relativamente
mínimos que en las etapas subsiguientes, cuando se construye y opera la instalación.
Lo mismo sucede al aplicar confiabilidad a las instalaciones, si los conceptos son
aplicados tempranamente, la influencia que puede tener en el nivel de confiabilidad
del producto/instalación, será mucho mayor que cuando se aplique en una fase
intermedia o tardía del proyecto.
Curva de Oportunidades de Reducción de Coste / Programación en un Proyecto
Definición
completa
alcance y PEP
clase
presupuesto
Contratación
Materialización
PEP Hasta
Completación
mecánica
+
Operación
Análisis
Cumplimiento
Expectativas de
Negocio
-
Selección
Mejor(es)
Opción(es)
Mayor
Precisión
de estimados
Otorgamiento
de Buena Pro
DESEMBOLSO
Identificación
de Proyecto,
Alineación con el
plan de Negocio
-
OPORTUNIDAD
+
Aprobación
del Proyecto
DEFINICIÓN Y DESARROLLO
(FRONT END LOADING)
CONTRATACIÓN
EJECUCIÓN
OPERACIÓN
PEP: Plan de Ejecución de Proyectos
Figura 2.1. Coste/Programación en un proyecto
¿Quiénes deben participar en la aplicación de confiabilidad en la fase de
preparación de un proyecto?, la respuesta a esta pregunta es que se requiere de la
participación de las experiencias y habilidades multidisciplinarias de diferentes
especialistas.
Para lograr un máximo valor, se requiere una combinación de
prácticas de gerencia, financiera, de ingeniería, construcción y otras prácticas
aplicadas a activos en búsqueda de un coste de ciclo de vida económico. Este
concepto tiene que ver directamente con CDFP y mantenibilidad de activos físicos.
20 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Un aspecto a considerar a lo largo del ciclo de vida de un proyecto, es lograr
un balance adecuado entre productividad y seguridad a un coste óptimo. Este coste
óptimo va dirigido a modelar y analizar los distintos escenarios con el fin de poder
determinar el momento oportuno para realizar una actividad, conocer la viabilidad
económica de algún proyecto o bien determinar el número óptimo de repuestos
apoyando así al desarrollo de los paquetes de trabajo (Amendola, 2001; 2007).
Es de vital importancia para la confiabilidad en la fase de diseño y
preparación, la adecuada instalación y puesta en servicio de los equipos, lo que
implica la definición de los procedimientos de operación
y la utilización de
documentos que nos permitan acumular información referida a: los sistemas y
subsistemas, modos y causas de fallo, funciones primarias y segundarias,
consecuencias, como los históricos de fallos. Es decir, tener documentadas además
de las consideraciones anteriores, las frecuencias de fallos que serán empleadas
posteriormente para la implementación de los programas, análisis de riesgos y
evaluación de costes. Supone también por parte del fabricante, la definición
del
grado de confianza que puede concederse a un elemento, ateniéndose a la calidad
de los materiales empleados, la perfección con que ha sido elaborado, la
multiplicidad, la modularidad y cuidado de los controles como pruebas a que ha sido
sometido dicho equipo. Cuando un elemento satisface a todas estas condiciones, se
puede tener una seguridad casi absoluta en su capacidad de funcionamiento y por lo
tanto en la confiabilidad.
En este sentido la técnica OCR (Optimización Coste Riesgo) ayuda a modelar y
analizar estos distintos escenarios. La información requerida para el análisis OCR
estará referida a la frecuencia de fallos y sus consecuencias, con la finalidad de
buscar el mínimo impacto total del negocio y la evaluación de la posible extensión de
la vida útil del activo físico (Woodhouse, 2000). Todo ello tiene un efecto directo en
la confiabilidad, y por lo tanto debe considerarse como parte de los aspectos de
Confiabilidad y Fase de Preparacióno 21
confiabilidad a ser aplicados en el ciclo de vida del proyecto. Para conseguirlo se
recomienda el enfoque de gerencia de los riesgos o “Risk management” (PMI, 2009).
Según Ivorra (2002), los riesgos deben ser tratados teniendo en cuenta todos
los componentes y áreas del conocimiento de un proyecto, como son: los aspectos
humanos, la normativa y entrega de cada resultado, lo intrínseco del propio
proyecto, lo concerniente al manejo de la información, las relaciones con terceros,
así como el manejo del cronograma, las suposiciones generales y particulares del
proyecto, el presupuesto y su manejo, y el entorno del proyecto. Es por ello que el
“Risk Management” debe integrar los procesos de: Identificación y documentación,
análisis (Cualitativo y Cuantitativo), planificación de la respuesta, plan de
seguimiento y control (Amendola, et al., 2005). Con la ejecución de este grupo de
procesos, se pretende definir las estrategias para cada uno de los siguientes
aspectos, algunos de los cuales están estrechamente relacionados:
-
Diseño (diseño robusto vs. diseño de bajo coste).
-
Estrategia de mantenimiento y operación.
-
Gerencia de eventos anormales.
-
Desincorporación del activo.
-
Manejo de personal y cultura corporativa.
-
Responsabilidad en seguridad y medio ambiente.
-
Gerencia de escasez de recursos.
-
Actitud ante agentes reguladores (entes gubernamentales).
22 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
La definición de estrategias podría causar conflictos entre productividad y
seguridad. Por ejemplo, cuando una producción ininterrumpida requiere tomar
acciones que afecten la seguridad a corto o a largo plazo. Las estrategias más
prudentes se soportan en un diseño robusto, mantenimiento preventivo y proactivo,
respuestas tempranas a señales de deterioro con aplicación de técnicas de
confiabilidad. En el otro extremo, las estrategias están movidas por un plan agresivo
de producción lo que redunda en unas instalaciones o diseños menos robustos (a
menudo más baratos), mínima inspección y mantenimiento en la espera de obtener
máxima producción con un mínimo de interrupciones de operación.
Las estrategias a aplicar en cada uno de los aspectos arriba señalados,
dependen de varios factores, entre ellos: la política de la empresa, el presupuesto
disponible, la proyección del mercado, etc. Los aspectos de gerencia de riesgo
necesario para tomar en consideración durante la etapa de definición y desarrollo
son los dos primeros señalados arriba: diseño, estrategia de mantenimiento y
operación.
II.3. CONFIABILIDAD EN LA ETAPA DE DEFINICION Y DESARROLLO. Para el diseño teniendo en cuenta la confiabilidad, supone implementar toda una
serie de actividades para garantizar,
la no aparición, de eventos críticos en la
ejecución del proyecto y en las operaciones futuras.
Entre estas actividades
podemos mencionar la coordinación, preparación, vinculación y comunicación de los
departamentos responsables del proyecto y de operación, como por ejemplo de:
gerencia media y alta, producción, mantenimiento y seguridad, teniendo en cuenta
también, aspectos relacionados con el fin último de la organización que es hacer
negocio.
Confiabilidad y Fase de Preparacióno 23
Adicionalmente, es importante considerar en esta etapa de diseño, aspectos
de
construcción
e
instalación
bajo
esquemas
de
rentabilidad,
seguridad,
manteniabilidad y posibles contingencias para garantizar que las acciones de
mantenimiento y seguridad se puedan llevar a cabo de forma confiable y segura,
permitiendo a su vez, las condiciones especificadas para la operación y producción.
Es aquí donde hablamos de un concepto combinado para el diseño y preparación
óptima como puesta en servicio de un activo. Se debe incluir además, a el fabricante
de los equipos, para que suministre documentos o especificaciones que contengan
las características de seguridad y operación.
También todo el equipo responsable debe considerar los posibles escenarios,
riesgos y amenazas para esta etapa de diseño y futura utilización del activo. Esto
implica involucrar aspectos económicos y externos como la demanda, requerimientos
y especificaciones de producción, como los operativos que repercutirán en los costes
de producción y mantenimiento.
Resulta importante implementar normativas y guías de confiabilidad para su
correcta gestión. Entre las normativas tenemos UNE-EN 60300-1 para gestión de los
programas de confiabilidad y UNE-EN 60300-2 para elementos y tareas del programa
de confiabilidad. A continuación se enumeran las fases que conforman la etapa de
definición y desarrollo.
La aplicación de confiabilidad en la fase de preparación se divide en las tres
fases que forman la etapa de Definición y Desarrollo de un proyecto de inversión de
capital: Visualización, Conceptualización y Definición. Cada fase viene esencialmente
dividida en Acciones de confiabilidad y Enfoque de confiabilidad.
En este sentido se dan las acciones, procedimientos o documentos a realizar o
a generar durante la fase correspondiente. También se especifica el responsable
(grupo o posición dentro del proyecto), los ejecutores (participantes) y en algunos
24 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
casos, una breve explicación de la acción con ejemplos concretos que ayuden a
aclarar las ideas. El enfoque de confiabilidad, se refieren a acciones y sugerencias
("tips" básicos) a llevar a cabo para facilitar y ayudar en la aplicación de los
conceptos de confiabilidad durante la fase correspondiente.
La aplicación de confiabilidad en la fase de preparación de los proyectos debe
regirse por los siguientes principios fundamentales (Amendola, 2006):
-
La aplicación de confiabilidad en la fase de diseño, no requiere la intervención
de un grupo de especialistas adicionales o con conocimientos particulares, ni
tampoco cambiando la estructura organizacional (a excepción si se detectan
deficiencias en la misma). Los mismos participantes habituales de los
proyectos son los que deben aportar la confiabilidad a través de sus acciones
y la generación de documentos.
-
Concienciar a los participantes de los proyectos de inversión de capital, en la
importancia y la necesidad de aplicar confiabilidad desde el diseño como
forma de maximizar la utilización del activo o el valor del dinero invertido a lo
largo del ciclo de vida del proyecto.
-
La aplicación de los conceptos y procedimientos de gestión de riesgo son
fundamentales para incrementar la confiabilidad de las instalaciones. Existe
una estrecha vinculación entre productividad y seguridad, como también debe
establecerse un balance entre ambos, aún cuando lo que se busca es lograr
altos niveles de productividad y seguridad. Estos aspectos deben considerarse
desde la fase de diseño y como parte integral de aplicación de confiabilidad.
-
Aún cuando los conceptos de confiabilidad puedan ser comprendidos por la
gerencia media, ingenieros y otros participantes de un proyecto, es muy
Confiabilidad y Fase de Preparacióno 25
importante la participación y la comprensión de la alta dirección de la
empresa.
Durante la ejecución de los proyectos y a fin de asegurar la aplicación exitosa
de conceptos de confiabilidad en la fase de preparación, es importante contemplar
cierto enfoque común en cada fase del proyecto. Veamos a continuación, algunos
ejemplos importantes:
-
¿Nuestras acciones están alineadas al negocio? Mantener siempre presente la
alineación del proyecto con el plan de negocios.
-
Risk Management. Identificar los riesgos de desviación con respecto al plan de
negocios y hacer un análisis continuo de los potenciales riesgos identificados
que podrían impedir el cumplimiento del mismo.
-
¿Todo el equipo de proyecto comprende la aplicación el concepto de
confiabilidad desde el diseño? Asegurar que cada participante de un proyecto
comprenda la aplicación de los conceptos de confiabilidad durante la fase de
de preparación de los proyectos. Aquí se implica a la gerencia encargada del
negocio, personal de mantenimiento y operaciones y todos los ingenieros que
participan en el proyecto.
-
¿Tenemos los recursos? Asegurar que los recursos estarán disponibles para
cuando se requieran. Este proceso amerita el concurso de equipos
multidisciplinarios y deben planificar el tiempo para asegurar su participación.
Este tiempo debe contemplar, además de reuniones de trabajo, tiempo para
recopilación de información y trabajo de preparación.
26 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
-
Información Disponible. Asegurar que la información estará disponible y que
los participantes de los proyectos sepan como tener acceso a la misma antes
que ésta sea utilizada.
-
Inseparables Confiabilidad e Ingeniería. No separar las actividades de
confiabilidad de las actividades de ingeniería. Estas actividades no deben ser
realizadas de manera paralela sino integradas.
-
Inamovibles miembros claves. evitar en lo posible realizar cambios en los
miembros claves del equipo durante la fase de conceptualización y definición.
Está demostrado que puede afectar negativamente los resultados del
proyecto.
-
Comunicar los resultados. Comunicar los resultados de aplicar confiabilidad a
la gerencia y al equipo de trabajo.
A continuación, se dan las acciones y enfoque de confiabilidad para cada fase
de la etapa de definición y desarrollo de los proyectos. Es de destacar que las
acciones enumeradas no son secuenciales, algunas se pueden realizar de manera
simultánea y otras de manera secuencial.
II.3.1. ACCIONES Y ENFOQUE/ALINEACIÓN DE CONFIABILIDAD II.3.1.1. C ONFIABILIDAD EN LA F ASE DE V ISUALIZACIÓN En la fase de Visualización se generan los proyectos de inversión, los cuales se
originan de cualquier parte de la empresa, aunque generalmente provienen del
análisis del ambiente externo e interno de la empresa o análisis DAFO (Debilidades,
Amenazas, Fortalezas, Oportunidades) que se realiza como parte de los ciclos de
planificación. En esta fase se debe satisfacer tres objetivos principales:
Confiabilidad y Fase de Preparacióno 27
-
Establecer los objetivos y propósitos del proyecto.
-
Verificar la alineación de los objetivos del proyecto con las estrategias de la
empresa.
-
Desarrollo preliminar del proyecto.
Las actividades para lograr este objetivo son:
-
Elaborar alcance del proyecto.
-
Elaborar el estimado de costes “orden de magnitud aproximado”.
-
Preparar el plan de ejecución “orden de magnitud aproximado”.
-
Evaluar la factibilidad técnica y económica de proseguir con el proyecto.
Acciones de Confiabilidad
1) Realizar “una vista” preliminar por procesos y tecnologías asociadas a través de
un banco de datos de procesos e instalaciones, el cual debe estar soportada con
información interna y externa. Esta acción permitiría orientar la selección o
descarte de opciones de acuerdo a experiencias propias y externas a la empresa.
Responsable: Ejecutor.
2) Determinar el impacto que tendría la instalación del punto de vista funcional del
negocio. Esto permitiría de una manera global a la empresa establecer las
acciones a tomar del punto de vista de cumplimiento del mercado. Como parte de
28 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
esta acción es necesario establecer un plan de contingencias. Esta información
ayuda en la determinación de la viabilidad o no del proyecto. Responsable:
Ejecutor
3) Para cada opción considerada, realizar un estudio de sensibilidad considerando
escenario optimista/pesimista y el escenario más probable. Esto permitiría
seleccionar o descartar opciones consideradas. Responsable: Ejecutor
Enfoque/alineación de la Confiabilidad
1) Identificar y acordar la tasa de descuento a ser utilizada en los análisis de ciclo de
vida LCC a ser aplicados en ésta y las siguientes fases del proyecto. Responsable:
Finanzas, Ejecutor.
2) Al elaborar el alcance preliminar del proyecto que debe ser realizado en función
de una máxima utilización del activo (UA) y tomando en consideración los futuros
costes de mantenimiento. Responsable: Dueño de la instalación y la organización
de Ingeniería y Proyectos, ya que ambos poseen la experiencia e información más
valiosa y relevante para tal fin. Ejecutor.
3) En la elaboración del alcance preliminar, evitar introducir elementos adicionales
que los distorsionen, como por ejemplo, diseñar para una capacidad superior a la
realmente requerida o plantear instalaciones asociadas no indispensables.
4) Es importante considerar si existe la posibilidad de un cambio futuro en las
especificaciones del producto. Ej.: si se diseña una planta para producir un
producto con un contenido máximo aceptable de metanol, es necesario prever si
Confiabilidad y Fase de Preparacióno 29
para el futuro la demanda del producto tendrá cambio de especificaciones en
cuanto al contenido de metanol (más exigente). En este caso, habrá que orientar
el diseño de la planta para que sea más adaptable a los cambios de
especificaciones de producto.
II.3.1.2 C ONFIABILIDAD EN F ASE DE C ONCEPTUALIZACIÓN El propósito de esta fase es la selección de la(s) mejor(es) opción(es) y la mejora en
la precisión de los estimados de costes y tiempo de implantación para reducir la
incertidumbre y cuantificar los riesgos asociados y determinar el valor esperado para
la(s) opción(es) seleccionada.
En la fase de conceptualización se deben cumplir los siguientes objetivos:
-
Organizarse para la fase de planificación del proyecto.
-
Seleccionar la(s) opción(es) preferida(s) y solicitar los fondos para ejecutar las
actividades
que
Aproximado”.
Acciones de Confiabilidad
permitan
obtener
un
estimado
de
coste
“Estimado
30 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
1) Generar directrices de mantenimiento e inspección preliminares para cada una de
las opciones seleccionadas. Apoyarse en experiencias de otras plantas.
Responsable: Personal de mantenimiento e inspección.
2) Realizar un análisis de ciclo de vida (LCC) para determinar la viabilidad económica
del proyecto. Esto permitirá descartar o aceptar diversas opciones seleccionadas
en la fase de Visualización. Previa a la realización del análisis LCC, deberán
tomarse en consideración las siguientes acciones (Amendola, 2006):
9 Identificar las estrategias preliminares de mantenimiento que puedan
afectar el diseño conceptual del proyecto.
9 Especificar el desempeño mínimo esperado y de protección de los activos a
ser adquiridos en el futuro (relacionado con confiabilidad y seguridad).
Responsable: Unidad de negocio soportada por el grupo FEL.
3) Realizar un Análisis Preliminar de Peligro (APP). Responsable: Líder de Proyecto y
personal de Mantenimiento y Operaciones.
4) Este proceso permite dimensionar la instalación y toma en cuenta mantenimiento,
probabilidad de fallo y capacidad efectiva (% de disponibilidad x capacidad de
procesamiento). Este proceso facilita la selección de la(s) opción(es) generada.
5) Aplicar técnicas de incremento de valor (Ingeniería de Valor, Constructibilidad,
Simplificación de procesos) para justificar del punto de vista técnico/económico
la(s) opción(es) seleccionada. Responsable: Personal de Confiabilidad y equipos
mecánicos, Ingeniería de Procesos y de Operaciones.
Confiabilidad y Fase de Preparacióno 31
6) Determinar el Safety Integrity Level (SIL) de la instalación. Esta acción va
orientada a establecer el control de la instalación. Responsable: Ejecutores de
Mantenimiento y Operaciones.
7) Elaborar el documento: Principios de Confiabilidad (Principios de Confiabilidad) el
cual es requerido como parte del Sistema Unificado de Calidad (SUC). El
documento debe contener la siguiente información:
9 Definición de los sistemas y subsistemas de la instalación.
9 Entorno operacional de la instalación y subsistemas.
9 Funciones primarias y secundarias (aplicación de principios de Ingeniería de
Valor) y analizar los modos y efectos de falla, y sus consecuencias.
9 Diagrama de decisión y estructurar el plan de mantenimiento sobre la
base
de tareas predictivas, correctivas, preventivas y proactivas.
9 Nivel de Integridad del Sistema (SIL).
9 Nivel de Integridad de la Instalación (SIL).
9 Criterios de respaldo de equipos bajo los conceptos de redundancia activa o
pasiva.
9 Cálculo de disponibilidad inherente y operacional de equipos y sistemas, sobre
la base de un registro histórico de paros y arranques, documentado con las
causas de paro.
9 Confiabilidad de servicios (electricidad, aire de suministro, combustible, etc.)
9 Redundancia del sistema de control, seguridad y de emergencia.
9 Coste de ciclo de vida de la instalación.
32 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
9 Coste de penalización por impacto en la producción, calidad, seguridad y
ambiente por fallos catastróficos de la instalación.
9 Incidencia de la instalación en el brillo/imagen de la empresa.
9 Confiabilidad de los procesos aguas arriba de la instalación.
9 Tareas y procedimientos requeridos para extender la vida útil de los equipos.
9 Tareas
y
procedimientos
para
medir
la
eficiencia
operacional
de
equipos/sistemas.
8) Realizar análisis “What If” al final de la fase. Esto aplicará a proyectos que
contengan un alto número de procesos químicos, físicos y mecánicos
interrelacionados. La decisión de realizar el análisis será del equipo de proyectos.
Responsable: Líder de proyecto y ejecución de operaciones y mantenimiento.
Enfoque/alineación de la confiabilidad
1) En la medida que avanza el proyecto, el alcance se va definiendo con mayor
precisión. Esto implica que es posible desarrollar modelos de confiabilidad más
sofisticados que soporten el diseño, las especificaciones y el desarrollo de
estrategias de paradas de planta y de mantenimiento en etapas más avanzadas
del proyecto. Sin embargo, hay que prestar particular atención a estos modelos,
ya que pueden tener una importante incidencia en el coste final del proyecto y
quizás no sean justificables del todo. Dependiendo de la naturaleza del proyecto,
es preferible utilizar modelos más sencillos que pueden llevar a resultados
igualmente útiles.
Confiabilidad y Fase de Preparacióno 33
2) Los diagramas de ubicación de equipos (utlizado 3D CAD) deberán ser realizados
lo más temprano posible aún teniendo poca información de los equipos mayores.
Lo que permitirá tener una mejor idea de la disposición de los equipos durante el
desarrollo del proyecto y particularmente antes de realizar el HAZOP (Payne et al,
2004).
3) Al elaborar los alcances, es necesario que se preparen siguiendo la misma
metodología, el mismo nivel de detalles y en lo posible, con el mismo equipo de
trabajo. En otras palabras, es necesario tener consistencia en la elaboración de
los alcances que traería como beneficio una mayor confianza en el trabajo de
evaluación, el cual a la larga se traduce en mayor confiabilidad a la opción
seleccionada.
II.3.1.3 C ONFIABILIDAD EN F ASE DE D EFINICIÓN El propósito de esta fase es desarrollar en detalle el alcance y los planes de ejecución
de la opción seleccionada, para obtener el financiamiento requerido para ejecutar el
proyecto, preparar la documentación que sirva de base para la ingeniería de detalle y
la contratación de la ejecución del proyecto y confirmar si el valor esperado del
proyecto cumple con los objetivos del negocio.
La fase de Definición debe satisfacer tres objetivos principales:
-
Desarrollar el paquete de definición del proyecto.
-
Establecer proceso de contratación y el documento de solicitud de ofertas.
34 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
-
Preparar el paquete para la autorización del proyecto.
Acciones de confiabilidad
1) Definir la funcionalidad del proyecto. Una vez seleccionada una opción (en la fase
de Conceptualización), se requiere que las definiciones funcionales de todos los
equipos y sistemas sean documentadas formalmente en la medida que los
diagramas de tuberías e instrumentación (DIT) sean preparados. Para esto, se
debe generar un documento que contenga el diseño conceptual del sistema, o
lista de funciones primarias y activos asociados (relacionar la funcionalidad de los
equipos), a saber:
• Estudio de disposición de equipos.
• Especificación de equipos y tuberías.
• Definición funcional de la instrumentación.
• Filosofía de control.
• Descripción de proceso.
Responsable: Equipo de diseño del proyecto.
Ejecutor: Personal de Operaciones y Mantenimiento.
2) Realizar un estudio de Mantenimiento Centrado en Confiabilidad (RCM); OCR; IBR
en conjunto al análisis HAZOP. El resultado de este estudio llevará a una
recopilación de los modos de fallo que podrán esperarse cuando la instalación
esté operando. La combinación de ambos estudios, es decir, HAZOP y RCM, OCR,
Confiabilidad y Fase de Preparacióno 35
IBR son lo que se conoce como HAZROP. Responsable: Ejecutor. El mismo
personal responsable de realizar HAZOP. La combinación de ambos estudios es
de mayor efectividad y de mayor eficiencia que realizar los estudios separados.
3) Realizar Análisis Cuantitativo de Riesgo (ACR) a fin de cuantificar el riesgo de un
fallo de la instalación, basado en la identificación de modos de fallo y el cálculo
de sus probabilidades. En los modos de fallo es importante incluir fallos humanos.
Responsable: Ejecutor.
4) Identificar estrategias de mantenimiento (mantenibilidad). Se debe generar una
política de mantenimiento adecuado buscando optimizar costes. En este caso, los
costes de mantenimiento requerido para alcanzar un cierto nivel de confiabilidad
(y por lo tanto seguridad y producción a largo plazo) están balanceados con los
costes de los fallos. Esta consideración, lleva a incrementar la disponibilidad de la
instalación y se logra considerando la accesibilidad, detección y aislamiento
rápido de fallo, mantenimiento en línea, facilidad de remoción de reemplazo y de
reparación con mínimos ajustes.
Estas recomendaciones y tareas evitarán que al final de la ingeniería de
detalle, el diseño final sea total o parcialmente sometido a revisión por razones de
mantenibilidad, el cual puede llevar a realizar rediseño antes de la fase de
construcción. Este rediseño puede llegar a ser costoso en labor y tiempo.
II.4. RUTA DE IMPLANTACIÓN DE CONFIABILIDAD EN LA ETAPA DE DEFINICIÓN Y DESARROLLO La implantación de los conceptos y acciones de confiabilidad descritas en las fases de
visualización, conceptualización y definición se esquematiza en la Figura 2.2, donde
36 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
se muestra de manera ordenada y secuencial. Dentro de la secuencia hay acciones
que pueden ser aplicadas de manera simultánea.
VISUALIZACIÓN
Determinar impacto del
punto de vista funcional
del negocio.
“Screening” preliminar por
procesos y tecnologías.
Estudio de sensibilidad ante
dif erentes escenarios
CONCEPTUALIZACIÓN
Análisis preliminar de
peligro (APP).
Determinar valor de
disponibilidad (o el valor de UA)
por medio de simulación de
eventos discretos.
Aplicar técnicas de
incremento de valor
Determinar el SIL de la
instalación
Generar directrices de mantenimiento
e inspección preliminares para cada
opción seleccionada
Análisis de ciclo de vida (LCC)
para cada opción
DEFINICIÓN
Definir la funcionalidad del proyecto
Realizar un estudio RCM/HAZOP
Análisis Cuantitativo de
Riesgo (ACR)
Identificar estrategias de
mantenimiento (mantenibilidad)
Definir guías de diseño y
respaldo de equipos (“spares”)
Análisis de variabilidad
Documento “Principios de
Confiabilidad”
Realizar análisis “What If”
Definir nivel de confiabilidad requerido
Criterios/esfuerzo de inspección para
equipos estáticos
Figura 2.2. Ruta de implantación de confiabilidad en la etapa de definición
y desarrollo.
II.5. MEJORES PRÁCTICAS DE LA CONFIABILIDAD DESDE EL DISEÑO La correcta y completa aplicación de confiabilidad desde la etapa de diseño de un
proyecto, permitiría una mejor utilización del activo (UA) y maximizará el valor del
dinero invertido en una instalación hasta la Fase de Desincorporación de un
proyecto.
Confiabilidad y Fase de Preparacióno 37
La metodología planteada es susceptible a evolucionar en el tiempo en la
medida que se adquiera mayor experiencia en su aplicación. Es un proceso de
mejora continua a fin de lograr las “mejoras prácticas” de confiabilidad adaptadas a
nuestra realidad y a nuestra manera de hacer las cosas, y así lograr instalaciones
que sean de “clase mundial”.
Los aspectos de confiabilidad señalados, van dirigidos a centrar el alcance del
proyecto de una manera más eficiente ya que permite identificar alcances
innecesarios. Esto llevaría a identificar áreas incompletas del diseño conceptual y un
mejor entendimiento de los requerimientos de mantenimiento de las instalaciones
(mantenimiento en diseño), lo que redunda en el futuro en una reducción de costes
de mantenimiento, una mejor aplicación de las actividades de mantenimiento donde
sea requerido y reducción de la tasa de fallos.
La etapa de diseño de un proyecto no está limitada únicamente a la etapa de
definición y desarrollo, también se encuentra la etapa de Implantación que
comprende la ingeniería de detalle, aprovisionamiento de materiales y la
construcción. Sin embargo, si los conceptos de confiabilidad son aplicados a
cabalidad desde Definición y Desarrollo, las consideraciones de confiabilidad en las
etapas posteriores serán de poco impacto en la instalación, ya que es en las etapas
iniciales del proyecto donde se tiene mayor efecto.
No se puede esperar obtener el 100% del beneficio potencial la primera vez
que se aplique confiabilidad en la fase de preparación de proyectos. Esto requiere de
un proceso de aprendizaje y cada uno de los participantes debe “internalizar” el
proceso de aplicación de confiabilidad desde esta fase.
La aplicación de confiabilidad en la fase de preparación de proyectos debe
llevar implícito el balance entre la productividad, seguridad y riesgo. Este balance
debe alinearse con el diseño y estrategia de mantenimiento. Sin un adecuado
38 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
balance entre productividad, seguridad y riesgo, se puede comprometer la integridad
mecánica (seguridad) de la instalación al momento de tomar decisiones
operacionales.
DEFINICIÓN Y
DESARROLLO
IMPLANTACIÓN
VISIÓN
CONCEPTUALIZACIÓN
DEFINICIÓN
IDENTIFICACIÓN
DE PROYECTO
SELECCIÓN MEJOR(ES)
OPCIÓN(ES) MAYOR
PRECISIÓN ESTIMADOS
DEFINICIÓN
ALCANCE
P.E.P.
DETALLADO
OPERACIÓN
CONTRATACIÓN
Y EJECUCIÓN
OPERACIÓN Y
EVALUACIÓN CONTINUA
PROC.CONTRATACIÓN
MATERIALIZACIÓN
P.E.P. HASTA
COMPLETACIÓN
MECÁNICA
PUESTA EN OPERACIÓN
ANÁLISIS CUMPLIMIENTO
EXPECTATIVAS DEL
NEGOCIO
N
N
I/P
I/P
M
I
I/P
M
M
N
M
M
N
N
I/P
Rol Principal
Rol Moderado
o Co-Gerencia
Rol Menor
N = Unidad Negocio
I = Ingeniería
M = Mantenimiento
P = Proyecto
Figura 2.3. Proceso de ejecución proyectos / roles (Amendola, 2006).
Generar un banco de datos, el cual sería obtenido con la información de
cierre de cada proyecto. Esta información debería ir complementada con fuentes
externas de información. Este banco de datos debe de incluir información de
procesos, tecnologías asociadas, datos de confiabilidad e información de costes.
II.6. ENFOQUE EN LA CONFIABILIDAD DESDE EL DISEÑO, NEGOCIO, Y ELIMINACIÓN DE LAS RESTRICCIONES – “THE BUSINESS RELIABILITY” Confiabilidad y Fase de Preparacióno 39
Una estrategia robusta debe ser construida con la suma de diferentes enfoques
(asset management, project management, energy management, CDD y confiabilidad
humana) y soportada por diferentes elementos: alineación, conocimiento del
negocio, habilidades, competencias, sostenibilidad, competitividad y sobre todo
integración (PMM Institute for Learning).
Figura 2.4. CBR – Modelo de confiabilidad basada en la restricción (PMM Institute
for Learning, 2005)
Nuestra propuesta es que la verdadera confiabilidad del negocio dependerá de
la integración y retroalimentación de 3 áreas (ver figura 4): Diseño e ingeniería
(Alimentada por las áreas operaciones, mantenimiento e información), Eliminar las
40 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
restricciones
4
(identificando con datos todo aquello que esté impidiendo a la
organización alcanzar su máximo rendimiento), y Funcionamiento y Sostenibilidad
(que es el centro y eje interactivo que alimenta a la inteligencia del negocio).
Crear una estrategia no es lo más complicado (esta puede comprarse quizás
con unos pocos euros o bajarse de internet), lo más complicado es operacionalizarla;
es decir, crear el ambiente y definir las acciones necesarias que lleven a que la
estrategia sea implementada (Amendola, 2009b).
II.7. REFERENCIAS BIBLIOGRÁFICAS DEL CAPITULO − Amendola L, Depool T. 2006. Validación del Modelo de Confiabilidad Humana en
la Gestión de Activos, VIII Congreso de Confiabilidad, Asociación Española de la
Calidad, Madrid. España
− Amendola L. 2007b. Gestión de Activos: negocio en el negocio “El necesario
equilibrio entre humanos, organización e indicadores”. Con Mantenimiento
Productivo Nº 47. México.
− Amendola L. 2001. Modelos Mixtos en la Gestión del Mantenimiento. Dpto. de
Proyectos de Ingeniería e Innovación Universidad Politécnica de Valencia España.
− Amendola L. 2006. Gestión de Proyectos de Activos Industriales. ISBN: 84-8363052-4. Editorial Universidad Politécnica. España.
4
La teoría de las restricciones (TOC) define restricción a todo aquello que impide que se logre la meta de la organización, estas pueden ser tanto físicas como no físicas por ejemplo: políticas, falta de formación de los empleados, estratégicas erróneas, etc. (Goldratt, 1994) Confiabilidad y Fase de Preparacióno 41
− Amendola L. 2007. Dirección y Gestión de Proyectos de Paradas de Plantas:
Propuesta Metodológica para su Mejora Basada en Juicios de Experto, Validación
de la misma y Generación de un Modelo Maestro. Tesis Doctoral Documento
Inédito UPV. España.
− Amendola L. 2008b. “Debemos cambiar” Cuidado con el entorno en la
implementación de modelos integrados de activos”. Ingeniería y Gestión de
Mantenimiento Nº 60.
− Amendola L. 2009. Alineación del Project Management con la Estrategia de la
Organización. ISBN Editorial Renacimiento: 978-84-8472-440-7 / ISBN Editorial
PMM Institute for Learning: 978-84-935668-2-1. España.
− Amendola L. 2009b.Operacionalizando la estrategia. ISBN: 978-84-935668-5-2.
Editorial PMM.
− Amendola L, Depool T, Gonzalez M, Palacios E. 2005. Aplicación del Risk
Management en la Dirección y Gestión de Proyectos con soporte en Tecnología de
la Información. AEIPRO. IX Congreso Internacional de Ingeniería de Proyectos.
− Goldratt E. 1994. La Meta. Editorial Diaz de Santos.
− Ivorra J. 2002. La Gerencia de Riesgos- Factor Crítico de Éxito. Tercer Congreso
Ibero-Americano de Gerencia de Proyectos. Caracas-Venezuela.
− Payne J, Roberts M, Thomas N. 2004. Case History: Fawley FCCU Olefins Project.
Careful planning enabled the delivery construction and installation of a
replacement of 860-ton reactor within a 64 days turnaround. Hydrocarbon
Processing.
− PMI (Project Management Institute). 2009. Guía del PMBOK® Guía para la
Dirección y Gestión de Proyectos 4ta Edición. ISBN: 9781933890722. PMI
42 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
− PMM Institute for Learning. 2005. Disponible en: www.pmmlearning.com.
− UNE-EN 60300-1. 1996. Gestión de la Confiabilidad. Parte 1: Gestión del
Programa de Confiabilidad.
− UNE-EN 60300-2. 1997. Gestión de la Confiabilidad. Parte 2: Elementos y Tareas
del Programa de Confiabilidad.
− Woodhouse J. 2002. User Guides, de software APT-Integrated Toolkit. Versión
3.0. Asset Performance Tools Ltd.
III CONFIABILIDAD EN LA FASE OPERATIVA III.1.‐ INTRODUCCIÓN Por lo general, para actuar de manera integrada sobre los activos y mejorar la
confiabilidad de los mismos en la fase operativa podemos considerar la oportunidad de
intervenir en dos vertientes:
-
En el plano de la organización, favoreciendo su actividad productiva principal o
esencial, los procesos en ella existentes y la gestión participativa (organización
aligerada – lean organization) sobre las estructuras funcionales y jerárquicas; y
-
En el plano de la gestión y el mantenimiento de los activos físicos, desarrollando
una visión amplia sobre todo el ciclo de vida de los equipos e instalaciones
(impulsando la gestión e ingeniería del mantenimiento en esta fase).
A continuación presentamos aspectos que relacionan nuestra mejor operación y
mantenimiento con la confiabilidad de los equipos industriales en esta fase operativa.
Como sabemos la gestión de estos aspectos es clave a la hora de conseguir una
fiabilidad y mantenibilidad operativas que se aproximen a los valores inherentes
obtenidos durante el diseño de los equipos.
III.2.‐ CONFIABILIDAD Y OPERACIÓN DEL EQUIPO INDUSTRIAL III.2.1.‐ INTRODUCCIÓN La buena operación de los equipos influye en la fiabilidad y mantenibilidad de los
mismos. En este apartado se van a proponer buenas prácticas observadas para
asegurar la operación de los equipos dentro de su estándar operativo y se
44 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
comentarán casos donde se pueda apreciar el impacto de operaciones fuera de
control en la seguridad de funcionamiento de los equipos.
Como se ha descrito anteriormente, la fiabilidad de un equipo o instalación
depende en gran medida del diseño de los mismos así como de las acciones de
mantenimiento en la fase de explotación, tanto en sus aspectos de mantenimiento
preventivo como en la calidad de las reparaciones.
Otro aspecto de gran incidencia en la fiabilidad es la operación de los equipos.
Este es el que trataremos en este apartado.
A su vez, la mantenibilidad se ve afectada por el diseño de los equipos e
instalaciones (accesibilidad) así como por los medios de acceso, conocimientos del
personal, herramientas, repuestos y procedimientos operativos. Igualmente, nos
centraremos en esta última parte.
III.2.2.‐ INCIDENCIA DE LA OPERACIÓN EN LA FIABILIDAD La operación de los equipos es una de las principales causas que inciden
directamente sobre la fiabilidad y la mantenibilidad. Concretamente, si nos
centramos en la primera, podemos decir que es la segunda en importancia después
de los fallos mecánicos.
Como puede verse en la siguiente figura, los fallos operacionales son la
segunda causa
de fallos en una refinería de petróleo después de los fallos de
equipos.
Las rutinas de operación tales como procedimientos de puesta en marcha,
limpieza
de
equipos,
comprobaciones
periódicas,
regimenes
de
carga,
Confiabilidad en la Fase Operativa 45
procedimientos de parada son de suma importancia para la fiabilidad de los equipos.
Refiriéndonos al entorno de una planta de proceso, veamos algunos ejemplos:
Figura 3.1. Fallos de equipos en una refinería de petróleos. Fuente: Hydrocarbon
processing market.
•
Sellos mecánicos en bombas centrífugas: Estos son equipos idóneos para
asegurar la estanqueidad de las bombas. Sin embargo, en muchas ocasiones no
cumplen su función y se producen rotura de los mismos. Dejando a un lado un
diseño y/o un montaje inadecuado que producen no pocas averías, habría que
señalar que uno de los principales motivos de mal función y/o rotura de los
mismos es debido a una operación inadecuada causada habitualmente por falta
de limpieza una vez parado el equipo por lo que, cuando se pone en servicio de
nuevo, produce daño en las caras o por falta de calentamiento de las tuberias en
la puesta en servicio por lo que el fluido de proceso es más viscoso produciendo
ello daño en las caras del sello.
46 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
•
Instrumentación: Aquí podríamos diferenciar entre la instrumentación en línea y
fuera de línea. Para la primera, es frecuente encontrarnos con malfuncionamiento
en los equipos debido a la deposición de solidos en las mismas procedentes de
suciedad en las lineas y/o los equipos de o por la solidificación del fluido de
proceso. En ambos casos está relacionado con las rutinas de operación de
limpieza de las instalaciones, parada y puesta en marcha. Como ejemplos
especificos podríamos mencionar:
o válvulas de control que no hacen un cierre adecuado o con los asientos
dañados.
o Medidores de caudal tipo Coriolis con tubos total o parcialmente
obstruidos por solidificación del fluido de proceso en los mismos.
o Placa de orificio para medida de caudal con obstrucción parcial por
deposición en la misma de suciedad o restos del montaje (cartones,
trapos, etc.).
o Medidores de caudal tipo vortex con obstrucción de orificios de medida.
o Medidores
de presión con sello separador dañados por una
sobrepresión provocada por un golpe de ariete producido por una
apertura brusca de una válvula.
o Medidores de caudal de tipo rotámetro dañados por un golpe de ariete
o con una medición incorrecta por suciedad en el tubo.
o Analizadores de líquidos (PH, conductividad, etc.): La suciedad de la
muestra es causa frecuente de medidas incorrectas en estos equipos.
En el caso de instrumentación fuera de línea, la casuística es muy similar
pero con el añadido de el instrumento no está en contracto directo con el
Confiabilidad en la Fase Operativa 47
proceso sino que es este el que ha de ser llevado hasta él para realizar la
medida. Algunos ejemplos:
o Analizadores de gases (Infrarrojos, ultravioletas, cromatografos, etc):
Una muestra inadecuada tanto en composición como en presión y/o
temperatura produce alteraciones en los sistemas de toma y
adquisición de muestras (SAM) provocando medidas incorrectas e
incluso daño de los equipos en ocasiones.
o Medidores de presión / presión diferencial: Utilizados tanto para medida
de presión, presión dieferencial como de nivel por altura manométrica
como también para medida de caudal mediante la utilización de
elementos primarios deprimógenos (placas de orificios, toberas, pitot,
etc.). Una de las principales causas de malfuncionamiento son debidas
a obstrucción del tubing de conexión con el proceso o a daños
originados por sobrepresiones.
Figura 3.2. La apertura de una válvula demasiado rápido puede producir golpe de
ariete.
•
Tuberías: Daños en las tuberías o en sus soportaciones por golpes de ariete
producidos por apertura brusca de válvulas, fenómenos de corrosión/deposiciones
por dejar fluido durmiente en tuberías que no están en operación.
48 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
•
Válvulas manuales: Daños en los asientos por aplicación de un par excesivo para
“asegurar un buen cierre”. En muchas ocasiones se uilizan barras para ejercer un
par mayor en la falsa creencia de que cuanto mas se apriete, mejor cierra la
válvula.
Figura 3.3. Husillo pandeado debido a la operación mediante barras y válvula con
suciedad arrastrada por la línea.
•
Compresores alternativos: Daños en las válvulas de los cilindros por arrastre de
liquido e, incluso sólidos, con los gases a comprimir.
•
Motores eléctricos: Es frecuente por parte de muchos operadores arrancar de
forma repetida y continuada un
motor eléctrico hasta “la rotura” sin pararse a
pensar que hay un problema que hace que las protecciones del mismo disparen.
Es también frecuente someter a los motores a sobrecargas continuadas. En
ocasiones se elimina o se cambia el valor de tarado de las protecciones eléctricas:
protección térmica, diferencial, de cortocircuito, de número de arranques, etc.
•
Bombas: Por utilización de estos equipos fuera de los rangos de funcionamiento
para los que fueron diseñados: sobrecarga continuada produciéndose vibraciones
y desgaste de piezas “acelerado”, regímenes de funcionamiento muy bajos
Confiabilidad en la Fase Operativa 49
produciendo que el equipo entre en cavitación al bajar por debajo de la presión
de vapor.
Este tipo de operaciones afecta también a otro tipo de equipos
dinámicos como soplantes.
Figura 3.4. Curva de la bañera de una máquina infra y sobrecargada. Fuente
ATISAE.
•
Gestión de alarmas: En muchas ocasiones, se reconocen las alarmas pero no son
comunicadas adecuadamene produciendo una falta de acción por mantenimiento
cuando se requiere y ocasionando, por tanto, un daño en los equipos.
Se han mencionado algunos ejemplos, aunque la lista sería interminable, pero son lo
suficientemente claros para comprender como incide la operación en la fiabilidad de
las instalaciones. Mediante un plan de entrenamiento
conseguirse optimizar este impacto.
y seguimiento puede
50 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
III.2.3. SOPORTE DE OPERACIONES EN LA MEJORA DE LA FIABILIDAD Si en el apartado anterior veíamos como las tareas de operación tienen una alta
incidencia sobre la fiabilidad, ahora veremos como operaciones puede ser una ayuda
fundamental en la detección de fallos incipientes, en la reparación de pequeñas
averías así como en la realización de sencillas labores de mantenimiento preventivo.
En estos principios en los que se basa el mantenimiento productivo total o
TPM. Por tanto, si llevamos a cabo esta metodología cubriremos todos los
planteamientos expuestos en este apartado (y muchos mas). Sin embargo, hay que
puntualizar que no es necesario implantar toda la metodología para realizar acciones
con resultados positivos en el planteamiento realizado.
Partiendo de la base que el operador es quien está en mayor contacto con la
máquina es fundamental aprovechar esa situación para sacar el máximo beneficio en
términos de fiabilidad. Así, es necesario que esté entrenado para detectar cualquier
anomalía en la misma: Un ruido raro distinto al “ habitual”, un olor fuera de lo
común, un aspecto distinto, manchas, derrames, fugas, parámetros de operación
anormales, etc. Deben de ser “señales de alarma” que pongan en marcha
mecanismos de actuación.
Además, se deben desarrollar listas de chequeo que, integradas con el resto
de comprobaciones propias de la producción, obliguen a la realización de estas
tareas así como que permiten tracear estas actuaciones.
Confiabilidad en la Fase Operativa 51
Rev 6
HOJA DE RUTA DE AGUAS
Día de la semana:
Fecha:
/
/
.
.
Unidad
Rango
TURNO ___ TURNO ___
Operador
Operador
TURNO ___
Operador
Mañana
Noche
Tarde
WWTP
Salida H68501 (TI-68511-102)
Flotantes aerator
Air lift (FI68512101)
MLSS en Aerator (1)
Estado thickener (Agua+Fango/Fango)
N° Extracción/XCV fango (2)
°C
Nm3/h
ppm
20-35
N/P/M
80 -140
5500 - 6000
AF/F
N°/N°
CW
Nivel portafeed NaClO
Nivel portafeed DN2760
Litros (aprox.)
Litros (aprox.)
Nivel portafeed DN2300
Nivel portafeed BD1500
Cloro residual (Cloro Libre con kit)
CWR (FI-68101-102) AP
CWR (PI-68101-101)
Caudal Total entrada a F-68412 A/B/C (Qt) *
Caudal de entrada al F-68412A (Qfa) *
Caudal de entrada al F-68412B (Qfb) *
Caudal de entrada al F-68412C (Qfc) *
Litros (aprox.)
Litros (aprox.)
0.3-0.5
8-10
1.5-2.5
aprox 300
aprox 100
aprox 100
aprox 100
ppm
bar
bar
m3/h
m3/h
m3/h
m3/h
* El criterio para ver si es necesario
lavar algún filtro de arena será el
siguiente:
Si el caudal que pasa por un filtro
activo (Qf) es inferior a 0.25
multiplicado por el caudal total que
pasa por los tres filtros (Qt) en
servicio entonces habrá que lavar
ese filtro.
Resumiendo:
Si Qf > 0.25 x Qt no lavar filtro,
excepto cuando ΔP es alta (3).
Si Qf < 0.25 x Qt lavar filtro, y
anotar en libro de relevos.
Jueves 19:00 h.
Conectar el 1º y 3º jueves
de cada mes la bomba
diesel de La Mina.
Bomba arrancada por:
CHEMICAL STORAGE
N69702A Cubrebridas atacados/fugas
Presión en impulsión N69702A
N69703A/B fugas
Presión en impulsión N69703A/B
Temperatura Cuerpo N-69702 A (Sulfúrico)
RWTP
bar
bar
ºC
S/N
4
S/N
8
0 - 55 (4)
Jueves 19:00 h.
Conectar el 2º y 4º jueves
de cada mes la bomba
diesel de la Cooling Tower.
Bomba arrancada por:
Litros (aprox.)
Nivel biocida
N68439A (biocida)
(5) Observando la pantalla Analizadores ROI de AIM, se
ven picos de Cloro (aprox. cada 12 horas) debidos a la
inyección de biocida, y entre estos picos el nivel de
cloro es 0.
N68422 A/B dosificando (HCl), poner pH
T68420 (bisulfito)
N68423 A/B (bisulfito), poner Redox
T68421 A/B (antiincrustante)
N68424 A/B (antiincrustante)
SDI entrada F-68411 A/B/C/D
Caudal de entrada al F-68411A (Qa) *
Caudal de entrada al F-68411B (Qb) *
L/h
pH
m3
mV
m3/h
m3/h
Sí / No
S/N - 5.5
>3 (1/10)
máx 400
Litros (aprox.)
1,6
3-6.5
-
Caudal de entrada al F-68411C (Qc) *
Caudal de entrada al F-68411D (Qd) *
m3/h
m3/h
-
Caudal total a los F-68411 A/B/C/D (Qt) *
SDI salida F-68402 A/B/C
Cloro libre a la salida F68411A/B/C/D
m3/h
Suma de los
anteriores
ppm
1-3.5
0
L/h
4
Domingo 19:00 h.
Medir caudal de agua bruta.
FQIR6840321
FQIR6840381
m3/h
m3/h
EHS avisará puntualmente sobre la
venida del laboratorio externo para
la toma de muestras del efluente al
mar.
(1) Si los MLSS están por encima de 6000 habrá que realizar una extracción hacia el espesador de fangos.
(2) Si sale fango por la XCV 09 habrá que realizar una extracción hacia el filtro de bandas.
(3) Si la presión diferencial es alta, habrá que lavar el filtro por el que pase menor caudal en primer lugar.
(4) Si la temperatura de la bomba de Sulfúrico es superior a 55 ºC, comprobar si hay alguna válvula sanders mal abierta.
(5) Si no hay picos de cloro podrá ser debido a que no ha entrado biocida. Esto habrá que comprobarlo, detectar la causa y actuar.
NOTA: Cualquier acción que se tome de acuerdo con los epígrafes (1) al (5) anteriores se deberá anotar en el libro de relevos.
Figura 3.5. Ejemplo de ronda de operaciones con acciones para detección de
anomalías de equipos integrada.
52 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
En la siguiente Figura 3.5 se ve un ejemplo de una ronda de operaciones en
una planta de tratamiento de aguas. En la misma se han incluido tareas de detección
del estado de los equipos que den información a mantenimiento de la evolución de
los mismos: fugas, presiones, temperatura, etc.
En cuanto a la realización de pequeñas reparaciones, podríamos mencionar el
famoso TLC (Tightening, Lubrication and Cleaning) de TPM que incluye las tareas de
limpieza, lubricación y apriete de conexiones como filosofia de tareas básicas.
Hay muchas tareas de mantenimiento de fácil ejecución que pueden ser
realizadas por los operadores con un entrenamiento adecuado produciendo con ello
una rápida resolución de las mismas y con el consiguiente ahorro de costes de
mantenimiento así como la simplificación de las labores burocraticas del flujo de la
orden de trabajo: creación de aviso, aprobación de mismo, planificación, ejecución,
cierre, notificación, etc. Pongamos algunos ejemplos centrados nuevamente en una
planta de proceso:
• Equipos estáticos:
o Engrase de válvulas manuales: Del husillo y de la válvula en general.
o Limpieza filtros aspiración de bombas con vapor o condensado. Incluye
desmontaje y montaje del mismo.
o Colocación de discos ciegos hasta 4”
o Apriete de bridas hasta 4”.
o Cambio de juntas.
o Purgadores: Incluye inspección de correcto funcionamiento, apriete de bridas,
cambio de juntas.
• Equipos dinámicos:
Confiabilidad en la Fase Operativa 53
o Lubricación de bombas: Incluye retirada aceite viejo, llenado de aceite nuevo
y limpieza. Reposición cuando sea necesario.
o Ajuste de prensas de bombas: Apriete cuando exista una fuga.
o Sellos de Bombas: Incluye eliminación de fugas, calentamiento de tomas de
lavado, desconexión y soplado con vapor o condensado cuando se sospeche
de obstrucción en las lineas.
• Electricidad
o Rejillas de motores: Inspección y limpieza
o Rearme de interruptores de motores: Cuando se rearme un máximo de 3
veces, enclavar y pasar aviso a mantenimiento.
o Cambio de luminarias: Con enclavamiento previo de interruptores.
o Arranque de grupos electrógenos: en modo manual.
o Apriete de conexiones sueltas en baja tensión.
• Instrumentación
o Válvulas de control: Engrase de vástago, eliminación de fugas de aire por
apriete de racord o sustitución, eliminación de fugas en empaquetadura
mediante apriete.
o Niveles visuales: Reapriete de conexiones para eliminación de fugas.
o Detectores de llama: Limpieza del cristal del detector. Incluye desmontaje
para detectores en hornos y calderas.
o Transmisores de presión diferencial: reapriete o sustitución de racord,
comprobación del cero del instrumento, limpieza de conexiones con agua,
condensado o vapor.
o Manómetros: Reapriete de conexiones para eliminación de fugas, limpieza y/o
sustitución.
o Medidores de temperatura locales: Sustitución del medidor incluyendo
aflojamiento y reapriete de conexiones.
54 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Figura 3.6 : Aplicación de metodología TPM a una planta industrial .
Por último, dentro de las acciones a realizar por los operadores con el fin de
ayudar a mantenimiento en la mejora de la fiabilidad al tiempo que se optimizar los
recursos, estaría la realización de pequeñas tareas de mantenimiento preventivo.
Muchas de estas acciones podrían ser las ya mencionadas pero, en lugar de
realizarlas cuando ya hay un síntoma de mal función, se harían con una frecuencia
preventiva determinada. Los 3 niveles mencionados los combinamos en la siguiente
figura que corresponde a la implementación de la metodología TPM a una planta de
extrusionado de plástico y en el que se tomó la metodología 6 sigma para el
desarrollo. Distinguimos 3 niveles:
•
Nivel 1: Observación e investigación
•
Nivel 2: Comprobación y control
•
Nivel 3: Mantenimiento preventivo. Tareas no muy técnicas para
operadores y las más técnicas y complejas para mantenimiento.
Confiabilidad en la Fase Operativa 55
Nivel 3
Tareas de mantenimiento preventivo
Repetative Procedure
en EMPAC
Assets
Asset
Frecuencia
Schedule No.
Cambiar helicoils
Limpieza codigo 30 (Apoyo)
Quitar tapones vacio (Vent ports) (Apoyo)
Cambio piston apriete rodillo pelitizadora
Cambiar juntos de vent port
Injeción de mesamol en la linear (Sis de vacio)
Li mpieza los cuchillos de la Peletizadora
Cambiar los ceramicas en peletizadora
Cambiar thermoparas
Cambiar electrovalular de agua de bara
limpiar filtro de aire de refrigeracion de motor
7 dias
7 dias
28 dias
Nivel 2
Tarea o Comprobar
Comprobar nivel de aceite y fugas en el reductora
Comprobar Suciodad de filtros de Aire
Comprobar sujecciones y presados de los cables DE LAS
RESISTENCIAS DEL EXTRUSOR.
Comprobar el estado de termopares y vainas
comprobar fugas de RDP en tubing e injectores de las lineas
Comprobar nivel de aceite y fugas en la bomba de RDP de cada
linea
Peletizador: Combrobar fugas de aire en los pistones, Comprobar
Repetative Procedure
Assets
Asset
Frecuencia
en EMPAC
5001, 5002
5003, 5004
5020, 5021, 5022
cada linea
cada linea
cada linea
Schedule No.
1644 7 dias
1644 7 dias
1644 7 dias
5023, 5024, 5025
5026, 5027, 5028
5029, 5030, 5031
cada linea
cada linea
cada linea
1644 7 dias
1644 7 dias
1644 7 dias
5032, 5033, 5034
cada linea
1644 7 dias
5035, 5036, 5037
cada linea
1644 28 dias
estado de las ceramicas, Comprobar que estan limpios los
detectores de velocidad.
Comprobar estado de las ruedas en los baños de agua
Nivel 1
Tarea
Repetative Procedure
en EMPAC
Assets
Asset
Frecuencia
Schedule No.
Limpiar los cables y tuberias
Limpiar la zona de prensas
limpiar los feeders bien
Comprobar PDI Aire
Comprobar Helicoils
diario
diario
diario
Figura 3.7. Aplicación de la metodología TPM.
Fuente: Conde Cavero. Tesis Doctoral
En la Figura 3.7 se incluye una hoja de aplicación de esta metodología a la
zona de extrusión. Se pueden ver los tres niveles de tareas mencionados. Ha de
incluirse también el procedimiento a que corresponde, los equipos asociados y la
frecuencia de realización de dicha tarea.
56 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
III.2.4.‐ INCIDENCIA DE LA OPERACIÓN EN LA MANTENIBILIDAD Según comentado, los procedimientos operativos afectan a la mantenibilidad de los
equipos e instalaciones. Así, cuando es necesario realizar una intervención de
mantenimiento en un equipo, ya sea de carácter preventivo como correctivo, los
tiempos necesarios para que mantenimiento pueda empezar a trabajar pueden ser
bastante significativos. Estos incluyen las siguientes tareas:
•
Parada del equipo
•
Aislamiento del equipo del resto de la instalación: cierre de válvulas,
colocación de discos ciegos, etc.
•
Enclavamiento de fuentes de energía: eléctrica, térmica, neumática, etc.
•
Limpieza de equipos.
•
Firma de permisos de trabajo.
Una vez concluida la intervención, es necesario realizar las tareas a la inversa
para restablecer al equipo a sus condiciones de servicio.
A
1
TBF1
2
TTI1
TBF2
3
TTI2
TB F3
B
4
TTI3
TBF4
TTI4
TB F5
TBF: Tiem po de Buen Funcionam iento.
TTI: Tiem po de Indisponibilidad.
1, 2, 3, 4 instantes de interrupción.
Aviso a Mto
Tiempo
pasivo 1
Restric ciones
seguridad 1
D iagnóstico
TTR
Logística
Aviso a
Producción
Elim inación
restricciones
seguridad 2
Tiem po
pas ivo 2
R eparación
TTR: tiem po de reparación
Figura 3.8. Representación gráfica de los tiempos de mantenimiento.
Confiabilidad en la Fase Operativa 57
Con el fin de optimizar estos tiempos, es necesario analizar cada uno de ellos
e intentar eliminar aquello que es superfluo. En este sentido, puede ser muy
interesante la aplicación de metodologías “LEAN” o de producción ajustada.
III.3.­ CONFIABILIDAD Y GESTIÓN DEL MANTENIMIENTO III.3.1. INTRODUCCIÓN De manera precisa podemos decir que la moderna gestión de mantenimiento incluye
(UNE-EN 13306, 2001) todas aquellas actividades de gestión que determinan los
objetivos o prioridades de mantenimiento (que se definen como las metas asignadas y
aceptadas por la dirección del departamento de mantenimiento), las estrategias
(definidas como los métodos de gestión que se utilizan para conseguir esas metas u
objetivos), y las responsabilidades en la gestión. A las actividades anteriores debemos
sumar también aquellas que luego, en el día a día, nos permiten implementar estas
estrategias planificando, programando y controlando la ejecución del mantenimiento
para su realización y mejora, teniendo siempre en cuenta los aspectos económicos que
resulten relevantes para la organización.
La gestión de mantenimiento debe ser eficaz y eficiente. La eficacia muestra la
bondad con que un departamento o función de mantenimiento consigue los objetivos
impuestos en base a las necesidades de la empresa. La eficacia de la gestión se
concentra entonces en lo correcto de los procesos que se emprenden y en que los
procesos produzcan el resultado esperado de los mismos. La eficacia de la gestión de
mantenimiento
nos
permitirá
entonces
minimizar
los
costes
indirectos
de
mantenimiento, aquellos asociados con las pérdidas de producción y en última instancia
con la insatisfacción del cliente. Por tanto, en el caso de mantenimiento, la eficacia de
58 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
la gestión de esta función podemos entenderla como la satisfacción que la empresa
tiene con la capacidad y condición de sus activos, o con la mejora general de los costes
que experimenta cuando la capacidad de producción está disponible cuando se
necesita.
La eficiencia de nuestra gestión de mantenimiento es realizar estas tareas con el
mínimo esfuerzo, minimizando derroche o desperdicio de recursos, y los gastos
asociados a los mismos. Si logramos mejoras de eficiencia en el proceso de gestión,
éstas nos permitirán minimizar los costes directos de mantenimiento, es decir realizar
un servicio de mantenimiento de igual o mejor calidad a costes más competitivos.
Se puede demostrar, que para la gestión eficaz y eficiente del mantenimiento, es
posible conseguir los anteriores puntos entendiendo bien los dos siguientes aspectos:
•
El proceso de gestión de mantenimiento, que tiene un curso de acción, es decir
una serie de pasos a seguir y;
•
El marco general de referencia para la gestión, es decir la estructura básica de
soporte constituida por una serie de herramientas, métodos y técnicas
específicas que conforman un sistema básico, que es necesario para una gestión
avanzada del mantenimiento.
III.3.2. UN MODELO PRÁCTICO PARA LA GESTIÓN DEL MANTENIMIENTO A continuación se concreta lo anteriormente comentado de forma sencilla y práctica,
pensando siempre en facilitar a los gestores de mantenimiento la aplicación de los
conceptos anteriores. Se presenta entonces un modelo genérico propuesto para la
gestión de mantenimiento, que tiene en cuenta e integra muchos de los modelos
encontrados en la literatura hasta la fecha, o de los empleados en la práctica en
empresas de amplia tradición y excelencia en este campo. El modelo está compuesto
Confiabilidad en la Fase Operativa 59
por ocho bloques (Figura 3.9), que distinguen y caracterizan acciones concretas a
seguir en los diferentes pasos del proceso de gestión de mantenimiento. Es un modelo
dinámico, secuencial y en bucle cerrado que intenta caracterizar de forma precisa el
curso de acciones a llevar a cabo en este proceso de gestión para asegurar la
eficiencia, eficacia y mejora continua del mismo.
Tal y como se indica en la figura de referencia,
los primeros tres bloques
condicionan la eficacia de la gestión, los siguientes bloques aseguran la eficiencia de las
misma y su mejora continua de la siguiente forma: Los bloques 4 y 5 incluyen acciones
para la planificación y programación del mantenimiento, incluyendo por supuesto la
planificación de la capacidad del departamento de mantenimiento. Los bloques 6 y 7
están dedicados a la evaluación y control del mantenimiento y del coste de los activos a
lo largo de su ciclo de vida. Finalmente el bloque 8 se centra en acciones para asegurar
la mejora continua de la gestión.
Effectiveness
Phase 1:
Definition of the
maintenance
objectives and
KPI’s
Phase 8:
Continuous
Improvement
and new
techniques
utilization
Phase 7:
Asset life cycle
analysis
and replacement
optimization
Assessment
Phase 2:
Assets priority
and maintenance
strategy definition
Phase 3:
Immediate
intervention
on high impact
weak points
Improvement
Phase 4:
Design of
the preventive
maintenance
plans and
resources
Phase 6:
Maintenance
execution
assessment
and control
Phase 5:
Preventive plan,
schedule
and resources
optimization
Efficiency
Figura 3.9. Modelo del proceso de gestión del mantenimiento (Crespo, 2007)
60 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Dentro de cada una de estos bloques de nuestro modelo de proceso de
mantenimiento encajan diferentes herramientas, métodos y técnicas específicas (Figura
3.10). Para hacer esto, en esta sección introduciremos brevemente cada técnica y
discutiremos como puede ser de mayor ayuda a los procesos de tomas de decisiones
que tienen lugar en cada etapa del proceso. De esta forma caracterizamos además la
estructura de soporte de mantenimiento.
Effectiveness
Phase 1:
Definition
Phaseof
1:the
maintenance
Balance
objectives
and
Score Card
KPI’s
(BSC)
Phase
Phase8:
8:
Continuous
Total
Productive
Improvement
Maintenance
and
new
(TPM),
techniques
e-maintenance
utilization
Phase 7:
Phase
7:
Asset
life cycle
Life
Cycle
analysis
Cost
Analysis
and
replacement
(LCCA)
optimization
Assessment
Phase2:
2:
Phase
Criticality
Assets
priority
Analysis
and maintenance
strategy(CA)
definition
Phase
Phase3:3:
Immediate
Failure Root
intervention
Cause
Analysis
on high
impact
(FRCA)
weak points
Improvement
Phase 4:
Design
Phaseof
4:
theReliabilitypreventive
maintenance
Centred
plans
and
Maintenance
resources
(RCM)
Phase6:
6:
Phase
Reliability
Maintenance
Analysis
(RA)
execution
&assessment
Critical Path
andMethod
control
(CPM)
Phase 5:
Phaseplan,
5:
Preventive
Risk―Cost
schedule
Optimization
and
resources
(RCO)
optimization
Efficiency
Figura 3.10. Ejemplo de técnicas dentro de la estructura de soporte para la
gestión de mantenimiento (Crespo, 2007)
Así por ejemplo, para poder asegurar que los objetivos operacionales de
mantenimiento y la estrategia no son inconsistentes con los objetivos generales del
negocio (Fase 1), podemos introducir e implementar en el área de mantenimiento
técnicas como el Cuadro de Mandos Integral (The Balanced Scorecard –BSC). El BSC es
específico para la organización para la cual es desarrollado y permite la creación de una
serie de indicadores claves de rendimiento (KPIs) para medir el desempeño de la
Confiabilidad en la Fase Operativa 61
gestión de mantenimiento, que están alineados con los objetivos estratégicos de la
organización. Al contrario que otras medidas convencionales que están orientadas al
control, BSC coloca en el centro de su análisis la estrategia global y la visión del
negocio para de esta forma enfatizar en la consecución de una serie de metas en el
rendimiento de la organización. Estas metas se diseñan para alinear a la gente con una
visión general para la organización. Las metas para los indicadores seleccionados se
establecen siguiendo un proceso participativo que requiere de la involucración de
agentes interiores y exteriores a la organización de mantenimiento, la participación de
la dirección de la empresa, y de personal considerado clave en las unidades operativas
de la función mantenimiento, junto con usuarios claves del servicio (Fase 1). De esta
forma, las medidas de rendimiento de la función mantenimiento se ligan con el éxito de
la organización al completo.
Para jerarquizar los activos de producción (Fase 2). Cuando los objetivos y
estrategias de mantenimiento están definidos, existen un número importante de
técnicas cualitativas y cuantitativas que nos ofrecen una base sistemática sobre la cual
basar nuestras decisiones a la hora de clasificar los activos productivos en base a la
importancia de su función para la consecución de los objetivos del negocio. Muchas de
las técnicas cuantitativas utilizan algún tipo de variación de un concepto clave en esta
fase que es la evaluación probabilística del riesgo y la obtención del número/índice
probabilística de riesgo del activo (PRA/PRN). Los activos con índice mayor serán los
primeros en ser analizados.
Existen
igualmente
métodos
para
eliminar
los
puntos
débiles
en
equipos/sistemas de alto impacto (Fase 3). En activos críticos, antes de pasar a
desarrollar las acciones a incluir en nuestro planes de mantenimiento, es muy
conveniente analizar posibles fallos repetitivos, crónicos, cuya frecuencia de aparición
pueda incluso ser excesiva. Si somos capaces de encontrar, y eliminar si es posible, las
causas de estos fallos podremos ofrecer un alto retorno inicial a la inversión en nuestro
62 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
programa de gestión de mantenimiento. Entonces, nos será mucho más fácil acometer
las fases sucesivas de análisis y diseño de planes de mantenimiento, que requieren de
una importante inversión de tiempo y recursos. Existen diferentes métodos para
realizar este análisis de puntos débiles en activos críticos, una de los más conocidos es
el del análisis de causa raíz de fallos (Root Cause Failure Análisis – RCFA). Este método
consiste en una serie de acciones que son tomadas para encontrar la razón por la cual
existe un determinado modo de fallo y la forma de corregirla. Las causas por las cuales
los fallos aparecen pueden clasificarse en físicas, humanas o latentes. La causa física es
la razón por la que el activo falla, la explicación técnica del motivo por el cual el activo
tuvo el problema o falló. La causa humana incluye los errores humanos (acción u
omisión) que acaban dando lugar a causas físicas de fallo. Finalmente, las causas
latentes incluyen a todas aquellas deficiencias organizacionales y de gestión que hacen
posible que aparezcan errores humanos y que no se corrijan con el paso del tiempo
(fallos en sistemas y procedimientos). Las causas latentes de fallo serán por lo general,
nuestra mayor preocupación en esta etapa del proceso de gestión del mantenimiento.
El diseño del plan de mantenimiento preventivo para un determinado sistema
(Fase 4) requiere la identificación de sus funciones y de la forma en que estas
funciones dejan de cumplirse, además del establecimiento de una serie de tareas
efectivas y eficientes de mantenimiento, basadas en consideraciones que tienen que
ver con las seguridad y economía de nuestro sistema.
Un método formal para la
consecución de este objetivo es el Mantenimiento Centrado en la Fiabilidad (Reliability
Centred Maintenance - RCM).
Existen igualmente técnicas de optimización para la mejora de los programas de
mantenimiento. La optimización de los planes y programas de mantenimiento (Fase 5)
puede ser realizada para mejorar la eficacia y eficiencia de las políticas de
mantenimiento que resultan de un diseño inicial del plan y del programa de tareas. Los
modelos a aplicar dependen, por lo general, del horizonte de tiempo elegido para el
Confiabilidad en la Fase Operativa 63
análisis. De esta forma, los modelos con largo horizonte temporal se preocupan de
aspectos relacionados con la capacidad de mantenimiento, el diseño del almacén de
repuestos, o por ejemplo, los tiempos o intervalos más idóneos para realizar las tareas
de mantenimiento. Los modelos de optimización a medio plazo pueden ocuparse, por
ejemplo, de optimizar la secuencia de actividades a realizar en una parada importante
de una planta, mientras que los modelos de mantenimiento cuyo horizonte temporal es
de un más corto plazo se centran en la mejora de la asignación de recursos y en su
control. Los enfoques de modelado, analíticos y empíricos, son muy diversos. La
complejidad del problema es a menudo muy alta y fuerza a la consideración de ciertas
suposiciones para simplificar la resolución analítica de los modelos, o a veces reducir las
necesidades computacionales.
La ejecución de las actividades de mantenimiento — una vez diseñadas,
planificadas y programadas tal y como se ha descrito en apartados anteriores — tiene
que ser evaluada y las desviaciones controladas para perseguir continuamente los
objetivos de negocio y los valores estipulados para KPIs de mantenimiento
seleccionados por la organización (Fase 6). Muchos KPIs, son construidos o se
componen a partir de otra serie de indicadores técnicos y económicos de nivel más
bajo. Por lo tanto, es muy importante asegurarse que la organización captura datos
convenientes y que esto los datos son correctamente agregado/desagregados según el
nivel requerido de análisis de operaciones de mantenimiento.
Para determinados escenarios y activos de producción, el análisis de costes de
ciclo de vida (Fase 7) se hace imprescindible. Imaginemos por ejemplo las empresas de
transporte público colectivo, que destinan cada año cantidades muy importantes a la
renovación de equipos, siendo la elección de la configuración de estos un aspecto muy
importante a considerar. Mientras que los costes de adquisición del equipo (que
incluyen investigación, diseño, prueba, producción y construcción) son por lo general
obvios, el análisis de costes de ciclo de vida depende crucialmente de valores derivados
64 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
de la fiabilidad que no son aparentemente visibles. Por ejemplo del análisis de la tasa
de fallos, del coste de las piezas de recambio, de los tiempos de reparación, de los
costes de los componentes, etc. Por lo tanto, un análisis de costes de ciclo de vida es
importante para tomar decisiones sobre la adquisición de nuevos equipos (reemplazo o
la nueva adquisición), donde proporciona tres ventajas importantes:
-
Todos los costes asociados con un activo se hacen visibles.
-
Permite a un análisis entre funciones del negocio. Por ejemplo, comprobar cómo
bajos costes de R&D
puede conducir a altos costes de mantenimiento en el
futuro;
-
Permiten a la gerencia desarrollar predicciones exactas.
