V-Cut Tool - VCT
Anuncio

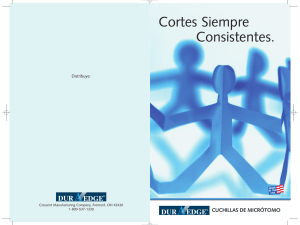
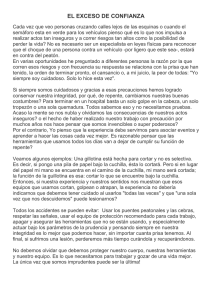
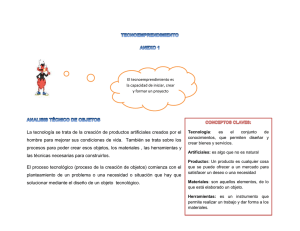
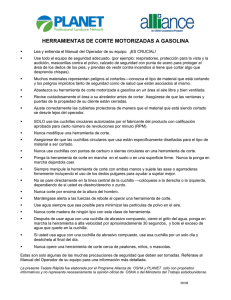
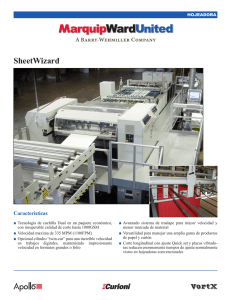
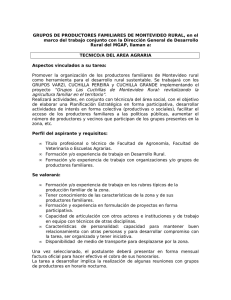
Instrucciones de servicio V-Cut Tool - VCT Guárdelo para futuras aplicaciones! Original Instrucciones de servicio Versión Firmware/Software: FW1.61 Fecha: 03-2015 2 Contents Contents 1 Descripción del producto................................................................................................................5 1.1 Descripción técnica...........................................................................................................................5 1.2 Datos técnicos.................................................................................................................................. 5 1.3 VCT................................................................................................................................................... 6 2 Disposiciones de seguridad........................................................................................................... 7 2.1 Uso previsto......................................................................................................................................7 2.2 Ejemplos de un uso no previsto.......................................................................................................7 3 Elementos de mando, servicio....................................................................................................... 9 3.1 Puntos de menú importantes........................................................................................................... 9 3.2 Insertar la cuchilla.......................................................................................................................... 10 3.3 Ajustar el ángulo de corte.............................................................................................................. 11 3.4 Insertar la herramienta................................................................................................................... 12 3.5 Ajustar el ángulo de entrada.......................................................................................................... 12 3.6 Proceso de inicialización................................................................................................................ 13 3.7 Realizar ajustes en función del material........................................................................................ 15 3.8 Realizar un corte de prueba...........................................................................................................15 3.9 Corrección X/Y................................................................................................................................16 4 Mantenimiento................................................................................................................................ 19 5 Ejemplos de aplicación................................................................................................................. 21 5.1 Generar un corte completo............................................................................................................ 21 5.2 Ranuras...........................................................................................................................................21 3 Contents 4 Descripción del producto 1 Descripción del producto 1.1 Descripción técnica La "Herramienta V-Cut" sirve para cortar materiales de hasta 16 mm de espesor. Para ello, la cuchilla se introduce en el material con un ángulo definido (45°, 30°, 22,5°, 15°, 0°) y se produce un corte en V. Sugerencia: Tenga preparada una herramienta de repuesto para evitar tiempos de parada de la producción de su plotter. 