N - Universidad Nacional Mayor de San Marcos
Anuncio

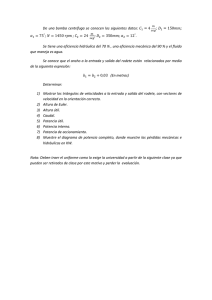
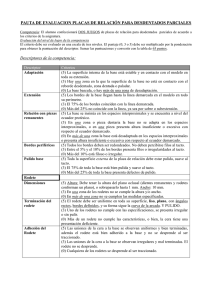
UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS Fundada en 1551 FACULTAD DE CIENCIAS FISICAS E.A.P. DE INGENIERIA MECANICA DE FLUIDOS CONTROLES DE CALIDAD EN LA FABRICACIÓN DE UN RODETE PELTON MONOGRAFÍA Para optar el Título Profesional de : INGENIERO MECÁNICO DE FLUIDOS AUTOR HARRY ERNESTO MURRAY GARCIA LIMA – PERÚ 2005 INDICE INTRODUCCION CAPITULO I OBJETIVOS 1.1.- Objetivos Generales. 1.2.- Objetivos Específicos. CAPITULO II MARCO TEORICO 2.1.- Estudio Teórico de las Turbinas Pélton. 2.1.1.- Triangulo de Velocidades. 2.1.2.- Fuerza del Chorro, Potencia y Rendimiento. 2.2.- Teoría General del Rodete Pélton. 2.2.1.- Determinación de los Diámetros Principales. 2.2.2.- Forma y Dimensiones de las Cazoletas. 2.2.3.- Número de Cazoletas. CAPITULO III EVALUACION DEL RODETE PELTON CAPITULO IV PROPUESTA DE SOLUCION AL PROBLEMA CAPITULO V CALCULOS PARA EL DISEÑO DEL RODETE PELTON 5.1.- Cálculos de Velocidades. 5.2.- Cálculos de Fuerza del Chorro, Potencia y Rendimiento. 5.3.- Cálculos de los Diámetros Principales. CAPITULO VI MODIFICACIONES REALIZADAS CAPITULO VII FABRICACON DEL RODETE PELTON 7.1.- Criterios para el Diseño. 7.2.- Especificaciones para el Material del Rodete Pélton 7.3.- Propiedades Mecánicas del Acero COR 13-4. 7.4.- Composición Química del Acero COR 13-4. 7.5.- Confección de Plantillas. 7.6.- Moldes del Rodete Pélton para la Fundición. 7.7.- Maquinado, Rectificado y Acabado. CAPITULO VIII 8.1.- CONTROLES DE CALIDAD Controles de Calidad Posterior a la Colada. 8.1.1.- Tratamiento Térmico de Templado. 8.1.2.- Tratamiento Térmico de Revenido. 8.2.- Ensayos no Destructivos luego de los Tratamientos Térmicos. 8.2.1.- Inspección Visual. 8.2.2.- Inspección con Radiografía Industrial. 8.2.3.- Inspección con Partículas Magnéticas 8.3.- Ensayos no Destructivos durante los Procesos de Maquinado, Rectificado y Acabado. 8.3.1.- Inspección con Tintes Penetrantes. 8.3.2.- Inspección con Partículas Magnéticas. 8.3.3.- Control de Dureza. 8.3.4.- Balanceo Dinámico. CAPITULO IX CONCLUSIONES CAPITULO X RECOMENDACIONES ANEXOS ANEXO I: PLANOS ANEXO II: FORMATO DE CONTROLES INTRODUCCION La presente monografía técnica trata sobre los controles de calidad que se deben seguir durante la fabricación de un Rodete Pelton para la Central Hidroeléctrica Huayunga, localizada en la Provincia de Cajabamba en el Departamento de Cajamarca a 3082 msnm. Esta central tiene dos grupos de generación, ambos con Rodetes Pelton de eje horizontal de 19 cazoletas postizas y con las siguientes características por grupo: • Potencia : 283 KW. • Altura : 247 m. • Caudal : 0.135 m3 /s. • Nº de inyectores : 01 • Velocidad : 1200 RPM. • Diámetro exterior : 704 mm. • Diámetro del eje : 120 mm. • Nº de cazoletas : 19 Los Rodetes Pelton que se encuentran en actividad constan de 19 cazoletas postizas y tienen una antigüedad aproximada de 20 años. Estos rodetes presentan problemas de falta de material en la parte posterior de la zona del filo de ataque de las todas cazoletas, ocasionados por fuertes erosiones. Este problema se viene presentando desde la puesta en marcha de los rodetes. Por lo que esta monografía técnica esta dirigida principalmente a los controles de calidad que se deben de efectuar durante los diferentes procesos en la fabricación de un Rodete Pelton de una sola pieza, la cual fue la solución tomada para erradicar el problema de las erosiones en la parte posterior del filo de ataque Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO I OBJETIVOS Los objetivos a los cuales se quiere llegar con esta monografía técnica, se pueden dividir en 2 grupos, los objetivos generales, que nos darán una idea general del problema al cual estamos enfrentando y a su vez buscar la mejor manera de atacar al problema y con ello conseguir una solución. El otro grupo de los objetivos son los específicos, los cuales nos darán una idea de los procedimientos que se tienen que seguir para lograr las metas trazadas en os objetivos generales. A continuación se especifican estos dos grupos de objetivos. 1.1.- Objetivos Generales 1. Evaluar el Rodete Pelton que actualmente se encuentra en servicio y determinar si es el apropiado para la Central Hidroeléctrica de Huayunga. 2. Determinar los factores que pr oducen los problemas de las fuertes erosiones en la zona posterior del filo de ataque de todas las cazoletas. 3. Realizar la adecuada aplicación de los controles de calidad durante los procesos de fabricación del Rodete Pelton, de acuerdo a normas internacionales de calidad establecidas para este tipo de trabajo. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 1.2.- Objetivos Específicos 1. Conocer el proceso de fabricación del molde y caja de alma del Rodete Pelton. 2. Conocer el procedimiento para efectuar la fundición y los tratamientos térmicos que se requieren para garantizar una buena colada de la pieza a fundir. 3. Aplicación de las normas técnicas para efectuar los controles de calidad a los que el Rodete Pelton debe ser sometido para asegurar su adecuado funcionamiento. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura 01: Mapa de Cajamarca en Perú Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura 02: Mapa de Cajabamaba en Cajamarca Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO II MARCO TEORICO Recordemos que las Turbinas Pelton son Turbinas de Acción, y son apropiadas para grandes saltos y pequeños caudales; por lo cual sus números específicos son bajos. Referente a las partes constructivas de este tipo de turbinas, ellas se componen de: • Inyector(es) principal. • Deflector. • Rodete (rueda). • Inyectores auxiliares (de partida y/o de freno). • Carcasa. Recordemos también que la altura neta está dada por: 2 P c H n = ze − zs + e + e γ 2g Así mismo el Número Específico esta dado por: ns = n N 5 /4 Hn Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley De acuerdo a los dispositivos actuales de este tipo de turbina, se distinguen dos tipos uno de eje horizontal y el otro de eje vertical. Las primeras pueden tener 1 ó 2 inyectores; en cambio las de eje vertical se construyen hasta de 6 inyectores. 