Finalmente, comentar que
existen técnicas para la mejora continua del
mantenimiento. La mejora continua de la gestión de mantenimiento (Fase 8) será
posible utilizando técnicas y tecnologías emergentes en áreas que se consideren de alto
impacto como resultados de los estudios realizados en fases anteriores de nuestro
proceso de gestión. Por lo que respecta a la aplicación de nuevas tecnologías de
mantenimiento, el concepto “e-maintenance” emerge como componente del concepto
“e-manufacturing”, el cual promueve el beneficio de las nuevas tecnologías de la
información y comunicación para crear entornos corporativos y distribuidos multiusuario. “E-Maintenance” puede ser definido como un soporte de mantenimiento que
incluye recursos, servicios y gestión necesarios para permitir la ejecución de un proceso
proactivo de toma de decisiones en mantenimiento. Este soporte no sólo incluye
tecnologías de Internet (i.e. ICT, Web-based, tether-free, wireless, infotronic
technologies) sino también, actividades “e-maintenance” (operaciones y procesos)
como los de “e-monitoring”, “e-diagnosis”, “e-prognosis”…etc. Además de nuevas
tecnologías para el mantenimiento, la participación de la gente de mantenimiento
dentro del proceso de mejora será un factor crítico para el éxito. Desde luego,
Confiabilidad en la Fase Operativa 65
requerirán los niveles más altos de conocimiento, experiencia y educación
(entrenamiento), pero al mismo tiempo, las técnicas simples que permitan la
involucración de operadores en la realización de tareas de mantenimiento serán
sumamente importantes para alcanzar los niveles más altos de calidad de
mantenimiento y la eficacia total del equipo.
III.4.­ CONFIABILIDAD Y LOGISTICA DE MANTENIMIENTO III.4.1.‐ INTRODUCCIÓN Una buena logística de mantenimiento impacta en la seguridad de funcionamiento de
los equipos. En este apartado se proponen buenas practicas y se comentan casos
donde puede apreciarse el impacto de una buena logística de mantenimiento en la
seguridad de funcionamiento de los equipos.
En el apartado de definiciones se ha incluido la logística de mantenimiento
como la capacidad de una organización de mantenimiento, en determinadas
condiciones, para proporcionar bajo demanda, los recursos necesarios para mantener
un elemento, en virtud de una política de mantenimiento dada (191 IEC 50). Tiene
por tanto que ver con aspectos organizativos. En línea con la definición, vamos a
considerar como elementos clave para proporcionar los recursos necesarios bajo
demanda:
•
Organización de Mantenimiento.
•
GMAO´s
•
Gestión de materiales y repuestos.
•
Planificación y programación de los trabajos.
66 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
III.4.2.‐ ORGANIZACIÓN DE MANTENIMIENTO La organización de Mantenimiento está íntimamente relacionada con el tipo o clase
de instalación de que se trate y la eficiencia que se requiera de la misma. Se puede
decir que no existen reglas fijas ni organización estandarizada aplicable a todos los
casos, ni siquiera a gran parte de ellos. Son tantas las variables que intervienen en el
mantenimiento que puede afirmarse que no existen bases de comparación válidas y
que, en cada caso particular, deben estudiarse y definirse sus propias características.
Los principales aspectos a tener en cuenta son:
•
Tipo de instalación.
•
Ubicación geográfica.
•
Distribución e implantación
•
Régimen de producción.
•
Estado de equipos y máquinas.
•
Tecnología y grado de automatización.
•
Política de personal
•
Formación del personal
•
Disponibilidad de medios y recursos.
•
Normativa legal y sindical.
•
Antecedentes y futuro de la actividad productiva
El problema, pues, está influenciado por muchas variables difícilmente
cuantificables, lo que descarta todo planteamiento puramente cuantitativo. Incluso
hay dificultades para definir con carácter general lo que se entiende por
mantenimiento.
Confiabilidad en la Fase Operativa 67
Dejando aparte las definiciones conceptuales y sus variantes que figuran en la
literatura técnica, sin ánimo por lo tanto de ser exhaustivo y desde un punto de vista
práctico, las tareas que se consideran propias y directas del mantenimiento son:
•
Inspecciones, revisiones y pruebas: Constituyen la base de los demás tipos de
intervención. En ellas se examina la calidad funcional de la máquina y las
condiciones de seguridad.
•
Engrases: Se trata de uno de los trabajos más importantes de mantenimiento
de maquinaria en su aspecto preventivo
•
Reparaciones elementales: Corresponden a trabajos que se realizan sin
desmontar la máquina como por ejemplo: nivelación, ajuste de asientos,
limpieza general, limpieza de circuitos de engrase, limpieza de circuitos
calefactores
o
refrigeradores,
pintado
parcial,
sustitución
de
partes
desgastadas que tienen una vida muy corta, etc.
•
Reparaciones parciales: Se refiere a los trabajos que exigen el desmontaje
parcial más o menos importante de la maquinaria o instalación pero sin retirar
esta completamente de su emplazamiento. Pueden incluir todos los trabajos
de la reparación elemental así como la reposición de piezas, equilibrado de
partes giratorias o alineación general de los ejes.
•
Reparaciones generales: Son las reparaciones en que prácticamente se
desmonta la totalidad de la máquina o instalación, reparando o reponiendo
todas las piezas que presentan algún desgaste y, por lo tanto, dejando el
conjunto como nuevo. Pueden efectuarse en el propio emplazamiento de la
máquina, según la clase de industria o en un taller propio o externo.
68 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
•
Reparaciones totales: Se trata de la sustitución completa de un equipo,
maquina o instalación por otra nueva que pueda aportar, o no, características
de producción y rendimientos más elevadas.
Las reposiciones totales e incluso alguna parte de las reparaciones generales
cuando se trata de piezas muy costosas, normalmente a partir de un determinado
valor, variable según criterios financieros en cada empresa e incluso en cada
ejercicio, se consideran como gastos capitalizables y se tratan como inversiones,
fuera del presupuesto de mantenimiento, aún cuando es la organización de
mantenimiento la que se ocupa totalmente de la gestión del trabajo correspondiente
El número de empleados de mantenimiento en las empresas españolas es en la
actualidad en torno a 22 personas y supone un 9% del total de la plantilla según la
encuesta de la asociación española de mantenimiento AEM en el año 2005 . El
número es muy similar a datos de encuestas anteriores aunque en términos
porcentuales si se observa un aumento en la encuesta del año 2005 con respecto a
la anterior del año 2000.
No existe una estructura ideal de mantenimiento aplicable a toda empresa
debido a la gran variedad de factores que pueden condicionarla. Algunos de ellos
están ligados con el tipo de industria: trabajo continuo o discontinuo, trabaja todo el
año o por campañas, con alto grado de automatización o no. Igualmente influye la
localización de la factoría: no es igual una zona fuertemente industrializada que una
zonal rural, un clima seco que húmedo, un solo centro de producción que distintas
plantas. También hay condicionantes internos a mantenimiento: formación y edad de
la plantilla, absentismo, medios de trabajo, medidas de seguridad necesarias, etc. Se
considera necesario, por tanto, antes de definir una estructura organizativa concreta,
establecer las funciones que se han de desarrollar para la consecución de los
objetivos:
Confiabilidad en la Fase Operativa 69
•
Ejecución: Para garantizar la continuidad productiva de las instalaciones, la
primera y fundamental función de mantenimiento es la ejecución de una serie
de trabajos. Estas son básicamente de mantenimiento preventivo o de
reparaciones y éstas, a su vez, urgentes o programables. Esta función viene
cuantificada por la carga de trabajo que genera la instalación ya que su valor
y naturaleza aportará datos para definir los medios humanos para llevarla a
cabo y sus especialidades así como las bases para definir con precisión el
contenido del resto de funciones básicas.
•
Materiales: Tiene por objeto asegurar que la función ejecución va a disponer
del material preciso en el momento preciso. Para ello será necesario:
o Definir qué materiales hay que tener en inventario y cuales no.
o Niveles de existencias.
o Organización/distribución de almacenes de repuestos
o Criterios de reposición.
o Política de compras.
•
Contratos: La ejecución de los trabajos de mantenimiento puede realizarse
con personas pertenecientes a la plantilla propia de la empresa o con personal
de otra compañía. La función contratos tiene por objeto:
o Determinar que parte de la carga de trabajo ha de contratarse y cual
no.
o Establecer procedimientos de contratación que se basan en el
cumplimiento de normativas vigentes y en los mejores requisitos de
calidad y precio.
o Desarrollar sistemas de supervisión y control que garanticen el
cumplimiento de las condiciones contractuales.
70 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
•
Planificación: Conseguir el uso eficiente de los medios humanos y materiales
de mantenimiento. En esta función se incluyen tareas como:
o Preparación previa del trabajo diario, definiendo medios, herramientas
y materiales asignando las personas que lo han de ejecutar, fijando las
medidas de seguridad a emplear.
o Lanzar el programa de mantenimiento preventivo sistemáticamente.
o Fijar métodos de trabajo.
o Preparación y programación de grandes trabajos y paradas generales
de plantas
o Dimensionar las necesidades de plantilla propia y contratada, fijando
las peculiaridades de trabajo continuado, a turnos, etc.
o Cumplimiento de los programas de mantenimiento preventivo.
•
Fiabilidad: Tiene por objeto la medida y control de la disponibilidad, fiabilidad
y mantenibilidad. Para ello debe:
o Estudiar las averías que se presentan o son susceptibles de presentarse
adoptando el criterio de reparación más adecuado.
o Recomendar modificaciones de diseño de materiales o de operación
para evitar la avería.
o Hacer recomendaciones para la modificación de los planes de
mantenimiento o para iniciar un proceso de formación.
o Verificación de la calidad técnica de las reparaciones.
•
Control de costes: Como ya hemos visto en el capítulo anterior, el objetivo de
mantenimiento es la obtención de una alta disponibilidad optimizando los
Confiabilidad en la Fase Operativa 71
recursos, minimizando los costes. Esta función es, por lo tanto, fundamental y,
sin embargo, es muchas veces olvidada o no tenida en cuenta con la
suficiente consideración. Mantenimiento ha de prestar unos servicios pero no
a cualquier coste, sino precisamente al coste mínimo. El cometido de la
función de costes es:
o Elaborar y analizar los datos relativos a costes.
o Presentar y comunicar estos datos al resto de la organización para que
se tomen las acciones adecuadas.
o Control desviaciones de presupuesto, productividad de la plantilla, etc.
o Elaboración del presupuesto anual..
•
Auditorias/reingeniería/Mejora continua: Tiene por objeto analizar los procesos
y los índices de mantenimiento proponiendo e implementando proyectos de
mejora sobre la base de los resultados obtenidos mediante la utilización de
metodologías específicas como Six Sigma o Lean.
MANTENIMIENTO
MEJORA
CONTINUA
EJECUCIÓN
PLANIFICACIÓN
FIABILIDAD
MATERIALES
CONTROL
DE COSTES
CONTRATOS
Figura 3.11. Estructura funcional característica de mantenimiento
72 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Un aspecto que puede incidir de manera importante en la estructura
organizativa de la función o departamento de mantenimiento es la contratación de
servicios de mantenimiento existentes. Esta contratación de servicios tiene dos
aspectos a revisar fundamentales:
•
Estrategia de contratación: Definir que se contrata y de que manera. Esta
debe ser realizada por la dirección de mantenimiento con el apoyo de la
dirección y la ayuda de los responsables de especialidad y del departamento
de compras.
•
Negociación: Esta parte compete por lo general enteramente al departamento
de compras.
Supervisiónde
los trabajos
OrdendeTrabajo
Planificacióny
Programación
de los trabajos
Ejecucióndelos trabajos
Personal Propio
Personal contratado
Realimentación
de
laejecución
Análisisdelos
datos
(Fiabilidad)
Figura 3.12. Distribución tipo entre personal propio y personal contratado.
En cuanto a la estrategia a seguir a que contratar y que no, la recomendación
del autor es contratar todo lo posible pero sin perder el conocimiento ni el control.
Como puede verse en la se propone mantener personal propio para la preparación
Confiabilidad en la Fase Operativa 73
de los trabajos, la supervisión, la realimentación de la ejecución y el análisis de los
datos mientras que la ejecución es realizada por personal contratado. Únicamente se
recomienda que aquellos trabajos que sean críticos desde el punto de vista de la
seguridad o si hay un riesgo de paro de la producción sean realizados por personal
propio. Hablando en términos porcentuales, se considera razonable disponer de un
25/30 % del total del personal como propio y el resto contratarlo. Según datos de la
asociación española de Mantenimiento AEM encuesta 2005, la distribución media
sobre las empresas encuestadas está en torno a un 45% de personal contratado por
lo que el modelo propuesto es más agresivo en ese sentido.
III.4.3.‐ SISTEMAS DE GMAO La estrategia de la gestión de activos, para la consecución de alta disponibilidad,
fiabilidad y calidad, se apoya en equipos y sistemas informáticos incorporados a los
procedimientos de operación. La planificación automática de trabajos mediante
paquetes informáticos se suele asumir con cierta rapidez en la parte administrativa y,
sin embargo, la gestión de producción se queda a medio camino en un buen número
de casos, sin ser frecuente tener en cuenta los factores de optimización específicos
para cada fábrica. La implantación de un sistema de gestión de mantenimiento
asistido
por
ordenador
funcionamiento
del
requiere
mantenimiento
un
estudio
existente.
previo
Debe
de
existir
la organización
una
política
y
de
mantenimiento formalmente establecida; sino es así, no se considera recomendable
la implantación del GMAO. Existe un alto riesgo de fracaso, con un 90% de las
implantaciones del sistema GMAO con fallos. El GMAO necesita su propio
mantenimiento y, con él, la provisión de recursos tanto materiales como humanos. Si
el GMAO funciona correctamente, se agiliza el flujo de información entre
departamentos.
74 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Se considera crítica la definición de circunstancias relativas a quién, cómo y
para qué se utilizará esta herramienta planteándose la necesidad de dar con
soluciones integrales más allá del simple uso del GMAO, siendo frecuente sobre todo
en la pequeña y mediana empresa se incurra en el error de cifrar en una solución
informática el paliativo a una menor capacidad de gestión. Así, uno de los problemas
que se suscitan con la informatización es el perfil de los técnicos de mantenimiento.
A veces se trata de magníficos profesionales de oficio, pero con importantes
carencias en el empleo de medios informáticos. El uso de un programa de gestión les
puede exigir un importante esfuerzo personal. Para garantizar el éxito, es necesario
implantarlo teniendo en cuenta sus necesidades, de forma que el GMAO suponga
una herramienta que facilite su trabajo y no un mero sistema colector de información
que será otro quien la analice. Igualmente, es fundamental invitarlos a participar en
el proceso de su implantación.
La informatización permite abundar en el análisis de fallos ocultos, de causas
difíciles de determinar. Se consideran etapas precisas en el proceso de
informatización las siguientes:
•
Aprobación del proyecto por la dirección de la empresa.
•
Análisis y diagnóstico del mantenimiento, considerando aspectos como:
o Estructura organizativa
o Procedimientos y normas existentes
o Grado de capacitación y experiencia de los usuarios.
o Relación entre el área de mantenimiento y el resto de la empresa.
o Problemas existentes en el área.
Confiabilidad en la Fase Operativa 75
•
Selección de software, con participación de los técnicos informáticos para
definir sus características:
o Funcionalidades: lista de requerimientos
o Interfase adecuada: sencillez y ergonomía.
o Flexibilidad y crecimiento escalonado: carga de datos de forma
escalonada.
o Plataforma adecuada: hardware necesario
o Soporte técnico del proveedor.
•
Capacitación de los usuarios, tanto en mantenimiento como informativamente
•
Puesta en marcha planificada del sistema informático, que considere:
o Niveles de trabajo
o Recursos humanos: internos, externos y mixtos. Carga inicial para un
año y seguimiento.
En EEUU, como resultado de la encuesta de la SMRP (Sociedad de Profesionales
de Mantenimiento y Fiabilidad), el grado de adopción de la GMAO figura en su punto
más alto en las fábricas del país. También la mayoría ha adoptado un sistema formal
de programación de trabajos de mantenimiento. En nuestro país, según la encuesta
de la AEM año 2005, ha aumentado la informatización utilizándose el ordenador en
actividades como control de gastos, gestión de stocks, programa de ordenes de
trabajo, mantenimiento preventivo, planificación, datos de inventario de equipos y
otros. Hay varias opciones para la realización del procesado del sistema informático:
un ordenador central, un ordenador central con terminales para mantenimiento o PC
locales exclusivos para mantenimiento siendo más frecuentes los dos últimos tipos.
76 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
La información es concebida como un factor más de la producción, junto con los
activos materiales, el capital y los recursos humanos. El Mantenimiento, como una
parte componente que es de la producción, requiere, para alcanzar el nivel de la alta
competitividad existente en los tiempos presentes y previsiblemente en los futuros, la
disponibilidad de gran cantidad de información técnica, económica e histórica
disponible en el tiempo y lugar adecuado para lograr una gestión eficaz que
contribuya a la consecución de unos niveles de producción adecuados, en cantidad y
calidad, con el mínimo de costes de producción alcanzable, y con unos niveles de
seguridad máximos en personas e instalaciones.
Al objeto de conseguir la optimización de Mantenimiento, se desarrollan en la
actualidad en todos los sectores productivos importantes esfuerzos para poner a
disposición
de
los
responsables
de
mantenimiento
sistemas,
normalmente
informatizados, para garantizar la información que cada situación pueda requerir. El
establecimiento de estos sistemas y de los soportes informáticos asociados
representa un esfuerzo económico de gran importancia. Es práctica general en
empresas de tamaño medio o grande el tratar esta cuestión como un proyecto
multidisciplinar con intervención de profesionales externos, de Mantenimiento,
administración, informática, finanzas, etc.
Según un estudio realizado por una consultora británica (AK Engineering
services) en el reino unido, la mayor parte de las empresas británicas se encuentran
en un nivel bajo de desarrollo del mantenimiento debido a un desarrollo pobre de su
planificación del mantenimiento y a un desarrollo inadecuado de sus sistemas de
gestión de mantenimiento.
III.4.4.‐ PLANIFICACIÓN Y PROGRAMACIÓN DE LOS TRABAJOS En el contexto de mantenimiento esta palabra puede tener dos significados. En
primer lugar “planificación estratégica” se refiere a la fijación de criterios generales
Confiabilidad en la Fase Operativa 77
de actuación encaminados a obtener unos resultados concretos a medio y a largo
plazo. A través de ella se definen los medios humanos y organizativos que necesita
mantenimiento, se fijan los criterios de contratación, de almacenamiento de
repuestos, de mantenimiento preventivo, etc. La planificación “táctica” se refiere mas
a la forma de acometer el trabajo concreto y diario de mantenimiento, es decir, sus
intervenciones directas sobre los equipos e instalaciones.
GMAO
Trabajos a
ejecutar
Feedback
trabajo
ejecutado
Supervisión
Reporte de ejecución
Ejecución
Parte de ejecución
Feedback
costes
(horas,
servicios...)
Validación
Propiedad
Contratista
Figura 3.13. Ejemplo de usuarios del sistema de GMAO, desde la generación al
registro de la ejecución del trabajo.
Hay que diferenciar dentro de la planificación el concepto de programación. Los
términos planificar y programar tendemos a utilizarlos de forma conjunta, al ser
conceptos que se complementan, como vamos a ver.
78 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Planificación de un trabajo es su estudio detallado en cuanto a como debe
realizarse, por qué personas, con qué medios y herramientas, con qué medidas de
seguridad. Planificar lo asociamos a determinar cómo se debe realizar un trabajo
analizado, quién debe efectuarlo (qué oficio), llevando implícita la definición del
método, los materiales requeridos, la estimación de recursos, tiempos de ejecución,
herramientas y medios necesarios; y también la asignación de prioridades relativas y
estados a las solicitudes que figuran en la carga de trabajo.
“P a r a q u e u n d e p a r t a m e n t o d e m a n t e n im ie n t o s e a r e a lm e n t e
e f ic ie n t e e l t r a b a jo d e b e s e r p la n if ic a d o , p r o g r a m a d o y c o n la s
p r io r id a d e s a d e c u a d a s ”
“ P la n ic a r y p r o g r a m a r lo s t r a b a jo s d e m a n t e n im ie n t o e s la
c la v e p a r a e l c o r r e c t o f u n c io n a m ie n t o d e u n a o r g a n iz a c ió n d e
m a n t e n im ie n t o ”
Pla n t
M a in t e n a n ce
Re so u r ce
Ce n t e r
“ E l d e s a r r o llo d e u n a e s t r a t e g ia d e m a n t e n im ie n t o s e d iv id e
e n 4 e t a p a s . S i n o s e p la n if ic a b ie n , n o s e p u e d e s u p e r a r la
p r im e r a e t a p a ”
“ L o s t r a b a jo s b ie n p la n if ic a d o s , a d e c u a d a m e n t e p r o g r a m a d o s
y e f e c t i v a m e n t e c o m u n ic a d o s a s e g u r a n m a y o r t r a b a jo , m a s
e f ic ie n t e y a u n m e n o r c o s t e ” .
“ L a p la n if ic a c ió n n o s o lu c io n a t o d o p o r s i s o la . T ie n e u n a g r a n
in t e r r e la c ió n c o n o t r a s a r e a s d e l m a n t e n im ie n t o ”
Figura 3.14. Importancia de la planificación en el mantenimiento industrial
Programación es la actividad de determinar cuándo debe iniciarse un trabajo,
fijando la duración esperada del mismo.
Confiabilidad en la Fase Operativa 79
Programar es establecer el cuándo, un calendario de las actividades elementales
definidas en la fase de planificación, compatible con el tiempo total disponible, de
forma que, en la medida de lo posible, se empleen unos recursos constantes con una
utilización máxima, que permita un coste mínimo. La planificación y programación
constituye la herramienta que permite llevar a cabo la gestión dinámica de los
recursos de ejecución de Mantenimiento.
Dice A. Kelly, que el objetivo de la Planificación es tratar de disponer de los
recursos correctos, en el lugar correcto, para hacer el trabajo correcto, de la forma
correcta, en el tiempo correcto, con el mínimo costo total.
En una instalación industrial media, para completar un trabajo pueden llegar a
intervenir en él entre uno y diez grupos de trabajo, pertenecientes a mas de una
decena de oficios distintos: ajustador mecánico, tubero, calderero, soldador, albañil,
pintor, electricista, instrumentista, carpintero, fontanero y cualquiera de los
relacionados con la instalación de andamios, aislamiento térmico, materiales
refractarios, limpiezas industriales, etc.
Así para realizar un trabajo de sustitución en planta de una válvula soldada
puede ser necesario: montar alumbrado suplementario, instalar un andamio,
desmontar instrumentos, quitar el aislamiento térmico, dar dos cortes en la tubería,
realizar las soldaduras, radiografiarlas, realizar el tratamiento térmico etc. En este
sencillo ejemplo interviene sin embargo un especialista distinto en cada una de las
operaciones descritas, que deberán ser ejecutadas en una secuencia determinada.
Organizar racionalmente y, sobre todo, coordinar la larga cadena de intervención
descrita resulta una actividad compleja, donde con facilidad pueden
producirse
esperas y retrasos o interferencias con otros trabajos. La grúa, un material de
almacén etc. se necesitarán en un momento dado, en un lugar dado. Por otra parte
con frecuencia se plantean trabajos urgentes que obligan a cambiar el orden de
80 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
actuación previsto. En otras ocasiones la actividad está condicionada por las
condiciones ambientales (humedad, lluvia, temperatura, etc
Optimizar la función planificación conduce a minimizar la duración de las
intervenciones, empleando los recursos adecuados, balanceando la dualidad coste y
calidad, realizando las actividades con seguridad y minimizando el impacto ambiental
generado. Todo ello nos permite mejorar la seguridad de funcionamiento
(disponibilidad , fiabilidad y mantenibilidad) de los equipos, minimizando el coste,
convirtiéndose en consecuencia en una herramienta que nos ayuda a conseguir los
auténticos objetivos de la función Mantenimiento.
Figura 3.15. Contenido del tiempo de trabajo.
La Planificación y programación de los trabajos son la principal estrategia para
aumentar la eficiencia, actuando directamente sobre la Utilización, incrementando el
tiempo efectivo de trabajo en detrimento de los tiempos muertos.
Confiabilidad en la Fase Operativa 81
Una métrica que se puede utilizar es el “Wrench” time o tiempo efectivo de
trabajo donde podremos obtener mejoras de hasta un 25%, pasando de un tiempo
efectivo del 25%-35% de media en plantas sin planificación, hasta un 55% con una
planificación funcionando de manera adecuada. Intuitivamente, un planificador
aumentará la productividad de un técnico 1.57 veces (55%/35%), además la
experiencia demuestra que un planificador puede preparar el trabajo de entre 20 y
30 técnicos, por lo tanto, si de la plantilla de 30 técnicos seleccionamos un
planificador, la productividad del conjunto será equivalente a la de 45 técnicos
(1,57x29=45,53).
Por lo expuesto hasta ahora, podemos concluir que la función de planificación
es un mecanismo de coordinación del departamento de mantenimiento tal y como
puede verse en la siguiente figura:
III.4.5.‐ GESTIÓN DE MATERIALES Y REPUESTOS El costo de los materiales empleados en mantenimiento supone una parte importante
del costo total de mantenimiento que puede oscilar entre el 20% y el 40% del total
del presupuesto lo cual justifica de por sí una gestión eficaz; pero además ha de
tenerse en cuenta que el valor del inmovilizado del almacén es bastante elevado y
genera unos costes como son los financieros, de personal, de obsolescencia, de
medios, etc. Igualmente la gestión de compras genera un costo adicional.
La mejora de la gestión de materiales mejora cuando los costes generados por
esta gestión disminuyen y, a la vez, la disponibilidad de las instalaciones mejora o, al
menos, no se ve afectada.
Los objetivos de un almacén de mantenimiento han de ser:
82 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Control
Ingeniería
Programación semanal “cuanto”(Planificación)
Trabajos de proyectos
Programación diaria “quién” (Supervisores)
Eliminar problemas
Planificación
Operaciones
Solicitud de trabajo
Encontrar problemas
Personal necesario
Resolverlos o reportarlos
Horas estimadas
RCM
Ejecució
Ejecución
GMAO
Arreglar problemas
Proceso OT
Hacer PM
Gestió
Gestión
Repuestos necesarios
Qué PM&PdM
Systems
Liderazgo y comunicación
Herramientas
Plan estratégico
Procedimientos
Organización
Documentación
Definir capacidad
PdM
Métricas, etc
Buscar problemas
Problemas adicionales
encontrados
PM
Prevenir problemas
Feedback
Mejora de las planificaciones
Buscar problemas
Producció
Producci
ón y Calidad
Mejora de los PM
Procesos directos
TPM
Quién hace
trabajo Mto
vs Ops
Supervisores en campo
Areas indirectas
Figura 3.16. Planificación dentro de la organización de mantenimiento. Fuente:
Planificación y programación del mantenimiento industrial. A. Garcia Saura
Elevado nivel de servicio: Disponer de los repuestos dados de alta cuando son
solicitados.
Bajos costes de gestión: Cumplir el punto anterior al mínimo coste.
Las variables a tener en cuenta:
Consumo de materiales por parte de mantenimiento.
Valor del inmovilizado: Tener en el almacén una cantidad de materiales
genera una serie de gastos que son proporcionales al capital desembolsado
Confiabilidad en la Fase Operativa 83
para adquirirlos. Entre los que destacan los intereses de capital, la
depreciación, el deterioro y las primas de seguros.
Costes de la gestión de compras, de los stocks y del almacén.
Influencia sobre la disponibilidad: Cuando falte un repuesto crítico
El tipo de industria influye mucho sobre el tipo de almacén. En una industria de
tipo continuo como una planta petroquímica o una central eléctrica, el almacén de
mantenimiento es el mas importante. Sin embargo, en un astillero o en una fábrica
de automóviles, el almacén de producción es muy grande con respecto al de
mantenimiento.
Podemos
considerar
que
las
características
específicas
fundamentales de un almacén de mantenimiento son:
•
Gran número de artículos a almacenar.
•
Gran diversidad de artículos. Podemos clasificarlos en:
o Repuestos específicos:
Partes de un equipo concreto
Validos para un grupo de equipos muy reducido
De seguridad: elementos de muy alto valor que en caso de fallo
son susceptibles de reparación pero con un tiempo de
intervención largo. Son repuestos con una duración igual al
equipo.
o Repuestos comunes: de un gran número de instalaciones como pueden
ser manómetros, válvulas, etc.
84 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
o Material de consumo: No se corresponden a ninguna instalación pero
son de uso generalizado como pueden ser los electrodos de soldadura,
fúsibles eléctricos o botellones de acetileno.
•
Gran variedad en los consumos y en los precios unitarios: El 80% de los
artículos tienen un consumo anual inferior a la unidad.
La tendencia natural de mantenimiento es que haya en el almacén todo aquello
que en algún momento pueda necesitarse mientras que el responsable del almacén
no quiere tener que custodiar materiales que durante años no se mueven.
La proliferación de almacenes tiende de forma inevitable a incrementar la
cantidad de piezas que se tienen. Disminuye la capacidad de control, incrementa las
necesidades de personal y espacio, dificulta la localización de repuestos y las
operaciones de inventario. Es habitual la práctica de mantener pequeños almacenes
diseminados por los distintos talleres de mantenimiento con la excusa de excesivas
roturas de stocks en el almacén.
•
Reposición de stocks.
En el momento en que el repuesto llega al valor fijado como mínimo o punto de
pedido, es necesario poner en marcha el proceso de reposición de materiales o
compra.
La fijación del punto de pedido debe hacerse en función de:
o Rotación o uso de la pieza: Siempre que se utilice un artículo ha de
quedar reflejado en el GMAO.
o Plazo de suministro del fabricante: Ha de manejarse un plazo que sea
realista. Si es necesario, tomar un valor conservador.
Confiabilidad en la Fase Operativa 85
o Stock de seguridad: Es la cantidad de unidades que debo tener siempre
almacenadas.
Se calcula restándole al valor del punto de pedido la
cantidad que se prevee consumir
durante el plazo de entrega del
repuesto (desde que llegamos al punto de pedido hasta que el material
es repuesto de nuevo).
o Nivel de servicio requerido
Almacén
Figura 3.17. El almacén de repuestos de mantenimiento.
Fuente: Conde Cavero. Tesis Doctoral
La fijación del punto de pedido es responsabilidad de mantenimiento. En
muchos sitios es muy habitual confundir el stock de seguridad con el punto de
pedido y que sea el oficial de mantenimiento, en contacto con el dia a dia el que fije
este parámetro en función a su criterio subjetivo que, si bien conoce las necesidades
de la instalación puesto que tiene que afrontar las reparaciones, tiende a pedir una
86 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
cantidad suficiente para cubrir cualquier contingencia y, desde luego sin utilizar la
información necesaria.
Utilizando los datos mencionados estadísticamente seremos capaces de
optimizar el binomio inventario-punto de pedido. Además, Una buena planificación
del mantenimiento evita disponer en el almacén de ciertos repuestos y materiales
cuyo uso se puede anticipar.
III.4.5.1. G ESTIÓN DE C OMPRAS . Incluye los siguientes pasos (ver Figura 3.18):
•
Determinación del punto de pedido
•
Petición de ofertas
•
Aprobación del presupuesto
•
Emisión del pedido
•
Activación del pedido
Veamos a continuación brevemente aspectos importantes de cada uno de estos
apartados:
Punto de pedido: Una referencia es consumida y llega hasta el valor del punto
de pedido. Es necesario llevar un control diario de éstos. Se inicia el proceso de
compras.
Petición de ofertas: Hay que ponerse en contacto con el suministrador y pedirle
oferta actualizada del/los artículos.
•
Si se trata de un repuesto original, posiblemente no haya otra alternativa que
ir al suministrador original. Si se trata de piezas con alta rotación, se
Confiabilidad en la Fase Operativa 87
recomienda negociar con el suministrador precios periódicamente para evitar
tener que pedir oferta cada vez que se pida una referencia.
•
En el caso de suministros más genéricos, puede haber más de una alternativa
con lo que tendremos que pedir más de una oferta. En este caso, también se
recomienda agrupar referencias y negociar con un operador logístico los
mejores precios.
•
Para suministros o fungibles se recomienda disponer de pedidos abiertos
anuales con almacenes de suministro próximos a la instalación.
Stock por
debajo del
mínimo o en
Punto de
Pedido
Petición
de
ofertas
Aprobación
del
presupuesto
Activación
Emisión
del
pedido
Consumo
Recepción
Figura 3.18. Fases del proceso de reposición de materiales en un almacén de
repuestos.
Aprobación del presupuesto: Una vez se tiene la oferta actualizada, hay que ver
si se dispone de presupuesto para realizar la compra. En teoría y con todo lo que se
88 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
ha visto hasta ahora, esto debería ser automático. Sin embargo, la compra de
repuestos es parte de un presupuesto de mantenimiento y hay que compatibilizar
esta necesidad con otras y que al final los números cuadren.
Emisión del pedido al suministrador y activación del pedido: Para asegurarnos
de que se cumple con los plazos de suministro marcados. Hay que estar en contacto
periódico con el suministrador para que no haya sorpresas en los plazos de entrega.
III.5 REFERENCIAS BIBLIOGRÁFICAS DEL CAPITULO -
Campbell JD, Jardine AKS. 2001. Maintenance excellence. New York: Marcel
Dekker.
-
Conde Cavero R. Tesis Doctoral. Universidad Politécnica de Cartagena.
-
Crespo Márquez A. 2007. The maintenance management framework. Models and
methods for complex systems maintenance. London: Springer Verlag.
-
Crespo Marquez A. Gupta JND. 2006. Contemporary maintenance management:
Process, framework and supporting pillars. Omega, 34(3): 313-326.
-
Crespo Márquez A, Moreu de Leon P, Sánchez Herguedas A. 2004. Ingeniería de
mantenimiento. Métodos y técnicas de aplicación a la fase operative de los
equipos. Editorial AENOR. Madrid.
-
Duffuaa SO, Raouf A, Campbell JD. 2000. Sistemas de Mantenimiento. Planeación
y Control. Limusa. Mexico.
-
EN 13306:2001. 2001. Maintenance Terminology. European Standard. CEN
(European Committee for Standardization), Brussels.
-
Kelly A. 2006. Maintenance management Auditing. Industrial Press. New York.
IV Medida de la Confiabilidad y del Riesgo
IV.1. FUNCIONES BÁSICAS IV.1.1. INTRODUCCIÓN Y CONCEPTOS BÁSICOS Como sabemos la fiabilidad es una aptitud que tiene un elemento (pieza,
componente, aparato, ó sistema) para cumplir con unas funciones prefijadas y
mantenerse en los límites establecidos para las condiciones de explotación
dadas durante un intervalo de tiempo requerido. Esta propiedad se expresa en
forma de probabilidad. Así, según AENOR (norma AENOR X 06-501 de
Noviembre de 1977), “la fiabilidad es la característica de un dispositivo
expresada por la probabilidad de que este dispositivo cumpla con una función
requerida en las condiciones de utilización y para un periodo de tiempo
determinado”. Es decir, el concepto de fiabilidad puede definirse como la
probabilidad de que un elemento funcione de manera satisfactoria durante un
periodo de tiempo determinado en el que es utilizado en unas condiciones de
funcionamiento especificadas.
Para ello, se deben establecer los criterios que describen lo que se
considera por funcionamiento satisfactorio que puede ser una combinación de
factores cualitativos y cuantitativos que definen las funciones que el elemento
debe cumplir. La definición de este funcionamiento requerido implicará
establecer un nivel de admisibilidad a partir del cual el artículo falla
(recordemos lo visto en el primer capítulo sobre aspectos relacionados con la
función requerida de un dispositivo y el concepto de fallo o pérdida de función
del mismo). De igual forma deben definirse las condiciones de uso del elemento
que vendrá estipulado en la documentación técnica, ya que parece evidente
90 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
que un mismo material utilizado en dos contextos de funcionamiento diferentes
no tienen porqué tener la misma fiabilidad. Luego las condiciones de
funcionamiento indicarán factores ambientales como la localización geográfica
donde se espera que el artículo opere, el perfil operacional, el perfil de
transporte, ciclos de temperatura, humedad, vibraciones y un largo etcétera.
Factores que además, no sólo corresponden a las condiciones para el periodo
en que el artículo está operativo sino que también cuando éste se encuentra
almacenado o es transportado. Se define entonces el plazo de funcionamiento
como el periodo de explotación del artículo hasta la aparición del estado límite
estipulado en la documentación técnica. Esta duración puede estar medida en
horas, ciclos ó incluso volumen de trabajo.
IV.1.2. EXPRESIONES ESTADÍSTICAS La estadística define la fiabilidad como la probabilidad de que un elemento no
falle en un intervalo de tiempo prefijado (0,t):
R ( t ) = 1 − F( t ) = P (T ≥ t )
donde F es la Función de Fallo representada por una variable aleatoria
continua. Para cada valor de t, F(t)=P(T<t) proporciona la probabilidad de fallo
del elemento en ese tiempo (o, análogamente, el porcentaje de la población
que ha fallado en ese tiempo t).
La función de densidad de probabilidad de fallo f(t) representa la
probabilidad en cada punto del espacio de la variable aleatoria t. El área total
Medida de la Confiabilidad y del Riesgo 91
debajo de la curva de función de densidad es igual a 1, entonces la
probabilidad de que la variable aleatoria t tome un valor en el intervalo [ta, tb]
es el área bajo la curva en ese intervalo.
f(t) = -
d
R(t )
dt
La función de distribución de la probabilidad de fallos F(t) es la integral
de la función de densidad de probabilidad f(t), y representa la probabilidad
acumulada de todos los puntos del espacio de la variable aleatoria (t), hasta un
valor específico dado (tb). Luego es reflejada por el área bajo la curva entre 0 y
el valor específico dado (tb).
∞
F(t) = P (T ≤ t ) = ∫ f (t ) × dt = 1 − R (t )
0
De esta forma, la probabilidad de la variable aleatoria (t) dentro del
intervalo [ta, tb] es:
tb
P(t a ≤ t ≤ t b ) = F(t b ) - F(t a ) = ∫ f (t ) × dt
ta
La tasa de fallos es la velocidad con la que se producen los fallos, y cada
punto de la misma indica la posibilidad instantánea de fallo de un equipo que
ha sobrevivido hasta ese punto (t).
λ (t ) = −
R' (t ) f (t )
=
R(t ) R(t )
Integrando ahora esta expresión entre 0 y t:
t
∫ λ(t)dt = −(ln R(t) − ln R (0))
0
Así, despejando R(t) y considerando que R(t=0)=R0 una fiabilidad inicial,
normalmente R0=1,
92 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
R (t) = R 0 e
t
− ∫0 λ ( t ) dt
Esta expresión establece que cualquiera que sea la ley de fiabilidad, si se
conoce la evolución de las tasas de fallos, se puede realizar un trazado
experimental de la fiabilidad en función del tiempo.
La fiabilidad condicional es la fiabilidad de que un elemento sigua
funcionando durante un tiempo (t) cuando ya ha funcionado un intervalo (T).
R(t / T ) = −
R(T + t )
R(T )
Una característica importante de la fiabilidad es lo que se conoce por
MTBF que son las siglas de Mean Time Between Failure o lo que es lo mismo,
es la media de los tiempos de buen funcionamiento de un sistema.
Matemáticamente MTBF se corresponde con la esperanza matemática o
media de la variable aleatoria T, que es la Función de fallo o lo que es lo
mismo, el tiempo medio que fecha la aparición de una avería:
MTBF = ∫ t ⋅ f ( t )dt = ∑ t ⋅ f (t )
De la misma forma, el mantenimiento expresado como la probabilidad
que tiene un sistema para que después de un fallo sea puesto de nuevo en
funcionamiento en un tiempo dado puede caracterizarse por MTTR, Mean Time
To Repair o media de los tiempos de reparación.
Luego, suele habitualmente definirse la disponibilidad de un sistema
como la probabilidad de que éste esté en estado de funcionamiento, es decir,
que no falle ni esté en revisión. La disponibilidad media de un sistema,
entonces, se calculará así:
Medida de la Confiabilidad y del Riesgo 93
A=
MTBF
MTBF + MTTR
El objetivo de los servicios de mantenimiento es el de aumentar la
disponibilidad de los equipos: esto implica el aumento de la fiabilidad de los
mismos y la disminución de los tiempos de reparación.
IV.1.3. EJEMPLOS DE FUNCIONES DE DISTRIBUCIÓN DE FALLO •
Modelo Exponencial
Es el caso en que la tasa de fallos es una función constante en el tiempo, es
decir, que el fallo en cuestión tiene un comportamiento totalmente aleatorio.
Entonces se tiene que R(t)=e-λt. (Figura 4.1).
Fiabilidad y Tasa de Fallos
1
0.8
0.6
λ(t)
R(T)
0.4
0.2
0
Tiempo
Figura 4.1. Representación gráfica de R(t) y λ(t), caso λ(t) constante.
Con la expresión anterior de la fiabilidad y de acuerdo a las fórmulas
expuestas con anterioridad se deduce que:
94 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
f (t ) = λe −λt , t > 0
F(t) = P(T < t ) = 1 - e -λt
f (t )
λ (t ) =
=λ
R(t )
En este caso es fácil además conocer el valor de MTBF, es decir, la
duración media del buen funcionamiento del sistema:
MTBF = ∫ t ⋅ f ( t )dt =
•
1
λ
Modelo de Weibull
La distribución de Weibull es muy flexible en cuanto a que contiene tres
parámetros que permiten ajustar dicha distribución a toda clase de resultados
experimentales:
β⎛t−γ⎞
⎟
f ( t ) = ⎜⎜
η ⎝ η ⎟⎠
β −1
e
⎛ t −γ ⎞
⎟⎟
−⎜⎜
⎝ η ⎠
β
con β > 0, η > 0 y t ≥ γ
donde β es el parámetro de forma, η es el parámetro de escala y γ es el
parámetro de posición.
Contrariamente al modelo Exponencial, este modelo Weibull sirve para
cubrir los caso del sistema donde la tasa de fallos es variable, luego se adapta
también a los periodos de infancia y vejez del sistema. Por tanto, con esta
expresión de la fiabilidad se deduce que:
F(t) = P (T < t ) = 1 - e
R (t ) = e
⎛ t -γ ⎞
-⎜⎜
⎟⎟
⎝ η ⎠
⎛ t -γ ⎞
-⎜⎜
⎟⎟
⎝ η ⎠
β
β
f (t ) β ⎛ t - γ
λ (t ) =
= ⎜
R (t ) η ⎜⎝ η
⎞
⎟⎟
⎠
β −1
Medida de la Confiabilidad y del Riesgo 95
De forma que el tiempo medio de buen funcionamiento viene dado por la
siguiente expresión:
1
MTBF = E(T) = γ + ηΓ(1 + )
β
siendo Γ la función matemática Gamma.
El parámetro de forma β, permite adaptar la forma de las curvas λ(t) a las
diferentes fases de vida de un sistema:
β<1, λ(t) decrece, lo que se ajusta al periodo de infancia del sistema debido
a su rodaje o desarrollo.
β=1, λ(t) es constante, por lo que se vuelve a encontrar la distribución
exponencial para explicar la fase de vida con tasa de fallos constante en un
sistema
β>1, λ(t) crece, coincidiendo con la fase de envejecimiento del sistema.
Incluso sirven igualmente como indicador de un determinado tipo de fallo:
1.5<β<2.5: fenómeno de fatiga
3<β<4: fenómeno de desgaste, de corrosión iniciado en el tiempo t=γ
β≈3.5, f(t) es bastante simétrica pareciéndose bastante a una distribución
normal.
El parámetro η es un parámetro de escala que tiene unidades de tiempo y el
parámetro de posición γ, también en unidades de tiempo, sirve para localizar la
fecha de inicio de fallos:
γ>0, indica que el sistema no falla entre t=0 y t=γ
γ=0, indica que los fallos comienzan desde el instante inicial, t=0
96 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
γ<0, los fallos han comenzado antes del origen del tiempo.
Diversos estudios de investigación justifican la utilización de la distribución
exponencial en sistemas de índole eléctrica/electrónica. Para sistemas de tipo
mecánico, desde la matemática más formal se considera más adecuada la
distribución de Weibull aunque a veces se ha observado que, incluso a nivel de
componentes mecánicos los resultados de fiabilidad alcanzados mediante la
utilización de la distribución Weibull frente a la Exponencial apenas si difieren.
•
Modelo Normal
En este caso, la variable aleatoria continua de tiempo hasta el fallo t sigue
una distribución normal de parámetros μ y σ y se denota N(μ, σ) si su función
de densidad está dada por:
1 t −μ
− (
1
f (t ) =
e 2
σ 2π
σ
)2
donde μ es la media y σ es la desviación típica (σ2 es la varianza).
IV.1.4. REPRESENTACIÓN GRÁFICA DE LAS FUNCIONES CARACTERÍSTICAS Las
funciones
anteriores
pueden
ser
representadas
mediante
curvas
características en función del tiempo, que se emplea como variable aleatoria (t)
continua y de valores positivos entre 0 e ∞.
A modo de ejemplo, veamos gráficamente la función de densidad de
probabilidad, la función de distribución y la tasa instantánea de fallos para los
tres modelos de fallos más usuales: modelo exponencial, normal y weibull.
Debido a la variedad de formas que puede representar las funciones tipo
weibull en función de los valores de η y β, se toman para la siguiente tabla los
valores η=1 y β=3.
Medida de la Confiabilidad y del Riesgo 97
Modelo
Exponencial
Función densidad
Fiabilidad
R(t)
f(t)
F(t)
λ(t)
R(t)
t -> ∞
t -> ∞
Weibull
Tasa de fallo
t -> ∞
λ(t)
R(t)
f(t)
F(t)
R(t)
t -> ∞
t -> ∞
t -> ∞
Normal
f(t)
λ(t)
R(t)
F(t)
R(t)
t -> ∞
t -> ∞
t -> ∞
Figura 4.2. Representación gráfica de funciones características
Para el caso de la fiabilidad condicional resulta útil la representación
gráfica, pues basta con desplazar la curva de R(T+t) en el eje de abscisas
(horizontal) dividiendo el valor resultante para el punto T por el valor de R(t) en
ese mismo punto, como veremos a continuación.
R(T+t)
-T
R(t)
T
t -> ∞
Figura 4.3. Representación gráfica de la fiabilidad condicional
98 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
IV.2. CALCULOS BÁSICOS DE CONFIABILIDAD DE SISTEMAS IV.2.1. CÁLCULOS BÁSICOS DE FIABILIDAD Con frecuencia, a la hora de calcular la fiabilidad de un sistema sólo se dispone
de algunos datos de los componentes del mismo, que normalmente son las
tasas de fallo. Lo que es evidente, es que la fiabilidad final del sistema depende
de la disposición de sus distintos componentes. Para poder obtener la fiabilidad
conjunta de un sistema, la estadística proporciona diferentes métodos de
cálculo que parten de la denominada Cadena de Fiabilidad del Sistema que
plantea las relaciones que existen entre los componentes del sistema de cara al
estudio de los fallos en los mismos y proceden a simplificar esta cadena
agrupando los componentes en pequeños subsistemas con los que se opera
más fácilmente.
A continuación se van a obtener las variables de fiabilidad, disponibilidad
y mantenibilidad de dos subsistemas dispuestos en serie o en paralelo, así
como en el caso de un sistema formado por “n” subsistemas idénticos en
paralelo donde el sistema se considerará que falla si “m” subsistemas o más
fallan (caso “m_out_of_n”).
Para estos casos se deducirán las características del sistema mencionadas
anteriormente: "Tasa de fallo del sistema” (Failure Rate), "Tiempo entre fallos
del sistema" (Mean Time Between Failure), "Disponibilidad e indisponibilidad del
sistema" (Availability and Unavailability), y “Tiempo de inactividad del sistema"
(Mean Down Time).
a) Configuración en Serie
Medida de la Confiabilidad y del Riesgo 99
Un subsistema compuesto por dos o más componentes en serie se
caracteriza porque el fallo de cualquiera de estos componentes provoca el fallo
del subsistema.
A
B
Figura 4.4: Subsistema en Serie
Tasa de Fallo del Sistema (Failure Rate): Considerando sólo un
subsistema, su ratio de fallo será λ1. La probabilidad de fallo en dt es λ1dt.
Cuando son dos subsistemas en serie, la probabilidad de fallo en dt será
entonces (λ1dt + λ2dt ). El ratio de fallo del sistema es por tanto (λ1 + λ2).
λseries = λ1 + λ2 La función de fiabilidad será:
R(t)=exp[‐(λ1 + λ2)t]. Tiempo Entre Fallos del Sistema (Mean Time Between Failure): Partiendo
de la forma exponencial de la función de fiabilidad, se deduce que:
MTBFseries=1/(λ1 + λ2 )=
Disponibilidad
e
MTBF1 ⋅ MTBF2
MTBF1 + MTBF2
Indisponibilidad
del
Sistema
(Availability
and
Unavailability): Para que el sistema esté disponible, cada subsistema debe estar
disponible. Con lo cual:
Aseries = A1 ⋅ A2
Por el contrario, la indisponibilidad será:
100 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
UAseries = 1 − Aseries = 1 − (1 − UA1 ) ⋅ (1 − UA2 ) = UA1 + UA2 − UA1 ⋅ UA2
Tiempo de Inactividad del Sistema (Mean Down Time): Sean dos
subsistemas, ambos reparables, uno con tiempo de actividad MDT1 y el otro
con MDT2, ¿Cuál sería el Tiempo de Inactividad para los dos subsistemas en
serie?
En cualquier momento del tiempo, el sistema se encontrará en uno de los
siguientes 4 estados:
Ambos subsistemas funcionan,
El subsistema #1 no funciona, pero el #2 sí.
El subsistema #2 no funciona, pero el #1 sí.
Ninguno de los dos subsistemas funcionan.
Los últimos tres casos son responsables de que el sistema completo no
funcione.
Considerando un sistema inactivo, la probabilidad de que sea a causa de un
fallo en el subsistema #1 será:
λ1
λ1 + λ 2
Dado que el subsistema #1 necesita un MDT1 para ser reparado, el tiempo de
reparación asociado a este subsistema será entonces:
λ1
λ1 + λ 2
* MDT1
Una expresión similar será aplicada al caso del subsistema #2. Sintetizándolas
para el sistema completo se obtiene:
Medida de la Confiabilidad y del Riesgo 101
MDTseries =
MTBF1 ⋅ MDT2 + MTBF2 ⋅ MDT1
MTBF1 + MTBF2
b) Configuración en Paralelo: se caracteriza porque sólo el fallo de todos los
componentes provoca el fallo del subsistema.
A
B
Figura 4.5. Subsistema en Paralelo
Supongamos los dos subsistemas son reparables, siendo los tiempos de
inactividad MDT1 y MDT2.
Tasa de Fallo del Sistema (Failure Rate): Si el sistema solo estuviese
constituido por el subsistema #1, el ratio de fallo del sistema completo sería λ1
y la probabilidad de fallo en dt sería λ1dt. Añadiendo el subsistema #2 en
paralelo, la probabilidad de fallo del sistema en dt será λ1dt reducido por la
probabilidad de que el subsistema #2 esté en modo de fallo. La probabilidad de
encontrar el subsistema #2 averiado viene dada por:
MDT2
MTBF2 + MDT2
Asumiendo MDT2 << MTBF2 , y utilizando MTBF2 =
1
λ2
, la tasa de fallo
reducida para el subsistema #1 vendrá dado por
λ1 ⋅ λ 2 ⋅ MDT 2
De igual modo, la tasa de fallo reducida para el subsistema #2 será
102 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
λ1 ⋅ λ 2 ⋅ MDT1
Por consiguiente,
λ paralelo = λ1 ⋅ λ2 ⋅ ( MDT1 + MDT2 )
Tiempo Entre Fallos del Sistema (Mean Time Between Failure): Tomando la
aproximación de que la inversa del ratio de fallo es MTBF (cierto para una
distribución exponencial), se obtiene:
MTBFparalelo=1/λparalelo=
MTBF1 ⋅ MTBF2
MDT1 + MDT2
Se observa que si los dos subsistemas son no reparables, entonces el
MTBF para el caso en paralelo es la suma de los MTBFs individuales.
Disponibilidad
e
Indisponibilidad
del
Sistema
(Availability
and
Unavailability): Para que el sistema esté disponible, cualquiera de los
subsistemas debería estar disponible. Con lo cual,
A parallel = A1 + A2 − A1 ⋅ A2
Por el contrario, la indisponibilidad será:
UAparalelo = 1 − Aparalelo = 1 − ( A1 + A2 − A1 ⋅ A2 ) = (1 − A1 ) ⋅ (1 − A2 ) = UA1 ⋅ UA2
(1)
Tiempo de Inactividad del Sistema (Mean Down Time): De la definición
de
Indisponibilidad (Unavailability) =
MDT
MDT
≈
MTBF + MDT MTBF
se puede obtener el MDT para el caso en paralelo, usando la expresión (1)
anterior.
Medida de la Confiabilidad y del Riesgo 103
UA paralelo =
MDT paralelo
MTBF paralelo
UA1 ⋅ UA2 =
=
MDT paralelo
MTBF1 ⋅ MTBF2
MDT1 + MDT2
MDT1 MDT2
⋅
MTBF1 MTBF2
Consecuentemente,
MDT paralelo =
MDT1 ⋅ MDT2
MDT1 + MDT2
C) Caso de n subsistemas idénticos en paralelo: Consideremos ahora el
caso de un sistema constituido por n subsistemas idénticos, donde el sistema se
considera que falla si m o más subsistemas fallan. ¿Cuales son las fórmulas
para el ratio de fallo, MTBF, disponibilidad y tiempo de inactividad para el
sistema completo?
Tasa de Fallo del Sistema (Failure Rate): Si el sistema consiste solamente
en el subsistema #1, entonces el ratio de fallo es λ, y la probabilidad de fallo en
dt es λdt. Para tener un fallo del sistema, necesitamos tener otros (m-1)
subsistemas en modo de fallo. La opción a que alguno de los subsistemas esté
en modo de fallo está dado por MDT/(MTBF+MDT), o (MDT/MTBF), asumiendo
que MDT<< MTBF.
Para encontrar (m-1) subsistemas en modo de fallo, la probabilidad será
(
Habrá
n−1
MDT m−1
)
MTBF
Cm−1 caminos para el grupo (m-1) fuera de los (n-1)
subsistemas. Además, se puede seleccionar cualquier subsistema para que sea
el subsistema #1 en el análisis. Expresándolo todo junto se obtiene:
104 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
λ m _ out _ of _ n = λ ⋅ (
MDT m −1
n!
λm ⋅ MDT m −1
) n −1 C m −1 ⋅ n =
MTBF
(n − m)!(m − 1)!
(2)
Este es el ratio de fallo para exactamente m subsistemas fallidos. El ratio
de fallo para un número de subsistemas mayor que m estará reducido por un
factor de ( λ ⋅ MDT ) .
Para una comprobación consistente, vamos a considerar n=m=2. Esto
corresponde por tanto a dos subsistemas idénticos en paralelo. Cuando m=2
subsistemas fallan, el sistema completo falla. La expresión (2) para este caso
será
λsystem = λ2 ⋅ (2 ⋅ MDT) ,
la cual está de acuerdo con la fórmula del apartado anterior de dos
subsistemas conectados en paralelo.
Tiempo Entre Fallos del Sistema (Mean Time Between Failure):
Considerando la aproximación de que el inverso del ratio de fallo es el MBTF
(cierto, como se ha comentado anteriormente, para una distribución
exponencial), se obtiene
MTBFm_out_of_n=1/λm_out_of_n=
Disponibilidad
e
MTBF m
n!
⋅ MDT m −1
(n − m)!⋅(m − 1)!
Indisponibilidad
del
Sistema
(Availability
and
Unavailability): Para que el sistema esté disponible, al menos (n-m+1)
subsistemas deben estar disponibles. Con lo cual:
Am _ out _ of _ n =
n!
A i (1 − A) n − i
i = n − m +1 ( n − i )!⋅i!
n
∑
Utilizando la siguiente igualdad,
Medida de la Confiabilidad y del Riesgo 105
n
1 = [ A + (1 − A)]n = ∑
i =0
n!
Ai (1 − A) n−i
(n − i)!⋅i!
se puede rescribir la disponibilidad como
n−m
Am _ out _ of _ n = 1 − ∑
i =0
n!
n!
Ai (1 − A) n −i ≈ 1 −
(1 − A) m
(n − i )!⋅i!
m!⋅(n − m)!
Y la indisponibilidad será dada por (de nuevo, para MDT<<MTBF):
UAm _ out _ of _ n =
n!
UA m
m!⋅(n − m)!
Tiempo de Inactividad del Sistema (Mean Down Time): De la definición
de
UAm _ out _ of _ n =
MDTm _ out _ of _ n
MTBFm _ out _ of _ n
se obtiene que MDT para el caso de “m_out_of_n”, mediante la aplicación de
los apartados anteriores para UAm_out_of_n y MTBFm_out_of_n.
Por consiguiente:
MDTm _ out _ of _ n =
MDT
m
106 Aproximación a la Confiabilidad. Aplicaciones Prácticas.
Dos subsistemas en Serie
Dos subsistemas en Paralelo
n subsistemas idénticos en paralelo; el sistema falla
si m o más subsistemas fallan. (m_out_of_n)
(λ es la tasa de fallo)
System
Failure
Rate
System
MTBF
λseries = λ1 + λ2 λ parallel = λ1 ⋅ λ2 ⋅ ( MDT1 + MDT2 )
MTBFseries=
MTBF1 ⋅ MTBF2
MTBF1 + MTBF2
λ m _ out _ of _ n =
MTBFparallel=
MTBF1 ⋅ MTBF2
MDT1 + MDT2
System
Availability
(A)
System
Unavailability
(UA)
System
Mean
Down
Time
(MDT)
UAseries = UA1 + UA2 − UA1 ⋅ UA2 UAparallel = UA1 ⋅ UA2 MDTseries= MTBFm _ out _ of _ n =
MTBF1 ⋅ MDT2 + MTBF2 ⋅ MDT1
MTBF1 + MTBF2
MTBF m
n!
m −1
⋅ MDT
(n − m)!⋅(m − 1)!
Aparallel = A1 + A2 − A1 ⋅ A2 Aseries = A1 ⋅ A2 n!
λm ⋅ MDT m −1 ( n − m)!(m − 1)!
MDT parallel
Am _ out _ of _ n = 1 −
n!
(1 − A) m m!⋅(n − m)!
UAm _ out _ of _ n =
n!
UA m m!⋅(n − m)!
MDT1 ⋅ MDT2
=
MDT1 + MDT2
MDTm _ out _ of _ n =
MDT
m
Tabla 4.1. Tasa resumen de formulas por configuración
Medida de la Confiabilidad y del Riesgo 107
IV.2.1.1. E JEMPLO S ENCILLO DE C ÁLCULO Un sistema está formado por 9 componentes de acuerdo a la siguiente
estructura: los componentes B, C, D y E están conectados en paralelo
secuencial y los G y H en paralelo activo. Los fallos se considera que ocurren de
manera exponencial y son estadísticamente independientes en los distintos
componentes. Obtener la fiabilidad del sistema para un funcionamiento de 1000
horas si las tasa de fallos de cada componente son las siguientes:
B
G
C
A
F
I
D
H
E
Figura 4.6: Subsistema en Paralelo Secuencial
Componentes
λ
A
B, C, D y E
F
GyH
I
10 −6
2 ⋅ 10 −4
2 ⋅ 10 6
2 ⋅ 10 −6
3 ⋅ 10 −5
Tabla 4.2. Tasa de fallo de cada componente
Para calcular la fiabilidad total del sistema se debe ir descomponiendo
éste en subsistemas en los que previamente se calculará su fiabilidad que será
luego utilizada para el calculo final. Así, si T, que es la función de fallo de los
componentes es para todos exponencial, se tiene que:
108 Aproximación a la Confiabilidad. Aplicaciones Prácticas
T = Exp(λ) ⇒ f (t) = λe −λt , t > 0
Luego, la fiabilidad en cada componente por separado se calcula como
sigue:
R(t) = P(T ≥ t) = e −λt
Así, las fiabilidades de los componentes A, F e I son, respectivamente:
R A ( t ) = e −10
−6
R F ( t ) = e − 2⋅10
R I ( t ) = e −3⋅10
−3
⋅t
−6
−5
⇒ R A (1000) = e −10 = 0.999
−3
⋅t
⇒ R F (1000) = e − 2⋅10 = 0.998
⋅t
⇒ R I (1000) = e −3⋅10 = 0.970
−2
Los componentes G y H, al estar en paralelo activo tienen una fiabilidad
de:
R GH ( t ) = 1 − (1 − R i ( t )) 2 = 1 − (1 − e −2⋅10
−6
⋅t
) 2 ⇒ R GH (1000) = 0.9999
Los componentes B, C, D y E por estar conectados en paralelo secuencial
su fiabilidad es de:
2
R BCDE ( t ) = P(X = P(λt ) < 4) = ∑ e −λ⋅t
i =0
3
R BCDE ( t ) = ∑ e − 2⋅10
i =0
−4
⋅t
−4
(λ t ) i
⇒
i!
(2 ⋅ 10 ⋅ 1000) i
=0.9998
i!
Medida de la Confiabilidad y del Riesgo 109
Por último, como los componentes A, {BCDE}, F, {GH} e I están
conectados en serie, la fiabilidad total del sistema para un funcionamiento de
1000 horas es:
R ( t ) = R A ( t ) ⋅ R BCDE ( t ) ⋅ R F ( t ) ⋅ R GH ( t ) ⋅ R I ( t )
R (1000) = 0.999 ⋅ 0.9998 ⋅ 0.998 ⋅ 0.9999 ⋅ 0.970 = 0.9668
IV.3. RECOMENDACIONES PRÁCTICAS PARA CÁLCULOS DE FIABILIDAD Los datos para los estudios de fiabilidad provienen muy a menudo de datos
históricos y a veces son resultados de ensayos realizados para tal fin. En
cualquier caso, la variable aleatoria que se tiene en cuenta en los estudios de
fiabilidad es el tiempo y tras el registro de N datos se puede calcular el TBF que
es el tiempo de buen funcionamiento entre dos fallos y que, en un histórico, se
localiza por sus fechas y, para un ensayo, se considera el tiempo que transcurre
desde el inicio hasta que el componentes supera el umbral de degradación.
Una vez considerados los N valores, se deben clasificar por orden
creciente para reagrupar los datos en intervalos de tiempo de la forma:
Δt = t i − t i −1
No existe una única manera de establecer cuál debe ser el número de
grupos que deben realizarse, ni el tamaño del incremento de t en cada grupo.
Algunos autores proponen que el número de grupos sea inferior a N/10 y
superior a 5, estableciendo posteriormente cual será el valor de Δt.
Una vez reagrupados los N datos en clases o intervalos, se estima la
distribución de los fallos F(t) con la frecuencia acumulada de fallos observados
en el tiempo considerado. Así:
110 Aproximación a la Confiabilidad. Aplicaciones Prácticas
i
Fi =
∑n
j=1
j
=
N
nº de fallos antes de t i
nº de fallos totales
Es decir, nj cuenta el número de ocasiones de las N observadas en que el
tiempo de buen funcionamiento ha estado comprendido entre tj-1 y tj. Luego, Fi
estima la probabilidad de que un fallo del sistema se produzca antes de ti.
Como en toda estimación, la aproximación de Fi a la verdadera P(T<ti) será
tanto mejor cuanto mayor sea el valor de N, el número de datos observados.
En caso de muestras pequeñas, existen divergencias entre la distribución de la
población y la muestral que con frecuencia son corregidas de la siguiente
manera:
Si 20<N<50, la frecuencia acumulada se calcula utilizando la aproximación
de rangos medios, resultando:
i
∑n
j=1
Fi =
j
N +1
Si N<20, la aproximación que se utiliza es la de rangos medianos. Entonces,
i
Fi =
∑n
j=1
j
− 0.3
N + 0.4
En cualquiera de los casos, la fiabilidad se estimará por:
R i = 1 − Fi
En el caso de muestras grandes, las estimaciones empíricas de la
fiabilidad proporcionan resultados muy precisos, no siendo necesario el ajuste
de las tasas de fallos a las distribuciones exponencial, weibull u otras.
Medida de la Confiabilidad y del Riesgo 111
Para el caso en el que la función de fallo se ajusta al modelo
exponencial, es muy fácil estimar también cual será el tiempo medio de
funcionamiento Como:
R ( t ) = e − λt ⇒ λ = −
MTBF =
ln R ( t )
t
1
λ
Otra forma de estimar de manera empírica este tiempo medio de buen
funcionamiento de un sistema si se ensayan n, depende si los sistemas que han
ido fallando han sido sustituidos o no.
Si no se reponen los sistemas averiados durante el tiempo de ensayo una
buena estimación del tiempo medio de fallo del sistema es:
r
MTBF =
∑t
i =1
i
+ (n − r ) t t
r
donde ahora r son los sistemas averiados en el tiempo de ensayo t y ti
son los tiempos en los que han fallado los r sistemas.
Si durante el ensayo, los sistemas que se averían se sustituyen, el
estimador del tiempo medio hasta el fallo es:
MTBF =
nt t
r
IV.3.1. EJEMPLO SENCILLO DE CÁLCULO Estimar la tasa de fallos de un cierto componente si se han ensayado 50
durante un tiempo de 1000 horas y al cabo de dicho periodo de tiempo se han
112 Aproximación a la Confiabilidad. Aplicaciones Prácticas
observado 6 fallos que no han sido sustituidos. Los tiempos de fallos han ido
apareciendo a las 870, 882, 899, 932, 940 y 987 horas.
De acuerdo a lo expuesto anteriormente si el ensayo a tenido lugar
durante 1000 horas y los componentes averiados en este tiempo no han sido
repuestos, la estimación del tiempo medio de buen funcionamiento del
componente ensayado es:
r
MTBF =
∑t
i
+ (n − r ) t t
i =1
r
=
870 + 882 + 899 + 932 + 940 + 987 + (50 − 6)1000
6
MTBF = 8251.6 horas
Luego, la tasa de fallos del componente, si este siguiera un modelo
exponencial sería:
λ=
1
= 0.00012 fallos/hora
MTBF
IV.4. EL REGISTRO ADECUADO DE FALLOS. BUENAS PRÁCTICAS PARA LOS CÁLCULOS DE CONFIABILIDAD IV.4.1. ABUNDANDO EN EL CONCEPTO DE FALLO Se ha mencionado cómo por fallo se entiende el cese de la aptitud de un
elemento para realizar una función requerida. Por tanto, tras el fallo el
elemento se encuentra en estado de avería. Fallo es el paso, la transición, de
un estado a otro, por oposición a avería que es un estado (este concepto de
fallo no se aplica a elementos constituidos sólo por material lógico). Siempre
que un fallo tiene lugar, existe el mecanismo que lo hace posible, la forma
cómo se ha producido ese cese de la aptitud del elemento. Este concepto, el
proceso físico, químico, o de otro tipo que conduce al fallo, se denominará a
partir de ahora modo de fallo del elemento. Además de conocer el cómo se
Medida de la Confiabilidad y del Riesgo 113
produce el fallo del elemento, será de enorme interés averiguar por qué este
tuvo lugar, la razón que condujo al fallo o causa de fallo. Las causas del fallo
serán circunstancias asociadas con el diseño, fabricación, instalación, uso y
mantenimiento del elemento. Existen, por tanto, fallos de diseño, fallos de
fabricación, fallos de instalación, fallos por mal uso, fallos por mal manejo o
manutención y fallos que son el resultado de un inadecuado o incorrecto
mantenimiento.
El análisis de las causas de determinados modos de fallo es una tarea
complicada. Es necesaria experiencia, y en muchos casos un buen número de
recursos y horas de investigación. Además, los elementos tendrán fallos
primarios (cuya causa directa o indirecta no es un fallo en otro elemento), pero
en muchos casos los fallos de los elementos serán secundarios, cuya causa
directa o indirecta será un fallo de otro elemento (por ejemplo, el fallo del
inyector en el ejemplo anterior, o del filtro de admisión). Obsérvese además,
como también puede ser un subsistema completo el que falle, con motivo de
algún tipo de desajuste existente entre los elementos que lo componen. Puede
esto suceder incluso en el caso en que todos los elementos del subsistema se
encuentren en buenas condiciones de funcionamiento. Esto pone de manifiesto
el carácter sistémico de los sistemas productivos.
Es fundamental que exista la capacidad de clasificación de los distintos
modos de fallo de los elementos que componen las instalaciones a mantener, y
que no falte la capacidad de discriminación entre las posibles causas de los
mismos. Esto nos permitirá, como se verá en adelante, asociarlos a patrones de
comportamiento o, desde un punto de vista estadístico, a funciones de
distribución de las probabilidades de que estos fallos tengan lugar. De tal forma
que será posible hacer una clasificación de los mismos de acuerdo con la
naturaleza de esta función distribución. Con este criterio se podría hacer, por
ejemplo, la agrupación inicial siguiente: Fallos por desgaste, Fallos repentinos,
etc.
114 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Antes de finalizar esta sección dedicada a aclarar los conceptos
relacionados con los fallos de los elementos y su registro, hay que decir que
evidentemente todos los fallos no son iguales, pues pueden tener efectos muy
diferentes sobre el sistema de producción y su entorno. La determinación de las
consecuencias
de
cada
fallo
orientará
las
respuestas
del
gestor
de
mantenimiento para resolver cada problema (prevención, predicción, rediseño,
sustitución periódica, no mantenimiento, etc.) específico. Obviamente aquellos
fallos llamados críticos, susceptibles de producir heridas a personas, al medio
ambiente,
daños
materiales
significativos
u
otros
de
consecuencias
inaceptables, serán los que necesitarán una mayor atención por parte de la
función mantenimiento.
IV.4.2. CONSIDERACIONES SOBRE ESTADOS Y TIEMPOS DE UN DISPOSITIVO Estados y tiempos de un dispositivo son datos que se desprenden de la
definición del concepto de fallo del mismo, que es la transición desde un estado
en que cumple con su función requerida, a otro en el que no la cumple. Si se
supone entonces que en todo momento se suministran los medios exteriores
que son necesarios para el funcionamiento de un elemento, existen dos estados
fundamentales del dispositivo: el estado de disponibilidad, o estado de un
elemento caracterizado por su aptitud para realizar una función requerida; y el
estado de indisponibilidad, o estado de un elemento caracterizado por su
inaptitud para realizar esa función.
Si la aptitud del elemento para cumplir con una función requerida cesa
con motivo de la falta de suministro de medios exteriores, se dice entonces que
el elemento sigue en estado de disponibilidad, pero que se encuentra en un
estado de incapacidad externa. Un equipo podrá entonces encontrarse en un
estado de incapacidad, o de inaptitud para cumplir una función requerida, como
consecuencia del cese en el suministro de los medios externos necesarios para
Medida de la Confiabilidad y del Riesgo 115
su funcionamiento (incapacidad externa) o bien por que se encuentre en estado
de incapacidad interna, o estado de un elemento caracterizado, bien por una
avería, o bien por una posible inaptitud para realizar una función requerida
durante el mantenimiento. El estado de incapacidad interna coincide por tanto
con el estado de indisponibilidad del equipo.
Estado del dispositivo
Incapacidad
Interna
Avería
Capacidad
Externa
Funcionamiento
Espera
Reposo
Mantenimiento Preventivo
Estado del dispositivo
Indisponibilidad
Incap.
