Capítulo II: BASES TEÓRICAS
Anuncio

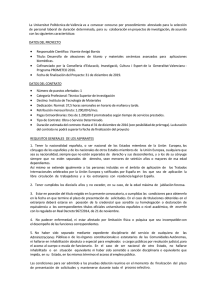
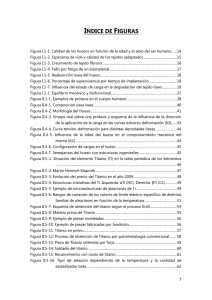
Capítulo II: BASES TEÓRICAS Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Capítulo II: BASES TEÓRICAS II.1. BIOMATERIALES II.1.1. Definición de biomaterial y biocompatibilidad La definición de Biomaterial ha sido muy laboriosa y difícil. Tanto es así que no es hasta Marzo de 1986 en una conferencia celebrada en Chester (Reino Unido) y convocada por las diferentes Sociedades Internacionales de Biomateriales, para encontrar por consenso unas definiciones comunes, entre las que se aprobó la de Biomaterial: “Un material no vivo utilizado en un aparato médico y concebido para interaccionar con sistemas biológicos”. La segunda conferencia de consenso sobre definiciones en el campo de los biomateriales celebrada en Chester (Reino Unido) en 1991, consensuó una definición de biomaterial más amplia y ajustada: "Un material 25 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico diseñado para actuar interfacialmente con sistemas biológicos con el fin de evaluar, tratar, aumentar o reemplazar algún tejido, órgano o función del cuerpo". La implantación de un biomaterial lleva consigo una lesión en los tejidos vivos, reaccionando éstos frente a la lesión, siendo su primera reacción una inflamación, a la que seguirá un proceso reparador y finalmente la cicatrización de la incisión [45]. Existen varios tipos de biomateriales dependiendo de su naturaleza: 1. de naturaleza polimérica, donde podemos destacar el Teflón, Nylon, Dacrón, Siliconas a. Tienen la ventaja de ser elásticos, baja densidad y fáciles de fabricar. b. Su desventaja es la baja resistencia mecánica y su degradación con el tiempo. 2. de naturaleza cerámica, como el óxido de aluminio, aluminatos de calcio, óxidos de titanio y algunos carbonos. a. Sus ventajas son la buena biocompatibilidad, resistencia a la corrosión e inercia química. b. Como desventaja presentan problemas ante esfuerzos de alto impacto, son inelásticos, poseen alta densidad (algunos) y son de difícil producción. 3. de naturaleza metálica, entre ellos podemos destacar los aceros 316, 316 LS y de bajo contenido de carbono, aleaciones de titanio. a. Sus principales ventajas son la resistencia al impacto y al desgaste. b. Su mayor desventaja es la baja biocompatibilidad, factibles de ser corroídos en medios fisiológicos, alta densidad, y dificultad para lograr la conexión con tejidos conectivos suaves. 4. Los nuevos materiales como los nanocomposites, las cerámicas metalcarbono o metal-nitrógeno, y las alecciones intermetálicas complejas resultan la mayor promesa en cuanto a biocompatibilidad se refiere. 26 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico a. Poseen todas las ventajas de los anteriores materiales b. Como es de esperar, su mayor desventaja es la dificultad y costo de síntesis. Los principales usos del los biomateriales son los siguientes (Figura II.1-1): • Lentes intraoculares (más de 2,5 mill./año) (PMMA, Silicona) • Prótesis de cadera y rodilla (más de 300.000/año) (Titanio, Acero, PE) • Injertos vasculares (más de 100.000/año) (Teflón, Dacron) • Válvulas cardíacas (más de 80.000/año) (Carbono) • Dispositivos percutáneos (más de 25.000/año) (Titanio, Silicona) • Electrodos estimuladores (más de 25.000/año) (Platino, Iridio) • Catéteres (millones/año) (Silicona, PVC, PEU, Teflón) • Chips de diagnóstico DNA (miles/año) (Silicona, Silano) • Superficies de cultivos celulares (billones/año) (PS, PET) 27 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic Figura II.1-1. II.1 Ejemplos de prótesis en el cuerpo humano La característica más importante de un biomaterial biomaterial es la biocompatibilidad con el medio en el que se va a injertar. Biocompatibilidad Biocompatibilidad se podría interpretar como la aceptabilidad biológica y el estudio de la interacción interacción de los biomateriales con los tejidos susceptibles de estar en contacto con ellos. ellos. Este término quedó, en la conferencia de Chester, sin una definición clara ya que la biocompatibilidad no es una propiedad intrínseca de un material, es decir un biomaterial biomaterial no es en cualquier condición biocompatible [45]. [45] Se acepta como la mejor definición “capacidad capacidad de un material de ser utilizado con una respuesta apropiada apropiada del tejido receptor en una aplicación específica”.. Esta definición queda adecuadamente complementada complem con la norma ISO10993-1 [46] en la cual se presentan las pautas para la evaluación evaluaci sistemática in vivo de un material del cual se quiere saber su biocompatibilidad. biocompatibilidad. La evaluación de la “reacción a cuerpo extraño” del tejido receptor después después de un mes de implantación es considerada derada como una manera práctica de estimar la biocompatibilidad biocompatibilidad de un material, especialmente útil a nivel clínico [47]. Esta característica va a estar estrechamente relacionada relacionada con el medio fisiológico en que el que va a implantar plantar y sus características. El medio fisiológico del cuerpo humano es altamente agresivo debido a la alta actividad actividad química que se produce en él y al amplio rango de solicitaciones mecánicas que se se le exigen. Las condiciones de este 28 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico medio son invariantes, encontrándonos unas composiciones de sustancias químicas y condiciones físicas constantes. Las interacciones entre el biomaterial y el medio se van a producir a niveles físico-químicos, moleculares y celulares, siendo el primero de ellos el más desfavorable. La bicompatibilidad implica dos conceptos: Bioseguridad: Exclusión de efectos nocivos del biomaterial sobre el organismo. Un biomaterial nunca debe causar una inflamación crónica de la zona afectada, ni una infección de los tejidos colindantes. Tampoco debe de ser tóxico ni en su forma primaria ni en sus productos de degradación. No pueden ser alergénicos ni cancerígenos y no deben afectar al sistema inmunológico de cuerpo. Biofuncionalidad: Para entender la biofuncionalidad considérese un biomaterial con que se hará una caja pequeña que se insertará en el organismo. Si la caja tiene los bordes y las esquinas redondeados y está bien pulida su superficie no causará problemas, pero en cambio si la caja tiene bordes y esquinas afilados y si además no está pulida o presenta agujas en su superficie, causará mucho daño en el cuerpo implantado, el cuál presentará reacciones de rechazo al implante aunque éste sea de un material biocompatible; esto se debe a que el diseño del implante no es biofuncional. Una prótesis hecha con un material biocompatible y con un diseño biofuncional no es garantía de que le vaya a servir a cualquier paciente, ya que las prótesis deben adecuarse a las medidas y necesidades de cada paciente. Un ejemplo de ello es que cuando un médico ortopedista hace una cirugía para colocar una cabeza de fémur, entra en el quirófano con un conjunto de prótesis y elige la más adecuada al paciente. [48]. Existen tres tipos de biomateriales o biomateriales de tres generaciones: Biomateriales de Primera Generación o Bioinertes: Son materiales en los que se busca que tengan una propiedades físicas que se adapten de la mejor manera posible a las de los tejidos a reemplazar, ya sea hueso o cualquier otro tejido reemplazable, no reaccionando o haciéndolo mínimamente con los tejidos circundantes a la prótesis. En resumen lo que se busca es que sean biomateriales inertes [49]. Para estudiar si un biomaterial es inerte se le hacen ensayos de biocompatibilidad ya que un material inerte con un tejido no tiene porque serlo con otro tejido diferente[50]. 29 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Biomateriales de Segunda Generación: Hay dos tipos: o Bioactivos: Se buscan materiales que induzcan una reacción controlada por parte del tejido vivo [49]. Un material bioactivo es aquel que proporciona una respuesta biológica específica en la interfase del material, que resulta en la unión entre el material y los tejidos. Todo material bioactivo forma una unión interfacial con tejidos adyacentes [51]. Un ejemplo de materiales bioactivos es la hidroxiapatita con los vidrios bioactivos de silicio. Son también biomateriales de segunda generación aquellos que son bioabsorbibles o biodegradables, como pueden ser los polímeros biodegradables [49]. o Absorbibles: están diseñados para estimular respuestas celulares específicas a nivel molecular con el objetivo de ayudar al cuerpo humano para que se cure a sí mismo [50]. Los materiales diseñados en esta generación, buscan interactuar con el tejido de forma específica, mediante estímulos a nivel celular y molecular, y combinan las propiedades de bioabsorbabilidad y bioactividad dentro del mismo material [49]. Estos biomateriales se acercan a las condiciones ideales propuestas para la elaboración de andamios tridimensionales para ingeniería de tejidos y para sistemas de regeneración ósea en general [52]. Biomateriales de Tercera Generación: Tienen el objetivo de estimular respuestas celulares específicas a nivel molecular. En la Tabla II.1-1 se muestran las propiedades y algunas aplicaciones de los materiales mencionados anteriormente, y en la Tabla II.1-2 se exponen las propiedades mecánicas de los principales biomateriales que se utilizan en las prótesis del cuerpo humano. 