1.2 Datos técnicos Denominación Cantidad Unidad Peso 0.29 kg Máxima profundidad de 1) corte 16 mm Limitación de la zona de trabajo X 2) 40 mm Y 2) 40 mm 1) 2) En función del material y de la cuchilla En función del la posición arriba ajustada 5 Descripción del producto 1.3 VCT 6 1 Casquillo 2 Soporte 3 Portacuchillas profundidad de corte 16 mm, cuchilla trapezoidal 4 Cuchilla trapezoidal HS 5 Portacuchillas profundidad de corte 10 mm, cuchilla HM 6 Cuchilla HM 7 Portacuchillas profundidad de corte 16 mm, cuchilla HM 8 Calibre de ajuste 9 Destornillador de hexágono interior, 2,5 mm Disposiciones de seguridad 2 Disposiciones de seguridad 2.1 Uso previsto El uso previsto de la herramienta es requisito fundamental para un servicio seguro. El equipamiento suministrado determina la posibilidad de uso de la herramienta. La VCT está pensada para cortar diferentes materiales con cuchillas y portacuchillas Zünd en combinación con módulos Zünd. Cualquier otro uso diferente del descrito será considerado uso no previsto. ¡Solo el usuario responderá frente a daños resultantes del mismo! Por lo demás, el uso de la herramienta es considerado conforme en las siguientes situaciones: • si se cumplen las disposiciones de seguridad nacionales válidas • si se cumplen las disposiciones de seguridad que figuran en estas instrucciones de servicio • si se cumplen las condiciones de servicio y se utilizan las sustancias de servicio prescritas 2.2 Ejemplos de un uso no previsto • • • • • • • • • • • Uso de cuchillas no apropiadas Sujeción incorrecta de la cuchilla o del portacuchillas Empleo fuera del módulo previsto a tal fin Uso no adecuado o no previsto Sujeción incorrecta de la herramienta en el módulo Tamaños no apropiados del portacuchillas y de las cuchillas Limpieza irregular de la herramienta Cambios constructivos en el aparato sin el consentimiento de Zünd Incumplimiento de las disposiciones de mantenimiento Incumplimiento de las disposiciones de seguridad Hacer caso omiso a los indicios de desgaste y deterioro Peligros por un uso no previsto • Peligro de daño de la herramienta y del sistema de plotter • Lesiones de corte • Rotura de cuchillas • Extracción accidental de la cuchilla del mango de la cuchilla 7 Disposiciones de seguridad 8 Elementos de mando, servicio 3 Elementos de mando, servicio 3.1 Puntos de menú importantes Sugerencia: La VCT está completamente integrada en el Zünd Cut Center. El Zünd Cut Center le ayuda en la selección de los parámetros correctos para su material a procesar. Ajustes generales Menú Ajuste / Función 1-1-1-2-1 Inicialización manual Definir el punto cero manualmente 1-1-1-2-2 Inicialización auto Definir el punto cero automáticamente mediante ITI 1-1-1-2-3 Posición arriba Ajustar la posición arriba (fuera del material) 1-1-1-2-4 Posición abajo Ajustar la profundidad de procesamiento 1-1-1-2-5 Corte de prueba Realizar un corte de prueba Velocidad y aceleración Menú Ajuste / Función 1-1-1-3-2-1 Herr. arr. XY Velocidad de desplazamiento en la posición arriba 1-1-1-3-2-2 Herr. abajo XY Velocidad de desplazamiento en la posición abajo 1-1-1-3-2-3 Subir Z Velocidad de ascenso 1-1-1-3-2-4 Bajar Z Velocidad de descenso 1-1-1-3-3-1 Herr. arr. XY Aceleración de la herramienta en la posición arriba 1-1-1-3-3-2 Herr. abajo XY Aceleración de la herramienta en la posición abajo Ajustes V-Cut Menú Ajuste / Función 1-1-1-3-1-1 Ángulo entrada Selección del ángulo de corte(45°, 30°, 22,5°, 15°, 0°) 1-1-1-4-2 Corrección X Introducción de un valor para la corrección X 1-1-1-4-3 Corrección Y Introducción de un valor para la corrección Y 9 Elementos de mando, servicio 3.2 Insertar la cuchilla Nota: Colocar la cuchilla sin regla de ajuste provoca una reducción de la calidad de salida y puede provocar colisiones con el ITI. 10 Elementos de mando, servicio A B C D E F G H Soltar el apriete del portacuchillas con la llave de hexágono interior (2,5 mm). Introduzca la cuchilla deseada en la sujeción del portacuchillas. Coloque el portacuchillas en el calibre de ajuste y dóblelo hacia abajo. Atornille el portacuchillas al calibre. Ajuste la cuchilla en el calibre. Apriete la sujeción del portacuchillas. Destornille el portacuchillas del calibre. Doble el portacuchillas hacia arriba y retírelo del calibre. Resultados La cuchilla está correctamente sujetada en el portacuchillas. 