Externa
Avería
Disponibilidad
Funcionamiento
Espera
Reposo
Mantenimiento Preventivo
Figura 4.7. Cuadros de estados de un dispositivo (UNE-EN 13306:2001)
Atendiendo al párrafo anterior, el estado de avería, o simplemente
avería, se caracteriza por la inaptitud de un elemento para realizar la función
requerida, excluida la inaptitud debida al mantenimiento preventivo u otras
acciones programadas, o a una falta de medios exteriores. A su vez, cuando un
equipo se encuentra disponible, puede hallarse en los siguientes estados
116 Aproximación a la Confiabilidad. Aplicaciones Prácticas
posibles: En estado de funcionamiento, o estado en que un elemento realiza la
función requerida.; en estado de espera, también llamado estado de reserva,
que es un estado de disponibilidad no operativo durante el tiempo requerido 5; o
en estado de inactividad, también llamado libre de servicio o de reposo (“idle”),
que es un estado de disponibilidad y de no funcionamiento durante un tiempo
no requerido. Haciendo un resumen de los anteriores estados, podemos
obtener los cuadros de la figura 4.7. Una vez definidos los posibles estados en
que puede encontrarse un elemento, se pueden definir cada uno de los tiempos
que el dispositivo permanece en cada estado, atendiendo a la clasificación
general de la figura 4.8. Donde puede comprobarse cómo, salvo que exista
incapacidad como consecuencia
de la ausencia de medios exteriores, la
indisponibilidad del elemento será achacable al tiempo de mantenimiento del
mismo que le impide cumplir con su función requerida, o intervalo de tiempo
durante el que se efectúa una acción de mantenimiento sobre el mismo,
manual o automáticamente, incluidos los retrasos técnicos y logísticos, que le
impiden cumplir con su función. En efecto, el tiempo de mantenimiento de un elemento incluirá un
tiempo llamado de mantenimiento activo, durante el que se le efectuará la
acción de mantenimiento, pero también a menudo se incurrirá en retrasos,
fundamentalmente
cuando
se
producen
fallos
y
las
actuaciones
de
mantenimiento no se han programado con antelación 6. Los retrasos pueden ser
de tipo administrativo (por ejemplo, los retrasos provocados por la imposibilidad
de ejecutar acciones de mantenimiento por la necesidad de obtención de
permisos o autorizaciones de acceso a los equipos, la necesidad de
5
Tiempo requerido es un intervalo de tiempo durante el cual el usuario demanda que el elemento se encuentre en condición de desarrollar su función requerida. 6
En estos casos, es común obtener valore medios de los tiempo totales necesarios para la reparación del equipo, o tiempos de mantenimiento correctivo, en particular el MTTR (“Mean Time To Repair”, o tiempo medio de reparación). Medida de la Confiabilidad y del Riesgo 117
determinados trámites oficiales para el comienzo de la realización de un
trabajo, etc.), o de tipo logístico (por ejemplo, los debidos al desplazamiento
hasta instalaciones no atendidas, a la espera de piezas de recambio, de equipos
de ensayo, de informaciones y de condiciones ambientales adecuadas, etc.). Tiempo de incapacidad externa Tiempo de funcionamiento Tiempo de correctivo o de avería Tiempo de preventivo Disponibilidad Tiempo de retraso logístico y administrativo Indisponibilidad Tiempo de correctivo activo Tiempo de espera Tiempo de reposo Figura 4.8. Cuadro de tiempos de un dispositivo
IV.4.3. IMPORTANCIA DEL REGISTRO DE FALLOS EN EL ANÁLISIS DE CONFIABILIDAD El fenómeno de la aparición de fallos se comporta como un proceso estocástico,
esta claro que no podemos llegar a predecir cuando ocurrirán los fallos, pero si
determinar, en base a nuestra mejor información, los tiempos para realizar
mantenimiento preventivo, y las políticas de mantenimiento más adecuadas a
118 Aproximación a la Confiabilidad. Aplicaciones Prácticas
largo plazo. Por tanto, los datos existentes en una planta industrial acerca de
los fallos de los elementos que la componen se convierten en un activo
fundamental para la gestión de la confiabilidad y mantenimiento de la misma.
La utilización adecuada de los datos operacionales de los equipos puede ser
de gran ayuda en el proceso de toma de decisiones para:
− Obtener medidores de control;
− Diseñar políticas de mantenimiento en un contexto operacional dado;
− Encontrar frecuencias idónea de sustitución o mantenimiento de un
elemento;
− Calcular la cantidad de repuesto a almacenar de un determinado elemento
crítico;
− Estimar la calidad de la reparación realizada por distintos proveedores;
− Predecir averías para así diseñar los recursos de mantenimiento necesarios;
− etc.
Para cada elemento cuya fiabilidad se desee estudiar (más aun para los
elementos críticos), deberemos almacenar el tiempo (o bien número de
unidades de uso como los km, o los kW, etc., en función al parámetro elegido
para el control del mantenimiento) en que tienen lugar sus fallos, los modos de
fallo y, de ser posible, las causas de los mismos. Para cada elemento cuya
mantenibilidad se desee estudiar (más aun para los elementos críticos),
deberemos almacenar el tiempo necesario para reparar sus fallos, y las causas
por las que se produce ese tiempo de parada.
Medida de la Confiabilidad y del Riesgo 119
IV.4.3.1. U TILIZACIÓN P RÁCTICA DEL R EGISTRO EN E STUDIOS DE F IABILIDAD Como comentamos en secciones anteriores, para la realización de cualquier
estudio de fiabilidad necesitaremos conocer cuatro funciones básicas que tienen
que ver con el fallo de los equipos a analizar:
− La función de densidad de la probabilidad de fallo (f(t)),
− La función de distribución acumulada de la probabilidad de fallos (F(t)),
− La función fiabilidad (R(t)) y
− La función tasa de fallos (λ(t)).
PERIODO 1 2 3 4 5 6 7 8 9 10 Autobús 1 Autobús 2 Autobús 3 Autobús 4 Autobús 5 ‐ ‐ ‐ fallo ‐ ‐ fallo ‐ ‐ fallo fallo ‐ ‐ fallo ‐ ‐ ‐ fallo ‐ fallo ‐ fallo ‐ ‐ fallo fallo fallo ‐ ‐ ‐ fallo fallo ‐ fallo ‐ ‐ ‐ fallo ‐ ‐ ‐ ‐ fallo fallo ‐ ‐ ‐ fallo ‐ ‐ Tabla 4.3. Distribución de fallos de los autobuses
(Adaptado de Crespo et al. 2004).
Presentamos a continuación un ejemplo que nos ayuda a comprender cómo
transformamos el dato sobre el fallo en las correspondientes funciones
elementales mencionadas. Esto lo hacemos utilizando un ejemplo que creamos
a partir de un listado del GMAO de una empresa de autobuses. Listando los
fallos experimentados por cinco equipos idénticos en los últimos diez meses,
funcionando en igualdad de condiciones operativas, se obtiene la siguiente lista
120 Aproximación a la Confiabilidad. Aplicaciones Prácticas
(suponemos que en ningún caso aparecen más de un fallo en un mes y que
después de la reparación del fallo el equipo queda como nuevo):
En la Tabla 4.3 se detalla el período en que tiene lugar el fallo, y aparece
entre paréntesis el coste asociado al mismo, donde se incluyen los costes de
reparación, así como los costes de oportunidad considerados por la empresa de
autobuses.
Número de fallos en cada autobús correspondientes a la edad de la correa especificada en la primera columna de la tabla. Supuesto igual modo de fallo. i‐ésimo período de vida Bus 1 de la correa (Meses) Bus 2 Bus 3 Bus 4 Bus 5 TOTAL FLOTA 1º ‐ 1 2 2 1 6 2º ‐ 1 1 1 ‐ 3 3º 2 1 1 ‐ 1 5 4º 1 1 ‐ 1 1 4 Tabla 4.4. Número de fallos y tiempo de vida de la correa.
La Tabla 4.4 la obtenemos a partir de la 4.3 ordenando los datos de
distinta forma. La idea es obtener la máxima información posible de la muestra
de fallos de correas existente en la base de datos. A partir de la Tabla 4.4, es
fácil construir una estimación de la función de densidad de las probabilidades
de fallo y de la tasa de fallo de la correa para el modo de fallo objeto de estudio
conforme a la Tabla 4.5.
Obsérvese además cómo dado que f(t)=R(t-1)-R(t), que λ(t)=f(t)/R(t-1),
y que F(t)=1-R(t), conocida una de las cuatro funciones anteriores se obtienen
Medida de la Confiabilidad y del Riesgo 121
las tres restantes. A partir de la Tabla 4.5 podemos obtener la representación
gráfica de las funciones estimadas, que se presenta en la Figura 4.9.
Partiendo de:
Número total de fallos en la muestra:6+3+5+4=18
Tiempo máximo de vida observado de la correa para
este modo de fallo = 4 períodos
Tasa de fallo
i-ésimo período de
vida de la correa
(Meses)
Función de
densidad de la PF,
f(t)
F(t)
Fiabilidad.
R(t)=1-F(t)
λ(t)=f(t)/R(t-1)
1º.
6/18 = 1/3
1/3
12/18 = 2/3
1/3
2º.
3/18 = 1/6
½
9/18 = 1/2
1 /4
3º.
5/18
7/9
4/18 = 2/9
5/9
4º.
4/18= 2/9
1
0
1
Tabla 4.5. Probabilidades de fallo.
Funciones básicas
1
Probabilidades
4/5
f(t)
3/5
F(t)
2/5
R(t)
1/5
λ(t)
0
1
2
3
4
Período de tiempo
Figura 4.9. Representación gráfica de las funciones básicas estimadas.
En el ejemplo anterior la muestra de fallos era de un total de 18 eventos
distribuidos a lo largo de los diez meses que se han investigado con el GMAO.
Suponiendo buena calidad en las anotaciones, la obtención de las funciones
representadas en la Figura 4.9 nos permite tener cierta información a partir de
la cual podemos ya comenzar a tomar decisiones en ciertos problemas de
fiabilidad y mantenimiento. En cualquier caso, las funciones obtenidas se
122 Aproximación a la Confiabilidad. Aplicaciones Prácticas
calculan a partir de un tamaño de muestra que condiciona nuestro estimación
de la probabilidad de fallo. Por ejemplo, si consideramos las funciones empíricas
obtenidas asumimos que ningún autobús funcionará más de cuatro meses sin
fallar. Lo cual no tiene por que ser de todo cierto.
En la actualidad lo que hacemos es aproximar de manera rápida el
comportamiento de la probabilidad de fallo de los equipos a funciones continuas
de distribución que se demuestra reproducen fielmente el comportamiento de
los equipos para los modos de fallo que sean objeto de estudio. De esta forma
tenemos dos ventajas: 1) necesitamos un tamaño de muestra menor, 2)
mejoramos las estimaciones de las probabilidades de fallo. Así por ejemplo para el caso de los autobuses podemos estimar la
función de distribución de la probabilidad de fallos utilizando ahora el método
Weibull y un software convencional (Relest), y obtener resultados adecuados
par un tamaño de muestra inferior. Por ejemplo supóngase que en ejemplo de
los autobuses se tuviese una información más exacta (en horas) de cuando se
producen los cinco primeros fallos, de manera que la tabla para los tres
primeros períodos (meses) de funcionamiento de los cinco autobuses pudiera a
expresarse de la siguiente forma (supóngase que cada autobús trabaja unas
300 horas al mes y que se consideran los datos hasta el final del tercer mes):
Autobús 1 ‐ Autobús 2 100 Autobús 3 ‐ Autobús 4 Autobús 5 250 ‐ ‐ ‐ 350 450(200) ‐ ‐ ‐ ‐ ‐ 850 Tabla 4.6. Probabilidades de fallo.
En la Tabla 4.6 aparecen entre paréntesis las horas que lleva
funcionando la correa cuando falla, en caso de que el fallo no sea el primero
Medida de la Confiabilidad y del Riesgo 123
que tiene lugar en ese autobús. Entonces obsérvese que el número de horas
que llevan funcionando sin fallar las correas instaladas en los camiones, al final
de la prueba, son las siguientes:
Autobús 1 900 Autobús 2 800 Autobús 3 550 Autobús 4 Autobús 5 450 50 Tabla 4.7. Horas de funcionamiento sin fallo de las correas al final del
tercer mes.
Figura 4.10. Representación gráfica de las funciones teóricas estimadas.
124 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Cuando utilizamos el método Weibull, tenemos no sólo los datos de los
fallos en Tabla 4.6, sino también los datos de las horas de funcionamiento sin
fallo registradas, que serían denominados datos censurados de nuestra muestra
(Tabla 4.7.). Estos datos son igualmente considerados en los cálculos de
fiabilidad (en la Figura 4.10. correspondiente al software Relest los datos
censurados aparecen con un símbolo “+” a continuación del valor numérico de
la lista de tiempos operativos).
Utilizando ahora esta función de distribución, R(t)= e
⎛ −t ⎞
⎜
⎟
⎝ 832,26 ⎠
1, 23
, la
probabilidad de funcionar por encima de los 4 meses (1200 horas) sería de
24,96%.
Finalmente comentar que, como se ha comentado, es habitual utilizar
distintos tipos de función distribución dependiendo de los equipos y modos de
fallos que se analizan. De tal forma que las funciones exponencial, Weibull y
lognormal son las más utilizadas para equipos eléctricos y de instrumentación,
dinámicos y estáticos respectivamente.
IV.4.3.2. U TILIZACIÓN P RÁCTICA DEL R EGISTRO EN E STUDIOS DE M ANTENIBILIDAD Para la realización de estudios de mantenibilidad de los equipos y para los
modos
de
fallo
que
sean
de
nuestro
interés,
necesitamos
registrar
convenientemente los tiempos en que los equipos se encuentran fuera de
servicio (Figura 4.11).
Medida de la Confiabilidad y del Riesgo 125
Figura 4.11. Representación gráfica de los tiempos a registrar.
Los diferentes tiempos empleados en la ejecución de cada ensayo
individual de
tarea de mantenimiento, son el resultado de la influencia de
distintos factores que afectarán a cada operación de mantenimiento del equipo,
a saber:
•
Factores personales, que representan la influencia de la habilidad,
motivación, experiencia, actitud, capacidad física, vista, autodisciplina,
formación, responsabilidad y otras características similares relacionadas con
el personal involucrado;
•
Factores operacionales, que representan la influencia del entorno operativo,
en función
de las
consecuencias que ha producido el fallo
sobre las
operaciones, el ambiente, la seguridad y la condición física del activo en
recuperación;
•
Entorno, que representa la influencia de factores como temperatura,
humedad, ruido, iluminación, vibración, momento del día, época del año,
viento, ruido, etc. en el personal de mantenimiento durante la operación de
restauración del equipo.
126 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Las medidas de mantenibilidad están relacionadas con el tiempo que un
elemento pasa en estado de reparación. El cálculo de la Mantenibilidad, se
expresa como la probabilidad de que la variable aleatoria del tiempo de
reparación (TTR - time to repair, en inglés) tome un determinado valor. Es
decir, La función de distribución de esta variable aleatoria llamada función de
Mantenibilidad M(t) indica la probabilidad de que la función del sistema sea
recuperada antes de un tiempo de evaluación (t).
Las funciones exponencial,
Weibull y normal son las más comunes
utilizadas para la función de mantenibilidad en los dispositivos industriales. La
utilidad de estos cálculos son claros para los gerentes de mantenimiento.
Por ejemplo supongamos que hemos realizado un total de 10
reparaciones sobre un determinado compresor de las cuales tenemos
registrados los tiempos de reparación que se corresponden con la siguiente
serie numérica: 16-16-14-14-15-15-17-18-17-19. Supongamos que utilizamos la
función de distribución exponencial y que queremos calcular:
1) La probabilidad de reparar el equipo antes de un tiempo t = 4 horas;
2) El tiempo medio de recuperación MTTR - Valor esperado de la variable;
3) Tiempo de recuperación del equipo (TTR) dada
una probabilidad
de
completar una tarea de mantenimiento M(t) = 20%, M(t)=95%.
Entonces, M(t)=1-exp(-λt), con t = tiempo evaluación, λ=frecuencia de
reparación = (1/MTTR) y
i =n
MTTR=
∑ TTRi
i =1
n
es el tiempo promedio de reparación.
En tal caso los resultados obtenidos serían:
-
MTTR = 16,10 horas
Medida de la Confiabilidad y del Riesgo 127
-
λ = 1/16,10 h = 0,062112 reparaciones/hora
-
M(t=4) = 1-e-(0,062112x4)=0,22, es decir tenemos un 22% de probabilidad de
que el equipo sea reparado en un tiempo de 4 horas.
Además y dado que para esta distribución se tiene TTR(M(t)) = (1/λ) [-Ln( 1M(t) )]
-
Caso 1: M(t) = 20%, TTR(20%) = 3,6 horas - Tiempo de recuperación
dada una probabilidad de completar la tarea de mantenimiento del 20%.
-
Caso 2: M(t) = 95%, TTR(95%) = 48,2 horas - Tiempo de recuperación
dada una probabilidad de completar la tarea de mantenimiento del 95%.
Finalmente, en esta apartado comentar como la realización de cualquier
tarea de mantenimiento está relacionada con diversos costes: unos costes
directos (repuestos, mano de obra, etc.) y los costes indirectos que resultan
como consecuencia de no tener el sistema disponible para la operación. Razón
por la cual los departamentos de mantenimiento pueden ser cada vez más
impactantes y el factor mantenibilidad,
representa
mayores áreas de oportunidad para agregar valor
hoy en día, una de las
en
cualquier
sistema
producción.
IV.4.3.3. U TILIZACIÓN P RÁCTICA DEL R EGISTRO EN E STUDIOS DE D ISPONIBILIDAD La disponibilidad es una característica que resume cuantitativamente el perfil de
operabilidad de un elemento. Representa el porcentaje del tiempo disponible
(de uso) del activo en un periodo determinado. Es una medida importante y útil
en casos en los que el usuario tiene que tomar decisiones con respecto a la
adquisición de un elemento entre varias posibilidades alternativas. La
disponibilidad relaciona básicamente los tiempos promedios de reparación de
los fallos (MTTR o TPPR - relacionado con la mantenibilidad) y los tiempos
promedios operativos (MTTF o TPO – relacionado con la fiabilidad (función de la
128 Aproximación a la Confiabilidad. Aplicaciones Prácticas
tasa de fallos). Los cálculos de disponibilidad operacional los podemos realizar
utilizando los datos de nujestro re gistro de fallos, operando como se ha
indicado con anterioridad y la siguiente expresión:
A=
TPO
TPO + TPPR
IV.4.3.4. P RECAUCIONES CON LA U TILIZACIÓN P RÁCTICA DE LAS F UNCIONES DE D ISTRIBUCIÓN A menudo es necesario realizar pruebas de ajuste de los datos utilizados que
permiten validar si la distribución se ajusta al comportamiento del modelo
estadístico seleccionado. Un test estadístico recomendado en estos casos es el
de Kolmogorov- Smirnov. Al realizar este test se calcula la distancia máxima
entre la frecuencia acumulada de los
tiempos observados y la frecuencia
teórica acumulada provista por el modelo seleccionado. Si la distancia entre
estas frecuencias acumuladas es igual o mayor, se puede concluir que el
modelo seleccionado no provee un buen ajuste para los datos evaluados. EL
lector puede consultar más información en Kececioglu D (1991).
IV.5. REFERENCIAS BIBLIGRÁFICAS DEL CAPÍTULO -
Arata Andreani A. 2009. Ingeniería y Gestión de la Confiabilidad Operacional
en Plantas Industriales. Ril Editores. Santiago de Chile.
-
Crespo Márquez A. 2007. The maintenance management framework.
Models and methods for complex systems maintenance. London: Springer
Verlag.
-
Crespo
Marquez
A,
Gupta
JND.
2006.
Contemporary
maintenance
management: Process, framework and supporting pillars. Omega, 34(3):
313-326.
Medida de la Confiabilidad y del Riesgo 129
Crespo Márquez A, Moreu de Leon P, Sánchez Herguedas A. 2004.
-
Ingeniería de mantenimiento. Métodos y técnicas de aplicación a la fase
operative de los equipos. Editorial AENOR. Madrid.
Campbell JD,
-
Jardine AKS, 2001. Maintenance excellence. New York:
Marcel Dekker.
Duffuaa SO. 2000. Mathematical models in maintenance planning and
-
scheduling. In Maintenance, Modelling and Optimization. Ben-Daya M,
Duffuaa SO, Raouf A, Editors. Boston: Kluwer Academic Publishers.
Duffuaa SO, Raouf A, Campbell JD. 2000. Sistemas de Mantenimiento.
-
Planeación y Control. Limusa. Mexico.
EN 13306:2001. 2001. Maintenance Terminology. European Standard. CEN
-
(European Committee for Standardization), Brussels.
-
Henley EJ, Kumamoto H. 1991. Probabilistic Risk Assessment. IEEE Press.
-
Kececioglu D. 1991. Reliability and Life Testing Handbook, Prentice Hall.
-
MIL-HDBK-781 “Reliability Test Methods, Plans and Environment”
-
MIL-HDBK-189
“Reliability
Growth
Management”
“Reliability
Toolkit:
Commercial Practices Edition”, Morris et al, RAC
Smith D.S. 1993. Reliability, Maintainability and Risk: Practical Methods for
-
Engineers. Butterworth Heinemann. Oxford.
Monchy F. 1990. Teoría y práctica del mantenimiento industrial. Ed.
-
Masson., Barcelona
Viles E. 2001. Estadística básica para universitarios. EUNSA, Pamplona
-
Parte 2 Técnicas para la Mejora de la Confiabilidad V ENSAYOS V.1 INTRODUCCIÓN Se denominan ensayos de fiabilidad a las pruebas que se realizan a
componentes, dispositivos o sistemas, desde su concepción y hasta su fase de
utilización, pasando por todas las fases de diseño, fabricación de prototipos,
fabricación en serie e instalación, para obtener datos cualitativos y cuantitativos
de fiabilidad.
Según normas, ensayo de fiabilidad se define como el ensayo que se
realiza con el propósito de estimar, verificar o comparar valores de fiabilidad de
elementos de uno o más diseños o lotes de producción.
Como se ha indicado anteriormente los ensayos se pueden aplicar a un
componente o a un sistema, por lo que en el resto de este capítulo se utilizará
una u otra denominación indistintamente, junto con la de elemento, dispositivo,
etc.
En general se trata de obtener datos de fiabilidad para una determinada
población de componentes, por lo que será necesario realiza ensayos sobre los
mismos. Si se ensayan todos los componentes será una Inspección 100%, o
Inspección detallada. En este caso los resultados serán de gran calidad porque
hemos analizado toda la población. Sin embargo este tipo de ensayo presenta
varias dificultades, entre las que destacan:
1. Es muy costosa económicamente.
2. Lleva mucho tiempo.
3. Cuando el ensayo es destructivo resulta imposible, ya que nos quedaríamos
sin componentes para comercializar.
134 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Debido a estas razones se recurre al ensayo de un conjunto de
componentes pertenecientes al total de la población o colectivo, lo que se
denomina Inspección por Muestreo. A este conjunto de componentes que se
van a ensayar se le denomina muestra y al número de unidades que la
componen Tamaño de la muestra. Este tipo de ensayos presenta también sus
propias características:
•
Son más económicos.
•
Se puede obtener buena información pero siempre tiene sesgo al ser
una muestra y no ser el total de la población.
•
El personal que lo realiza deber estar más especializado porque tiene
que utilizar diversas técnicas estadísticas para obtener datos que
sean extrapolables al conjunto de la población.
•
La muestra debe ser elegida de forma aleatoria sobre la población
total, de forma que cualquier componente tenga la misma
probabilidad de ser elegido.
•
El tamaño de la muestra debe ser el adecuado de manera que sea
una muestra significativa.
•
En este caso el riesgo de cometer un error es mayor que en el
ensayo al 100% por lo que se debe cuantificar el mismo en términos
de margen de confianza o intervalo de confianza.
Por otra parte los ensayos de fiabilidad pueden pretender dos objetivos:
1. Determinar si el componente es aceptable o no. Es decir, se comprueba si
cumple o no con un determinado requisito o especificación, lo que se
denomina control por atributos.
2. Determinar el valor cuantitativo de una determinada característica, lo que
se denomina control por variables.
Ensayos 135
En general la realización de ensayos es costosa por lo que se debe definir
claramente la funcionalidad y el uso del componente para planificar los
correspondientes ensayos. En particular en los ensayos de vida del componente
resulta fundamental conocer el medio ambiente en el que va a trabajar el
mismo, así como el esfuerzo al que se verá sometido. Precisamente las
condiciones ambientales y el esfuerzo, son características que en muchos casos
aceleran el fallo del componente por lo que un incremento de esas
características hace que los fallos aparezcan antes. Esto es lo que da lugar a los
ensayos acelerados, que permiten obtener datos de fiabilidad en un corto
período de tiempo y que se analizan posteriormente.
Cuando se realiza un ensayo se deben definir una serie de aspectos a
tener en cuenta, como son:
1. Requisitos del ensayo: Es el conjunto de especificaciones que hay que tener
en cuenta para realizar un ensayo, como es el equipamiento a utilizar, la
duración del ensayo, las condiciones ambientales, etc.
2. Plan de ensayo: Representa la secuencia de actividades que se deben
realizar para llevar a cabo el ensayo, el número de componentes a ensayar,
cuando se termina el ensayo, si los componentes que fallan se reemplazan,
la documentación del mismo, etc.
3. Lugar de realización: Es la instalación concreta donde se va a realizar el
ensayo y que deberá cumplir con los requisitos de seguridad, ambientales,
etc., que le sean exigibles.
4. Personal: El equipo humano que realice el ensayo deberá tener la
formación y experiencia adecuada a la complejidad del mismo.
136 Aproximación a la Confiabilidad. Aplicaciones Prácticas
V.2 OBJETIVOS DE LOS ENSAYOS DE FIABILIDAD El objetivo general de un ensayo de fiabilidad es conocer el comportamiento del
componente o sistema en cuanto a su funcionalidad a lo largo del tiempo, su
comportamiento en determinados ambientes, su período de vida, etc.
En general los objetivos que se persiguen con los ensayos de fiabilidad
son los siguientes:
1. Demostrar la fiabilidad de un componente o sistema.
2. Medir parámetros de fiabilidad.
3. Seleccionar componentes para una determinada aplicación. También se
denomina cribado de componentes.
4. Comparar varias alternativas de diseño.
5. Detectar posibles deficiencias en el componente o sistema, y corregirlas.
6. Conocer los modos de fallo (forma en la que se manifiesta un fallo), los
mecanismos de fallo (procesos físico-químicos internos que dan lugar a los
modos de fallo) y las causas que originan ese mecanismo de fallo.
7. Elaborar un plan de mantenimiento optimizado.
V.3 TIPOS DE ENSAYOS DE FIABILIDAD Existen diversas formas de clasificar los ensayos de fiabilidad. En párrafos
sucesivos se muestran las más habituales.
Ensayos 137
V.3.1 ENSAYOS DE DEMOSTRACIÓN DE LA FIABILIDAD Son ensayos que permiten demostrar que un componente o sistema cumple
con los requisitos exigibles. En general podemos considerar dos tipos de
componentes:
1. Componentes de un solo uso, porque ello supone su destrucción. Es el caso
de fusibles, dispositivos pirotécnicos para el despliegue de antenas de
satélites, sistema de guiado de un misil, resistencia máxima que un
componente presenta a un esfuerzo determinado, etc. En este caso se
realiza un ensayo destructivo sobre una muestra significativa del total de la
producción.
2. Componentes que se pueden ensayar antes de su utilización. Aquí el
ensayo puede ser al 100%, o bien se ensaya una muestra elegida al azar y
del tamaño adecuado.
V.3.2 ENSAYOS PARA MEDIR PARÁMETROS DE FIABILIDAD Son ensayos que tienen como objetivo obtener un valor cuantitativo de alguno
de los parámetros de fiabilidad. En general se trata de obtener los valores de la
distribución estadística que sigue el parámetro estudiado, como puede ser el
tiempo medio de vida de una determinad población de componentes. Lo dicho
en el apartado anterior es válido para este caso.
V.3.3 SEGÚN EL LUGAR DE ENSAYO Dependiendo del lugar de realización, los ensayos pueden ser:
138 Aproximación a la Confiabilidad. Aplicaciones Prácticas
1. Ensayos en el laboratorio. En este caso las condiciones del ensayo suelen
estar muy controladas y son fácilmente reproducibles. En general este tipo
de ensayos son más caros.
2. Ensayos en la explotación. En este caso las condiciones de funcionamiento
no son tan reproducibles como en el caso anterior pero si son más reales.
Este tipo de ensayos suelen ser más baratos.
V.3.4 SEGÚN EL TIEMPO DE ENSAYO Según el tiempo que tardan en llevarse a cabo los ensayos, estos pueden ser:
1. Ensayos normales. Son los que se producen en condiciones normales de
funcionamiento.
2. Ensayos acelerados. Son los que someten a los componentes a condiciones
de funcionamiento más severas (estrés funcional y ambiental), de forma
que se reduzca el tiempo que tarda en aparecer el fallo. Estas condiciones
están muy por encima de los valores habituales de funcionamiento.
V.3.5 SEGÚN EL REEMPLAZAMIENTO Según lo que se hace con el componente que falla, pueden ser:
1. Ensayos con reemplazamiento o reposición: Son ensayos en los que si falla
un componente, se repara y se devuelve al ensayo o bien se sustituye por
uno nuevo.
2. Ensayos sin reemplazamiento o reposición: Son los ensayos en los que el
dispositivo que falla se retira del ensayo y no se reemplaza por otro.
Ensayos 139
V.3.6 OTROS TIPOS DE ENSAYOS A continuación se enumeran otro conjunto de ensayos que son muy habituales:
1. Ensayos escalonados. Son ensayos en los que el valor de una de las
variables aplicadas al componente, durante el ensayo, se realiza de forma
escalonada y creciente, a lo largo de varios períodos de tiempo.
2. Ensayos secuenciales. Son un conjunto de ensayos que se llevan a cabo
unos a continuación de otros, según el plan previsto. Al final de cada uno
de los ensayos se toma la decisión de seguir o detener el proceso, según el
plan de ensayos establecido.
3. Ensayos de selección o Screening (cribado): Ensayos destinados a eliminar
dispositivos potencialmente defectuosos por tener algunas características al
límite o en un rango que sean potencialmente candidatos a presentar fallos
prematuros.
4. Ensayos de quemado inicial (Burn-In). Se realizan en condiciones de estrés
para acelerar el mecanismo de fallo. De esta forma los elementos
defectuosos fallan en esta etapa. Tienen como misión eliminar la etapa de
mortalidad infantil.
5. Ensayos completos. Son los ensayos durante los cuales fallan todos los
componentes que se están ensayando.
6. Ensayos censurados. Son los ensayos que se detienen cuando se produce
un determinado número de fallos o bien cuando se ha alcanzado un tiempo
de ensayo determinado.
V.4 ENSAYOS POR MUESTREO Si se coge la totalidad de los componentes y se ponen a funcionar en
condiciones normales, no todos los componentes tienen el mismo resultado por
140 Aproximación a la Confiabilidad. Aplicaciones Prácticas
lo que la variable analizada, como por ejemplo el tiempo de vida del conjunto
sigue una determinada distribución estadística con valores que realmente
corresponden al total de la población. Estos valores son los que realmente que
realmente nos gustaría conocer, pero ante la imposibilidad de llevar a la
práctica este ensayo, lo que hacemos es ensayar una muestra significativa. En
este caso, tanto el valor medio, como la desviación típica y la varianza, tienen
valores distintos a los mencionados anteriormente. La Tabla 5.1 muestra los
parámetros que buscamos, que son los de la población y los que realmente
obtenemos que son los de la muestra.
Denominación
Población
Muestra
Valor medio
θ
Desviación típica
σ
S
Varianza
σ2
S2
Tabla 5.1. Datos estadísticos
Los valores de la muestra, se denominan valores estimados y cambian de
un ensayo a otro. Para poder extrapolarlo a toda la población se hace necesario
dar una indicación del error que se comete.
Resulta bastante habitual en fiabilidad realizar ensayos de vida. En este
caso se pretende obtener el “Tiempo medio entre fallos” (MTBF – Mean Time
Between Failures) si el elemento es reparable y si no lo es, el “Tiempo medio
hasta el fallo” (MTTF - Mean Time To Failure). Para ello se toma una muestra
significativa de componentes y se hace un ensayo que puede durar hasta que
fallan todos los componentes. Sin embargo, frecuentemente se establecen
ensayos censurados, bien por tiempo o bien por fallo. Si el ensayo se suspende
al cabo de un determinado tiempo, se denomina “ensayo a tiempo fijo”,
mientras que si se suspende después de que hayan ocurrido un determinado
número de fallos, se denomina “ensayo a fallo fijo”. Algunos autores utilizan la
Ensayos 141
denominación de ensayo truncado si el ensayo es a tiempo fijo, y ensayo
censurado si el ensayo es a fallo fijo.
Según lo indicado en el párrafo anterior y teniendo en cuenta que el
ensayo, a su vez, puede ser con o sin reemplazamiento, tenemos cuatro tipos
de ensayos muy habituales:
1. Ensayo a tiempo fijo sin reemplazamiento
2. Ensayo a tiempo fijo con reemplazamiento
3. Ensayo a fallo fijo sin reemplazamiento
4. Ensayo a fallo fijo con reemplazamiento
V.5 CÁLCULO DE LA VIDA MEDIA ESTIMADA “ ” La vida media estimada de un ensayo se obtiene como el cociente entre el
tiempo acumulado de funcionamiento “ ” y el número de fallos registrados.
(1)
Donde:
•
K: Número de fallos durante el ensayo
•
N: Número de componentes sometidos a ensayo
•
T: Tiempo que dura el ensayo
Para el caso de los ensayos mencionados en el párrafo anterior, se tiene:
a) Ensayo a tiempo fijo sin reemplazamiento
(2)
142 Aproximación a la Confiabilidad. Aplicaciones Prácticas
b) Ensayo a tiempo fijo con reemplazamiento
(3)
c) Ensayo a fallo fijo sin reemplazamiento
(4)
d) Ensayo a fallo fijo con reemplazamiento
(5)
A continuación se muestran dos ejemplos que ilustran lo dicho
anteriormente.
Ejemplo 1: Se ensayan 10 componentes electrónicos y se obtienen los
datos de tiempos hasta el fallo, Tabla 5.2. Si el ensayo se suspende a las 240
horas, determinar:
Nº de
Componente
1
2
3
4
5
6
7
8
Tiempo hasta el fallo
(h)
85
106
124
131
142
163
187
235
Tabla 5.2. Datos del ensayo
Ensayos 143
a) La vida media estimada si es un ensayo sin reemplazamiento. Según (2):
b) La vida media estimada si es un ensayo con reemplazamiento. Según (3):
Ejemplo 2: Con los mismos datos de la tabla II y si el ensayo se suspende
al octavo fallo, determinar:
a) La vida media estimada si es un ensayo sin reemplazamiento. Según (4):
=
b) La vida media estimada si es un ensayo con reemplazamiento. Según (5):
144 Aproximación a la Confiabilidad. Aplicaciones Prácticas
V.6 INTERVALO Y NIVEL DE CONFIANZA La realización de un ensayo sobre una muestra de la población, significa que los
datos obtenidos no van a coincidir exactamente con los valores reales de la
población. En estos casos es necesario evaluar la bondad de los datos, es decir
cuantificar la probabilidad de equivocarse. Esto se realiza mediante los
intervalos de confianza y la probabilidad de estos.
Un intervalo de confianza representa el margen de valores en el que se
encuentra el verdadero valor de la variable buscada. Pero esto no es suficiente
para dar una solución satisfactoria, sino que además debemos cuantificar la
probabilidad de que el valor real se encuentre dentro de ese margen de
valores. Esta probabilidad se denomina “Nivel de confianza” y se representa por
1- α. El complemento a 1 del nivel de confianza se denomina “Nivel de
significación” y se representa por “α”. Realmente, el nivel de significación
cuantifica la probabilidad de que el valor real del parámetro buscado se
encuentre fuera del intervalo de confianza.
Para el caso de sistemas electrónicos en el período de vida útil, tasa de
fallos constante y distribución de tiempos de vida exponencial, se suele utilizar
la distribución Chi-cuadrado de Pearson para calcular el intervalo de confianza
con un determinado nivel de significación.
Se puede demostrar que la expresión (6) sigue la distribución Chi-cuadrado
de Pearson. Por combinación de la ecuación (6) y la (1), se obtiene la (7), que
también sigue la distribución Chi-cuadrado. De esta forma, aunque no vamos a
conocer el valor real de la vida media de la población, lo que si vamos a
conocer es el intervalo de valores entre los que se mueve y la probabilidad de
que sea cierto.
(6)
Ensayos 145
(7)
Los intervalos de confianza pueden ser:
•
Centrados o bilaterales. En esta caso el intervalo de confianza se define por
dos valores, que son el límite inferior (LI) y el límite superior (LS), Figura
5.1.
•
No centrados o unilaterales. Los intervalos no centrados definen solo un
límite, que puede ser el límite inferior (LI) o el límite superior (LS). Si
conocemos el límite inferior, Figura 5.2, significa que el valor es mayor que
LI. Si conocemos el límite superior, Figura 5.3, significa que el valor real es
menor que LS.
Por ejemplo un intervalo de confianza no centrado, para un ensayo de vida,
en el que el límite inferior son 30000h y el nivel de confianza es del 90%
(nivel de significación del 10%), supone que el valor real de la vida media
del lote de componentes es mayor de 30000h, con una probabilidad de que
sea cierto del 90%.
f(χ2)
α/2
α/2
1-α
LI
LS
Figura 5.1. Intervalo centrado
χ2
146 Aproximación a la Confiabilidad. Aplicaciones Prácticas
f(χ2)
α
1-α
χ2
LI
Figura 5.2. Intervalo a la derecha
f(χ2)
α
1-α
LS
χ2
Figura 5.3. Intervalo a la izquierda
Para un determinado ensayo con una muestra de tamaño “n”, que
durante el ensayo han dado lugar a un tiempo acumulado de funcionamiento “
“, la expresión (7) sigue la distribución Chi-cuadrado con “K” grados de libertad.
Mediante la utilización de dicha distribución estadística podemos obtener los
valores de los límites superior (LS) y/o inferior (LI) del intervalo de confianza,
para un determinado grado de significación. En los párrafos siguientes se
muestra la forma de hacerlo.
V.6.1 ENSAYO A TIEMPO FIJO E INTERVALO NO CENTRADO ●
Límite superior (LS):
(8)
Ensayos 147
•
Límite inferior (LI):
(9)
V.6.2 ENSAYO A TIEMPO FIJO E INTERVALO CENTRADO (10)
Ejemplo 3: Supongamos un ensayo a tiempo fijo con los datos de la tabla II,
correspondientes al ejemplo 1. Determinar:
a) Los límites superior e inferior, suponiendo un intervalo no centrado y un
límite de significación dl 10%.
De acuerdo con los datos del enunciado tenemos:
•
Límite superior (LS):
•
Límite inferior (LI):
= 300h, K=8 y α=10%
b) Los límites superior e inferior, suponiendo intervalo centrado y un límite de
significación del 10%.
De acuerdo con los datos del enunciado tenemos:
= 300h, K=8 y α=10%
148 Aproximación a la Confiabilidad. Aplicaciones Prácticas
V.6.3 ENSAYO A FALLO FIJO E INTERVALO NO CENTRADO •
Límite superior (LS):
•
Límite inferior (LI):
(11)
(12)
V.6.4 ENSAYO A FALLO FIJO E INTERVALO CENTRADO (13)
Ejemplo 4: Supongamos un ensayo a fallo fijo con los datos de la tabla II del
ejemplo 1. Si el ensayo se detiene al octavo fallo, determinar:
a) Los límites superior e inferior, suponiendo un intervalo no centrado y un
límite de significación del 10%.
De acuerdo con los datos del enunciado tenemos:
•
Límite superior (LS):
•
Límite inferior (LI):
= 235h, K=8, α=10%
b) Los límites superior e inferior, suponiendo un intervalo centrado y un límite
de significación del 10%.
De acuerdo con los datos del enunciado tenemos:
= 235h, K=8, α=10%
Ensayos 149
V.7 Ensayos Acelerados Para evaluar la fiabilidad que un determinado producto va a tener se necesita
realizar cálculos de fiabilidad predictiva. Para esto existen varias opciones, entre
las que figuran las siguientes:
1. Utilizar datos de productos similares desarrollados anteriormente y que ya
son conocidos. Opción muy utilizada cuando se diseña un producto que
constituye una versión mejorada de otra ya existente.
2. Lo mismo que lo indicado en el punto anterior pero con productos con
similar tecnología o bien productos similares.
3. Datos obtenidos de los suministradores de componentes.
4. Otras fuentes.
En general estos datos deben estar disponibles en un corto espacio de
tiempo por lo que frecuentemente y a falta de otras opciones o bien si dichas
opciones no aportan datos suficientes, solo es posible recurrir a la realización
de ensayos acelerados.
Constituyen
una
forma
ampliamente
utilizada
para
obtener
datos
experimentales de fiabilidad y en un corto espacio de tiempo. Sin embargo
presentan algunas limitaciones que se deben tener en cuenta:
150 Aproximación a la Confiabilidad. Aplicaciones Prácticas
1. Se debe ser especialmente cuidadoso en la interpretación de estos datos,
porque pueden también llevar a errores si no se tiene en cuenta la forma
de obtenerlos.
2. También se debe tener en cuenta que los ensayos acelerados provocan a
veces mecanismos de fallo, que no se producirían en condiciones normales
de funcionamiento.
Los ensayos acelerados provocan que el fallo aparezca antes, como
consecuencia de las condiciones de trabajo a las que se somete el componente.
Estas condiciones de estrés hacen que se aceleren los mecanismos de fallo del
componente porque lo estresan
a base de someterlo a determinadas
condiciones de temperatura, humedad, presión, combinación de estas, etc. De
esta forma, y desde un punto de vista teórico, le provocamos al componente en
un corto período de tiempo, funcionando con niveles altos de estrés, el mismo
daño que el funcionamiento en condiciones normales durante un tiempo muy
superior.
La Figura 5.4 muestra la gráfica del estrés en función del tiempo. Se
puede observar como para un determinado nivel de estrés, el tiempo hasta el
fallo varía siguiendo una determinada distribución. Este puede ser el caso de
una
muestra
de
componentes
electrónicos
sometidos
a
determinadas
condiciones de estrés y en los que se mide el tiempo hasta el fallo de cada uno
de ellos.
De igual forma la Figura 5.5 muestra el estrés en función del tiempo. Es
el caso, por ejemplo, de una muestra de componentes sometidos a
determinadas condiciones de estrés y se comprueba su estado a determinados
intervalos de tiempo. Se podrá observar como para el mismo tiempo sobreviven
más o menos componentes según el estrés aplicado.
Ensayos 151
Estrés Tiempo Figura 5.4. Variación del tiempo para el mismo estrés
Existen diversos procedimientos para modelar matemáticamente las
curvas antes mencionadas, que se pueden clasificar en dos grandes grupos:
Figura 5.5. Variación del estrés para el mismo tiempo
•
Modelos basados en los mecanismos de fallo. Estos modelos describen
matemáticamente los mecanismos de fallo que internamente se producen
en el componente.
152 Aproximación a la Confiabilidad. Aplicaciones Prácticas
•
Modelos empíricos. Representan matemáticamente los datos obtenidos de
los ensayos o los datos existentes del componente, obtenidos de a partir
del uso del mismo.
En los apartados siguientes e muestra cuatro de los modelos más utilizados
en ensayos acelerados.
V.7.1 MODELO DE ARRHENIUS El modelo de Arrhenius se utiliza en ensayos acelerados de componentes, en
los que el mecanismo de fallo analizado se puede acelerar por temperatura. Es
adecuado en aquellos mecanismos de fallo que actúan como una reacción
química. Resulta muy útil en ensayos acelerados de componentes electrónicos
porque muchos de los mecanismos de fallos de estos componentes, se aceleran
por temperatura. Responde a la ecuación (14).
(14)
Donde:
•
V: Velocidad de la reacción.
•
A: Constante
•
EA: Energía de activación [eV]
•
K: Constante de Boltzman = 8,617 · 10-5 [eV/ºK]
•
T: Temperatura en [ºK]
La velocidad de la reacción “V”, en este caso es la tasa de fallos “λ”, por lo
que la (14) se transforma en la (15). La ecuación (16) permite calcular la vida
media.
Ensayos 153
(15)
(16)
En un ensayo acelerado se pretende aumentar la velocidad a la que se
producen los fallos. Si suponemos que el mecanismo de fallo se desarrolla de
igual forma que en funcionamiento normal pero más rápido porque se ve
acelerado por temperatura, se cumple la ecuación (17), en la que t1 y t2 son los
tiempos que tarda en fallar el componente cuando sus tasas de fallo son λ1 y
λ2, respectivamente.
(17)
Supongamos un mecanismo de fallo que se acelera por temperatura y
que tiene una energía de activación (EA), y supongamos que en condiciones
normales de operación su temperatura de funcionamiento es T1. En estas
condiciones de operación el componente fallará al cabo de un tiempo t1. Si
hacemos funcionar al componente a una temperatura superior T2, el
componente falla al cabo de un tiempo t2. Nuestro objetivo sería conocer
durante cuánto tiempo (t1) funcionaría el componente en condiciones normales
(T1). Si suponemos que el mecanismo de fallo es el mismo en ambos casos
pero con distinta velocidad, se cumple la (17), que se puede poner de la forma
que indica la (18). Ahora se puede obtener el tiempo de funcionamiento t1.
(18)
(19)
Cuanto mayor sea la energía de activación (EA) mayor será t1. La
ecuación (20) muestra el factor de aceleración.
154 Aproximación a la Confiabilidad. Aplicaciones Prácticas
(20)
Ejemplo 5: Supongamos que la vida media de una muestra de componentes
sometidos a un ensayo acelerado es de 100[h], funcionando a 175[ºC]. Si la
energía de activación del mecanismo de fallo correspondiente es de 0,5[eV] y la
temperatura de funcionamiento en condiciones normales del componente es de
20[ºC], determinar:
a)
El tiempo medio de vida que cabe esperar del componente.
b)
El factor de aceleración del mecanismo de fallo.
La clave está en conocer las energías de activación. Estas energías son
conocidas para muchos mecanismos de fallo, como por ejemplo los que
habitualmente se dan en semiconductores. Pero también se pueden usar los
ensayos acelerados para determinar la energía de activación de un determinado
mecanismo de fallo. Si se realiza un ensayo acelerado con un determinado tipo
de componentes a dos temperaturas distintas (T1 y T2) y se obtienen unos
tiempos medios hasta el fallo t1 y t2, respectivamente, la energía de activación
se puede obtener de la ecuación (21).
(21)
Cuando se realiza un ensayo acelerado con una determinada muestra de
componentes, es necesario determinar el tiempo medio hasta el fallo de los
mismos. Los tiempos obtenidos del ensayo seguirán una determinada
distribución estadística, que en general será del tipo lognormal, Weibull o
exponencial.
Ensayos 155
Este modelo es aplicable cuando el mecanismo de fallo se acelera por
temperatura, como es el caso de la mayoría de fallos en los semiconductores.
En la Tabla 5.3, se muestran algunos mecanismos de fallos habituales en
componentes electrónicos y la energía de activación correspondiente.
Mecanismo
EA [eV]
Corrosión: Ataque de la metalización por el efecto de humedad y
residuos químicos
0,3 a 0,6
Electromigración: Movimiento de partículas de Al en la dirección
del flujo electrónico
0,4 a 0,8
Defectos de óxido: Su origen se debe a un procesado defectuoso
0,3
Plaga púrpura: Consiste en la formación de compuestos AuAl2 que
originan circuitos abiertos
1,03
Tabla 5.3. Mecanismos de fallo en componentes electrónicos
Ejemplo 5: Para llevar a cabo un estudio de fiabilidad de un determinado
componente electrónico se han realizado ensayos del mismo a 175[ºC] y a
50[ºC]. De los resultados de dichos ensayos se ha podido determinar que las
tasas de fallo a dichas temperaturas son de 600 y 60 fallos por millón de horas,
respectivamente. Suponiendo que las tasas de fallo de dichos componentes
siguen el modelo de Arrhenius, se pide:
a)
Energía de activación.
156 Aproximación a la Confiabilidad. Aplicaciones Prácticas
b)
Tasa de fallos del dispositivo a 40[ºC].
λ40 = 6,87 Fallos por millón de horas
V.7.2 MODELO DE EYRING Este modelo incluye dos factores que provocan estrés en el componente y
aceleran el fallo. Uno de estos factores es siempre la temperatura, mientras que
el otro puede ser otro como el campo eléctrico, el voltaje, la humedad, el estrés
mecánico, la corriente eléctrica, ciclos de temperatura, etc. Dos factores
comúnmente usados son la temperatura y la humedad. La velocidad de la
reacción se representa por la expresión (22).
(22)
Donde:
•
V: Velocidad de la reacción (λ)
•
C: Constante que depende de las características del producto y de las
condiciones del test.
•
b: Constante
•
EA: Energía de activación [eV]
•
K: Constante de Boltzman = 8,617 · 10-5 [eV/ºK]
•
T: Temperatura en [ºK]
•
S: Segundo factor de estrés
De igual forma que para el modelo de Arrhenius, la ecuación (23) permite
el cálculo de la vida media del componente.
Ensayos 157
(23)
Supongamos que un determinado mecanismo de fallo tiene una energía
de activación (EA) y supongamos que en condiciones normales de operación su
temperatura de funcionamiento es T1 y que el otro factor de estrés es S1. Si
hacemos funcionar al componente a una temperatura superior T2 y con el
segundo factor de estrés de valor S2. Supongamos que el componente falla al
cabo de un tiempo t2. Nuestro objetivo sería conocer durante cuánto tiempo
“t1” funcionaría el componente en condiciones normales (T1 y S1). De la
aplicación de la ecuación (17) para este caso, se obtiene la (24). A partir de
esta expresión se puede obtener el tiempo de funcionamiento “t1” (25) y el
factor de aceleración “AF” (26).
(24)
(25)
(26)
En componentes electrónicos son habituales valores próximos a 0,9[eV]
para EA y valores comprendidos entre 2 y 3 para b. Concretamente en estos
componentes el ensayo temperatura-humedad 85[ºC] - 85%[HR], es muy
utilizado.
Ejemplo 6: Supongamos que la vida media de una muestra de componentes
sometidos a un ensayo acelerado es de 576h funcionando a 85[ºC] y a
85[%HR]. La energía de activación del mecanismo de fallo correspondiente es
de 0,5[eV] y en condiciones normales de operación HR es del 75% y la
temperatura es de 25[ºC]. Si b = 2,5 determinar:
158 Aproximación a la Confiabilidad. Aplicaciones Prácticas
a) El tiempo medio de vida que cabe esperar para este componente.
Mediante la aplicación de la (25), obtenemos:
b) El factor de aceleración del mecanismo de fallo.
Mediante la aplicación de la (26) se obtiene:
V.7.3 LEY DE POTENCIA INVERSA Este modelo resulta de utilidad cuando la vida del componente es inversamente
proporcional al estrés aplicado. La distribución de la tasa de fallos puede ser
Lognormal, exponencial o de Weibull.
Este modelo se utiliza frecuentemente con estrés de tensión y estrés de
fatiga por estrés cíclico, como por ejemplo vibración mecánica. La ecuación (27)
muestra este modelo.
(27)
Donde:
•
t: Tiempo hasta el fallo
•
A: Constante característica del componente ensayado
•
S: Estrés aplicado
•
N: Constante característica del componente ensayado
Ensayos 159
V.7.4 MODELO DE COFFIN‐MANSON Es una variedad de la ley de potencia inversa, ecuación (28). Este modelo tiene
su aplicación en componentes sometidos a esfuerzos mecánicos.
(28)
Donde:
•
Nf: Número de ciclos hasta el fallo
•
A: Constante relativa al material
•
∆εp: Rango de esfuerzo
•
B: Constante relativa al material
Se han desarrollado diversos modelos basados en esta ley para distintas
aplicaciones. En algunos casos se han realizado modelos basados en esta ley
que utilizan el estrés por fatiga mecánica debido a ciclos de trabajo y estrés
mecánico por fatiga debido a ciclos térmicos. Si el estrés por fatiga debido al
esfuerzo mecánico aplicado, es más elevado que el límite elástico, el factor de
aceleración responde a la ecuación (29). De igual forma, el factor de
aceleración para la fatiga por estrés de temperatura se obtiene mediante la
ecuación (30).
(29)
(30)
La Tabla 4 muestra valores del parámetro “B” para algunos casos, que
han sido obtenidos empíricamente.
160 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Material
Valor de B
Metales
2a3
Soldaduras de componentes electrónicos
2a3
Encapsulados
integrados
4a8
de
plástico
para
circuitos
Agrietado de circuitos integrados
7
Compuestos intermetálicos Al-Au
4a7
Tabla 5.4. Algunos valores de B
Ejemplo 7: Las soldaduras de un sistema electrónico se han sometido a un test
en el que se ha producido un desplazamiento en ellas de 0,01[mm], y de media
fallaron al cabo de 50 ciclos. Si en operación normal tienen un desplazamiento
de 0,002[mm], determinar el número de ciclos que pueden soportar
suponiendo en este caso un valor B = 2´5.
Aplicando la ecuación (29), se obtiene:
V.8 Referencias Bibliográficas del Capítulo - CEI 60300-3-5:2001. Gestión de la confiabilidad. Parte 3-5: Guía de
aplicación. Condiciones para los ensayos de fiabilidad y principios para la
realización de contrastes estadísticos.
- CEI 61123:1991. Ensayos de fiabilidad. Planes de ensayo de conformidad
con una proporción de éxitos.
Ensayos 161
- UNE 200001-3-5:2002. Gestión de la confiabilidad. Parte 3-5: Guía de
aplicación. Condiciones para los ensayos de fiabilidad y principios para la
realización de contrastes estadísticos.
- UNE 20501-2-20:1994. Procedimientos de ensayos ambientales básicos.
Parte 2: Ensayos. Ensayo T: Temperatura.
- UNE 20501-2-46:1985. Equipos electrónicos y sus componentes. Ensayos
fundamentales climáticos y de robustez mecánica. Guía para el ensayo Kd:
Ensayo ácido sulfhídrico para contactos y conexiones.
- UNE 20501-2-49:1986. Equipos electrónicos y sus componentes. Ensayos
fundamentales climáticos y de robustez mecánica. Guía para el ensayo Kc:
Ensayo del anhídrido sulfuroso para contactos y conexiones.
- UNE 20932:1996. Ensayos de fiabilidad. Planes de ensayo de conformidad
con una proporción de éxitos
- UNE 66020-1:2001. Procedimientos de muestreo para la inspección por
atributos. Parte 1: Planes de muestreo para las inspecciones lote por lote,
tabulados según el nivel de calidad aceptable (NCA).
- UNE 66020-1:2002. ERRATUM Procedimientos de muestreo para la
inspección por atributos. Parte 1: Planes de muestreo para las inspecciones
lote por lote, tabulados según el nivel de calidad aceptable (NCA).
- UNE 66020-2:2001. Procedimientos de muestreo para la inspección por
atributos. Parte 2: Planes de muestreo para las inspecciones de lotes
independientes, tabulados según la calidad límite (CL).
- UNE-EN 61124:2008. Ensayos de fiabilidad. Planes de ensayos de
conformidad para tasa de fallo constante y para intensidad de fallo
constante.
162 Aproximación a la Confiabilidad. Aplicaciones Prácticas
- UNE-IEC 60605-3-1:2006. Ensayos de fiabilidad de equipos. Parte 3:
Condiciones de ensayo preferentes. Equipos portátiles de interior. Bajo grado
de simulación (IEC 60605-3-1:1986).
VI CONFIABILIDAD EN LA OPERACIÓN A TRAVES DEL RCM VI.1. ANTECEDENTES DEL MANTENIMIENTO CENTRADO EN FIABILIDAD (RCM) El método de optimización de planes de mantenimiento denominado:
Mantenimiento Centrado en Fiabilidad, conocido comúnmente por sus siglas en
inglés “RCM: Reliability Centered Maintenance”, se originó hacia el final de la
década de los años 60, en un esfuerzo conjunto del gobierno y la industria
aeronáutica norteamericana, a fin de establecer un proceso lógico y diseñar
actividades de mantenimiento apropiadas con frecuencias optimas para estas
actividades, para atender el advenimiento de nuevas aeronaves de mayor
tamaño, capacidad y complejidad, así como el crecimiento del parque aéreo
(Jones, 1995). La complejidad de los nuevos sistemas hacía casi imposible que
los mismos fueran mantenidos con los antiguos conceptos y políticas. El
objetivo de este grupo de trabajo fue establecer procedimientos de
mantenimiento apropiados que permitieran reducir los tiempos de parada por
mantenimiento, reducir los costes de mantenimiento e incrementar la seguridad
de los vuelos (Moubray, 1991). Como resultado de este esfuerzo se publicó el
documento “MSG-1: Maintenance Evaluation and Program Development”, el
cual formaliza y establece nuevos criterios para el desarrollo de programas de
mantenimiento.
Anterior a la publicación del MSG-1, los programas de mantenimiento
estaban diseñados para ser ejecutados en cada equipo sin considerar la
importancia del mismo en el funcionamiento del sistema. La importancia de
este documento radica en el cambio de los paradigmas existentes hasta ese
momento para la conceptualización de las políticas de mantenimiento. A partir
164 Aproximación a la Confiabilidad. Aplicaciones Prácticas
de este documento la orientación cambia desde la evaluación de las funciones
del equipo hacia el análisis de las funciones del sistema.
Posteriormente, se publicó el documento MSG-2 para generalizar en toda
la industria aeronáutica el uso de los procedimientos desarrollados en el MSG-1.
En este segundo documento se incorporó una herramienta simple pero
poderosa, llamada árbol de decisión lógico. Un árbol de decisión lógico es un
diagrama que provee una secuencia de preguntas acerca de una serie de
posibles eventos y sus consecuencias, estructurado de manera lógica y
jerárquica. Cada pregunta en el árbol de decisión sólo puede ser contestada
con un SI ó NO. La respuesta a cada pregunta puede conducir a una acción ó a
la próxima pregunta en la secuencia. El árbol es semejante a un mapa lógico de
carreteras. Cada posible fallo de un sistema es categorizado mediante la
aplicación del árbol lógico de preguntas, conduciendo al evaluador a un análisis
lógico que finaliza al obtener una respuesta SI. En cada respuesta NO, el
evaluador continúa con la siguiente pregunta en la secuencia. Si se alcanza el
final del árbol, entonces la conclusión lógica es que no se requiere ninguna
actividad para el modo de fallo en evaluación.
El éxito del RCM en la industria aeronáutica no tuvo precedentes, en un
periodo de 16 años posterior a su implantación, las aerolíneas comerciales no
experimentaron incremento en los costes unitarios de mantenimiento, aún
cuando el tamaño y la complejidad de las aeronaves, así como los costes de
operación se incrementaron durante el mismo periodo. También, para el mismo
periodo, se incrementaron los records de seguridad de las aerolíneas (Moubray,
1991).
Los beneficios obtenidos por la industria aeronáutica no fueron un
secreto y pronto el RCM fue adaptado y adecuado a las necesidades de otras
industrias y sectores como la de generación de potencia mediante energía
nuclear y solar, la minería, el transporte marítimo, etc., así como el ámbito
militar. En todos estos sectores se presentan exitosos resultados tras la
Confiabilidad en la Operación a través del RCM 165
aplicación del RCM, mediante la conservación o incremento de la disponibilidad,
al mismo tiempo que se ahorra en costes de mantenimiento. Algunos detalles
del método se encuentran aún en desarrollo para adaptarse a las necesidades
cambiantes de una amplia variedad de industrias, sin embargo, los principios
básicos se mantienen.
VI.2. ASPECTOS TEÓRICOS BÁSICOS DEL RCM El RCM sirve de guía para identificar las actividades de mantenimiento con sus
respectivas frecuencias a los activos más importantes de un contexto
operacional. Esta no es una fórmula matemática y su éxito se apoya
principalmente en el análisis
funcional de los activos de un determinado
contexto operacional, realizado por un equipo natural de trabajo. El esfuerzo
desarrollado por el equipo natural permite generar un sistema de gestión de
mantenimiento
flexible,
que
se
adapta
a
las
necesidades
reales
de
mantenimiento de la organización, tomando en cuenta, la seguridad personal,
el ambiente, las operaciones y la razón coste/beneficio (Jones, 1995).
Según Moubray (1991), el Mantenimiento Centrado en Fiabilidad (RCM)
es un método empleado para determinar las necesidades de mantenimiento de
cualquier activo físico en su contexto de operación. Entendiéndose por
mantenimiento (UNE-EN 13306:2002) la combinación de todas las acciones
técnicas, administrativas y de gestión, durante el ciclo de vida de un elemento,
destinadas a conservarlo o devolverlo a un estado en el cual pueda desarrollar
la función requerida. En términos más amplios, Parra (1996), define el RCM
como un proceso de gestión del mantenimiento, en la cual un
equipo
multidisciplinario de trabajo, se encarga de optimizar la fiabilidad operacional
de un sistema que funciona bajo
condiciones de trabajo
definidas,
estableciendo las actividades más efectivas de mantenimiento en función de la
criticidad
de los activos
pertenecientes a dicho
sistema, tomando en
166 Aproximación a la Confiabilidad. Aplicaciones Prácticas
cuenta
los posibles
efectos
que originarán los modos de fallos de estos
activos, a la seguridad, al ambiente y a las operaciones.
El
aplicar
correctamente
el
método
RCM,
permitirá
que
las
organizaciones que implanten esta metodología, puedan identificar estrategias
efectivas de mantenimiento que garanticen el cumplimiento de los estándares
requeridos por los procesos de producción y que ayuden a maximizar la
rentabilidad de sus activos. A continuación se resumen las características
generales del RCM:
Herramienta que permite ajustar las acciones de control de fallos
(estrategias de mantenimiento) al entorno operacional.
Metodología basada en un procedimiento sistemático que permite generar
planes óptimos de mantenimiento / produce un cambio cultural.
Los resultados de la aplicación del RCM, tendrán su mayor impacto, en
sistemas complejos con diversidad de modos de fallo (ejemplo: equipos
rotativos grandes).
Maduración: mediano plazo a largo plazo.
La metodología RCM propone un procedimiento que permite identificar
las necesidades reales de mantenimiento de los activos en su contexto
operacional, a partir del análisis de las siguientes siete preguntas (Bloom,
2006):
1. ¿Cuáles son las funciones y los estándares de ejecución asociados con el
activo en su actual entorno de operación?
2. ¿En qué forma fallo el equipo, con respecto a la función que cumple en
el contexto operacional?
3. ¿Qué causa cada fallo funcional?
4. ¿Qué ocurre cuando sucede un fallo?
5. ¿Cómo impacta cada fallo?
6. ¿Qué puede hacerse para predecir o prevenir cada fallo funcional?
Confiabilidad en la Operación a través del RCM 167
7. ¿Qué puede hacerse si no se conoce una tarea de prevención adecuada
a este fallo?
Estas preguntas se van respondiendo a medida que se avanza en el
proceso de implantación del RCM ordenada y metódicamente.
VI.3. PROCESO DE IMPLANTACIÓN DEL RCM Antes de comenzar el análisis de las necesidades de mantenimiento de los
activos en cualquier organización, es fundamental conocer qué tipo de activos
físicos existen y decidir cuáles son los que deben someterse al proceso de
revisión del RCM. Esto significa que debe realizarse un registro completo de los
equipos, en el caso de que no existiera, aunque actualmente la mayoría de las
industrias tienen ya esta clase de registro.
Figura 6.1. Flujograma de implantación del RCM
Una vez obtenido este registro, para una correcta aplicación del RCM es
necesario una meticulosa planificación de los pasos a seguir. La Figura 6.1
168 Aproximación a la Confiabilidad. Aplicaciones Prácticas
ilustra el orden que se debe seguir en los pasos del proceso de implantación
del RCM:
Se observan en el flujograma dos grandes fases del proceso de
implantación del RCM:
1. FASE INICIAL:
•
Formación del equipo natural de trabajo.
2. FASE DE IMPLANTACIÓN:
•
Selección del sistema y definición del contexto operacional.
•
Análisis de los modos y efectos de fallos (FMEA: Failure Modes and
Effects Analysis)
•
Aplicación de la lógica RCM (árbol de decisión de estrategias de
mantenimiento)
En los siguientes apartados se describen detalladamente cada una de las
etapas del proceso de implantación de RCM mostrado en la Figura 6.1.
VI.3.1. FORMACIÓN DEL EQUIPO NATURAL DE TRABAJO DEL RCM Para dar respuesta a las 7 preguntas básicas del RCM, es necesario crear un
equipo natural de trabajo constituido por personas con distintas funciones
dentro de la organización que sean capaces de responder entre todos dichas
preguntas. En la práctica, el personal de mantenimiento de la organización no
puede responder a todas las preguntas por si mismo debido a que algunas de
las respuestas deben ser proporcionadas por el personal de producción u
operación, sobre todo las relacionadas con el funcionamiento deseado del
equipo y las consecuencias y efectos de los fallos. Por este motivo, las personas
que trabajan diariamente con los equipos son una valiosa fuente de información
que no hay que ignorar en el análisis mediante la metodología RCM.
Confiabilidad en la Operación a través del RCM 169
Para asegurar que todos los puntos de vista estarán contemplados a la
hora de hacer el estudio, es importante que haya personas de diferentes
departamentos. En general, esto no debe significar formar grupos de menos de
4 ni más de 7 personas, lo ideal es un grupo formado por 5 o 6 componentes
(ver Figura 6.2).
OPERADOR
E x p e r t o e n m a n e j o /o p e r a c ió n
d e sis te m a s y e q u ip o s
IN G E N IE R O
DE PROCESOS
M ANTENEDOR
V is ió n g lo b a l
d e l n e g o c io
E x p e r to s e n r e p a r a c ió n
y m a n t e n im ie n to
F A C IL IT A D O R
PROGRAMADOR
A s e s o r m e to d o ló g ic o
V is ió n s is te m ic a
d e la a c t iv id a d
E S P E C IA L IS T A S
E x p erto en á rea
Figura 6.2. Integrantes de un Equipo Natural de Trabajo
El grupo de trabajo, según Moubray (1991), debe incluir los siguientes
participantes:
-
Personal de Operación: experto en manejo de sistemas y equipos, las
personas que viven el día a día de la operación de los equipos son una
valiosa fuente de información.
-
Personal de Mantenimiento: expertos en reparación y mantenimiento de
sistemas y equipos.
-
Ingeniero de Procesos: aporta visión global de los procesos.
-
Programador: aporta visión sistémica de la actividad.
-
Especialista externo: experto en un área específica. En ocasiones, también
es interesante incluir al fabricante de equipos.
Facilitador: asesor experto en la metodología RCM.
170 Aproximación a la Confiabilidad. Aplicaciones Prácticas
El objetivo de cada grupo de trabajo (Moubray, 1991) es usar la
metodología RCM para determinar las necesidades de mantenimiento de un
activo específico o una parte concreta de un proceso. Para que el grupo de
trabajo sea efectivo se debe facilitar la interacción y participación de todos los
miembros en las discusiones, en una atmósfera relajada e informal donde los
desacuerdos sean ampliamente debatidos con el fin de resolverlos. Además, no
existen jerarquías en el grupo de trabajo, se escucha a cada uno y no hay
miedo a hacer sugerencias. La ayuda externa es bienvenida y usada cuando es
adecuado. Hay aceptación y compromiso con el objetivo por parte de todos. La
clave para del éxito del proceso de implantación del RCM es el consenso de los
diferentes integrantes del grupo de trabajo. Cada miembro del grupo contribuye
en la medida que pueda en cada etapa del proceso. Ninguna decisión debe ser
tomada mientras no haya sido aceptada por todo el grupo.
Dentro del equipo natural de implantación del método RCM,
la
responsabilidad del facilitador del grupo de trabajo es de suma importancia, su
función principal consiste en guiar y conducir el proceso de implantación del
RCM, es decir, es el encargado de asegurar que el proceso de implantación del
RCM se realice de forma ordenada y efectiva. El facilitador debe realizar dentro
del grupo de trabajo una serie de actividades:
- Guiar al equipo de trabajo en la realización del análisis de los modos y
efectos de fallos (FMEA), y en la selección de las actividades de
mantenimiento.
- Ayudar a decidir a qué nivel debe ser realizado el análisis de modos y
efectos de fallos.
- Ayudar a identificar los activos que deben ser analizados bajo la
metodología RCM.
- Asegurar que las reuniones de trabajo sean conducidas de forma
profesional y se lleven a cabo con fluidez y normalidad.
Confiabilidad en la Operación a través del RCM 171
- Asegurar un verdadero consenso en las decisiones.
- Motivar al equipo de trabajo.
- Asegurar que toda la documentación a registrar durante el proceso de
implantación del RCM sea conducida correctamente.
Según Moubray (1991), de todos los factores que afectan a la calidad
final de los resultados del RCM, el perfil y las habilidades del facilitador es uno
de los más importantes. Esto influye tanto en la calidad técnica del análisis
como en el ritmo al que el análisis es realizado y la actitud de los participantes
hacia el RCM. Las características principales que debe cumplir el perfil del
facilitador son: amplia capacidad de análisis, alto nivel técnico, alto desarrollo
de cualidades personales como liderazgo, credibilidad, seguridad, confianza, y
habilidades para conducir reuniones de trabajo, es decir, tener facilidad para
comunicarse.
VI.3.2. SELECCIÓN DEL SISTEMA Y DEFINICIÓN DEL CONTEXTO OPERACIONAL El primer paso a dar en la implantación del RCM es la selección de los sistemas
o equipos a los que se va a aplicar esta metodología. Se debe determinar la
parte de nuestras instalaciones a estudiar y la parte o elementos que quedarán
excluidos de ese estudio y, una vez delimitado el sistema a estudiar, determinar
su composición, los elementos de nivel inmediatamente inferior que lo
constituyen y así sucesivamente, siguiendo con una estructura de árbol hasta el
nivel que ya se considere como un todo indivisible desde el punto de vista del
mantenimiento. Téngase en cuenta que esta estructura puede no ser jerárquica
en el sentido estricto, sino tener ramas que se interrelacionan en un mismo
nivel o ramas entre niveles no contiguos. Los subsistemas que a su vez tienen
bucles de control están en este caso y, por tanto, se deben tratar los bucles
como unidades indivisibles, desde el punto de vista del sistema principal, de
manera que quede reducido a una estructura jerárquica en árbol pura. Para
establecer el sistema o sistemas a los que se va a aplicar el método RCM,
172 Aproximación a la Confiabilidad. Aplicaciones Prácticas
definir sus límites y su estructura es necesario responder a las dos preguntas
(Moubray, 1991):
1. ¿Cuál debería ser el nivel de detalle que se requiere para realizar el
análisis de los modos y efectos de fallos del sistema seleccionado?
2. ¿Debería ser analizada toda el área seleccionada, y si no es necesario,
que debería hacerse para seleccionar la parte a analizar y con qué
prioridad deben analizarse cada una de las partes?