30 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Tabla II.1-1. Propiedades y aplicaciones de los biomateriales /KDdZ/> ĐĞƌŽƐŝŶŽdžŝĚĂďůĞƐ͕ ĂůĞĂĐŝŽŶĞƐĚĞdŝƚĂŶŝŽ;dŝͿ͕ ĚĞĐŽďĂůƚŽ;ŽͿ͕EŝƚŝŶŽů DĞƚĂůĞƐLJ ĂůĞĂĐŝŽŶĞƐ ŽďƌĞ;ƵͿ ŵĂůŐĂŵĂƐLJĂůĞĂĐŝŽŶĞƐ ĚĞŶƚĂůĞƐ ƐƉŝƌĂůĞƐǀĂƐĐƵůĂƌĞƐ ĞůĄƐƚŝĐĂƐ;ƐƚĞŶƚƐͿ WZKW/^ W>//KE^ ůƚĂĚĞŶƐŝĚĂĚ͕ƌĞƐŝƐƚĞŶĐŝĂ ŵĞĐĄŶŝĐĂĂůĚĞƐŐĂƐƚĞ͕ŝŵƉĂĐƚŽ͕ ƚĞŶƐŝſŶLJĐŽŵƉƌĞƐŝſŶ͕ďĂũĂ ďŝŽĐŽŵƉĂƚŝďŝůŝĚĂĚ͕ƌĞƐŝƐƚĞŶĐŝĂĂůĂ ĐŽƌƌŽƐŝſŶ /ŵƉůĂŶƚĞƐLJĨŝũĂĐŝŽŶĞƐ ŽƌƚŽƉĠĚŝĐĂƐĐŽŶƚŽƌŶŝůůŽƐ͕ ƉůĂĐĂƐ͕ĂůĂŵďƌĞƐ͕ǀĂƌŝůůĂƐ͕ ĐůĂǀŽƐ͕ŝŵƉůĂŶƚĞƐĚĞŶƚĂůĞƐ ^ĞĐŽƌƌŽĞĞŶĞůƷƚĞƌŽ ŝŽĐŽŵƉĂƚŝďůĞƐĐŽŶƐĂůŝǀĂ ŝŽĐŽŵƉĂƚŝďůĞƐĐŽŶƐĂŶŐƌĞ ŝƐƉŽƐŝƚŝǀŽƐĂŶƚŝĐŽŶĐĞƉƚŝǀŽƐ /ŵƉůĂŶƚĞƐĚĞŶƚĂůĞƐLJ ƌĞƉĂƌĂĐŝŽŶĞƐ ZĞƉĂƌĂĐŝſŶĚĞǀĞŶĂƐLJĂƌƚĞƌŝĂƐ 'ŽŵĂƐŝŶƚĠƚŝĐĂ͕ ƉŽůŝĞƚŝůĞŶŽ͕ƉŽůŝƉƌŽƉŝůĞŶŽ͕ ĂĐƌşůŝĐŽƐ͕ƚĞĨůſŶ ĂũĂĚĞŶƐŝĚĂĚLJƌĞƐŝƐƚĞŶĐŝĂ ŵĞĐĄŶŝĐĂ͕ĨĂĐŝůŝĚĂĚĚĞ ĨĂďƌŝĐĂĐŝſŶ͕ĨŽƌŵĂĐŝſŶĚĞ ďŝŽƉĞůşĐƵůĂƐ ^ƵƚƵƌĂƐ͕ƐƵƐƚŝƚƵĐŝſŶĚĞĂƌƚĞƌŝĂƐ LJǀĞŶĂƐ͕ƌĞƐƚĂƵƌĂĐŝſŶ ŵĄdžŝůŽĨĂĐŝĂů͗ŶĂƌŝnj͕ŽƌĞũĂ͕ ŵĂŶĚşďƵůĂ͕ĚŝĞŶƚĞƐ͖ƚĞŶĚſŶ ĂƌƚŝĨŝĐŝĂů͘ŝƌƵŐşĂƉůĄƐƚŝĐĂ ĞƐƚĠƚŝĐĂ ĂĐƌŽŶ͕ELJůŽŶ;ƉŽůŝĠƐƚĞƌͿ ,ŝůŽƐĚĞƐƵƚƵƌĂƐ ĞƌĄŵŝĐŽƐ MdžŝĚŽƐŵĞƚĄůŝĐŽƐ͕ĂůƷŵŝŶĂ ;ůϮKϯͿ͕njŝƌĐŽŶŝĂ;ƌKϮͿ͕ ƚŝƚĂŶŝĂ;dŝKϮͿ͕ĨŝďƌĂĚĞ ĐĂƌďŽŶŽ͕ĂƉĂƚŝƚĂĂƌƚŝĨŝĐŝĂů͘ ZĞĐƵďƌŝŵŝĞŶƚŽƐ ƵĞŶĂďŝŽĐŽŵƉĂƚŝďŝůŝĚĂĚ͕ ƌĞƐŝƐƚĞŶĐŝĂĂůĂĐŽƌƌŽƐŝſŶ͕ŝŶĞƌƚĞƐ͕ ĂůƚĂƌĞƐŝƐƚĞŶĐŝĂĂůĂĐŽŵƉƌĞƐŝſŶ͕ ĂůƚĂĚĞŶƐŝĚĂĚLJĚƵƌĞnjĂ͕ĚŝĨŝĐƵůƚĂĚ ĚĞŵĞĐĂŶŝnjĂĚŽLJĨĂďƌŝĐĂĐŝſŶ WƌſƚĞƐŝƐĚĞĐĂĚĞƌĂƐ͕ĚŝĞŶƚĞƐ ĐĞƌĄŵŝĐŽƐ͕ĐĞŵĞŶƚŽƐ ŽŵƉƵĞƐƚŽƐ DĞƚĂůĐƵďŝĞƌƚŽĐŽŶ ĐĞƌĄŵŝĐĂ͗dŝĐŽŶ ŚŝĚƌŽdžŝĂƉĂƚŝƚĂƉŽƌŽƐĂ͘ DĂƚĞƌŝĂůĐƵďŝĞƌƚŽĐŽŶ ĐĂƌďſŶŽĚŝĂŵĂŶƚĞ ƵĞŶĂĐŽŵƉĂƚŝďŝůŝĚĂĚ͕ŝŶĞƌƚĞƐ͕ ĂůƚĂƌĞƐŝƐƚĞŶĐŝĂĂůĂĐŽƌƌŽƐŝſŶLJĂ ůĂƚĞŶƐŝſŶ͘&ĂůƚĂĚĞĐŽŶƐŝƐƚĞŶĐŝĂ ĞŶůĂĨĂďƌŝĐĂĐŝſŶĚĞůŵĂƚĞƌŝĂů /ŵƉůĂŶƚĞƐŽƌƚŽƉĠĚŝĐŽƐ ƌĞĨŽƌnjĂĚŽƐĐŽŶĨŝďƌĂƐĚĞ ĐĂƌďŽŶŽ͕ǀĄůǀƵůĂĂƌƚŝĨŝĐŝĂů ĐĂƌĚşĂĐĂ͕ƌĞƐƚĂƵƌĂĐŝſŶĚĞ ĂƌƚŝĐƵůĂĐŝŽŶĞƐ WůĄƐƚŝĐŽƐ ;WŽůşŵĞƌŽƐͿ 31 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Tabla II.1-2. Propiedades mecánicas de los biomateriales comúnmente más utilizados [54]. DĂƚĞƌŝĂů ĞŶƐŝĚĂĚ ;ŐͬĐŵϯͿ ZĞƐŝƐƚĞŶĐŝĂĂ ĐŽŵƉƌĞƐŝſŶ;DWĂͿ DſĚƵůŽ ĞůĄƐƚŝĐŽ;'WĂͿ dĞŶĂĐŝĚĂĚ ;DWĂͼŵΔϭͬϮͿ ,ƵĞƐŽŶĂƚƵƌĂů ϭ͘ϴͲϮ͘ϭ ϭϯϬͲϭϴϬ ϯͲϮϬ ϯͲϲ dŝLJĂůĞĂĐŝŽŶĞƐ ϰ͘ϰͲϰ͘ϱ ϱϵϬͲϭϭϭϳ ϱϱͲϭϭϳ ϱϱͲϭϭϱ ůĞĂĐŝŽŶĞƐĚĞŽͲƌͲ DŽ ϴ͘ϯͲϵ͘Ϯ ϰϱϬͲϭϴϵϲ ϮϬϬͲϮϱϯ ϭϬϬ ĐĞƌŽŝŶŽdžŝĚĂďůĞ ϳ͘ϵͲϴϭ ϭϳϬͲϯϭϬ ϭϴϵͲϮϬϱ ϱϬͲϮϬϬ DĂŐŶĞƐŝŽ ϯ͘ϭ ϲϱͲϭϬϬ ϰϭͲϰϱ ϭϱͲϰϬ WŽůŝĞƚŝůĞŶŽĚĞĂůƚĂ ĚĞŶƐŝĚĂĚ;,WͿ Ϭ͘ϵϰͲϬ͘ϵϲ Ϯϱ ϭͲϮ Ͳ WŽůŝĞƚŝůĞŶŽĚĞƉĞƐŽ ŵŽůĞĐƵůĂƌƵůƚƌĂĂůƚŽ ;h,DtWͿ Ϭ͘ϰϭͲϬ͘ϰϵ Ϯϴ ϭ ϮϬ WŽůŝƚĞƚƌĂĨůƵŽƌŽĞƚŝůĞŶŽ ;Wd&Ϳ Ϯ͘ϭͲϮ͘ϯ ϭϭ͘ϳ Ϭ͘ϰ Ͳ WŽůŝŵĞƚŝůŵĞƚĂĐƌŝůĂƚŽ ;WDDͿ ϭ͘ϭϲ ϭϰϰ ϰ͘ϱ ϭ͘ϱ ŝƌĐŽŶŝĂ ϲ͘ϭ ϮϬϬϬ ϮϮϬ ϵ ;DEͬŵΔϯͬϮͿ ůƷŵŝŶĂ ϯ͘ϵϴ ϰϬϬϬͲϱϬϬϬ ϯϴϬͲϰϮϬ ϯͲϱ ŝŽŐůĂƐƐ Ϯ͘ϳ ϭϬϬϬ ϳϱ Ͳ ,ŝĚƌŽdžŝĂƉĂƚŝƚĂ ϯ͘ϭ ϲϬϬ ϳϯͲϭϭϳ Ϭ͘ϳ ĞƌĄŵŝĐĂtŐůĂƐƐ Ͳ ϭϬϴϬ ϭϭϴ ϭ͘ϵͲϮ 32 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico II.2. BIOMATERIALES PARA EL REEMPLAZO DEL HUESO Durante la vida de un ser humano se produce una degradación de los tejidos de su organismo, siendo de relación directa con el envejecimiento o no, produciéndose una pérdida en las propiedades en los tejidos, relacionadas a traumas y enfermedades, lo que hace necesario reparar o reemplazar dichos tejidos con materiales biomédicos. En el caso que nos aborda, el del tejido óseo, a partir de los 30 años de edad se produce una disminución en la densidad, que puede traducirse en una reducción de la resistencia mecánica de hasta un 40%, que como se puede ver en la Figura I.1-1, puede ser aún mayor en el caso de las mujeres. El efecto de la reducción de la densidad ósea en la propiedades mecánicas puede verse acentuado por la degradación debida a tensiones cíclicas y al desgaste superficial en las articulaciones [53]. En la segunda mitad del siglo XX, ha aumentado la esperanza de vida ha aumentado considerablemente (Figura I.1-2). Esto es debido, entre otras cosas, a una mayor utilización de los biomateriales en la medicina, fruto del trabajo interdisciplinario de médicos, biólogos, ingenieros, etc. Se puede observar la importancia de uso de los biomateriales en la medicina estudiando las estadísticas de procedimientos quirúrgicos (Tabla II.2-1) y del mercado de los biomateriales en Estados Unidos. Existen varios factores que han contribuido al incremento de las estadísticas [53]: Limitada disponibilidad, inmuno-rechazo y otros aspectos relacionados con los trasplantes que han hecho que las necesidades sean suplidas en muchos casos por implantes (aprox. 5 millones por año en el mundo). La población mayos de 50 años está creciendo rápidamente debido fundamentalmente a la mayor expectativa de vida y al crecimiento de la población mundial. En el caso del hueso, el progresivo deterioro de la calidad del tejido conectivo con la edad, especialmente a partir de los 30 años. Aumento de la fiabilidad de implantes y prótesis, corroborada por cirujanos y pacientes. Mejora de habilidades quirúrgicas, equipos e instalaciones hospitalarias para llevar a cabo las cirugías y tratamientos relacionados. 33 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Avances en la prestaciones de los materiales utilizados para los implantes y sus diseños. Normas internacionales y regulaciones gubernamentales que aumentan la fiabilidad de los implantes y prótesis. Tabla II.2-1. Estadística sobre la cantidad de aparatos biomédicos consumidos en E.E.U.U. en al año 1997 según el national Institutes of Health (NIH) [55]. Lo realmente interesante en el estudio del reemplazo de huesos por biomateriales es que éste cumpla las mismas funciones que desarrollaba el hueso primitivo, es decir, que el resto de tejidos que estarán alrededor de la prótesis no se vean afectados. Para ello lo más importante, dado que el tejido al que no estamos refiriendo es el óseo, es que las propiedades mecánicas sean lo más parecidas a las del hueso. El módulo de Young de hueso es de 15 – 20 GPa, la resistencia a la tensión se encuentra entre los 80-150 Mpa, y la resistencia a la compresión entre los 90-280 Mpa, debido principalmente al carácter anisotrópico del hueso [56]. Cabe destacar que las propiedades mecánicas mencionadas son de hueso cortical o compacto, que es la capa exterior del hueso, y cambian drásticamente en el caso del hueso trabecular o esponjoso, que es la capa interna del hueso, que tiene una elasticidad entre 0.010 y 2 GPa y una resistencia a compresión, lineal y fuertemente correlacionada con la elasticidad, que está en el rango de 0.1 a 30 MPa [53]. 34 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Tabla II.2-2. Estadística sobre el mercado de los biomateriales y de la salud en general en E.E.U.U. [53]. Por tanto el material candidato para el reemplazo de hueso debe ser resistente a la corrosión en el ambiente fisiológico, biocompatible, bioadherente (crecimiento del hueso en contacto), biofuncional (propiedades mecánicas adecuadas, especialmente resistencia a fatiga y módulo de Young cercano al hueso), conformable y disponible. De estas exigencias, es sin duda la biocompatiblidad, la condición fundamental que debe cumplir el material, que como se ha indicado anteriormente, no debe ser considerada una propiedad intrínseca del material, sino el resultado de la interacción de propiedades intrínsecas con el tejido receptor y su entorno biológico. Es indispensable entonces que esta interacción sea positiva o por lo menos que no sea nociva para el tejido circundante y por tanto, para el resto del organismo, permitiendo de esta manera que el material sea biocompatible. 35 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico II.3. CLASIFICACIÓN SEGÚN LA RESPUESTA DEL HUESO. La evaluación de un material para ser usado en implantes o prótesis pasa necesariamente por el análisis del tipo de reacción que induce en la intercara biomaterial-tejido, la cuál a su vez, determina el mecanismo de adhesión al tejido. Es ampliamente aceptado que ningún material probado hasta ahora en un tejido vivo puede considerarse totalmente inerte ya que se ha demostrado que todos generan una respuesta en dicho tejido [53]. El método más conveniente para evaluar la respuesta del hueso se considera la osteogénesis. El concepto de osteogénesis es la formación de hueso por crecimiento o por reparación debido a la actividad de los osteoblastos, células especiales propias del tejido óseo cuya función consiste en la producción de las sustancias que componen el hueso. A partir del análisis de los patrones de osteogénesis, los biomateriales de dividen en tres clases: -Osteogénesis intervenida: Está asociada a los materiales biotolerantes (Acero inoxidable, Vitallium, PMMA). -Osteogénesis por contacto: propia de los materiales bioinertes (Titano y sus aleaciones, carbono, alúmina, circona, óxido de titanio, nitruro de titanio y de silicio). -Osteogénesis por enlace: relacionada con los materiales bioactivos (vidrios y vitrocerámicos bioactivos, hidroxiapatita). Los materiales no tóxicos y biodegradables no están incluidos en la clasificación según la osteogénesis (57). En general, el proceso biológico de incorporación reduce inicialmente la resistencia mecánica de la unión biomaterial-hueso. Si el acoplamiento de reabsorción y osteogénesis es adecuado en ritmo e intensidad, la remodelación adaptativa que se produce tiende a normalizar posteriormente la estructura que, siguiendo la ley de Wolff, es capaz de responder efectivamente a las necesidades mecánicas. 