3.3 Ajustar el ángulo de corte Posiciones de la cuchilla El soporte permite montar el portacuchillas en cinco posiciones diferentes. En función de la posición, el ángulo de corte será diferente: 45° 30° 22,5° 15° 0° Procedimiento A Llevar el portacuchillas al alojamiento del soporte deseado. B Atornillar el portacuchillas con la llave de hexágono interior (4 mm). 11 Elementos de mando, servicio 3.4 Insertar la herramienta El UM está montada en la posición deseada. A En el menú del plotter, seleccionar 1-5-1 Cambiar módulo/herramienta . El portamódulos se desplaza a la posición de cambio de módulo. B Introducir la VCT en el portaherramientas. Alinear la marca roja en la herramienta con la marca roja en el módulo. C Bajar el vástago de herramienta hasta el tope en el alojamiento del módulo. D Apretar la retención de módulo y bloquear el cierre de bayoneta. E Insertar el portacuchillas con la herramienta insertada (desde abajo) en el alojamiento del casquillo y apretar. Resultados La VCT está insertada. Seguir las instrucciones en el panel de control del plotter para crear una nueva VCT o seleccionar una VCT ya existente. En el capítulo Manipulación de herramientas de las instrucciones de servicio del plotter figura información más detallada. 3.5 Ajustar el ángulo de entrada El ajuste del ángulo de entrada garantiza que la cuchilla se inserte automáticamente en el material con el ángulo correcto. El punto de entrada puede optimizarse mediante las funciones 1-1-1-4-2 Corrección X o 1-1-1-4-3 Corrección Y (ver el apartado "Corrección X/Y en la página 16" en este capítulo). El valor X/Y depende del ángulo de entrada y se selecciona automáticamente. 12 Elementos de mando, servicio Nota: Peligro de daños en el plotter. • Asegúrese de que el valor ajustado 1-1-1-3-1-1 Ángulo entrada coincida siempre con el valor ajustado en la VCT. A Cambiar al ajuste 1-1-1-3-1-1 Ángulo entrada . B Seleccionar el ángulo de entrada ajustado del VCT y confirmar la selección con OK. 3.6 Proceso de inicialización Atención: ¡Peligro de lesiones durante la inicialización de la herramienta! ¡Las barreras de luz delanteras no se encuentran activas durante la inicialización manual! • Durante la inicialización no introduzca las manos en la zona de actuación de la herramienta • Defina el punto cero con el ITI. Nota: Colocar la cuchilla sin regla de ajuste provoca una reducción de la calidad de salida y puede provocar colisiones con el ITI. Nota: La inicialización mediante AKI no es posible. Sugerencia: La inicialización se puede realizar de forma manual o automática con el ITI de instalación fija. 1-1-1-2-1 Inicialización manual 1-1-1-2-2 Inicialización auto Ajuste con el ITI o manualmente la punta de la pieza intercambiable de la herramienta exactamente a la altura de la superficie de trabajo (base de corte/fresado). El valor determinado sirve como punto de partida para los ajustesPosición arribayPosición abajo. 13 Elementos de mando, servicio 1-1-1-2-3 Posición arriba 1-1-1-2-4 Posición abajo 14 LaPosición arribadefine la distancia entre el punto cero y la herramienta levantada. Seleccione este valor en función del material y su formación de pliegues. Por lo general, una distancia pequeña entre el material a procesar y la herramienta elevada significa una duración menor de procesamiento. LaPosición abajodefine la profundidad de incisión de la herramienta en la base de corte/ fresado. Esto es necesario para cortar el material procesado por completo. Laposición abajovaría en función del material procesado y del procedimiento de mecanizado. Elementos de mando, servicio 3.7 Realizar ajustes en función del material Sugerencia: Para preparar los datos de procesamiento utilice el softwareZCC. La herramienta está integrada completamente en elZCC. Existe un gran número de materiales con parámetros de procesamiento óptimos. Esto reduce al mínimo las laboriosas pruebas de procesamiento e incrementa a la vez la eficacia del procesamiento. El ajuste de los parámetros de procesamiento se realiza en función del material. Realice pruebas antes del procesamiento para comprobar sus ajustes. 