Para entender mejor lo que significa nivel de detalle es necesario que los
grupos de trabajo confirmen o definan los distintos niveles que presenta una
determinada organización, es decir, el grado de división existente en la
organización: corporación, filiales, departamentos, plantas, sistemas, equipos,
componentes son ejemplos de división de una determinada organización. A
continuación se definen algunos términos necesarios para entender el concepto
de nivel de detalle (Moubray, 1991 y Smith and Hinchcliffe, 2004):
- Parte: representa el nivel más bajo de detalle al cual un equipo puede
ser desensamblado sin que sea dañado o destruido. Ejemplos:
engranajes, bolas de cojinetes, ejes, resistores, chips… (El tamaño no es
el criterio a considerar para establecer qué elemento constituye una
parte de un equipo determinado).
- Equipo: nivel de detalle constituido por un grupo o colección de partes
ubicadas dentro de un paquete identificable, que cumple al menos una
función relevante como ítem independiente. Ejemplos: válvulas, motores,
bombas, compresores, etc.
- Sistema: nivel de detalle constituido por un grupo lógico de equipos
que cumplen una serie de funciones requeridas por una organización. La
mayoría de los sistemas están agrupados en función de los procesos más
Confiabilidad en la Operación a través del RCM 173
importantes. Ejemplos: sistema de generación de vapor, de tratamiento
de aguas, de condensado, de protección, etc.
- Planta: nivel de detalle constituido por un grupo lógico de sistemas que
funcionan en conjunto para proveer un producto o servicio por
procesamiento o manipulación de materiales o recursos.
- Complejo ó polígono industrial: nivel de detalle constituido por un
grupo lógico de plantas que funcionan en conjunto para proveer varios
productos o servicios de una misma clase o de distintas clases. Por
ejemplo, un grupo de plantas de hidrógeno, azufre, etc., que constituyen
un área denominada “Complejo de Refinería,
Polígono Petroquímico,
etc.”.
La experiencia de expertos en metodología RCM considera más eficaz el
análisis de los distintos “sistemas” como nivel de detalle de la organización
(Moubray, 1991). Esto se debe a que en la mayoría de las organizaciones los
“sistemas” son normalmente identificados y usados para los bloques
funcionales, esquemas, diagramas,.. etc., y por tanto se tiene de ellos una
información más detallada y precisa.
Es necesario que los grupos de trabajo tengan un especial cuidado con
respecto a la selección del nivel de detalle que se espera del FMEA, ya que un
análisis realizado a un alto nivel de detalle (partes) puede llegar a ser
complicado e irrealizable, o por el contrario, un análisis realizado a un bajo nivel
de detalle (planta) podría ser muy superficial y poco eficiente para la gestión
del mantenimiento en la organización.
Partiendo del nivel de detalle del sistema, para responder la segunda
pregunta es necesario que el grupo de trabajo identifique todos los sistemas
existentes del área seleccionada y luego proceda a jerarquizar de acuerdo a los
criterios de mayor importancia y criticidad del entorno operacional en el que
operan dichos sistemas.
174 Aproximación a la Confiabilidad. Aplicaciones Prácticas
VI.3.2.1. T ÉCNICAS DE A NÁLISIS DE C RITICIDAD A PLICADAS EN EL P ROCESOS DE JERARQUIZACIÓN DE LOS S ISTEMAS Las técnicas de análisis de criticidad, son
metodologías que permiten
jerarquizar sistemas, instalaciones y equipos, en función de su impacto global,
con el fin de optimizar el proceso de asignación de recursos (económicos,
humanos y técnicos). Un método de criticidad cualitativo muy utilizado dentro
de las aplicaciones de RCM, es el proceso de jerarquización de sistemas basado
en matrices de criticidad, que consideran dentro de su proceso de análisis la
evaluación del factor “Riesgo” (Parra, 1996). Este método integra el análisis de
la probabilidad (frecuencia) de que se produzca un fallo y las consecuencias
(nivel de severidad) que pueden traer consigo los fallos de los sistemas a
evaluar. La definición de criticidad puede tener varias interpretaciones
dependiendo del objetivo que se pretenda y de las necesidades de la
organización, por lo que existe una gran diversidad de herramientas de
criticidad. Para realizar un análisis de criticidad es necesario tener en cuenta los
siguientes aspectos:
-
Definir un alcance y propósito para el análisis de criticidad.
-
Establecer criterios (atributos) de importancia.
-
Seleccionar ó desarrollar un método de evaluación para jerarquizar los
sistemas seleccionados.
En relación a los criterios de importancia a ser considerados, estos
dependerán básicamente del objetivo principal del proceso de jerarquización y
del entorno organizacional y operacional. Entre los atributos más utilizados en
los procesos de criticidad se encuentran: Seguridad, Ambiente, Producción,
Costes (Operaciones y Mantenimiento), Frecuencia de Fallos y Tiempo
promedio para reparar (Jones, 1995). Es importante mencionar que los
Confiabilidad en la Operación a través del RCM 175
resultados que se obtienen con la aplicación de las técnicas de criticidad,
representan el insumo básico con el cual se debe dar inicio a cualquier proceso
de aplicación de la metodología RCM. A continuación se presenta un modelo
de jerarquización basado en la evaluación semi-cuantitativa del Riesgo (se tomo
como referencia la matriz de criticidad, diseñada para activos de la industria del
petróleo, ver (Parra, 1996)). Como ejemplo, el modelo propuesto está basado
en la estimación del factor Riesgo a través de la siguiente expresión:
Riesgo = Frecuencia de Fallos x Consecuencias
Dónde:
Frecuencia fallos = Número de fallos en un tiempo determinado
Consecuencias = (Impacto Seguridad y Salud x 0,25) +
(Impacto Medio Ambiente x 0,25) +
(Impacto Producción y/ó Costos de Mantto. x 0,5)
El proceso de evaluación de la frecuencia de fallos y de las consecuencias
se realiza a través de los siguientes factores ponderados:
• Factores de frecuencia de fallos / escala 1-5
o 1: Sumamente improbable: menos de 1 evento en 5 años
o 2: Improbable: 1 evento en 5 años
o 3: Posible: 1 evento en 3 años
o 4: Probable: entre 1 y 3 eventos al año
o 5: Frecuente: más de 3 eventos por año
• Factores de Consecuencias
-
Impacto Seguridad y Salud
o 5. Evento catastrófico: pérdida de vidas humanas
o 4. Evento que genera: lesión incapacitante ó efectos a la salud de
por vida
176 Aproximación a la Confiabilidad. Aplicaciones Prácticas
o 3. Evento que genera: lesión incapacitante ó efectos a la salud de
forma temporal
o 2. Evento que genera: lesión ó efectos a la salud menores (no
incapacita al trabajador)
o 1. No genera ningún impacto en la seguridad y salud
-
Impacto Medio Ambiente
o 5. Afectación catastrófica al ambiente ( cierre total de las
operaciones)
o 4.
Afectación
sensible
al
ambiente
(daños
ambientales
recuperables a largo plazo, multas, indemnizaciones y cierre
temporal)
o 3.
Afectación
moderada
al
ambiente
(daños
ambientales
recuperables en corto plazo, multas e indemnizaciones)
o 2. Incidente ambiental controlable (no genera daños ambientales,
costos directos menores)
o 1. No genera ningún impacto ambiental
-
Impacto en Producción y/ó en los Costos del Mantenimiento
o 5: Pérdidas de producción superiores al 75%, costos de reposición
mayores a 75.000$
o 4: Pérdidas de producción entre el 50% y el 74%, costos de
reposición entre 50.000$ y 74.999$
o 3: Pérdidas de producción entre el 25% y el 49%, costos de
reposición entre 25.000$ y 49.999$
o 2: Pérdidas de producción entre el 5% y el 24%, costos de
reposición entre 10.000$ y 24.999$
o 1: Pérdidas de producción menor al 5%, costos de reposición
menores a 9.999$
Los resultados de la evaluación de los factores anteriores, se presentan
en una matriz de criticidad 5 x 5, donde el eje vertical expresa cinco categorías
de frecuencia de los fallos, mientras que el eje horizontal indica cinco categorías
Confiabilidad en la Operación a través del RCM 177
de frecuencia de fallos. La matriz está dividida en cuatro zonas para indicar la
criticidad de los equipos (ver Figura 6.3):
Figura 6.3. Representación genérica de la matriz de criticidad.
Zonas de criticidad consideradas:
B = Baja criticidad
M = Media criticidad
A = Alta criticidad
MA = Muy Alta criticidad
A continuación se presentan algunas consideraciones importantes del
proceso de evaluación de criticidad:
•
La asignación de los pesos de importancia de cada uno de los factores
(atributos) seleccionados para evaluar el factor “Consecuencias” dentro
del proceso de análisis de criticidad, es una decisión propia de cada
organización, que debe ser tomada, teniendo en cuenta la misión y los
objetivos del negocio; y bajo el consenso de un grupo de trabajo RCM,
178 Aproximación a la Confiabilidad. Aplicaciones Prácticas
estos pesos podrían cambiar en el tiempo y ajustarse a las necesidades
del proceso de producción.
•
El adicionar ó eliminar factores (atributos) dentro del modelo de
criticidad a desarrollar, debe ser el resultado de un proceso de análisis
específico, el cual debe realizar el grupo de trabajo encargado de aplicar
el método RCM.
VI.3.2.2. D EFINICIÓN DEL C ONTEXO O PERACIONAL Una vez identificados el (los) sistema(s) crítico(s), la metodología de RCM
propone que se desarrolle el contexto operacional del (los) sistema(s) a
evaluar. Para el desarrollo del contexto operacional hay que tener en cuenta
los siguientes aspectos (Moubray, 1991):
-
Resumen Operativo: Especificar el propósito que cumple el sistema a
analizar, describiendo los equipos, procesos y dispositivos de seguridad
implicados, así como detallar las metas relativas a la seguridad y medio
ambiente y establecer planes futuros.
-
Personal: Especificar la rotación de turnos de trabajo, las operaciones
realizadas y los parámetros de calidad definidos.
-
División de Procesos: Especificar la división del proceso en sistemas,
definir los límites y listar los componentes de los mismos, incluyendo
indicadores y dispositivos de seguridad.
La información que necesita recopilarse inicialmente para el desarrollo
del contexto operacional es la siguiente (Moubray, 1991):
-
Perfil de operación.
-
Ambiente de operación.
-
Calidad/Disponibilidad de las entradas requeridas (combustible, aire,
etc.).
Confiabilidad en la Operación a través del RCM 179
-
Alarmas, Monitorización.
-
Políticas de repuestos, recursos, logística.
-
P&IDs (diagramas de tuberías e instrumentación) del sistema.
-
Esquemas del sistema y/o diagramas de bloque, que normalmente son
desarrollados a partir de los P&IDs.
Una herramienta gráfica que facilita la visualización del contexto
operacional, es el diagrama de entrada-proceso-salida (ver Figura 6.4). En
estos diagramas se deben identificar las entradas, los procesos y las salidas
principales del sistema.
PRODUCTOS
PRIMARIOS
MATERIA PRIMA
SERVICIOS
PROCESO
PRODUCTOS
SECUNDARIOS
CONTROLES
CONTROLES
Figura 6.4. Diagrama entrada-proceso-salida
A continuación se detallan los factores más importantes del Diagrama
EPS (Moubray, 1991):
Las entradas pueden ser de tres tipos:
-
Materia prima: son los recursos tomados directamente por el proceso
(sistema/equipo) para transformarlos o convertirlos (gas, crudo,
madera…).
-
Servicios: son los recursos utilizados por el proceso para la
transformación de la materia prima (electricidad, agua, vapor…).
180 Aproximación a la Confiabilidad. Aplicaciones Prácticas
-
Controles: entrada referida a los sistemas de control y sus efectos
sobre los equipos o procesos pertenecientes al área en cuestión.
Normalmente, no necesitan ser registrados como una función
separada ya que su fallo siempre va asociado a una pérdida de señal
de salida en alguna parte del proceso.
Las salidas van a estar asociadas a las funciones inherentes al sistema y
pueden ser clasificadas como:
-
Productos primarios: Constituyen los principales propósitos del
sistema, generalmente son especificados por la tasa de producción y
los estándares de calidad.
-
Productos secundarios: se derivan de funciones principales que
cumple el sistema dentro del proceso. La pérdida de los productos
secundarios puede causar, en la mayoría de los casos, la pérdida de
las funciones primarias y sus consecuencias pueden ser catastróficas.
-
Controles y alarmas: van asociadas a las funciones de protección y
control del sistema.
Los procesos deben registrarse como una descripción de la función a
ejecutar por el sistema en un lugar específico, con el fin de concentrar los
esfuerzos de mantenimiento sobre la función que esté siendo analizada y
averiguar qué actividades de mantenimiento deben ejecutarse para que el
activo cumpla la función dentro del contexto operacional.
Una guía interesante para el desarrollo del contexto operacional es la
Norma ISO 14224, esta norma permite definir los límites de contorno del
sistema a evaluar y
determinar los ítems mantenibles dentro de los
subsistemas de los equipos. En esta norma hay una serie de ejemplos de
equipos, describiendo de forma general los aspectos que conforman el contexto
operacional: clasificación del tipo de equipo, definición del límite de contorno,
Confiabilidad en la Operación a través del RCM 181
subdivisión en niveles, datos referenciales más importantes del equipo (datos
específicos por cada clase de equipo).
A continuación se presenta un ejemplo de definición de un contexto
operacional:
• CONTEXTO OPERACIONAL SISTEMA: COMPRESOR DE RECICLO GEMINI
1. PROPÓSITO
Este subproceso cumple la siguiente función: comprimir en dos etapas
los gases enviados desde las separaciones previas y la estabilización,
para luego de enfriamientos intermedios y finales dirigir estos gases a la
fase de deshidratación.
2. DESCRIPCIÓN GENERAL DEL SISTEMA
Los compresores de Reciclo (KAE 2330/2340/2350) constan de 2 etapas
de compresión. La primera recibe el Gas de la Torre Estabilizadora y de
la Separación Flash. Estos flujos se unen en una sola línea que ingresa al
Servidor de Succión de Primera Etapa (V2300/2310/2320), donde se les
separa los líquidos que pudiesen contener, luego pasan por los Pulmones
de Succión de la primera etapa (V02 A/B/C), donde se amortiguan las
variaciones pulsantes del flujo, posteriormente a la primera etapa de
compresión pasan por los Pulmones de Descarga de Primera Etapa (V03
A/B/C) para luego ser enfriados a través de los Aeroenfriadores
Intermedios (AEA 2360/2370/2385), para la siguiente etapa de
compresión. Esta descarga de primera etapa se une a la corriente
proveniente del Separador Principal, para luego dirigirse al Scrubber de
Succión de 2da etapa, (VBF 2410/2420/2430) pasa por los Pulmones de
Succión (VOG A/B/C) de segunda etapa, sus comprimidos en esta parte
del proceso, pasa por los Pulmones de Descarga de 2da etapa (V 07
182 Aproximación a la Confiabilidad. Aplicaciones Prácticas
A/B/C), esta descarga de 2da etapa es enfriada en los Aeroenfriadores
de Salida (AEA 2470/2480/2490). Finalmente sale a la descarga por los
Scrubbers de Descarga (VBF 2440/2450/2460) donde se arrastran
posibles líquidos que pudiesen permanecer. Al final de este proceso el
gas se une a la corriente de entrada a la Fase de Deshidratación.
3. VARIABLES MÁS IMPORTANTES DEL PROCESO
-
Caudal de gas: 13 MMPCD (9 - 14.6) MMPCD
-
Composición de gas de salida: 8-10% (molar), propano 8%, butanos
2,5%, pentanos 0.9%, C6+ 0.98% (todos en % molar), ge. 0.83
-
Relación compresión entre 1 etapa e inter-etapa (2.7 a 2.8)
-
Relación compresión entre inter-etapa y 2 etapa (2.6 y 2.7)
-
Temperatura descarga 1 etapa: 236 F
-
Temperatura descarga 2 etapa: 245 F
4. EQUIPOS PRINCIPALES
-
Motor Eléctrico
-
Compresor
-
Enfriamiento (bomba de agua, aero-enfriador, intercambiador)
-
Lubricación (bomba, aero-enfriador, intercambiador)
-
Límites:
-
Entrada: Válvula PV2120B (lazo control PIC2120B)
-
Salida: Válvulas SDV 2440, SDV 2450, SDV 2460
5. DIAGRAMA ENTRADA - PROCESO - SALIDA
Confiabilidad en la Operación a través del RCM 183
Figura 6.5. Diagrama entrada proceso salida: sistema de compresión
VI.3.3. DESARROLLO DEL ANÁLISIS DE MODOS Y EFECTOS DE FALLOS (FMEA) El Análisis de los Modos y Efectos de Fallos (FMEA) es la herramienta principal
del RCM para optimizar la gestión de mantenimiento en una organización
determinada ya que ayuda a responder las primeras cinco preguntas básicas del
RCM (Woodhouse, 1996). El FMEA es un método sistemático que permite
identificar los problemas antes de que ocurran y puedan afectar a los procesos
y productos en un área determinada, bajo un contexto operacional dado. A
partir del análisis realizado por los grupos de trabajo RCM a los distintos activos
en su contexto operacional, se obtiene la información necesaria para prevenir
las consecuencias y los efectos de los posibles fallos a partir de la selección
adecuada de las actividades de mantenimiento. Estas actividades se eligen de
forma que actúen sobre cada modo de fallo y sus posibles consecuencias (ver
Figura 6.6).
184 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Figura 6.6. Esquema de análisis de los modos y efectos de fallos.
El objetivo básico del FMEA es encontrar todas las formas o modos en los
que puede fallar un activo dentro de un proceso, e identificar las posibles
consecuencias de los fallos en función de tres criterios básicos en el RCM:
seguridad humana, seguridad del medio ambiente e impacto en la producción.
Para cumplir este objetivo, los grupos de trabajo deben realizar el FMEA
siguiendo la siguiente secuencia:
-
Definir las funciones de los activos y sus respectivos estándares de
operación/ejecución.
-
Definir los fallos funcionales asociados a cada función del activo.
-
Definir los modos de fallos asociados a cada fallo funcional.
-
Establecer los efectos y consecuencias asociados a cada modo de
fallo.
VI.3.3.1. FMEA. D EFINICIÓN DE F UNCIONES Y E STÁNDARES DE E JECUCIÓN Una función se define como el propósito o la misión de un activo en un
contexto operacional específico. La metodología define los siguientes tipos de
funciones (Moubray, 1991):
Confiabilidad en la Operación a través del RCM 185
•
Funciones Primarias: Son las funciones que un activo tiene que cumplir
dentro de un proceso, usualmente vienen definidas por el propio nombre del
activo. Por ejemplo, la función primaria de una bomba es bombear un
determinado fluido.
•
Funciones Secundarias: Son las funciones que el activo está capacitado para
cumplir en adición a las salidas principales descritas por las funciones
primarias. Entre las funciones secundarias más características están:
-
Contención: La mayoría de los activos cuyas funciones primarias son
la transferencia de material, especialmente si es un fluido, tienen
que contener a su vez a estos materiales.
-
Soporte: Algunos activos tienen una función secundaria estructural
de soporte. Por ejemplo la función primaria de un edificio es
proteger a personas, pero además sirve de soporte del techo del
mismo.
-
Apariencia: La apariencia de algunos activos envuelve funciones
específicas. Por ejemplo la función primaria de la pintura de los
equipos industriales es proteger frente a la corrosión, por otro lado
una pintura de color brillante puede ser usada para mejorar la
visibilidad del mismo por razones de seguridad.
-
Higiene y Seguridad: Los activos deben ser capaces de operar de
forma segura y limpia.
•
Funciones de Protección: Existen equipos que tienen como misión proteger
en primera instancia a las personas de los posibles efectos de los fallos y
posteriormente proteger a los activos.
•
Funciones de Control: El patrón de funcionamiento de los equipos de control
consiste en tomar mediciones con dispositivos especiales, que se encargan
de captar señales de temperatura, presión, flujo, etc., las cuales serán
traducidas en valores específicos y comparadas con rangos normales de
operación, permitiendo de esta forma controlar y vigilar el buen
funcionamiento de los distintos procesos.
186 Aproximación a la Confiabilidad. Aplicaciones Prácticas
•
Funciones Subsidiarias: Son funciones realizadas en el proceso principal por
equipos especiales adecuados a procesos específicos que no están
relacionados directamente con el producto final del proceso principal.
Para poder identificar claramente cuándo un activo no está cumpliendo sus
funciones de manera eficiente es necesario que el grupo de trabajo defina de
forma precisa los estándares de ejecución asociados a cada función de los
activos a analizar con respecto a su contexto operacional. La metodología RCM
define un estándar de ejecución como el parámetro que permite especificar,
cuantificar y evaluar de forma clara la función de un activo (Moubray, 1991).
Cada activo puede tener más de un estándar de ejecución en su contexto
operacional. Los estándares de ejecución están normalmente relacionados con
las salidas de cada función del sistema, es decir, con el desempeño de la
función esperada del sistema. Sin embargo, existen otros estándares de
ejecución tales como calidad del producto, seguridad, eficiencia energética y
medio ambiente, entre otros.
Respecto al estándar de calidad del producto, consiste en lograr de forma
satisfactoria productos que cumplan los estándares de calidad exigidos. Esto
depende fundamentalmente de la capacidad de los activos con los que se
obtiene esos productos.
Los estándares ambientales, con penalizaciones por incumplimiento cada
vez más fuertes y estrictas, obligan a las personas responsables del desarrollo
de planes de mantenimiento a conocer con precisión las consecuencias que
puede ocasionar un fallo en el ambiente.
A continuación se presenta un ejemplo básico de definición de funciones
principales, secundarias y sus respectivos estándares de ejecución:
• Activo: Bomba centrífuga: P - 101.
- Función principal:
1. Transferir agua del tanque a al piscina a 800 litros por minuto
(+/- 100 litros por minuto), a una presión de 45 psig. (+/- 5
Confiabilidad en la Operación a través del RCM 187
psig.) y a una temperatura promedio de 28 grados centígrados
(+/- 2 grados centígrados).
- Funciones secundarias:
2. Controlar el caudal de agua entre el rango de 750 y 850 litros
por minuto.
3. Parar la bomba cuando el caudal cae por debajo de 650 litros
por minuto.
4. Parar la bomba cuando la temperatura llega a 32 grados
centígrados.
5. Etc.
VI.3.3.2. FMEA. D EFINICIÓN DE F ALLOS F UNCIONALES Una vez definida las funciones que cada activo debe cumplir en un contexto
operacional dado, el siguiente paso es determinar cómo ese activo deja de
cumplir sus funciones. La pérdida de una función es lo que en RCM se
denomina fallo funcional.
Un fallo funcional se define como una ocurrencia no previsible, que no
permite que el activo alcance el funcionamiento esperado en el contexto
operacional en el cual se desempeña (Moubray, 1991). El nivel de insatisfacción
producido por causa del fallo funcional dependerá de las consecuencias que
pueda generar la aparición de dicho fallo dentro del contexto operacional. Los
diferentes fallos funcionales pueden incidir sobre una función de forma parcial o
total. La pérdida total de la función ocurre cuando un activo se detiene por
completo de forma inesperada. La pérdida parcial ocurre cuando el activo no
puede alcanzar el estándar de ejecución esperado, es decir, cuando opera de
forma ineficiente o fuera de los límites específicos tolerados.
188 Aproximación a la Confiabilidad. Aplicaciones Prácticas
La definición precisa de un fallo funcional para un activo depende en
gran parte del contexto operacional del mismo, por lo que activos idénticos
pueden sufrir diferentes fallos funcionales si el contexto operacional es
diferente.
A continuación se presenta un ejemplo básico de definición de fallos
funcionales:
- Función:
1. Transferir agua del tanque a la piscina a 800 litros por minuto
(+/- 100 litros por minuto), a una presión de 45 psig. (+/- 5 psig.)
y a una temperatura promedio de 28 grados centígrados (+/- 2
grados centígrados).
- Fallos funcionales (totales y parciales):
1.a. No ser capaz de transferir nada de agua (fallo funcional total).
1.b. Transferir agua a menos 700 litros por minuto (fallo funcional
parcial).
1.c. Transferir agua a más de 900 litros por minuto (fallo funcional
parcial).
1.d. Transferir agua a una presión menor de 40 psig. (fallo
funcional parcial).
1.e. Etc.
Confiabilidad en la Operación a través del RCM 189
VI.3.3.3. FMEA. D EFINICIÓN DE M ODOS DE F ALLOS Las secciones anteriores se han referido a la definición de las funciones de los
activos con sus respectivos
estándares de ejecución deseados y
sus fallos
funcionales. Las funciones de los activos en el contexto operacional y los fallos
funcionales dictarán el nivel al cual es requerido el mantenimiento o en otras
palabras la definición clara de estos conceptos permitirá establecer los objetivos
del mantenimiento con respecto a los activos en su actual contexto operacional.
Los fallos funcionales tienen causas físicas que
originan la aparición de las
mismas, estas causas son lo que la metodología RCM define como modos de
fallos (causas físicas que provocan los fallos funcionales totales ó parciales)
(Moubray, 1991). Las actividades de prevención, anticipación o corrección
según el RCM, deben estar orientadas a atacar modos de fallos específicos.
Esta afirmación, constituye una de las mayores diferencias entre el RCM y
forma tradicional de gestionar el mantenimiento, es decir, que para el RCM, las
actividades de mantenimiento generadas a
partir del análisis realizado por
el grupo de trabajo RCM, atacarán específicamente a cada uno de los modos
de fallos asociados a cada fallo funcional (cada fallo funcional puede tener más
de un modo de fallo).
El nivel al cual se gestiona el mantenimiento de un activo, se relaciona
con el nivel al cual se identifica el modo de fallo. Muchas veces el nivel al cual
se identifica el modo de fallo no corresponderá al nivel de detalle seleccionado
para analizar el activo y sus funciones, por lo cual, para poder desarrollar un
sistema de gestión de mantenimiento de un determinado grupo de activos en
un contexto operacional, es necesario identificar el nivel al cual se a producirán
los distintos
modos de fallos asociados a las funciones de un activo en su
actual contexto operacional.
En el proceso de análisis de modos de fallos, el grupo de trabajo buscará
información consultando:
190 Aproximación a la Confiabilidad. Aplicaciones Prácticas
o Listas genéricas de modos de fallos.
o Personal de operación y/o mantenimiento que haya tenido una larga
asociación con el activo.
o Registros e historiales técnicos existentes del activo.
o Fabricantes y vendedores de activos.
o Otros usuarios del mismo activo.
Para entender el proceso de definición
de modos de fallos, a
continuación se presenta el siguiente ejemplo básico:
- Función:
1. Transferir agua del tanque a la piscina a 800 litros por minuto
(+/- 100 litros por minuto), a una presión de 45 psig. (+/- 5 psig.)
y a una temperatura promedio de 28 grados centígrados (+/- 2
grados centígrados).
- Fallos funcionales (totales y parciales):
1.a.
No ser capaz de transferir nada de agua (fallo funcional total).
1.b.
Transferir agua a menos 700 litros por minuto (fallo funcional parcial).
- Modos de fallos:
1.a.1. Motor eléctrico quemado (nivel de detalle: equipo).
1.a.2. Eje del impulsor fracturado (nivel de detalle: parte).
1.a.3. Impulsor trancado por entrada de objeto extraño (nivel de detalle:
parte).
1.a.4. Línea de succión totalmente bloqueada (nivel de detalle: parte).
1.a.5 Etc.
Confiabilidad en la Operación a través del RCM 191
…
1.b.1. Línea de succión con roturas parciales (nivel de detalle parte)
1.b.2. Sello desgastado (nivel de detalle parte)
1.b.3. Impulsor desgastado (nivel de detalle parte)
1.b.4 Etc.
VI.3.3.4. FMEA. D EFINICIÓN DE LOS E FECTOS Y C ONSECUENCIAS DE LOS M ODOS DE F ALLOS En esta parte del proceso, el objetivo principal del grupo de trabajo consiste en
identificar lo que sucederá en el contexto operacional cuando ocurre el modo
de fallo previamente identificado. La identificación de los efectos del modo de
fallo deberá incluir toda la información necesaria que ayude a soportar la
evaluación de las consecuencias de los fallos (Moubray, 1991). Para identificar y
describir de forma precisa los efectos producidos por cada modo de fallo, el
grupo de trabajo debe responder de forma clara las siguientes preguntas:
1.
¿Cómo se evidencia (si puede ser evidente) que un modo de fallo ha
ocurrido?
La descripción del efecto del fallo deberá especificar si la ocurrencia del
modo de fallo se evidencia a partir de algún tipo de señal o de
manifestación física (síntomas: como ruido, humo, señales de variables
operacionales, alarmas, etc.
2.
¿Cómo podría afectar la ocurrencia de cada modo de fallo a la seguridad
humana o al ambiente?
Se debe detallar si existe la posibilidad de que alguna persona pueda
resultar
herida
o
pueda
incumplirse
alguna
norma
ambiental.
Normalmente, estos modos de fallo aparecen por la mala operación de
192 Aproximación a la Confiabilidad. Aplicaciones Prácticas
los equipos, caídas de objetos, presiones excesivas de trabajo, derrames
de sustancias químicas, etc., y suelen ser inusuales gracias al avance en
el diseño moderno de las instalaciones y sus equipos.
3.
¿Cómo afectaría la ocurrencia de cada modo de fallo a la producción y
las operaciones?
Para decidir cuál es la mejor actividad de mantenimiento a ejecutar sobre
los activos, es necesario que el grupo de trabajo tenga claramente
definido la naturaleza y severidad de las consecuencias de los modos de
fallos dentro del proceso de producción (se recomienda cuantificar el
impacto económico de cada modo de fallo). En algunos casos los modos
de fallo afectarán al producto final, a los procesos, calidad del producto o
eficiencia del servicio prestado, en otros, podrán afectar a la seguridad
humana o al ambiente. Se debe describir de forma clara si el modo de
fallo conlleva impacto en la producción o en las operaciones. En estos
casos, normalmente, los modos de fallo generan paros completos de los
procesos, reducción de la producción o de la calidad de los productos,
aumento de costes de los procesos, etc.
El impacto del modo de fallo en la organización depende del contexto
operacional donde trabaje el activo, del estándar de ejecución deseado para la
función del activo y de las consecuencias físicas generadas tras la aparición del
modo de fallo. La combinación de estos tres factores hace que cada modo de
fallo tenga una forma característica de impactar en la seguridad, en el ambiente
y en las operaciones.
Algunas categorías en las que se pueden clasificar los modos de fallo
son:
- Modos de fallo con consecuencias ocultas: las consecuencias se
generan a partir de funciones ocultas o no evidentes que presentan
algunos activos en su contexto operacional, por ejemplo los equipos de
Confiabilidad en la Operación a través del RCM 193
reserva, de control o de seguridad. La aparición de estos modos de fallo
no será evidente dentro del desarrollo normal de las operaciones de un
determinado sistema, en el caso de que estos fallos ocurran por si solos.
Este tipo de fallos, que no son evidentes por si solos sino cuando otro
fallo ocurre, se denominan fallos ocultos.
- Modos de fallo con consecuencias sobre la seguridad humana y el
medio ambiente: las consecuencias surgen a partir de funciones
evidentes de los activos y afectarán, a la seguridad humana y al medio
ambiente.
- Modos de fallo con consecuencias operacionales: Surgen a partir de
funciones evidentes de los activos cuyos fallos funcionales afectarán de
forma importante a la producción o las operaciones (cantidad de
producto, calidad del mismo, costes de operación, costes directos de
reparación, etc.).
- Modos de fallo con consecuencias no operacionales: Surgen a partir de
funciones evidentes y sus consecuencias son aceptables respecto a la
seguridad,
ambiente
y
operaciones,
únicamente
repercute
económicamente, en el coste directo de su reparación.
Las consecuencias de los modos de fallo se determinan apoyándose en el
siguiente diagrama (ver Figura 6.7):
Para la descripción de los efectos se ha diseñado una guía de preguntas
que permiten simplificar la evaluación de las consecuencias de los modos de
fallos:
1. ¿Qué evidencias hay de que ocurrió el fallo?
2. ¿De qué manera afecta la seguridad y al ambiente?
3. ¿De qué manera afecta la producción o las operaciones?
194 Aproximación a la Confiabilidad. Aplicaciones Prácticas
¿Bajo circunstancias normales será
evidente la pérdida de la función
causada por este modo de fallo
para los operadores?
Sí
¿El modo de fallo causa una
pérdida de función que pueda herir
o dañar a una persona, y/o
quebrantar alguna norma o
regulación medioambiental?
Sí
Sí
Modo de fallo con
consecuencias sobre la
seguridad humana y/o el
ambiente
No
No
¿Tiene este modo de fallo efectos
directos sobre la capacidad
operacional (calidad, servicio al
cliente, proceso de producción y
costes de operación?
Modo de fallo con
consecuencias
operacionales
Modo de fallo con
consecuencias NO
operacionales
No
Modo de fallo con
consecuencias
ocultas
Figura 6.7. Diagrama para determinar consecuencias de modos de fallos.
3.1.
3.2.
3.3.
3.4.
3.5.
3.6.
¿Cuáles son los efectos operacionales?
¿Es necesario parar el proceso?
¿Hay impacto en la calidad? ¿Cuánto?
¿Hay impacto en el servicio al cliente?
¿Se producen daños a otros sistemas?
¿Qué tiempo se requiere para reparar el fallo (acciones
correctivas)?
3.7.
¿Cuánto es la pérdida económica por el fallo (costes
directos, impacto en producción, costes en seguridad y ambiente,
etc.)?
Para entender el proceso de definición de los efectos y consecuencias, a
continuación se presenta el siguiente ejemplo básico:
Activo: Moto-compresor de Gas
- Función:
Confiabilidad en la Operación a través del RCM 195
1. Comprimir gas (ge 0.7 composición química) a un promedio de 75-83
MMPCD., proveniente de las plantas 3/4,
desde
1150/1300 hasta
5500/6400 lppcm., a una temperatura de descarga de 186°F, con un
punto de rocío menor a 6 lbm./MMPC
2. Etc.
- Fallo funcional
1.a. No comprimir el gas
1.b. Comprimir el gas fuera de las especificaciones
2.a Etc.
- Modo de fallo
1.a.1. …….
1.b.1. …….
1.b.7. Problemas en anillos de pistones del cilindro de fuerza
2.a.1 Etc.
- Efectos de los modos de fallo
1.a.1.1. …….
1.b.1.1. …...
1.b.7.1. Evidente/No evidente: Si. No afecta a la seguridad ni al
ambiente. Efectos operacionales: Se despresuriza el cárter del motor,
baja la compresión del cilindro, el aceite moja la bujía y se observa humo
por el escape, ocurre una pérdida de capacidad de compresión y se
disminuyen las RPM del motor. Acciones correctivas: Se para el motor, se
despresuriza el sistema, se gira el motor, se colocan las bielas en
196 Aproximación a la Confiabilidad. Aplicaciones Prácticas
posición, sesegura el volante del motor, se aflojan los tornillos de la
biela, se saca el pistón, se revisan los anillos y en caso de ser necesario
se reemplazan los mismos. Personal necesario: 4 mecánicos. Tiempo de
reparación: 16 horas/fallo. Impacto en producción: 120.000 $/hora.
Impacto total por fallo: 1.920.000 $/fallo.
VI.3.4. PROCESO DE SELECCIÓN DE LAS ESTRATEGIAS DE MANTENIMIENTO (ÁRBOL LÓGICO DE DECISIÓN DEL RCM) Una vez realizado el FMEA, el equipo natural de trabajo, deberá seleccionar el
tipo de actividad de mantenimiento que ayude a prevenir la aparición de cada
modo de fallo previamente identificado, a partir del árbol lógico de decisión del
RCM (herramienta diseñada por el RCM, que permite seleccionar el tipo de
actividad de mantenimiento más adecuada para evitar los posibles efectos de
cada modo de fallo). Luego de seleccionar el tipo de actividad de
mantenimiento a partir del árbol lógico de decisión, se tiene que especificar la
acción de mantenimiento a ejecutar asociada al tipo de actividad de
mantenimiento seleccionada,
con su respectiva frecuencia de ejecución,
teniendo en cuenta que uno de los objetivos principales del MCC, es evitar o al
menos reducir las posibles consecuencias a la seguridad humana, al ambiente y
a las operaciones, que traerán consigo la aparición de los distintos modos de
fallos (Moubray, 1991). El equipo de trabajo debe identificar el tipo de actividad
de mantenimiento, apoyándose en el árbol lógico del RCM (ver Figura 6.8). Tras
seleccionar el tipo de actividad adecuada, se procede a especificar la acción de
mantenimiento concreta a ejecutar y la frecuencia de ejecución de la misma.
El RCM clasifica las actividades de mantenimiento en dos grandes
grupos: las de actividades preventivas (proactivas) y las actividades correctivas,
estas últimas, se ejecutarán sólo en el caso de no encontrar una actividad
efectiva de mantenimiento preventivo. Cada grupo de actividades de
Confiabilidad en la Operación a través del RCM 197
mantenimiento tiene sus respectivos tipos de tareas de mantenimiento, las
cuales se detallan a continuación.
¿Es evidente a
los operarios?
¿ Afecta la seguridad ó el m edio
am biente?
S
¿Tareas a
C ondición?
¿ Tareas a
Condición?
S
N
¿Reacondicionam iento
cíclico?
S
N
¿Reacondicionam iento
cíclico?
S
N
¿Sustitución
cíclica?
S
¿Afecta las
operaciones?
S
N
S
N
N
¿Sustitución
cíclica?
S
N
¿Tareas de
búsqueda de
fallas?
N
¿Com binación
de tareas?
S
¿El rediseño
puede ser
obligatorio?
N
S
¿ Tareas a
Condición?
S
N
¿R eacondicionam iento
cíclico?
S
N
¿Sustitución
cíclica?
S
S
N
¿Reacondicionam iento
cíclico?
S
¿Tareas a
C ondición?
N
¿Sustitución
cíclica?
S
N
N
No realizar
m antenim iento
program ado
N o realizar
m antenim iento
program ado
¿El rediseño
debe justficarse?
¿El rediseño
debe justficarse?
N
¿El rediseño
es obligatorio?
Figura 6.8. Descripción de la lógica del método rcm.
VI.3.4.1. A CTIVIDADES DE M ANTENIMIENTO P REVENTIVAS (P ROACTIVAS ) Para la metodología de RCM, las actividades de mantenimiento preventivas se
dividen en 4 categorías:
1. Tareas programadas en base a condición. Las actividades programadas
en base a condición (predictivas), se basan en el hecho de que la
mayoría de los modos de fallos no ocurren instantáneamente, sino que
se desarrollan progresivamente en un periodo de tiempo. Si la evidencia
de este tipo de modo de fallo puede ser detectada bajo condiciones
normales de operación, es posible que se puedan tomar acciones
programadas en base a la condición del activo, que ayuden a prevenir
estos modos de fallo y eliminar sus consecuencias. El momento en el
proceso en el cual es posible detectar que el fallo está ocurriendo o está
198 Aproximación a la Confiabilidad. Aplicaciones Prácticas
a punto de ocurrir es conocido como fallo potencial y se define como una
condición física identificable que indica que el fallo funcional está a punto
de ocurrir o que ya está ocurriendo dentro del proceso. Entre los
ejemplos más comunes de fallos potenciales
tenemos: lecturas de
vibración que indiquen inminentes fallos en los cojinetes, grietas
existentes en metales indican inminentes fallos por metales fatigados,
partículas en el aceite de una caja de engranajes, indican inminentes
fallos en los dientes de los engranajes, puntos calientes indican deterioro
en el material refractario del hogar de una caldera, etc.
Figura 6.9: Curva de comportamiento de los fallos potenciales.
El comportamiento en el tiempo de gran parte de los distintos
tipos de modos de fallos cuya por evidencia por condición puede
monitorizarse, se presenta en la Figura 6.9: Curva del comportamiento
de los fallos potenciales. En esta figura, se muestra como un
fallo
comienza a ocurrir (punto de inicio “I”, muchas veces este punto no
puede ser detectado), incrementado su deterioro (condición a medir)
hasta el punto en el cual el fallo puede ser detectado (punto de fallo
potencial “P”). Si en este punto el fallo no es detectado y corregido,
continua aumentando su deterioro (usualmente de forma acelerada)
Confiabilidad en la Operación a través del RCM 199
hasta que alcanza el punto donde se produce el fallo funcional (punto
“F”, el activo ha dejado de cumplir su función).
2. Tareas de reacondicionamiento. Son las actividades periódicas que se
llevan a cabo para restaurar un activo a su condición original, es decir,
actividades de prevención realizadas a los activos a un intervalo de
frecuencia menor al límite de vida operativo del activo, en función del
análisis de sus funciones en el tiempo. En este tipo de actividades, el
activo es puesto fuera de servicio, se realiza una inspección general y se
reemplazan, en caso de ser necesario, las piezas defectuosas. Las tareas
de restauración programadas son conocidas como overhauls, y su
aplicación más común es en equipos mayores: compresores, turbinas,
calderas, etc.
3. Tareas de Sustitución-Reemplazo Programado. Este tipo de actividad
está orientada específicamente hacia el reemplazo de componentes o
partes usadas de un activo a un intervalo temporal inferior al de su vida
útil (antes que se produzca el fallo). Las actividades de reemplazo
devolverán la condición original al componente, ya que se sustituye uno
viejo por uno nuevo, la diferencia con las anteriores es simplemente que
éstas inciden en los componentes y las de reacondicionamiento
involucran a todos los componentes de un equipo mayor, además de que
un overhaul no implica una sustitución de piezas viejas sino que puede
limitarse a acciones de limpieza, reparación o inspección.
4. Tareas de Búsqueda de Fallos Ocultos. Tal y como se definió en
apartados precedentes, los modos de fallos ocultos no son evidentes
bajo condiciones normales de operación, por lo que este tipo de fallos no
tienen consecuencias directas, pero éstas consecuencias pueden
propiciar la aparición de fallos múltiples dentro de un contexto
operacional. Uno de los caminos que puede ayudar a minimizar los
efectos de un fallo múltiple es tratar de disminuir la probabilidad de
200 Aproximación a la Confiabilidad. Aplicaciones Prácticas
ocurrencia de fallos ocultos, chequeando periódicamente si la función
oculta está trabajando correctamente.
VI.3.4.2. A CTIVIDADES DE M ANTENIMIENTO C ORRECTIVAS (R EACTIVAS ) Cuando las actividades de prevención para un determinado modo de fallo, no
son técnicamente factibles, o no son efectivas, el método RCM propone que se
evalúen posibles acciones de mantenimiento correctivas (reactivas). Para la
metodología de RCM, las actividades de mantenimiento correctivas se dividen
en 2 categorías:
1. Rediseño. En el caso de no conseguir ningún tipo de actividad
preventiva que ayude a
reducir la posibilidad de ocurrencia de los
modos de fallos que afecten a la seguridad o al ambiente a un nivel
aceptable, es necesario desarrollar un rediseño o una modificación (de
la estrategia de mantenimiento o del modo de fallo) que permita
minimizar o eliminar las consecuencias de esos modos de fallos.
Cuando las consecuencias del modo de fallo son de carácter
operacional o no operacional; y no se logra conseguir una actividad de
mantenimiento preventivo que sea efectiva, la opción de seleccionar
una estrategia de rediseño, se convierte en un proceso de justificación
económica.
2. Actividades
de
Mantenimiento
No
Programado
(no
realizar
Mantenimiento Programado). En el caso de no conseguir actividades de
prevención económicamente más baratas que los posibles efectos
derivados de los modos de fallos con consecuencias operacionales o no
operacionales, se podrá tomar la decisión de esperar que ocurra el fallo
y actuar de forma reactiva (esperar que ocurra el fallo).
Confiabilidad en la Operación a través del RCM 201
VI.3.5. EJEMPLO DE APLICACIÓN DE MÉTODO RCM A continuación se presenta los resultados de una aplicación de la metodología
RCM en el sector de la industria cervecera (Parra, 2009, aplicación piloto de
RCM llevada a cabo en la Planta de Cerveza San Joaquín, Empresas Polar,
Venezuela).
VI.3.5.1. C ONTEXTO O PERACIONAL DEL S ISTEMA S ELECCIONADO : L LENADORA DE LA L ÍNEA 10 (S UB ­S ISTEMA : L LENADO ) Con el fin de establecer y seleccionar los sistemas críticos a ser seleccionados
para la aplicación del RCM, se analizó información registrada en el SAP PM,
relacionada con los factores de frecuencia de fallos e impacto de producción de
las diferentes líneas de producción de Planta San Joaquín y se desarrollo un
método de criticidad cualitativo basado en el análisis del factor “Riesgo” (ver
Parra, 2009). En función de la revisión realizada de los antecedentes citados
anteriormente, se seleccionó para la aplicación piloto del RCM el sistema
denominado: Llenadora de la Línea 10 (sistema de mayor criticidad, ver Parra,
2009), el cual a su vez se subdividió en cuatro sub-sistemas: llenado, mesa de
máquina, taponador y control (en esta sección se presentarán los resultados del
sub-sistema denominado: Llenado).
• Equipo natural de trabajo:
Eglo Marcano, Jorge Iribarren, María V. Flores, Jorge Sandrea, Catherine
Villegas, Carlos González, Jesús Bravo, Andrés Escola, Chady Abdul,
Marcos Colina y Gonzalo Lebón.
• Propósito de la Llenadora de la Línea 10:
Proporcionar un flujo continuo de botellas llenas en la vía transportadora,
con el nivel y los valores de O2 y CO2 establecidos, llenadas y tapadas
correctamente.
202 Aproximación a la Confiabilidad. Aplicaciones Prácticas
• Descripción del proceso:
La Llenadora recibe botellas que salen limpias de la Lavadora y
aprobadas por el Inspector Electrónico de Botellas Vacías, mediante un
sistema de vacío desocupa el aire de los envases con la finalidad de
extraer el oxígeno (el cual al entrar en contacto con el producto lo oxida
cambiándole su color y sabor) seguidamente por contrapresión de gas
carbónico (CO2) las botellas se llenan hasta el nivel adecuado,
inmediatamente
pasan
a
la
tapadora,
(máquina
que
cierra
automáticamente los envases) y luego las coloca en la vía transportadora
para que sigan su camino hacia el Pasteurizador. El estándar operacional
de la llenadora se resume a continuación: “Llenado y tapado de botellas
a la velocidad de 1000 bpm (botellas por minuto) cumpliendo con todas
las especificaciones de calidad del producto envasado”.
• Componentes principales de los sub-sistemas de la Llenadora de la Línea
10:
o Sub-sistema Llenado: Torre de distribución de servicio, Torre de
distribución de
Aire, Motor/ Bomba de vacío, Calderín de
llenadora, Válvula de llenado, Soporte tulipa Centradora, Órgano
de Elevación y Válvula de CO2.
o Sub-sistema Mesa de máquina: Transportador de entrada,
Bloqueador de envases, Tornillo sinfín, Manejo de Botellas y
Transportador de salida.
o Sub-sistema Taponador: Inyección HDE, Bajante de tapas,
Volteador de tapas, Acometida de tapas, Plato Porta botellas,
Elemento Taponador, Estrella de Cuerpo y Estrella de Cuello.
o Sub-sistema Control: Tableros y Tarjetas de Control, PLC, Switch
de Paros, Alarmas, etc.
Confiabilidad en la Operación a través del RCM 203
VI.3.5.2. R ESULTADOS DEL FMEA DEL S UB ­S ISTEMA : L LENADO En la tabla siguiente, se presentan los resultados del FMEA del sub-sistema de
llenado de la llenadora de la línea 10. El cálculo del Riesgo económico por
modo de fallo (Bolívares fuertes (BF)/año) desarrollado en la tercera columna
denominada: “Consecuencias de los fallos” se realizó a partir de la siguiente
expresión:
R = FF x TPPR x IP = BF/año
Dónde,
FF:
frecuencia de fallos por año: fallos/año
TPPR:
tiempo promedio para reparar: horas/fallo
IP:
impacto en producción por hora: BF/hora (basado en precio
de venta referencial)
IP:
12.239,99 BF/hora (valor referencial)
204 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Funciones
1. Llenado y tapado de
botellas a la velocidad de
1000 bpm con oxígeno
disuelto menor a 40 ppb y
tolerancia de tapado de
1125 a 1135 mils
Consecuencias de los fallos
FF: frecuencia de fallos
TPPR: tiempo promedio para reparar
IP: impacto en producción
Fallo Funcional /
Modos de Fallos
1.a. Pérdida total del
proceso de llenado y/o
tapado
1.a.1. Problemas en el
suministro eléctrico
1.a.1.a. Evidente / No evidente: si. Afecta SHA: no.
Efecto operacional (síntomas): pérdida de la producción,
merma de producto. Acción correctiva: arrancar
generadores. FF: 12 fallos/año. TPPR: 1 horas/fallo. IP:
12239,99 BF/hora. Riesgo: 146879,85 BF/año
1.a.2. Problemas en el
suministro de aire
1.a.2.a. Ídem 1.a.1.a. Acción correctiva: arrancar el
sistema de aire. FF: 1 fallos/año. TPPR: 0,5 horas/fallo.
IP: 12239,99 BF/hora. Riesgo: 6119,99 BF/año
1.a.3.a. Ídem 1.a.1.a. Acción correctiva: restituir el
sistema de bombeo. FF: 3 fallos/año. TPPR: 0,5
horas/fallo. IP: 12239,99 BF/hora. Riesgo: 18359,98
BF/año
1.a.4.a.Idem 1.a.1.a. Acción correctiva: restituir el
sistema de CO2. FF: 0,5 fallos/año. TPPR: 0,5
horas/fallo. IP: 12239,99 BF/hora. Riesgo: 3060,00
BF/año
1.a.5.a. Ídem 1.a.1.a. Acción correctiva: restituir la
función de la lavadora. FF: 5 fallos/año. TPPR: 12
horas/fallo. IP: 12239,99 BF/hora. Riesgo: 734399,27
BF/año
1.a.6.a. Ídem 1.a.1.a. Acción correctiva: restituir la vía
atascada. FF: 5 fallos/año. TPPR: 3 horas/fallo. IP:
12239,99 BF/hora. Riesgo: 183599,82 BF/año
1.a.3. Problemas en el
suministro de producto
1.a.4. Problemas en suministro
de CO2
1.a.5. No hay suministro de
botellas desde la lavadora
1.a.6. No hay suministro de
botellas desde las vías
1.b. Pérdida parcial del
proceso de llenado y/o
tapado
1.b.1. No hay suministro de
agua (HDE)
1.b.2. Rechazo excesivo de
botellas en Linatronic
1.b.3. Suministro deficiente de
aire (menor a 4 Bar)
1.b.4.a. Ídem 1.a.1.a. Acción correctiva: restituir la
lavadora. FF: 2 fallos/año. TPPR: 12 horas/fallo. IP:
12239,99 BF/hora. Riesgo: 293759,71 BF/año
1.b.4. Lavadora no corre a la
velocidad de la línea
2. Torre de distribución de
servicio. Crear canales
herméticos
entre
el
suministro estacionario de
producto, CO2, vacío y
aire distribuyéndolo en
forma rotativa
2.a.Pérdida
hermeticidad
de
1.b.1.a. Ídem 1.a.1.a. Acción correctiva: restituir el
suministro de agua. FF: 0,5 fallos/año. TPPR: 0,5
horas/fallo. IP: 12239,99 BF/hora. Riesgo: 3060,00
BF/año
1.b.2.a. Ídem 1.a.1.a. Acción correctiva: restituir el
Linatronic. FF: 4 fallos/año. TPPR: 3 horas/fallo. IP:
12239,99 BF/hora. Riesgo: 146879,85 BF/año
1.b.3.a. Ídem 1.a.1.a. Acción correctiva: restituir el
Linatronic. FF: 0,5 fallos/año. TPPR: 0,5 horas/fallo. IP:
12239,99 BF/hora. Riesgo: 3060,00 BF/año
la
2.a.1.Desgaste ó rompimiento
de los sellos internos
2.a.1.a. Evidente / No evidente: si. Afecta SHA: no.
Efecto operacional (síntomas): salen botellas con oxígeno
alto, mal llenado, no se presuriza el calderín, no se
alcanza la presión suficiente los órganos de elevación
Acción correctiva: cambiar los sellos internos.
FF: 2 fallos/año. TPPR: 9 horas/fallo. IP: 12239,99
BF/hora. Riesgo: 220319,78 BF/año
Confiabilidad en la Operación a través del RCM 205
Funciones
Fallo Funcional /
Modos de Fallos
3. Torre de
distribución de
servicio.
Distribuir
el
detergente de
CIP a lo largo
de
todo
el
sistema
de
llenad
4. Motor/bomba
de vacío. Crear
una presión de
vacío de -0,8 a 0,9 bar con un
suministro
de
agua
a
la
bomba a 28°C
(valor fabricante
17 - 20°C)
3.a. No distribuye el
detergente de forma
eficiente
3.a.1.
Fugas
del
detergente
4.a. No genera vacío
4.a.1.Motor de la bomba
dañado
4.a.2. Acople de la
bomba dañado
4.a.3. Impulsor
dañado/atascado
4.a.4. Rodamientos
dañados
4.b. Genera vacío
menor a 0,9 bar
4.b.1.Desgaste en las
paletas y/ó carcasa
4.b.2. Sensor de
temperatura dañado y no
permite la entrada de
agua fresca cuando es
requerida
4.b.3. Presostato de la
bomba dañado
5.
Calderín.
Mantener
el
producto a una
presión igual a
2,5 bar
4.b.4. Válvula neumática
de suministro de agua
dañada
5.a.
Presuriza en
exceso (mayor a 3
bar)
5.a.1. Sistema de control
no funciona (no cierra la
válvula de suministro)
5.b. No presuriza
5.b.1. Falta de suministro
de CO2 por fallos en la
válvula de suministor
Consecuencias de las fallos
FF: frecuencia de fallos
TPPR: tiempo promedio para reparar
IP: impacto en producción
3.a.1.a. Evidente / No evidente: si. Afecta SHA: si. Efecto
operacional (síntomas): no lava bien las válvulas de llenado,
microbiología fuera de norma. Acción correctiva: cerrar el suministro
de soda y corregir la fallo mecánica
FF: 0,5 fallos/año. TPPR: 9 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 55079,94 BF/año
4.a.1.a. Evidente / No evidente: si . Afecta SHA: no. Efecto
operacional (síntomas): valores de oxígeno en producto fuera de
norma. Acción correctiva: cambiar la bomba
FF: 0,25 fallos/año. TPPR: 2 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 6119,99 BF/año
4.a.2.a. Ídem 4.a.1.a. Acción correctiva: cambiar el acople
FF: 0,3 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 3672,00 BF/año
4.a.3.a. Ídem 4.a.1.a. Acción correctiva: cambiar la bomba
FF: 0,25 fallos/año. TPPR: 2 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 6119,99 BF/año
4.a.4.a. Ídem 4.a.1.a. Acción correctiva: cambiar los rodamientos
FF: 0,25 fallos/año. TPPR: 2 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 6119,99 BF/año
4.b.1.a. Ídem 4.a.1.a. Acción correctiva: cambiar la bomba
FF: 0,33 fallos/año. TPPR: 2 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 8079,39 BF/año
4.b.2.a. Ídem 4.a.1.a. Acción correctiva: cambiar el sensor
FF: 2 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora Riesgo:
24479,98 BF/año
4.b.3.a. Ídem 4.a.1.a. Acción correctiva: cambiar el presostato
FF: 2 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora Riesgo:
24479,98 BF/año
4.b.4.a. Ídem 4.a.1.a. Acción correctiva: cambiar la válvula
FF: 1 fallos/año. TPPR: 2 horas/fallo. IP: 12239,99 BF/hora Riesgo:
24479,98 BF/año
5.a.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena. Acción correctiva: calibrar el lazo,
cambiar el sensor
FF: 0,01 fallos/año. TPPR: 3 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 367,20 BF/año
5.b.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena. Acción correctiva: cambiar la
válvula
FF: 0,2 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 1224,00 BF/año
206 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Funciones
5.
Calderín.
Mantener
el
producto a una
presión igual a
2,5 bar
Fallo Funcional /
Modos de Fallos
5.b. No presuriza
5.b.2. Transmisor de
presión dañado
5.c. Mantiene una
presión menor a 2,5
bar
5.c.1. Fuga por los sellos
de la cubierta, de las
válvulas, de los
instrumentos o tuberías
de conexión
5.c.2. La válvula de CO2
tiene fuga
6.
Calderín.
Interrumpir el
llenado
de
botellas cuando
la presión de
CO2 no alcanza
2,5 bar
5.b.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena. Acción correctiva: cambiar el
transmisor
FF: 2 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora Riesgo:
24479,98 BF/año
5.c.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal llenado. Acción correctiva: cambiar los
sellos. FF: 2 fallos/año. TPPR: 24 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 587519,41 BF/año
5.c.2.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no presuriza el calderín, mal lleno,
microbiología fuera de norma. Acción correctiva: reparar la válvula
o cambiarla
FF: 1 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora Riesgo:
12239,99 BF/año
6.a. No actúa cuando
no alcanza la presión
requerida
6.a.1. Lazo de control
desajustado/dañado
6.b. Interrumpe el
llenado cuando el
valor de presión esta
en 2,5 bar
6.b.1. Lazo de control
desajustado/ dañado
7. Conjunto de
válvulas
de
llenado (130).
Llenar la botella
con producto a
2,5 bar , con
una cantidad de
oxigeno
<
40ppb, a un
nivel
SKU+/(%)
Consecuencias de las fallos
FF: frecuencia de fallos
TPPR: tiempo promedio para reparar
IP: impacto en producción
7.a. No llena la botella
7.a.1. Membrana de
accionamiento de la
válvula de llenado rota
7.a.2. Tulipa de centrado
desalineada
7.a.3. Goma de apriete
desgastada
7.a.4. Sensor de llenado
dañado
6.a.1.a. Evidente / No evidente: no. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: calibrar el lazo,
cambiar el sensoro. FF: 4 fallos/año. TPPR: 3 horas/fallo. IP:
12239,99 BF/hora Riesgo: 146879,85 BF/año
6.b.1.a. Evidente / No evidente: no. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: calibrar el lazo,
cambiar el sensor. FF: 2 fallos/año. TPPR: 3 horas/fallo. IP:
12239,99 BF/hora Riesgo: 73439,93 BF/año
7.a.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena. Acción correctiva: cambiar la
membrana
FF: 2 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 12339,99 BF/año
7.a.2.a. Ídem 7.a.1.a. Acción correctiva: cambiar la tulipa
FF: 2 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 12339,99 BF/año
7.a.3.a. Ídem 7.a.1.a. Acción correctiva: cambiar la goma
FF: 52 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 318239,68 BF/año
7.a.4.a. Ídem 7.a.1.a. Acción correctiva: cambiar el sensor
FF: 3 fallos/año. TPPR: 2 horas/fallo. IP: 12239,99 BF/hora
Riesgo:73439,93 BF/año
Confiabilidad en la Operación a través del RCM 207
Funciones
7. Conjunto de
válvulas
de
llenado (130).
Llenar la botella
con producto a
2,5 bar , con
una cantidad de
oxigeno
<
40ppb, a un
nivel
SKU+/(%)
Fallo Funcional /
Modos de Fallos
Consecuencias de las fallos
FF: frecuencia de fallos
TPPR: tiempo promedio para reparar
IP: impacto en producción
7.a. No llena la botella
7.a.5. Sensor de tulipa
desajustado
7.a.6.
Codificador/encoder
dañado
7.a.7.
Problemas
rodillo de portatulipa
en
7.a.8. Sensor de botellas
rotas fuera de posición
7.b. Llena la botella
con valores de oxígeno
por encima de 40ppb
7.b.1. Fuelle de la válvula
de
accionamiento
de
vacío dañada
7.c.
Llena
con
volumen bajo (< 222
ml – 6 ml y < 250 ml –
6 ml)
7.c.1. El tubo inyector es
más largo
7.a.7.a. Ídem 7.a.1.a. Acción correctiva: revisar el rodillo. FF:
3fallos/año. TPPR: 0,08 horas/fallo. IP: 12239,99 BF/hora
Riesgo:2937,60 BF/año
7.a.8.a. Ídem 7.a.1.a. Acción correctiva: posicionar el sensor
(cambiarlo). FF: 3fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99
BF/hora Riesgo:18539,98 BF/año
7.b.1.a. Evidente / No evidente: si. Afecta SHA:
no
Efecto operacional (síntomas): oxígeno alto
Acción correctiva: cambiar la membrana
FF: 1fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:6119,99 BF/año
7.c.1.a. Evidente / No evidente: si. Afecta SHA:
no
Efecto operacional (síntomas): mal lleno y botellas rotas. Acción
correctiva: cambiar el tubo inyector. FF: 0,5fallos/año. TPPR: 0,25
horas/fallo. IP: 12239,99 BF/hora Riesgo:1530,00 BF/año
7.c.2. Goma deflectora
del tubo inyector dañada
o faltante
7.c.2.a. Evidente / No evidente: si. Afecta SHA:
no
Efecto operacional (síntomas): mal lleno y botellas rotas. Acción
correctiva: cambiar la goma deflectora
FF: 24fallos/año. TPPR: 0,25 horas/fallo. IP: 12239,99 BF/hora
Riesgo:73439,93 BF/año
7.c.3. Goma de apriete
rota / desgastada
7.c.3.a. Ídem 7.c.2.a. Acción correctiva: cambiar la goma de
apriete. FF: 52fallos/año. TPPR: 0,25 horas/fallo. IP: 12239,99
BF/hora Riesgo:159119,84 BF/año
7.c.4. O-ring de aguja
dañado
7.c.4.a. Ídem 7.c.2.a. Acción correctiva: cambiar el O-ring
FF: 6fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:73439,93 BF/año
7.d.
Llena
con
volumen alto (>222
ml + 6ml y >250 ml +
6 ml)
7.d.1. El tubo inyector es
más corto
7.d.2.Goma
impermeabilizadora
/
paso líquido desgastada o
dañada
7.a.5.a. Ídem 7.a.1.a. Acción correctiva: cambiar el sensor. FF:
6fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:36719,96 BF/año
7.a.6.a. Ídem 7.a.1.a. Acción correctiva: cambiar el encoder
(sensor). FF: 2fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:24479,98 BF/año
7.d.1.a. Evidente / No evidente: si. Afecta SHA:
no
Efecto operacional (síntomas): mal lleno.
Acción correctiva: cambiar el tubo
FF: 0,01fallos/año. TPPR: 0,25 horas/fallo. IP: 12239,99 BF/hora
Riesgo:30,60 BF/año
7.d.2.a. Ídem 7.d.1.a. Acción correctiva: cambiar la goma
FF: 6 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:73439,93 BF/año
208 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Funciones
7. Conjunto de
válvulas
de
llenado (130).
Llenar la botella
con producto a
2,5 bar , con
una cantidad de
oxigeno
<
40ppb, a un
nivel
SKU+/(%)
Fallo Funcional /
Modos de Fallos
7.d. Llena con volumen alto
(>222 ml + 6ml y >250 ml + 6
ml)
7.d.3. El o-ring del tubo de venteo
está dañado
7.e. Llena con agitación
7.e.1. No se acciona la
electroválvula de la purga
7.e.2. Electroválvula de la purga
dañada
7.e.3. Altura del calderín incorrecta
(no hace buen sello con la botella)
8. Órganos de
elevación. Elevar
la botella para
que haga sello
con la válvula de
llenado con una
presión 0,5 bar
mayor
a
la
presión
del
calderín a una
altura 10 mm
mayor a la de la
botella
8.a. No eleva la botella
8.a.1. Fuga en los sellos de varios
cilindros
8.a.2. Válvula reguladora de presión
dañada
8.a.3. Falta de aceite en el depósito y en
los cilindros
8.b. No eleva la botella con la
presión necesaria
8.b.1. Fuga en el cilindro neumático
8.b.2. Fallo en la válvula reguladora de
presión
Consecuencias de las fallos
FF: frecuencia de fallos
TPPR: tiempo promedio para reparar
IP: impacto en producción
7.d.3.a. Ídem 7.d.1.a. Acción correctiva: cambiar el O-ring
FF: 6 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:73439,93 BF/año
7.e.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno, oxígeno alto. Acción
correctiva: revisar programa, cambiar electroválvula
FF: 0,01 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:122,40 BF/año
7.e.2.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena, oxígeno alto y líquido agitado.
Acción correctiva: revisar programa, cambiar electroválvula
FF: 0,5 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:6119,99 BF/año
7.e.3.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena, oxígeno alto y líquido agitado.
Acción correctiva: revisar programa, cambiar electroválvula
FF: 4 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:24479,98 BF/año
8.a.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena, mal lleno. Acción correctiva:
cambiar los sellos de los cilindros
FF: 1 fallos/año. TPPR: 3 horas/fallo. IP: 12239,99 BF/hora
Riesgo:36719,96 BF/año
8.a.2.a. Ídem 8.a.1.a. Acción correctiva: cambiar la válvula
FF: 0,25 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:3060,00 BF/año
8.a.3.a. Ídem 8.a.1.a. Acción correctiva: completar nivel de
aceite
FF: 30 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:183599,82 BF/año
8.b.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: cambiar los
sellos del cilindro
FF: 1 fallos/año. TPPR: 3 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 36719,96 BF/año
8.b.2.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: cambiar la
válvula ó repararla
FF: 0,25 fallos/año. TPPR: 2 horas/fallo. IP: 12239,99 BF/hora
Riesgo: 6119,99 BF/año
Confiabilidad en la Operación a través del RCM 209
Funciones
Fallo Funcional /
Modos de Fallos
9. Transmisor de
anillos
colector
(slip
ring).
Transmitir señales
de
control
y
fuerza a la torre
electrónica
9.a. No transmite señales
10.
Torre
electrónica.
Distribuir energía
y
señales
de
control
para
realizar el llenado
de botellas
10.a. No distribuye
9.a.1. Las escobillas dañadas, sucias o
desgastadas
Consecuencias de las fallos
FF: frecuencia de fallos
TPPR: tiempo promedio para reparar
IP: impacto en producción
9.a.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena. Acción correctiva: cambiar las
escobillas
FF: 0,2 fallos/año. TPPR: 8 horas/fallo. IP: 12239,99 BF/hora
Riesgo:19583,98 BF/año
10.a.1. Fallo en el slip ring
10.a.2. Fallo comunicación con la torre
electrónica por el cableado
10.a.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena. Acción correctiva: verificar el
slip ring. FF: 0,2 fallos/año. TPPR: 4 horas/fallo. IP: 12239,99
BF/hora Riesgo:9791,99 BF/año
10.a.2.a. Ídem 10.a.1.a. Acción correctiva: cambiar los cables
dañados- FF: 0,2 fallos/año. TPPR: 3 horas/fallo. IP: 12239,99
BF/hora Riesgo:7343,99 BF/año
10.a.3. Fallo comunicación con esclavos
del PLC en la torre electrónica por fallo
en componente electrónico del esclavo
(unidad de comunicación, tarjeta de
entrada y salida digitales y analógicas)
10.a.3.a. Ídem 10.a.1.a. Acción correctiva: cambiar esclavos
FF: 4 fallos/año. TPPR: 1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:48959,95 BF/año
10.a.4. Fallo comunicación con esclavos
del PLC en la torre electrónica por fallo
en esclavo del mando de llenado
10.a.4.a. Ídem 10.a.1.a. Acción correctiva: cambiar esclavo del
mando de llenado. FF: 4 fallos/año. TPPR:2 horas/fallo. IP:
12239,99 BF/hora Riesgo:97919,90 BF/año
10.a.5. Fallo el aire acondicionado de la
torre (por seguridad apaga la torre)
10.a.5.a. Ídem 10.a.1.a. Acción correctiva: revisar el sistema de
refrigeración- FF: 1 fallos/año. TPPR:2 horas/fallo. IP: 12239,99
BF/hora Riesgo:24479,98 BF/año.
10.a.6. El filtro del AA tapado
10.a.6.a. Ídem 10.a.1.a. Acción correctiva: reemplazar el filtroFF: 2 fallos/año. TPPR:0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:12239,99 BF/año
10.b. Distribuye parcialmente
10.b.1. Fallo de la válvula electroneumática
10.b.2. Fallo en tarjeta electrónica de
torre
10.b.3. Manguera de aire rota
10.b.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: cambiar
válvula
electro-neumática
FF: 6 fallos/año. TPPR:1 horas/fallo. IP: 12239,99 BF/hora
Riesgo:73439,93 BF/año
10.b.2.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: cambiar la
tarjeta electrónica. FF: 1 fallos/año. TPPR:1 horas/fallo. IP:
12239,99 BF/hora Riesgo:12339,98 BF/año
10.b.3.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: cambiar
mangueras y sellos- FF: 12 fallos/año. TPPR:0,1 horas/fallo. IP:
12239,99 BF/hora Riesgo:14687,99 BF/año
210 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Funciones
11.
Distribuidor
de
Fallo Funcional /
Modos de Fallos
aire.
Consecuencias de las fallos
FF: frecuencia de fallos
TPPR: tiempo promedio para reparar
IP: impacto en producción
11.a. No distribuye aire
Distribuir aire a los distintos
componentes a la presión
requerida con una entrada
11.a.1. Fuga
mangueras
de
aire
en
11.a.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena. Acción correctiva: chequear el
lugar de la fuga y cambiar la parte afectada
de 6 bar
FF: 2 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:12239,99 BF/año
12. Inyección de agua de
12.a. No inyecta
alta presión. Inyectar agua
en la botella llena a una
12.a.1. Tobera tapada
presión de 9 bar
12.a.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): no llena. Acción correctiva: verificar la
tobera con problemas
FF: 2 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:12239,99 BF/año
12.a.2. Fallo en la bomba de
HDE
12.a.3. Fallo regulador de HDE
12.a.2.a. Ídem 12.a.1.a. Acción correctiva: revisar la bomba de
HDFE- FF: 4 fallos/año. TPPR: 2 horas/fallo. IP: 12239,99
BF/hora Riesgo:97919,90 BF/año
12.a.3.a. Ídem 12.a.1.a. Acción correctiva: revisar el regulador
de HDE.
FF: 3 fallos/año. TPPR: 0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:18359,98 BF/año
12.a.4. Fallo electroválvula
12.a.4.a.
Ídem
electroválvula
12.a.1.a.
Acción
correctiva:
cambiar
FF: 1 fallos/año. TPPR:0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:6119,99 BF/año
12.b. No inyecta la presión
necesaria
12.b.1. Regulador de presión
dañado
12.b.1.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: revisar el
regulador de presión
FF: 2 fallos/año. TPPR:0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:12239,99 BF/año
12.b.2. Tobera dañada
12.b.2.a. Evidente / No evidente: si. Afecta SHA: no. Efecto
operacional (síntomas): mal lleno. Acción correctiva: revisar la
tobera
FF: 2 fallos/año. TPPR:0,5 horas/fallo. IP: 12239,99 BF/hora
Riesgo:12339,98 BF/año
Confiabilidad en la Operación a través del RCM 211
VI.3.5.3. P ROGRAMA DE M ANTENIMIENTO D ESARROLLADO A PARTIR DEL RCM EN EL S UB ­S ISTEMA : L LENADO En la tabla siguiente, se presentan los resultados del programa de
mantenimiento desarrollado a partir del árbol de decisión del RCM, en el sub-
sistema de llenado de la llenadora de la línea 10.
Función/Modos de fallos
1. Llenado y tapado de botellas a la
velocidad de 1000 bpm con oxígeno
disuelto menor a 40 ppb y tolerancia
de tapado de 1125 a 1135 mils
1.a.1.