36 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico II.3.1. Biomateriales biotolerantes Los biomateriales biotolerantes se caracterizan por que al estar en contacto, durante un tiempo indefinido, con los tejidos, dan lugar a la aparición de una fina membrana anhista alrededor del material implantado, esto sucede sobre todo con algunos metales o aleaciones, que son lo que fundamentalmente se emplean para una producción de sistemas de osteosíntesis o prótesis articulares, como puedan ser las aleaciones de Cr-Co-Mb o las de Fe-Cr-Ni. El tejido óseo penetra en los intersticios de las bolitas metálicas que cubren la superficie de una prótesis, pero no llega a contactar el hueso con el metal debido a la membrana anhista que los separa. El efecto físico es eficaz para la fijación de una prótesis pero no existe crecimiento tisular intrametálico [53]. El acero inoxidable es sin duda el más representativo de los biomateriales biotolerantes para el reemplazo del hueso, siendo también el primer material utilizado con relativo éxito para este propósito. De la misma forma se comportan las cerámicas duras, como pueden ser la Alúmina o la cerámica de Zirconio, que se emplea sobre todo para la fabricación de superficies de deslizamiento o pares de fricción. También, a la categoría de biotolerantes pertenece a gran familia de los plásticos, representados en la cirugía ortopédica como UHMWPE (Ultra High Molecular Weight Poli Etilen) muy empleado en las superficies de fricción de las prótesis articulares. El polimetilmetacrilato (PMMA, cemento óseo) utilizado para la fijación de prótesis de cadera, es considerado también biotolerante. Esto se debe a que existe siempre la posibilidad de la formación de la cápsula de tejido anhista fibroso en varias regiones de la intercara PMMA-hueso debido a factores como la toxicidad del monómero libre metilmetacrilato, que provoca necrosis del hueso por las altas temperaturas de polimerización o desvascularización durante la preparación del canal en el hueso [53]. II.3.2. Biomateriales Bioinertes Ningún material de los utilizados hasta ahora puede considerarse como inerte, ya que todos inducen respuesta en el tejido vivo. En los biomateriales bioinertes los tejidos, en nuestro caso tejido óseo, se comporta igual que el anterior en lo que se refiere a crecimiento dentro de la estructura porosa, en este caso representado por capas de esférulas metálicas, pero además el contacto del hueso con el metal es directo, no existe nada que los separe como ocurría con los biotolerantes. Como consecuencia, la adhesión del implante es exclusivamente mecánica produciéndose la denominada “fijación biológica”. El espesor de la cápsula fibrosa puede variar dependiendo del material y la extensión del movimiento relativo. Desde el punto de vista del patrón de la osteogénesis, los biomateriales bioinertes permiten una 37 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico osteogénesis por contacto, en la cual el hueso crece de manera ordenada en contacto directo con el implante, generalmente con un mínimo espesor de capa de tejido fibroso. Esto es equivalente al concepto de osteointegración utilizado por primera vez por Brånemark para describir el comportamiento de implantes dentales de titanio en contacto con el hueso: aposición íntima del hueso con respecto al implante de titanio sin tejido intermedio. Esta definición de osteointegración supone la no presencia de tejido fibroso, al observar la intercara implante-hueso al microscopio óptico con una resolución de 0.5 µm. Sin embargo, numerosos trabajos posteriores al trabajo de Brånemark, con instrumentos de mayor resolución, han corroborado la existencia de una delgada capa de tejido fibroso, modificando la concepción que inicialmente se tenía de a osteointegración [53]. II.3.3. Biomateriales reabsorbibles Los biomateriales reabsorbibles están diseñados para degradarse gradualmente con el tiempo y, por tanto, para ser reemplazados por el tejido receptor. A pesar de que este es el concepto ideal para el reemplazo de cualquier tejido, el desarrollo de biocerámicos reabsorbibles funcionalmente óptimos presenta una serie de complicaciones asociadas fundamentalmente a la dificultad para ajustar las velocidades de reabsorción con las de sustitución por tejido nuevo y al mantenimiento de la resistencia y de la estabilidad interfacial durante el periodo de degradación. Casi todos los biocerámicos reabsorbibles son variaciones de fosfato de calcio y su carácter biodegradable radica en su similitud con la fase mineral del hueso que consiste básicamente en iones calcio y fosfato, con trazas de magnesio, carbonato, hidroxilo, cloruro, fluoruro y citrato [53]. II.4. EL HUESO Normalmente se piensa en los huesos como una parte inerte del cuerpo, el cual no cambia una vez se ha alcanzado su tamaño adulto. En realidad el hueso es un tejido vivo que, al igual que los demás tejidos del cuerpo, debe alimentarse para estar en buenas condiciones. De esta parte se encargan los osteocitos (células óseas distribuidas en el tejido óseo). El hueso es un tejido vivo que cambia en el tiempo. Al proceso continuo de destruir el tejido viejo y crear el nuevo se le llama remodelación. En este proceso los osteoclastos son las células encargadas de destruir el tejido viejo, y los osteoblastos de construir el nuevo. La remodelación ósea es muy lenta, de forma que tenemos el equivalente de un esqueleto nuevo cada siete años aproximadamente. 38 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Mientras el cuerpo es joven y crece, la principal actividad la tienen los osteoblastos, mientras que después de los cuarenta años los osteoclastos son los más activos; esto explica por qué las personas menguan a medida que envejecen. Estos procesos son graduales y lentos, excepto en los primeros años de vida en los que el crecimiento es muy rápido y después de los ochenta años en los que las personas decrecen rápidamente. Por lo que la edad del paciente es uno de los factores más importantes a lo hora de determinar el tipo de prótesis a utilizar, pues de ella extraemos información de la composición ósea del paciente. En el cuerpo humano, los huesos tienen seis funciones que cumplir y para las cuales están diseñados óptimamente [58; 59; 60; 61]: Soporte Locomoción Protección de órganos Almacén de componentes químicos Alimentación Transmisión del sonido II.4.1. Composición ósea La composición del hueso depende de factores como el tipo de hueso, la localización de la muestra, la edad, el sexo y el tipo de tejido óseo. No obstante, la composición ósea base se puede observar en la Figura II.4-1. Con respecto al componente orgánico, en torno al 95% está constituido por colágeno tipo I, el cual es responsable de la resistencia a la tracción. El componente inorgánico está formado fundamentalmente por fosfato de calcio en forma de cristales nanométricos (diámetros de 20 a 70 Å y longitudes de 50 a 100 Å) de hidroxiapatita biológica no estequiométrica, responsable de la resistencia a la compresión. El agua, es un componente fundamental del hueso ya que tiene una gran influencia en las propiedades mecánicas, permitiendo una mayor ductilidad debido a una mayor facilidad de desplazamiento entre las fibras de colágeno. 39 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic Figura II.4-1. II.4 Composición ósea base, adaptado de [62]. II.4.2. Estructura Ósea Los huesos del esqueleto presentan diferentes formas formas y tamaños que se relacionan con su función específica. Respecto a su estructura global, el tejido óseo está constituido por diferentes fases sólidas y líquidas, que le otorgan la característica de ser junto a la dentina y el esmalte de los dientes, dientes, los únicos tejidos duros del organismo. (Figura II.4-2) Desde el punto de vista macroscópico el tejido óseo puede ser: • Esponjoso (trabecular): conformado por un entramado tridimensional tridimens de tabiques o trabéculas óseas ramificadas que se orientan orientan de manera paralela a las líneas de fuerza y limitan un sistema laberínti laberíntico de espacios intercomunicantes, ocupados por médula ósea. ósea. El hueso esponjoso se encuentra en el esqueleto axial, en las epífisis y metáfisis de los huesos largos y en los huesos planos y tiene la capacidad de resistir resistir fuerzas de comprensión y tensión. • Cortical:l: constituido por una masa sólida y continua cruzada cruzada por una red de finos conductos longitudinales, denominados canales de Havers, y transversales, 40 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic conocidos como conductos de Volkmann, que alojan vasos vasos sanguíneos y fibras nerviosas. Predomina en el esqueleto apendicular, conformando conformando la diáfisis de los huesos que adopta la forma de un cilindro hueco para para contener la médula ósea. Sus particulares características lo hacen resistente resistente a las fuerzas de flexión, torsión y cizalladura. Figura II.4-2. Morfología del Hueso [62]. II.4.3. Propiedades Mecánicas del Hueso Las propiedades