2.1.- ESTUDIO TEÓRICO DE LAS TURBINAS PELTON 2.1.1.- TRIANGULO DE VELOCIDADES De la Figura 1 se observa que a la entrada de la cazoleta ó cuchara, las velocidades absoluta ( c1 ) y tangencial (u1) tienen la misma dirección y sentido; por lo tanto se puede escribir: w1 = c1 − u1 (1) c u1 = c 1 (2) En las relaciones anteriores sen ha despreciado la componente de choque, al considerar nulo el ángulo â 1 (en la práctica no es rigurosamente nulo). Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley c1=c 0 Chorro u1 w1 u2 co c2 w2 Figura Nº 03: Triangulo de Velocidades A la salida, la dirección de la velocidad relativa (w 2) está definida por el ángulo â2, luego se tiene: cu 2 = u 2 − w 2 cos β2 (3) De la figura se observa que la velocidad de entrada (c1) es igual a la del chorro: c1 = c 0 = k c0 2 gH n k c0 = 0.95 − 0 .98 A “kc 0” se le acostumbra a denominar “coeficiente de tobera”. (4) Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conf orme a Ley En términos del coeficiente de velocidad, u puede expresarse como: u=? ku 2gH n (5) Donde ku se puede obtener de la figura 04: Figura Nº 04: Grafica de valores del k u en función del nS Además: u = u1 = u 2 (6) 2.1.2.- Fuerza del Chorro, Potencia, y Rendimiento De acuerdo al principio del cambio de la cantidad de movimiento, la fuerza del chorro está dada por: Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Fch = ρ ⋅ Q ⋅ ( w1 + w2 cos β2 ) (7) w 2 = k m ⋅ w1 (8) Donde km se denomina coeficiente de cazoleta (depende del espesor de la capa de agua, terminación de la cazoleta, tipo de material). Su valor varía entre 0.88 y 0.92. De esta forma, la fuerza del chorro quedará expresada por: Fch = ρ ⋅ Q ⋅ w1 ⋅ (1 + k m cos β2 ) (9) Combinando (1) y (4) con (9) se obtiene: Fch = ρ ⋅ Q ⋅ ( k c 0 2gH n − u) ⋅ (1 + k m cos β2 ) (10) La expresión (10) representa la fuerza ejercida por el chorro sobre la rueda, la cual gira con velocidad u. de esta forma, la fuerza será máxima cuando u = 0 (en la partida) y mínima cuando c0 tienda a u. La potencia está definida por la fuerza y la velocidad, entonces tenemos: N = Fch ⋅ u = ρ ⋅ Q ⋅ ( kc0 2 gH n − u) ⋅ (1 + k m cos β2 ) ⋅ u (11) Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Introduciendo (5) en (11) y ordenando se obtiene: N = 2 ⋅ γ ⋅ Q ⋅ k u ⋅ H n ⋅ (k c − k u ) ⋅ (1 + k m cos β2 ) (12) 0 Con la potencia, altura neta y el caudal se obtiene el rendimiento. Cabe hacer notar que en este análisis teórico se han considerado sólo las pérdidas hidráulicas, de esta forma el rendimiento que se determinara es el manometrito (hidráulico). N γ ⋅Q ⋅ Hn η= (13) Reemplazando (12) en (15) se obtiene: η = 2 k u ⋅ ( k c0 − k u ) ⋅ (1 + k m cos β2 ) (14) Para el rendimiento máximo se tiene: [η ] ⇒ máx kc ∂ηm = 0 ⇒ ku = 0 ∂ku 2 (15) La relación (17) indica que el rendimiento (también la potencia) es máxima, cuando: u= c0 2 (16) Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Sin embargo; la práctica indica que la velocidad óptima es algo menor, comprendida entre 0.41 y 0.5 c0 (valor práctico u = 0.45 ⋅ c0 ). Los resultados teóricos se resumen en las curvas de la figura 03. Del grafico se observa que la velocidad de embalamiento teórica es igual a la velocidad del chorro, es decir, k u = k c Sin embargo, la práctica demuestra que 0 es: η embalamien to ≅ 1 .8 ⋅ n óptimo Figura Nº 05: Funcionamiento teórico de la Turbina Pelton Curvas características Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 2.2.- TEORIA GENERAL DEL RODETE PELTON 2.2.1.- Determinación de los Diámetros Principales Generalmente son datos el caudal (Q), la altura neta (Hn) y la velocidad de rotación (n); y se desea conocer el número específico (ns) y definir el número de chorros (j) para un ns convenientemente bajo. La velocidad del chorro queda definido por la relación (4) por lo tanto su diámetro (d) queda definido (para la carga de diseño) por: 4 Q d = ⋅ π j ⋅ c0 Donde: 1/2 (17) d: diámetro del chorro. J: número de chorros. La velocidad tangencial (u) referida al diámetro Pelton (o primitivo) D, está dado por (5). Los límites de la razón 1 d 1 < < 80 D 6 d diámetro del chorro , se encuentran en el rango: = D diámetro Pelton (18) Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 1 En los extremos el funcionamiento es defectuoso: en el primero , el agua 80 tiene un camino largo que recorrer antes de entrar en contacto con las cazoletas. 1 En el segundo , la experiencia demuestra que aumentan las pérdidas en la 6 cazoleta. Los mejores rendimientos se obtienen pa ra un diámetro de la rueda de 8 a 15 veces el del chorro. Anteriormente se demostró que d diámetro del chorro = esta relacionado con ns, aproximadamente por: D diámetro Pelton ns d = D 288 ⋅ k c ⋅η (19) 0 2.2.2.- Forma y Dimensiones de las Cazoletas Las dimensiones de la cazoleta son proporcionales al diámetro del chorro, la Figura (06) muestra las proporciones habituales. Para evitar una destrucción rápida de la arista media, el ángulo á no debe ser inferior a 20º. El ángulo â de 8 a 12º; no puede ser más pequeño pues el agua que sale de una cazoleta no debe golpear la siguiente. De la misma forma, al comienzo del ataque, el agua que sale de la cazoleta debe ser desviada al exterior para no tocar la rueda. Los diámetros de las circunferencias exterior (D e) y de puntas (Dp) dependen de las proporciones de la cazoleta. Cada fabricante dispone de relaciones empíricas para estos diámetros; para un primer cálculo se pueden utilizar las relaciones dadas por A. Tenot. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley (20) De = D p + d (21) d B = (2,25 - 2,8) d 7 Dp = D + 2 ⋅ d 6 d C = (1,2 - 1,25) d A = (0,8 - 1) d D = (2,6 - 3) d Figura Nº 06: Proporciones de las cazoletas, referidas al Diámetro del Chorro (d=1) De acuerdo a las tendencias modernas, en la fabricación de este tipo de turbinas, el diámetro exterior (De) está relacionado con D y ns por: De = (1.028 + 0.013 ⋅ n s ) ⋅ D (22) 2.2.3.- Número de Cazoletas El número de cazoletas debe ser seleccionado de forma tal, que cualquier partícula de agua proveniente del chorro, no pasara por la rueda sin ser desviada Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley por alguna cazoleta, la determinación del paso es facilitada por el trazado de las trayectorias relativas. El trazado de una trayectoria relativa se ilustra en la figura (07). El punto A es el comienzo de la trayectoria correspondiente a la generatriz superior del chorro, en → este mismo punto la trayectoria es tange nte a w . Esta trayectoria corta a la circunferencia de las puntas (D p) en un punto A1, tal que: A1 a1 = u p ∆t Y Aa 1 = c0 ∆t (23) Pues la partícula que parte de A recorre el segmento Aa 1 , en el mismo tiempo que el punto de la circunferencia de puntas, que deben reencontrarse en a1 describe el arco A1a1, de donde: A1α 1 u p k up = = Aa1 c0 k c (24) 0 Esta trayectoria corta al círculo Pelton en dos puntos M y N definidos por: Mm Nn kup = = Am An k c 0 (25) Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura Nº 07: Trazado de trayectorias relativas. La trayectoria relativa perteneciente a la generatriz inferior del chorro se extiende de B a B1. Todas las trayectorias relativas se encuentran, de esta forma, comprendidas entre las de A y B. El paso de la cazoleta es, a lo más, igual al arco BB1. Sin embargo; en la práctica, el número de cazoletas es elegido mayor al que resulta del paso (arco) BB1, de manera que asegura que, al tomar en cuenta el escote de la cazoleta, la parte del chorro que no toca la cazoleta atrapará la siguiente. Un aumento del número específico (ns) conduce a una disminución del número de cazoletas (z). En la práctica se obtienen buenos resultados haciendo uso de la relación dada por A. Ribaux. z = 15 + D 2d (26) Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO III EVALUACION DEL RODETE PELTON De la evaluación realizada al Rodete Pelton de 19 cazoletas postizas se encontraron las siguientes anormalidades: 1. EL Rodete Pelton presenta un mal diseño del nervio central, este se encuentra por debajo del impacto del chorro. 2. El ángulo posterior del filo de ataque, presenta un ángulo cerrado aproximadamente de 20º, esto influye directamente en los vacíos que se forman, cuando el agua ingresa a la cazoleta, creando depresiones y zonas de erosión. Figura Nº 08: Cazoleta Postiza del Rodete Pelton Original. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 3. La distancia de la punta del filo de ataque, llega a cortar aproximadamente el 70% del chorro, por consiguiente parte del chorro impacta por debajo del filo de ataque creando profundas erosiones. 4. El recorrido del agua en la parte interna de la cazoleta es anormal a consecuencia del mal diseño del perfil hidráulico interno, originando erosiones severas en el fondo de la cazoleta. 5. Los ángulos de salida de las cazoletas se encuentran muy abiertos, esto origina perdida de eficiencia del Rodete Pelton, no se aprovecha al máximo la potencia hidráulica, perdiéndose el vector axial, el cual se anula con la otra media de la cazoleta. 10° 12.1mm 17.2mm 27.8mm 20° Figura Nº 09: Plano Transversal de la de Cazoleta Postiza del Rodete Pélton Original Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO IV PROPUESTA DE SOLUCION AL PROBLEMA Para la solución del problema de las erosiones que se presentan en todas las cazoletas de la Turbina Pélton, se propone la fabricación de un Rodete Pelton de 19 cazoletas de una sola pieza y con un nuevo diseño. Para la fabricación del Rodete de una sola pieza, se utilizó rodete Pélton de 19 cazoletas postizas que se encontraba en servicio, el cual sirvió como referencia para tener las dimensiones generales del rodete, tales como el diámetro exterior (De), los anchos de las cazoletas y la forma de la misma. En especial se considero el peso del rodete que se encontraba en servicio, ya que el nuevo rodete Pelton no puede sobrepasar el peso del rodete de cazoletas postizas, esto ocasionaría problemas en los equipos que conforman la Central Hidroeléctrica, tales como los cojinetes de apoyo, el eje de la turbina, la volante, etc. Para la realización de este trabajo se contó con la siguiente información: 1. Antecedentes y bases técnicas de la Central Hidroeléctrica Huayunga. 2. Inspección técnica a la Central Hidroeléctrica Huayunga. El diseño esta basado en el know how de la Empresa CM Asociados Industriales, con similares experiencias en otros rodetes. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO V CALCULOS PARA EL DISEÑO DEL RODETE PELTON 5.1.- Calculo de Velocidades Para determinar la velocidad del chorro recurrimos a la ecuación (4): c 0 = k c0 2 gH n Donde: − c 0 , es la velocidad del chorro. − k c 0 , es el coeficiente de tobera. − H n , es la altura neta. − g , es la aceleración de la gravedad. Para nuestro caso el valor del coeficiente de tobera será de k c 0 = 0.97 , entonces tendremos: c0 = 0.97 ⋅ 2 ⋅ 9.81⋅ 247 →c0 = 67.52m / s Para determinar la velocidad tangencial, se toma la ecuación (5): u = ku ⋅ 2 ⋅ gH n Donde: − u , es la velocidad circunferencial. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley − k u , es el coeficiente de velocidad. − H n , es la altura neta. − g , es la aceleración de la gravedad. Para el determinar valor del coeficiente de velocidad se tomará el valor de la figura 02, que para nuestro caso será k u = 0 .478 . u = 0.478 ⋅ 2 ⋅ 9.81 ⋅ 247 → u = 33.27m / s 5.2.- Cálculos de Fuerza del Chorro, Potencia, y Rendimiento. Para determinar la Fuerza del Chorro utilizamos la ecuación (10): Fch = ρ ⋅ Q ⋅ ( k c 0 2 gH n − u ) ⋅ (1 + k m cos β2 ) Donde: − Fch , es la Fuerza del Chorro. − ρ , es la densidad del agua. − Q, es el caudal. − k c 0 , es el coeficiente de tobera. − k m , es el coeficiente de cazoleta. − u , es la velocidad circunferencial. − H n , es la altura neta. − g , es la aceleración de la gravedad. − β 2 , es el ángulo de salida Luego tenemos: Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Fch = 1000 ⋅ 0.135 ⋅ ( 0.97 2 ⋅ 9.81 ⋅ 247 − 33 .27 ) ⋅ (1 + 0.90 cos 12 ) → Fch = 8695 .66 N Para determinar la Potencia utilizamos la ecuación (12): N = 2 ⋅ γ ⋅ Q ⋅ k u ⋅ H n ⋅ (k c0 − k u ) ⋅ (1 + k m cos β2 ) Donde: − N, es la Potencia. − γ , es la densidad específica del agua. − Q, es el caudal. − k c 0 , es el coeficiente de tobera. − k m , es el coeficiente de cazoleta. − k u , es el coeficiente de velocidad. − H n , es la altura neta. − g , es la aceleración de la gravedad. − β2 , es el ángulo de salida Luego tenemos: N = 2 ⋅ 9810 ⋅ 0.135 ⋅ 0.478 ⋅ 247 ⋅ (0.97 − 0.478) ⋅ (1 + 0.90 cos12) → N = 289.3KW Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Para determinar el Rendimiento utilizamos la ecuación (13): η= N γ ⋅Q ⋅ Hn Donde: − η , es el Rendimiento. − N , es la potencia. − Q, es el caudal. − H n , es la altura neta. − γ , es la densidad especificadle agua. Luego tenemos: 289.3 ⋅ 103 η= →η = 88.44% 9810 ⋅ 0.135 ⋅ 247 5.3.- CALCULOS DE LOS DIAMETROS PRINCIPALES Para determinar el Diámetro del Chorro utilizamos la ecuación (17): 4 Q d = ⋅ π j ⋅ c0 1/2 Donde: − d, es el Diámetro del Chorro. − C 0 , es la velocidad del chorro. − Q, es el caudal. − j, es el número de chorros. Luego tenemos: Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 1/2 4 0.135 d = ⋅ π 1 ⋅ 67.52 → d = 0. 050m Determinaremos el Número Específico para poder calcular el diámetro Pelton, luego la ecuación esta dada por: ns = n N H n5 / 4 Donde: − ns , es el Número Específico. − n, es la velocidad en RPM. − N, es la potencia en HP. − H n , es la altura neta. Luego tenemos: ns = 1200 387.95 → ns = 24.14 247 5 / 4 Para determinar el Diámetro Pelton utilizamos la ecuación (19): ns d = D 288 ⋅ k c ⋅η 0 Donde: − D, es el Diámetro Pelton. − d, es el Diámetro del Chorro. − k c0 , es el coeficiente de tobera. − η , es el rendimiento.. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Luego tenemos: 0.050 24 .14 = → D = 0 .552 m D 288 ⋅ 0.97 ⋅ 0 .8844 Para determinar los Diámetros Exterior como de Puntas utilizamos las ecuaciones (20) y (21): 7 Dp = D + 2 ⋅ d 6 De = D p + d Donde: − Dp, es el Diámetro de Puntas. − De, es le Diámetro Exterior. − d, es el Diámetro del Chorro. − D, es el Diámetro Pelton. Luego tenemos: 7 D p = 0.552 + 2 ⋅ ⋅ 0.50 → D p = 0.668 m 6 D e = 0.668 + 0 .050 → De = 0 .718 m Para determinar el Número de Cazoletas utilizamos la ecuación (26): z = 15 + D 2d Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Donde: − z, es el Número de Cazoletas. − D, es le Diámetro Pelton. − D, es el Diámetro del Chorro. Luego tenemos: z = 15 + 0.552 → z = 20 .52 2 ⋅ 0 .050 5.4.- PROPORCIONES DE LA CAZOLETA, REFERIDAS AL DIAMETRO DEL CHORRO (d) Estas proporciones de las dimensiones de las cazoletas que se pueden determinar una vez calculado el diámetro del chorro, nos sirve para tener un rango de las principales mediadas para el diseño final de la cazoleta. Para obtener los rangos de las medidas reemplazaremos el valor del diámetro del chorro con lo que podemos obtener el rango para la altura de la cazoleta (A), el largo de la cazoleta (B), el ancho del filo de ataque (C) y el ancho de la cazoleta (D) así tenemos: A = (0 .8 − 1) d → 0.8 ⋅ d < A < 1 ⋅ d → 0.8 ⋅ 0 .05 < A < 1 ⋅ 0.05 40mm < A < 50 mm B = (2 .25 − 2.8)d → 2.25 ⋅ d < B < 2 .8 ⋅ d → 2 .25 ⋅ 0 .05 < B < 2.8 ⋅ 0 .05 112.5mm < B < 140 mm C = (1 .2 − 1.25 )d → 1.2 ⋅ d < C < 1 .25 ⋅ d →1.2 ⋅ 0.05 < C < 1.25 ⋅ 0.05 Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 60mm < C < 62.5mm D = (2 .6 − 3)d → 2 .6 ⋅ d < D < 3 ⋅ d → 2 .6 ⋅ 0 .05 < D < 3 ⋅ 0.05 B = (112.5mm - 140mm) d = 50mm 130mm < D < 150 mm d C = (60mm - 62.5mm) A = (40mm - 50mm) D = (130mm - 150mm) Figura Nº 10: Rango de Medidas Principales de la de Cazoleta del Rodete Pélton Original Se debe tener presente que estos valores no se deben tomar como definitivos, ya que estas medidas obtenidas están referidas a las ecuaciones obtenidas por un autor en especial, por lo que al evaluar las ecuaciones de otro autor las mediadas obtenidas no coincidan en magnitud. Por lo que estas medidas de la grafica solo se deben de tomar como referenciales. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO VI MODIFICACIONES REALIZADAS Las modificaciones que se efectuaron en el Rodete Pelton fueron: 1. Se incremento la altura del Nervio Central con respecto al rodete de cazoletas postizas. Antes se tenia en la punta 17.5mm por debajo del borde de la cazoleta, se redujo a 14.2mm; a demás el ángulo del Nervio Central se disminuye de 10º a 7º. Con esta modificación se mejorara el ingreso del agua hacia la cazoleta. 2. Se incremento el ángulo del Filo de Ataque de 20º a 38º, de esta manera se minimizan los vacíos que originan las erosiones. 