3.8 Realizar un corte de prueba • • • • • La herramienta está inicializada La máquina se encuentra en el estado de servicio OFFLINE Se han efectuado los ajustes en función del material La herramienta está activa El valor de la función de menú 1-1-1-3-1-1 Ángulo entrada corresponde al ángulo de la cuchilla insertada Comprobar la calidad de corte A Colocar el material procesado sobre la superficie de trabajo. B 1-1-1-4-4 Corte de prueba Seleccionar. C Posicionar la herramienta sobre el material procesado con las teclas de desplazamiento.Iniciar el corte de prueba con OK. D Controlar el corte de prueba. Si la calidad del corte de prueba no fuera satisfactoria, realizar la corrección X/Y (ver el apartado "Corrección X/Y en la página 16" en este capítulo). Comprobar la profundidad de corte A Colocar el material procesado sobre la superficie de trabajo. B 1-1-1-2-5 Corte de prueba Seleccionar. C Posicionar la herramienta sobre el material procesado con las teclas de desplazamiento.Iniciar el corte de prueba con OK. D Controlar el corte de prueba. Si fuera necesario, corregir o volver a definir el punto cero del eje Z mediante la función 1-1-1-2-4 Posición abajo . 15 Elementos de mando, servicio 3.9 Corrección X/Y Realizar la corrección X/Y en las siguientes situaciones: • La calidad del corte de prueba es insuficiente • No es posible ajustar la cuchilla con el calibre Para VCT el centro de corte no coincide con el centro de giro del módulo, por lo que se debe ajustar. Los valores de corrección se guardan en el menú en 1-1-1-4-2 Corrección X y 1-1-1-4-3 Corrección Y. Asegúrese de que se cumplan los siguientes requisitos: • La VCT está sujetada en el módulo según las instrucciones • La cuchilla está sujetada debidamente • El plotter está configurado según las instrucciones • El eje Z está inicializado según las instrucciones Valores de corrección en general El punto de entrada o el sentido de corte de cada línea de corte de prueba sirven como puntos de medición para determinar los valores de corrección. Por lo tanto, se debe observar dónde entra exactamente la cuchilla al cortar las 4 líneas y marcar los puntos de entrada. 1 Inicio de corte (punto de entrada)2 Figura de corte cuando todos los Figura de corte después de haber Final de corte valores de corrección están puestos realizado con éxito el ajuste. a 0. 16 Elementos de mando, servicio Posibilidades para el cálculo de la corrección Y Con motivo de la corrección Y los cortes se desplazan hasta que los cortes paralelos en cada caso se encuentren sobre una línea. Existen dos posibilidades para calcular el valor de corrección requerido: Posibilidad 1: Se debe desplazar la línea 1 a la izquierda o la línea 2 a la derecha para que coincidan con la misma línea. Y = valor de corrección Y existente - a/2 Posibilidad 2: Se debe desplazar la línea 1 a la derecha o la línea 2 a la izquierda para que coincidan con la misma línea. Y = valor de corrección Y existente + a/2 Resultado: Los cortes se encuentran en la misma línea. Efectuar la corrección Y A B C D Iniciar la función 1-1-1-4-4 Corte de prueba . Insertar el valor determinado Y en el campo 1-1-1-4-3 Corrección Y . Realizar un corte de prueba y, si fuera necesario, volver a calcular el valor de corrección. La corrección Y finaliza cuando los cortes se encuentren en una línea (tolerancia: ±0.1 mm). Puede ser necesario realizar un control con una lupa. 17 Elementos de mando, servicio Posibilidades para el cálculo de la corrección X Con motivo de la corrección X los cortes se desplazan hasta que cada punto de entrada se encuentre exactamente en el centro. Existen dos posibilidades para calcular el valor de corrección requerido: Posibilidad 1: La distancia entre los puntos de entrada es mayor que la distancia entre los finales de corte X = valor de corrección X existente - b/2 Posibilidad 