mecánicas del hueso cortical y trabecular trab (Tabla Tabla II.4-1 y Tabla II.4-2) son distintas ya que éstos presentan una arquitectura diferente. Por otra parte, también debe considerarse la dirección de aplicación aplicación del esfuerzo debido a la marcada anisotropía del tejido óseo. Tabla II.4-1 1. Propiedades Mecánicas del hueso cortical [62].. Propiedades Resistencia (longitudinal) Tracción Compresión 78.8-151 MPa 131-224 MPa Torsión - Resistencia (transversal) 51-56 MPa 106-133 MPa - Resistencia (cizalladura) - - 53.1-70 MPa Módulo de Young (longitudinal) 17-20 GPa 11-20 GPa - Módulo de Young (longitudinal) 6-13 GPa 6-13 GPa - Módulo de Cizalladura - - 3.3 GPa 41 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Tabla II.4-2 Propiedades Mecánicas del hueso trabecular [62]. Propiedades Resistencia Mecánica Tracción Compresión Torsión 8 MPa Módulo de Young 50 MPa - 0.0 -0.4 GPa Los ensayos mecánicos en huesos, se realizan de igual forma que para el resto de materiales, con la salvedad de la anisotopía en toda su estructura y por tanto resulta necesario para la obtención de esfuerzos tanto transversales como longitudinales, realizar los ensayos en distintas zonas y direcciones del hueso (Figura II.4-3). Como se puede observar las tensiones aplicadas de forma longitudinal, se comporta mucho mejor frente a esfuerzos de deformación por tracción. Como también era de esperar, la densidad ósea influye en los esfuerzos absorbidos por el hueso, siendo de esta forma el hueso cortical más resistente que el hueso trabecular (Figura II.4-4). II.4.4. Dinámica del hueso El modelado óseo es un proceso de reabsorción y formación continua de tejido óseo, que modifica la estructura y morfología de los huesos durante el crecimiento y desarrollo. Por el enunciado general de la ley de Wolff (1892), los elementos funcionales del hueso se ordenan en la dirección de la presión funcional y aumenta o disminuye su masa según las variaciones de intensidad de la presión. Las estructuras óseas se orientan y adquieren la masa que mejor soporta las tensiones externas (Figura II.4-6) 42 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic Figura II.4-3. Ensayo real sobre una prótesis y esquema de la influencia influencia de la dirección de la aplicación de la carga en las curvas esfuerzo deformación [62]. [62] Con número atómico 22 y una masa atómica de 47,867 uma se considera uno de los elementos con mejores propiedades de los utilizados utilizados industrialmente en aplicaciones técnicas, quedando su uso limitado por el alto coste de obtención del mismo. Y aunque el titanio no es una sustancia rara actualmente, ya que se considera co el noveno elemento, y el cuarto de entre los metales más más abundantes existentes en el planeta, superado únicamente por el aluminio, el hierro, hierro, y el magnesio, no se encuentra como sustancia pura, lo que implica la realización de diversos procesos de obtención del metal puro que son bastante caros. 43 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Figura II.4-4. Curva tensión-deformación para distintas densidades óseas Así mismo, los huesos de ancianos, son más débiles, debido a la disminución de su densidad ósea y por tanto resisten menos a los esfuerzos (Figura II.4-5). Figura II.4-5. Influencia de la edad del hueso en el comportamiento mecánico del mismo [62]. 44 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic Figura II.4-6. II.4 Configuración de cargas en el hueso [62]. En el diseño de estructuras huecas en ingeniería, se se realizan a partir de las líneas de presión estática, en el que la mínima cantidad de de material y mínimo peso, manteniendo la máxima resistencia. En el caso de los los huesos, estos se orientan siguiendo el mismo ismo principio, trabéculas que siguen la misma dirección dirección de las líneas de presión (Figura II.4-7). Figura II.4-7. Semejanzas del hueso hue con estructuras ingenieriles [62]. 45 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic II.5. EL TITANIO C.P. Y SUS ALEACIONES El Titanio es un elemento metálico, concretamente un un metal de transición que se sitúa en el lugar que se e muestra en la tabla periódica peri (Figura II.5-1). Figura II.5-1: Situación del elemento Titanio (Ti) en la tabla periódica periódica de los elementos 46 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic Figura II.5-2: Martin Heinrich Klaproth El titanio fue descubierto por un clérigo, químico, y mineralista británico llamado William Gregor (Figura Figura II.5-2),, en el año 1791, quien descubrió una sustancia en el río Helford, que tenía un aspecto de “arena negra”, negra”, y presentaba propiedades magnéticas. Hoy conocemos este material como “ilmenita”. “ilmenita”. De ésta obtuvo el óxido de un “nuevo metal”. Fue Martin Heinrich Klaproth Kla quien tres años máss tarde, y en una investigación sistemática de elementos, descubrió el el mismo elemento en el rutilo y fue él mismo quien le puso el nombre de Titanio (de “Titanes”, “Titanes”, hijos de la tierra que intentaron conquistar el cielo, y vivían en cautividad cautividad al perder la batalla por el mismo, de ahí su nombre, al encontrarse siempre cautivo en forma de óxido). En 1910, Matthew Albert Hunter, buscando metales para pa filamentos de lámparas, fue capaz de aislar el metal calentando tetracloruro tetracloruro de titan titanio (TiCl4) con sodio. Finalmente fue el luxemburgués Wilhelm Justin Justin Kroll es reconocido internacionalmente como el padre de la industria del del titanio, pues aún hoy se utiliza el método ideado por él de obtención de titanio a partir part de sus óxidos idos con un alto grado de pureza [63; 64]. La a dificultad para obtener titanio puro provoca el inconveniente inconveniente del alto precio en el mercado, que a su vez se ve afectado por fluctuaciones fluctuaciones debido a que la industria que más titanio consume es la aeronáutica, sufriendo cambios de acuerdo a los l ciclos económicos de esta industria. Esto provoca una dificultad dificultad añadida a la hora de entrar en la industria tradicional, aunque el creciente interés interés por el titanio gracias a sus propiedades induce a investigar nvestigar sobre nuevos procesos de obtención de titanio tit a partir de sus óxidos que pueden llegar a reducir el coste del mismo hasta en un 50%. 47 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Figura II.5-3: Evolución del precio del Titanio en el año 2009 Una industria de creciente demanda de titanio es la industria de los biomateriales, gracias a la alta compatibilidad de este elemento con los órganos y el tejido humano, la pasividad química. Su uso en prótesis está cada vez más extendido. También se está extendiendo el uso del titanio en materiales deportivos (bicicletas, raquetas, palos de golf…) y en automóviles de competición. Pero el principal reto de la producción de Ti es llegar a la industria del automóvil convencional de una forma competitiva, ya que por ahora, el acero y el aluminio priman en la fabricación de los mismos debido a la diferencia de precios. II.5.1. Metalurgia del titanio. Estructura cristalina El Ti elemental presenta alotropía, con dos posibles estructuras cristalinas: Hexagonal compacta (HC) y Cúbica centrada en el interior (CCI) – ver Figura II.5-4. A temperatura ambiente el Ti presenta la estructura HCP, denominada alfa (α), y a 882ºC se transforma en estructura CCI, denominada beta (β). 48 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Figura II.5-4: Estructuras cristalinas del Ti. Izquierda: αTi (HC). Derecha: βTi (CC) Vamos a ver distintas muestras de titanio, con distintas aleaciones, que luego detallaremos. Debajo de la imagen está la descripción de lo que vemos en cada una de ellas, comprobando que se pueden llegar a distintas propiedades del material en función del tratamiento y de los contenidos aleantes que contenga la muestra. Figura II.5-5: Ejemplo de microestructuras de aleaciones de Ti (a) Ti puro comercial, tratado a 675ºC durante 1h, enfriado en aire (b) Aleación cuasi-α (Ti-5.5Al-4Zr-4Sn-1Nb-0.6C-0.5Mo-0.35Si) – Tratada a 1030ºC-2h enfriada en aire, y tratada a 700ºC-2h enfriada en aire (c) Aleación α+β (Ti-6Al-4V) – Tratada en región β a 1020ºC- 20 min – enfriada en horno 49 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico (d) Aleación α+β (Ti-6Al-4V) – Tratada en región α+β a 960ºC- 60 min – enfriada al aire (e) Aleación β (Ti-10V-2Fe-3Al) – Tratada en región β a 820ºC – 8h y templada en agua (f) Aleación β (Ti-10V-2Fe-3Al) – Tratada en región α+β a 700ºC-8h templada en agua, Tratada a 600ºC-4h enfriada en agua II.5.2. Características metalúrgicas y propiedades mecánicas II.5.2.1. Propiedades físicas En la siguiente tabla se muestran algunas de las propiedades físicas del titanio, parte de las cuales dependen en gran medida de su pureza, aspecto que crea discrepancia entre diversos autores a la hora de concretar los valores: Podemos destacar de entre todas sus propiedades físicas la baja densidad, que le hace un 40% más ligero que el acero y la alta resistencia específica, la más elevada entre todas las familias de metales. Tabla II.5-1: Propiedades físicas del titanio Número atómico Peso atómico