3. Se disminuyo la distancia de la punta del Filo de Ataque a 13.6mm, a demás se le da una curvatura de 20.5mm, para optimizar el ingreso del agua. Esta modificació n asegura que el chorro será cortado al 100%, y que el impacto no será directo a la parte posterior del Filo de Ataque. 4. Se reduce la profundidad de la cazoleta, siendo la mayor en 1.5mm. a partir de esta modificación se traza el nuevo perfil hidráulico que evitara cambios bruscos de dirección. 5. El número de cazoletas se mantiene en 19, igual al del rodete de cazoletas postizas que se encuentra en servicio. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 129.4mm 13.6mm 3.3mm 14.2mm 7° R2.5mm m m 5 . 0 R2 38°m m Figura Nº 11: Plano de las Modificaciones al Filo de Ataque y Nervio Central 185mm 160mm 12° Figura Nº 12: Plano de las Modificaciones de la Sección de Mayor Ancho de la Cazoleta 73,7mm 54,6mm 7° Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO VII FABRICACION DEL RODETE PELTON 7.1.- CRITERIOS PARA EL DISEÑO Para elaborar el rediseño se tomo como base el diseño actual del rodete en uso, considerando modificaciones dimensionales, rodete de una sola colada en vez de al actual con cazoletas postizas, este rediseño se baso en criterios técnicos para el mayor aprovechamiento de la energía hidráulica. En función de los resultados obtenidos de la experiencia en la construcción y reparación de diferentes rodetes Pelton, realizamos las siguientes correcciones: 1. Incremento del recorrido del agua en las cazoletas, para un mejor aprovechamiento de la energía hidráulica. 2. Variación del perfil hidráulico y ángulos de los filos de ataque y nervio central. 3. Variación de los ángulos de salida de las cazoletas para mejorar la eficiencia. 7.2.- ESPECIFICACIONES PARA EL MATERIAL DEL RODETE PELTON El rodete Pelton fue fundido en una sola pieza, el material de rodete es G X5 Cr Ni 13 4 (Acero Inoxidable COR 13-4) mas empleado hoy en día en rodetes Pelton. Esta combinación de cromo-níquel acero fundido, de gran pureza de aleación, se caracteriza sobre todo por su gran resistencia a la corrosión y al Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO VII FABRICACION DEL RODETE PELTON 7.1.- CRITERIOS PARA EL DISEÑO Para elaborar el rediseño se tomo como base el diseño actual del rodete en uso, considerando modificaciones dimensionales, rodete de una sola colada en vez de al actual con cazoletas postizas, este rediseño se baso en criterios técnicos para el mayor aprovechamiento de la energía hidráulica. En función de los resultados obtenidos de la experiencia en la construcción y reparación de diferentes rodetes Pelton, realizamos las siguientes correcciones: 1. Incremento del recorrido del agua en las cazoletas, para un mejor aprovechamiento de la energía hidráulica. 2. Variación del perfil hidráulico y ángulos de los filos de ataque y nervio central. 3. Variación de los ángulos de salida de las cazoletas para mejorar la eficiencia. 7.2.- ESPECIFICACIONES PARA EL MATERIAL DEL RODETE PELTON El rodete Pelton fue fundido en una sola pieza, el material de rodete es G X5 Cr Ni 13 4 (Acero Inoxidable COR 13-4) mas empleado hoy en día en rodetes Pelton. Esta combinación de cromo-níquel acero fundido, de gran pureza de aleación, se caracteriza sobre todo por su gran resistencia a la corrosión y al Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley desgaste, así como por su soldabilidad y grandes propiedades de imantación, necesarias para las pruebas de partículas magnéticas, su dureza promedio se encuentra entre 270HB-310HB. PAIS NORMA DENOMINACION N° Material: 1.4313 X4 Cr Ni 13 4 G - X5 Cr Ni 13 4 Z4 CND 13.4M Z8 CD 17 - 01 425 C11 425 C12 Republica Federal de Alemania DIN Francia AFNOR Gran Bretaña B.S. Italia UNI G X 6 Cr Ni 13 04 Japon JIS SCS 5 SCS 6 Suecia SS 2385 Estados Unidos AISI/SAE CA 6 - NM Cuadro 01: Comparación de Normas Internacionales para el Acero Inoxidable COR 13-4 7.3.- PROPIEDADES MECANICAS DEL ACERO COR 13-4 Las principales propiedades del acero inoxidable COR 13 4 se pueden preciar en el siguiente cuadro: Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley PROPIEDADES SIMBOLO RANGO UNIDADES Fuerza de Atracción Rm 760 - 960 N/mm2 Límite de Elasticidad RØ Min. 540 N/mm2 Alargamiento de Ruptura (Lo=5do) Ro Min. 15 % Dureza (Brinel) HB 270 - 310 Av Min. 55 J (20ºC) Av Min. 50 J (0ºC) Resiliencia (DVM) Cuadro 02: Principales propiedades del Acero Inoxidable COR 13-4 7.4.- COMPOSICION QUIMICA DEL ACERO 13-4 Los aceros al Cromo blando martensítico de mayor uso hoy en día son: 13-4 (CrNi), 13-6 (Cr-Ni) y 16 -5-1 (Cr-Ni-Mo) y dentro de este tipo de aceros, el acero 13-4 es el que más preponderancia ha alcanzado. El resultado del análisis de la composición química del acero inoxidable COR 13 4, realizado en las instalaciones de HIDROSTAL se puede apreciar en el cuadro N° 03. ELEMENTO SIMBOLO CANT. MAX. (%) Carbono C 0.052 Silicio Si 0.500 Manganeso Mn 0.610 Fosforo P 0.010 Azufre S 0.010 Cromo Cr 12.220 Molibdeno Mo 0.800 Niquel Ni 3.900 Cuadro 03: Composición Química del Acero Inoxidable COR 13-4 Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura Nº 13: Prueba de Composición Química del Acero COR 13 4 7.5-. CONFECCION DE PLANTILLAS Se confecciono una plantilla con zócalo de madera que permita el control del perfil hidráulico de los filos de ataque durante la fabricación. Figura Nº 14: Plantilla con Zócalo de Madera para el Control del Filo de Ataque Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Se confeccionaron plantillas para el control de los perfiles internos de las cazoletas del rodete, los cuales se emplearon durante la construcción y posterior verificación de los desgastes como consecuencia