Problemas
en
el
suministro
eléctrico**
1.a.2. Problemas en el suministro de aire**
1.a.3. Problemas en el suministro de
producto**
1.a.4. Problemas en suministro de CO**
1.a.5. No hay suministro de botellas desde
la lavadora**
1.a.6. No hay suministro de botellas desde
las vías**
1.b.1. No hay suministro de agua (HDE)**
1.b.2. Rechazo excesivo de botellas en
Linatronic
1.b.3. Suministro deficiente de aire (menor
a 4 Bar)**
1.b.4. Lavadora no corre a la velocidad de
la línea**
2. Torre de distribución de servicio.
Crear canales herméticos entre el
suministro estacionario de producto,
CO2, vacío y aire distribuyéndolo en
forma rotativa
2.a.1.Desgaste ó rompimiento de los sellos
internos
3. Torre de distribución de servicio.
Distribuir el detergente de CIP a lo
largo de todo el sistema de llenado
3.a.1. 3.a.1. Fugas del detergente
Estrategias de
Mantenimiento definidas por
el RCM
001=INSPECCIÓN,
002=SUSTITUCION,
003=LUBRICACIÓN,
004=LIMPIEZA,
005=PREDICTIVO,
006=EJECUCION,
PM01=CORRECTIVO
Frecuencia
Número de
personas
HHejecución
Semestral
4
9
1.Evento externo al límite de
batería
1.Idem anterior
1.Idem anterior
1.Idem anterior
1.Idem anterior
1.Idem anterior
1.Idem anterior
1.Idem anterior
1.Idem anterior
1.Idem anterior
** Para los modos de fallos
externos no se detallan
actividades de mantenimiento
1.Sustitución
de
sellos,
estoperas y rodamientos (006)
1. Mantenimiento
(PM01)
correctivo
212 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Función/Modos de fallos
4. Motor/bomba de vacío. Crear una
presión de vacío de -0,8 a -0,9 bar con un
suministro de agua a la bomba a 28°C
(valor fabricante 17 - 20°C)
4.a.1.Motor de la bomba dañado
4.a.2. Acople de la bomba dañado
4.a.3. Impulsor dañado/atascado
4.a.4. Rodamientos dañados
4.b.1.Desgaste en las paletas y/ó carcasa
4.b.2. Sensor de temperatura dañado y no
permite la entrada de agua fresca cuando es
requerida
4.b.3. Presostato de la bomba dañado
4.b.4. Válvula neumática de suministro de agua
dañada
5. Calderín. Mantener el producto a una
presión igual a 2,5 bar
5.a.1. Sistema de control no funciona (no cierra
la válvula de suministro)
5.b.1. Falta de suministro de CO2 por fallos en
la válvula de suministro
5.b.2. Transmisor de presión dañado
5.c.1. Fuga por los sellos de la cubierta, de las
válvulas, de los instrumentos o tuberías de
conexión
5.c.2. La válvula de CO2 tiene fuga
6. Calderín. Interrumpir el llenado de
botellas cuando la presión de CO2 no
alcanza 2,5 bar
6.a.1. Lazo de control desajustado/dañado
Estrategias de
Mantenimiento definidas
por el RCM
001=INSPECCIÓN,
002=SUSTITUCION,
003=LUBRICACIÓN,
004=LIMPIEZA,
005=PREDICTIVO,
006=EJECUCION,
PM01=CORRECTIVO
Frecuencia
Número
de
personas
HHejecución
1.
Revisión
del
motor,
inspección
de
alineación,
elemento flexible, acoples y
tornillos de base del motor y
bomba (005)
1. Ídem anterior
1. Revisión del impulsor (006)
1.Cambio
de
sellos,
rodamientos al motor y bomba
(006)
1.Revisión de desgaste de
paletas y carcasa (006)
1.Revisión y calibración de
instrumentación
(sensor,
presostato y válvula) (005)
1. PM01
1.Revisión general de la
válvula
(asientos,
o-rings,
mariposa,
actuador,
etc.)
(006)
anual
1
2
anual
2 años
2 años
1
taller
bombas
2
2 años
semestral
taller
bombas
1
2
anual
3
8
semestral
9 meses
1
3
1
4
anual
1
2
semestral
1
2
semestral
1
2
1. Mantenimiento
(PM01)
correctivo
1. Ídem anterior
1. Calibrar transmisor (005)
1. Cambiar el anillo sellante
del calderín (006)
1. Calibrar la válvula (005)
1.Calibrar el lazo de control
(005)
6.b.1. Lazo de control desajustado/ dañado
1.Idem anterior
Confiabilidad en la Operación a través del RCM 213
Función/Modos de fallos
7. Conjunto de válvulas de
llenado (130). Llenar la botella
con producto a 2,5 bar , con una
cantidad de oxigeno < 40ppb, a
un nivel SKU+/- (%)
7.a.1. Membrana de accionamiento
de la válvula de llenado rota
7.a.2. Tulipa de centrado desalineada
7.a.3. Goma de apriete desgastada
7.a.4. Sensor de llenado dañado
7.a.5. Sensor de tulipa desajustado
7.a.6. Codificador/encoder dañado
7.a.7. Problemas en rodillo de
portatulipa
7.a.8. Sensor de botellas rotas fuera
de posición
7.b.1. Fuelle de la válvula de
accionamiento de vacío dañada
7.c.1. El tubo inyector es más largo
7.c.2. Goma deflectora del tubo
inyector dañada o faltante
7.c.3. Goma de apriete rota /
desgastada
7.c.4. O-ring de aguja dañado
7.d.1. El tubo inyector es más corto
7.d.2. Goma impermeabilizadora /
paso líquido desgastada o dañada
7.d.3. El o-ring del tubo de venteo
está dañado
7.e.1. No se acciona la electroválvula
de la purga
7.e.2. Electroválvula de la purga
dañada
7.e.3. Altura del calderín incorrecta
(no hace buen sello con la botella)
Estrategias de Mantenimiento
definidas por el RCM
001=INSPECCIÓN,
002=SUSTITUCION,
003=LUBRICACIÓN,
004=LIMPIEZA,
005=PREDICTIVO,
006=EJECUCION,
PM01=CORRECTIVO
Frecuencia
Número
de
personas
HHejecución
1.Cambiar
membrana
de
accionamiento de la válvula (006)
1. Alineación de tulipas (006)
1. Sustitución de gomas de apriete
(002)
1. Verificar sensor de llenado
(001)
1. Verificar sensor de tulipa (001)
1. Inspeccionar el rodamiento,
estado de la conexión eléctrica,
cable y aterramiento (001)
1. Inspeccionar que las cupillas y
los rodillos de las portatulipas
estén completos (001)
1. Ajuste de la posición del sensor
(006)
1.
Mantenimiento
correctivo
(PM01)
anual
3
4
semestral
semanal
1
2
5
3
bimensual
1
0,5
bimensual
mensual
1
1
0,5
0,75
semanal
1
0,5
mensual
1
0,5
semestral
3
4
semestral
3
4
semestral
3
4
semestral
3
4
semestral
3
4
semestral
3
4
trimestral
1
1
1.
Mantenimiento
correctivo
(PM01)
1. Recambio de las gomas
deflectoras con el cíclico de las
válvulas de llenado (006)
1. Ídem anterior
1. Recambio de las agujas con el
cíclico de las válvulas de llenado
(006)
1.
Mantenimiento
correctivo
(PM01)
1. Recambio de las gomas
deflectoras con el cíclico de las
válvulas de llenado (006)
1. Ídem anterior
1.
Mantenimiento
correctivo
(PM01)
1. Recambio de las agujas con el
cíclico de las válvulas de llenado
(006)
1. Verificar el sistema de
posicionamiento
del
calderín
ajustando el sensor de altura del
mismo a la posición original (005)
214 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Función/Modos de fallos
Estrategias de Mantenimiento
definidas por el RCM
001=INSPECCIÓN,
002=SUSTITUCION,
003=LUBRICACIÓN,
004=LIMPIEZA,
005=PREDICTIVO,
006=EJECUCION,
PM01=CORRECTIVO
Frecuencia
Número
de
personas
HHejecución
8.a.1. Fuga en los sellos de varios
cilindros
1. Recambio de los sellos de los
órganos de elevación (006)
9 meses
3
36
8.a.2. Válvula reguladora de presión
dañada
8.a.3. Falta de aceite en el depósito y
en los cilindros
semanal
1
1
9 meses
3
36
8.b.2. Fallo en la válvula reguladora
de presión
1.
Mantenimiento
correctivo
(PM01)
1. Chequear y completar el nivel
de aceite en depósito de los
órganos de elevación (003)
1. Recambio de los sellos de los
órganos de elevación (006)
1.
Mantenimiento
correctivo
(PM01)
9. Transmisor de anillos colector
(slip ring). Transmitir señales de
control y fuerza a la torre
electrónica
9.a.1. Las escobillas dañadas, sucias
o desgastadas
1.
Mantenimiento
correctivo,
cambiar el slip ring cuando se
dañe (PM01)
anual
1
0,5
anual
1
2
3
trimestral
1
1
1. Inspeccionar y ajustar los
conectores de interconexión en la
tarjeta principal de comunicación
en la torre electrónica (005)
trimestral
1
1
1. Limpieza de la succión,
intercambiador de calor (004)
anual
1
2
8. Órganos de elevación. Elevar
la botella para que haga sello con
la válvula de llenado con una
presión 0,5 bar mayor a la
presión del calderín a una altura
10 mm mayor a la de la botella
8.b.1. Fuga en el cilindro neumático
10. Torre electrónica. Distribuir
energía y señales de control para
realizar el llenado de botellas
10.a.1. Fallo en el slip ring
10.a.2. Fallo comunicación con la
torre electrónica por el cableado
10.a.3. Fallo comunicación con
esclavos del PLC en la torre
electrónica por fallo en componente
electrónico del esclavo (unidad de
comunicación, tarjeta de entrada y
salida digitales y analógicas)
10.a.4. Fallo comunicación con
esclavos del PLC en la torre
electrónica por fallo en esclavo del
mando de llenado
10.a.5. Fallo el aire acondicionado de
la torre (por seguridad apaga la
torre)
1. Verificar y ajustar conexiones
en el slip ring (005)
1.
Verificar
terminales
y
conexiones eléctricas del cableado
de comunicación, ajustar de ser
necesario (005)
1. Inspeccionar y ajustar los
conectores de interconexión en la
tarjeta principal de comunicación
en la torre electrónica (005)
Confiabilidad en la Operación a través del RCM 215
10.a.6. El filtro del AA tapado
10.b.1.
Fallo
electroneumática
de
1. Sustitución de los filtros (006)
la
válvula
10.b.2. Fallo en tarjeta electrónica de
torre
10.b.3. Manguera de aire rota
11.
Distribuidor
de
aire.
Distribuir aire a los distintos
componentes
a
la
presión
requerida con una entrada de 6
bar
11.a.1. Fuga de aire en mangueras
12. Inyección de agua de alta
presión. Inyectar agua en la
botella llena a una presión de 9
bar
12.a.1. Tobera tapada
12.a.2. Fallo en la bomba de HDE
12.a.3. Fallo regulador de HDE
12.a.4. Fallo electroválvula
12.b.1. Regulador de presión dañado
12.b.2. Tobera dañada
1.
Sustitución
electroválvulas
(sujeto a evaluación de ciclo de
vida de la electroválvula y costo
del mtto vs. riesgo)
1.
Mantenimiento
(PM01)
1.
Mantenimiento
(PM01)
correctivo
1.
Mantenimiento
(PM01)
correctivo
semestral
1
0,5
anual
3
6
bimensual
1
0,1
bimensual
1
0,5
1
0,1
1
0,1
correctivo
1. Inspeccionar el estado de la
tobera (001)
1. Verificar que la presión de la
bomba
es
igual
a
la
correspondiente para la velocidad
(001)
1.
Mantenimiento
correctivo
(PM01)
1. Impermeabilizar el conector
eléctrico de la electroválvula (006)
1.
Mantenimiento
correctivo
(PM01)
1. Inspeccionar el estado de la
tobera (001)
bimensual
bimensual
VI.4. CONSIDERACIONES FINALES SOBRE LA METODOLOGÍA RCM La orientación de este capítulo hacia el estudio de la metodología RCM, se
debe, a la gran oportunidad de mejora dentro de los procesos de planificación y
desarrollo de los
programas de mantenimiento. Específicamente, en estos
procesos existe una falta de conocimiento y previsión ante la aparición
inesperada de los modos de fallos, escenario provocado básicamente, por la
216 Aproximación a la Confiabilidad. Aplicaciones Prácticas
ausencia de procedimientos estructurados y detallados de análisis de fiabilidad
sobre los modos de fallos y las consecuencias que estos generan dentro de un
activo de producción.
En términos generales la implantación de la metodología RCM en una
organización, permitirá:
• Crear un espíritu altamente crítico en todo el personal (operacionesmantenimiento) frente a condiciones de fallo y averías.
• Lograr orientar de forma óptima los costes del mantenimiento.
• Optimizar la fiabilidad operacional, maximizar la disponibilidad
y/o
mejorar la mantenibilidad de las plantas y sus activos.
• Ajustar las tareas de mantenimiento a las necesidades del contexto
operacional.
• Fomentar el análisis de modos de fallos a partir del esfuerzo de un grupo
de trabajo en grupo multidisciplinario.
• Relacionar los modos de fallos con los efectos sobre la seguridad
operacional y el ambiente.
• Optimizar la aplicación de las actividades de mantenimiento tomando en
cuenta la criticidad e importancia de los activos dentro del contexto
operacional.
• Establecer un sistema eficiente
de planificación del mantenimiento
(preventivo, condición y correctivo).
• Aumentar el conocimiento del personal tanto de operaciones como de
mantenimiento con respecto a los procesos operacionales y sus efectos
sobre la integridad de las instalaciones.
• Involucrar a todo el personal que tiene que ver con el mantenimiento en
la organización (desde la alta gerencia hasta los trabajadores de planta).
• Facilitar el proceso de normalización (estandarización) a través del
establecimiento de procedimientos de trabajo y de registro.
• Mejorar la efectividad de las actividades de mantenimiento a través de
una gerencia más horizontal y menos aislada del contexto operacional.
Confiabilidad en la Operación a través del RCM 217
• Asignar responsabilidad total (accountability) del proceso a un equipo
multidisciplinario de trabajo (equipo de trabajo RCM).
• Desarrollar un sistema efectivo de registro y manejo de datos de
fiabilidad asociados a modos de fallos.
Finalmente, se debe promover
proceso global
de mejora
implantación del RCM, dentro de un
de la Confiabilidad Operacional de toda la
organización y no como una iniciativa aislada del área de mantenimiento. No
se debe limitar el campo de acción de las técnicas de optimización
Confiabilidad, a herramientas únicas
simples
modas.
El
éxito
de
la
de
asociadas en muchas oportunidades a
implantación
del
RCM,
fundamentalmente del recurso humano involucrado, motivo por el
dependerá
cual, hay
que tener un especial cuidado en el proceso de inducción y en la formación
del
personal que participará en este proceso. Hay que tener presente, que el
proceso de implantación del RCM en una organización, no traerá consigo
resultados inmediatos, los mismos podrán cuantificarse y evaluarse de forma
fiable en un período de mediano plazo (entre uno y
tres años
aproximadamente), por lo cual este proceso de mejora debe ser visualizado
como un proyecto de largo alcance y con visión de futuro.
VI.5. REFERENCIAS BIBLIOGRÁFICAS DEL CAPÍTULO -
Bloom N.2006.
Reliability Centered Maintenance. Implementation made
simple. McGraw-Hill Inc. New York.
-
Jones R.1995. Risk-Based Management: A Reliability-Centered Approach.
Gulf Publishing Company. First Edition. Houston, Texas.
-
Moubray J. 1991. RCM II: Reliability Centered Maintenance. Industrial Press
Inc. New York, USA.
218 Aproximación a la Confiabilidad. Aplicaciones Prácticas
-
Parra C. 2009. Implantación piloto de Mantenimiento Centrado en
Confiabilidad (RCM) en la Llenadora de la Línea 10, Planta San Joaquín,
Empresas Polar. INGECON, Informe técnico: SN-09-10-CCS, Caracas,
Venezuela.
-
Parra C. 1996. Metodología de Implantación del Mantenimiento Centrado en
Confiabilidad en la Refinería de Azuay. Tesis de Maestría, Ref-09-96-INGPM, Universidad de los Andes, Mérida, Venezuela.
-
Smith A. Hinchcliffe R. 2004. RCM-Gateway to World Class Maintenance”,
Elsevier. New York.
-
Woodhouse J. 1996. Course of Reliability Centered Maintenance (RCM) Section two:
Failure Modes and Effects Analysis. The Woodhouse
Partnership. England.
Agradecimientos: Al Ing. Willians Gil y al personal de la organización Polar,
quienes participaron en la aplicación práctica de RCM (aplicación que se tomo
como modelo de caso de estudio del método RCM para el desarrollo de este
capítulo).
VII ANÁLISIS CAUSA‐RAÍZ VII.1. INTRODUCCIÓN AL PROCESO DE ANÁLISIS CAUSA RAÍZ (RCA) A través de la historia el hombre ha inventado (y mejorado) numerosas
máquinas, procesos y habilidades para llegar a la demanda creciente
productos y servicios por parte de la sociedad.
de
Como resultado de esta
demanda en constante crecimiento, se han desarrollado varias técnicas para
analizar los problemas (eventos de fallos) que surgían de las máquinas, los
procesos y el rendimiento de las habilidades humanas, siendo los objetivos
principales de estas técnicas: minimizar las consecuencias de los eventos de
fallos sobre la seguridad, el ambiente y las operaciones; y asegurar la mayor
fiabilidad operacional. Dentro de este marco, la técnica de Análisis Causa Raíz
(RCA – Root Cause Analysis) es una de las herramientas con el
mayor
potencial para ayudar a cumplir los objetivos de minimización del impacto de
los fallos y de maximización de la fiabilidad operacional (Latino & Latino, 2002).
La metodología de RCA se fundamenta en la necesidad de resolver
problemas, los cuales son generalmente entendidos como un suceso que se
desea vencer.
En realidad, como se analizarán en el presente capítulo, los
problemas son afrontados a través del control sobre las causas que los originan
(Latino & Latino, 2002). En muchos casos no es extraño encontrar que las
“mejores” soluciones son generalmente las que no han sido vistas y que
después de una breve reflexión parecen obvias, lo que conduce a hacerse la
siguiente pregunta: ¿por qué no se me ocurrió a mí? Es a partir de la pregunta
anterior que se procede a explorar muchas de las soluciones efectivas que
están en espera de ser “descubiertas” para un grupo particular de causas (a
veces numeroso).
El proceso de descubrimiento requiere de un cambio de
220 Aproximación a la Confiabilidad. Aplicaciones Prácticas
pensamiento donde se debe abandonar el anterior, a esto se la ha llamado
“cambio de paradigma” el cual es el fundamento del RCA.
Las organizaciones, tradicionalmente se han inclinado a evaluar la
fiabilidad operacional desde la perspectiva de mantenimiento estrictamente. El
procedimiento de RCA, encara el análisis de fiabilidad desde un punto de vista
total - teniendo en cuenta los diversos factores que afectan la fiabilidad:
humanos, operacionales, financieros, culturales y organizacionales. Para que la
fiabilidad verdaderamente se convierta en una parte de una cultura, debe ser
adoptada como responsabilidad de todos, no solamente de los grupos de
mantenimiento (Fulbright, 1997).
VII.2. ASPECTOS TEÓRICOS BÁSICOS DEL RCA Existen en la bibliografía diversas técnicas y autores que han abordado lo que
hoy recibe el nombre de métodos RCA y cuyo propósito ha sido el de buscar
soluciones efectivas a los eventos de fallos. Muchas personas intuitivamente ya
atacan problemas con la filosofía de pensamiento que involucra el método de
RCA. Las metodologías de RCA desarrolladas en la actualidad, ayudan a los
analistas de problemas a orientarse, en los pasos a seguir y en las
consideraciones que deben tomarse para la obtención de soluciones efectivas
(Latino & Latino, 2002). Es importante mencionar, que no existen dos
problemas exactamente iguales, sin embargo, dentro de un marco de pasos
generales que conservan cierta flexibilidad, se pueden establecer ciertas reglas
comunes que permitan identificar las causas que los originan. El éxito de la
aplicación del RCA depende del esfuerzo de un equipo de trabajo y como tal
requiere
de
cierta
experiencia
para
vencer
los
paradigmas
que
tradicionalmente se encuentran en los procesos de análisis de fallos (Dean,
1999).
Análisis Causa‐Raíz 221
VII.2.1. CAMBIOS DE PARADIGMAS EN EL PROCESO DE ANÁLISIS DE PROBLEMAS Existen muchos tipos de problemas y muchas formas para resolverlos.
En
muchos casos los problemas han sido resueltos mediante la aplicación de reglas
previamente establecidas. Desafortunadamente, el día a día está basado en
eventos y en muchos casos estos no siguen reglas. La imposición de reglas a
problemas basados en eventos ha generado el espacio que hoy día ocupa la
infame ley de Murphy (Dean, 1999). Sin embargo, el RCA ataca esa visión y
reconoce que los problemas pueden agruparse en estas dos categorías (Dean,
1999):
Problemas basados en reglas: como su nombre mismo lo indica, son
aquellos basados en convenciones y reglas que dictan una respuesta correcta
única, como por ejemplo: la suma de dos números (2+2=4), el “saltarse” una
luz roja (la regla establece que una persona que incurra en ello pudiera ser
multada), tres “strikes” para hacer un “out” en “baseball”, procedimientos
escritos que requieren de un cumplimiento, etc.
Problemas basados en eventos: son aquellos que dependen de las leyes causa
y efecto donde existe más de una solución, como por ejemplo: ¿cómo dirigirse
a la casa de la abuela? (seguramente existe más de un camino, o vía (coche,
autobús, avión, etc.)), ¿cuál es la solución a la desnutrición?, ¿cómo ganarse la
vida?, ¿por qué fallo una bomba?, ¿cómo prevenir accidentes?, etc.
Al ignorar las diferencias intrínsecas entre estas dos definiciones, se
intenta resolver problemas basados en eventos con soluciones que únicamente
aplican a los basados en reglas. Esta es una de las principales causas de la
inefectividad de soluciones implementadas.
Adicionalmente, vale la pena
mencionar algunos otros de los paradigmas comunes en la resolución de
problemas, que evitan que organizaciones e individuos lleguen a soluciones
efectivas (Dean, 1999):
222 Aproximación a la Confiabilidad. Aplicaciones Prácticas
•
El ignorar la definición del problema: la definición del problema es un
parámetro importante dentro del análisis y en general siempre que se
presenta uno, se busca una solución inmediata sin detenerse en los eventos
que los causaron con suficiente detalle.
•
El llenado de informes y formatos: en el área técnica es de uso común la
utilización de listas de chequeo, llenar espacios en blanco y categorizar
causas.
Esta actividad, no es en realidad particularmente mala, sino las
características del formato, es decir, si éste no contempla todos los puntos
que deben ser considerados en el análisis de fallos, la información requerida
puede ser pasada por alto.
•
La utilización de narrativa y fábula: esta es una práctica común que
entorpece la búsqueda de información si se toman los relatos como hechos.
Esto obedece a que la información en muchos casos no posee la calidad
necesaria.
En general y salvo específicas excepciones, los hechos son
aquellos que pueden ser medidos y verificados.
En el proceso de
recolección las narrativas y fábulas son importantes como guías pero no
como verdades hasta que puedan ser verificadas.
Si la información no
puede ser verificada, entonces el análisis pudiera estar incompleto además
de que pudiese ocasionar que la solución implementada no sea la correcta.
Para evitar lo anterior en acciones futuras se recomienda que se tomen las
previsiones necesarias para generar el mecanismo que permita medir en
caso de que ocurra nuevamente una eventualidad. En este caso vale la
pena mencionar el paradigma de productividad (Dean, 1999):
Para mejorar productividad, se debe gestionar,
para gestionar efectivamente, se debe controlar,
para controlar consistentemente, se debe medir,
para medir con validez, se debe definir,
para definir precisamente, se debe cuantificar.
Análisis Causa‐Raíz 223
VII.3. PROCESO DE IMPLANTACIÓN DEL RCA Antes de abordar la descripción metodológica, es necesario hacerse la siguiente
pregunta:
¿Cómo pueden resolverse los problemas eficazmente?
De acuerdo con Dean, 1999, deben considerarse cuatro pasos básicos
para el proceso de aplicación de un RCA: Definición del problema, Análisis del
problema, Identificación de soluciones e Implementación de las mismas (ver
Figura 7.1).
Analogía
Crimen y evidencia
Definición del
Problema
Identificar
soluciones
efectivas
Deliberación
Sospechosos, autopsia, confesión,
enjuciamiento, juicio
Efectuar análisis del
problema (ACR)
Implementación
de soluciones
Sentencia
Figura 7.1: Los cuatro pasos básicos para la resolución de problemas
En la misma Figura 7.1, también se indica el paso generalmente seguido
cuando se cree haber definido un problema (identificar soluciones sin un
análisis detallado del mismo). Los cuatro pasos también pueden relacionarse
con cuatro elementos presentes en un juicio, los cuales guardan una correlación
y secuencia directa: un crimen y evidencia, proceso de análisis de la(s)
evidencia(s) - juicio, deliberación del jurado en función del análisis de las
224 Aproximación a la Confiabilidad. Aplicaciones Prácticas
evidencias (soluciones) y la sentencia (implementación de la solución). En este
caso es el equipo natural de trabajo (jurado) es quien delibera y argumenta en
función de la información que debe haber verificado y sustentado con hechos,
ver por ejemplo la película “doce hombres sin piedad” (en inglés: “12 angry
men”, dirigida por William Friedkin, 1997).
A continuación se presenta el esquema general de implantación de la
técnica de RCA propuesto para el desarrollo de este capítulo (Parra, 2000):
CONFORMACIÓN DE
EQUIPOS DE TRABAJO
Pasos a seguir para implantar
la técnica de RCA
DEFINICIÓN Y
JERARQUIZACIÓN DE
LOS PROBLEMAS
DEFINICIÓN Y
PRIORIZACIÓN DE
LOS MODOS DE
FALLOS
DEFINICIÓN DE
CAUSAS RAÍCES
FÍSICAS HUMANAS Y
LATENTES
DEFINICIÓN Y
VALIDACIÓN DE
HIPÓTESIS
IDENTIFICACIÓN E
IMPLANTACION
DE LAS
SOLUCIONES
EVALUACIÓN
DE LA EFECTIVIDAD
DE LAS SOLUCIONES
Figura 7.2: Modelo propuesto de implantación de la técnica de RCA
En los siguientes apartados se describen detalladamente cada una de las
etapas del proceso de implantación de RCA mostrado en la Figura 7.2.
VII.3.1. ETAPA 1: FORMACIÓN DEL EQUIPO NATURAL DE TRABAJO DE DENTRO DEL PROCESO DE IMPLANTACIÓN DEL RCA Un equipo natural de trabajo, se define dentro del contexto del RCA (Fulbright,
1997), como un conjunto de personas de diferentes funciones de la
organización que trabajan juntas por un período de tiempo determinado en un
Análisis Causa‐Raíz 225
clima de aunar esfuerzos, para analizar problemas comunes de los distintos
departamentos, apuntando al logro de un objetivo común. A continuación se
describen los aspectos más importantes en relación a los equipos naturales de
trabajo dentro del RCA (Fulbright, 1997):
•
Características generales de los equipos naturales de trabajo de RCA
o Alineación: Cada miembro está comprometido con los acuerdos del
equipo. Esto demanda que la misión y visión sea compartidas por
todos. En este sentido la tendencia es sacarle provecho a los
desacuerdos y conflictos para integrar los aportes de los miembros, a
fin de lograr soluciones efectivas.
o Coordinación. Esta característica, implica que cada miembro del
equipo teniendo roles y responsabilidades claras se apropia de los
compromisos del equipo como si fueran los suyos propios. De esta
forma el trabajo individual se orienta al desempeño común del
equipo. En este sentido, el liderazgo, la gerencia y el coaching, son
habilidades de todos los miembros.
o Comprensión. La comprensión es un compromiso compartido. Esto
requiere
habilidad
para
distinguir
entre
“interpretaciones” y “los hechos”, para así
“puntos
de
vista”,
coordinar y divulgar el
propio punto de vista y ayudar a los otros a considerarlo y considerar
el punto de vista del otro. Cualquier miembro del equipo, conoce a
los clientes, los proveedores, los procesos de trabajo y los resultados
del equipo. Esto significa que los objetivos, metas e hitos son claros y
compartidos.
o Respeto. Apreciar y sentir verdadero aprecio por el otro. Desarrollar y
mejorar continuamente la habilidad de ver las cosas, como lo ve la
otra persona “ponerse en los zapatos del otro”, pero sin perder la
perspectiva de la objetividad de la realidad operacional. Preguntarse
siempre: ¿Quién necesita participar en esta reunión y/o decisión? y
226 Aproximación a la Confiabilidad. Aplicaciones Prácticas
luego preguntar ¿A quién es necesario informar respecto a los
resultados?
o Confianza: Tener confianza en que los demás van a desempeñar sus
responsabilidades de manera óptima. Confiar en que cada miembro
del equipo buscará la información requerida para la toma de
decisiones, consolidando la proactividad individual para modelar este
clima de confianza.
•
Rol del facilitador
o La función básica del facilitador consiste en guiar y conducir el
proceso de implantación del RCA. En otras palabras el facilitador es
el encargado de asegurar que el proceso de implantación del RCA se
realice de forma ordenada y efectiva.
•
Actividades que debe realizar el facilitador
o Guiar al equipo de trabajo en la definición de los modos de fallos, las
hipótesis, los niveles de causas y la definición de las soluciones.
o Ayudar a decidir a qué nivel debe ser realizado análisis de fallos.
o Ayudar a identificar los problemas que deben ser analizados bajo esta
metodología (problemas críticos).
o Asegurar que las reuniones de trabajo sean conducidas de forma
profesional y se lleven a cabo con fluidez y normalidad.
o Asegurar un verdadero consenso (entre operación y mantenimiento).
o Motivar al equipo de trabajo.
o Asegurar que toda la documentación a registrar
de implantación sea llevada correctamente.
•
Perfil del facilitador y áreas de conocimiento
o Amplia capacidad de análisis.
durante el proceso
Análisis Causa‐Raíz 227
o Alto desarrollo de cualidades personales (liderazgo, credibilidad,
seguridad y confianza).
o Habilidades para conducir reuniones de trabajo (facilidad para
comunicarse).
o Teoría básica del RCA (definición de modos de fallos, validación de
hipótesis, definición de causas raíces físicas, humanas y latentes,
definición de soluciones y auditoría de las soluciones).
o Técnicas de evaluación del riesgo / análisis coste riesgo beneficio.
VII.3.2. ETAPA 2: DEFINICIÓN Y JERARQUIZACIÓN DE LOS PROBLEMAS La primera actividad a ser desarrollada por el equipo de trabajo, consiste en
definir y jerarquizar los problemas existentes en el área a ser evaluada (Parra,
2000). Antes de abordar la definición del problema hay que reflexionar acerca
de los siguientes puntos:
¿Qué es un problema?
¿Cómo definimos los problemas?
¿Todos vemos el problema igual?
¿Hemos definido problemas en términos de nuestra realidad?
¿Tenemos experiencias y percepciones distintas?
¿Entendemos nuestra ignorancia y prejuicios?
¿Trabajamos en el problema equivocado?
¿Trabajamos en los síntomas o en las causas?
Para definir apropiadamente un problema el equipo de trabajo deberá
responder de forma estructurada las siguientes preguntas:
228 Aproximación a la Confiabilidad. Aplicaciones Prácticas
¿Qué?: ¿Qué fue lo que ocurrió?, esta pregunta se recomienda que se
responda
a nivel de equipos o sistemas. Por ejemplo: fallos en el
sistema de compresión, fallos en el sistema de bombeo, fallos en el
motor eléctrico, etc.
¿Cuándo?: ¿Cuándo ocurrió?, aquí se incluyen las fechas y las
frecuencias de recurrencia del evento.
¿Dónde?: ¿Dónde ocurrió el problema?, aquí se agrupan las instalaciones
y permite visualizar si hay diversos problemas en una misma área.
¿Importancia?: Se describe el impacto y las consecuencias del evento de
fallo sobre el ambiente, las personas y las operaciones (pérdidas
económicas). Se propone cuantificar económicamente el impacto
promedio del evento en función del Riesgo (unidad monetaria/tiempo =
dólares/año, euros/año, etc.). A continuación se presenta la expresión
para cuantificar el Riesgo (R) por evento:
R = FF x TPFS x (CD + PEN)
(1)
Dónde:
FF
= frecuencia de fallos, fallos/año
TPFS = tiempo promedio fuera de servicio, horas/fallo
CD
= costes promedios directos por fallos por hora, dólares/hora
PEN
= costes promedios de penalización por fallos por hora,
dólares/hora
Una vez definido el valor de Riesgo (coste/año), de cada evento
(problema) previamente identificado, el equipo de trabajo, debe jerarquizar el
nivel de Riesgo de cada evento de mayor a menor, con el objetivo de orientar
el esfuerzo del proceso de RCA en aquellos eventos que tengan la mayor
oportunidad de mejora, se propone utilizar el criterio de Pareto y analizar los
problemas que generan el 80% de las pérdidas (Dean, 1999).
Análisis Causa‐Raíz 229
A continuación se presenta un ejemplo de definición de problemas:
o Qué: Fallos de la bomba P101.
o Cuándo: 28/07/1998 @ 4:32 pm (último fallo).
o Frecuencia del evento:
FF = 10 fallos/año.
o Dónde: Texas, Utilidades, Área 43, Unidad de servicios industriales,
Sistema de bombas de circulación de agua (P101).
o Impacto:
- Seguridad: Sin accidentes, potencialmente peligroso.
- Ambiental: Viola reglamentos del Ministerio del Ambiente.
- Producción: TPFS=4 horas/fallo, Penalización: PEN=30.000 $/hora.
- Mantenimiento: Costes directos (mat + mo): CD=1.000 $/hora.
- Estimación del Riesgo (R) = US$/año
R = FF x TPFS x (CD + PEN) =
= 10 fallos/año x 4 horas /fallo x (1000 US$/hora + 30.000 $/hora)
= 1.240.000 US$/año
Finalmente, en esta parte
de la metodología de RCA, las siguientes
preguntas no deben efectuarse durante la definición del problema (estas
preguntas serán respondidas en las fases siguientes de la metodología
propuesta de aplicación del RCA):
¿Cómo?: No aplica en la definición del problema sino en la definición
de los modos de fallos.
¿Por qué?: No aplica en la definición sino en la definición de las
hipótesis.
¿Quién?: El objetivo del análisis es la prevención y no la búsqueda de
un culpable.
230 Aproximación a la Confiabilidad. Aplicaciones Prácticas
VII.3.3. ETAPA 3: DEFINICIÓN Y PRIORIZACIÓN DE LOS MODOS DE FALLOS La sección anterior se ha referido a la definición de los problemas y el impacto
de los mismos dentro de su contexto operacional. En esta etapa del proceso de
la implantación de la metodología de RCA, se toman los problemas de mayor
impacto y se identifican los posibles modos de fallos que provocaron estos
problemas. Los modos de fallos dentro del RCA, se definen como los eventos
físicos que generan el paro imprevisto (problema identificado) (Latino & Latino,
2002). Para facilitar el proceso de definición de los modos de fallos, el método
RCA propone que el grupo de trabajo seleccione el problema y sobre el
enunciado del problema se deberá responder a la siguiente pregunta:
o ¿Cómo puede(n) ocurrir el(los) paro(s) imprevisto(s)?
A continuación se presenta el ejemplo de definición de modos de fallos:
o Definición del problema: Fallos de la bomba P101.
o Modos de Fallo, ¿Cómo pueden ocurrir los paros en la bomba P101?
1. Daños en rodamientos (nivel de detalle: componente).
2. Daños en sellos (nivel de detalle: componente).
3. Impulsor trabado (nivel de detalle: componente).
4. Motor eléctrico quemado (nivel de detalle: equipo).
5. Fuga en línea de succión (nivel de detalle: componente).
6. Etc.
El concepto propuesto de modos de fallos dentro de la metodología
utilizada de RCA, es el mismo concepto que propone la metodología del
mantenimiento centrado en fiabilidad (RCM) (ver detalles del método RCM en el
Análisis Causa‐Raíz 231
siguiente capítulo del libro). Uno de los aspectos favorables de utilizar el mismo
concepto de modos de fallos en las dos metodologías, consiste en la integración
entre el proceso de análisis de
fallos y el desarrollo de los programas de
mantenimiento. Adicionalmente, el proceso de definición de los modos de fallos,
permitirá crear una base de datos común de fallos, la cual debe ser el origen
del proceso de definición de indicadores estadísticos (fiabilidad, mantenibilidad
y disponibilidad), indicadores que posteriormente se utilizarán en el proceso de
optimización del mantenimiento (Parra, 2000).
Una vez identificados los modos de fallos, se procede a definir el nivel de
criticidad de los mismos. Se propone calcular el indicador de Riesgo Total
Anualizado (RTA, unidad monetaria/tiempo: dólares/año, euros/año, etc.)
(Parra, 2000), el cual se estima a partir de la expresión:
RTA = CAR + PAF
(2)
CAR = FF x (CMO + CM)
(3)
PAF = FF x PE
(4)
PE = TR x IP
(5)
Dónde:
CAR
: costes anuales de reparación (US$/año)
PAF
: penalización anual por fallos (US$/año)
FF
: frecuencia de fallos (fallos/año)
CMO : costes mano obra por fallo (US$/fallo)
CM
: costes materiales por fallo (US$/fallo)
TR
: tiempo de reparación (horas/fallo)
IP
: impacto producción (US$/hora)
PE
: penalización x evento fallo (US$/fallo)
232 Aproximación a la Confiabilidad. Aplicaciones Prácticas
A continuación se presenta un ejemplo de priorización de modos de
fallos:
Modos de fallos
FF
CMO
fallos/
M$
CM
M$
año
CAR
TR
IP
PE
PAF
M$/
horas
M$/
M$
M$/
M$/
año
año
año
hora
RTA
1. Daños en rodamientos
13
2
15
221
16
1,5
24
312
533
2. Daños en sellos
10
1
10
110
10
2
20
200
310
3. Impulsor trabado
10
1
5
60
10
2
20
100
160
4. Motor eléctrico dañado
5
5
5
125
10
1
10
50
175
5. Fuga en línea de succión
8
4
5
72
8
1
8
64
136
Tabla 7.1: Ejemplo de jerarquización de modos de fallos
Una vez definido el valor de riesgo (dinero/año) y jerarquizado cada
modo de fallo (de mayor a menor), se recomienda que el equipo de trabajo,
oriente el esfuerzo de validación de hipótesis para aquellos modos de fallos que
tengan la mayor oportunidad de mejora, se propone utilizar el
criterio de
Pareto y analizar y definir las hipótesis para los modos de fallos que generan el
80% de las pérdidas (Dean, 1999).
VII.3.4. ETAPA 4: DEFINICIÓN Y VALIDACIÓN DE HIPÓTESIS Una vez definidos los modos de fallos, el equipo de trabajo selecciona los de
mayor impacto (priorizados en función del Riesgo) y procede a identificar las
diferentes hipótesis para cada modo de fallo a ser evaluado. Las hipótesis se
definen como los posibles mecanismos que provocan los modos de fallo (Latino
& Latino, 2002). Al ser verificada una Hipótesis, ésta se convierte normalmente
en una causa raíz. Para definir las hipótesis, la metodología de RCA, propone
que el grupo de trabajo de respuesta a la siguiente pregunta:
o ¿Por qué ocurren los modos de fallos?
El resultado final de la etapa de definición de hipótesis, consiste en
validar con hechos las hipótesis más probables y en descartar aquellas hipótesis
Análisis Causa‐Raíz 233
inconsistentes. Durante el proceso de validación de las hipótesis se deben
evaluar los siguientes aspectos (lista de verificación de hipótesis):
•
Variables de operación (información del sistema automatizado de control,
temperatura, presión, flujo, etc.)
•
Historiales de mantenimiento
•
Libros diarios de los eventos en cada turno
•
Resultados de inspecciones (visuales, ensayos no destructivos, etc.)
•
Resultados del laboratorio (químico y metalúrgico)
•
Datos de vibraciones Especificaciones
•
Información de Compras
•
Procedimientos de Mantenimiento
•
Procedimientos Operacionales
•
Datos y Modificaciones sobre los Diseños
•
Registros de Entrenamiento del personal
A continuación se presenta un ejemplo de definición de hipótesis:
o Definición del problema: Fallos en Bomba centrífuga P101
o Modo de Fallo: ¿Cómo ocurrieron los paros en la Bomba P101?
1. Daños en rodamientos (nivel de detalle: parte).
o Hipótesis: ¿Por qué ocurrieron los fallos en los rodamientos?
1.1. Desgaste acelerado
1.2. Montaje y alineación defectuosa
1.3. Mala selección del rodamiento
1.4. Operación incorrecta
234 Aproximación a la Confiabilidad. Aplicaciones Prácticas
VII.3.5. ETAPA 5: DEFINICIÓN Y VALIDACIÓN DE CAUSAS RAÍCES Una vez identificadas las hipótesis, el equipo de trabajo procede a definir las
posibles causas raíces para cada una de las hipótesis validadas. La metodología
propone identificar y clasificar las causas raíces en tres categorías (Latino &
Latino, 2002):
•
Causa Raíz Física (CRF):
Se refiere al tipo de causas raíces que envuelven materiales o cosas
tangibles.
•
Causa Raíz Humana (CRH):
Se refiere al tipo de causas raíces que generan fallos debido a una
intervención inapropiada del ser humano (errores humanos)
•
Causa Raíz Latente (CRL):
Se refiere al tipo de causas raíces relacionadas con la falta o deficiencia en
los sistemas de gestión y administrativos (reglas, procedimientos, guías,
etc.) o “normas culturales” que permiten que un fallo ocurra.
Para definir los diferentes tipos de causas raíces, se debe responder la
siguiente pregunta:
o ¿Por qué ocurrió la hipótesis planteada?
Esta pregunta se debe orientar hacia los tres posibles niveles de
causas citados anteriormente (CRF, CRH y CRL).
A continuación se presenta un ejemplo de definición de causas raíces:
o Definición del problema: Fallos en Bomba centrífuga P101.
o Modos de Fallo, ¿Cómo ocurrieron los paros en la Bomba P101?
1. Daños en rodamientos (nivel de detalle: parte).
o Hipótesis, ¿Por qué ocurrieron los fallos en los rodamientos?
1.1. Rodamiento presenta desgaste acelerado (hipótesis validada)
1.2. Montaje y alineación defectuosa (hipótesis descartada)
Análisis Causa‐Raíz 235
1.3. Mala selección del rodamiento (hipótesis validada)
1.4. Operación incorrecta (hipótesis descartada)
o Causas raíces
¿Por qué el rodamiento presento desgaste acelerado?
1.1.1. Aceite fuera de especificación (CRF)
1.1.2. Mala selección del aceite en el proceso de compra (CRH)
1.1.3. Ausencia de un procedimiento adecuado de compra y de
recepción de aceite (no se verifica la procedencia del aceite, criterio
utilizado, comprar el más económico)
¿Por qué el rodamiento se seleccionó de forma incorrecta?
1.3.1. Rodamiento comprado fuera de especificación (CRH)
1.3.2. Diseño original erróneo, no se verificó el rodamiento adecuado
para el tipo de servicio (CRL)
En la Figura 7.3. se presenta de forma gráfica el árbol de fallos del
ejemplo citado:
Paros de Bomba P101
Problema
identificado
Daños en
Daños en
Impulsor
Motor elect.
Fuga en línea
Rodamientos
sellos
trabado
quemado
de succión
Desgaste
acelerado
Montaje y
alineación
defectuosa
- CRF: Aceite fuera
de específicación
- CRH: Mala selección
del aceite
- CRL: No existen
procedmientos de
compra ni de recepción
del aceite (se compra el
más económico)
Mala
selección
del
rodamiento
- CRH: Rodamiento
comprado fuera
de especificación
- CRL: diseño original
erróneo (no se verificó
el rodamiento
adecuado para el tipo
de servicio)
Operación
incorrecta
Modos de
fallos
Hipótesis
Causas Raíces:
Físicas (CRF)
Humanas (CRH)
Latentes (CRL)
Figura 7.3: Ejemplo de árbol de fallos estándar propuesto por la técnica RCA
236 Aproximación a la Confiabilidad. Aplicaciones Prácticas
VII.3.6. ETAPA 6: DEFINICIÓN Y EVALUACIÓN DE LA EFECTIVIDAD DE LAS SOLUCIONES PROPUESTAS Las soluciones a un problema deben diseñarse parar evitar o al menos reducir
tanto la recurrencia como el impacto (consecuencia) que trae consigo el evento
de fallo
a la seguridad de las personas, al ambiente, a la calidad y a la
producción (Woodhouse, 1999). Por otro lado, la solución no sólo debe ayudar
a mejorar la Confiabilidad del proceso, sino que a su vez debe justificarse en
función de un
Análisis Coste Riesgo Beneficio Riesgo. Las soluciones a
proponer deben satisfacer los siguientes criterios:
•
Prevenir la recurrencia
- Prevenir o mitigar el problema original
- Prevenir problemas similares
- No crear problemas adicionales o situaciones inaceptables (nuevos
modos de fallos)
•
Minimizar y controlar
- Los efectos y consecuencias que traen consigo los nuevos modos de
fallos aportados por las soluciones propuestas
•
Satisfacer las metas y objetivos
- De la organización y del área afectada (maximizar la rentabilidad del
negocio)
Una vez que se haya implantado la solución, se propone medir el
desempeño de la solución con el fin de estimar los valores exactos obtenidos y
poder cuantificar el beneficio real del cambio. En esta parte se propone seguir
como modelo el siguiente flujograma (Parra, 2000):
Análisis Causa‐Raíz 237
PROCESO DE
AUDITORIA
EVALUAR EL
FUNCIONAMIENTO DEL
EQUIPO/ SISTEMA
no
SOLUCION
EFECTIVA?
NO
DESARROLLAR
NUEVAS TEORIAS
sí
SI
GENERACION DE UN
INFORME DE CIERRE
Y PRESENTACIÓN A LA
GERENCIA
CUANTIFICAR EL
BENEFICIO REAL Y
ESTANDARIZAR LA
MEJORA
DEFINCIÓN DE
PLANES FUTUROS DE
MEJORA
Figura 7.4: Proceso de validación y auditoría de las soluciones propuestas
Tipos de solución:
•
Soluciones básicas: en algunos análisis las recomendaciones para eliminar
las causas raíces son muy sencillas y fáciles de implementar. A continuación
se cita un ejemplo de este tipo de soluciones:
o CRF: Par de apriete inadecuado
o CRH: Inexistencia de un procedimiento adecuado
o CHL: Falta de adiestramiento y falta de impulso por parte de la
organización para diseñar un procedimiento adecuado de apriete
o Solución: Adiestrar personal, diseñar y difundir un procedimiento
adecuado de apriete
•
Soluciones complejas: en algunos análisis, se identifican varias alternativas
técnicas como posibles soluciones, por lo cual es necesario determinar cuál
de las posibles soluciones es la más rentable para la organización. En esta
parte del proceso de RCA, se propone el uso de la técnica de Análisis Coste
Riesgo Beneficio (ACRB). Esta metodología, recomienda cuantificar el Riesgo
de la situación actual y compararla con el Riesgo de la situación futura
238 Aproximación a la Confiabilidad. Aplicaciones Prácticas
(Riesgo esperado después del cambio propuesto). A continuación se
presenta un ejemplo de dicha metodología (Parra, 2000):
•
Definición del problema: Fallos en Bomba centrífuga P101.
- Modos de Fallo, ¿Cómo ocurrieron los paros en la Bomba P101?
1. Daños en rodamientos (nivel de detalle: parte).
- Hipótesis, ¿Por qué ocurrieron los fallos en los rodamientos?
1.3. Mala selección del rodamiento (hipótesis validada)
- Causas raíces
¿Por qué el rodamiento se seleccionó de forma incorrecta?
1.3.1. Rodamiento comprado fuera de especificación (CRH)
1.3.2. Diseño original erróneo, no se verificó el rodamiento adecuado para el
tipo de servicio (CRL)
•
Solución: a partir de las hipótesis y causas validadas del RCA, se
identificaron dos posibles opciones de reemplazo del rodamiento actual
(Rodamiento A y Rodamiento B). A continuación se presentan los resultados
del Análisis Coste Riesgo Beneficio justificando la mejor opción de solución
identificada:
•
•
Situación Actual (Eventos repetitivos en bomba P101):
1.Frecuencia fallos
2.Costes Mano obra
3.Costes Materiales
4.Costes anuales reparar
(2+3) x (1)
5.Tiempo de reparación
6.Impacto producción
7.Penalización evento(5x6)
8.Penalización anual x fallos
(7x1)
Riesgo total anualizado:
(4) + (8)
13
2
15
fallos / año
M$
M$
221
16
1,5
24
M$/año
horas
M$/hora
M$
312
M$/año
533
M$/año
Análisis Causa‐Raíz 239
Propuestas de solución (2 opciones a comparar: Rodamiento A vs. Rodamiento
B)
•
Situación futura Rodamiento A:
Paros Bomba P101:
Solución propuesta : Reemplazar sello actual
Opción 1: Rodamiento A
Mínimo
1.Frecuencia fallos
1
2.Costes Mano obra
1
3.Costes Materiales
15
4.Costes anuales reparar
(2+3) x (1)
16
5.Tiempo de reparación
8
6.Impacto producción
1
7.Penalización evento(5x6) 8
8.Penalización anual x fallos
(7x1)
8
Riesgo total anualizado:
(4) + (8)
24
•
Máximo
2
fallos / año
2
M$
22
M$
44
16
1,5
24
M$/año
horas
M$/hora
M$
48
M$/año
92
M$/año
Situación futura Rodamiento B:
Paros Bomba P101:
Solución propuesta : Reemplazar rodamiento actual
Opción 2: Rodamiento B
Mínimo
1.Frecuencia fallos
0,5
2.Costes Mano obra
1
3.Costes Materiales
25
4.Costes anuales reparar
(2+3) x (1)
13
5.Tiempo de reparación
8
6.Impacto producción
1
7.Penalización evento(5x6) 8
8.Penalización anual x fallos
(7x1)
4
Riesgo total anualizado:
(4) + (8)
17
Máximo
1
fallos / año
2
M$
30
M$
32
16
1,5
24
M$/año
horas
M$/hora
M$
24
M$/año
56
M$/año
240 Aproximación a la Confiabilidad. Aplicaciones Prácticas
•
Resumen de resultados (opción ganadora – Rodamiento Tipo B):
Paros Bomba P101:
Solución propuesta : Reemplazar rodamiento actual
Opciones evaluadas:
Mínimo
Escenarios después
del cambio:
Rodamiento A:
Costes anuales reparar
Penalización anual x fallos
Riesgo total esperado
16
8
24
Rodamiento B:
Costes anuales reparar
Penalización anual x fallos
Riesgo total esperado:
•
Máximo
44
48
92
M$/año
M$/año
M$/año
32
24
56
M$/año
M$/año
M$/año
Beneficios esperados después del cambio:
Paros Bomba P101:
Solución propuesta : Reemplazar rodamiento actual por el tipo B
Mínimo Máximo
Situación actual:
Costes anuales reparar
99
221 M$/año
Penalización anual x fallos 72
312 M$/año
Riesgo total :
171
533 M$/año
Situación futura rodamiento tipo B:
Costes anuales reparar
13
32
Penalización anual x fallos
4
24
Riesgo total esperado:
17
56
Beneficios del cambio:
Costes de reparación
Penalización por fallos
Beneficios totales:
86
68
154
189
288
477
M$/año
M$/año
M$/año
M$/año
M$/año
M$/año
Análisis Causa‐Raíz 241
En resumen, el método de Análisis Coste Riesgo Beneficio, permite
analizar factores técnicos de confiabilidad y mantenibilidad (frecuencias de
fallos y tiempos de reparación) e integrarlo con el análisis de variables
económicas (costes de inversión,
materiales, mano de obra, producción,
penalización, seguridad, ambiente, etc.), con el fin de cuantificar el Riesgo en
términos económicos (Riesgo medido en unidad monetaria sobre tiempo, por
ejemplo: dólares/año) de las posibles opciones de solución del problema, de tal
forma que se pueda: identificar y seleccionar la opción que genere el menor
nivel Riesgo (minimizar la consecuencia de los fallos) y garantizar la mayor
rentabilidad económica dentro del proceso de producción.
VII.4. EJEMPLO DE APLICACIÓN DEL MÉTODO RCA A continuación se presenta los resultados de una aplicación del método de RCA
(utilizando el método de RCA propuesto en esta sección), en el sector de la
industria petrolera (detalles en informes técnicos: Parra, 2009 y Pita, 2008,
aplicación piloto de RCA, llevada a cabo en unidades de bombeo mecánico del
Lote X, Perú).
VII.4.1. ANTECEDENTES RELACIONADOS CON LA RECURRENCIA DE FALLOS EN LAS UNIDADES DE BOMBEO MECÁNICO En el yacimiento de petróleo: Lote X (Talara, Perú), se encuentran instaladas
(en el año 2008), 1696 unidades de bombeo mecánico para la extracción de
petróleo en pozos productores, de las cuales, el 52% son de la marca Lufkin, el
36% de la marca American, el 11.3% son de las marcas: Sima, National,
Bethlehem, Churchill, Oilwell y Universal y el 0.7% restante, lo conforman las
nuevas unidades recientemente instaladas de la marca Pump Jack (2008). Cabe
mencionar, que la mayoría de las unidades de bombeo instaladas en el Lote X,
tienen
un
prolongado
tiempo
de
servicio,
con
más
de
30
años
242 Aproximación a la Confiabilidad. Aplicaciones Prácticas
aproximadamente, sin tener a la fecha, un registro de reemplazo programado
de componentes críticos, a excepción, de las 39 unidades que se les realizó
reparación general en talleres a fines del año 2000 e inicios del año 2001, las
cuales representan aproximadamente el 2% del total instaladas. Además, los
cambios constantes de condiciones de trabajo a los que estas unidades son
sometidas, por mejoras extractivas de los pozos productores, disminuye aún
más el tiempo de vida de los componentes internos de las mismas. Es
importante mencionar, que durante el período enero 2005 a la fecha, se han
registrado 15 eventos de fallo mayores en unidades de bombeo mecánico, de
alto riesgo contra la seguridad de las personas y/o alto impacto económico.
Estos 15 eventos de fallos se presentaron en 14 unidades de bombeo
mecánico. El resumen, de los eventos de fallo mayores presentados en
unidades de bombeo mecánico, es el siguiente:
9 Año 2005: 01 evento. Presentado en 01 unidad de bombeo mecánico.
9 Año 2006: 01 evento. Presentado en 01 unidad de bombeo mecánico.
9 Año 2007: 11 eventos. Presentado en 10 unidades de bombeo mecánico.
9 Año 2008 (a la fecha): 02 unidades. Presentado en 02 unidades de
bombeo mecánico.
Adicionalmente, durante la revisión de informes de mantenimiento
preventivo de unidades de bombeo del mes de diciembre 2007, de un total de
64 unidades intervenidas de distinta marca y modelo, se identificaron los
siguientes aspectos:
9 68 retenes de pines de biela que requieren programar su reemplazo.
9 51 retenes de cola y centro que requieren programar su reemplazo.
9 Ausencia de 18 líneas de lubricación de cola y centro.
9 Ausencia de 39 mangueras para lubricación de cola y centro.
9 75 cajas reductoras de engranajes entre alta, intermedia y baja; con
desgaste que requieren programar su reemplazo.
Análisis Causa‐Raíz 243
Sólo en 02 unidades de bombeo no se reportaron anomalías.
Resumiendo, en la intervención de las 64 unidades de bombeo por
mantenimiento preventivo, se identificaron 326 componentes con anomalías (la
información relacionada con los antecedentes, fue extraída de un informe IGM015-08 IT, desarrollado por el Ingeniero Enrique Pita).
En función de los
antecedentes citados anteriormente, a continuación se presentan los resultados
del RCA aplicado a los sistemas de
bombeo mecánico más representativos
(mayor impacto en producción): Modelo AMERICAN C-456.
Grupo de trabajo de RCA:
•
Facilitador: Enrique Pita Cabrera (Ingeniero de Mantenimiento)
•
Fiscalizador de Montaje de AIB
•
Supervisor de Producción
•
Facilitador de Montaje de AIB
•
Líder de Cuadrilla de Mantenimiento Correctivo de AIB
•
Gerente de Servicios
VII.4.2. RESULTADOS DE LA APLICACIÓN PILOTO DE RCA EN LOS SISTEMAS DE BOMBEO MECÁNICO MODELO: AMERICAN C‐456 VII.4.2.1. D EFINICIÓN DEL P ROBLEMA , M ODELO A MERICAN C­456 •
Qué: fallos recurrentes en las unidades de bombeo mecánico, Modelo
AMERICAN C-456 (total de 20 unidades)
•
Cuándo: fallos mayores ocurridos a partir del año 2005.
•
Frecuencia: 6 fallos entre el 2005 y el 2007 (se tomo como base el modo
de fallo denominado: rotura de eje de perno de biela y rodamiento),
frecuencia de fallos: 6/20 = 0.3 fallos/año
•
Dónde: Lote X, Talara, Perú
244 Aproximación a la Confiabilidad. Aplicaciones Prácticas
•
Impactos.
Seguridad:
Sin
accidentes,
potencialmente
peligroso.
Ambiental: Impacto menor. Producción: TPPR: 96 horas/fallo (escenario
pesimista). Pérdida de producción por hora: 45 $/hora (coste de
oportunidad del barril: 30 $/barril, 18 barriles por día, 12 horas de
producción). Materiales y labor: 7.820 $/fallo (escenario pesimista)
Riesgo total/año (por unidad): 0.3 x ((45 x 96) + (7820)) = 3.642,00 $/año
Riesgo total/año (por 20 unidades) = 72.840,00 $/año
VII.4.2.2. D EFINICIÓN Y J ERARQUIZACIÓN DE LOS M ODOS DE F ALLOS DEL M ODELO A MERICAN C‐
456 A continuación se presentan los modos de fallos identificados y priorizados por
riesgo para el sistema de bombeo mecánico AMERICAN C-456.
#
1
2
3
4
5
6
7
8
Modos de fallos
Rotura
de
pernos
de
contrapeso
Rotura
de
pernos
de
anclaje
Rotura de eje
de perno de
biela
y
rodamiento
Desgaste de
rodamiento
de
cojinete
de cola y de
centro
Rotura
de
fajas
de
transmisión
Base
de
concreto
fracturada
Fallos
en
componentes
de
caja
reductora
Rotura
de
estrobos
($/fallo)
411.75
ROpt.
por
unidad
($/año)
1505,25
RPes.
por
unidad
($/año)
1505,25
300
628
1170
2424
45
2450
7820
897
3642
12
45
1112
1112
247,8
247,8
2,5
4
45
375
444
195
249,6
0.1
8
8
45
1818
1818
217,8
217,8
0.05
12
12
45
2212
2212
137,6
137,6
0.25
1,5
36
45
459
6459
131,625
2019,75
TPPR
Opt.
TPPR
Pes.
IP
CD
Opt.
CD
Pes.
(fallos/
año)
3
(horas
2
(horas)
2
($/hora)
45
($/fallo)
411,75
3
2
4
45
0.3
12
96
0.15
12
0.4
FF
Análisis Causa‐Raíz 245
9
10
11
12
13
14
15
16
17
18
19
20
21
22
Desgaste de
varillaje y de
las
bandas
del freno
Rotura
de
polea
impulsora
0.1667
3
3
45
288
288
70,5
70,5
0.1
2,5
5
45
285
400
39,75
62,5
Daños
en
engranaje de
baja de caja
reductora
Daños en eje
de baja de
caja
reductora
Daños
en
conjunto
intermedio de
caja
reductora
Problemas en
brazo Pitman
Problemas en
cubrecorreas
Problemas en
patín
del
motor
Problemas en
base
del
motor
Problemas en
poste
maestro
Problemas en
viga balancín
Problemas en
travesaño
igualador
Problemas en
cruceta
Problemas en
cabeza
de
mula
0.025
0,25
16
45
11,75
8326
0,575
223,9
0.025
0,25
16
45
11,75
2536
0,575
81,4
0.025
0,25
6
45
11,75
4276
0,575
113,65
0.025
0,25
8
45
11,75
1048
0,575
35,2
0.025
0,25
4
45
11,75
186
0,575
9,15
0.025
0,25
4
195
11,75
186
0,575
9,15
0.025
0,25
0,75
195
11,75
34.75
0,575
1,712
0.025
0.25
0,75
195
11.75
34.75
0,575
1,712
0.025
0.25
0,75
195
11,75
34.75
0,575
1,712
0.025
0,25
0,75
195
11.75
34.75
0,575
1,712
0.025
0,25
0,75
195
11,75
34.5
0,575
1,706
0.025
0,25
0,75
195
11,75
34.5
0,575
1,706
Leyenda:
FF: frecuencia de fallos, fallos/año
TPPR: tiempo promedio para reparar, horas
IP: impacto en producción, dólares/hora
246 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Opt.: escenario optimista (más probable)
Pes.: escenario pesimista
CD: costes directos (mano de obra y materiales), dólares/fallo
ROpt.: riesgo optimista, dólares/año
RPes.: riesgo pesimista, dólares/año
Xxx: modos de fallos críticos (se consideran críticos del 1 al 10)
La estimación de Ropt.y Rpes. se realizó a partir de las siguientes
expresiones:
ROpt. = FF x (TPPRopt. x IP) + FF x (CDopt.) = dólares/año por unidad
RPes. = FF x (TPPRpes. x IP) + FF x (CDpes.) = dólares/año por unidad
ROpt. total = Sumatoria de los valores de ROpt. de los modos de fallos críticos
= 4612,3 $/año (por unidad de bombeo Modelo AMERICAN C-456)
O lo que es lo mismo:
92246,5 $/año (por las 20 unidades de bombeo modelo AMERICAN C-456)
RPes. total = Sumatoria de los valores de RPes. de los modos de fallos críticos
= 10576,8 $/año (por unidad de bombeo Modelo AMERICAN C-456)
Es decir:
211536,0 $/año (por las 20 unidades de bombeo modelo AMERICAN C-456)
Estos valores representan el rango de oportunidad económica de mejora.
Las estimaciones de los costes directos y las pérdidas de producción fueron
realizadas por los integrantes del grupo de trabajo. Los primeros 10 modos de
Análisis Causa‐Raíz 247
fallos son los considerados como críticos, se tomo como valor de jerarquización
el factor de Riesgo optimista (ROpt.)
VII.4.2.3. D EFINICIÓN DE LAS H IPÓTESIS Y LAS C AUSAS R AÍCES PARA L LOS M ODOS DE F ALLOS C RÍTICOS DEL M ODELO A MERICAN C‐456 A continuación se presentan los modos de fallos identificados y priorizados por
riesgo para el sistema de bombeo mecánico AMERICAN C-456.
Modos de
fallos
1.
Rotura de
pernos de
contrapeso
Hipótesis
Tipo A - Probabilidad Alta
Tipo B - Probabilidad Media
Tipo C - Probabilidad Baja
1.1. Corrosión (C)
1.2. Mal apriete (A)
1.3. Fatiga (A)
1.4. Pernos incompletos (B)
1.5. Diseño inadecuado (B)
2.
Rotura
pernos
anclaje
de
de
2.1. Corrosión (C)
2.2. Mal apriete (A)
2.3. Diseño inadecuado (A)
2.4. Golpe de bomba de subsuelo
(A)
2.5.
Instalación
del
pozo
inadecuada (C)
Causas raíces
Físicas (F)
Humanas (H)
Latentes (L)
1.1.1. Medio Ambiente (F)
1.1.2. Ausencia de procedimientos de protección
(H)
1.2.1. Herramienta inadecuada (F)
1.2.2. Procedimiento incompleto (L)
1.3.1. Limite de Vida útil (F)
1.3.2. Mal ajuste(H)
1.3.3. No existe procedimiento de reemplazo (L)
1.4.1. Mal montaje (H).
1.4.2. Logística inadecuada (L)
1.5.1. Perno hechizo mal diseñado (F)
1.5.2. Plano de diseño incompleto (L)
1.5.3. No existe procedimiento para fabricación
de materiales locales (L)
2.1.1. Medio Ambiente (F)
2.1.2. Ausencia de procedimientos de protección
(H)
2.2.1. Herramienta inadecuada (F)
2.2.2. Procedimiento incompleto (L)
2.3.1. Perno hechizo mal diseñado (F)
2.3.2. Plano de diseño incompleto (L)
2.3.3. No existe procedimiento para fabricación
de materiales locales (L)
2.4.1. Mala operación del equipo de subsuelo
(H)
2.5.1. Instalación del puente de producción
fuera de estándar (H)
248 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Modos de
fallos
3.
Rotura de
eje
de
perno
de
biela
y
rodamiento
Hipótesis
Tipo A - Probabilidad Alta
Tipo B - Probabilidad Media
Tipo C - Probabilidad Baja
3.1. AIB subdimensionado (B)
Causas raíces
Físicas (F)
Humanas (H)
Latentes (L)
3.1.1. Cambio de condiciones del pozo (F)
3.1.2. Seguimiento inadecuado de mediciones
físicas (H)
3.2. Desbalance de unidad (A)
3.2.1. Cambio de condiciones del pozo (F)
3.2.2. Seguimiento inadecuado de mediciones
físicas (H)
3.2.3. Deficiencias en la elaboración de las RX
de IDE (H).
3.3.
3.3.1. Disminución de aporte del pozo (F)
3.3.2. Seguimiento inadecuado de mediciones
físicas (H)
Golpe
de
fluido
(B)
3.4. Golpe de bomba (B)
3.4.1. Espaciamiento inadecuado (F)
3.5. Instalación de pin inadecuado
(A)
3.5.1. Diferentes percepciones de asentamiento
de pin de biela (H)
3.5.2. Procedimiento de instalación-inspección
de pin de biela inadecuado (L)
3.5.3. No se cuenta con herramientas para este
tipo de tareas (L)
3.6. Lubricación deficiente (A)
3.7.
Rodamiento
trabado
3.6.1. Procedimiento de Mantenimiento
Preventivo inadecuado (L)
(A)
3.7.1. Límite de vida útil (F)
3.7.2. Maniobra del AIB inadecuado (H)
3.7.3. No existe procedimiento de reemplazo (L)
3.8. Mal diseño del pin (B)
4.
Desgaste
de
rodamiento
de cojinete
de cola y
de centro
4.1. Lubrication deficiente (A)
3.8.1. No existe procedimiento para fabricación
de materiales locales (L)
4.1.1. Procedimiento de MP inadecuado (L)
4.2. Golpe de fluido (A)
4.2.1. Disminución de aporte del pozo (F)
4.2.2. Seguimiento inadecuado de mediciones
físicas (H)
4.3. Desbalance de la unidad (A)
4.3.1. Cambio de condiciones del pozo (F)
4.3.2. Seguimiento inadecuado de mediciones
físicas (H)
4.4. Golpe de bomba de subsuelo
(A)
4.4.1. Mala operación del equipo de subsuelo
(H)
4.5. Deficiente izaje de la unidad
(B)
4.5.1. Procedimiento de izaje incompleto (L)
Análisis Causa‐Raíz 249
Modos de
fallos
5.
Rotura de
fajas
de
transmisión
Hipótesis
Tipo A - Probabilidad Alta
Tipo B - Probabilidad Media
Tipo C - Probabilidad Baja
5.1. Instalación inadecuada.(A)
5.2. Operación inadecuada (A)
5.3. Aprisionamiento de bomba de
subsuelo (C)
6.
7.
Base
de
concreto
dañada
Fallos
en
component
es de caja
reductora
Causas raíces
Físicas (F)
Humanas (H)
Latentes (L)
5.1.1. Patín de motor no es funcional (no
adecuado) (F)
5.1.2. Mala aplicación del procedimiento del
trabajo (H)
5.1.3. Trabajos fuera del horario normal (L)
5.2.1. Destrabamiento inadecuado de bomba de
subsuelo (H)
5.2.2. Puesta en marcha después del Pulling (H)
5.3.1. Fluido del pozo con demasiados sólidos
(F)
5.3.2. Pozo sin nivel (F)
5.4. Polea en mal estado (B)
5.4.1. No existe Estrategia de mantenimiento
para sistemas de transmisión (L)
5.5. Condiciones climáticas (B)
5.5.1. Lluvia (F)
5.5.2. Ambiente polvoriento(F)
6.1. Instalación inadecuada (C)
6.1.1. Mala aplicación del procedimiento del
trabajo (H)
6.2. Fabricación inadecuada (B)
6.2.1. Base de asentamiento de la viga con
desniveles (F)
6.2.2. Base superior con desniveles y se
quiebran fácilmente (F)
6.3. Golpe de bomba (B)
6.3.1. Mala operación del equipo de subsuelo
(H)
7.1. Lubricación deficiente (A)
7.1.1. Fuga de aceite por tapas laterales (F)
7.1.2. Aceite con limite de vida útil vencido (F)
7.2. Motor sobredimensionado (C)
7.2.1. Falta de stock de motores de la potencia
requerida en la RX. del pozo (H y L)
7.3. Golpe de bomba (A)
7.3.1. Mala operación del equipo de subsuelo
(H)
7.4. Pits de corrosión (B)
7.4.1. Aceite en mal estado (F)
7.5. Operación inadecuada (A)
7.5.1. Maniobra ineficiente para destrabamiento
de bomba y ajuste de medida (H)
7.6. Subdimensionamiento de AIB
(B)
7.6.1. Cambio de condiciones del pozo(F)
7.6.2. Seguimiento inadecuado de mediciones
físicas (H)
7.7. Límite de vida útil (A)
7.7.1. Gestión de mantenimiento deficiente (H)
250 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Modos de fallos
8.
9.
Rotura
de
fajas
de
transmisión
Desgaste de
varillaje y de
las
bandas
del freno
Hipótesis
Tipo A - Probabilidad Alta
Tipo B - Probabilidad Media
Tipo C - Probabilidad Baja
8.1. Operación inadecuada (A)
Causas raíces
Físicas (F)
Humanas (H)
Latentes (L)
8.1.1. Maniobra para destrabamiento de
bomba y ajuste de medida (H)
8.2.
Procedimiento
mantenimiento no existe (A)
8.2.1. Sistema de gestión de mantenimiento
ineficiente (L)
de
8.3. Corrosión (B)
8.3.1. Medio ambiente con salitre (F)
8.3.2. Protección inadecuada (F)
9.1. Corrosión (A)
9.1.1. No se cuenta con sistema de gestión de
mantenimiento (L)
9.2. Operación incorrecta (B)
9.2.1. Maniobra de frenado inadecuada
de la AIB (H)
9.2.2. Inexistencia de un procedimiento para el
proceso de frenado (L)
10.
Rotura
de
polea
impulsora
10.1. Fabricación inadecuada (B)
10.1.1. No existe procedimiento para
fabricación de materiales locales (L)
10.2. Instalación inadecuada (A)
10.1.2. Procedimiento de instalación no existe
(L)
VII.4.2.4. R ECOMENDACIONES P ROPUESTAS PARA M INIMIZAR O E LIMINAR LAS C AUSAS R AÍCES DE LOS M ODOS DE F ALLOS C RÍTICOS DEL M ODELO A MERICAN C‐456 A continuación se presentan las recomendaciones desarrolladas para minimizar
el impacto de los
modos de fallos críticos del sistema de bombeo mecánico:
Modelo AMERICAN C-456.