Volumen atómico Radio covalente Estructura cristalina 22 47,9 10,6 W/D 1,32 Å α (Hexagonal compacta) T < 882 ̊ C β (Cúbica centrada) T > 882 ̊ C Color Gris oscuro Densidad 4,51 g/cm3 Primera energía de ionización 158 kcal/g·mol Absorción térmica de neutrones 5,6 barn/átomo Temperatura de fusión 1668 ̊ C Temperatura de ebullición 3260 ̊ C 50 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Calor específico 0,518 J/kg·K Conductividad térmica 17 W/m·k Calor de fusión 440 kJ/ kg Calor de vaporización 9,83 MJ/kg Módulo elástico 104 MPa Relación de Poisson Coeficiente de rozamiento Resistencia específica 0,41 0,8 a 40 m/min 480 µΩ/mm Coeficiente de dilatación 0,00000864/ ̊ C Conductividad eléctrica 4% IACS Coeficiente de res. eléctrica 0,0026/ ̊ C Susceptibilidad magnética 0,00000125 Para ilustrar la alta resistencia específica de las aleaciones de Ti, en la Figura II.5-6 se muestran comparativamente valores del límite elástico específico de distintas familias de aleaciones de los metales estructurales más comunes. Las aleaciones de Ti son superiores hasta temperaturas próximas a los 500ºC, a partir de la cual los aceros y las superaleaciones tienen un mejor comportamiento. Figura II.5-6: Rangos de variación de los valores de límite elástico específico de distintas familias de aleaciones en función de la temperatura. II.5.2.2. Propiedades químicas 51 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Como hemos comentado en la introducción, el titanio es un elemento que se encuentra en la naturaleza en forma de óxido. Esta gran reactividad que tiene con el oxígeno lo convierte en un material denominado pirofórico, posibilitando explosiones si el material está en forma de polvo. También puede originarse una reacción violenta si se pone en contacto el metal con el oxígeno líquido. La resistencia a la corrosión que presenta es debida al fenómeno de pasivación que sufre (se forma un óxido que lo recubre). Es resistente a temperatura ambiente al ácido sulfúrico (H2SO4) diluido y al ácido clorhídrico (HCl) diluido, así como a otros ácidos orgánicos, también es resistente a las bases, incluso en caliente. No es tan buena esta resistencia cuando los ambientes a los que podemos someterlos son reductores, que pueden disolver la capa de óxido. Podemos destacar su resistencia en agua de mar, donde en 18 años sufrió apenas una decoloración. Los elementos de aleación empeoran el comportamiento frente a la corrosión, sobre todo los elementos intersticiales; los elementos sustitucionales también lo deterioran, pero no todos en la misma medida. Presenta dimorfismo, a temperatura ambiente tiene estructura hexagonal compacta llamada fase alfa. Por encima de 882 ºC presenta estructura física centrada en el cuerpo se conoce como fase beta. Esto lo veremos más adelante en detalle. II.5.2.3. Propiedades mecánicas A pesar de tener casi el doble de densidad que el aluminio, es considerado un metal ligero. En la Tabla II.5-2 se pueden observar algunas características mecánicas del titanio y de algunas de sus aleaciones: Tabla II.5-2: Características mecánicas del titanio puro y de algunas de sus aleaciones [65]. Aleación Ti puro - Grado 1 Ti puro - Grado 2 Ti puro - Grado 3 Ti puro - Grado 4 Ti-6Al-4V (Recocido) Ti-6Al-7Nb Ti-5Al-2.5Fe Ti-5Al-1.5B Módulo de Young [GPa] Tensión de fluencia [Mpa] Tensión de rotura [Mpa] Deformación [%] 102.7 102.7 103.4 104.1 110 - 114 114 112 110 170 275 380 485 825-869 880-950 895 820-930 240 345 450 550 895-930 900-1050 1020 925-1080 24 20 18 15 6-10 8-15 15 15-17 52 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Ti-15Zr-4Nb-4Ta-0.2Pd (Recocido) Ti-15Zr-4Nb-4Ta-0.2Pd (Envejecido) Ti-13Nb-13Zr (Envejecido) Ti-12Mo-6Zr-2Fe (Recocido) Ti-15Mo (Recocido) Ti-15Mo-5Zr-3Al (Solubilizado) Ti-15Mo-5Zr-3Al (Envejecido) Ti-15Mo-2.8Nb-0.2Si (Recocido) Ti-35.3Nb-5.1Ta-7.1Zr Ti-29Nb-13Ta-4.6Zr (Envejecido) 99 693 715 28 94 806 919 18 79-84 74-85 78 80 836-908 1000-1060 544 838 973-1037 1060-1100 874 852 10-16 18-22 21 25 80 1000-1060 1060-1100 18-22 83 945-987 979-999 16-18 55 80 547 864 597 911 19 13.2 Para aclarar el significado en la Tabla II.5-2 del “Grado” de titanio puro, hemos de comentar que el titanio “comercialmente puro” (en adelante “CP”) se comercializa (valga la redundancia) en cuatro grados, designados 1, 2, 3 y 4. A medida que el grado aumenta, la composición química se modifica ligeramente para mejorar la resistencia del material, mientras se mantiene el porcentaje de titanio por encima del 99 %. En general, cuando se modifica un material para aumentar la resistencia, la ductilidad disminuye. Para ofrecer mayor resistencia y mantener la buena ductilidad, habitualmente se emplea el titanio CP grado 4. Las composiciones se muestran en la Tabla II.5-3: Tabla II.5-3: Clasificación del Titanio según la norma ASTM F67 II.5.2.4. Procesos de fabricación El método utilizado para la obtención de titanio es el conocido método de Kroll y consiste en lo siguiente: 53 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico • Obtención de tetracloruro de titanio por cloración a 900°C, en presencia de carbono, mediante la reacción: 2. FeTiO3 + 7 Cl2 + 6 C → 2 TiCl4 + 2 FeCl3 + 6 CO • Purificación del tetracloruro de titanio mediante destilación fraccionada. Se reduce el TiCl4 con magnesio o sodio molido en atmósfera inerte, con la reacción: o Si se utiliza el Sodio (Na) en el proceso se produce la siguiente reacción: TiCl4 + 4 Na → 4NaCl + Ti o Si se utiliza el Magnesio (Mg) para purificarlo se produce la siguiente reacción: TiCl4 + 2 Mg → Ti + 2 MgCl2 • El titanio forma una esponja en la pared del reactor, la cual se purifica por lixiviación1 con ácido clorhídrico diluido. El MgCl2 se recicla electrolíticamente. En la Figura II.5-7 se muestra un diagrama del proceso: Figura II.5-7: Esquema de obtención del titanio según el proceso Kroll [66] 1 Lixiviación: La lixiviación es un proceso por el cual se extrae uno o varios solutos de un sólido, mediante la utilización de un disolvente líquido. Ambas fases entran en contacto íntimo y el soluto o los solutos pueden difundirse desde el sólido a la fase líquida, lo que produce una separación de los componentes originales del sólido. [65]. 54 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico La materia prima del titanio suele llegar a las industrias de fabricación en la forma que se puede ver en la Figura II.5-8. A partir de aquí se procesa para fabricar piezas útiles del material, ya que de bien poco nos sirve en este estado. Los procesos mediante los cuales podemos obtener el titanio en una gran variedad de formas y con distintas propiedades según el uso son los siguientes: Figura II.5-8: Materia prima de Titanio II.5.2.4.1. Moldeo (fundición) El moldeo es un proceso dificultoso debido a la gran afinidad del titanio con el oxígeno, nitrógeno e hidrógeno, y también por la reactividad con el molde. Como consecuencia de esto, se realiza la fusión al vacío, y se utilizan moldes de grafito compactado, aunque para piezas que requieran mayor precisión, se utiliza el moldeo a la cera perdida. Hay que tener especial cuidado (al igual que con todos los materiales) con los defectos típicos de este tipo de fabricación: rechupes, poros, y la segregación especialmente, ya que las piezas moldeadas se van a utilizar en ámbitos donde se requiere que sus propiedades mecánicas no se vean deterioradas. 55 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic Figura II.5-9: Ejemplo de piezas moldeadas Figura II.5-10: II.5 Ejemplo de piezas fabricadas por fundición Se pueden moldear desde piezas muy grandes (grandes válvulas) hasta piezas pequeñas, como implantes médicos (con moldes cerámicos). cerámi Una de las grandes des ventajas de este proceso es el ahorro de energía, energí ya que el coste se puede reducir en series grandes hasta en una una tercera parte. A la hora del mecanizado, con el moldeo se puede reducir mucho el el desperdicio de material (viruta), ajustándonos al tamaño final lo más posible con este proceso. II.5.2.4.2. Pulv Pulvimetalurgia 56 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic La pulvimetalurgia talurgia (metalurgia de polvos (Figura ( II.5-11)) aplicada al titanio y a sus aleaciones reduce casi en un 50% los costes de fabricación, y es uno de los procesos más empleados, ya que se obtiene un buen conformado conformado final y un buen acabado. Figura II.5-11: Titanio en polvo Se puede conseguir titanio pulvimetalúrgico mediante las siguientes técnicas: • Sinterizado compactado en frío • Sinterizado prensado isostático en frío • Prensado isostático en caliente • Prensado en caliente al vacío o en un molde interior interio 57 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Figura II.5-12: Proceso de obtención de Titanio por pulvimetalurgia convencional. Se requiere polvo de gran pureza, con bajo contenido en elementos intersticiales, que se obtiene de esponja, viruta, o por atomización. La compactación del polvo de esponja se hace en frío y se consiguen densidades de hasta el 90 %. La compresión isostática en caliente se aplica para obtener piezas sanas sinterizadas a alta densidad (se lleva a cabo a temperaturas a las que existe