de las horas de servicio, estas fueron elaboradas para 3 secciones diferentes, las cuales son consideradas, como zonas que potencialmente presentan mayor incidencia de desgaste en un rodete Pelton, estas plantillas son importantes para determinar los perfiles cuando se realicen reparaciones como, pulido, rellenados, ajustes de los ángulos de salida, etc. La primera plantilla correspondiente a la sección Q1-Q1’ la cual se encuentra a una distancia de 31.4mm a partir del borde interno de la cazoleta. La segunda plantilla correspondiente a la sección Q2-Q2’, el cual se encuentra a una distancia de 37.7mm a partir de la sección Q1-Q1’. La tercera plantilla es la que corresponde a la sección Q3-Q3’, el cual se encuentra a una distancia de 35.4mm a partir de la sección Q2-Q2’. Se confecciono una plantilla para el control de las dimensiones externas así como también las dimensiones internas de los anchos de las cazoletas del rodete. Se confeccionaron dos plantillas para el control de las dimensiones así como la alineación del nervio central de las cazoletas de rodete. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura Nº 15: Plantillas de las Secciones Q1-Q1’, Q2-Q2’ y Q3-Q3’ 7.6.- MOLDES DEL RODETE PELTON PARA LA FUNDICION Los moldes se fabricaron en madera según planos, se fabricaron 03 moldes, el primero correspondiente al eje del rodete, un segundo correspondiente a la corona del rodete y el último que corresponde a al cazoleta del rodete. Se consideró un 2.2% de contracción, valor sugerido para el acero inoxidable. Previo a la fundición, se realizo la simulación computarizada de la colada para asegurar un resultado óptimo. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura Nº 16: Molde para la fundición 7.7.- MAQUINADO, RECTIFICADO, PULIDO Y ACABADO El maquinado se realizó en torno de eje horizontal. Las zonas maquinadas fueron las laterales externas de las cazoletas tomando como punto de referencia la punta del nervio central. Luego del maquinado en las cazoletas se realizo el maquinado del eje del rodete, con un ajuste H7. El rectificado se realizo según diseño y el desbaste fue controlado con las plantillas, en las secciones correspondientes, se tuvo especial énfasis en los ángulos de salida. El pulido se realizo en todas las cazoletas, estas fueron realizadas según rediseño, y con los nuevos perfiles hidráulicos que eliminen las constantes erosiones, depresiones originadas por ondulaciones irregulares en las superficies pulidas. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura Nº 17: Maquinado en torno del rodete Pelton. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO VIII CONTROLES DE CALIDAD 8.1.- CONTROLES DE CALIDAD Los rodetes necesariamente deben someterse a controles de calidad durante su fabricación así como cuando están en servicio, ya sea para confirmar las propiedades mecánicas garantizadas durante su fabricación o para prevenir daños de los mimos en servicio, evitando así daños catastróficos. Los controles del tipo destructivos solo tienen lugar durante la fabricación o en elementos inservibles con la finalidad de investigar las causas de la falla que los llevo a ese estado. Los ensayos no destructivos sin embargo entran en acción durante varios estados de la fabricación y también durante las inspecciones de servicio. Durante la fabricación, los ensayos no destructivos permitirán detectar piezas defectuosas y durante el servicio en las plantas revelar defectos, desgaste, etc. antes que la maquina pase a un estado de operación peligroso. Estas inspecciones deben llevarse a cabo por el personal de planta en intervalos regulares o después de alguna ocurrencia extraordinaria. Dentro de los ensayos no destructivos se tienen: 1.- Inspección Visual. 2.- Inspección con Tintes Penetrantes. 3.- Inspección con Partículas Magnéticas. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 4.- Inspección con Ultrasonido. 5.- Inspección con Radiografía. 8.2.- CONTROL DE CALIDAD POSTERIOR A LA COLADA Realizado en los hornos de la empresa HIDROSTAL SA se realizaron los 2 tratamientos térmicos, según la norma “ASTM A743/a 743M Table 1 Tratament Requirements Grade Ca6NM”, estos se realizaron para uniformizar y eliminar las tensiones internas del material, esta norma establece: 8.2.1.- Tratamiento Térmico de Templado Efectuado para darle uniformidad al materia l, el rodete es calentado hasta 1010ºC (1859ºF), con una gradiente de 95ºC/hora, a esta temperatura se mantiene constante por 3 horas, luego es enfriado rápidamente mediante inyección de aire forzado frió, hasta una temperatura de 565ºC a 620ºC, el enfriamiento total se realiza con horno abierto y con una gradiente descendente de 30ºC/hora. 8.2.2.- Tratamiento Térmico de Revenido Efectuado para el alivio de tensiones de la estructura interna del rodete, el rodete es calentado hasta 610ºC con una gradiente de 50ºC/hora a esta temperatura se mantiene constante por 3 horas, luego es enfriado con una gradiente descendente de 40ºC/hora. Resultado: Las curvas de los tratamientos realizados por la empresa HIDROSTAL SA se encuentra dentro de lo recomendado por la norma ASTM A743/a 743M Table 1 Tratament Requirements Grade Ca-6NM., la calidad de los tratamientos térmicos realizados al rodete, fueron encontrados aceptables. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 8.3.- ENSAYOS NO DESTRUCTIVOS LUEGO DE LOS TRATAMIENTOS TERMICOS El rodete construido en una sola pieza, fue sometido a ensayos no destructivos para comprobar la calidad del material del rodete Pélton una vez terminados los tratamientos térmicos estos fueron: 8.3.1.