Análisis Causa‐Raíz 251
Modos de
fallos
1.
Rotura de
pernos de
contrapeso
Hipótesis
Tipo A - Probabilidad Alta,
Tipo B - Probabilidad Media,
Tipo C - Probabilidad Baja
Causas raíces
Físicas (F), Humanas (H),
Latentes (L)
1.1. Corrosión (C)
1.1.1. Medio Ambiente (F)
1.1.2. Ausencia de procedimientos
de protección (H)
1.2. Mal apriete (A)
1.2.1. Herramienta inadecuada
(F)
1.2.2. Procedimiento incompleto
(L)
1.3. Fatiga (A)
1.3.1. Limite de Vida útil (F)
1.3.2. Mal ajuste(H)
1.3.3. No existe procedimiento de
reemplazo (L)
1.4. Pernos incompletos (B)
1.4.1. Mal montaje (H).
1.4.2. Logística inadecuada (L)
Recomendaciones
(Costes de la recomendación, responsable
de ejecución de la recomendación y tiempo
estimado de ejecución de la
recomendación)
- Estandarizar el procedimiento de fabricación de
pernos. Responsables: Saldarriaga I./E. Pita /V.
Rojas. Tiempo: 10 días
- Utilizar pasta antiadherente-grafitada para
protección. Coste: $ 50. Responsables: N.
Saldarriaga. Tiempo: 60 días
- Estandarizar el procedimiento de protección de
pernos contra la corrosión. Responsables: E. Pita.
Tiempo: 10 días
- Estandarizar el procedimiento de la instalación
de
pernos
(ajuste,herramientas,cantidad).
Responsables: N. Saldarriaga I./E. Pita /V. Rojas.
Tiempo: 10 días
- Estandarizar los tipos de pesas a utilizar por
modelos de AIB. Responsables: N. Saldarriaga.
Tiempo: 30 días
- Relevamiento en campo de pernos de
contrapesos para identificar los faltantes y
completar. Coste: $ 4.00 / unidad. Responsables:
N. Saldarriaga I./Raúl González/V. Roja. Tiempo:
4 meses (para las 865 unidades mayores e
iguales a API 114, considerando aprox. 10
unidades/Día e inspección completa por unidad)
- Diseñar estrategia y procedimiento de
mantenimiento para reemplazar pernos de pesas
considerando medio ambiente y frecuencia de
reinstalación. Responsable: E. Pita. Tiempo:
60dias
- Respetar los horarios de trabajo para evitar
errores humanos por cansancio. Responsables:
A.Narro /A.Lalupu/L. Farías. Tiempo: 5 días
- Analizar stock de materiales de mantenimiento
considerando el tiempo de reposición(tener
tiempos de reposición establecidos desde la
solicitud del material hasta la entrega en
Almacenes. Responsables: Raúl González /L.
Valladares/Javier Ramos. Tiempo: 25 días
-Realizar el listado de repuestos críticos por tipo
de equipo/sistema donde se considere la criticidad
del repuesto, la reposición de stock automática en
base a los tiempos de entrega del material:
generar el pedido, aprobación, adjudicación y
entrega del material al almacén por parte del
proveedor y generar una base de datos para
tener los tiempos de reposición del material.
Responsables: Raúl González /L. Valladares/A.
Narro. Tiempo: 25 días
252 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Modos de
fallos
1
Rotura de
pernos de
contrapeso
2.
Rotura
pernos
anclaje
de
de
Hipótesis
Tipo A - Probabilidad Alta, Tipo
B - Probabilidad Media, Tipo C
- Probabilidad Baja
Causas raíces
Físicas (F), Humanas (H),
Latentes (L)
1.5. Diseño inadecuado (B)
1.5.1. Perno hechizo mal diseñado
(F)
1.5.2. Plano de diseño incompleto
(L)
1.5.3. No existe procedimiento
para fabricación de materiales
locales (L)
2.1. Corrosión (C)
2.1.1. Medio Ambiente (F)
2.1.2. Ausencia de procedimientos
de protección (H)
2.2. Mal apriete (A)
2.2.1. Herramienta inadecuada (F)
2.2.2. Procedimiento incompleto
(L)
Recomendaciones
(Costes de la recomendación, responsable
de ejecución de la recomendación y tiempo
estimado de ejecución de la
recomendación)
- Realizar el procedimiento para fabricación de
materiales locales y actualizar los planos de
diseño. Responsables: Raúl González, Nilton
Saldarriaga, Víctor Rojas. Tiempo: 45 días
- Estandarizar el procedimiento de fabricación de
pernos Responsables: Saldarriaga I./E. Pita /V.
Rojas. Tiempo: 10 días
- Utilizar pasta antiadherente-grafitada para
protección. Coste: $ 50. Responsables: N.
Saldarriaga I./E. Pita/V. Rojas. Tiempo: 60 días
- Estandarizar el procedimiento de protección de
pernos contra la corrosión. Responsables: E.
Pita. Tiempo: 10 días
- Estandarizar el procedimiento de la instalación
de pernos (ajuste, herramientas, cantidad).
Responsables: N. Saldarriaga I./E. Pita /V. Rojas
Tiempo: 10 días
2.3. Diseño inadecuado (A)
2.3.1. Perno hechizo mal diseñado
(F)
2.3.2. Plano de diseño incompleto
(L)
2.3.3. No existe procedimiento
para fabricación de materiales
locales (L)
2.4. Golpe de bomba de subsuelo
(A)
2.4.1. Mala operación del equipo
de subsuelo (H)
2.5.
Instalación
del
pozo
inadecuada (C)
2.5.1. Instalación del puente de
producción fuera de estándar (H)
3.
Rotura de
eje
de
perno
de
biela
y
rodamiento
3.1. AIB subdimensionado (B)
3.1.1. Cambio de condiciones del
pozo
(F)
3.1.2. Seguimiento inadecuado de
mediciones físicas (H)
- Realizar el procedimiento para fabricación
pernos con materiales locales. Responsables:
Nilton Saldarriaga, Víctor Rojas, Raúl González.
Tiempo 10 días
- Corregir condiciones de trabajo del pozo,
ajustándose a los procedimientos de operación
del
equipo.
Responsables:
S.
Maguiña/Fernández/A. Cuya. Tiempo: 5 días
- Equipos de Reparación de pozo deben
ajustarse al procedimiento de instalación del
equipo de subsuelo y cabezal de pozo.
Responsables: S.Maguiña / Fernández / A. Cuya.
Tiempo: 1 día
- El personal de mediciones físicas que detecta
AIB con sobretorque, deberá avisar de inmediato
al supervisor de producción. Responsables: J.
Seminario.
Tiempo:
1
día
- Cambio de conjunto de pines de biela ante
cualquier detección de subdimensionamiento.
Responsables: A. Narro. Coste: $ 1.900,00
Tiempo: 1 día
Análisis Causa‐Raíz 253
Modos de fallos
3.
Rotura de
eje
de
perno
de
biela
y
rodamiento
Hipótesis
Tipo A - Probabilidad Alta, Tipo
B - Probabilidad Media, Tipo C Probabilidad Baja
Causas Físicas (F), Humanas
(H),
Latentes (L)
3.2. Desbalance de unidad (A)
3.2.1. Cambio de condiciones del
pozo (F)
3.2.2. Seguimiento inadecuado de
mediciones físicas (H)
3.2.3. Deficiencias en la elaboración
de las RX de IDE (H).
3.3. Golpe de fluido (B)
3.3.1. Disminución de aporte del
pozo (F)
3.3.2. Seguimiento inadecuado de
mediciones físicas (H)
3.4. Golpe de bomba (B)
3.4.1. Espaciamiento inadecuado
(F)
3.5. Instalación de pin inadecuado
(A)
3.5.1. Diferentes percepciones de
asentamiento de pin de biela (H)
3.5.2. Procedimiento de
instalación-inspección de pin de
biela inadecuado (L)
3.5.3. No se cuenta con
herramientas para este tipo de
tareas (L)
3.6. Lubricación deficiente (A)
3.6.1. Procedimiento de
Mantenimiento Preventivo
inadecuado (L)
Recomendaciones
(Costes de la recomendación, responsable de
ejecución de la recomendación y tiempo
estimado de ejecución de la recomendación)
- Revisar el IT 06-01 de Operación de pozos donde se
debe incluir el seguimiento particular que deben tener
los pozos de WO, Pulling o nuevos por tener cambios
variables de la producción en corto tiempo. Establecer
programas de capacitación y pasantía entre personal
de las áreas de mantenimiento y producción.
Responsables: W. Fernández. Tiempo: 1 día
- El personal de mediciones físicas que detecta AIB
con desbalance, deberá avisar de inmediato al
supervisor de producción. Responsables: J. Seminario.
Tiempo: 1 día
- Formar grupos de trabajo a fin de mejorar la
elaboración de las RX. Responsables: A. Narro, N.
Saldarriaga, Fernández, A. Cuya R. González.
Tiempo: 10 días
- Revisar el IT de Operación de pozos donde se debe
incluir el seguimiento particular que deben tener los
pozos. Responsables: W. Fernández. Tiempo: 5 días
- El personal de mediciones físicas que detecta AIB
con sobretorque, deberá avisar de inmediato al
supervisor de producción. Responsables: J. Seminario.
Tiempo: 1 día
- Revisar el IT de Operación de pozos donde se debe
incluir el seguimiento particular que deben tener los
pozos. Responsables: W. Fernández. Tiempo: 1 día
- Capacitación constante y adecuada al personal
supervisores,
Coordinadores, Facilitadores y
operadores de pozos de producción (Formación)
Responsables: V. Chang. Tiempo: 1 día
- Revisar en el IT015-02 las tareas involucradas al pin
de biela. Responsables: E. Pita / N. Saldarriaga
Tiempo: 1 día
- En la revisión del IT incluir la utilización de plantillas
para
determinar
el
área
de
asentamiento.
Responsables: W. Villareal. Tiempo: 1 día
- Efectuar la reposición de las herramientas necesarias
para ajuste del pin de biela por modelo de unidad.
Responsables: Luis Farías /A. Narro. Tiempo: 1 día
- Instalar los equipos lubricadores con instrumentos de
medición de grasa para lubricación de rodajes.
Responsables: N. Saldarriaga. Coste: $ 1.000,00
Tiempo: 30 días
- Evaluar el uso de lubricadores inteligentes.
Responsables: N. Saldarriaga / V. Rojas /W. Villareal.
Tiempo:3 días
- Revisar el IT las tareas de lubricación de rodajes.
Responsables: E. Pita y Sup. Shell. Tiempo:3 días
254 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Modos de
fallos
3.
4.
Rotura de
eje
de
perno
de
biela
y
rodamiento
Desgaste
de
rodamiento
de cojinete
de cola y de
centro
Hipótesis
Tipo A - Probabilidad Alta,
Tipo B - Probabilidad Media,
Tipo C - Probabilidad Baja
Causas raíces
Físicas (F), Humanas (H),
Latentes (L)
3.7. Rodamiento trabado (A)
3.7.1. Límite de vida útil (F)
3.7.2. Maniobra del AIB
inadecuada (H)
3.7.3. No existe procedimiento de
reemplazo (L)
3.8. Mal diseño del pin (B)
3.8.1. No existe procedimiento
para fabricación de materiales
locales (L)
4.1. Lubricación deficiente (A)
4.1.1. Procedimiento de MP
inadecuado (L)
4.2. Golpe de fluido (A)
4.2.1. Disminución de aporte del
pozo (F)
4.2.2. Seguimiento inadecuado de
mediciones físicas (H)
4.3. Desbalance de la unidad (A)
4.3.1. Cambio de condiciones del
pozo (F)
4.3.2. Seguimiento inadecuado de
mediciones físicas (H)
Recomendaciones
(Costes de la recomendación, responsable
de ejecución de la recomendación y tiempo
estimado de ejecución de la
recomendación)
- Incluir en el IT la alternativa de efectuar
reemplazos periódicos de los conjuntos rodajes y
pines de biela. Responsables: N. Saldarriaga / E.
Pita. Tiempo: 3 días
- Elaborar el procedimiento general para la
confección de repuestos de fabricación local.
Responsable: E. Pita. Tiempo: 10 días
- Instalar los equipos lubricadores con
instrumentos de medición de grasa para
lubricación de rodajes. Responsables: L. Farias
Tiempo: 30 días
- Evaluar el uso de lubricadores inteligentes.
Responsables: E. Pita,M. Otero. Tiempo: 60 días
- Revisar el IT las tareas de lubricación de
rodajes. Responsables: E. Pita. Tiempo: 3 días
- Revisar la guía de Procesos para Operación de
pozos productores de petróleo PP-6B-302-0
donde se debe incluir el seguimiento particular
que deben tener los pozos. Responsables: W.
Fernández/U.Espinoza. Tiempo: 1 día
- El personal de mediciones físicas que detecta
AIB con sobretorque, deberá avisar de inmediato
al supervisor de producción. Responsables: J.
Seminario. Tiempo: 1 día
- Revisar la guía de Procesos para Operación de
pozos productores de petróleo PP-6B-302-0
donde se debe incluir el seguimiento particular
que deben tener los pozos de WO, Pulling o
nuevos por tener cambios variables de la
producción en corto tiempo. Responsables: S.
Maguiña/Fernández/A. Cuya. Tiempo: 1 día
- Establecer programas de capacitación y
pasantía entre personal de las áreas de
mantenimiento y producción. Responsable: W.
Fernández/A.
Cuya/A.
Narro/R.
González.
Tiempo: 1 día
- El personal de mediciones físicas que detecta
AIB con desbalance, deberá avisar de inmediato
al supervisor de producción. Responsables: J.
Seminario / W. Fernández. Tiempo: 1 día
- Formar grupos de trabajo a fin de mejorar la
elaboración de las RX. Responsables: A. Narro,
N.Saldarriaga, V. Rojas, A. Cuya, W. Fernández.
Tiempo: 1 día
Análisis Causa‐Raíz 255
Modos de
fallos
4
5.
Desgaste de
rodamiento
de cojinete
de cola y de
centro
Rotura de
fajas de
transmisión
Hipótesis
Tipo A - Probabilidad
Alta, Tipo B Probabilidad Media, Tipo
C - Probabilidad Baja
Causas raíces
Físicas (F), Humanas
(H), Latentes (L)
4.4. Golpe de bomba de
subsuelo (A)
4.4.1. Mala operación del
equipo de subsuelo (H)
4.5. Deficiente izaje de la
unidad (B)
4.5.1. Procedimiento de
izaje incompleto (L)
5.1. Instalación inadecuada
(A)
5.1.1. Patín de motor no es
funcional (no adecuado) (F)
5.1.2. Mala aplicación del
procedimiento del trabajo
(H)
5.1.3. Trabajos fuera del
horario normal (L)
5.2. Operación inadecuada
(A)
5.2.1. Destrabamiento
inadecuado de bomba de
subsuelo (H)
5.2.2. Puesta en marcha
después del Pulling (H)
Recomendaciones
(Costes de la recomendación, responsable de
ejecución de la recomendación y tiempo
estimado de ejecución de la recomendación)
- Revisar el IT de Operación de pozos donde se debe incluir el
seguimiento particular que deben tener los pozos.
Responsables: W. Fernández. Tiempo: 1 día
- Capacitación constante y adecuada al personal supervisores,
Coordinadores, Facilitadores y operadores de pozos de
producción (Adiestramiento).
Responsables: V. Chang /L. Farias / J. Rodríguez. Tiempo: 1
día
- Revisar IT 15-02 /07 y capacitación de personal de montaje
sobre izaje de AIB. Responsables:
N.saldarriaga/V.Rojas/H.Sosaya/M.Otero/C.Hidalgo. Tiempo: 1
día
- Revisar el IT y dar las herramientas necesarias al personal a
fin de efectuar los trabajos correctamente, incluyendo el
número de fajas para la potencia a transmitir. Responsable:
W.Villarreal/V.Rojas /H.Sosaya/M.Otero. Tiempo: 1 día
- Actualmente los patines necesitan ser modificados por las
condiciones requeridas de la operación del pozo lo cual
dificulta alineamiento y tensado. Considerar relevar los patines
y ver su condición actual. Responsable: N. saldarriaga/Raúl
González/ Víctor Rojas. Coste: $ 4,00 / unidad. Tiempo: 4
meses (para las 865 unidades mayores e iguales a API 114,
considerando aprox. 10 und/día e inspección completa por
unidad)
- Considerar la correcta instalación del motor eléctrico en
cuanto a la III etapa de electrificación de pozos. Responsable:
M.Canchanya/González. Tiempo: Según programa de
Electrificación.
- Elaborar plano estándar de patines para motores eléctricos y
corregir de acuerdo a criticidad los patines de campo que se
encuentren mal instalados.
Responsable: E.Pita/N.Saldarriaga. Tiempo: En función del
relevamiento.
- De acuerdo a la política de seguridad de Petrobras no se
deben efectuar trabajos de correctivos no programado fuera
de horario establecido. Responsable: José Arone B. Tiempo: 1
día
- Establecer programas de capacitación y pasantía entre
personal de las áreas de mantenimiento y producción.
Responsables: Líder de Sector Producción, Líder de sector
Mantenimiento. Tiempo: 3 días
- Personal de ICP (intervención con Pulling) deberá proponer
mejoras a fin de mejorar la maniobra de enganche de la AIB
con equipo de subsuelo.
Responsables: Giangi Trujillo/Víctor Sotomayor/A. Narro.
Tiempo: 10 días
- Inspeccionar el sistema de transmisión por fajas luego del
pulling, corregir y reemplazar fajas de ser necesario.
Responsable: Víctor Sotomayor. Tiempo: Permanente
256 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Modos de
fallos
5.
Rotura de
fajas
de
transmisión
Hipótesis
Tipo A - Probabilidad Alta,
Tipo B - Probabilidad
Media, Tipo C Probabilidad Baja
Causas raíces
Físicas (F), Humanas (H),
Latentes (L)
5.3.
Aprisionamiento
de
bomba de subsuelo (C)
5.3.1. Fluido del pozo con
demasiados
sólidos
(F)
5.3.2. Pozo sin nivel (F)
5.4. Polea en mal estado (B)
5.4.1. No existe Estrategia de
mantenimiento para sistemas
de transmisión (L)
5.5.
Condiciones climáticas
(B)
5.5.1.
Lluvia
(F)
5.5.2. Ambiente polvoriento(F)
6.
Base
de
concreto
dañada
6.1. Instalación inadecuada
(C)
6.1.1. Mala aplicación del
procedimiento del trabajo (H)
6.2. Fabricación inadecuada
(B)
6.2.1. Base de asentamiento
de la viga con desniveles (F)
6.2.2. Base superior con
desniveles y se quiebran
fácilmente (F)
6.3. Golpe de bomba (B)
6.3.1. Mala operación del
equipo de subsuelo (H)
Recomendaciones
(Costes de la recomendación, responsable de
ejecución de la recomendación y tiempo
estimado de ejecución de la recomendación)
- Revisar la guía de Procesos para Operación de
pozos productores de petróleo PP-6B-302-0 donde se
debe incluir el seguimiento particular que deben
tener los pozos de WO, Pulling o nuevos por tener
cambios variables de la producción en corto tiempo.
Responsable: Líderes de Producción y Extracción.
Tiempo: 30 días
- Establecer programas de capacitación y pasantía
entre personal de las áreas de mantenimiento y
producción. Responsables: Líderes Producción y
Mantenimiento. Tiempo: 3 días
- Incluir en el IT el procedimiento, periodo de
inspección y reemplazo de poleas y dar las
herramientas necesarias al personal a fin de efectuar
los trabajos correctamente
Responsable: Raúl González/W.Villarreal. Tiempo: 90
días
Incluir en el IT el procedimiento, periodo de
inspección y reemplazo de fajas y dar las
herramientas necesarias al personal a fin de efectuar
los trabajos correctamente. Responsable: Raúl
González/W.Villarreal. Tiempo: 90 días
- Incluir en el IT tareas al detalle y capacitación al
personal de montaje para la correcta instalación,
maniobra,izaje y transporte de vigas de concreto.
Responsable: Raúl González/C.Hidalgo/M.Otero/
N.Saldarriaga. Tiempo: 90 días
- Controlar la calidad de fabricación de las vigas de
concreto. Responsable: Ángel Narro. Tiempo: 15 días
- Revisar la guía de Procesos para Operación de
pozos productores de petróleo PP-6B-302-0 donde
se debe incluir el seguimiento particular que deben
tener los pozos. Responsable: Líderes de Producción
y Extracción. Tiempo: 30 días
- Capacitación constante y adecuada al personal
supervisores,
Coordinadores, Facilitadores y
operadores
de
pozos
de
producción
(Adiestramiento).
Responsable: Saúl Maguiña. Tiempo. 45 días
Análisis Causa‐Raíz 257
Modos de fallos
7.
Fallos
en
componentes
de
caja
reductora
Hipótesis
Tipo A - Probabilidad Alta,
Tipo B - Probabilidad Media,
Tipo C - Probabilidad Baja
Causas Físicas (F), Humanas
(H),
Latentes (L)
7.1. Lubricación deficiente (A)
7.1.1. Fuga de aceite por tapas
laterales
(F)
7.1.2. Aceite con limite de vida útil
vencido (F)
7.2. Motor sobredimensionado (C)
7.2.1. Falta de stock de motores de
la potencia requerida en la RX. del
pozo (H y L)
7.3. Golpe de bomba (A)
7.3.1. Mala operación del equipo de
subsuelo (H)
7.4. Pits de corrosión (B)
7.4.1. Aceite en mal estado (F)
7.5.1. Maniobra ineficiente para
destrabamiento de bomba y ajuste
de medida (H)
Recomendaciones
(Costes de la recomendación, responsable
de ejecución de la recomendación y
tiempo estimado de ejecución de la
recomendación)
- Relevamiento en campo del tipo de fuga en las
unidades. (se considerará para las 865 unidades
mayores e iguales a API 114, considerando aprox
10 und/Día e inspección completa por unidad).
Coste: $ 4,00 / unidad. Responsables: N.
Saldarriaga I. Tiempo: 4 meses
- Para las reparaciones que sea necesario
efectuarlas en taller, considerar implementación
de un taller adecuado. Responsable: L.Farías.
Coste: $ 15.000,00. Tiempo: 4 meses
- Revisión de tácticas e incluir estrategias para el
control y reemplazo de aceite de caja reductora
Responsable: Raúl González /E. Pita. Tiempo: 1
mes
Se deberá registrar para el caso de instalaciones
con motores sobredimensionados y setear el
amperaje a nominal del motor solicitado en la RX
de IDE. Responsable: M.Otero/N.Saldarriaga..
Tiempo: 1 día
- Revisar la guía de Procesos para Operación de
pozos productores de petróleo PP-6B-302-0
donde se debe incluir el seguimiento particular
que deben tener los pozos. Responsable: Líderes
de Producción y Extracción. Tiempo: 30 días
- Capacitación constante y adecuada al personal
supervisores,
Coordinadores, Facilitadores y
operadores
de
pozos
de
producción
(Adiestramiento). Resp: Maguiña. Tiempo. 45 días
- Relevamiento de la condición del aceite de las
cajas de transmisión de Lote X a fin de priorizar
los reemplazos. Coste: $ 4.00 / unidad.
Responsables: N. Saldarriaga I./Raúl González/V.
Rojas. Tiempo: 60 días
- Eliminar los datos de fechas de MP que se
encuentran en los frame de cajas reductoras, ver
la posibilidad de registrar la fecha con sticker.
Responsable: N.Saldarriaga. Coste: $ 5,00
Tiempo: Permanente.
- Revisar la guía de Procesos para Operación de
pozos productores de petróleo PP-6B-302-0
donde se debe incluir el seguimiento particular
que deben tener los pozos.
Responsable:
Líderes de Producción y Extracción. Tiempo: 30
días
- Capacitación constante y adecuada al personal
supervisores,
Coordinadores, Facilitadores y
operadores de pozos de producción (Skanska).
Responsable: Saúl Maguiña. Tiempo. 45 días
258 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Modos de fallos
7.
8.
Fallos en
componentes
de caja
reductora
Rotura de
fajas de
transmisión
Hipótesis
Tipo A - Probabilidad Alta,
Tipo B - Probabilidad Media,
Tipo C - Probabilidad Baja
Causas raíces
Físicas (F), Humanas (H),
Latentes (L)
7.6. Subdimensionamiento de
AIB (B)
7.6.1. Cambio de condiciones
del pozo (F)
7.6.2. Seguimiento inadecuado
de mediciones físicas (H)
7.7. Límite de vida útil (A)
7.7.1. Gestión de
mantenimiento deficiente (H)
8.1. Operación inadecuada (A)
8.1.1. Maniobra para
destrabamiento de bomba y
ajuste de medida (H)
8.2. Procedimiento de
mantenimiento no existe (A)
8.2.1. Sistema de gestión de
mantenimiento ineficiente (L)
9.
Desgaste de
varillaje y de
las bandas
del freno
8.3. Corrosión (B)
8.3.1. Medio ambiente con
salitre (F)
8.3.2. Protección inadecuada
(F)
9.1. Corrosión (A)
9.1.1. No se cuenta con sistema
de gestión de mantenimiento
(L)
9.2. Operación incorrecta (B)
9.2.1. Maniobra de frenado
inadecuada de la AIB (H)
9.2.2. Inexistencia de un
procedimiento para el proceso
de frenado (L)
Recomendaciones
(Costes de la recomendación, responsable
de ejecución de la recomendación y tiempo
estimado de ejecución de la recomendación)
- El personal de mediciones físicas que detecte AIB con
sobretorque, deberá avisar de inmediato al supervisor
de producción. Responsables: J. Seminario. Tiempo: 1
día
- Relevamiento para determinar estado actual de cajas
reductoras. Coste: $ 4.00 / unidad. Responsables: N.
Saldarriaga I./Raúl González/V. Rojas. Tiempo: 60 días
- Elaborar programa de reparación en talleres y gestión
de compra de repuestos de acuerdo a las necesidades
que se identifican en el relevamiento. Responsables: A.
Narro, R. González, N. Saldarriaga. Tiempo: 2 semanas
- Revisar el IT de Operación de pozos donde se debe
incluir el seguimiento particular que deben tener los
pozos. Responsables: W. Fernández. Tiempo: 1 día
- Capacitación constante y adecuada al personal
supervisores, Coordinadores, Facilitadores y operadores
de pozos de producción (Skanska).
Responsable: Líder de Producción y Líder de
mantenimiento. Tiempo 30 días
- Implementar el procedimiento de inspección y
lubricación periódica de estrobos. Responsable: R.
González, N. Saldarriaga. Tiempo:90 días
- Para las facilidades del caso se deberá analizar la
implementación de una hidrogrúa con canastilla para
trabajos de MP de la AIB en altura. Responsable:
A.Narro, N. Saldarriaga. Tiempo. 180 días
- Para condiciones particulares por efectos del medio
ambiente agresivo se deberán considerar tareas
relacionadas a la prevención por corrosión.
Responsables: N. Saldarriaga I./E. Pita/V. Rojas.
Tiempo: 60 días
- Para condiciones particulares por efectos del medio
ambiente agresivo se deberá considerar en el MP tareas
relacionadas a la prevención por corrosión.
Responsables: N. Saldarriaga I./E. Pita/V. Rojas
Tiempo: 60 días
- Capacitación adecuada al personal operario de pozos
de producción (Skanska). Responsable: Lideres de
producción. Tiempo. 45 días
- Capacitación adecuada al personal operario de pozos
de producción y desarrollo de un procedimiento de
frenado (Skanska). Responsable: Lideres de producción.
Tiempo. 45 días
Análisis Causa‐Raíz 259
Modos de fallos
10.
Rotura
de
polea
impulsora
Hipótesis
Tipo A - Probabilidad Alta,
Tipo B - Probabilidad
Media, Tipo C Probabilidad Baja
Causas raíces
Físicas (F), Humanas (H),
Latentes (L)
10.1. Fabricación inadecuada
(B)
10.1.1.
No
existe
procedimiento para fabricación
de materiales locales (L)
10.2. Instalación inadecuada
(A)
10.1.2.
Procedimiento
instalación no existe (L)
de
Recomendaciones
(Costes de la recomendación, responsable
de ejecución de la recomendación y tiempo
estimado de ejecución de la recomendación)
- Realizar el procedimiento estándar para
fabricación de repuestos locales. Responsable: N.
Saldarriaga, E.Pita. Tiempo. 180 días
- Revisar el IT para el reemplazo (montaje y
desmontaje) de poleas de AIB y motor.
Responsables: N.Saldarriaga, V. Rojas A.Narro,
E.Pita. Tiempo: 10 días
VII.4.2.5. R ECOMENDACIONES G ENERALES P ROPUESTAS A PARTIR DE LOS R ESULTADOS O BTENIDOS DE LAS A PLICACIÓN P ILOTO DE RCA EN LOS S ISTEMAS DE B OMBEO M ODELO : A MERICAN C­456 •
Asignar responsables para la ejecución de las recomendaciones propuestas
(definir fechas de ejecución para cada una de las recomendaciones
desarrolladas y establecer un plan de trabajo a 6 meses).
•
Ajustar la frecuencia de mantenimiento preventivo de las unidades AIB a 12
meses. Actualmente, la frecuencia de ejecución del mantenimiento
preventivo es de 24 meses. Esta frecuencia de ejecución del mantenimiento
(a 24 meses), no está logrando cubrir con las expectativas de confiabilidad
de las unidades de bombeo mecánico. Por otra parte, el coste actual
promedio de mantenimiento preventivo por pozo es de aproximadamente:
92 dólares por pozo, de tal forma que el realizar esta actividad preventiva
cada 12 meses para el conjunto de 20 unidades AIB evaluadas (Modelo
American C-456), generaría un total de costes anuales para el presupuesto
de mantenimiento de: 1840,00 $/año. Si tomamos en cuenta los valores
económicos de oportunidad (pérdidas por fallos, $/año) estimados para las
260 Aproximación a la Confiabilidad. Aplicaciones Prácticas
20 unidades (American C-456) en el apartado 3.2.2., cuyos valores de
pérdidas de oportunidad por fallos en el escenario optimista son: 92246,5
$/año y en el escenario pesimista son: 211536,0 $/año; y los
comparamos con la inversión de mantenimiento preventivo de: 1840,00
$/año, es muy fácil justificar el ajuste de la frecuencia de mantenimiento
preventivo a 12 meses. Adicionalmente, se debería realizar, un análisis
detallado de costes y considerar la inclusión de al menos una cuadrilla de
mantenimiento preventivo adicional, para reforzar las actividades de
mantenimiento preventivo de todas las unidades de bombeo del Lote X.
•
Cargar los datos de modos de fallos obtenidos a partir del RCA en el sistema
de gestión del Mantenimiento (codificar los modos de fallos e insertarlos
dentro del software actual de gestión del mantenimiento).
•
Promover en toda la organización, a que se diseñen indicadores y se tomen
decisiones en función de factores
Económicos y
de Confiabilidad. Se
recomiendan algunos indicadores a controlar: Valor económico agregado
(VEA), tiempos promedios operativos, frecuencia de fallos, tiempos
promedios fuera de servicio e impacto del coste de la indisponibilidad por
eventos de paros (planificados e imprevistos). A continuación se describen
los indicadores básicos recomendados a ser desarrollados y analizados:
- VEA = valor económico agregado (dinero: dólares, euros, etc.)
Es un indicador económico (permite analizar la efectividad de los programas
de mantenimiento y relacionar su impacto económico)
VEA = Ingresos - Gastos - Coste Capital
Ingresos = Ingreso Potencial x Disponibilidad
Gastos = Costes Fijos + insumos + Mtto. Preventivo + Mtto. Correctivo
Coste Capital = (Inversiones Producción + Inversiones Confiabilidad) x
Tasa interés
Análisis Causa‐Raíz 261
- TPO = tiempo promedio operativo hasta el fallo (t: horas, días, etc.)
Indicador técnico (medidor básico de Fiabilidad)
TPO = ∑ TO/n
TO = tiempos operativos hasta el fallo
n = número total de fallos en período evaluado
- TPFS = tiempo promedio fuera de servicio (t: horas, días,etc.)
Es un indicador técnico (representa la Mantenibilidad, procesos de
restauración de la función
TPFS
= ∑ TFS / n
TFS
= tiempos fuera de servicio
n
= número total de fallos en el período evaluad)
- CIF = costes indisponibilidad por fallos (dinero/tiempo, dólares/año,
euros/año, etc.)
Es un indicador técnico económico (representa el valor del Riesgo
económico, cuantificación del impacto de los fallos)
CIF
= FF x TPFS x CP = dólares/año
FF
= frecuencia de Fallos = fallos/año
TPFS
= tiempo promedio fuera de servicio = horas/fallo
CP
= costes penalización por hora = dólares/hora (incluye costes de
penalización provocados por los eventos de fallos (paros de
plantas, diferimiento de producción, productos deteriorados,
baja calidad, retrabajo, impacto en seguridad, ambiente, etc.)
•
Cuantificar de forma detallada, las mejoras obtenidas en los sistemas de
bombeo mecánicos evaluados. Se propone auditar los índices citados
anteriormente: tiempo promedios operativos, tiempos promedio fuera de
servicio, frecuencia de fallos y costes de indisponiblidad por fallos (calcular
262 Aproximación a la Confiabilidad. Aplicaciones Prácticas
estos indicadores antes de la aplicación del RCA y compararlos con los
valores a obtener después de implantadas las recomendaciones).
VII.5. CONSIDERACIONES FINALES SOBRE LA METODOLOGÍA RCA En términos generales, la implantación e inclusión de la metodología de RCA,
dentro de un sistema de gestión de mantenimiento, permitirá:
•
Crear un espíritu altamente crítico en todo el personal (operacionesmantenimiento) frente a condiciones de fallo y averías repetitivas.
•
Lograr
una distribución más eficiente de los recursos económicos y
humanos asignados a las labores de mantenimiento y operación.
•
Propiciar y consolidar la formación de grupos de trabajo para la ejecución
de RCA. Es importante recalcar, que el éxito de la implantación del RCA,
depende fundamentalmente del recurso humano involucrado en los análisis
de fallos, motivos por los cuales, hay que tener una especial atención en la
formación de los grupos de trabajo y sobre todo en la participación del
personal tanto de las áreas de mantenimiento, como de operaciones y de
producción.
•
Desarrollar un grupo de especialistas con identidad propia, en el área de
Ingeniería de Mantenimiento y Confiabilidad, este grupo, servirá de asesor y
auditor interno de las actividades de optimización en el área de
Confiabilidad. Este personal revisaría el desempeño y la efectividad de los
programas de mantenimiento; y
adicionalmente podrían actuar de
facilitadores en procesos de adiestramiento y aplicaciones pilotos de
técnicas de Confiabilidad (al menos se debería dedicar una persona de
forma exclusiva en el área de Ing. de Confiabilidad).
•
Diseñar formatos estándares ó mejorar los formatos existentes dentro del
software de mantenimiento), de tal forma que permitan registrar la
siguiente información: modos de fallos y sus causas raíces (más
importantes), tiempos promedios operativos, tiempos promedios fueras de
Análisis Causa‐Raíz 263
servicio, impacto económico (costes directos de los fallos más el coste de
penalización), utilizar como base del diseño de los formatos, el esquema de
propuesto en la aplicaciones de RCA ejecutadas.
•
Desarrollar dentro del sistema de gestión del mantenimiento, un modelo
estándar de evaluación de criticidad de equipos junto con sus modos de
fallos, basado en el indicador de “Riesgo” (frecuencia de fallos (fallos/año) x
consecuencias ($/fallos) = $/año). Este modelo debe ser aceptado por toda
la organización y además debe ser el criterio que permita priorizar los
procesos de: planificación, ejecución de las actividades de mantenimiento y
definición de los repuestos críticos (herramientas comerciales tales como
ITEM Software, RELEX Software, Meridium; ó desarrollos propios, podrían
ayudar a mejorar esta parte del proceso de gestión del mantenimiento).
•
Aprovechar las experiencias y los resultados obtenidos de los RCA, con el fin
de crear una base de conocimientos compartida (propiciar el intercambio y
la sinergia entre el personal de las distintas áreas de mantenimiento y
operaciones (reuniones técnicas de análisis de fallos), “no es necesario
cometer los errores dos veces”.
•
Difundir la información generada por los resultados de los RCA; y no
limitarla sólo al personal de mantenimiento (aprovechar la información
recopilada para la creación de la base de datos de los modos de fallos).
Adicionalmente, es recomendable, involucrar al personal de planificación y
programación en las aplicaciones de RCA (con el fin de que adquieran
conocimiento práctico de los diferentes modos de fallos).
•
Desarrollar un programa de adiestramiento básico en el área de
confiabilidad, en el cual se involucre al personal de campo tanto a
operadores como mantenedores, no limitar el conocimiento de las técnicas
de confiabilidad sólo al grupo de mantenimiento, es necesario involucrar al
personal de operaciones, producción, proyectos y logística (compras).
•
Afianzar, el uso de las técnicas de Ingeniería de Confiabilidad y
Mantenimiento, con el objeto de desarrollar un programa formal de
264 Aproximación a la Confiabilidad. Aplicaciones Prácticas
optimización en esta área (en el corto plazo, es necesario consolidar el uso
de las técnicas de RCA).
•
Optimizar la confiabilidad operacional, maximizar la disponibilidad y mejorar
la mantenibilidad de sus activos.
•
Fomentar el
trabajo en grupo entre las distintas especialidades
(operaciones y producción).
•
Incrementar los niveles de seguridad operacional y control ambiental.
•
Aumentar el conocimiento del personal tanto de operaciones como de
mantenimiento con respecto a los procesos
operacionales y sus efectos
sobre la integridad de las instalaciones.
•
Desarrollar un sistema efectivo de registro y manejo de los modos de fallos
y sus causas raíces.
Finalmente, se debe promover la implantación del RCA, dentro de un
proceso global
de mejora
de la Confiabilidad Operacional de toda la
organización y no como una iniciativa aislada del área de mantenimiento. No
se debe limitar el campo de acción de las técnicas de optimización
de
Confiabilidad, a herramientas únicas asociadas en muchas oportunidades a
simples modas. Hay que tener en cuenta, que los procesos de implantación y
consolidación de las técnicas de Ingeniería de Confiabilidad dentro de una
organización, no son procesos de corto plazo, las mismas deben ser
visualizadas como un proyecto de largo alcance y con visión de futuro.
VII.6. REFERENCIAS BIBLIOGRÁFICAS DEL CAPÍTULO − Parra C. 2000. Análisis Causa Raíz, Herramienta de optimización del
Mantenimiento. Postgrado en Ingeniería de Mantenimiento, Editorial de la
Universidad de los Andes, Mérida, Venezuela.
− Parra C. 2008. Aplicación piloto de la técnica: Análisis Causa Raíz (RCA) en
sistemas de bombeo mecánico, modelo AMERICAN C-456”, Informe técnico
Análisis Causa‐Raíz 265
Skanska-Petrobas, Informe técnico IngeCon: SN-2008-04-CCS-SK-PTB,
Talara, Perú.
− Gano DL. 1999. Apollo Root Cause Analysis a new way of thinking. Apollo
Associated services, Texas, USA.
− Fulbright DB. 1997. A comprehensive guide to root cause and program
performance analysis. Copyright D.B. Fulbright, New York.
− Pita E. 2008. Informe técnico: Alta frecuencia de fallas en unidades de
bombeo mecánico Lote X. Skanska, IGM-015-08 IT, Perú.
− Bloch HP. 1989. Improving Machinery Reliability, Gulf Publishing, Houston.
− Riggs JL. 1983. Productivity by Objectives. Prentice Hall, New Jersey.
− Perdomo JJ, Boscán CA, Parra C, Moreno MC, Barboza A, Monsalve J,
Sánchez J, Torres L. 2000. Análisis Causa Raíz de la Problemática de los
Enfriadores Atmosféricos de las Plantas Compresoras de Gas. PDVSA
INTEVEP-INT-00-126-2000, Venezuela.
− Richard J. 1995. Risk-Based Management: A Reliability-Centered Approach.
Gulf Publishing Company, First Edition, Houston, Texas.
− Kapur KC, Lamberson LR. 1983. Reliability in Engineering Design. Jhon Wiley
& Sons Inc., Houston, Texas.
− Ishikawa K. 1984. Guide to Quality Control. Asian Productivity Organization,
Second Edition, New York.
− Latino R, Latino K. 2002. Root Cause Analysis: Improving Perfomance for
Bottom Line Results. Second Edition, CRC Press, New York.
− Mcdermott RE, Mikulak RJ, Beauregard MR. 1996. The Basics of
Quality Resources, New York, USA.
FMEA.
− Woodhouse J. 1999. Course of Root Cause Analysis, Section two: Failure
Modes and Effects Analysis. The Woodhouse Partnership, England.
Agradecimientos: Al Ing. Enrique Pita por su colaboración en el desarrollo de
la aplicación práctica de la metodología RCA presentada en este capítulo.
VIII TÉCNICAS DE FIABILIDAD HUMANA PARA LA MEJORA DE LA CONFIABILIDAD
VIII.1. INTRODUCCIÓN FIABILIDAD HUMANA Desde un jugador de fútbol, béisbol, una comida mal preparada, hasta un
accidente de avión o en una planta de procesos químicos o de energía, un gran
apagón en internet, y un largo etcétera, son accidentes causados todos ellos
en gran medida por un error humano, error que ha estado presente durante
toda la historia y con el que el hombre ha estado luchando siempre, ya que es
el principal factor de pérdidas económicas y humanas.
Podemos decir, que el estudio de la fiabilidad humana, tiene la misión
de identificar los efectos de las posibles desviaciones en las actividades o
acciones humanas, desde el punto de vista de calidad, ejecución, seguridad y
eficiencia en los diferentes procesos de las organizaciones. Tiene también la
finalidad de identificar las causas origen como tomar las acciones para
minimizar o eliminar sus efectos.
Así pues, la fiabilidad humana, debe ser uno de los factores a analizar
por todo tipo de empresas, y el descubrirlos uno de los principales objetivos,
aun siendo éste muy difícil de prever, ya que el ser humano es muy complejo.
A pesar de su gran complejidad, todo tipo de empresas deben de poseer
las herramientas necesarias para evaluar como varia el comportamiento del
equipo humano, desde todos los puntos de vista posibles: físico, psicológico,
anímico, intelectual, práctico, ético, el entorno y en todo tipo de circunstancias
que se puedan dar en la empresa en la que trabajen.
268 Aproximación a la Confiabilidad. Aplicaciones Prácticas
También hay que tener en cuenta que, aún disponiendo del mejor
equipo humano, trabajando éste de una forma excelente, éstos nunca puede
desempeñarse mejor que aquellos que los respaldan, es decir el error humano
no solo es causado por una conducta inapropiada de un ser humano, sino que
también puede ser causado por bien sea un liderazgo, una administración y/o
una organización incompetente.
Se debe partir desde la visión de que el ser humano es vulnerable, aún
encontrándose en las condiciones más favorables, éste puede fallar. Al fin y al
cabo, el fallo o el éxito de los resultados siempre va depender del hombre, ya
que el sistema, la máquina, ha sido concebida y desarrollada por él.
VIII. 2. TÉCNICAS DE FIABILIDAD HUMANA. Uno de los objetivos principales en la gestión de activos, es implementar un
conjunto de estrategias que permitan asegurar niveles aceptables de
confiabilidad y riesgo. Es por esos que resulta necesario el desarrollado de una
serie de metodologías que aplicadas en conjunto,
enfoque de la fiabilidad humana,
dentro de este nuevo
la capacidad de evitar problemas en los
procesos de gestión y toma de decisiones. Es por esta razón, que
se
desarrollan e implementan los modelos de fiabilidad humana como se verá más
adelante.
Como veremos también, se emplean técnicas de evaluación de la carga
mental (O`Donnell. Et al, 1986), de las que podemos mencionar: las medidas
del rendimiento, las medidas fisiológicas y las medidas subjetivas. Además de
los modelos de fiabilidad humana, existen modelos explicativos, que intentan
dar una respuesta funcional al fenómeno de la carga de trabajo en relación
con: la presión, la tensión y la fatiga según las normas ISO 10075-1. En este
mismo orden podemos mencionar los modelos contextuales de control
Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 269
(Hollnagel, 1998), que describen como indisociable las funciones humanas y
tecnológicas.
VIII. 3. LA IMPORTANCIA DEL FACTOR HUMANO Según Lozano (2009), el factor humano en las empresas no es un factor más,
es el factor central. Lo que la gente piense, sienta, imagine y desee van a influir
decisivamente en lo que hagan; y por mucho que busquemos la neutralidad
emocional, la objetividad o los procesos más asépticos nunca lo conseguiremos
plenamente. Y dado que las personas somos las que “construimos el mundo” es
necesario e inevitable que comprendamos por qué hacemos lo que hacemos.
El ser humano no se puede programar (¡por suerte!) pero sí puede
cambiar, aprender y dirigir su conducta de acuerdo a sus ideas de cómo debería
ser el mundo. Así pues, desde las tareas más simples, - como pueda ser barrer
el suelo -, a las actividades más complejas como puede ser un trasplante de
corazón, no serán exitosas si las personas que las realizan no están realmente
convencidas de lo que hacen y por qué lo hacen.
Ha sido un gran error confiar mucho en los procesos, los sistemas, las
estructuras, los instrumentos y olvidar a las personas; también sería un error
confiar demasiado en las personas y olvidar las estructuras, los procedimientos,
etc. Todo es importante y hay que trabajarlo en conjunto. Sólo así podríamos
hablar realmente de confiabilidad (Lozano, 2008).
VIII. 4. FACTORES DE LA CONFIABILIDAD DE SISTEMAS Dentro del campo de la gestión de activos, son múltiples los factores, que
afectan a la confiabilidad de los sistemas. Uno de los elementos principales que
influyen a ésta en cualquier sistema de gestión de mantenimiento de activos, es
lo que se conoce como factores humanos, que siguiendo la terminología
270 Aproximación a la Confiabilidad. Aplicaciones Prácticas
expuesta en el Segundo Seminario Europeo-Americano sobre confiabilidad en
END, puede definirse como “las capacidades físicas y psicológicas de la
persona, el entrenamiento y experiencia de la persona, y las condiciones bajo
las que la persona debe operar que influyen en la capacidad del sistema de
gestión de mantenimiento de activos para alcanzar el propósito al que está
destinado”.
El interés y estudio de la influencia de los factores humanos dentro del
campo del mantenimiento, se ha realizado principalmente en aquellos campos
en los cuales la seguridad y confiabilidad son las normas principales, ya que los
factores humanos juegan un papel principal en lo referente a la confiabilidad de
los sistemas.
Estos campos donde tan importante es el factor humano, son la aviación,
las plantas petroleras, petroquímicas, gas, generación eléctrica, nucleares,
cementeras y demás campos donde un accidente conlleve pérdidas humanas
y/o económicas no admisibles. Puede observarse que son campos en los cuales
la seguridad higiene y ambiente debe primar por encima de otros factores.
La importancia de los Factores Humanos, dentro de la gestión de
mantenimiento de activos, se limita temporalmente al periodo desde 1900 a la
actualidad, y con mucha diferencia, a los últimos 50 años, esto es debido a que
los campos en los cuales es fundamental el Factor Humano han sido
desarrollados desde hace relativamente poco tiempo, y también a que la
conciencia sobre la necesidad de confiabilidad y seguridad en dichos campos ha
crecido mucho en los últimos años.
A continuación se muestra el análisis acerca de los factores humanos, los
parámetros que influyen en dichos factores, la relación entre factor humano y
confiabilidad, el estudio de los errores humanos, y una propuesta de un modelo
para la gestión de la fiabilidad humana (Amendola, 2008).
Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 271
VIII. 5. CONFIABILIDAD INTEGRAL DE ACTIVOS La confiabilidad operacional es la integración de la confiabilidad del equipo,
proceso y humana (ver Figura 8.1), de este modo se requiere centrar la
atención del gestor de mantenimiento para garantizar la eficacia y calidad del
trabajo. Basados en la integración de equipos de trabajo y la recopilación de
datos se puede proporcionar acciones imprescindibles que se apoyan en sus
observaciones.
Capital Intelectual
•Conocimiento
•Información
•Propiedad
Intelectual
•Experiencia
Ci
Confiabilidad
Proceso
Confiabilidad Confiabilidad
Operacional
Equipo
La Interrelación Óptima entre:
Que puede
utilizarse para
crear valor
La Confiabilidad del Equipo
La Confiabilidad humana
Y Confiabilidad del Proceso
Figura 8.1. Gestión Integral de Activos Físicos e Intangibles
(Amendola, Depool; 2005, 2006)
Una razón fundamental para luchar contra los problemas de coste y
reconocimiento de problemas en la confiabilidad integral de activos, es adecuar
las estructuras organizativas de los departamentos de mantenimiento. La
función mantenimiento, dada su influencia en los beneficios e integridad de la
organización, debe tener su propio plan de negocio, con su misión, visión y
objetivos derivados de la compañía.
272 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Las técnicas de control de la gestión e integración de activos, tienen que
estar en un lugar importante para conseguir claramente las metas definidas e
hitos a nivel estratégico, táctico y operacional, y para optimizar y mejorar la
fiabilidad humana. Para permitir a las compañías que tomen decisiones
estratégicas para evaluar nuevas oportunidades y/o conocer nuevas demandas,
un modelo de gestión integral de activos debería ser capaz de proporcionar
información detallada sobre las capacidades de producción de las instalaciones
existentes, preferiblemente como una función del tiempo.
La planificación y estructuración de la gestión integrada de activos tiene
su sitio en el nivel táctico. La entrada de datos técnicos es necesaria para
nuevos diseños o rediseños de las instalaciones existentes. La función
mantenimiento debería ser capaz de estimar la probabilidad de conocer ambas
demandas solicitadas en términos de promedio a largo plazo dado como una
función basada en el tiempo.
Elementos críticos del proceso deberían ser identificados con anticipación
para
centrarse
eficazmente
en
actividades
de
diseño
y
gestión
del
mantenimiento. Cuando sea posible, las estrategias de mantenimiento deben
estar basadas en cálculos de coste/beneficio. Junto con la información técnica y
humana, esas recomendaciones deben estar trazadas en un plan de referencia
del mantenimiento centrado en el capital intelectual y la confiabilidad, la
estructura que tiene que ser reflejada en el modelo de datos del sistema
integrado de confiabilidad para cada empresa.
VIII. 6. GESTIÓN DEL CAPITAL INTELECTUAL Según Steward en 1997 se define el capital intelectual como "material
intelectual, conocimiento, información, propiedad intelectual, experiencia, que
puede utilizarse para crear valor". En Euroforum (1998), "el capital intelectual
se definió como el conjunto de activos intangibles de una organización, que
pese a no estar reflejados en los estados contables tradicionales, en la
Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 273
actualidad genera valor o tiene potencial de generarlo en el futuro". Estos
activos intangibles incluyen todos aquellos conocimientos tácitos y explícitos
que generan dicho valor económico.
De acuerdo a lo mostrado en la Figura 8.2, el capital humano se refiere a
la educación, experiencia, know how, conocimientos, habilidades, valores y
actitudes de las personas que trabajan en la empresa. No son propiedad de la
empresa, ya que pertenecen a los trabajadores, estos al marcharse a casa se
llevan consigo estos activos. En el capital humano residen los conocimientos
tácitos de la organización
Intellectual Capital Management Systems
Servicio B
Producto A
Servicio C
Producto B
Producto C
Proceso A
B
oc
es
o
Pr
Producto A
Proceso B
Servicio A
RECURSOS
TANGIBLES
Proceso A
oC
ces
Pr o
Servicio C
eso C
Proc
Proceso C
RECURSOS INTANGIBLES
COMPETENCIAS
CONOCIMIENTO
CAPITAL
INTELECTUAL
CAPACIDADES
CAPITAL
HUMANO
ESTRUCTURA
CAPITAL
RELACIÓN
CAPITAL
CONOCIMIENTO CONOCIMIENTO CONOCIMIENTO CONOCIMIENTO CONOCIMIENTO
Figura 8.2. Adaptado de Capital intelectual Management Systems
(Amendola, Depool, 2005)
El capital intelectual en una organización de mantenimiento, debe tener
como principal finalidad desarrollar diferentes proyectos para:
274 Aproximación a la Confiabilidad. Aplicaciones Prácticas
9 El desarrollo de nuevos servicios claves.
9 El desarrollo del capital intelectual para la innovación.
9 La obtención de competencias esenciales en la cadena de valor
para la innovación.
9 Desarrollo de las capacidades esenciales del recurso humano.
9 Mantener o conseguir las anheladas ventajas competitivas
sostenibles.
Frente a este desafío el capital humano deberá resaltar por: sus
capacidades, talento, liderazgo, valores (Lozano, 2008) y cultura que los lleven
a la creación de nuevos conocimientos y a un aprendizaje individual. El capital
intelectual de innovación, se centra en cada proyecto de innovación que
resulten estratégicos para la organización de mantenimiento de activos. Las
competencias esenciales en los proyectos de innovación permiten el desarrollo
de "core business 7 futuras", por lo que la organización podría subcontratar
todas las demás (outsourcing), también se pueden establecer acuerdos y
alianzas estratégicas con proveedores y otras empresas.
VIII. 7. EL FACTOR HUMANO VIII. 7.1 EL COMPORTAMIENTO Y EL ERROR HUMANO Una clasificación importante de los diferentes procesos de información que se
dan en las tareas industriales fue desarrollado por Rasmussen J. del Laboratorio
de Riesgos de Dinamarca. Este procedimiento proporciona una herramienta útil
para identificar los tipos de error que suelen ocurrir en las diferentes
situaciones de operaciones. El sistema de clasificación conocido como el basado
en habilidades, reglas y conocimientos (SRK) está descrito en numerosas
publicaciones, Rasmussen (1979, 1982, 1987), Reason (1990, 1997).
7
Expresión usada para definir las áreas claves o servicios claves que generan valor en la organización; es decir “El Negocio” Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 275
Los términos habilidad, reglas y conocimiento en los que se basa la
información, se refieren al grado en que controlamos la conciencia en los
ejercicios que el individuo realiza en su actividad. La tabla 1 contrasta dos casos
extremos.
En el modo basado en el conocimiento, el individuo lleva a cabo la tarea
de una forma completamente consciente. Esto ocurriría en una situación en la
que un principiante estuviera ejecutando la tarea, o donde un individuo
experimentado se encontrara con una situación completamente nueva. En
ambos casos, el trabajador deberá realizar un esfuerzo mental considerable
para determinar la situación y sus respuestas tenderán a ser lentas. De esta
forma después de cada acción controlada, el trabajador necesitaría revisar sus
efectos antes de llevar a cabo la próxima acción, lo cual probablemente
ralentizaría las respuestas a la situación.
Modo basado en el Conocimiento
Modo basado en la Habilidad
CONCIENCIA
AUTOMÁTICO
Usuario inexperto u ocasional
Usuario experto.
Entorno novedoso.
Entorno familiar.
Lento.
Rápido.
Mucho esfuerzo.
Poco esfuerzo
Requiere considerable retroalimentación.
Requiere poca retroalimentación.
Causas del error:
Causas del error:
9 Sobrecarga.
9 Falta de conocimiento o modos de
uso.
9 Falta de conocimiento
consecuencias.
de
las
•
Consolidados hábitos.
•
Frecuentemente se utiliza una regla
de uso inadecuada.
•
Cambios en la situación, que no
motivan un cambio en los hábitos.
Tabla 8.1. Modos de interacción con el mundo (Basado en Reason, 990)
276 Aproximación a la Confiabilidad. Aplicaciones Prácticas
El modo basado en la habilidad se refiere a la ejecución de una tarea
muy practicada, acciones físicas en las cuales no existe prácticamente
conciencia de la acción. Las respuestas basadas en la habilidad son generadas
inicialmente por algún hecho específico, por ejemplo, el requerimiento de abrir
una válvula cuando suena la alarma de apertura, esta operación, al ser muy
practicada y sencilla se realiza inconscientemente.
En la Figura 8.3 otra categoría de los procesos de información se
identifica con el uso de reglas. Estas reglas pueden haber sido aprendidas como
resultado de una interacción con el proceso, a través de entrenamiento o por
trabajar con personal experimentado en el proceso. El nivel de conciencia es
intermedio entre el modo de las habilidades y el modo de los conocimientos.
Figura 8.3. Continuidad entre comportamiento consciente y
Automático. (Reason, 1990).
Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 277
VIII.7.2 INTEGRACIÓN DE LOS FACTORES HUMANOS EN LOS SISTEMAS DE TRABAJO La mayoría de las actividades humanas implican la interacción hombre-máquina
entorno. El concepto hombre considera a las personas en sus vertientes física,
psíquica y social. El concepto máquina debe interpretarse en su sentido más
amplio: "máquina" es todo aquello que las personas utilizan para llevar a cabo
cualquier actividad dirigida a lograr algún propósito deseado o desempeñar
alguna función, desde las herramientas y equipos más sencillos hasta los
aparatos, normas, métodos, equipamientos o medios de trabajo más complejos.
Cuando los elementos, máquinas y ambientes con los que el hombre
mantiene relación están adaptados a sus necesidades y capacidades, sus
acciones y actividades se desarrollan de forma óptima. Es precisamente la tesis
que soporta la razón de ser de un vastísimo campo de conocimientos
pluridisciplinares denominado ingeniería de los factores humanos.
Las situaciones que se dan dentro de cualquier Sistema de Trabajo
(entendiendo al mismo como al conjunto de elementos y variables
interdependientes que tienden a alcanzar un fin común, interactuando e
influyéndose
mutuamente), lo
conforman básicamente los siguientes
elementos:
9 El trabajo a realizar, con unos objetivos a cumplir, unos equipamientos,
una organización, un tiempo determinado inmersos en un entorno o
medioambiente.
9 Los resultados, en términos de cantidad y calidad de la producción y en
términos de confiabilidad operacional de las instalaciones.
9 Los efectos sobre esas personas, positivos o negativos, en términos de
salud física, psíquica, social, accidentes, enfermedades, etc.
9 Las adaptaciones a esos efectos y a esos resultados.
278 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Desde el punto de vista organizativo y tecnológico, la inclusión de los
conocimientos que sobre los factores humanos aporta la Ingeniería de los
factores humanos, permite evitar una concepción irracional de los sistemas de
trabajo y como caso particular, de los puestos de trabajo, de la que se derivaría
una serie de consecuencias negativas tales como métodos de trabajo ilógicos,
desorganización espacial del puesto de trabajo y del diseño del lugar de
trabajo, falta de adiestramiento y de formación técnica, disminución de la
capacidad operativa de las personas, así como una menor productividad y
calidad de los productos.
La utilización de medidas del rendimiento como un índice de la carga mental
de trabajo, se basa en el supuesto de que el aumento en la dificultad de una
tarea producirá un incremento en sus demandas, que se pondrá de manifiesto
reduciendo el rendimiento.
NIVEL DE RENDIMIENTO
A
Alto
B
C
Bajo
Alto
Bajo
NIVEL DE CARGA MENTAL
Figura 8.4. Relación hipotética entre carga mental y rendimiento
(Adaptado de: Rubio y Díaz, 1999)
En la Figura 8.4, aparece representada la relación entre la carga mental y el
rendimiento de un trabajador, distinguiéndose tres posibles situaciones. La
primera situación, representada en la Región A de la figura, incluye niveles de
carga entre bajos y moderados, y se caracteriza por la presencia de un nivel
Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 279
alto de rendimiento. En esta región, el aumento de la complejidad de la tarea
no producirá variaciones en el nivel de rendimiento del trabajador ya que este
dispone de capacidad residual suficiente para compensar los incrementos de
carga.
En la Región B, se consideran niveles altos de carga mental que exceden la
capacidad del trabajador, por lo cual se producirá una relación monótona entre
rendimiento y carga mental. Por último, en la Región C, la carga es
excesivamente alta y el rendimiento se mantiene en un nivel muy bajo
Se distinguen dos situaciones de evaluación: tarea simple y tarea múltiple.
En la situación de tarea simple, la carga mental se evalúa en base al
rendimiento en una única tarea, comparando diferentes grados de dificultad de
la misma. En la situación de tarea múltiple, el evaluador, está interesado
principalmente en analizar la carga mental de una tarea en función del grado de
interferencia que se produce cuando ésta se realiza simultáneamente con otras
de iguales o de diferentes características. Cuando el sujeto debe realizar a la
vez dos tareas, la situación recibe el nombre de tarea dual o doble tarea. La
tarea de la que se está evaluando su carga mental recibe el nombre de tarea
primaria. Las tareas adicionales que se utilizan solamente para realizar la
evaluación se denominan tareas secundarias.
VIII. 8. MODELO DE FIABILIDAD HUMANA La aplicación de un modelo de gestión de fiabilidad humana, depende en gran
medida de la estrategia que se haya formulado para que claramente responda a
los objetivos de la organización. La figura 8.5 muestra una estrategia de
aplicación de fiabilidad humana basada en la gestión del conocimiento y trabajo
en equipo.
280 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Se trata de formar equipos naturales de trabajo para implementar
confiabilidad operacional proactiva, la cual nos ofrecerá un mapa estratégico de
la instalación para mitigar y diagnosticar los fallos a tiempo desde el punto de
vista operacional y humano. De esta forma puede confeccionarse una matriz de
agrupación directamente en trabajo de grupo o puede hacerse una propuesta
preliminar para buscar consenso.
Efectiva Comunicación
Director
Ci
Operario
Confiabilidad
Eventos
Críticos
Procedimientos
Mantenimiento de
Activos
Determinación de problemas.
Base
Conocimiento
Gestió
Gestión de Datos
Valoración de problemas
Definición de estrategias
de proyección de soluciones
Proyección de soluciones en
cada esfera.
Análisis, revisión y aprobación.
CMIC
Figura 8.5. Modelo de fiabilidad humana (PMM Institute for Learning)
El objetivo es determinar las causas que originan los problemas en cada
esfera. En este paso intervienen todos los equipos de trabajo. Cada
especialidad toma como referencia los datos provenientes de los eventos
críticos, bases de datos y de los conocimientos de los equipos de trabajo, luego
se desarrollan algunas técnicas de ingeniería de confiabilidad, con el objetivo de
esclarecer las causas que ocasionan los problemas detectados, entre las que se
Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 281
pueden mencionar: diagramas de flujo y de recorridos, estudio de métodos,
balances de carga y capacidad, estudio de los balances generales económicos y
los estados financieros, análisis del comportamiento de las mermas o
defectuosos, consumo energético por áreas o procesos.
La integración grupal que se logre durante la realización de esta etapa,
propiciará condiciones favorables para la búsqueda de soluciones, pues además
de dar como resultado problemas más concretos y de fácil solución, provocará
que todos los integrantes del grupo estén convencidos de la existencia de ellos,
los vean como resultado de su propio análisis y se sientan comprometidos a
buscar soluciones técnicas y económicamente acertadas, para lograr una
confiabilidad operacional óptima.
VIII.8.1 REFLEXIONES ACERCA DEL MODELO DE FIABILIDAD HUMANA Debido a la influencia del análisis de accidentes, los acercamientos comunes a
la predicción de funcionamiento, se han centrado en el comportamiento
humano. La predicción investiga las formas en que las acciones pueden fallar,
también refiriéndose a los modos de error en la acción. Esto es bastante
consistente con el punto de vista del proceso de información, donde se asumen
mecanismos de error internos específicos. Si una función puede ser vista como
un atributo de un componente, ello implica que la posibilidad de que una
función falle pueda ser considerada por el componente por sí mismo, aunque es
reconocido que las circunstancias o el contexto puedan tener alguna influencia.
Anticipar fallos en un sistema hombre-máquina requiere un modelo
fundamental. Éste no debe ser un modelo de procesado de información
humano, sino un modelo de cómo el funcionamiento humano está determinado
por el contexto o las circunstancias. Este tipo de modelo corresponde con el
concepto de congnitividad distribuida (Hutchins, 1995). Una expresión concreta
de estas ideas se encuentra, como hemos comentados anteriormente, en los
282 Aproximación a la Confiabilidad. Aplicaciones Prácticas
modelos contextuales de control (Hollnagel, 1998), que describe como las
funciones humanas y de tecnología como sistemas unidos, en lugar de cómo los
humanos interaccionan con las máquinas.
Los modelos de control contextual, enfatizan en la cooperación hombre-
máquina mantiene un equilibrio en lugar de cómo la puede ser optimizada la
interacción hombre-máquina figura 5.”Modelo de fiabilidad humana” (PMM
Institute for Learning, 2008). El énfasis se basa en la “congnitividad del mundo”
en lugar de la “cognitividad en la mente”.
El principio clásico de correlación tiempo-confiabilidad, es una expresión
de la idea de que el fallo al realizar una actividad es función del tiempo. Una
versión más sofisticada del mismo principio se encuentra en la expresión
condiciones forzadas de error, aunque el factor determinante aquí es el tiempo
disponible en vez del tiempo transcurrido. La sofisticación es tanto para las
condiciones que pueden forzar el error, y la descripción más detallada de los
posibles modos de error. El rasgo común es, que la posibilidad de cometer el
fallo es un atributo de las condiciones y no del hombre.
VIII. 9. EL ESLABÓN MÁS DÉBIL Cada cierto tiempo, alguna catástrofe nos recuerda que el eslabón más débil de
un sistema de producción, el hombre, es a su vez el que tiene en sus manos la
garantía y la confiabilidad de su funcionamiento. Se habla de error humano, se
dice que la falta de confiabilidad en un sistema se debe a que, al fin y al cabo,
está manejado por hombres.
Es necesaria una reflexión sobre este problema. El error humano es
tratado como lo inevitable, lo que escapa siempre a lo controlable y medible, lo
que parece subtitularse "de la imposibilidad de prever la estupidez humana".
Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 283
Cuando pequeños o grandes desajustes provocan incidentes o accidentes
graves, en situaciones de diálogo entre hombre y máquinas deberá decirse que
el sistema ha fracasado. Deberá hablarse de confiabilidad operativa, que
conjuga de manera indisociable: confiabilidad técnica y fiabilidad humana. La
confiabilidad global de un sistema, dependerá de la capacidad que disponga un
sistema de producción para evitar los fallos técnicos y organizativos, de la
capacidad que el sistema tenga para permitir a los hombres recuperar, teniendo
en cuenta sus capacidades fisiológicas, psicológicas, psíquicas y sociales, los
fallos técnicos y las dificultades en la ejecución de una tarea concreta.
Medir el error humano es medir los límites y capacidades del hombre, y
para ello es necesario integrar en los sistemas técnicos estos límites y
capacidades, es decir, crear tecnologías compatibles con el cerebro.
VIII.10. REFERENCIAS BIBLIOGRÁFICAS DEL CAPITULO. − Amendola L. 2008. Capítulo 8 Epílogo: Confiabilidad Humana. Valores, Ética
& Liderazgo en la Empresa. ISBN: 978-84-935668-4-5. Editorial PMM.
España.
− Amendola L, Depool T. 2005. Modelo de Confiabilidad Humana en la Gestión
de Activos, VII Congreso de Confiabilidad, Asociación Española de la
Calidad, Madrid. España.
− Amendola L, Depool T. 2006. Validación del Modelo de Confiabilidad
Humana en la Gestión de Activos, VIII Congreso de Confiabilidad, Asociación
Española de la Calidad, Madrid. España.
− Euroforum. 1998. Medición del Capital Intelectual Modelo Intelect. IUEE.
San Lorenzo del Escorial Madrid España.
− Hollnagel E. 1998. Cognitive Reliability and Error Analysis Method: CREAM.
Kildlington, Oxford: Elsevier Science.
284 Aproximación a la Confiabilidad. Aplicaciones Prácticas
− Hutchins E. 1995. Cognition in the wild. Cambridge.
− Lozano F. 2008. Confiabilidad Humana “Valores, Ética & Liderazgo en la
Empresa”. ISBN: 978-84-935668-2-1. Editorial PMM.
− Norma ISO 10075: 1991 Ergonomic principles related to mental workload.
General tems and definition.
− O'Donnell
RD,
and
Eggemeier
FT.
1986.
"Workload
Assessment
Methodology," (pp. 42/1-42/9). In K. Boff, L. Kaufman and J. Thomas (Eds.)
Handbook of Perception and Human Performance, Vol. II: Cognitive
Processes and Performance . New York: Wiley Interscience.
− PMM Institute for Learning. 2008. Capítulo 8: Confiabilidad Humana.
Valores, Ética & Liderazgo en la Empresa. ISBN: 978-84-935668-4-5.
Editorial PMM. España.
− Rasmussen J. 1979. On the structure of knowledge - A morphology of
mental models in a man-machine system context. Roskilde, Denmark, Risø
National Laboratory.
− Rasmussen J. 1982. Human Errors: A Taxonomy for Describing human
malfunction
for
in
industrial
installations.
Journal
of
Occupational
Accidents.4, 311,33.
− Rasmussen J. 1987. The definition of human error and a taxonomy for
technical system design. Chichester: Wiley
− Rasmussen J, Duncan K, Leplat J. 1986. New Technology and Human Error.
Chichester: Wiley
− Reason J. 1997. Managing the risks of organizational accidents. Aldershot:
Ashgate.
− Reason, J. (1990). Human Error. ISBN: 978-0-521-31419-0. Editorial
Cambridge University Press. New York.
− Rogers. (1986). “Report of the Presidential Commission on the Space Shuttle
Challenger Accident”.
Técncias de Fiabilidad Humana para la Mejora de la Confiabilidad 285
− Rubio, S., Díaz E. (1999). La medida de la carga mental de trabajo: Índice
Basados en Rendimientos. Departamento de Psicología Diferencial y
Psicología del Trabajo. Universidad Complutense de Madrid.
− Steward, T. (1997). “La nueva riqueza de las organizaciones”: El Capital
Intelectual. Granica. Buenos Aires.
IX TÉCNICAS DE APS PARA SISTEMAS ALTAMENTE COMPLEJOS Y DE RIESGO SIGNIFICATIVO
IX.1. INTRODUCCIÓN A LOS ANÁLISIS PROBABILISTAS DE SEGURIDAD En los anteriores capítulos, se presentan diferentes técnicas para la mejora de
la confiabilidad. Este capítulo pretende presentar los Análisis Probabilísta de
Seguridad (APS) como una de ellas, sobretodo en el tratamiento de sistemas
altamente complejos o de riesgo significativo.
En primer lugar, el capítulo presenta la metodología APS como
herramienta de evaluación de la seguridad en sistemas. Se describe la situación
de esta técnica en la industria actual y las ventajas que supone su utilización.
En el segundo punto del capítulo, se describen los modelos de fiabilidad
asociados a los componentes de los sistemas que se estudian en el análisis
probabilista. Junto al tercer apartado en el que se describen las distribuciones
de la función probabilidad, compone la base teórica del capítulo para el correcto
desarrollo de un análisis probabilista de seguridad. Finalmente, se presentan los
pasos a seguir para el desarrollo de un APS.
Los APS, se han ido generalizando con éxito en la industria convencional
por las facilidades que brindan en los análisis exhaustivos de fiabilidad y
disponibilidad de sistemas. El uso de estas técnicas permite jerarquizar la
contribución de los componentes y equipos por su importancia relativa a la
disponibilidad y fiabilidad total del sistema.
El APS es una metodología que determina la aparición de fallos, su
contribución a la indisponibilidad y el impacto final en la disposición de los
equipos y sistemas. Se ha convertido en una herramienta importante para
controlar los fallos a través de predicción y del estudio de los factores que la
288 Aproximación a la Confiabilidad. Aplicaciones Prácticas
determinan, lo que posibilita la toma de decisiones fundamentales para prever
los posibles fallos en el nivel del sistema, determinar su contribución a la
indisponibilidad y minimizar las consecuencias en caso de ocurrir.