fase β. Las aplicaciones son similares a las de moldeo, pero el comportamiento mecánico de las piezas obtenidas por pulvimetalurgia es muy superior al obtenido con moldeo, incluso similar al de piezas forjadas, pero con una disminución considerable del coste. II.5.2.4.3. Solidificación rápida Se emplea para obtener aleaciones con alto contenido en aluminio o elementos con elevada tendencia a la segregación. Las aleaciones obtenidas con este proceso, gracias al enfriamiento rápido, quedan amorfas con altas durezas y resistencias (hasta 2750 MPa). II.5.2.4.4. Forja 58 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Se trata de deformar plásticamente el titanio para obtener diversas formas. Una complicación de la deformación en frío es que en su fase α, con estructura hexagonal, que más adelante mostraremos, es más difícil deformar por las posibilidades limitadas de esta red para una deformación plástica. La deformación en caliente es similar a la del acero, mostrando alguna de sus aleaciones el efecto de la superplasticidad. Son propensas a adquirir textura, con diferencias notables en el comportamiento, según la dirección, que llega al 50% en valores resistivos de fatiga, y al 100% en valores de plasticidad. De hecho, el módulo elástico puede variar según la dirección entre 90 y 150 GPa. Figura II.5-13: Pieza de Titanio obtenida por forja II.5.2.4.5. Tratamientos térmicos Estos tipos de tratamiento se suele hacer en atmósfera inerte, para evitar reactividad con gases como el oxígeno, nitrógeno e hidrógeno, ya que podría originarse un cambio en la microestructura de la zona superficial. En caso de que se realicen calentamientos en aire, habría que limpiar la capa superficial. El titanio, al no ser un buen conductor térmico, dificulta este tipo de procesos. II.5.2.4.6. Mecanizado Debido a la baja conductividad térmica del titanio y a los bajos valores de calor específico que presenta, hay dificultades en el proceso de mecanizado debido a 59 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic calentamientos locales, pudiendo llegar a embazar herramientas herramientas y a agarrotarse dada su afinidad con otros ros metales. Por todo esto es necesario no elevar mucho los esfuerzos esfuerzos de corte con herramienta, seleccionar bien los ángulos de corte y los refrigerantes. Se pueden utilizar para evitar estos problemas métodos de mecanización electroquímicos. Las operaciones ciones de rectificado requieren, por los inconvenientes inconvenie que hemos comentado anteriormente, mayor precaución a la hora de aplicarlos. II.5.2.4.7. Soldadura oldadura Al igual que en los tratamientos térmicos, y como todo todo proceso térmico, hay que controlar la atmósfera debido a la contaminación contaminación superficial que puede sufrir. Se ilustra claramente en la imagen mostrada a continuación: continua &ŝŐƵƌĂ//͘ϱͲϭϰ͗^ŽůĚĂĚŽĚĞůƚŝƚĂŶŝŽ͘ Hay varios procesos de soldadura: 60 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic • • • • • Soldadura de fusión Soldadura por fricción Soldadura de haz de electrones Soldadura por haz de láser Soldadura por puntos II.5.2.4.8. Tratamientos superficiales El tratamiento de las superficies de titanio se realiza realiza con procesos normales y exige, en todo caso, una eliminación previa de óxidos. óxidos. La limpieza mecánica de estos por lijado, con cepillo de alambres o chorro de arena, arena, conlleva riesgos de explosión o incendio, o, sobre todo cuando el lijado se realiza en seco. Además de su buena resistencia a la corrosión, y además del color, la capa de óxido de titanio presenta un aislamiento el eléctrico y una biodisponibilidad muy buenos. Figura II.5-15: Recubrimiento con óxido de titanio 61 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico II.5.2.5. Aleaciones de titanio Las aleaciones de Ti se clasifican fundamentalmente en tres tipos: α, β y α+β. Esta clasificación no se realiza en base a la proporción de fases presentes en la microestructura sino en la respuesta que tienen las distintas composiciones a los tratamientos térmicos. Para ilustrar la clasificación de las aleaciones de Ti se suele emplear un diagrama de fases esquemático como el de la Figura II.5-16, donde se representa el efecto de un elemento estabilizador de la fase β. Figura II.5-16: Tipo de aleación dependiendo de la temperatura y la cantidad de estabilizador beta II.5.2.5.1. Aleaciones α Las aleaciones α comprenden las variedades de Ti puro comercial y las aleaciones que contienen exclusivamente elementos de aleación alfágenos o neutros. A veces el titanio de pureza comercial también se introduce en este grupo aunque no sea una aleación Este tipo de aleaciones se caracteriza por constar predominantemente de una estructura cristalina hexagonal compacta a temperatura ambiente. En algunas ocasiones este tipo de aleaciones contienen un pequeño porcentaje de elementos betágenos. 62 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico En las aleaciones de titanio alfa el efecto de los aleantes usados es generalmente el de producir una aumento de la temperatura beta-transus, generando una estructura hexagonal a temperatura ambiente. El elemento de aleación principal, en el caso de las aleaciones alfa, es el aluminio. El aluminio tiene una gran solubilidad en el titanio y hace aumentar la resistencia de la fase alfa. El resultado es un ligero aumento en la resistencia a temperatura ambiente pero que se mantiene a elevada temperatura. Generalmente, junto al aluminio siempre aparece el estaño. El efecto de los aleantes usados es generalmente el de producir una aumento de la temperatura beta-transus. Las aleaciones alfa consisten predominantemente en fase alfa incluso con enfriamientos desde alta temperatura y no son endurecibles por tratamiento térmico. Estas aleaciones son utilizadas normalmente en estado de recocido. En comparación con otros grupos de aleaciones, las aleaciones alfa son las que tienen una resistencia a tracción menor a temperatura ambiente. Como propiedades más destacadas de las aleaciones alfa se debe señalar: una resistencia a tracción a temperatura ambiente entre 540 y 930 MPa, una razonable resistencia mecánica a temperatura elevada, un buen comportamiento frente a fluencia, muy buena estabilidad térmica hasta temperaturas cercanas a los 550ºC y una buena soldabilidad. Además los grados designados como ELI (Extra Low Intersticial) que poseen un contenido de elementos intersticiales sumamente restringido, presentan unas excelentes propiedades de ductilidad y tenacidad incluso a temperaturas criogénicas. Se suelen emplear en estos ambientes criogénicos por poseer una baja temperatura de transición dúctil-frágil. Una de las desventajas principales de las aleaciones α es que son difíciles de conformar, especialmente por debajo de la temperatura de transición beta. Las aleaciones α no son tratables térmicamente, sus propiedades mecánicas se pueden ver sustancialmente alteradas por la temperatura elegida para su conformado. La Figura II.5-17 muestra de forma esquemática la influencia de la temperatura de conformado sobre las propiedades mecánicas y el tamaño de grano de estas aleaciones a temperatura ambiente. Ejemplos de estas aleaciones son: Ti-3Al-6Sn-5Zr-0.5Mo-0.5Si, Ti-5Al-6Sn2Zr-1Mo-0.25Si. Los compuestos complejos de silicio que se forman en estas 63 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic aleaciones mejoran sustancialmente la resistencia a la fluencia a temperaturas temp entre 450y 538ºC. II.5.2.5.2. Aleaciones β Este tipo de aleaciones se caracteriza por constar predominantemente de una estructura cristalina cúbica centrada en el interior interior a temperatura ambiente. Las aleaciones β tienen una alta capacidad de ser endurecidas, endurecidas, obteniendo la fase β completamente retenida tras el enfriamiento en aire en secciones estrechas o tras el temple en agua en secciones gruesas. Figura II.5-17: Influencia de la temperatura de conformado sobre las las propiedades mecánicas y el tamaño de grano de las aleaciones alfa En este tipo de aleaciones, el elevado contenido en elementos estabilizadores de la fase β (Cr,, Mo, V...) impide que se produzca una transformación transformación completa desde el 64 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico estado beta, estabilizando dicha fase a temperatura ambiente. A pesar de ello, la mayoría de estas aleaciones contienen pequeñas cantidades de estabilizadores de la fase alfa con el fin de permitir el endurecimiento por precipitación de segundas fases, inrementando con ellos sus propiedades mecánicas, resistencia al desgaste y tenacidad. Aunque el nombre de este tipo de aleaciones haga creer que se trata de aleaciones monofásicas, dependiendo de la transformación parcial de la fase beta en alfa o a una fase intermedia obtendremos diferentes niveles de resistencia. Este tipo de aleaciones se caracteriza por tener buena tenacidad a la fractura y elevada resistencia a la tracción aunque, por otra parte, presentan transformación dúctil frágil, por lo que no deben emplearse a bajas temperaturas. Un tratamiento de solubilización, temple y maduración de estas aleaciones aumenta la resistencia del material