- Inspección Visual. La inspección visual es el primer control de componentes nuevos y también de aquellos durante su servicio. Consiste en revisar la calidad de las superficies, revelando defectos de superpie durante la manufactura y posteriormente en la operación. Su objetivo es detectar defectos superficiales tales como: § Abrasión: ocasionada generalmente por arena y suciedad, las cuales ocasionan un daño mecánico. § Daños mecánicos : normalmente golpes de piedras que dejan una huella. Estos puntos pueden influir en la resistencia del material por un efecto conocido como concentración de tensiones. § Daños de fundición: (poros) mayormente por la inclusión de arena de fundición. § Fisuras: es la más grave y que puede ocasionar fallas en el rodete. La limitación principal de este método es en cuanto se refiere a la detección de fisuras, pues como es comprensible, la visión humana tiene sus limitaciones. Para nuestro caso se efectuó al 100% del rodete, después de la colada y al final del proceso, para determinar imperfecciones superficiales, ondulaciones, falta de linealidad, etc. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Resultado: las diferentes imperfecciones halladas, fueron eliminadas durante el proceso de rectificado. Figura Nº 18: Inspección Visual al Rodete Pelton después de Colada. 8.3.2.- Inspección con Radiografía. La inspección radiográfica es aplicada para la detección de defectos internos, entonces, la inspección radiográfica puede ser considerada como un método de investigación para determinar la calidad de los aceros fundidos. Generalmente, este método puede ser aplicado para la inspección de toda clase de fundiciones de acero, salvo que espesores importantes, la geometría o la falta de accesibilidad a ciertas zonas lo impidan. Para nuestro caso el tipo de control es Gammgrafía al 100% de los cuellos de las cazoletas del rodete. El equipo de gammagrafía empleado fue el de Fuente de Iridio-192 radioisótopos. Marca Tech – Ops, modelo 660 actividad 25 Curies. • La técnica empleada es de Pared Simple -Vista Simple, distancia y longitud de la película 8”. Se tomaron 19 placas. El criterio de aceptación fueron la Norma ASME: sección V. Art. 7 y 4; la CCH 70-3 Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Specification for Inspection of Steel Castings for Hydraulic Machines y la ASTM 03.03 Nondestructive Testing. Resultado: el informe entregado por la empresa Control Service Group SAC indica que las placas radiográficas muestran un material continuo sin defectos internos. Figura Nº 19: Inspección con Radiografía. 8.3.3.- Inspección con Partículas Magnéticas. Los rodetes Pélton están con frecuencia a sufrir daños como la erosión por arena, los deterioros producidos por sustancias solidas que se encuentran en el agua y por grietas de fatiga. Estos deterioros y desgastes reducen la potencia hidráulica y la disponibilidad de las turbinas. Las grietas de fatiga, producidas por pequeños desperfectos del material localizados inmediatamente debajo de la superficie del rodete (que no pueden ser detectados por una inspección con tintes penetrantes), se consideran los deterioros más peligrosos. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley La inspección con partículas magnéticas permite la detección y localización de discontinuidades superficiales y subsuperficiales en los materiales ferromagnéticos. Las discontinuidades subsuperficiales capaces de ser detectadas por este proceso son aquellas que se encuentran hasta 2mm por debajo de la superficie, dependiendo esto de ciertas condiciones de magnetización y de la experiencia de las personas que los realizan. Para nuestro caso se efectuó al 100% del rodete, después de la colada, teniendo mayo cuidado en los cuellos de la s cazoletas con en los nervios centrales. Fue realizado con partículas fluorescentes en medio húmedo. Equipo utilizado: − Yugo Magnético − Luz Negra − Partículas Magnéticas Fluorescentes − Las normas de aceptación fueron: ASTM E 709-80 Standart Practice for Magnetic Particlre Examination y ASME E-144. Resultado: El controle realizado no arrojo rajaduras que comprometan al rodete, solo poros superficiales en la zona del nervio central, las mismas que fueron eliminados durante el proceso de esmerilado. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura Nº 20: Inspección con Partículas Magnéticas después de la Fundición. 8.4.- ENSAYOS NO DESTRUCTIVOS DURANTE LOS PROCESOS DE RECTIFICADO, PULIDO y ACABADO. Los controles se realizaron en los talleres durante todo el proceso de rectificación y pulido del rodete. Todos los controles realizados se encuentran dentro de la norma técnica internacional de calidad CCH 70-3. Los Ensayos no destructivos que se efectuaron fueron: 8.4.1.- Inspección con Tintes Penetrantes. El ensayo no destructivo por tintes penetrantes es uno de los más usados por su sencilla aplicación. Esta prueba tiene como objetivo la detección de defectos Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley abiertos en la superficie de las piezas. El método es aplicable tanto a férreos como no férreos. El examen por líquidos penetrantes depende fundamentalmente de aquellas propiedades de los líquidos que les comuniquen un determinado poder humectante, suficiente para mojar la superficie del sólido u objeto sometido a examen al tiempo que les permitan fluir sobre ella formando una película razonablemente continua y uniforme, así como una facultad o poder de penetración que les faculten para introducirse en la discontinuidad abierta a la superficie. Para nuestro caso se efectuó al 100% del rodete, durante el proceso de esmerilado y al final del proceso, para verificar porosidades y rajaduras superficiales, el criterio de aceptación será los contemplados por la norma internacional para centrales PT70-3. • Clase I, sección cuello, nervio central, filo de ataque y zona de acoplamiento. • Clase II, cazoleta interna • Clase III, zonas externas. Resultado: en el control final no se encontraron discontinuidades lineales ni poros, encontrándose dentro de los criterios aceptables por la norma PT 70-3. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley Figura Nº 21: Inspección con Tintes Penetrantes luego del Pulido Final. 8.4.2.- Inspección con Partículas Magnéticas. Al igual que en la prueba realizada al rodete salido de la colada, se efectuó esta prueba al 100% del rodete., después de acabado los trabajos de rectificación, pulido y acabado del rodete, teniendo mayo cuidado en los cuellos de las cazoletas con en los nervios centrales. Fue realizado con partículas fluorescentes en medio húmedo. Equipo utilizado fue: − Yugo Magnético − Luz Negra − Partículas Magnéticas Fluorescentes − Las normas de aceptación fueron: ASTM E 709-80 Standart Practice for Magnetic Particlre Examination, ASME E-144 y la Norma CCH 70-3. Los criterios de aceptación fueron: Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley − Clase I, sección cuello de cazoleta, nervio central, filo de ataque y la zona de acoplamiento. − Clase II. Cazoleta interna. − Clase III, zonas externas − Resultado: En los controles realizados no se encontraron discontinuidades lineales ni poros. Figura Nº 22: Inspección con Partículas Magnéticas luego del Pu lido Final. 8.4.3.- Control de Dureza. Se efectuó al 100% de los cazoletas del rodete., con el fin de asegurar la calidad de los tratamientos térmicos. El instrumento utilizado para el control es un medidor de dureza Marca Krautkramer, de energía de impacto de aproximadamente 12 Nxmm. La unidad de control es en HB, se controlaron en Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 38 puntos del rodete. Los criterios de aceptación están regidas a la calidad del material acero G X5 Cr Ni 13-4 (270HB – 310HB) Resultado: Los controles fueron realizados dieron como resultado una dureza promedio de 303HB, el cual se encuentra dentro de los márgenes característicos del acero G X5 Cr Ni 134. Figura Nº 23: Control de Dureza del rodete Pelton. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley 8.4.4.- Balanceo Dinámico. Lo realiza la Empresa IMABSA INGENIERIA DE MANTENIMIENTO; ANALISIS Y BALANCEOS SA, el equipo utilizado es una balanceadora Serie IRD; modelo B-50; capacidad 2300Kg Resultado: El desbalance del rodete queda en: − Plano izquierdo 2 gramos a 294º − Plano derecho 3 gramos a 214º − Este desbalance residual se encuentra dentro de los márgenes aceptables por la norma ISO 1940. Figura Nº 24: Control de Balanceo Dinámico. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO XI CONCLUSIONES 1. Todo el proceso de controles de calidad se realizó de acuerdo a la Norma Técnica Internacional CCH 70-3, la cual nos asegura un adecuado procedimiento en la realización de los en los ensayos no destructivos como Tintes Penetrantes, Partículas Magnéticas y Radiografía, los cuales aseguran que el material base del Rodete Pelton se encuentre dentro de los márgenes óptimos de calidad. 2. La corrección realizada del perfil hidráulico en los filos de ataque de las cazoletas han tenido como resultado la disminución de las erosiones prematuras que presentaba el rodete original de cazoletas postizas. 3. Se realizaron modificaciones del ángulo posterior del filo de ataque, así como la forma y dimensión del nervio central, con lo cual se diminuyeron las erosiones prematuras en el rodete de cazoletas postizas. 4. Las medidas de los espesores, anchos externos e internos así como el plantillado de todas las cazoletas del rodete se encuentran dentro de los diseños de Plano, asegurando el mejor aprovechamiento de la energía hidráulica. 5. Los resultados de los controles no destructivos de radiografía industrial, tintes penetrantes y de partículas magnéticas, aseguran que el material del rodete se encuentra dentro de las características propias del material. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley CAPITULO X RECOMENDACIONES Se recomienda que los controles a efectuarse después de la puesta en servicio deben ser los siguientes: 1. Inspección visual a los 15 días. 2. Inspección visual y de partículas magnéticas a los 30 días. 3. Inspección visual y de partículas magnéticas a los 60 días. 4. Inspección visual y de partículas magnéticas a los 120 días. Los siguientes controles deben realizarse semestralmente: 1. Realizar mantenimiento correctivo de rectificado y pulido de cazoleta cada 6 meses. 2. Inspección visual al 100% del rodete. 3. Controles con Tintes Penetrantes y Partículas Magné ticas a todo las cazoletas, teniendo especial énfasis en las zonas del cuello de las cazoletas, los filos de ataque y los nervios centrales. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley BIBLIOGRAFÍA Wilfredo Jara T. , Maquinas Hidráulicas. Instituto de Investigación de la Facultad de Ingeniería Mecánica (INIFIM), 1998. Ing. César Pinto , Captación Técnica Controles No Destructivos en Rodetes Pelton, EDEGEL 1998 Patricio Artiagoitia A., Curso de Maquinas Hidráulicas. Departamento Mecánico y Civil (EPMH) Empresa Nacional de Electricidad S. A. (ENDESA), 1984. Rodolfo Bennewitz Bastian y Jorge Espinoza Inen, Elementos de Diseño de un Grupo Generación. Jeremy Thake, The Micro-Hydro Pelton Turbine Mqnual,ITDG Publishing London 2000. Cahierdes Charges Hydrauliques, Specification for Inspection of Steel Csting for Hydraulic Machines (CCH 70-3), Groupe D´etude 1996. Controles de Calidad en la Fabricación de un Rodete Pelton. Murray Garcia, Harry Ernesto Derechos reservados conforme a Ley ANEXOS ( REVISAR EN FORMATO IMPPRESO)