Desde los años 80, el APS ha ido adquiriendo protagonismo como técnica
para la determinación de fallos en sistemas altamente complejos. La razón de
esta tendencia es el enfoque preventivo de esta técnica analítica, que permite
anticipar la ocurrencia de los accidentes y tomar a tiempo las medidas
correctoras necesarias para mantener el grado de fiabilidad.
Algunas razones por las que se recomienda el uso de la metodología APS
son:
− La existencia de un conjunto de herramientas que permiten identificar
debilidades en el funcionamiento. Algunas asociadas a estudios de
importancia de componentes, estudios de sensibilidad o estudios de
indisponibilidad instantánea.
− Posibilidad de jerarquizar la distribución de recursos, tanto humanos
como materiales, de forma adecuada con un enfoque basado en criterios
de riesgo (por ejemplo, optimización de monitor de riesgo).
− La metodología APS combina diferentes herramientas para realizar un
análisis sistemático y estructurado de los diferentes escenarios de riesgo
que pueden conducir a secuencias accidentales, a partir de fallos de
equipos o errores humanos.
− Esta metodología combina, además, la aplicación de Árboles de Sucesos
y Árboles de Fallo como herramienta de modelación.
− Se logra un sistema para el procesamiento estadístico de los datos
necesarios para la implementación de estudios de fiabilidad.
En toda actividad industrial, además de obtenerse un producto, que es el
objetivo de la instalación, se generan también efectos indeseados o daños. Los
daños que la instalación genere en condiciones de operación normal o en
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 289
situaciones, que siendo anormales, se pueden producir con cierta frecuencia,
deben ser pequeños. En caso de que la instalación pueda producir daños
importantes en determinadas condiciones, se debe asegurar que la posibilidad
de que esto ocurra es tanto más remota cuando mayor es el daño potencial. La
seguridad de una instalación cualquiera depende en gran parte de las
protecciones que incorpore, es decir, elementos que dificulten de manera
natural la generación de sucesos indeseados en la instalación.
Los accidentes no se presentan como resultado de un proceso único,
sino como combinación de varios eventos que comprenden fallos de equipos,
indisponibilidades y errores humanos. La metodología APS permite categorizar
los sucesos contribuyentes al riesgo por orden de importancia, lo que permite
crear políticas de funcionamiento y mantenimiento basadas en criterios de
riesgo. El concepto de riesgo define la relación entre la magnitud del daño con
su frecuencia de ocurrencia.
IX.2. MODELOS DE FIABILIDAD A los distintos componentes o incluso sistemas sobre el que se realiza el estudio
probabilista de seguridad se les asigna un modelo de comportamiento. Este
modelo describe la reacción frente a un fallo del componente y las acciones a
llevar a cabo según el modelo. El modelo asignado al componente permite el
tratamiento estadístico y posterior cuantificación de su aportación al riesgo
general de la instalación.
Componente reparable:
La indisponibilidad de un componente reparable en un instante t+dt
viene dada por la probabilidad de que el componente falle en el mismo instante
t+dt más la probabilidad de que el componente haya fallado anteriormente.
Esta parte de la suma, dependerá de la tasa de reparación del componente. La
290 Aproximación a la Confiabilidad. Aplicaciones Prácticas
expresión matemática de la indisponibilidad para un elemento reparable es la
siguiente:
(9.1)
Integrando la expresión anterior, suponiendo unas tasas de fallo y de
reparación constantes, se expresa y representa de la siguiente forma:
Figura 9.1. Indisponibilidad Q(t) para componentes reparables.
Componente no reparable:
En algunos componentes no se considera la opción de su reparación,
bien sea por la dificultad que supone o porque no es rentable económicamente
y se opta por el cambio de componente. Entonces, la probabilidad de que un
componente de este tipo esté indisponible en un cierto instante t+dt viene dada
por la siguiente expresión:
(9.2)
Es decir, la probabilidad de que falle en el instante t más la probabilidad
de que haya fallado anteriormente. Si resolvemos la ecuación diferencial
anterior por separación de variables obtenemos:
(9.3)
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 291
Que siendo λ una constante se simplifica y representa de la siguiente
forma:
(9.4)
Figura 9.2. Indisponibilidad Q(t) para componentes no reparables.
Componente testeado periódicamente:
Este modelo representa el comportamiento de componentes no
reparables que son probados periódicamente. La indisponibilidad de estos
componentes sigue una función temporal como la de los componentes no
reparables aunque en el instante de la reparación (T1), Q(t) toma un valor
mínimo y empieza de nuevo describiendo su comportamiento exponencial. A
continuación, la gráfica que representa Q(t) para elementos probados
periódicamente.
Figura 9.3. Disponibilidad en función del tiempo de un componente
probado periódicamente.
292 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Componente a demanda:
Ciertos componentes solo actúan en periodos de tiempo muy concretos,
por esta razón se les asigna una indisponibilidad igual a su tasa de fallo.
Componente con tiempo de misión fijo:
Por último, los componentes que deben actuar durante un tiempo fijo
TM, tiempo de misión. Se les asigna una probabilidad de fallo constante.
(9.5)
IX.3. DISTRIBUCIONES TÍPICAS DE LA FUNCIÓN DENSIDAD DE PROBABILIDAD Durante el capítulo, se observa que algunos parámetros que permiten el
tratamiento estadístico del análisis siguen distribuciones según la naturaleza de
dichas variables. Por esta razón, para la asimilación correcta de los conceptos
de fiabilidad y de los modelos de componentes, se hace hincapié en algunas de
las distribuciones más utilizadas. Primero, se distinguirá entre variables
aleatorias discretas y continuas. Las primeras se utilizan para modelar fallos que
no dependen del tiempo como los fallos a la demanda o la ocurrencia de
sucesos discretos en un intervalo de tiempo, y se caracterizan por una función
de distribución. Las segundas se utilizan para la
representación de
componentes en los que el tiempo tiene un papel fundamental y se describen
mediante una función de densidad continua.
IX.3.1. VARIABLES ALEAOTRIAS DISCRETAS Las variables aleatorias discretas tienen como espacio de muestra un conjunto
finito o numerable.
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 293
Distribución binomial:
Esta distribución mide el número de resultados dentro de un espacio
muestral después de n repeticiones. Se trata de un experimento con dos
posibles resultados, fallo o éxito con probabilidades p y q tal que q=1-p
respectivamente. La probabilidad de i resultados en n intentos viene dada por:
(9.6)
Donde
y
(9.7)
Esta distribución se utiliza para modelar fallos a la demanda. Si se
conoce el comportamiento estadístico de un componente ante un gran número
de demandas, se estimará como su probabilidad de fallo p=i/n.
Distribución de Poisson:
Esta distribución expresa la probabilidad ocurrencia de un número n de
eventos en la unidad de tiempo. Se utiliza para modelar componentes que
presentan n fallos en un tiempo t de funcionamiento. Se consideran los sucesos
independientes (su ocurrencia no depende del tiempo desde el último evento) y
con tasa de fallo constante e igual a p=n/t.
Su expresión viene dada por:
(9.8)
Con λ como frecuencia esperada de la distribución.
294 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Si ahora se añade el parámetro temporal en la distribución, de ella se
podrá obtener la probabilidad de que ocurra un suceso n veces en un intervalo
de tiempo (0, t]. Se puede demostrar añadiendo ciertas hipótesis que:
(9.9)
La probabilidad se escribe como una distribución de Poisson de
parámetro λt .
IX.3.2. VARIABLES ALEAOTRIAS CONTINUAS En este tipo de variables, el espacio de muestra es continuo (en la recta real) y
vienen caracterizadas por su función de densidad, que permiten obtener las
probabilidades de fallo en intervalos temporales. A continuación, se comentan
distintas distribuciones, no introducidaas en capítulos anteriores, que siguen
este tipo de variables. Todas ellas deben verificar:
•
(9.10)
•
(9.11)
Distribución gamma:
La distribución gamma añade dos variables α, β ≥ 0 y está definida por la
función:
(9.12)
Y su valor medio se hace corresponder con el tiempo medio entre fallos y
es:
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 295
(9.13)
La función gamma se define como:
(9.14)
Con la propiedad:
(9.15)
Como ejemplo se considera un componente expuesto a demandas
siguiendo una distribución de Poisson de intensidad λ y con intervalos entre
demandas independientes Ti. Si el componente falla en la demanda k, el tiempo
hasta el fallo es el sumatorio hasta k de Ti. Entonces, T seguirá una distribución
gamma de parámetros k y λ. Otra variable que puede seguir este tipo de
distribuciones es el tiempo de mantenimiento de un componente.
Distribución beta:
La distribución beta se define entre 0 y 1. Viene dada por la expresión:
(9.16)
Donde B(α,β) es la constante de normalización para valores enteros de α
y β igual a:
(9.17)
El valor esperado de la distribución beta es:
(9.18)
Distribución log-normal:
296 Aproximación a la Confiabilidad. Aplicaciones Prácticas
La distribución normal o Guassiana es la más utilizada en la estadística
ya que permite modelar distintos fenómenos por su naturaleza. A pesar de ello,
no resulta útil para modelar tiempos de fallo ya que admite valores negativos.
Para solventar esta dificultad, se suele recurrir a la distribución log-normal,
derivada de la normal, que sólo considera valores positivos.
Su función de distribución viene dada por la siguiente expresión:
(9.19)
Con valor medio
y σ como desviación típica. La mediana es
λ50=eµ. Se denomina factor de error a la cantidad:
(9.20)
Es decir, el cociente entre los valores de los percentiles 95 y 5. Esta
función de distribución suele usarse para representar la incertidumbre en los
valores
de
probabilidad
de
fallo
de
algunos
componentes
y,
muy
frecuentemente, de fallo humano.
IX.4. DESARROLLO DE UN APS El análisis probabilista de seguridad es una técnica utilizada por sus
características en sistemas altamente complejos y de riesgo significativo. Es el
caso de la industria convencional en sectores como aeronáutica, petroquímica o
nuclear entre otros. En este apartado, se pretende describir los principales
pasos a seguir para el desarrollo de un APS en una instalación compleja
genérica.
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 297
La realización de los APS conlleva un estudio detallado de los sistemas
que intervienen en la ocurrencia, gestión y mitigación de accidentes. Partiendo
de la extensa familiarización con la instalación, se llevan a cabo las tareas de
selección de sucesos iniciadores que deben considerarse, el análisis de
delineación de los mismos (delineación de secuencias), y la determinación de
los equipos y acciones de los operadores necesarios para su gestión, dando
lugar al análisis de sistemas y el análisis de fiabilidad humana, respectivamente.
Todo ello con el objetivo de proporcionar una frecuencia de ocurrencia de un
daño.
En el APS se examina la evolución posible de escenarios que conducen a
daño severo mediante árboles de sucesos, en los que se representa la
evolución de cada posible iniciador postulando el funcionamiento o no de cada
función de seguridad que pueda intervenir en la mitigación de esos escenarios.
Las funciones de seguridad son los cabeceros de los árboles de sucesos. Ciertas
combinaciones de cabeceros en fallo darán lugar a secuencias de daño. Para
calcular la frecuencia con que se espera ese daño es necesario calcular la
probabilidad de que los sistemas requeridos para desarrollar las funciones de
seguridad que mitigan cada accidente, no cumplan su función. El fallo total del
sistema es muy poco probable en sistemas tan complejos pues no acostumbra
a existir datos de probabilidad de fallo total del sistema. Por esta razón, el
análisis profundiza en el fallo de los componentes que forman el sistema dado
el gran número de datos sobre los componentes similares instalados en otras
instalaciones industriales. Esta forma permite el estudio de escenarios por
combinación de fallos de componentes. De los datos posibles para obtener la
cuantificación de la fiabilidad de sistemas, en los APS se utiliza el método de los
árboles de fallo.
Existen otras razones por las que un sistema puede no cumplir su
función de seguridad. Un sistema puede encontrarse fuera de servicio por
encontrarse en pruebas o en mantenimiento. Estos estados también se estudian
298 Aproximación a la Confiabilidad. Aplicaciones Prácticas
a través de las indisponibilidades de los componentes. Así pues, los parámetros
relacionados con la fiabilidad y la disponibilidad de componentes viene dado
por: la tasa de fallos para fallos de operación y en espera, la probabilidad de
fallos a la demanda y las indisponibilidades por pruebas o mantenimiento.
En la tarea de fiabilidad humana, se añaden otros parámetros a tener en
cuenta durante la cuantificación como las probabilidades de los errores
humanos, calibraciones, etc.
Desde el punto de vista de cálculo de fiabilidad, debe tenerse en cuenta que
los sistemas requeridos para mitigar las consecuencias de un suceso iniciador
han de operar durante un tiempo específico después éste. Los sistemas pueden
clasificarse en dos tipos: sistemas en operación normal y sistemas en espera.
•
Los sistemas en operación normal tienen un funcionamiento requerido
directamente como los sistemas de soporte. No es necesario para estos
un cálculo de fallo a la demanda sino un cálculo de fallo en operación
durante su tiempo de misión que se les haya asignado.
•
Los sistemas en espera son los que, normalmente, no están en
operación salvo para la mitigación de las consecuencias de un suceso
iniciador. Su característica es que deben cambiar de estado al ser
requeridos: válvulas que deben abrir, bombas que deben arrancar, etc.
Deben responder a la demanda, por esta razón es necesario un cálculo
de fallo a la demanda y un fallo en operación durante el tiempo de
operación que se les haya asignado.
Los datos obtenidos deben tratarse como funciones de distribución
(normalmente con valores medios) y no como números aislados. Estas
distribuciones vienen acompañadas por medidas de incertidumbre. A cada
suceso básico se le asigna, además de la probabilidad puntual, una función de
distribución que permite la realización de cálculos de incertidumbre. Estas
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 299
distribuciones se obtienen de bases de datos que recogen la experiencia
operativa de la industria en general.
El desarrollo de un análisis probabilista de seguridad implica un estudio al
detalle y muy extenso de los sistemas, componentes y funcionamiento de una
instalación compleja. Por esta razón, es inviable proponer un ejercicio práctico
de desarrollo de APS en el capítulo aunque se van a añadir en cada uno de los
pasos a seguir un ejemplo de cada uno de ellos.
A continuación, se describen cada uno de los pasos en el desarrollo de un
APS:
IX.4.1. FAMILIARIZACIÓN CON LA PLANTA; IDENTIFICACIÓN DE SUCESOS INICIADORES El primer caso consiste en identificar aquellos sucesos que pueden provocar
condiciones en las que se den consecuencias negativas para la instalación. Para
la identificación de sucesos iniciadores se acude a diversos tipos de fuentes,
entre ellas, la experiencia operativa de la propia instalación y de otras similares.
Es necesario un amplio conocimiento del funcionamiento de la instalación y de
sus sistemas.
IX.4.2. DELINEACIÓN DE LOS ÁRBOLES DE SUCESOS A continuación, se deben estudiar las funciones de seguridad necesarias para
evitar que el iniciador provoque el daño indeseable a la instalación. Las
funciones de seguridad, pueden ser desarrolladas por uno o varios sistemas
denominados frontales. A su vez, estos sistemas dependen funcionalmente de
otros conocidos como sistemas de soporte. Todo sistema, sea frontal o de
soporte, debe tener definidos unos criterios de éxito en función de las variables
de proceso, cuyo cumplimiento asegura que el sistema será capaz de realizar la
función encomendada.
300 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Existe un número indeterminado de iniciadores, por esta razón no se
realiza un estudio de secuencias individuales sino que se agrupan para los que
la evolución del accidente es similar. La agrupación se hace en función del tipo
de iniciador, de la evolución esperada y del tipo de protecciones demandadas.
La evolución de los accidentes a partir de un suceso iniciador se
representa mediante un árbol de sucesos, que contiene un conjunto de los
sistemas que intervienen en la mitigación del accidente. A los sistemas que
aparecen en los árboles de sucesos se les denomina cabeceros. El posible éxito
o fracaso de cada cabecero da lugar a la aparición de dos secuencias, cada uno
con consecuencias eventualmente diferentes. La figura 6 ilustra un ejemplo de
un árbol de sucesos. Si el número de funciones de seguridad, también
denominadas cabeceros, que se contempla en el árbol es N, resulta obvio que
el número de secuencias que se pueden derivar de un iniciador es 2N. No
obstante, se trata de una cota superior porque algunas de las combinaciones
resultan físicamente imposibles.
La construcción de un árbol de eventos se inicia por su suceso iniciador y
posteriormente se bifurca en diferentes ramas. Cada bifurcación representa el
éxito o fracaso de cabeceros. El árbol termina con las posibles consecuencias de
cada suceso iniciador. Una consecuencia es la afectación de la planta tras un
accidente. Puede ser nula (éxito de la actuación frente al accidente), parcial o
de daño.
En el final de cada secuencia, se encuentra un cabecero más que
contiene la consecuencia y la probabilidad de ocurrencia de ésta.
Supongamos que nuestro objetivo es mantener la refrigeración de un
mecanismo mediante un circuito hidráulico. Un posible suceso iniciador seria la
rotura de la tubería que contiene el refrigerante. Como cabeceros, aparecería
cada uno de los sistemas encargados de mitigar esa pérdida de caudal por
otras vías de aporte o los sistemas encargados de reparar la rotura de la línea.
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 301
Como consecuencia, la situación final. A cada una de las distintas
consecuencias se llegaría a través de una secuencia que sería el camino
seguido desde el la rotura de la tubería.
Figura 9.4. Ejemplo de árbol de sucesos.
IX.4.3. ÁRBOLES DE FALLO Cada uno de los sistemas que intervienen en el árbol de sucesos y se
representa en los cabeceros, está formado por un conjunto de componentes
con una probabilidad asociada de fallo. Los árboles de fallada son
representaciones de la disposición de cada componente y sus dependencias con
el funcionamiento del sistema. Así pues, la fiabilidad de los sistemas dependerá
de la fiabilidad de sus componentes.
La Figura 9.5 es un ejemplo de árbol de fallo. La construcción de un
árbol de falloempieza en la definición del criterio de fallo del sistema, también
llamado top event. A partir del top event se identifican las posibles causas
básicas en términos de fallos de componentes. El álgebra booleana permite la
representación de la relación entre componentes y es representada en el árbol
de fallos mediantes puertas lógicas. En los árboles de fallos se pueden
encontrar los siguientes tipos de sucesos:
302 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Sucesos básicos: Un suceso básico es un evento que contribuye al fallo
del suceso que estudia un árbol de fallos Son aquellos que no pueden
desarrollarse mediante otro árbol, no son salidas de ninguna puerta lógica. Los
sucesos básicos toman un valor de ocurrencia a partir de los cuales se empieza
la tarea de cuantificación, son sucesos estadísticamente independientes.
Sucesos casa: Son aquellos a los que se les asigna un valor de
probabilidad según convenga. Estos valores vienen dados por las condiciones
de contorno y permiten eliminar o agregar partes del árbol según el modo de
operación del sistema que interese analizar.
Puertas: Son las salidas de las puertas lógicas y por tanto, pueden
expresarse como combinación de otros sucesos.
Figura 9.5. Árbol de sucesos.
Siguiendo el ejemplo de aplicación anterior, cada sistema encargado de
la mitigación, llevaría asociado un árbol de fallos donde aparecería cada uno de
sus componentes. Un sistema de mitigación posible seria uno encargado de
suministrar refrigerante al circuito desde otra fuente. Para ello, el sistema se
compone de otras válvulas y bombas. Cada uno de estos componentes aparece
junto a sus tasas de fallo en el árbol de fallos.
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 303
IX.4.4. ANÁLISIS DE DATOS Tanto los árboles de sucesos como los de fallo representan un modelo, que
depende de los datos, para obtener una estimación cuantitativa del riesgo. Los
valores numéricos de la frecuencia de los sucesos iniciadores y la probabilidad
de los sucesos básicos permiten la cuantificación de las secuencias de
accidente.
Para calcular la probabilidad de fallo de los sucesos básicos se agrupan
los componentes según criterios, como el tipo, el modo de fallo o por sistemas.
Dentro de cada grupo, se analizan los datos operativos de los componentes,
como el tiempo de operación, la frecuencia de la revisión, el número de fallo y
demandas, etc. Los datos de probabilidad arrastran una parte genérica y otra
particular derivada de la experiencia operativa de la propia instalación. También
deben calcularse las probabilidades de indisponibilidad de componentes por
pruebas y mantenimiento.
En el análisis de datos hay que tener en cuenta el estudio de los fallos de
causa común, que hacen que los fallos de los componentes no sean
independientes entre sí. Un grupo de causa común es conjunto de
componentes afectados por un mismo fallo.
Una parte muy importante en este punto es el análisis de fiabilidad
humana. Las actuaciones humanas pueden intervenir en los árboles de fallos y
de sucesos de forma trascendental. Por esta razón, en los árboles de fallo
aparecen errores humanos como la calibración de componentes o sistemas,
acciones humanas que pueden variar la frecuencia del iniciador, las acciones
que determinarán la actuación de recuperación de sistemas o directamente las
acciones que pueden llevar a daño.
304 Aproximación a la Confiabilidad. Aplicaciones Prácticas
En el ejemplo que se está siguiendo en el capítulo, cada uno de los fallos
de los componentes de los sistemas (bombas, válvulas, etc.) se define como
suceso básico con una frecuencia y modelo asociado. La cuantificación permitirá
calcular la probabilidad de que la ocurrencia del suceso iniciador tenga una
consecuencia negativa. El posterior análisis de resultados permitirá la propuesta
de mejoras o cambios en el funcionamiento de la instalación. En el caso del
ejemplo, podría ser el colocar de un revestimiento de las vías principales de
aporte de refrigerante, añadir otro sistema de mitigación, etc.
IX.4.5. CUANTIFICACIÓN La tarea principal de la cuantificación es obtener las ecuaciones booleanas de
las secuencias de accidente y las frecuencias de daño a la instalación asociadas
y agrupadas por suceso iniciador. Se obtendrá la ecuación final de daño en
términos de conjunto mínimo de fallo y de su frecuencia asociada.
Para entender mejor esta tarea, a continuación se introducen dos conceptos
protagonistas en la tarea de cuantificación: 1) Álgebra booleana y 2) Conjuntos
mínimos de fallo.
1) Álgebra de Boole: Se ha visto que la representación en árboles de fallo
se hace a través de puertas lógicas de tipo OR y AND, que son
operadores
cuyas
entradas
son
probabilidades
(por
ejemplo,
indisponibilidad) y como salidas también probabilidades. La combinación
de los cabeceros fallados a través de las puertas lógicas, determinarán el
daño final a la instalación. Esta estructura matemática puede tomar
valores de 0 y 1 y responde a las reglas de operaciones binarias AND
(producto) y OR (suma).
Supóngase dos sucesos independientes A y B, C la salida y P(X) la
probabilidad de que X suceda. Para una puerta OR, la probabilidad de
que falle C es la probabilidad de que falle A o B: P(C) = P(A) + P(B) –
Técnicas APS para Sistemas Altamente Complejos y de Riesgo Significativo 305
P(A) · P(B). Para una puerta AND, la probabilidad de que falle C es la
probabilidad de que falle A y B: P(C) = P(A) · P(B) si C se considera un
sistema, las funciones lógicas representadas son las funciones que
representan la fiabilidad para un sistema de dos componentes en series
en el caso de la puerta OR y en paralelo en caso de la puerta AND.
2) Conjunto mínimo de fallos: Mediante las reglas booleanas, se simplifican
las ecuaciones obtenidas con puertas lógicas hasta una suma irreducible
de productos de sucesos básicos. Estas expresiones simplificadas al
máximo se conocen como conjunto mínimo de fallos (CMF). Los sucesos
básicos que integran los CMF representan la frecuencia del suceso
iniciador. La suma de las expresiones booleanas de las secuencias es la
función booleana que representa el daño a la instalación. Su
representación:
(9.21)
Donde cada Ii es un iniciador y los CMFij representan los conjuntos
mínimos de fallo de las secuencias del iniciador i.
Con esta ecuación y utilizando las probabilidades de fallo de los sucesos
básicos y de las frecuencias de los sucesos iniciadores obtenidas en la
tarea de datos se calcula la frecuencia de daño.
IX.4.6. ANÁLISIS DE RESULTADOS El tratamiento de los resultados de frecuencia de daño obtenidos en la tarea de
cuantificación, permite un análisis sobre el diseño de la instalación. Los valores
de frecuencia de ocurrencia de sucesos permiten identificar cuáles son las
combinaciones de iniciadores, fallos de sistemas o errores en la operación con
probabilidades más altas de ocurrencia. Cada una de estas combinaciones tiene
una probabilidad de ocurrencia pero un mismo componente puede contribuir en
306 Aproximación a la Confiabilidad. Aplicaciones Prácticas
más de una combinación. Por esta razón, una de las partes del análisis de
resultados consiste en determinar los componentes o acciones con mayor
aportación al daño general de la instalación. Para esta finalidad, existen las
medidas de importancia. Las usuales para los APS son el RIF (Risk Increase
Factor) y el FV (Fussell-Veselly). El RIF se define como el valor de frecuencia de
daño cuando el componente está en fallo relativo a la frecuencia original de
daño. La medida de FV de un componente se define como el cociente de la
frecuencia dada por todos los CMF que contienen fallos de ese componente y la
frecuencia global de daño.
Los valores obtenidos en la cuantificación no pueden tratarse como
valores únicos ya que llevan asociada una incertidumbre porque han sido
obtenidos mediante técnicas estadísticas. Por esta razón, vienen representados
junto a una distribución, que se debe propagar para obtener dichos valores de
incertidumbre de los sucesos básicos. La propagación se hace mediante
técnicas de Monte Carlo. Como resultado final, se acostumbra a obtener una
distribución estadística de los valores de daño junto (valor medio) junto a los
percentiles 5 y 95.
IX.5. REFERENCIAS BIBLIOGRÁFICAS DEL CAPÍTULO − Bedford T, Cooke R. 2001. Probabilistic Risk Analysis. Foundations and
Methods.
− Mc Cormick NJ. 1981. Reliability and Risk Analysis.
− Rasmussen N. 1975. Reactor Safety Study.
Parte 3 Terminología informático
internacional y soporte X TERMINOLOGÍA X.1. DEFINICIONES Y TÉRMINOS Algunas de las definiciones a continuación no tienen una referencia – son
definiciones utilizadas por los autores, pero no necesariamente de aceptación
general.
Accidente, (accident) : Sucesos que tengan o puedan tener consecuencias
catastróficas.
(RAMS. Villemeur, Alain).
Activo, (assets): un elemento considerado formalmente como contable.
(EN 13306:2001).
Análisis de árbol de fallos, (fault tree analysis) : Análisis para determinar
qué modos de fallo de los subsistemas o eventos externos, o combinaciones de
ellos, puede derivar en un modo de avería de un elemento, presentado en
forma de árbol de fallas.
(191 IEC 50)
Análisis de averías (fault assessment) : Examen lógico y sistemático de un
elemento con el fin de identificar y analizar la probabilidad, las causas y las
consecuencias de averías potenciales.
(EN 13306:2001)
310 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Análisis de criticidad (criticality analysis) : Análisis para la evaluación de la
probabilidad - severidad del fallo.
(RAMS. Villemeur, Alain).
Análisis de fallos (failure analysis) : Examen lógico y sistemático de un
elemento que presenta un fallo, con el fin de identificar y analizar el mecanismo
de fallo, la causa de fallo y las consecuencias del fallo.
(EN 13306:2001).
Análisis de los modos de fallo, efectos y sus criticidad (FMECA) (failure
modes, effects and criticality analysis): Método cualitativo de análisis del
sistema que implica modos de fallo y análisis de los efectos, junto con un
análisis de criticidad.
(191 IEC 50)
Análisis probabilista de riesgos (Probabilistic risk analysis) : Estudio
destinado a evaluar los riesgos de un sistema que utiliza un método
probabilístico.
(RAMS. Villemeur, Alain) Nota: Abreviado es PRA.
Análisis probabilista de seguridad (Probabilistic security analysis): Estudio
destinado a evaluar la seguridad de un sistema que utiliza un método
probabilístico.
(RAMS. Villemeur, Alain)
Nota: Abreviado es PSA.
Aparato (Device): Cualquier parte, componente, dispositivo, subsistema,
unidad funcional, equipo o sistema que pueda considerarse individualmente.
(CEI 60050-191:1990)
Terminología 311
Aplicable (Applicable): Una de las tareas de mantenimiento preventivo es
aplicable cuando se mejora la fiabilidad de un componente y reduce su tasa de
fallo.
Aseguramiento de la calidad (Quality assurance): Todas las acciones
planificadas y sistemáticas necesarias para proporcionar la confianza adecuada
de que un producto o servicio satisface determinados requisitos para la calidad.
(ISO 8402)
Atributo(s) (Atribute(s)): Una característica distintiva del diseño de un
componente,
de
su
aplicación
y
/
o
de
su
servicio.
Auxiliares (Ancillary):Se utiliza para describir un sistema o componente, cuya
avería no tiene efectos adversos sobre la instalación, el medio ambiente o en el
propio sistema.
Avería (Fault): Estado de un elemento caracterizado por su incapacidad para
cumplir una función requerida, excepto la incapacidad derivada por el
mantenimiento preventivo u otras acciones previstas o debido a falta de
recursos externos.
(CEI 60050-191:1990)
Avería latente (Latent fault): Avería existente que todavía no ha sido
detectada
Avería no crítica (Non critical fault): Avería de una unidad de equipo que no
causa la interrupción inmediata de la capacidad para cumplir la función
requerida.
Avería parcial (Partial fault): Avería caracterizada por el hecho de que un
elemento pueda desarrollar únicamente algunas pero no todas las funciones
requeridas.
312 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Nota: En algunos casos puede ser posible utilizar el elemento con un resultado
de servicio reducido
Calidad (Quality): La totalidad de las propiedades y características de un
producto o servicio que le confieren su aptitud para satisfacer necesidades
explícitas o implícitas.
(ISO 8402)
Calidad de servicio (Quality of service): El efecto colectivo del rendimiento de
los servicios que determina el grado de satisfacción de un usuario del servicio.
(191 IEC 50)
Capacidad (capability): La capacidad de un elemento para satisfacer la
demanda de servicios con características cuantitativas dadas en relación con
sus condiciones internas.
(191 IEC 50)
Causa de fallo (Failure cause / root cause): Circunstancias que derivadas del
diseño, fabricación o uso han conducido a un fallo.
(CEI 60050-191:1990)
Nota 1: la razón que conduce al fallo puede ser el resultado de uno o más de
los factores siguientes: fallo de diseño, fallo de fabricación, fallo de instalación,
fallo por uso inapropiado, fallo por manipulación inadecuada, fallo relacionado
con el mantenimiento.
Nota 2: Para identificar la causa de la avería, normalmente se requiere realizar
una investigación profunda que revele los factores organizacionales y humanos,
así como las causas técnicas que pudieron originar la avería.
Causa de fallos común (Common failures cause): Fallos dependientes
procedentes de la causa directa mismo.
(RAMS.Villemeur,Alain)
Terminología 313
Ciclo de vida (Life cycle): Intervalo de tiempo que comienza con el inicio del
diseño y termina con la retirada del elemento.
Clase de equipo (Equiment class): Clase de unidades de equipo.
EJEMPLO: todas las bombas.
Clase de severidad (Severity class): Efecto en el funcionamiento de la unidad
de equipo.
Componente (Component): La parte más pequeña de un sistema que es
necesario y suficiente para tener en cuenta para el análisis del sistema.
(RAMS. Villemeur, Alain)
Componente crítico (Critical Component): Componente cuyo fallo funcional
afecta negativamente a la instalación, el medio ambiente y / o el sistema en el
que reside.
Confiabilidad (Dependability): Término colectivo utilizado para describir el
rendimiento de los factores que influyen en la disponibilidad: el rendimiento
fiabilidad, el rendimiento de la mantenibilidad y el rendimiento de soporte
logístico de mantenimiento.
(191 IEC 50)
Nota: ver el termino de seguridad de funcionamiento
Conformidad (Conformity) : Cumplimiento por parte de un producto, proceso
o servicio de las condiciones especificadas.
(EN 13306:2001)
Consecuencias (de un evento) (Consecuence) :Conjunto de eventos que
parecen ser una continuación lógica derivada de otro evento.
(RAMS. Villemeur, Alain)
314 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Datos de ensayo (Test data) : Datos observado obtenidos durante las
pruebas.
(191 IEC 50)
Datos de explotación (Operating data) : Datos observados y obtenidos
durante la operación de campo.
(191 IEC 50)
Datos de referencia (Reference data): Datos que, de común acuerdo, puede
ser utilizado como un estándar o como una base para la predicción y / o
comparación con los datos observados.
(191 IEC 50)
Datos observados (Observed data): Valores relacionados con un elemento o
un proceso obtenidos por observación directa.
(191 IEC 50)
Nota: Los valores mencionados podrían ser eventos,
instantes de tiempo,
intervalos de tiempo, etc
Datos Operacionales (Operacional data) : Valores determinados con arreglo
a las condiciones de funcionamiento dadas.
(RAMS. Villemeur, Alain)
Defecto (Default) : Perdida de una característica deseada de una entidad de
un elemento cuando esta pérdida supera los límites aceptables.
(RAMS. Villemeur, Alain)
Degradación (Degradation): Proceso irreversible en una o más características
de un elemento con el tiempo, el uso o bien por una causa externa
Terminología 315
(EN 13306:2001)
Nota: La degradación puede conducir al fallo. La degradación se denomina a
menudo desgaste
Demanda (Demand) : Activación de la función requerida (incluye tanto la
activación operativa como de prueba).
(CEI 60050-191:1990)
Descriptor de averías (Fault descriptor) : Aparente causa de una avería.
Nota: Tal como se indica normalmente en el sistema de control de
mantenimiento.
Desempeño confiable (Reliable performance) : capacidad de un objeto para
realizar una función requerida bajo determinadas condiciones durante un
intervalo de tiempo determinado.
(CEI 60050-191:1990)
Diagrama de bloques de fiabilidad (Reliability block diagram) : El diagrama
de bloques muestra, para uno o varios modos de funcionamiento de un
elemento complejo, como las fallos de los subsistemas representados por los
bloques, o combinación de ellos, dan lugar a un fallo del elemento.
(191 IEC 50)
Disponibilidad (Availability) : capacidad que tiene un aparato de desempeñar
una función requerida bajo determinadas condiciones, en un momento
determinado o durante un intervalo de tiempo específico, asumiendo que
existan los recursos externos requeridos.
[CEI 60050-191:1990]
316 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Disponibilidad instantánea (Instantaneus availability) : Probabilidad de que
un elemento esté en un estado para llevar a cabo una función requerida en las
condiciones dadas en un instante determinado de tiempo, suponiendo que se
proporcionan los recursos necesarios externos.
(191 IEC 50)
Disponibilidad media (Mean availability) : La media de la disponibilidad
instantánea en un intervalo de tiempo determinado [t1, t2].
(191 IEC 50)
Nota: La disponibilidad media está relacionada con la disponibilidad instantánea
A (t), como
A( t 1 , t 2 ) =
1
t 2 − t1
∫
t2
t1
A ( t )dt
Disponibilidad en régimen permanente (Steady-state availability) : Media
de la disponibilidad instantánea en condiciones de régimen permanente en un
intervalo de tiempo dado.
(191 IEC 50)
Durabilidad (Durability) : Capacidad de un elemento de desarrollar una
función requerida bajo unas condiciones dadas de uso y de mantenimiento
hasta que se alcance un estado limite.
Nota: un estado limite de un elemento puede caracterizarse por el fin de la vida
útil, por su inadecuación por cualquier razón económica o tecnológica, o por
otros factores relevantes
(EN 13306:2001)
Duración (Duration): La diferencia entre los puntos extremos de un intervalo
de tiempo.
(191 IEC 50)
Terminología 317
Efecto (Efect) : El conjunto de manifestaciones de todo tipo que se derivan de
un solo fallo .
(RAMS. Villemeur, Alain)
Eficacia del mantenimiento (Maintenace effectiveness) : Razón ente el
objetivo en el desarrollo del mantenimiento y el resultado real.
Eficiencia del mantenimiento (Maintenance efficiency) : Razón entre los
recursos planificados o esperados, necesarios para ejecutar la tarea de
mantenimiento requerida, y los recursos realmente utilizados.
Elemento
subsistema,
(Item, entity) : Cualquier parte, componente, dispositivo,
unidad
funcional,
del
equipo
sistema
que
puede
ser
individualmente considerado.
(191 IEC 50)
Nota 1: Una elemento también puede ser llamado un 'item'.
Nota 2: un número dado de elementos, por ejemplo, un conjunto de elementos
o una muestra, pueden por si mismos considerarse como un elemento
Elemento reparable (Repairable ítem) : Elemento que puede, después de un
fallo y bajo unas condiciones determinadas, devolverse a un estado en el cual
pueda desarrollar una función requerida
(EN 13306:2001)
Nota: las condiciones determinadas pueden ser económicas, ecológicas,
técnicas y/o otras
Elemento reparado (Repaired ítem) : Elemento reparable que es de hecho
reparado después de un fallo.
318 Aproximación a la Confiabilidad. Aplicaciones Prácticas
(EN 13306:2001)
Ensayo de conformidad (Compliance test) : Ensayo destinado a mostrar si
una característica o propiedad de un elemento es o no conforme con la
especificación establecida.
(EN 13306:2001)
Equipos funcionalmente críticos (Functionally criticao equipment) : Los
componentes individuales o sistemas cuyo fallo tiene un efecto adverso sobre la
seguridad de la instalación, operación y / o el medio ambiente
Error (Error) : Una discrepancia entre un valor o condición monitorizada,
observada o medida y el valor o condición verdadera, especificada o
teóricamente correcta.
((191 IEC 50))
Error humano (Human error) : Acción humana que produce un resultado no
deseado.
(191 IEC 50)
Estado de disponibilidad (Availavility state) : Estado de un elemento
caracterizado por el hecho de que pueda desempeñar una función requerida.
(191 IEC 50)
Nota: Este estado se relaciona con el desempeño de disponibilidad
Estado de espera (Standby state) : Estado no operativo durante el tiempo
requerido.
(191 IEC 50)
Terminología 319
Estado de funcionamiento (Operating state) : Estado cuando un elemento
realiza una función requerida.
(191 IEC 50)
Estado de incapacidad (Disabled state) : Estado de un elemento
caracterizado por su incapacidad, por cualquier razón, para desempeñar una
función requerida.
(191 IEC 50)
Estado de inactividad (Idle state) : Estado de un aparato que se caracteriza
por presentar un fallo o una posible incapacidad para cumplir una función
específica durante el mantenimiento preventivo.
Estado de indisponibilidad (Down state): Estado de un elemento
caracterizado tanto por una avería o por una posible incapacidad para
desempeñar una función necesaria durante el mantenimiento preventivo.
(191 IEC 50)
Nota: Este estado se relaciona con el rendimiento de la disponibilidad.
Estado de no Funcionamiento (Non operating state) : Estado cuando una
elemento no cumple una función requerida.
(191 IEC 50)
Estado degradado (Degraded state) : Estado de un elemento que cumple sus
funciones con características inferiores a los valores asignados o cumple sólo un
parte de sus funciones.
(191 IEC 50)
320 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Estado en régimen permanente (Steady state) : determina un valor
determinado para las condiciones de un elemento cuando los parámetros
característicos del elemento se mantienen constantes.
(191 IEC 50)
Estado operativo (Operating time) : estado en el que un aparato cumple una
función requerida.
(CEI 60050-191:1990)
Evento catastrófico (Catastrophic event / failure): Cualquier acontecimiento
que pueda dar lugar a la pérdida de la función primaria(s) del sistema (s) de la
que puede resultar en un daño importante al entorno del sistema, y / o causar
daños a la integridad física o pérdidas de vidas.
(RAMS. Villemeur, Alain)
Explotación (Operation / explotation) : La combinación de todas las acciones
técnicas y administrativas destinadas a permitir a un elemento realizar una
función requerida, reconociendo la necesaria adaptación a los cambios de las
condiciones externas.
(191 IEC 50)
Nota: por las condiciones externas se entienden, por ejemplo, la demanda de
servicios y las condiciones ambientales.
Fallo (Failure): La terminación de la capacidad de una elemento para realizar
una función requerida.
Nota. Tras el fallo, el elemento tiene un avería.
Nota . "El fallo" es un evento, a diferencia de la "avería", que es un estado.
(191 IEC 50)
Terminología 321
Fallo (Failure) : suceso en un aparato que se caracteriza por su incapacidad de
este para cumplir una función requerida, excepto cuando esto ocurra durante el
mantenimiento preventivo u otras acciones previstas, o debido a la falta de
recursos externos.
(CEI 60050-191:1990)
Fallo crítico (Critical failure) : fallo de una elemento del equipo que origina un
cese inmediato de la capacidad de realizar su función.
Fallo crítico (Critical failure): Un fallo que se evalúa como probable del que
puede resultar daños a personas o daños materiales importantes.
Fallo de causa común (Common cause failure): Fallos de diferentes
elementos originados por un mismo evento pero que no son consecuencias de
otros.
(191 IEC 50)
Fallo de modo común (Comon mode failure) : fallo de varios elementos
caracterizado por el mismo modo de avería.
(191 IEC 50)
Fallo funcional (Functional failure) : Un fallo que resulta en la pérdida de la
función para la que está diseñado el componente o sistema.
Fallo no crítico (Non critical failure) : Un fallo que se valora que no puede
provocar lesiones a personas, daños materiales u otras consecuencias
inaceptables. (191 IEC 50)
322 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Fallo por desgaste (Degraded failure) : Fallo cuya probabilidad de incidencia
aumenta con el paso del tiempo, como resultado de los procesos inherentes al
elemento
Nota: También es llamado "Error de la edad».
(191 IEC 50)
Fallo por envejecimiento (Ageing failure) : fallo cuya probabilidad de
aparición se incrementa con el paso del tiempo. Este tiempo es independiente
del tiempo de operación del elemento.
(EN 13306:2001)
Nota: El envejecimiento es un fenómeno físico que implica una modificación de
las características físicas y/o químicas del material.
Fallo primario (Primary failure): fallo de un elemento no causado directa o
indirectamente por un fallo o avería de otro elemento.
(EN 13306:2001)
Fiabilidad (medida) (Reliability): La probabilidad de que una entidad puede
realizar una función necesaria en las condiciones dadas para un intervalo de
tiempo determinado, [t1, t2].
(191 IEC 50)
Nota: 1. En general se supone que el elemento está en estado para realizar la
función requerida en el comienzo del intervalo de tiempo.
Nota 2. El término fiabilidad también se usa para denotar el rendimiento de
fiabilidad cuantificado por esta probabilidad.
Fiabilidad (rendimiento) (Reliability): La capacidad de una entidad para
Terminología 323
realizar una función necesaria en las condiciones dadas y para un intervalo de
tiempo dado.
(191 IEC 50)
Nota: En general se supone que la entidad está en un estado para realizar esta
función requerida en el comienzo del intervalo de tiempo.
Nota: El término fiabilidad también se utiliza como una medida del rendimiento
de fiabilidad.
Fiabilidad humana (Human reliability): La capacidad de un operador humano
de realizar una misión requerida en unas condiciones dadas y en un intervalo
de tiempo dado.
(RAMS. Villemeur, Alain)
Función requerida (Required function) : función o combinación de funciones
de un aparato que se consideran necesarias para brindar un determinado
servicio.
(CEI 60050-191:1990)
Horas-hombre de mantenimiento (Maintenance man-hours): duración
acumulada de los tiempos de mantenimiento individual expresado en horas
empleadas por el personal de mantenimiento para un tipo específico de acción
de mantenimiento o durante un intervalo de tiempo determinado.
(CEI 60050-191:1990)
Nota: para mayor información específica, remítase a la Figura 191-10
“Diagrama de tiempo de mantenimiento” en CEI 60050-191.
Incidente (Incident) :Suceso que tenga o pueda tener efectos o consecuencias
criticas.
324 Aproximación a la Confiabilidad. Aplicaciones Prácticas
(RAMS. Villemeur, Alain)
Indisponibilidad (Unavailability) : La incapacidad de una entidad a estar en
condiciones
para llevar a cabo una función requerida en unas condiciones
dadas y en un instante determinado de tiempo.
(RAMS. Villemeur, Alain)
Indisponibilidad (medida) (Unavailability): La probabilidad de que una
entidad no está en condiciones
de realizar una función requerida, en unas
condiciones dadas y en un instante determinado de tiempo.
(RAMS. Villemeur, Alain)
Nota: El termino indisponibilidad también se utiliza para denotar la
indisponibilidad de rendimiento cuantificado por esta probabilidad.
Indisponibilidad en régimen permanente (Steady state / unavailability) :
Media de la indisponibilidad instantánea en condiciones de régimen permanente
en un intervalo de tiempo dado.
((191 IEC 50))
Indisponibilidad instantánea (Instantaneus unavailability) : La probabilidad
de que un elemento no esté en condiciones de desempeñar una función
requerida en las condiciones dadas en un instante determinado de tiempo,
suponiendo que se proporcionan los recursos necesarios externos.
(191 IEC 50)
Indisponibilidad media (Mean unavailability) : Media de la indisponibilidad
instantánea en un intervalo de tiempo determinado [t1, t2].
(191 IEC 50)
Terminología 325
Nota: La disponibilidad media está relacionada con la disponibilidad instantánea
A (t), como
U( t 1 , t 2 ) =
1
t 2 − t1
∫
t2
t1
U( t )dt
Instante de tiempo (Time instant) : Punto en una escala de tiempo.
(191 IEC 50)
Intervalo de tiempo ( Time interval) : La parte de una escala de tiempo, y
descrita, entre dos instantes de tiempo determinado.
(191 IEC 50)
Logística de Mantenimiento (Maintenance support) : La capacidad de una
organización
de
mantenimiento,
en
determinadas
condiciones,
para
proporcionar bajo demanda, los recursos necesarios para mantener una
elemento, en virtud de una política de mantenimiento dada.
(191 IEC 50)
Nota: Las condiciones dadas están relacionadas con el elemento en si mismo y
las condiciones en las que el elemento es usado y mantenido.
Mantenibilidad (medida) ( Maintenability) : La probabilidad de que una
determinada acción de mantenimiento activo de un elemento en determinadas
condiciones de uso, puede llevarse a cabo dentro de un intervalo de tiempo
indicado, cuando el mantenimiento se realiza bajo determinadas condiciones y
utilizando los procedimientos y los recursos establecidos, considerando que el
elemento esta defectuoso en el tiempo t = 0.
(191
IEC
50)
326 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Mantenibilidad (rendimiento) ( Maintenability):La capacidad de una entidad
en determinadas condiciones de uso, de ser conservado, o devuelto a un
estado en que se puede realizar una función requerida, cuando el
mantenimiento se realiza bajo determinadas condiciones y utilizando los
procedimientos establecidos y los recursos.
(191 IEC 50)
Nota: El término de mantenibilidad" también se utiliza como una medida del
rendimiento de mantenibilidad.
Mantenimiento (Maintenance) : combinación de acciones técnicas y
administrativas, incluyendo supervisión, cuyo fin es mantener o reparar el
aparato para que opere en un estado que le permita realizar las funciones
requeridas.
(CEI 60050-191:1990)
Mantenimiento basado en condición (Condition based maintenance) :
Mantenimiento preventivo basado en la monitorización del funcionamiento y/o
de los parámetros del elemento, y las acciones subsiguientes.
Nota: La monitorización del funcionamiento y de los parámetros puede ser
programado, bajo demanda o continuo
Mantenimiento correctivo (Corrective maintenance) : mantenimiento
que se lleva a cabo después de haber reconocido la existencia de una avería, a
fin de devolver a la pieza de equipo al estado que le permita realizar una
función requerida.
[CEI 60050-191-1990]
Mantenimiento
no
programado
(
Non
scheduled
maintenance):
Mantenimiento llevado a cabo, no en conformidad con un calendario
Terminología 327
establecido, sino después de la recepción de una indicación sobre el estado de
un elemento.
(191 IEC 50)
Mantenimiento predictivo (Predicted maintenace): Mantenimiento basado
en la condición realizado siguiendo una previsión consecuencia del análisis y
evaluación de los parámetros significativos de la degradación del elemento.
(EN 13306:2001)
Mantenimiento preventivo (Preventive maintenance) : mantenimiento
realizado a intervalos predeterminados o según criterios establecidos, y cuyo fin
es reducir la probabilidad de fallo o la degradación del funcionamiento de un
elemento.
(EN 13306:2001)
Mantenimiento programado (Scheduled maintenance) : Mantenimiento
preventivo ejecutado de acuerdo a un programa de tiempo establecido, o a un
número de unidades de uso definido. (EN 13306:2001)
MDT (tiempo medio de indisponibilidad) (Mean down time) : La
expectativa del tiempo de indisponibilidad
(191 IEC 50)
Mecanismo de fallo (Failure mechanism): proceso físico, químico o de otro
tipo que ha generado una fallo.
(CEI 60050-191:1990)
Media (valor medio de una variable) (Mean) :
expectativa de una variable aleatoria.
(191 IEC 50)
El valor obtenido como la
328 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Media de horas/hombre de mantenimiento (Mean maintenace man-
hours): La expectativa de las horas/hombre de mantenimiento.
(191 IEC 50)
Medida (en el tratamiento probabilístico de confiabilidad) (Measure) :
Una función o una cantidad utilizada para describir una variable aleatoria o un
proceso aleatorio.
(191 IEC 50)
Nota: Para una variable aleatoria, son ejemplos de medidas de la función de
distribución y la media.
Modelo de fiabilidad (Reliability model) : Un modelo matemático utilizado
para la previsión o estimación de las medidas del rendimiento de la fiabilidad de
un elemento.
(191 IEC 50)
Modo de avería (Fault model): Método mediante el cual se establece la
incapacidad de un elemento para desarrollar un función requerida.
Nota: Se desaconseja el uso del término “modo de fallo” en este sentido
Modo de fallo (Failure mode) : Efecto por el cual es observado el fallo.
(IEC 271)
Modo de fallo dominante (Dominat failure mode) : El modo más probable
de fallo de un componente durante su vida de diseño.
Terminología 329
Modos de fallo y análisis de los efectos (FMEA) (Failure modes and effects
analysis) : Método cualitativo de análisis del sistema que comprende el estudio
de los modos de fallos que puede existir en cada componente del sistema y la
determinación de las causas y los efectos de cada modo de fallo. ((191 IEC 50))
Monitorización de la condiciones (Condition monitoring) : Pruebas
adecuadas e inspecciones llevadas a cabo para determinar el estado actual de
desgaste y el deterioro progresivo de un componente con el fin de predecir
cuándo se alcanzará el punto de fallo esperado.
MRT ( tiempo medio de reparación) ( Mean repair time) . La esperanza
matemática del tiempo de reparación.
(191 IEC 50)
MTBF (tiempo medio entre fallos) ( Mean time between failure): La
esperanza matemática del tiempo de funcionamiento previsto entre dos fallos.
(191 IEC 50)
MTTF (tiempo medio hasta el fallo) ( Mean time to failure): La esperanza
matemática tiempo de funcionamiento previsto para el fallo.
(191 IEC 50)
MTTFF (Tiempo medio hasta el primer fallo) ( Mean time to first failure):
La esperanza matemática del tiempo de funcionamiento previsto para el primer
fallo.
(191 IEC 50)
MTTR (tiempo medio de reparación) ( Mean time to restoration / mean
time to recovery): La esperanza matemática de tiempo de restauración (o
reparación). (191 IEC 50)
330 Aproximación a la Confiabilidad. Aplicaciones Prácticas
MUT (tiempo medio de disponibilidad) (Mean up time): La esperanza
matemática del tiempo de disponibilidad.
(191 IEC 50)
Parte mantenible (Maintenable part): aparato que constituye una parte o
ensamblaje de partes, que generalmente se encuentra en el nivel más inferior
de la jerarquía del mantenimiento.
Período de fallo inicial (Initial failure period): Período inicial en la vida de un
elemento, que comienza en un instante determinado de tiempo y durante el
cual la intensidad de fallo instantánea de un elemento reparable o la tasa de
fallo instantáneo de elemento no reparable es considerablemente más alto que
el de la período posterior.
(191 IEC 50)
Período de fallo por envejecimiento (Ageing failute period): Posible periodo
en la vida de un elemento en el que la tasa de fallo aumenta rápidamente en
comparación con el período anterior.
(IEC 271)
Período de funcionamiento no requerido (Operating non required period)
:El intervalo de tiempo durante el cual el usuario no requiere la entidad esté en
condiciones para desempeñar una función requerida
(191 IEC 50)
Período de tasa de fallos constante (Constant failure rates period): Período
en la vida de un elemento reparable durante el cual la intensidad de fallo es
aproximadamente constante.
(191 IEC 50)
Terminología 331
Período de monitorización (Monitoring Period): intervalo de tiempo entre la
fecha de inicio y la fecha de recopilación de los datos.
Período de tasa de fallos constante (Constant failure rate period): Período
en la vida de un elemento reparable
en que el la tasa de fallos es
aproximadamente constante.
(191 IEC 50)
Período requerido de funcionamiento (Operating requirement period): El
intervalo de tiempo durante el cual el usuario requiere que la entidad esté en
condiciones para desempeñar una función requerida.
(191 IEC 50)
Predicción (Prediction): El proceso de cálculo utilizado para obtener la
predicción del valor predicho (s) de una cantidad.
(191 IEC 50)
Nota: el término predicción también puede ser usado para indicar la predicción
de valor de una de una cantidad.
Recolector de datos (Data collector): persona u organización a cargo del
proceso de recolección de datos.
Redundancia (Redundacy): En un elemento, es la existencia y disponibilidad
de dos o más medios para realizar una función requerida.
(CEI 60050-191:1990)
Redundancia activa (Active redundacy): Redundancia en el que todos los
medios para realizar una función requerida están dispuestos para funcionar
simultáneamente. (191 IEC 50)
332 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Redundancia en espera (Standby redundacy): Redundancia en la cual una
parte de los medios para desarrollar la función requerida están dispuestos para
operar, mientras que la(s) parte(s) restante(s) de aquellos se encuentran
inoperativos hasta que se necesiten.
Nota: La redundancia en espera también se denomina “redundancia pasiva”
(EN 13306:2001)
Redundancia de la unidad de equipo (Equipment unit redundacy): ( A nivel
de unidad de equipo) disponibilidad de más de un medio para realizar la función
requerida.
EJEMPLO: 3 X 50 %
Redundancia pasiva (Pasive redundacy): Esa redundancia donde una parte
de los medios para realizar la función requerida están destinados a operar
mientras que la parte restante de los medios están inoperativos hasta que sean
necesitados.
(191 IEC 50)
Reparación (Repair): La parte de mantenimiento correctivo en la cual acciones
manuales se desarrollan sobre el elemento.
(191 IEC 50)
Repuesto (spare parts / replacement) : Elemento destinado a reemplazar un
elemento análogo, con el fin de restablecer la función requerida original del
elemento.
(EN 13306:2001)
Terminología 333
Retraso logístico (Logistic delay / Technical delay) : Parte del tiempo durante
el cual el mantenimiento no puede ejecutarse debido a la necesidad de adquirir
recursos de mantenimiento, excluyendo cualquier otro retraso administrativo.
(EN 13306:2001)
Nota:
Los
retrasos
logísticos
pueden
ser,
por
ejemplo,
debidos
a
desplazamiento a instalaciones desatendidas, a la espera en la llegada de
repuestos, especialistas, equipamiento de ensayo e información, y a la
inexistencia de condiciones ambientales apropiadas.
Revisión (Revision): Conjunto extenso de exámenes y acciones, ejecutado con
el fin de mantener el nivel requerido de disponibilidad y seguridad de un
elemento
Nota: La revisión puede desarrollarse a intervalos prescritos de tiempo o
después de un número de operaciones dado.
Nota: La revisión puede requerir un desmontaje completo o parcial del
elemento
Riesgo (Risk): Situación que es potencialmente peligroso para el hombre, la
sociedad o el medio ambiente.
(RAMS. Villemeur, Alain)
Riesgo (Risk): (Medida ) Combinación de la medida de la ocurrencia de un
acontecimiento indeseable y la medida de los efectos de las consecuencias.
(RAMS. Villemeur, Alain)
334 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Seguridad (medida) (Security): Probabilidad de que una entidad, en
determinadas condiciones no cause los eventos críticos o catastróficos.
(RAMS. Villemeur, Alain)
Nota: La seguridad a largo plazo también se refiere a la seguridad (el
rendimiento).
Seguridad (rendimiento) (Security):Capacidad de una entidad de no causar,
en determinadas condiciones, situaciones críticas o catastróficas.
(RAMS. Villemeur, Alain)
Seguridad de funcionamiento (Dependability): Conjunto de propiedades
utilizadas para describir la disponibilidad y sus factores de influencia: fiabilidad,
mantenibilidad y sostenibilidad del mantenimiento.
(EN 13306:2001)
Nota 1. La seguridad de funcionamiento se utiliza exclusivamente para
descripciones generales en términos no cuantitativos.
Nota 2. También se utiliza la misma definición con el término “confiabilidad”
Sistema
(System):
componentes
que
Conjunto
están
determinado
interconectadas,
de
o
elementos
están
discretos
o
interactuando.
(RAMS. Villemeur, Alain)
Sistemas Críticos (Critical systems): Sistemas cuyo fallo afecta negativamente
a la seguridad de la instalación, el medio ambiente y / o causa una pérdida de
consecuencias inaceptables.
(191 IEC 50)
Terminología 335
Sostenibilidad del mantenimiento (Maintenance susteinability): Capacidad
de
un
organización
de
mantenimiento
de
disponer
del
soporte
de
mantenimiento apropiado en el lugar necesario para desarrollar la actividad de
mantenimiento requerida en un instante dado, o durante un intervalo de tiempo
determinado
(EN 13306:2001)
Nota: la sostenibilidad de mantenimiento también es conocida con el termino
de “soporte logístico de mantenimiento”
Subunidad (subunit): Ensamblaje de aparatos que cumple una función
específica y que es necesaria para que la unidad de equipo logre el desempeño
esperado dentro del límite principal.
Tarea sobre un componente (Task) work): Tarea realizada cuando el
funcionamiento o la condición del componente alcanza un estado no
satisfactorio (lo cual puede ser predefinido o determinado por una evaluación
técnica). El estado de desgaste y / o mal funcionamiento se determinará por
medio de una operación o prueba de comprobación del estado
Suceso no deseado (Non desired event / unwanted event): Evento (en la vida
de una entidad) que no debería ocurrir, o que debería ocurrir con una
probabilidad baja considerando los objetivos de confiabilidad. (RAMS. Villemeur,
Alain)
Tasa de aparición de fallos (Failure rate): Número de fallos de un elemento
en un intervalo de tiempo determinado, dividido por el intervalo de tiempo.
(EN 13306:2001)
Nota: en ciertos casos la unidad de tiempo puede reemplazarse por unidades
de uso
336 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Tasa de fallo instantáneo (Instantaneous failure rate): El límite, si existe, de
la relación entre la probabilidad condicionada en un instante de tiempo, T, de
que se produzca el fallo de un elemento en el intervalo de tiempo dado (t + Δ
t) y la duración de este intervalo Δt, cuando Δt tiende a cero, considerando que
el elemento se encuentra en un estado operativo en el comienzo del intervalo
de tiempo.
(191 IEC 50)
Tasa de reparación (Repair rate): El límite, en su caso, de la relación entre la
probabilidad de que la acción de mantenimiento correctivo termina en un
intervalo de tiempo, [t, t + Δ t], y la duración de este intervalo Δt, cuando Δt
tiende a cero, dado que la acción no había concluido al comienzo del intervalo
de tiempo.
(191 IEC 50)
Nota: También se llama "tasa de reparación instantánea".
Tasa media de fallo (Mean failure rate): La media de la tasa de fallo
instantánea en un intervalo de tiempo determinado [t1, t2].
(191 IEC 50)
Nota: La tasa de fallo media está relacionado con la tasa de fallo instantáneo λ
(t), como
λ( t 1 , t 2 ) =
1
t 2 − t1
∫
t2
t1
λ ( t )dt
Terminología 337
Tasa media de reparación (Mean repair rate): Media de la tasa instantánea
de reparación en un intervalo de tiempo determinado [t1, t2].
(191 IEC 50)
Nota: La tasa de fallo media está relacionado con la tasa instantánea de
reparación λ (t), como
μ( t 1 , t 2 ) =
1
t 2 − t1
∫
t2
t1
λ ( t )dt
Test (ensayo) (Test): Experimento llevado a cabo con el fin de medir,
cuantificar o calificar una característica o una propiedad de un elemento.
(191 IEC 50)
Tiempo en espera (Time out): El intervalo de tiempo durante el cual una
entidad está en un estado de espera.
(191 IEC 50)
Tiempo activo de mantenimiento (Active maintenance time): Es la parte del
tiempo de mantenimiento durante el cual una acción de mantenimiento se
realiza en una entidad, ya sea automáticamente de forma manual, con
exclusión de los retrasos de logística.
[CEI 60050-191:1990]
Tiempo
activo
de
mantenimiento
correctivo
(Active
corrective
maintenance time): Es la parte del tiempo de mantenimiento activo durante el
cual se realizan sobre un elemento las acciones de mantenimiento correctivo.
[CEI 60050-191:1990]
Tiempo
activo
de
mantenimiento
preventivo
(Active
preventive
maintenace time): Es la parte del tiempo de mantenimiento activo durante el
cual las acciones de mantenimiento preventivo se realizan sobre un elemento.
[CEI 60050-191:1990]
338 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Tiempo acumulado (Cumulative time): La suma de las duraciones de tiempo
caracterizado por las condiciones dadas en un intervalo de tiempo dado.
((191 IEC 50))
Tiempo de avería (Break-down time): Intervalo de tiempo durante el cual un
elemento se encuentra en un estado de indisponibilidad debido a un fallo.
(191 IEC 50)
Tiempo de disponibilidad (Availability time): El intervalo de tiempo durante
el cual una entidad está en un estado de disponibilidad.
(191 IEC 50)
Tiempo de funcionamiento (Operating time): Intervalo de tiempo durante el
cual una entidad está en un estado de funcionamiento.
(191 IEC 50)
Tiempo de funcionamiento entre fallos (Operating time between failure):
Duración del tiempo total de funcionamiento entre dos fallos consecutivos de
un elemento de reparable.
(191 IEC 50)
Tiempo de inactividad o tiempo muerto (Down time / time-out: Intervalo
de tiempo durante el cual un aparato se encuentra en estado de interrupción o
inactividad.
(CEI 60050-191-1990)
Nota: Para mayor información específica, remítase a la figura 191-10 “Diagrama
de tiempo de mantenimiento” en CEI 60050-191.
Terminología 339
Tiempo de indisponibilidad (Unavailability time): El tiempo en el que un
elemento está en un estado de indisponibilidad.
(191 IEC 50)
Tiempo de mantenimiento (Maintenance time): El intervalo de tiempo
durante el cual una acción de mantenimiento se realiza en un elemento, ya sea
manualmente o de forma automática, incluidos los retrasos técnicos y retrasos
logísticos.
(191 IEC 50)
Tiempo de mantenimiento correctivo (Corrective maintenance time): Es la
parte del tiempo de mantenimiento durante el cual el mantenimiento correctivo
se realiza en una entidad, incluidos los retrasos técnicos y los retrasos
inherentes a la logística de mantenimiento correctivo.
(191 IEC 50)
Tiempo de mantenimiento preventivo (Preventive maintenance time):
Parte del tiempo de mantenimiento durante el cual el mantenimiento preventivo
se realiza sobre una entidad, incluidos los retrasos técnicos y logísticos
inherentes a los retrasos en el mantenimiento preventivo.
(191 IEC 50)
Tiempo de reparación (Repair time): Parte del tiempo de mantenimiento
correctivo activo en el que las acciones de reparación se llevan a cabo sobre un
elemento.
(191 IEC 50)
Tiempo entre fallos (Time between failure): Duración entre dos fallos
consecutivos de un elemento.
340 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Tiempo hasta el fallo (Time to failure): Duración total de tiempo de
funcionamiento de un elemento, desde el instante de su primera puesta en
marcha hasta el fallo, o desde el momento de la restauración hasta el fallo
siguiente.
(191 IEC 50)
Tiempo hasta el primer fallo (Time to first failure): Duración total de tiempo
de funcionamiento de un elemento, desde el instante de su primera puesta en
marcha, hasta el fallo.
(191 IEC 50)
Tiempo medio de mantenimiento correctivo activo (Mean active
corrective maintenance time): La esperanza matemática de tiempo que el de
mantenimiento correctivo activo.
(191 IEC 50)
Tiempo medio de funcionamiento entre fallos (Mean operating time
between failure / Mean uptime between failure): Esperanza matemática del
tiempo de funcionamiento entre fallos
Tiempo medio entre fallos (Mean time between failure): La esperanza
matemática de tiempo entre dos fallos consecutivos de un elemento de
reparable.
(191 IEC 50)
Tiempo operativo (Operating time): intervalo de tiempo durante el cual un
aparato está en estado operativo.
(CEI 60050-191:1990)
Terminología 341
Tiempo requerido (Required time): Intervalo de tiempo durante el cual el
usuario demanda que el elemento se encuentre en condiciones de desarrollar
un función requerida.
Tolerancia a fallos (Fault tolerance): El atributo de un elemento que hace
que sea capaz de desempeñar una función necesaria en presencia de ciertos
defectos en subelementos .
(191 IEC 50)
Unidad de equipo (Equiment unit): unidad específica de equipo dentro de una
clase de equipo, tal como se define dentro del límite principal.
EJEMPLO: una bomba
Vida económica de un ciclo (Economic life of a cycle): El tiempo esperado
de permanencia en servicio de un componente antes de necesitar ser
reemplazado debido a averías causadas por el envejecimiento.
Vida útil (Useful life): Bajo determinadas condiciones, el intervalo de tiempo
que comienza en un instante determinado de tiempo, y que termina cuando la
intensidad del fallo se vuelve inaceptable o cuando el elemento se considera
irreparable como resultado de una avería.
((191 IEC 50))
XI APLICACIONES SOFTWARE PARA ANÁLISIS RAMS
XI.1. INTRODUCCIÓN Y OBJETIVOS Una de las estrategias más modernas desarrolladas para gestionar el
mantenimiento en todos sus aspectos es la basada en los análisis RAMS:
Reliability, Availability, Maintainabilty & Safety, es decir, basada en los análisis
de Fiabilidad, Disponibilidad, Mantenibilidad y Seguridad de los equipos, cuatro
factores claves a tener en cuenta para realizar una óptima gestión del
mantenimiento industrial tanto en la fase preparatoria de un equipo como en su
fase de operación.
Los análisis RAMS permiten pronosticar la indisponibilidad de un proceso
o equipo, de acuerdo a su configuración, fiabilidad de sus componentes,
políticas de mantenimiento, recursos disponibles y filosofía operacional. El
análisis tiene en cuenta, entre otros factores: la fiabilidad de los equipos, la
configuración del sistema, los fallos aleatorios y sus reparaciones, la influencia
del “error humano”, las pérdidas de capacidad por degradación, el tiempo fuera
de servicio por mantenimiento planificado, la disponibilidad de recursos
humanos y materiales y la probabilidad de ocurrencia de eventos especiales no
deseados. Estos análisis permiten predecir la mayoría de los escenarios de paro
(fallos) del proceso o equipo e identificar las implicaciones económicas de cada
escenario probable, considerando la configuración del sistema, la fiabilidad de
los equipos, las políticas de mantenimiento y la filosofía operacional. Asimismo
permiten identificar los equipos y sistemas críticos, con el objetivo de proponer
acciones de mitigación, basados en un análisis costo-riesgo.
344 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Para posibilitar en la práctica estos análisis sobre los equipos, distintos
fabricantes han puesto a punto paquetes informáticos para cubrir y dar soporte
a todas las necesidades en este campo. Sin embargo, el conjunto de
herramientas software disponibles en el mercado no obedecen a una estructura
definida, por lo que su evaluación y posterior comparación tanto a nivel
cuantitativo como cualitativo, es compleja. Por este motivo, se ha desarrollado
el presente capítulo.
Es, por tanto, objeto de este capítulo la búsqueda, estudio y
comparación de un conjunto de paquetes de software de gestión de la fiabilidad
para su aplicación tanto a la fase preparatoria y de diseño de los equipos, como
a las operaciones relativas a la fase de operación. Concretamente se cubrirán
los siguientes objetivos:
•
Revisión de un conjunto representativo de herramientas software
de soporte a la gestión de la fiabilidad, utilizando análisis RAMS.
•
Descripción
modular
de
cada
herramienta,
funciones
y
características más importantes de cada una de ellas.
Conviene mencionar que cada software puede emplear distintas
estrategias o metodologías de cálculo, dando origen a módulos o subpaquetes
distintos según la estrategia implementada. En general, como se observará más
adelante,
cada
paquete
integrado
ofrece
al
usuario
varios
módulos
correspondientes a diferentes estrategias de análisis (por ejemplo, árboles de
fallo, FMEA, Weibull, Markov, etc).
En el presente capítulo, se ha sometido a estudio un total de tres
herramientas software de gestión de fiabilidad. Los paquetes informáticos
considerados constituyen un conjunto muy representativo de los mismos,
habiéndose seleccionado los principales y más importantes, no obstante,
existen diversas herramientas informáticas para la gestión de la fiabilidad que
no se han contemplado en este estudio. El objetivo no es evaluar un número
Aplicaciones Software para Análisis RAMS 345
elevado de herramientas, sino una muestra representativa y accesible de los
mismos.
No forma parte del estudio la comparación entre las eficiencias
computacionales de los paquetes seleccionados. Asimismo, queda excluida a
todos los niveles la valoración económica del uso de estos paquetes
informáticos.
XI.2. TIPOS DE ANÁLISIS MÁS UTILIZADOS A continuación, se explican brevemente los distintos tipos de análisis más
utilizados o implementados en la mayoría de herramientas software de análisis
RAMS. Para el resto de terminología puede consultarse la norma UNE-EN13306:2002.
1.-ANÁLISIS DE ÁRBOLES DE FALLOS.Es un método deductivo que comienza con la búsqueda de un suceso no
deseado, “Suceso Superior”, el objetivo es analizar las causas de dicho suceso y
cuantificar la probabilidad de que ocurra. El análisis de las causas se realiza
mediante un diagrama lógico, donde se refleja cómo la combinación de diversos
sucesos elementales, conducen a la aparición del Suceso Superior. Es una
representación gráfica de los acontecimientos en un orden jerárquico, que
permite identificar y clasificar los posibles acontecimientos (representados
gráficamente en forma de esquema tipo árbol) que pueden causar un fallo del
sistema, y realizar estimaciones de probabilidad de fallo del sistema.
Con esta información detallada, los esfuerzos para mejorar la seguridad y
fiabilidad del sistema son más centrados y adaptados al sistema en cuestión.
Además, el análisis de árbol de fallos puede ayudar a prevenir la ocurrencia de
fallos ya que proporciona datos que muestran cómo y en qué circunstancias
346 Aproximación a la Confiabilidad. Aplicaciones Prácticas
puede producirse, determinando la importancia de cada elemento crítico del
sistema.