por transformación parcial de la fase beta en alfa, formando partículas alfa finamente dispersas en la fase β retenida. Tras el tratamiento de solubilización y antes de la maduración (100% de fase β retenida) la aleación tiene cierta ductilidad, una relativa baja resistencia y una excelente capacidad para la deformación plástica. Las propiedades óptimas de las aleaciones beta no se consiguen cuando su estructura está formada exclusivamente por fase beta sino que éstas se alcanzan al realizar un tratamiento de envejecimiento a una temperatura comprendida entre 450ºC y 650ºC que provoca la precipitación de finas partículas alfa dentro de los granos beta. El trabajo en frío o el calentamiento a temperaturas moderadas puede provocar una cierta transformación de la fase β en α. Dentro de las aleaciones comerciales, sólo existen aleaciones beta metaestables y, por simplicidad, se las denomina aleaciones beta. Existen dos tipos de aleaciones beta: Aleaciones beta estables: algunas aleaciones beta contienen en su composición más de un elemento betágeno que pueden ser beta-eutectoides o beta-isomorfos. Teóricamente, con la adicción de cantidades suficientes de elementos betágenos, la beta transus puede reducirse hasta temperaturas por debajo de la temperatura ambiente. Este tipo de aleaciones se denominan aleaciones de titanio beta estables, como se indican en la siguiente figura. Sin embargo, estas aleaciones son muy densas, y no se utilizan en la actualidad. 65 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Figura II.5-18: Esquema del diagrama de equilibrio pseudo-binario del sistema titanioestabilizadores beta con la curva Ms y los rangos de formación de la fase w y b’ superpuestas Aleaciones beta metaestables: para retener la fase beta, no es estrictamente necesario estabilizarla mediante elementos de aleación hasta el grado de disminuir la beta transus hasta temperaturas por debajo de la ambiente. Con cantidades suficientes de estabilizadores beta, la fase beta puede retenerse mediante un enfriamiento rápido, como por ejemplo un temple en agua. Sin embargo, si los elementos betágenos no están en cantidad suficiente, la fase beta puede obtenerse mediante transformación martensítica de alfa, indicado como Ms en la figura anterior. Las aleaciones que contienen la cantidad suficiente de elementos betágenos para reducir la temperatura de transformación martensítica (Ms) por debajo de la temperatura ambiente pero, cantidad insuficiente para reducir beta transus por debajo de la temperatura ambiente, son conocidas como aleaciones beta metaestables. II.5.2.5.3. Aleaciones α+β La combinación de las fases α y β aporta buenas características mecánicas y elevada plasticidad, lo que convierte este grupo de aleaciones de titanio en el de mayor interés industrial. 66 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Las aleaciones α+β se han desarrollado debido a la mera forjabilidad de las tipo alfa, su reducida resistencia en frio y fragilidad cuando se intenta incrementar su resistencia adicionando elementos de aleación. Todas ella contienen elementos estabilizadores de la fase beta que posibilitan la realización de tratamientos térmicos y elementos estabilizadores de la fase alfa que mejoran las características mecánicas, en especial a alta temperatura. A pesar de la buena combinación de propiedades que presenta este grupo, algunas de las aleaciones α+β contienen como elementos de aleación el Aluminio o el Vanadio, a que la resistencia de las aleaciones α+β que contienen aluminio es sustancialmente mayor que una aleación alfa o una aleación alfa-beta libre de aluminio, cabiendo destacar la posible toxicidad de estos elementos, según apuntan algunos autores (estabilizadores de las fases alfa y beta respectivamente). Ello ha introducido a la realización de diversos estudios que tratan de destacar aleaciones de titanio libres de éstos, fundamentalmente de tipo beta ya que permiten obtener un menos módulo elástico, manteniendo unas propiedades mecánicas similares al Ti puro, resultado muy interesante para el campo de los biomateriales. La aleación Ti6Al4V se clasifica dentro de este grupo y es muy ampliamente utilizada en el campo de los biomateriales. Este grupo abarca a un gran número de aleaciones. En este tipo de aleaciones coexisten a temperatura ambiente los dos tipos de fases, la hexagonal alfa y la beta centrada en el cuerpo. Estas aleaciones presentan, hasta cierto punto, características de las aleaciones alfa y de las aleaciones beta. Las aleaciones alfa-beta poseen una resistencia mecánica a temperatura ambiente superior a la registrada en las del grupo alfa pero menor que la obtenida en la mayoría de las beta. No obstante, es preciso señalar que, gracias a la respuesta al tratamiento que presentan, se puede modificar su microestructura y, en consecuencia, sus características mecánicas. También la temperatura a la cual se ha conformado el material afecta a sus características mecánicas a temperatura ambiente como puede observarse en la Figura II.5-20. 67 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Figura II.5-19: Influencia de la presencia de aluminio en la propiedades a tracción a elevada temperatura en las aleaciones alfa-beta Figura II.5-20: Influencia de la temperatura de conformado sobre las propiedades mecánicas y el tamaño de grano de las aleaciones alfa-beta 68 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Muchas aleaciones alfa-beta contienen una cantidad considerable de elementos beta-isomorfos, molibdeno o vanadio. Como resultado se obtiene una excelente estabilidad de las propiedades después de una exposición a elevada temperatura y carga. La soldabilidad de las aleaciones alfa-beta está relacionada con la proporción de fase beta presente y rango de enfriamiento sufrido por esta fase. Generalmente, la soldabilidad de la aleación suele ser satisfactoria si el total de contenido de betaestabilizadores es bajo o los elementos betágenos son débiles. En la siguiente tabla se presenta un resumen de las propiedades de cada tipo de aleación de titanio. Tabla II.5-4: Resumen y comparación de las principales propiedades de las aleaciones de titanio En la Figura II.5-21 se muestra un diagrama que representa la variación de las propiedades de las aleaciones dependiendo de los elementos estabilizantes que contenga el titanio. 69 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Figura II.5-21: Efecto de los elementos de aleación en la microestructura de las propiedades del titanio. II.5.2.5.4. Ejemplo de aleaciones La aleación más conocida por excelencia es Ti-6Al-4V. Es del tipo α+β. Se le conoce también como titanio de grado 5. Esta aleación de caracteriza fundamentalmente por sus buenas resistencia, soldabilidad, friabilidad y excelente comportamiento a fatiga, presentando por el contrario mal comportamiento a temperaturas superiores a 400°C. Esta aleación fue desarrollada por primera vez a finales de los cuarenta en Estados Unidos, a partir de ahí la aleación Ti-6Al-4V, ha sido la más utilizada en aplicaciones aeronáuticas hasta el día de hoy. 70 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Más propiedades que caracterizan a las aleaciones de titanio son su elevada resistencia específica y su excelente resistencia a la corrosión. La composición química de esta aleación se representa en la Tabla II.5-5. Tabla II.5-5: Composición química del Ti-6Al-4V C < 0,08% Fe <0,25% N2 <0,05% O2 <0,02% Al V 5,5-6.76% 3,5-4,5% H2 Lámina H2 Barra <0,015% <0,0125% Ti Resto La aleación Ti-6Al-4V es la más versátil, y representa más de un 50% del total del Ti empleado. Generalmente se procesa mediante forja, que es con la técnica con la que se obtienen mejores propiedades mecánicas en el material. Aunque la aleación Ti6Al-4V tiene excelentes características para ser colada, sin embargo, la alta reactividad del Ti en estado líquido hace que existan pocas instalaciones capaces de realizar el proceso. El coste de la colada de Ti-6Al-4V es de dos a tres veces el coste de la colada de superaleaciones, y las propiedades mecánicas que se obtienen son ligeramente inferiores a las de los materiales forjados. La aleación se suele emplear en su estado de recocido (‘millannealed’), aunque también se realizan tratamientos de solubilización, temple y maduración para aumentar su resistencia. Como información adicional se incluye la Tabla II.5-6 con las principales propiedades de esta aleación. 