2: La distancia entre los puntos de entrada es menor que la distancia entre los finales de corte X = valor de corrección X existente + b/2 Resultado: Los puntos de entrada se encuentran exactamente en el centro. Efectuar la corrección X A B C D 18 Iniciar la función 1-1-1-4-4 Corte de prueba . Insertar el valor determinado X en el campo 1-1-1-4-2 Corrección X . Realizar un corte de prueba y, si fuera necesario, volver a calcular el valor de corrección. La corrección X finaliza cuando cada uno de los puntos de entrada se encuentra exactamente en el centro (tolerancia: ±0.1 mm). Puede ser necesario realizar un control con una lupa. Mantenimiento 4 Mantenimiento Nota: Peligro de daños en la herramienta. No utilice nunca ultrasonido, chorro de vapor, aire a presión, etc. para limpiar la herramienta. No utilice agentes de limpieza (sprays limpiadores, desengrasantes, etc.) La herramienta no necesita ningún tipo de mantenimiento. Límpiela periódicamente de restos de suciedad. 19 Mantenimiento 20 Ejemplos de aplicación 5 Ejemplos de aplicación La herramienta V-Cut puede ser utilizada para muchos materiales diferentes. La selección correcta de la cuchilla y de los parámetros de corte son sumamente importantes. En el catálogo de productos de Zünd encontrará información más detallada sobre las cuchillas. 5.1 Generar un corte completo 1 Material 2 Base de corte 3 Corte transversal 4 VCT A B C D Insertar la cuchilla. Ajustar el ángulo de corte deseado. 1-5-1 Cambiar módulo/herramienta Seleccionar e insertar la VCT en el módulo. Introducir el ángulo de entrada seleccionado mediante 1-1-1-3-1-1 Ángulo entrada . E F G H Inicialización (ver el apartado "Proceso de inicialización en la página 13" en este capítulo). Seleccionar e introducir los parámetros de corte (velocidad, aceleración) en función del material. Realizar un corte de prueba 1-1-1-2-5 Corte de prueba para controlar la profundidad de corte. Si fuera necesario, reajustar la profundidad de corte en el menú 1-1-1-2-4 Posición abajo hasta obtener un corte completo limpio (en función del espesor del material de 0.4 - 0.8 mm). 5.2 Ranuras El ranurado designa la separación de una viruta de material de un cartón grueso o de material sándwich para permitir el doblado el material. 21 Ejemplos de aplicación Preparar el archivo de corte Para generar una ranura en V, se recorre un vector en dos sentidos. En este proceso, la punta de la cuchilla en su estado bajado corresponde al vector del archivo de corte (punto cero + posición abajo). La conversión del vector varía en función del software de procesamiento. Tenga en cuenta que ya se ha considerado el corte en exceso que es necesario debido a la posición inclinada de la cuchilla. A Ruta de corte, posibles profundidades de corte B Desplazamiento 1, primer corte transversal de la ranura en V C Desplazamiento 2, segundo desplazamiento de la ranura en V D Resultado: ranura en V acabada 1 Ejemplo: ranura en V, posición abajo: -5 mm 2 Ejemplo: ranura en V, posición abajo: -2 mm 3 Ejemplo: ranura en V, posición abajo: 0 mm (corte) 4 Vector del archivo de corte 5 Material de corte 6 Paso para desplazamiento 1 7 Vector del archivo de corte durante el desplazamiento 1 8 Corte durante el desplazamiento 2 9 Vector del archivo de corte durante el desplazamiento 2 22 Ejemplos de aplicación Generar una ranura en V A B C D E Insertar la cuchilla. Ajustar el ángulo de corte deseado. 1-5-1 Cambiar módulo/herramienta Seleccionar e insertar la VCT en el módulo. Introducir el ángulo de entrada seleccionado mediante 1-1-1-3-1-1 Ángulo entrada . Inicialización (ver el apartado "Proceso de inicialización en la página 13" en este capítulo). F Seleccionar e introducir los parámetros de corte (velocidad, aceleración) en función del material. G Realizar un corte de prueba 1-1-1-2-5 Corte de prueba para controlar la profundidad de corte. H Si fuera necesario, reajustar la profundidad de corte en el menú 1-1-1-2-4 Posición abajo hasta que fuera posible doblar el material según lo deseado. 23 Ejemplos de aplicación 24