Es una técnica aplicable a sistemas estáticos y dinámicos complejos,
proporciona bases objetivas para analizar el diseño de un sistema, sus causas
comunes de fallo y permite comprobar el cumplimiento de los requisitos de
seguridad, así como justificar cambios y complementos.
2.-ANÁLISIS DE ÁRBOLES DE SUCESOS.Es una técnica inductiva llamada diagrama de sucesos o secuencias de
sucesos, se emplea combinada al árbol de fallos. En ella se describe de forma
cualitativa las respuestas de un sistema frente a un evento inicial, generalmente
un fallo. Para ello desarrolla un encadenamiento hacia atrás que despliega
tantas ramas como consecuencias tenga el evento, teniendo en cuenta tanto
acciones de funcionamiento como de fallo. Como resultado se obtiene una
estructura ramificada en la que cada rama es la representación estática de un
proceso dinámico.
Un árbol de eventos comienza con un evento de apertura, tal como un
fallo de un componente, el aumento de la temperatura/presión o la liberación
de una sustancia peligrosa. Las consecuencias del suceso son seguidas por una
serie de caminos posibles. A cada ruta se le asigna una probabilidad de
ocurrencia y se puede calcular la probabilidad de los distintos resultados
posibles.
La idea se basa en la discretización de la evolución de accidentes reales
en pocos eventos, caracterizados por: la intervención (o no) de los sistemas de
protección que se supone han de tomar medidas para la mitigación de los
accidentes, el cumplimiento (o no) de las funciones de seguridad y la presencia
(o no) de fenómenos físicos.
Aplicaciones Software para Análisis RAMS 347
3.-FMEA/FMECA.Un análisis de los modos de fallo, sus efectos (FMEA) y su criticidad
(FMECA) es un método cualitativo que identifica los potenciales modos de fallo
y analiza las consecuencias sobre el sistema de todos los posibles fallos que
pueden afectar a un componente, proponiendo medidas para evitarlos o para
minimizar las consecuencias de los mismos. El método analiza sistemáticamente
los modos de fallo a nivel de componente, equipo y subsistema, valora los
efectos y criticidad (FMECA) en el sistema y la probabilidad de que ocurran.
Básicamente identifica las zonas que necesitan ser mejoradas para asegurar
que el sistema sea más fiable y seguro (a nivel global) en el cumplimiento de
sus funciones. El método sigue una aproximación inductiva, partiendo del fallo
de un componente y siguiendo el efecto que éste produce a través del sistema,
buscando todas las consecuencias posibles. Para la realización de un estudio
FMEA es necesario disponer de la siguiente información básica del sistema, sus
equipos y componentes: descripción física y funcional, objetivo del sistema,
condiciones de entorno y funcionamiento, descripción de los fallos, modos de
fallo y el efecto del fallo sobre el sistema.
La característica más sobresaliente de este método es que trata todos los
componentes y elementos del sistema, proporcionando todos los modos de fallo
a considerar y cuantifica los acontecimientos mediante el uso de probabilidades
o frecuencias esperadas para los diferentes modos de fallo. En ocasiones,
estudios FMEA se utilizan como paso previo para la aplicación de otros métodos
como el Árbol de Fallos o el Árbol de Sucesos.
4.-ANÁLISIS DE WEIBULL.El análisis de Weibull es el más utilizado para ajustar datos fiabilísticos a
una representación o modelo formal matemático. Esto es así dado que la
distribución de Weibull puede representar fallos de componentes de acuerdo a
348 Aproximación a la Confiabilidad. Aplicaciones Prácticas
las distribuciones normal, exponencial y otras, con sólo cambiar el valor de sus
parámetros.
Mediante el análisis de Weibull pueden obtenerse muy buenos resultados
en el análisis de fallos, así como buenas predicciones sobre fallos futuros,
partiendo de muestras muy pequeñas. Representando gráficamente los fallos,
con escalas logarítmicas, es posible obtener la recta a la que mejor se ajustan
los puntos representados, recta que definirá los parámetros de la función de
distribución de Weibull que representa el comportamiento del elemento en
cuestión respecto al fallo.
5.-ANÁLISIS HAZOP.El método HAZOP (Hazard & Operability), es decir, el análisis de riesgo y
operatividad es un estudio que posibilita ver de forma cualitativa cuáles son las
consecuencias sobre un sistema al variar las condiciones de operación. Un paso
más allá en el estudio, sería realizar la búsqueda cuantitativa del rango de
desviaciones límites de los valores nominales de diseño, dentro del cual los
equipos sigan manteniendo su aptitud y el sistema permanezca en
funcionamiento.
6.-ANÁLISIS DE MARKOV.Los análisis de Markov tienen sus orígenes en los estudios sobre la
secuencia de los experimentos conectados en cadena. El análisis de Markov es
una forma de analizar el movimiento actual de alguna variable, a fin de
pronosticar un movimiento futuro de la misma cuyo comportamiento
probabilístico queda determinado únicamente por el estado actual del proceso.
Aplicaciones Software para Análisis RAMS 349
El análisis de Markov está basado en el análisis de la fiabilidad y la
disponibilidad. El comportamiento de la fiabilidad de un sistema se representa
usando un diagrama de transición, que consiste en un conjunto de estados
discretos en los que el sistema puede estar, y define la velocidad a la que las
transiciones entre los estados pueden tener lugar, es decir, en el caso de la
fiabilidad y el análisis de disponibilidad, corresponden a secuencias de fallos y
reparación.
El modelo de Markov se analiza con el fin de determinar medidas como
la probabilidad de estar en un estado determinado en un punto dado en el
tiempo, la cantidad de tiempo que se espera que un sistema pase en un estado
determinado, así como el número esperado de transiciones entre los estados:
por ejemplo, representa el número de fallos y reparaciones.
7.-ANÁLISIS RBD.Los análisis de los diagramas de bloques de fiabilidad son iguales que los
análisis de árboles de fallo pero en vez de asignar a cada nodo su tasa de fallo
(
λi ), se le asigna su fiabilidad (1- λi ). De esta forma, permite procesar la
fiabilidad y disponibilidad de un sistema
8.-SIMULACIÓN DE MONTE CARLO.La simulación de Monte Carlo es una técnica que combina conceptos
estadísticos (muestreo aleatorio) con la capacidad que tienen los ordenadores
para generar números pseudos-aleatorios y automatizar cálculos. La simulación
de Monte Carlo se ha venido aplicando a una infinidad de ámbitos como
alternativa a los modelos matemáticos exactos o incluso como único medio de
estimar soluciones para problemas complejos.
350 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Es una técnica cuantitativa que hace uso de la estadística y los
ordenadores para imitar, mediante modelos matemáticos, el comportamiento
aleatorio de sistemas reales no dinámicos (por lo general, cuando se trata de
sistemas cuyo estado va cambiando con el paso del tiempo, se recurre bien a la
simulación de eventos discretos o bien a la simulación de sistemas continuos).
La clave de la simulación MC consiste en crear un modelo matemático
del sistema, proceso o actividad que se quiera analizar, identificando aquellas
variables (inputs del modelo) cuyo comportamiento aleatorio determina el
comportamiento global del sistema. Una vez identificados dichos inputs o
variables aleatorias, se lleva a cabo un experimento consistente en (1) generar,
con ayuda del ordenador, muestras aleatorias (valores concretos) para dichos
inputs, y (2) analizar el comportamiento del sistema ante los valores generados.
Tras repetir n veces este experimento, dispondremos de n observaciones sobre
el comportamiento del sistema, lo cual nos será de utilidad para entender el
funcionamiento del mismo, obviamente, nuestro experimento será tanto más
preciso cuanto mayor sea el número n de experimentos que llevemos a cabo.
XI.3. HERRAMIENTAS SOFTWARE DE ANÁLISIS RAMS Las herramientas software que se tratan en este capítulo y sus módulos (ver
ejemplos seleccionados en Tabla 11.1), son paquetes informáticos orientados,
por un lado, al análisis de fiabilidad, disponibilidad, mantenibilidad y seguridad
de los equipos (Análisis RAMS), tanto basados en datos estándares como
basados en datos históricos y, por otro, orientados al análisis de optimización
de costes y planificación de acciones de mantenimiento. Estas herramientas
pueden ser utilizadas tanto en la fase de operación como en la fase
preparatoria o de diseño, como soporte a la toma de decisiones en la gestión
global del mantenimiento.
Aplicaciones Software para Análisis RAMS 351
RELEX
ITEM
* FMEA * Failure Mode, Effects and Criticality * XFMEA Analysis (FMECA) * Reliability Prediction * Reliability Prediction * RBD (Reliability Block Diagram) ‐ OpSim (System * Reliability Block Diagram (RBD) Optimization and Simulation) * Fault Tree * Fault Tree Analysis (FTA) * Event Tree * Event Tree Analysis (ETA) * Maintainability * Maintainabiliy * Markov * Markov Analysis RELIASOFT
* FMEA Accelerator * PREDICT * BlockSim * Weibull * WEIBULL++ * FRACAS * XFRACAS * Human Factors * Spares Scaling and Ranging
* RCM++ * LCC (Life Cycle Cost) * ALTA *Phase diagrams * RENO * DOE++ * MPC * RGA Tabla 11.1. Herramientas y módulos constitutivos
Cada una de las herramientas sometidas se compone de varios módulos,
los cuales se comercializan de forma independiente, es decir, aunque un
conjunto de módulos constituyan un paquete informático integrado, tienen
precios individuales, de forma que es posible la adquisición por separado de
aquellos módulos que realicen la función que se desee.
352 Aproximación a la Confiabilidad. Aplicaciones Prácticas
A continuación, en la Tabla 11.1se muestra cada herramienta y se detalla
los módulos que ofrece cada una de ellas:
XI.3.1. INTRODUCCIÓN A LAS HERRAMIENTAS ** RELEX **
El software RELEX integra un total de doce módulos, centralizados en
una misma interfaz desde la que se puede acceder de manera rápida a todos
ellos, con posibilidad de simultanearlos dos a dos. Los módulos que lo
componen son:
- Relex Fault Tree.
- Relex Event Tree.
- Relex FMEA.
- Relex Human Factors.
- Relex FRACAS.
- Relex LCC (Life Cycle Cost).
- Relex Maintainability.
- Relex Markov.
- Relex Phase diagrams
- Relex Reliability Prediction.
- Relex RBD (Reliability Block Diagram) - OpSim (System
Optimization
and Simulation).
- Relex Weibull.
Estos módulos permiten hacer un análisis amplio y preciso de la fiabilidad
de un equipo o sistema.
Aplicaciones Software para Análisis RAMS 353
Cada módulo puede operar de forma totalmente independiente, pero a
su vez, están integrados en una misma plataforma común (Relex Architect) que
permite sincronizar los cálculos integrándolos en una misma interfaz. Esta
estructura posibilita a cada módulo mostrar datos de forma dinámica, lo que
asegura que los resultados de los cálculos realizados en un módulo estén
inmediatamente disponibles en
los otros. Este único nivel de interactividad
proporciona consistencia e incrementa la exactitud en todos los análisis.
Una vez se realizan los diferentes análisis, el software elabora un informe
de resultados. La aplicación para elaborar gráficos que posee la herramienta
Relex permite elegir entre una amplia variedad de plantillas ya confeccionadas,
con la posibilidad de adaptarlas según requerimientos del usuario y visualizar
correctamente los resultados que se deseen.
Por otro lado, la base de datos común que los distintos módulos de Relex
llevan incorporada o que se han ido incorporando, permiten de forma dinámica
mostrar y actualizar resultados según se vayan modificando los valores
introducidos en dichas bases. Por ejemplo, la tasa de fallos de los componentes
calculada por Relex Reliability Prediction podría ser utilizada en Relex FMEA
para obtener automáticamente las tasas de modos de fallos. O bien se podrían
utilizar estas tasas de fallo en Relex RBD para tenerlas en cuenta en los
resultados de fiabilidad y disponibilidad de componentes.
** ITEM **
El software Item fue diseñado en 1986 con el objetivo de abordar tanto
el campo de la Calidad (Quality) como el campo de las evaluaciones RAMS, por
ello, este software se utiliza para hacer análisis de fiabilidad (Reliability),
disponibilidad
(Availability),
mantenibilidad
(Maintainability)
y
seguridad
(Safety) de equipos industriales, es decir, Item Software es apto para realizar
evaluaciones RAMS (Reliability, Availability, Maintainability and Safety).
354 Aproximación a la Confiabilidad. Aplicaciones Prácticas
La herramienta integra un total de 8 módulos relacionados con técnicas
de Fiabilidad, Mantenibilidad, Disponibilidad, Seguridad y Riesgo. Se enumeran
a continuación:
- Reliability Prediction:
- Failure Mode, Effects and Criticality Analysis (FMECA)
- Reliability Block Diagram (RBD)
- Fault Tree Analysis (FTA)
- Event Tree Analysis (ETA)
- Markov Analysis
- Maintainabiliy
- Spares Scaling and Ranging
Al igual que el software Relex, estos módulos también permiten realizar
análisis precisos de la fiabilidad de un equipo o sistema. Cada módulo puede
operar de forma totalmente independiente ó de forma integrada, el software
permite la integración de los diferentes módulos en función de las necesidades
de cada organización.
Item Toolkit utiliza estándares internacionales reconocidos y permite
desarrollar análisis integrales de Fiabilidad, Mantenibilidad, Disponibilidad,
Seguridad y Riesgo a nivel de sistemas, equipos y componentes.
** RELIASOFT**
La compañía Reliasoft ha diseñado un conjunto de 12 herramientas
relacionadas con el área de Fiabilidad y Análisis de Fallos, estas herramientas se
listan a continuación:
Aplicaciones Software para Análisis RAMS 355
- WEIBULL++
- PREDICT
- ALTA
- XFMEA
- DOE++
- RCM++
- RGA
- FMEA Accelerator
- BlockSim
- MPC
- RENO
- XFRACAS
Reliasoft está centrado en el área de fiabilidad, calidad y planificación de
actividades de mantenimiento en equipos y procesos. Este software también
utiliza estándares internacionales reconocidos y permite, al igual que Relex e
Item, realizar un análisis amplio y preciso de la fiabilidad de un equipo o
sistema.
XI.3.2. CARACTERÍSTICAS DE MÓDULOS COMUNES Para facilitar el análisis comparativo por parte del lector, a continuación se
describen en formato de tabla las principales características de todos aquellos
módulos que tienen en común las tres herramientas, ya sean comunes a todas
ellas (Tabla 11.2) o comunes dos a dos (Tabla 11.3 y Tabla 11.4). Para ello, se
ha elaborado una síntesis de las principales funciones que cubre cada uno de
los módulos en función del fabricante para, de esta forma, poder valorar la
existencia o no de diferencias funcionales entre módulos comunes.
El
estudio por
comparación
de
módulos
comunes
de distintas
herramientas software de análisis RAMS, sugiere la existencia de módulos
“básicos” para la implementación eficaz y eficiente de dichos análisis utilizando
plataformas informáticas de arquitectura modular.
356 Aproximación a la Confiabilidad. Aplicaciones Prácticas
RELEX
* FMEA
ITEM
* FMECA
RELIASOFT
* XFMEA - * FMEA Accelerator
Este módulo realiza un análisis de los modos de fallo y sus efectos, es
decir, analiza los potenciales modos de fallo de un sistema y los efectos
resultantes de esos fallos. Soporta la mayoría de estándares industriales y
permite realizar el diseño y la ejecución de análisis FMEA a nivel sistema
(bloque funcional), grupos de piezas y a nivel componente. Las tasas de
fallo calculadas por el módulo de Predicción de Fiabilidad se actualizan
constantemente, y de forma instantánea en Relex FMEA. Combinando el
módulo de Relex Fault Tree con el de FMEA se puede generar un árbol de
fallos mostrando todos los modos de fallo que contribuyen a producir un
efecto.
Este módulo identifica los modos de fallo, sus
efectos y realiza un análisis de criticidad para
clasificar los modos de fallo en función de su
gravedad y probabilidad de ocurrencia real.
Proporciona una interfaz gráfica intuitiva con
múltiples opciones para construir y realizar un
análisis, facilitando la entrada de datos.
Soporta los estándares de fiabilidad: MIL-STD1629ª,IEC-61508 FMEDA, ISO9000/QS9000 y
BS5760Part 5. Adicionalmente, el módulo
incluye una librería de modos de fallos
procedentes del estándar MIL-HDBK-338.
El módulo XFMEA posee una interfaz personalizable (también los informes) y se integra con
Weibull++, ALTA y BlockSim. Permite enlazar o adjuntar archivos al análisis (diagramas de
flujo, etc.), copiar/pegar e importar/exportar secciones enteras entre análisis diferentes, así
como importar modos de fallo desde Excel. El software viene con una matriz de escalas
predefinidas de severidad, ocurrencia y detección, que permite la creación de escalas propias.
Define y gestiona las acciones recomendadas e identificadas por el análisis FMEA, incluyendo
el envío de notificaciones vía e-mail y la creación de informes y gráficos. El módulo posibilita
a múltiples usuarios trabajar cooperativamente en el análisis, así como restringir el acceso a
usuarios no autorizados.
* Reliability Prediction
* Reliability Prediction
* PREDICT
Realiza un análisis cuantitativo para predecir la tasa de fallo de un sistema
en función de sus componentes y condiciones de funcionamiento. La
predicción de la fiabilidad se realiza mediante un cálculo matemático
utilizando ecuaciones referenciadas a un estándar y desarrolladas con
técnicas estadísticas para completar la posible falta de datos existente en
el funcionamiento de equipos reales. En primer lugar se define el sistema y
todos sus componentes, a continuación, se determina la tasa de fallo de
cada componente y se suman para obtener la tasa de fallo del sistema.
Predice las frecuencias de fallos y MTBF en
equipos existentes. Utiliza 5 modelos de
predicción de fiabilidad: MIL-HDBK-217 F
Notice 2 US Military(Electronic), Telcordia TR332 & SR-332 US Telecom (Electronic),
IEC62380
European
Telecom(Electronic),China(GJB/Z)
299B
Chinese Military(Electronic), NSWC06/LE1US
Naval(Mechanical).
Identifica las áreas de fallos potenciales para mejorar la fiabilidad global del sistema. Este
módulo se basa en los principales estándares de fiabilidad (MIL-217, Bellcore, NSWC, RDF
2000 y China 299B) y ofrece una colección extensa de librerías de componentes predefinidas,
y la posibilidad de crear librerías propias con el objetivo de ahorrar tiempo en análisis futuros.
En líneas generales, permite: crear una configuración del sistema, definir las características
de cada componente y condiciones operativas, calcular resultados (Tasas de Fallo, etc.) a
cualquier nivel, generar diagramas, gráficos, tablas e informes personalizables y
exportar/importar datos.
Este módulo organiza y almacena la información en una tabla y permite
definir las consecuencias del fallo, realizando también valoraciones de la
criticidad a través de números de prioridad del riesgo (RPN=Risk Priority
Number) y cálculos probabilísticos de los modos de fallo.
El módulo FMEA Accelerator permite elaborar un análisis FMEA de manera rápida y
simplificada mediante el uso de plantillas preparadas, que proporcionan una descripción
general de las funciones típicas, fallos, efectos y causas. Estas plantillas sirven como punto de
partida para posteriores análisis específicos y ayudan a identificar, evaluar y atacar los modos
de fallo críticos. Posee una amplia colección de plantillas para una gran variedad de
componentes y se integra con los módulos Xfmea y RCM++.
Aplicaciones Software para Análisis RAMS 357
RELEX
* RBD – OpSim
Pemite hacer análisis de diagramas de bloques de fiabilidad, es posible
dibujar una distribución visual del sistema en pantalla y realizar cálculos de
disponibilidad, fiabilidad, indisponibilidad, MTBF, tasa de fallo,
indisponibilidad media, tiempo total de inactividad y tasa de riesgo.
ITEM
* RBD
Este módulo de análisis de fiabilidad de
diagramas de bloque, permite analizar la
fiabilidad y la disponibilidad de sistemas y
subsistemas. Permite diseñar de forma sencilla
la configuración lógica de bloques (serie–
El módulo determina si los resultados pueden ser obtenidos a través de paralelo), a su vez, utiliza álgebra Booleana
una solución analítica y, si es así, los calcula. No obstante, si requiere una para determinar las frecuencias de fallos de los
solución simulada, automáticamente emplea el sistema de simulación por sistemas y modelos de Markov.
Monte Carlo para completar el análisis. De esta manera, el módulo emplea
técnica más eficiente para analizar cada diagrama de bloques en particular. Permite estimar la degradación del rendimiento
Incluye varios tipos de distribuciones de fallos y reparaciones: exponencial, debido a la falta de disponibilidad de uno o
lognormal, normal, Rayleigh, Weibull y otras. Este sistema de simulación más bloques en el sistema. Esta característica
también soporta numerosos tipos de diagramas incluyendo series simples, permite al usuario asignar la capacidad de
operación en paralelo, redundancias y otros tipos de configuraciones. Por procesamiento a cada bloque en el modelo, y
otra parte, el módulo permite personalizar los diagramas de bloques a las calcular el rendimiento reducido del sistema en
necesidades del usuario: imágenes externas, control de fuentes, etc.
caso de fallo parcial del mismo.
Relex OpSim amplia las funciones del módulo RBD para modelar
escenarios de la vida real. Permite incorporar actividades de
mantenimiento y evaluar su influencia en la fiabilidad, así como gestionar la
disponibilidad de piezas de repuesto y recursos de reparación de
componentes críticos. Elimina la suposición (respecto a costes) de que
todas las reparaciones resultan exitosas al 100%, se pueden especificar
factores de degradación en todos los componentes reparados.
RELIASOFT
* BlockSim
El módulo proporciona una plataforma para realizar análisis utilizando Diagramas de Bloque
de Fiabilidad (RBD). Realiza análisis de sistemas utilizando técnicas analíticas y simulación de
eventos discretos para predecir determinados parámetros de un sistema como la fiabilidad o
disponibilidad del mismo. Este módulo ofrece facilidades para modelar los siguientes
escenarios:
- Mantenimiento Correctivo.
- Mantenimiento Preventivo.
- Intervalos de inspección.
- Bloques de reparto de carga. Cada bloque soporta un porcentaje de la carga
total.
- Bloques de reserva, disponibles para activarse en situaciones específicas.
- Configuraciones K-out-of-N, que es un tipo de puerta lógica que simplifica la
representación de un modelo complejo de combinaciones de fallos. Por ejemplo,
si para que funcione un sistema de 5 bombas necesitamos que estén
funcionando 4, tendríamos que modelar exclusivamente 2 de ellas. Este tipo de
configuraciones aplican este razonamiento, por lo que sería K=2 y N=5.
- Gestión de piezas de repuesto y plantilla de mantenimiento.
Los índices que permite calcular por cada El módulo posee plantillas predefinidas y la opción para importar/exportar datos. Además,
bloque son: tasa de fallo, MTBF, Fiabilidad y permite activar bloques individuales para efectuar análisis de tipo "qué pasaría”.
Disponibilidad.
BlockSim incorpora análisis de árboles de fallos, pudiéndose integrar ambos en el mismo
análisis, copiando eventos de un árbol de fallos y agregándolos como bloques en un diagrama
de bloques y automáticamente convirtiendo los árboles de fallos en diagramas de bloques.
Tabla 11.2. Descripción de módulos comunes entre las herramientas Relex, Item y Reliasoft.
358 Aproximación a la Confiabilidad. Aplicaciones Prácticas
RELEX
* Fault Tree
ITEM
* Fault Tree Analysis (FTA)
Este módulo realiza Análisis de Árboles de fallos y permite identificar sucesos importantes, por ejemplo, aquellos que pueden Este módulo de análisis de árbol de fallos (FTA) permite descomponer los sistemas en el nivel más bajo de
tener consecuencias críticas. Realiza los análisis utilizando una aproximación “por encima o por debajo”. Se comienza posibles eventos de fallos, a través de puertas lógicas (modelo de lógica Booleana). Ayuda a identificar la
determinando el evento del nivel más alto y después se van evaluando todos los eventos que pueden contribuir a la ocurrencia probabilidad de fallo y los efectos que pueden generar éstos sobre la seguridad de las operaciones.
del mismo. El diagrama del árbol de fallos resultante es una representación gráfica de la cadena de eventos de un determinado
sistema o proceso, construida utilizando configuraciones de puertas lógicas.
Permite realizar análisis cualitativos y cuantitativos de riesgo (probabilidad de fallos x consecuencias), con el
objetivo de analizar las posibles causas de eventos catastróficos que puedan afectar a la seguridad de las
Posee una interfaz totalmente personlaizable y permite definir puertas, eventos, asignar prioridades, cortar, copiar y pegar personas, ocasionar daños o impactos de gran magnitud en el sistema.
elementos del diagrama, elegir títulos, fuentes, imágenes, colores y otros parámetros para que el diagrama se adecue a las
especificaciones del usuario. Además, la interfaz proporciona una vista simultánea del árbol de fallo en una vista gráfica
estándar así como una vista en forma de tabla. La tabla puede ser plegable y desplegable, lo cual simplifica la visualización y
edición de las propiedades de distintas puertas y sucesos, especialmente en árboles grandes. La representación de un árbol
de fallos puede ser exportado como un mapa de caracteres o como un archivo *.jpeg para ser incluido en documentos,
presentaciones o páginas Web.
* Event Tree
* Event Tree Analysis (ETA)
El módulo Relex Fault Tree se completa con el módulo Event Tree, cuya interfaz puede ser utilizada para Este módulo permite determinar la consecuencia de un modo de fallo y la frecuencia con la que se
visualizar las cadenas de eventos usando una serie de ramas o divisiones que representen los fallos de sucesos y espera que ocurra cada consecuencia.
la ruta correcta. Al final de cada ruta, se pueden determinar las consecuencias sobre sistema. El dispositivo de
cálculo de Relex Event Tree puede procesar la probabilidad real de ocurrencia de las consecuencias.
Eventos catastróficos tales como: roturas de tuberías, alarmas y shutdowns que no funcionaron así
como errores humanos, son escenarios en los cuales el método ETA es muy apropiado. Este módulo
Ambos módulos se enlazan de forma automática con el resto de módulos de Relex. El usuario puede generar de se puede conectar con los módulos FTA y RBD.
forma automática un árbol de fallos completo a partir de un FMEA. Esta característica, permite determinar
visualmente qué modo de fallo es el responsable de que se produzca un determinado efecto.
Tabla 11.3. Descripción de módulos comunes entre las herramientas Relex e Item Software.
Aplicaciones Software para Análisis RAMS 359
RELEX
ITEM
* Maintainability
* Maintainabiliy
Este módulo realiza análisis de mantenibilidad y, mediante estadísticas de evaluación, minimizar los tiempos de
reparación de un sistema aumentando la disponibilidad del mismo. Permite definir las tareas de reparación y
reutilizar esta información a través del diseño. Utilizando estas pautas, el módulo calcula parámetros de
mantenimiento incluido el MTTR (Mean Time To Repair), el Tiempo Medio de Mantenimiento Correctivo, el Tiempo
Medio de Mantenimiento Preventivo y el Máximo Tiempo de Mantenimiento Correctivo.
Este módulo permite estimar el número de horas que un sistema o dispositivo estará inoperante mientras
está sometido a acciones de mantenimiento. Permite realizar diagnósticos sobre los tiempos medios de
reparación (tiempos de indisponibilidad). Cumple con el estándar de mantenimiento: MIL-HDBK-472,
Procedure V, Method A. En términos generales, con este módulo se pueden analizar principalmente:
problemas de mantenibilidad, procesos de asignación de recursos económicos y horas hombre en la
ejecución del mantenimiento, impactos económicos por horas de reparación, problemas de logística y
asignación de repuestos. Para un componente o grupo de componentes pueden calcularse: Tiempo
medio de reparación (Mean Time To Repair, MTTR), Tiempo medio de mano de obra (Mean Man Hours,
MMH) y Tiempo medio de mano de obra por reparación (Mean Man Hours per Repair, MMHR).
El usuario puede definir tareas de reparación según sus requerimientos, de acuerdo a un mayor o menor nivel de
detalle. Este módulo está integrado con el resto de módulos de Relex y puede ser utilizado de forma
independiente o junto con Relex Relibiality Prediction y/o Relex FMEA. Asímismo, genera informes del análisis
adaptados a las necesidades propias del usuario.
Además, identifica las áreas con problemas potenciales de mantenimiento, realiza una evaluación inicial
del tiempo de inactividad y necesidades de personal e identifica elementos reemplazables (RIS).
* Markov
* Markov Analysis
Este módulo realiza análisis de fiabilidad para sistemas con causas de fallos comunes, degradación, fallos
dependientes o inducidos. Los análisis realizados utilizan diagramas de transición de estados, es decir,
representaciones gráficas que muestran tanto los estados de fallo y operación de un sistema como las
transiciones entre ellos, mediante un editor de gráficos que ayuda a la elaboración de los mismos. Una vez que las
figuras de un determinado diagrama de estado están en el lugar apropiado y correctamente conectadas, el usuario
debe definir los rangos/tasas de transición, que son generalmente rangos de fallos o reparación entre las figuras.
Además, realiza cálculos del MTBF, MTTF y MTTR, ofreciendo también la posibilidad de obtener informes
predeterminados de los análisis realizados así como de adaptarlos según los requerimientos del usuario.
Este módulo permite realizar simulaciones avanzadas de fiabilidad y disponibilidad basadas en datos de
tiempo. El modelo de Markov, ayuda a representar diferentes estados de un determinado sistema
(operación y mantenimiento). Adicionalmente, este módulo permite simular datos de funciones continuas
y discretas.
Tabla 11.3. Descripción de módulos comunes entre las herramientas Relex e Item Software.
360 Aproximación a la Confiabilidad. Aplicaciones Prácticas
RELEX
RELIASOFT
* Weibull
* WEIBULL++
Weibull++ está diseñado específicamente para análisis de datos de fiabilidad. Las funcionalidades más
Este módulo de análisis proporciona una herramienta estadística capaz de predecir tendencias y analizar la importantes que incluye este módulo son:
fiabilidad de un sistema, ofreciendo la posibilidad de examinar cualquier dato de fallo.
- Disponibilidad de varias distribuciones de probabilidad, entre las que destacan: Weibull,
Mixed Weibull, Normal, Lognormal, Exponencial y Gamma.
Una vez introducidos los datos, determina la distribución de probabilidad más conveniente en función de los datos
introducidos. Relex Weibull soporta la distribución Weibull entre otras distribuciones, como por ejemplo la
distribución exponencial, Normal, Logarítmica, etc., de esta forma asegura que el análisis sea lo más preciso
posible. El usuario puede elegir el tipo de distribución o permitir que sea el software quien elija la más óptima.
-
Posee líneas de regresión para estimación de parámetros.
-
Calcula límites de confianza.
-
Ofrece un asistente de ayuda a la selección de la mejor y más adecuada distribución de
probabilidad para cada caso.
- Ofrece facilidades gráficas y de trazado. Genera automáticamente una matriz de gráficas
Una vez realizado el análisis, el módulo elabora gráficos con la información obtenida y se pueden observar los
personalizables de fiabilidad. También dispone de una opción de autogeneración de informes.
puntos correspondientes a los datos introducidos a lo largo de la curva de distribución. Además, los gráficos
pueden ser personalizados según requerimientos del usuario definiendo, por ejemplo, colores, fuentes, títulos,
Este módulo, a su vez, proporciona herramientas adicionales y asistentes para facilitar, mejorar y
ejes y, también, filtrar los resultados que se desean mostrar.
complementar el análisis. Estos incluyen hojas de cálculo, asistentes de comparación estadística,
ayudantes de ecuaciones, entre otros.
* FRACAS (Failure Reporting Analysis and Corrective Action System)
* XFRACAS
Este módulo permite la entrada de datos, almacenamiento y análisis para la medida de la fiabilidad, cuyo fin es la
mejora mediante acciones correctivas. Existen varios acrónimos para herramientas de acciones correctivas que
son sinónimos: FRACAS, DRACAS y PRACA. Relex FRACAS permite localizar datos de pruebas, datos de campo
o información de mantenimiento e identificar problemas, editarlos y corregirlos, mejorando la fiabilidad de los
mismos y su gestión. Así mismo, el módulo puede incorporar datos y experiencias de proyectos pasados en
futuros diseños para asegurar que los problemas no vuelvan a ocurrir. Puede conectarse con el resto de módulos
de Relex y posee numerosas opciones para editar documentos, gráficos e informes. También puede cuantificar los
resultados de las acciones correctivas, ya que, a través del cálculo del MTBF se puede demostrar la efectividad de
dichas acciones y detectar qué eventos o sucesos han sido corregidos.
Este módulo da soporte al proceso de gestión de incidentes y a las actividades de FRACAS con una serie
configurable de procesos para la resolución de problemas.
Provee un servicio completo de informe de incidentes (fallos), análisis y actividades de acción correctiva
(FRACAS) en cualquier etapa del ciclo de vida del equipo. Además, facilita la gestión de actividades de
resolución de problemas a través de la asignación de acciones a personal especificado y del seguimiento
del desarrollo de la resolución. El módulo posibilita un acceso rápido a la información y la posibilidad de
generar notificaciones automatizadas vía correo electrónico.
Tabla 11.4. Descripción de módulos comunes entre las herramientas Relex y Reliasoft.
Aplicaciones Software para Análisis RAMS 361
XI.3.3. CARACTERÍSTICAS DE MÓDULOS ADICIONALES (NO COMUNES) Una vez realizada la descripción de las funcionalidades modulares comunes
entre las herramientas objeto de análisis (Tablas 11.2, 3 y 4), se procede a
continuación a describir una serie de módulos adicionales que, no siendo
comunes,
confieren
a
cada
herramienta
en
cuestión
una
serie
de
funcionalidades específicas que pueden resultar de interés en la valoración
global de la herramienta software. Así, se describen en las Tablas 11.5, 11.6 y
11.7 las características propias de los módulos específicos del software Relex,
Item y Reliasoft, respectivamente.
RELEX MODULOS PROPIOS CARACTERISTICAS * Human Factors Este módulo está basado en un proceso FMEA a partir del cual, modela un proceso humano y utiliza este formato para obtener lo que se denomina un HF‐PFMEA (Human Factors Process Failure Mode and Effect Analysis). Los PFMEAs son principalmente utilizados para valorar la seguridad y fiabilidad de un proceso analizando modos potenciales de fallo de dicho proceso. Llevando esto al siguiente nivel, HF‐PFMEAs pueden ser utilizados para valorar la seguridad y fiabilidad humana analizando procesos o cuestiones realizadas por personas. El análisis comienza por descomponer un proceso en tareas discretas a fin de que las acciones asociadas con cada tarea puedan ser analizadas como potenciales fallos humanos. Basándose en la información de los errores, el efecto resultante de un error puede ser determinado y puede también definirse su severidad y probabilidad. Este módulo ofrece también la posibilidad de obtener informes que pueden ser modificados según requerimientos del usuario. * LCC (Life Cycle Cost) Este módulo calcula el coste de un equipo en relación a su tiempo esperado de vida., incluyéndose para ello diferentes tipos de costes como los de mantenimiento, entre otros. De esta forma, permite realizar estudios de varias alternativas de adquisición en términos de costes globales del equipo. Por ejemplo, puede que se desee comparar un ítem con coste inicial más 362 Aproximación a la Confiabilidad. Aplicaciones Prácticas
elevado y costes de reparación más bajos con respecto a un ítem con un coste inicial más bajo y costes de reparación más elevados. Permite definir un amplio rango de costes variables incluyendo las dependientes del tiempo. Se pueden incluir aspectos como tasa de fallos, MTBF, MTTR, fiabilidad y disponibilidad, datos que se obtienen con otros módulos de Relex Software. *Phase diagrams Simplemente permite la edición de diagramas de fase. Tabla IV.5. Módulos propios de la herramienta Relex.
ITEM MODULOS PROPIOS CARACTERISTICAS * Spares Scaling and Ranging El módulo de Spares Scaling and Ranging, permite realizar análisis de optimización de inventarios. Utiliza algoritmos diseñados por el Ministerio de Defensa de los Estados Unidos (Optcost & Repstock). En términos generales, este módulo puede ayudar a: definir el stock de repuestos óptimos en función del riesgo, identificar el número mínimo y máximo de repuestos, definir los repuestos críticos y evaluar los tiempos de reposición de los mismos. Tabla 11.6. Módulos propios de la herramienta Item
RELIASOFT MODULOS PROPIOS CARACTERISTICAS * RCM++ Este módulo incluye los estándares industriales de RCM más conocidos a nivel mundial: ATA MSG3, SAE JA1011, SAE JA1012, SAE J1739, AIAG FMEA‐
3/4 y MIL‐STD‐1629A. Utiliza las distribuciones Weibull, exponencial, normal, lognormal o Weibull mixto para describir el comportamiento de los fallos en equipos y utiliza matrices de cálculo y simulación disponibles en el módulo BlockSim, con el objetivo de estimar el nivel (intervalo) óptimo de mantenimiento y comparar los costos operacionales de varias estrategias de Aplicaciones Software para Análisis RAMS 363
mantenimiento. Facilita la creación de paquetes de tareas de mantenimiento y la agrupación de tareas individuales en paquetes basados en intervalos o equipos. RCM++ contempla todas las etapas propuestas por la metodología Reliability Centered Maintenance y está integrado con los módulos Xfmea, Weibull++, ALTA y BlockSim. Además, proporciona un conjunto de informes prediseñados para su posterior análisis, que pueden ser generados directamente en formato Word o Excel y también muestra la información de análisis en forma gráfica. En términos generales, este módulo permite: planificar las reuniones de trabajo del proceso de implantación del RCM, incluir información básica sobre el contexto operacional, describir la configuración del equipo o sistema a evaluar, desarrollar el FMEA, definir las funciones, fallos funcionales y modos de fallos del sistema, desarrollar un proceso de evaluación de la criticidad de los modos de fallos, jerarquizar los modos de fallos a partir del factor RPN (Risk priority number), definir las estrategias de mantenimiento en función de la lógica de decisión del RCM, incluir y comparar los costes de las actividades de mantenimiento seleccionadas a partir del análisis RCM e introducir datos relacionados con el historial de fallos, con el objetivo de realizar evaluaciones básicas de indicadores de fiabilidad. * ALTA Este módulo permite realizar análisis de datos Quantitative Accelerated Life Testing (QALT), es decir, Prueba Cuantitativa de Envejecimiento Acelerado. En este tipo de análisis, las tensiones que provocan el fallo del equipo están aceleradas bajo condiciones controladas para provocar el fallo en un periodo de tiempo más corto sin introducir mecanismos adicionales de fallo que no ocurrieran en condiciones de uso normal. Los análisis QALT proporcionan información relacionada con el tiempo entre fallos y permite estimar la vida esperada del equipo en condiciones normales de uso. Mediante este análisis se puede determinar la fiabilidad, probabilidad de fallo, tiempo de garantía, vida promedio y toda la información referente a la vida esperada del equipo. Este módulo está disponible en dos versiones: Standard y PRO. La versión estándar se considera una herramienta básica que permite realizar análisis QALT. La versión PRO (Professional) incluye todas las características de la versión estándar y, además, técnicas avanzadas de análisis QALT. Alta PRO permite analizar el efecto de hasta ocho tipos de presión sobre la vida de los productos, por ejemplo, realiza análisis de datos de pruebas con presión o estrés variable en el tiempo tales como modelos de step‐stress, es decir, niveles de estrés. Este módulo permite la entrada de datos a partir de hojas de cálculo y admite el análisis de datos con Weibull, distribución Log‐Normal y distribución exponencial. Admite también modelos de tensiones múltiples y 364 Aproximación a la Confiabilidad. Aplicaciones Prácticas
variables en el tiempo incluyendo el Modelo de Riesgo Proporcional y Daño Acumulativo. El modulo Alta se integra fácilmente con el Weibull++ y se pueden acceder a los resultados de suanálisis desde BlockSim, RENO, Xfmea y RCM++. * RENO RENO es un módulo de simulación para análisis de riesgo y toma de decisiones, capaz de modelar eventos/escenarios complejos de probabilidad utilizando un diagrama de flujo. Una vez que el modelo (diagrama de flujo) se construye, se puede simular. Todos los resultados de las simulaciones están disponibles para el usuario a través de una interfaz de hojas de cálculo. Este módulo permite ejecutar/simular modelos generando una amplia variedad de resultados, incluyendo medias y valores mínimos/máximos, entre otros. Los resultados se pueden visualizar durante la ejecución/simulación en hojas de cálculo y/o en representaciones gráficas. Además, el módulo es capaz de determinar qué valor minimiza o maximiza un resultado específico. * DOE++ * MPC * RGA Este módulo da soporte a las técnicas tradicionales del Diseño de Experimentos (DOE) con el objetivo de estudiar los factores que puedan afectar a un equipo o proceso, identificarlos y optimizar los diseños. Posibilita el análisis detallado de los resultados experimentales, aportando información sobre el Análisis de Varianza (ANOVA), información específica según el nivel, comparaciones para diseños de un factor individual y análisis de la importancia de factores individuales e interacciones, entre otras posibilidades de análisis. Ofrece una amplia variedad de gráficos y diagramas de tipo diagnóstico e interpretativo para un mismo resultado (los diagramas múltiples facilitan la comparación entre análisis). También es posible especificar el valor objetivo de respuesta para cada análisis (valor objetivo, valor máximo o valor mínimo) para que el módulo busque distintas combinaciones de ajuste, mostrnado las soluciones en forma gráfica o numérica. Este módulo es específico para ayudar a la gestión exhaustiva y eficiente de los sistemas de los aviones y aeronaves y análisis de centrales eléctricas de acuerdo con las recomendaciones de la ATA (Air Transport Association’s). MPC se ha sido diseñado con especial énfasis en análisis MSG‐3 realizado en dos ambientes de grupos de trabajo, por equipos o de forma individual. Guía a lo largo de todo el proceso de análisis MSG‐3 y ayuda a identificar el mantenimiento de elementos significativos (MSI), haciendo fácil de definir y gestionar tanto los sistemas, como los subsistemas y piezas que se incluirán en el análisis. Para cada MSI, permite definir y modificar sus funciones, fallos, efectos y causas, así como categorizar el efecto de cada fallo. Este módulo permite determinar el tiempo óptimo de reparación sin el conjunto de datos que serían normalmente necesarios. Al igual que el módulo ALTA, RGA está disponible en dos ediciones: estándar y profesional Aplicaciones Software para Análisis RAMS 365
(PRO). Los resultados de análisis incluyen: MTBF, tasa de fallo y el tiempo necesario para conseguir un MTBF o tasa de fallo determinada. RGA PRO proporciona además la metodología para combinar datos de sistemas reparables y estimar el tiempo óptimo de reparación (con determinados costes de reparación y revisión). Tabla 11.7. Módulos propios de la herramienta Reliasoft.
XI.3.4. FACTORES DE CARACTERIZACIÓN A CONSIDERAR A la hora de analizar con detalle una herramienta software de apoyo a la
gestión de la fiabilidad mediante análisis RAMS, hemos de considerar y valorar
ciertos criterios que pueden determinar en gran medida sus funcionalidades y
su adecuación a las necesidades específicas en cada caso.
Independientemente de las características propias de una herramienta
que puedan resultar interesantes o necesarias a un determinado usuario
(análisis específicos) en función de sus necesidades y contexto, en este
apartado se comentan una serie de atributos de índole general intrínsecos del
producto que, una vez realizada la revisión de las tres herramientas, podemos
considerarlos de ayuda al usuario a la hora de elegir el mejor producto de entre
varios que cumplen unas determinadas expectativas funcionales.
A continuación se proponen y explican de forma breve y sencilla un
conjunto de criterios generales a tener en cuenta en el proceso de evaluación
de una herramienta , que permiten valorar de manera general la facilidad que
ofrece dicho software a la hora de implementarlo en una organización,
atendiendo a las características y necesidades propias de la misma.
Flexibilidad: facilidad para adaptarse a posibles cambios y procesos en la
organización, sin que afecte a la totalidad del sistema.
Modular: facilitar la gestión, el mantenimiento y las actualizaciones.
366 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Facilidad de uso: favorecer su comprensión y evitar la complejidad. El
sistema
debe
eliminar
tareas
redundantes
y
reducir
la
carga
administrativa.
Integridad entre módulos: a modo de ejemplo, hemos visto como la
herramienta Relex e Item poseen una interfaz común desde la que se
cargan la totalidad de sus módulos. Reliasoft, sin embargo, no tiene una
interfaz común sino que es cada módulo el que tiene su interfaz propia.
Tipo de formación requerida: nivel de formación que requiere la
herramienta y posibilidad o no de impartir cursos de capacitación de
personal.
Confidencialidad y Disponibilidad: de uso y acceso al sistema y a la
información en función del usuario (seguridad). Posibilidad de utilización
de la herramienta por parte de distintos usuarios simultáneamente
siempre mediante autentificación.
Configurable: posibilidad de configurar las aplicaciones de cada módulo
en varios niveles: a nivel de sistema (administrador) y a nivel de usuario,
con distintas opciones de aplicación.
Accesibilidad: enlace directo o no a bases de datos.
Ergonomía: ¿Es intuitivo? ¿La aplicación informática utiliza una interfaz
de operación estándar similar a la de aplicaciones ofimáticas?
Rendimiento computacional: tiempo de respuesta aceptable en sus
funciones.
Visualización gráfica: permite o no la visualización de los datos en
formato gráfico.
Importación/exportación: permite o no la exportación/importación de
datos en otros formatos (Word, PDF, Excel, etc.).
Integración global de la herramienta: facilita o no la integración con
otros sistemas (SAP, Oracle, etc.).
Productos que incluye: módulos disponibles de gestión que ofrece la
suite y configuran el software.
Aplicaciones Software para Análisis RAMS 367
Demostración previa: posibilidad o no de probar la herramienta en
funcionamiento.
Instalación/implantación: posibilidad o no de visitas guiadas para la
adopción del software.
Servicio de consultoría: asesoramiento en la propia gestión y utilización
del software.
Servicio de apoyo técnico: ubicación zona geográfica, medios de soporte,
tiempos de espera.
Requisitos de implementación: actividades necesarias previas a la
implantación.
Con respecto a los factores económicos de coste global, debe tenerse en
cuenta al menos los siguientes factores:
Coste del producto: precio del software.
Coste de implementación: instalación propiamente dicha.
Coste del mantenimiento del software: coste/año.
Coste de formación: precio de los cursos de formación/capacitación de
personal.
En este capítulo se ha realizado una revisión de los paquetes
informáticos que realizan análisis RAMS (Reliability, Availability, Maintainability
& Safety), aunque algunos de ellos realizan, además, otros tipos de análisis
también útiles para la toma de decisiones en el campo de la fiabilidad y la
gestión global del mantenimiento, como por ejemplo los análisis de costes,
repuestos, factor humano, RCM, etc.
368 Aproximación a la Confiabilidad. Aplicaciones Prácticas
No ha sido objeto de este capítulo el incluir un gran número de paquetes
software, sino dar a conocer una selección representativa de los mismos. Esta
selección incluye una gran variedad de características, de tipos de análisis que
pueden realizarse y de estándares de los que pueden extraerse los datos
necesarios para ejecutar los análisis. Paralelamente, otro propósito ha sido
mostrar la forma en la que este tipo de herramientas se estructuran y se
comercializan.
Esta
revisión
puede
resultar
especialmente
útil,
para
cualquier
organización industrial interesada en adquirir una licencia de algún software
que realice este tipo de análisis, ya que permite determinar qué paquete se
adecua más a sus requerimientos y necesidades reales con objeto de realizar
una inversión más segura y fiable, reduciendo considerablemente las
posibilidades de equivocación.
Existe una falta de normalización en la estructura y organización de estos
paquetes informáticos, de forma que cada uno integra un número distinto de
módulos, los cuáles realizan análisis muy específicos y distintos unos de otros.
Cada módulo se comercializa normalmente por separado, con precios
independientes, permitiendo que una empresa pueda contratar sólo aquellos
que más le interesen sin necesidad de tener que adquirir la licencia del paquete
completo.
Para el análisis de equipos existentes, se pueden emplear tanto datos
procedentes de estándares como datos procedentes de archivos históricos
(bases de datos). Se puede estudiar de este modo el estado en que se
encuentra un determinado equipo desde el punto de vista de su fiabilidad,
mantenibilidad, etc., en un momento concreto de su vida operativa, como
consecuencia de su entorno operacional o condiciones de trabajo y
rendimiento, que pueden haber cambiado desde su instalación.
Aplicaciones Software para Análisis RAMS 369
Como se ha puesto de manifiesto en este capitulo, existen una serie de
características y módulos comunes entre las herramientas tratadas, las cuales
se han descrito y clasificado de forma tabular para facilitar su comparación.
También se han abordado cada uno de los módulos, características y
funcionalidades propias de cada software que facilitan la diferenciación
funcional de los mismos.
En todos los casos, los resultados obtenidos en los diferentes módulos
pueden presentarse en informes con formatos personalizados por el usuario,
adecuándose a sus requerimientos, y pueden a su vez almacenarse en la base
de datos gestionada por el propio software que irá constituyendo el histórico de
datos de los activos industriales de la empresa, para futuros análisis.
También se han propuesto una serie de criterios que van mas allá de las
características o funcionalidades propias de la herramienta, pero que deben
igualmente de tenerse en cuenta a la hora de evaluar cualquier herramienta
software de análisis RAMS, por tratarse de factores que pueden determinar de
manera directa la funcionalidad real en operación del propio software, así como
su implementación a nivel operativo y organizacional.
En definitiva, los paquetes informáticos tratados están orientados a dar
apoyo a la problemática que deriva de la gestión del mantenimiento desde el
punto de vista de la fiabilidad, siendo a su vez poderosas herramientas para
conocer el estado de las instalaciones con respecto a las necesidades de
mantenimiento que pueden requerir.
Como conclusión final, debe señalarse que este capítulo permite observar
con cierta perspectiva técnica y comparativa, la diversidad de enfoques,
posibilidades de uso y opciones de aplicación que presentan algunos de los
software de análisis RAMS existentes en el mercado actual, en función de la
naturaleza de los activos industriales y sus condiciones reales de trabajo.
370 Aproximación a la Confiabilidad. Aplicaciones Prácticas
XI.5. REFERENCIAS BIBLIOGRÁFICAS DEL CAPÍTULO − Abernethy RB. 1996. The New Weibull Handbook. 2ª Ed. Gulf Publishing.
− Andrews JD, Brennan G. 1990. Application of the diagraph method of fault
tree construction to a complex control configuration”. Reliability Engineering
and System Safety. 28. 357 – 384.
− Andrews JD, Morgan JM. 1986. Application of the diagraph method of fault
tree construction to process plant. Reliability Engineering and System
Safety. 14 (2). 85 - 106.
− Arata Andreani A. 2009. Ingeniería y gestión de la confiabilidad operacional
en plantas industriales. Editorial RiL.
−
Arata Andreani A, Furlanetto L. 2005. Manual de gestión de activos y
mantenimiento, Editorial RiL.
− Bowles JB, Bonnell RD. 1996. Failure mode, effects and criticality analysis
(What it is and how to use it). IEEE, January.
− Cepin M, Mavko B. 1999. Fault Tree developed by an object-based method
improves requirements specification for safety-related systems. Reliability
Engineering and System Safety. 63 (2), 111- 125.
− Crespo Márquez A, Moreu de León P, Sánchez Herguedas A. 2003.
Ingeniería de mantenimiento. Técnicas y métodos de aplicación a la fase
operativa de los equipos. Editorial AENOR.
− Forrester Research Inc. 2006. Forrester SOA Web Services Management
Wave. http://www.forrester.com/rb/research
− Item Software. 2007. Manual Item Toolkit v7. USA.
− Morrow, L. C., (1996), “Maintenance engineering handbook”, Ed. McGrawHill.
− NORMA
EN-UNE-13306:2002
mantenimiento.
Mantenimiento
–
Terminología
del
Aplicaciones Software para Análisis RAMS 371
− Peters R. W. (2002) The RCM Benchmarking System. The Maintenance
Excellence
Institute
&
the
Society
of
Professionals (SMRP).
− RELEX Software Corporation: www.relex.com
− Reliasoft
www.reliasoft.com
− Reliasoft Corporation Demo.
Maintenance
and
Reliability
XII FUENTES DE INFORMACIÓN EN INTERNET XII.1. INTRODUCCIÓN Una de las posibles fuentes de información a las que se puede acudir para
introducirse y familiarizarse con la confiabilidad es la que ofrece internet. En
este ámbito, el presente capítulo se orienta a aquellas personas relacionadas
con el campo de la confiabilidad y pretende ofrecer una visión actual de lo que
Internet (bases de datos de pago aparte) ofrece en esta materia.
Uno de los objetivos principales del capítulo es centrar a las personas
interesadas en esta temática dentro del amplio abanico de información que
ofrece internet sobre la confiabilidad. El escrito filtra aquellas direcciones en las
que se ofrecen aportaciones en los ámbitos de la fiabilidad, disponibilidad,
mantenibilidad y/o seguridad.
La búsqueda se ha centrado en varios metabuscadores sobre más de
400 referencias y en descriptores relacionados con la temática tanto en idioma
inglés como castellano con el fin de que la información facilitada sea de utilidad
también a aquellos que no dominan el idioma inglés.
Para la elaboración del presente capítulo se ha tomado como base un
trabajo previo de los autores publicado en la revista ‘INGENIERÍA y gestión de
mantenimiento’ y de título "Fuentes de información sobre RCM en Internet guía
de Internet sobre RCM,"(May/Jun 2004, pp 41-45).
374 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Por tanto, mediante estas líneas se desea agradecer al grupo editorial
Reed Business Information el permiso otorgado para reproducir sus contenidos
en este libro.
XII.2. FUENTES DE INFORMACIÓN En las siguientes secciones se muestra las referencias (Merece destacar que
algunas de las direcciones de Internet aquí mostradas están escritas
combinando mayúsculas y minúsculas, y esto se debe a que el acceso a estas
páginas se encuentra supeditado a escribir la dirección de la misma manera en
que aquí es mostrada) más destacadas obtenidas durante el proceso de
búsqueda. Con el fin de estructurar la información, la misma ha sido clasificada
en los siguientes términos: portales, noticias, e-books, cursos y másteres,
librerías, revistas y e-zines, freeware, asociaciones y conferencias. Por otro
lado, y para comodidad del usuario final, se ha procedido a diferenciar las web
en castellano (c) y en inglés (i).
XII.2.1 PORTALES La red dispone de referencias específicas orientadas al campo de la
confiabilidad,
entre
las
http://www.reliabilityweb.com/
cuales
(i),
cabe
destacar
las
http://www.confiabilidad.com/
webs
(c)
y
http://www.confiabilidad.net/ (c). Reliabilityweb ofrece una clasificación de los
portales más importantes asociados a la fiabilidad, la cual es actualizada
continuamente. La primera web en castellano corresponde al Comité Nacional
de Fiabilidad; en esta página podemos encontrar, entre otros, escritos, revistas,
un apartado de noticias que se envía por e-mail en forma de gacetilla y diversa
información adicional. La segunda ofrece gran cantidad de artículos ordenados
por temáticas, así como proveedores y asociaciones del entorno del área de
fiabilidad. Respecto a bases de datos de artículos orientadas a la fiabilidad
Fuentes de Informaciçon en Internet 375
mencionar la de Risk Analysis Center http://www.risk-analysis-center.com/ (i),
base de datos de componentes gratuita en la que se dispone de cientos de
artículos en el área de la confiabilidad. En referencia a componentes
electrotécnicos también merece destacar el portal http://www.electropedia.org/
(i), en el que se presentan más de 20000 términos y definiciones en el ámbito.
Dentro del apartado portales destacar el elevado número de los mismos
que hacen referencia a dinámicas relacionadas con el mantenimiento, como por
ejemplo,
http://www.plant-maintenance.com/
(i),
http://www.pmmlearning.com/ (c) o el propio http://www.ceroaverias.com/ (c).
XII.2.2. NOTICIAS Este es uno de los apartados en los que, una vez adquirido el conocimiento
necesario, una persona puede mantenerse al día. Las opciones de recibir
noticias o actualizaciones vía e-mail son múltiples y tanto en portales como en
una gran variedad de webs se dispone de áreas específicas orientadas a las
news.
En
este
ámbito
merece
destacar
la
aportación
de
http://www.weibullnews.com/ (i). Esta web orientada a noticias específicas de
fiabilidad ofrece novedades sobre todo tipo de libros, eventos, productos y
noticias destacando el fácil acceso a los mismos (no se deben cruzar más de
tres ventanas para llegar a la referencia buscada).
En cuanto a webs de noticias en castellano, no se ha encontrado ninguna
específica de noticias orientada al ámbito, salvo apartados ya comentados en
portales, tales como http://www.confiabilidad.com.
376 Aproximación a la Confiabilidad. Aplicaciones Prácticas
XII.2.3. E‐BOOKS En el apartado de libros electrónicos se cuenta con diferentes opciones
pudiéndose acceder, previo pago, a sus contenidos. Asimismo, varias páginas
web de gobiernos muestran en sus portales de investigación, ciencia o defensa
libros electrónicos descargables de un nivel de calidad técnica y gestión
relativamente altos.
Pueden servir de ejemplo las siguientes dos referencias punteras a nivel
internacional
y
nacional.
Por
una
parte,
en
la
dirección
http://www.itl.nist.gov/div898/ (i) del instituto nacional de estándares y
tecnologías de los EEUU se dispone de libros descargables por capítulos. En
España, la web:
http://www.isdefe.es/webisdefe.nsf/0/CAD7F710C64A32BAC12574CF005C1835
?OpenDocument (e) de Isdefe, consultoría de apoyo a los Ministerios del Estado
(y otras instituciones oficiales que lo demanden), ofrece libros electrónicos de
fiabilidad y mantenibilidad.
XII.2.4. CURSOS Y MASTERES CURSOS
En el apartado de cursos y formación que se ofrecen desde Internet se ha
acotado la búsqueda a nivel nacional. Dentro de la oferta analizada se ha
optado por mostrar algunos cursos sobre confiabilidad de determinados ámbitos
geográficos locales, aclarando que la gran mayoría de las Universidades o
Asociaciones Industriales disponen de esta tipología de cursos ante el interés
generalizado del mercado.
Fuentes de Informaciçon en Internet 377
Los ejemplos referentes a cursos expuestos son los siguientes:
-
El “Curso Avanzado en Gestión del Mantenimiento” de 120 horas
ofertado por la entidad Iraunkor de Mondragon Unibertsitatea en el País
Vasco (http://www.mondragon.edu/posgrado/master-y-experto/empresa
(c)), con 7 ediciones ininterrumpidas, se orienta principalmente al
mantenimiento. La misma entidad cuenta con 2 ediciones del “Curso
Avanzado en Mantenimiento y Montaje”, también de 120 horas.
-
Curso “Mantenimiento Integrado TPM-RCM” de 36 horas gestionado por
la
AsociaciónColegio
Nacional
de
Ingenieros
del
ICAI
(http://www.icai.es/Actividades/f-TMI53.html (c)).
-
Experto universitario en mantenimiento de instalaciones de edificios
(hospitales, hoteles, complejos de apartamentos, edificios industriales,
edificios institucionales) de la Universidad de Las Palmas de Gran
Canaria: Se trata de curso presencial de 20 ECTS (European Credit
Transfer System), unidad que define la cantidad de trabajo en una
actividad
lectiva
adaptada
al
marco
europeo
de
estudio),
(http://www.ulpgc.es/index.php?pagina=estudios_postgrado&ver=detall
e&codigo=256 (c)).
Además de esta formación impartida desde las universidades se dispone de
formación en el área de confiabilidad impartida por consultorías, por ejemplo:
http://www.mantecnologia.com/Formacion.htm (c),
http://www.ingeman.net/formacion.php (c),
http://www.soporteycia.com.co/rcm/index.html (c)
http://www.navactiva.com/web/es/descargas/pdf/amngm/master_ingenieria_m
antenimiento.pdf (c).
378 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Para finalizar, también comentar la formación ofrecida en los cursos
presenciales
de
la
Asociación
Española
de
Mantenimiento
(véase
http://www.aem.es (c)), ya que también dispone de Cursos On-line.
MÁSTERES
Considerando los másteres, merece destacar que en la fecha en la que se está
produciendo este capítulo (2009) se está produciendo un interesante cambio en
el que conviven masteres universitarios con no universitarios, y masteres
adaptados al Espacio Europeo de Educación Superior con otros no adaptados. A
continuación se diferencia la oferta de másteres adaptados de los no
adaptados.
Másteres adaptados:
Universidad de Sevilla
La Universidad de Sevilla ofrece un itinerario que incluye el tener que
egresarse de un curso experto para obtener, a posteriori, uno de los dos
másteres relacionados con el ámbito de la confiabilidad.
Título de máster propio en mantenimiento industrial y técnicas de
diagnóstico (60 ECTS)
‐
Título de experto universitario en mantenimiento de medios e
instalaciones industriales (30 ECTS)
‐
Título de experto universitario en mantenimiento predictivo y diagnosis
de fallos (30 ECTS)
Título de master propio en ingeniería y gestión del mantenimiento (60
ECTS)
‐
Título de experto universitario en mantenimiento de medios e
instalaciones industriales (30 ECTS)
‐
Título de experto universitario en gestión del mantenimiento (30 ECTS)
Fuentes de Informaciçon en Internet 379
‐
Figura 12.1: Oferta universitaria de la Universidad de Sevilla
http://www.master.us.es/mmindustrial/ (c)
Universidad Politécnica de Valencia
La
universidad
valenciana
ofrece
un
master
en
ingeniería
del
mantenimiento de entre 60 a 120 ECTS.
http://www.upv.es/contenidos/po/menu_495043c.html (c)
Universidad camilo José Cela
En este caso se afirma que cada uno de los masteres mostrados en los
siguientes vínculos “emplea como orientación académica el sistema de
créditos europeos ECTS”: Se ha profundizado en esta afirmación y se ha
constatado que aunque aún no se haya homologado ninguno de estos
masteres, ambos se encuentran en proceso de homologación, por lo que
se estima que en breve serán ofertados.
Master semipresencial en mantenimiento industrial (MMI):
380 Aproximación a la Confiabilidad. Aplicaciones Prácticas
http://www.ucjc.edu/index.php?section=estudios/titulaciones/mastersposgrados/master-mantenimiento-industrial (c)
Postgrado semipresencial en mantenimiento mecánico (PMM):
http://www.ucjc.edu/index.php?section=estudios/titulaciones/mastersposgrados/postgrado-mantenimiento-mecanico (c)
Universidad de las Palmas de Gran Canaria
La universidad de las Palmas ofrece el Master Online en ingeniería de
confiabilidad y riesgo (60 ECTS), que cursa ya su tercera edición, pero
que ya se encuentra adaptado al nuevo marco educativo:
http://www.ulpgc.es/index.php?pagina=estudios_postgrado&ver=detalle
&codigo=236 (c)
Másteres no adaptados:
Instituto tecnológico de Castilla y León (Burgos)
Máster gestión y planificación del mantenimiento (presencial)
http://www.emagister.com/gestion-planificacion-del-mantenimientocursos-2596987.htm (c)
Se trata de un máster aparentemente no adaptado al nuevo marco
Europeo.
Seas, centro de formación abierta
Como en el anterior caso ofrecen dos Másteres en gestión del
mantenimiento a distancia, pero aparentemente no adaptados al nuevo
marco de Bolonia.
Fuentes de Informaciçon en Internet 381
http://www.mastermas.com/masters/master-gestion-del-mantenimientoi-207247.html (c)
http://www.mastermas.com/masters/master-gestion-del-mantenimientoii-207245.html (c)
XII.2.5. LIBRERÍAS Además de la reconocida web ‘Google libros’ , en el ámbito internacional
destaca
la
librería
especializada
de
(http://books.google.es
(c))
MaintenanceResources.com
http://www.maintenanceresources.com/referencelibrary/rcm/index.htm (i), en
la que se pueden ver de forma gratuita las primeras cuatro páginas de los libros
disponibles. En caso de que el libro suscite interés en el lector, al final de la
cuarta página se direcciona a una web en la que se puede ejecutar la compra.
También comentar la librería que ofrece la consultoría “Barringer and
Associates” http://www.barringer1.com/ (i) con vistas previas del primer
capítulo de los libros ofertados.
XII.2.6. REVISTAS Y “E‐ZINE”‐S Elaborando la búsqueda en el mundo de mantenimiento resulta obligatorio
mencionar
las
revistas
(http://www.puntex.es/mantenimiento/
Mantenimiento
(c)),
la
revista
digital
Online
Dirección
Industrial del portal ceroaverias.com (http://www.ceroaverias.com/ (c)), la
revista Ingeniería y Gestión de Mantenimiento (la cual ofrece algunos artículos
en formato electrónico (http://www.alcion.es/ (c)) y la revista PMM Project
Magazine (http://www.pmmlearning.com/ (c)) las tres expositoras de artículos
de centrados principalmente en la mantenibilidad. En el ámbito internacional y
dentro del mundo de mantenimiento destacan las revistas Maintenance
382 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Technology
(http://www.mt-online.com/
(i))
y
Plant
Engineering
and
Maintenance magazine online (http://www.pem-mag.com/ (i)) como fuentes
potenciales de información sobre confiabilidad. Y por último, entrando a valorar
e-Zines de portales, comentar los siguientes: Por una parte el portal
http://manufacturing.net/ (i), que pese a ser un portal ofrece información
industrial de diversos ámbitos incluyendo dos revistas electrónicas a la que uno
puede inscribirse en la dirección http://www.reed4success.com/mnetnews/ (i).
Tan importante como la comentada es el eZine de MaintenanceResources.com
que
se
encuentra
en
la
ubicación
http://www.maintenanceresources.com/ReferenceLibrary/ezine/subscribe.htm
(i). Por último, destaca el magazine Reliability Hotwire de Weibull.com
(http://weibull.com/hotwire/ (i)).
XII.2.7. FREEWARE En este apartado se ofrece información relativa a aplicaciones gratuitas (o casi
gratuitas) orientadas a la confiabilidad en la red. La página más destacada
corresponde
a
la
consultora
“Barringer
and
Associates”
http://www.barringer1.com/ (i), en la que se muestra un apartado llamado
“Free (Or Low Cost) software, en la que se pueden descargar (entre otras
aplicaciones) versiones “demo”, versiones “beta”, aplicaciones de: Cálculo de
probabilidades de fallo, Cálculo de Ciclo de Vida, Training en fiabilidad, Modelos
de fiabilidad simples/complejos, Optimización de intervalos de reparación, y
Software de RCM (se recomienda probar el RAPTOR).
Asimismo, comentar la página de la Consultoría Internacional ARMS
Reliability Engineers (http://www.reliability.com.au/index.asp?pgid=11 (i)), en
la que en su apartado “Download” ofrece software orientado a la fiabilidad
relativo a costes de RCM, Simulaciones de Fiabilidad, Árboles de Fallos, etc.
descargables tras cumplimentar un formulario.
Fuentes de Informaciçon en Internet 383
También merece destacar la versión gratuita del programa de Gestión de
Mantenimiento Asistida por Ordenador CWORKS ofrecida en la página
http://www.cworks.com.my/cw_download.asp (i). La versión traducida al
castellano de esta aplicación también es difundida gratuitamente, pero en este
caso dentro del ‘Curso Avanzado en Gestión del Mantenimiento’ de la
Universidad de Mondragón (ver sección XII.2.4).
Por último mencionar el portal de mantenimiento Plant Engineering (en
la dirección http://www.plant-maintenance.com/freestuff/index2.shtml (i)), en
el cual se recopilan diversos tipos de programas freeware, shareware o demo
de los siguientes temas: RAM-s y costes, GMAO-s (o utilidades de fiabilidad de
GMAO-s), Análisis de Fallos, Mantenimiento Condicional / Predictivo, RCM, etc.
XII.2.9. ASOCIACIONES En referencia a las asociaciones vinculadas a la confiabilidad, se diferencian las
asociaciones y los capítulos nacionales de los internacionales.
En el ámbito nacional la representación se compone de:
•
El
Comité
Nacional
de
Confiabilidad
(http://www.aec.es/comites/comites.asp?id=52&CatId=70&pagina=0
(c)).
•
La
de
de
Red
Temática
Sobre
Funcionamiento
los
Sistemas
Modelado
y
Productivos
Calidad
para
la
de
Seguridad
Servicio
(http://taylor.us.es/depen-
impro/html/network.html (c)).
•
La Asociación Española de Mantenimiento (http://www.aem.es (c)).
384 Aproximación a la Confiabilidad. Aplicaciones Prácticas
•
La Asociación para el Desarrollo de la Ingeniería de Mantenimiento
INGEMAN (http://www.ingeman.net (c)).
Mientras que internacionalmente destacan las siguientes entidades:
•
La “European Safety, Reliability & Data Association” ESREDA
(http://www.esreda.org/ (i)).
•
La
“European
Safety
and
Reliability
Association”
ESRA
(http://www.esrahomepage.org/ (i)).
•
La “Institute of Electrical and Electronics Engineers (IEEE) Reliability
Society” (http://www.ieee.org/web/membership/societies/RL007.html
(i)).
•
La “European Federation of National Maintenance Societies (EFNMS)”
(http://www.efnms.org/ (i)).
•
La
“American
Society
for
Quality
(ASQ)
Reliability
division“
(http://www.asq-rd.org/ (i)).
•
El
“Japan
Institute
of
Plant
Maintenance
(JIPM)”
(http://www.jipm.or.jp/en/ (i)).
Respecto a este apartado resulta interesante realizar dos observaciones:
a) en general todas las asociaciones, tanto nacionales como internacionales,
muestran una clara predisposición a colaborar con los agentes que contactan
con las mismas, y b) se ha constatado, entre las empresas, cierto grado de
desconocimiento de qué es lo que aporta cada entidad al conocimiento, puesto
que en algunos casos pueden haber duplicidades entre los roles que las
anteriormente mencionadas entidades pueden adoptar.
Fuentes de Informaciçon en Internet 385
XII.2.10. CONFERENCIAS Respecto a las conferencias relacionadas con la confiabilidad se ofrecen
cuatro direcciones que presentan los vínculos a las webs de las conferencias de
las asociaciones más relevantes en el ámbito, tales como Esrel, Esreda, RAMS,
etc. Las direcciones a consultar son las siguientes:
•
http://www.esrel2009.org/ (i)
•
http://www.esreda.org/index.php?option=com_content&view=article
&id=116&Itemid=100 (i)
•
http://rams.org/ (i)
•
http://www.ieee.org/portal/site/relsoc/menuitem.e3d19081e6eb2578f
b2275875bac26c8/index.jsp?&pName=relsoc_level1&path=relsoc/Use
ful_Information&file=ConferenceCalendar.xml&xsl=generic.xsl (i)
•
http://www.aec.es/congresos/index.asp?TipoCongresos=proximos (c)
XII.3. CONCLUSIONES La facilidad de acceso a los medios que ofrece la red, junto con la oferta
de
páginas
con
información
sobre
diferentes
técnicas,
herramientas,
metodologías, productos, etc. sobre confiabilidad, han logrado que esta
disciplina gane continuamente aceptación dentro y fuera del campo de la
ingeniería. Así, la creciente demanda de confiabilidad en productos, procesos y
servicios
vaticina
que
las
referencias
aquí
mostradas
complementadas con otras de igual o mayor importancia.
sean
pronto
386 Aproximación a la Confiabilidad. Aplicaciones Prácticas
Por último, indicar que aunque las direcciones mostradas no recopilen el
100% de los portales vinculados a la confiabilidad, puede decirse que éstas
concentran parte importante de lo que es posible encontrar en la red sobre este
tema.