71 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico Tabla II.5-6: Principales propiedades de la aleación Ti-6Al-4V Resistencia Estado [MPa] Límite Elástico Deformación [MPa] (%) Dureza Módulo de Elasticidad [GPa] Recocido 900 830 14 36 HRC 114 STM 1172 1103 10 41 HRC - STM: Solubilización + Temple + Maduración La aleación Ti-5Al-2Sn-2Zr-4Mo-4Zr fue desarrollada como material de uso para componentes de turbinas de gas. Presenta mayor resistencia que el Ti-6Al-4V, así como una mayor resistencia a la fluencia a temperaturas intermedias. Además es una aleación muy forjable, y permite un alto grado de endurecimiento. Puede ser tratado térmicamente mediante un doble revenido más maduración hasta obtener valores de límite elástico entre 1030 – 1170 MPa, manteniendo una alta ductilidad. Otra aleación de este tipo es Ti-4.5Al-3V-2Mo-2Fe. Es una aleación rica en fase β diseñada para ofrecer superelasticidad a temperaturas del orden de 700 °C. Además permite realizar un buen tratamiento térmico, un buen estampado en frio y un buen forjado en caliente. Se usan piezas estampadas en la industria aeroespacial, así como en equipamiento de montaña. Un ejemplo de aleación de tipo alfa es Ti-3Al-2.5V. Es una aleación de titanio con un 3% de aluminio y un 2,5% de vanadio. Resistencia inferior al Ti6Al4V (grado 5) pero más conformable y soldable. Resistencia superior a los grados CP con alta resistencia a la corrosión. Para los tubos de los aviones, embarcaciones y tuberías resistentes a la corrosión, productos recreativos. Un ejemplo de aleación tipo β es Ti grado 19, que tiene la siguiente composición química Ti3Al8V6Cr4Zr4Mo (Beta-C). Tiene una resistencia a la tracción de 793 MPa, un límite elástico de 759 MPa una ductilidad de 15% una dureza de 45 HRB una soldabilidad regular y una resistividad de 1,55 (µΩm). Sus aplicaciones son donde se requiera alta resistencia a la corrosión y a la temperatura (Aplicaciones marinas y motores de aviones). 72 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico II.6. COMPORTAMIENTO DEL TITANIO COMO IMPLANTE: BIOINERTE, BIOCOMPATIBLE Y OSTEOINTEGRABLE El Ti c.p. es considerado un biomaterial altamente biocompatible (tanto in vitro como in vivo), bioinerte y con gran capacidad de osteointegración, es decir, presenta como consecuencia gran facilidad para establecer una conexión directa, estructural y funcional, entre el hueso (vivo y ordenado) y la superficie del implante. Las leves reacciones que provoca en el medio biológico y sus adecuadas propiedades mecánicas, son los factores determinantes para que sea el material por excelencia en la selección para la fabricación de los implantes dentales. Las normas internacionales (ISO 5832-2 y ASTM F67-00) recogen las cuatro calidades o grados de Ti c.p. que se emplean en aplicaciones médicas. Las propiedades fisicoquímicas superficiales del titanio son las responsables de su estabilidad (resistencia a la corrosión) en diferentes medios, especialmente frente a los ambientes fisiológicos. Estas propiedades están determinadas por la naturaleza de la capa de óxido de titanio que se forma de manera natural y espontánea sobre la superficie del Ti c.p. (TiO2, el más estable, distribuido en una densa capa de espesor variable entre 2 y 10 nm), la cual protege el metal de los ataques químicos de ambientes agresivos como el del contacto con el aire y otros medios como el fluido corporal. Dicho óxido reacciona en solución acuosa y adsorbe y disocia moléculas orgánicas, actuando en muchos casos como catalizador de un gran número de reacciones químicas [67]. II.6.1. Limitaciones del Titanio c.p. en implantes dentales A pesar de las importantes y corroboradas ventajas del Ti c.p. para su utilización como implante dental, las estadísticas de fallo de los implantes en boca (10 al 15% durante los primeros 10 años [5] y el hecho de que un importante porcentaje de las cirugías (20%) se realizan para reemplazar los implantes que han fallado [68] muestran una necesidad evidente de continuar la investigación en metodologías que mejoren las prestaciones de los implantes de Ti c.p. La mayoría de estos fallos se inician en la intercara implante-hueso, por lo que la mejora de la fiabilidad de los mismos requiere que se solucionen los problemas interfacillas. Se pueden definir claramente dos problemas [69; 70; 71; 72; 73] 1) los micromovimientos relativos que ocurren en la intercara biomaterial-tejido generan con el paso del tiempo una fina capa de tejido fibroso 73 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico 2) las marcadas diferencias que existen entre el módulo de Young del implante (100-110 GPa) y del hueso cortical (10-30 GPa), implica que no se transmitan correctamente los esfuerzos entre el implante y el hueso, conduciéndose a la reabsorción del hueso con el paso del tiempo y el aflojamiento eventual del implante. Este fenómeno se denomina “stress-shielding induced bone resorption”. II.6.2. Formas de mejorar la capacidad de osteointegración del Titanio II.6.2.1. Modificación de la naturaleza química superficial Es un hecho que la calidad superficial del implante es uno de los factores que determina la capacidad de osteointegración de los implantes [74]. Una de las metodologías implementada para mejorar las propiedades superficiales, se basa en la modificación de la naturaleza química del titanio, destacando el aporte de un recubrimiento bioactivo como la hidroxiapatita sintética (HA) [75] y los vidrios bioactivos [5]. Sin embargo, éstos no han colmado las expectativas tanto de adherencia y estabilidad del recubrimiento in vivo, como de reproducibilidad de las diferentes propiedades mecánicas de los mismos. II.6.2.2. Modificación de la rugosidad y la textura de la superficie En este contexto, existen las metodologías encaminadas a modificar la rugosidad y textura del implante [76], se ha observado que el aumentar la rugosidad del Ti c.p., por encima de la obtenida con el mecanizado, se presenta una mejor respuesta de los osteoblastos in vitro, al igual que una mejor fijación mecánica del implante in vivo. Son muchos los tratamientos que se han aplicado sobre el Titanio para aplicaciones biomédicas, y su descripción se puede abordar desde distintos puntos de vista. En función del efecto que persiguen, se distinguen tres grandes grupos: 74 Diseño y fabricación de materiales con porosidad gradiente gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico mecánic ͻ >ŝŵƉŝĞnjĂĚĞůĂƐƵƉĞƌĨŝĐŝĞLJͬŽůĂĞůŝŵŝŶĂĐŝſŶĚĞůĂĐĂƉĂƐƵƉĞƌĨŝĐŝĂůŶĂƚŝǀĂ͘ >ŝŵƉŝĞnjĂĚĞůĂƐƵƉĞƌĨŝĐŝĞLJͬŽůĂĞůŝŵŝŶĂĐŝſŶĚĞůĂĐĂƉĂƐƵƉĞƌĨŝĐŝĂůŶĂƚŝǀĂ͘ ͻ DŽĚŝĨŝĐĂĐŝſŶĚĞůĂĞƐƚƌƵĐƚƵƌĂLJůĂƚŽƉŽŐƌĂĨşĂ͘ ͻDŽĚŝĨŝĐĂĐŝſŶĚĞůĂĐŽŵƉŽƐŝĐŝſŶLJůĂĞƐƚƌƵĐƚƵƌĂĚĞů DŽĚŝĨŝĐĂĐŝſŶĚĞůĂĐŽŵƉŽƐŝĐŝſŶLJůĂĞƐƚƌƵĐƚƵƌĂĚĞůĂĐĂƉĂĚĞſdžŝĚŽŽůĂĨŽƌŵĂĐŝſŶ ĂĐĂƉĂĚĞſdžŝĚŽŽůĂĨŽƌŵĂĐŝſŶ ĐŽŶƚƌŽůĂĚĂĚĞƵŶŶƵĞǀŽƌĞĐƵďƌŝŵŝĞŶƚŽĞŶůĂƐƵƉĞƌĨŝĐ ĐŽŶƚƌŽůĂĚĂĚĞƵŶŶƵĞǀŽƌĞĐƵďƌŝŵŝĞŶƚŽĞŶůĂƐƵƉĞƌĨŝĐŝĞ͘ Otra clasificación posible, y también muy útil para la descripción de los distintos tratamientos, es la que toma como base el carácter fisicoquímico fundamental funda del tratamiento empleado [77; 78] (Figura II.6-1): 75 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico ĞƐďĂƐƚĞ WƵůŝĚŽ DĠƚŽĚŽƐ DĞĐĄŶŝĐŽƐ DĞĐĂŶŝnjĂĚŽ 'ƌĂŶĂůůĂĚŽ >ŝŵƉŝĞnjĂĐŽŶ ĚŝƐŽůǀĞŶƚĞ ƚĂƋƵĞ ĄĐŝĚŽ ƚĂƋƵĞ ĂůĐĂůŝŶŽ DĠƚŽĚŽƐ YƵşŵŝĐŽƐ WĂƐŝǀĂĚŽ ŶŽĚŝnjĂĚŽ ůĞĐƚƌŽƉƵůŝĚŽ ĂƌĄĐƚĞƌ &şƐŝĐŽƋƵşŵŝĐŽ ĚĞůƚƌĂƚĂŵŝĞŶƚŽ ĞƐĐĂƌŐĂ ůƵŵşŶŝĐĂ DĠƚŽĚŽƐ ĚĞsĂĐŝŽ ĞƐĐĂƌŐĂ ĞůĠĐƚƌŝĐĂ /ŵƉůĂŶƚĂĐŝ ſŶŝſŶŝĐĂ WƌŽLJĞĐĐŝſŶ ƉŽƌƉůĂƐŵĂ ^ŽůͲ'Ğů DĠƚŽĚŽƐĚĞ ZĞĐƵďƌŝŵŝĞŶƚŽ DĂŐŶĞƚƌŽŶ ^ƉƵƚƚĞƌŝŶŐ ďůĂĐŝſŶ ůĄƐĞƌ ĚƐŽƌĐŝſŶ ĨŝƐŝĐŽƋƵşŵŝĐĂ DĠƚŽĚŽƐ ŝŽƋƵŝŵŝĐŽƐ ŶůĂĐĞĚĞ ŝŽŶĞƐLJͬŽ ŵŽůĠĐƵůĂƐ ĂĐƚŝǀĂƐƉŽƌ ŶůĂĐĞĐŽǀĂůĞŶƚĞ /ŶĐůƵƐŝſŶĞŶ ŵĂƚĞƌŝĂůĞƐƋƵĞ ĂĐƚƷĂŶĐŽŵŽ ƉŽƌƚĂĚŽƌĞƐ Figura II.6-1: Clasificación de tratamientos empleados en el Ti c.p. para implantes dentales 76 Diseño y fabricación de materiales con porosidad gradiente para aplicaciones biomédicas: influencia en el comportamiento mecánico II.7. FORMAS DE SOLVENTAR EL APANTALLAMIENTO DE TENSIONES (STRESS SHIELDING) Innumerables resultan los esfuerzos que se dedican para comprender y solventar el efecto de la tensión de apantallamiento o “stress-shielding”, tratando de desarrollar materiales nuevos con un módulo de Young cercano al del hueso cortical. Entre éstos se encuentran los materiales compuestos basados en polímeros [11; 79; 80; 81; 82] (que presentan el inconveniente de que su resistencia a fatiga y tenacidad de fractura es menor que la del hueso), carbón-carbón [83] y aleaciones de titanio-β metaestable [84; 85](que presentan buena resistencia mecánica y un módulo elástico significativamente más bajo, 55 GPa para Ti-35Nb-7Zr-5Ta, que el de las aleaciones convencionales de titanio, pero el módulo elástico es todavía más elevado que el del hueso cortical)[86]. Otra alternativa para reducir el módulo elástico de los implantes ortopédicos es utilizar materiales porosos, ya que controlando su proporción y características (tamaño y morfología) el módulo elástico puede ser hecho a medida[87]. Se ha demostrado que los compactos de titanio sinterizados con un 30% de porosidad tienen un módulo de elasticidad cercano al del hueso cortical humano, sin embargo, la presencia de esta porosidad conduce a la degradación de la resistencia mecánica del material debido a los defectos estructurales y a la concentración de esfuerzos alrededor de los poros. Además el titanio poroso es más susceptible a la corrosión que el titanio sólido debido a la gran superficie expuesta a los agentes corrosivos [86; 88; 89]. Así como los metales tienen excelentes propiedades mecánicas y los polímeros tienen bajo módulo elástico, la combinación de un metal con un polímero biocompatible puede formar un biocompuesto con módulo elástico similar al del hueso cortical y una resistencia mecánica satisfactoria. Por otro lado, el relleno de los poros con un polímero reduce el área expuesta al ambiente y por lo tanto reduce la tendencia a la corrosión del material poroso [86]. 77