tratamiento térmico de los aceros
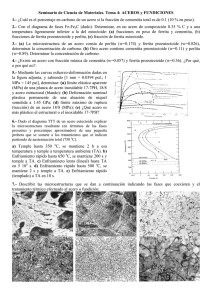
Anuncio

TRATAMIENTO TÉRMICO DE LOS ACEROS
Un proceso de tratamiento térmico adecuado permite aumentar significativamente
las propiedades mecánicas de dureza, tenacidad y resistencia mecánica del acero.
Los tratamientos térmicos cambian la microestructura del material, con lo que las
propiedades macroscópicas del acero también son alteradas.
Los tratamientos térmicos que pueden aplicarse al acero sin cambiar en su
composición química son:
•
•
•
•
Temple
Revenido
Recocido
Normalizado
Se parte de temperaturas donde la austenita (Fe γ) es estable.
Al bajar la temperatura la austenita pasa a ser inestable y comienza la
transformación a ferrita (Feα) y cementita (Fe3C).
Si el acero es eutectoide (0,8%C) comienza la transformación directamente de
austenita perlita (mezcla eutecoide laminar de ferrita y cementita).
Si el acero es hipoeutectoide comienza a transformarse primero la ferrita
proeutectiode, aumentando la concentración de C en la austenita inestable sin
transformar hasta alcanzar la concentración del eutectoide a la temperatura crítica
inferior. En ese momento, y en forma isotérmica comienza la transformación de la
austenita remanente el perlita. De este modo u acero hipoeutectoide es menos
duro y resistente por estar sus granos con mayor presencia de ferrita que es la
más blanda de las fases de la aleación.
Si el acero es hipreutectoide, la fase proeutectoide es de cementitapor lo que el
acero es muy resistente, duro y frágil por la presencia de carburo envolviendo a la
perlita.
A medida que aumenta la velocidad de enfriamiento, aumenta la velocidad de
nucleación y disminuye la velocidad de crecimiento. Esto formará láminas cada
vez más finas que dificultarán la deformación. Cuanto más fina la estructura más
resistente y duro será el acero y con menor resiliencia.
Velocidad de Nucleación
vs
Velocidad de Crecimiento
V
E
L
O
C
I
D
A
D
Crecimiento
Nucleación
1/T
¿Qué pasa si se supera la velocidad de nucleación?
Microconstituyentes posibles en un
acero
• Fe γ: austenita
• Fe3C: cementita
{
Fe α: ferrita
Mezcla eutectoide
de α +Cem
PERLITA
MARTENSITA
Solución
sobresaturada
de C en Fe
Aparece una estructura de Fe sobresaturada en C. Esta sobresaturación deforma
la estructura que debería ser cúbica centrada en el cuerpo (bcc), presentando una
estructura tetragonal. Esta estructura muy resistente, dura y frágil se llama
martensita.
A la vista microscópica se observa una estructura acicular.
MARTENSITA
Entre los factores que afectan a los procesos de tratamiento térmico del acero se
encuentran la temperatura y el tiempo durante el que se expone a dichas
condiciones al material. Otro factor determinante es la forma en la que el acero
vuelve a la temperatura ambiente. El enfriamiento del proceso puede incluir su
inmersión en aceite o el uso del aire como refrigerante.
El método del tratamiento térmico, incluyendo su enfriamiento, influye en que el
acero tome sus propiedades comerciales.
Según ese método, en algunos sistemas de clasificación, se le asigna un prefijo
indicativo del tipo. Por ejemplo, el acero O-1, o A2, A6 (o S7) donde la letra "O" es
indicativo del uso de aceite (del inglés: oil quenched), y "A" es la inicial de aire; el
prefijo "S" es indicativo que el acero ha sido tratado y considerado resistente al
golpeo (Shock resistant).
http://es.wikipedia.org/wiki/Acero#Tratamientos_t.C3.A9rmicos
Curvas de las “s” o TTT
γ Austenita Estable
T ºC
722 ºC
700
600
GRUESA
γ
inestable
Perlita
α Ferrita
MEDIA
+
FINA
500
Fe3C
Cementita
400
ARBORECENTE
300
o superior
Bainita
200
100
ACICULAR
ms comienzo T
martensita
Martensita + γ retenida
mf fin Transform.
martensita
MARTENSITA
0ºC
0,1
1
10
o inferior
10 2
10 3
10 4
10 5
Tiempo seg
Se denominan así por su aspecto y porque representan a la temperatura, el
tiempo y la transformación
Temple
El temple es un proceso por el cual las aleaciones de acero y el hierro fundido se
fortalecen y endurecen.
Esto se realiza calentando hasta austenizar a una cierta temperatura,
dependiendo del material (temperatura crítica de transformación), y luego
enfriándolo rápidamente
El material es entonces a menudo es revenido para reducir la fragilidad que puede
aumentar por el rápido enfriamiento del proceso de endurecimiento.
Las piezas que pueden ser templados incluyen engranajes, ejes y bloques de
desgaste.
Proceso
El temple de metales es una progresión: El primer paso es el calentamiento a la
temperatura requerida. (austenización)
El siguiente paso es
s el enfriamiento de la pieza. El agua es uno de los medios de
enfriamiento más eficientes, donde se adquiere la máxima dureza, pero hay una
pequeña posibilidad de que se causen deformaciones y pequeñas grietas.
Cuando se puede sacrificar la dureza se util
utilizan aceites.. Estos tienden a oxidarse
y formar un lodo, que consecuentemente disminuye la eficiencia. La velocidad de
enfriamiento de aceite es mucho menor que la del
el agua. Tasas intermedias
interm
entre
el agua y el aceite se puede obtener con agua que contiene
contienen
n sales especiales que
lentizan la velocidad de enfriamiento.
enfriamiento
Para minimizar la distorsión, las piezas cilíndricas largas se templan verticalmente;
las piezas planas en el borde, y las secciones gruesas deben entrar primero en el
baño. El baño
ño se agita para evitar las burbujas de vapor.
Efectos del temple
Antes de endurecer el material, la microest
microestructura
ructura del material es una estructura
de perlita que es uniforme y laminar.
Si se supera la velocidad de nucleación de la perlita se forma martensita que tiene
alta resistencia y dureza pero relativamente baja resiliencia (resistencia
resistencia a la rotura
por impacto)
Calentamiento
Equipos
Hay tres tipos de hornos que se utilizan comúnmente en temple: horno baño de
sal, horno continuo, y la caja de horno. Cada uno se utiliza en función de los
objetivos del proceso.
Velocidad de calentamiento
El calentamiento debe ser gradualmente para evitar grietas y tensiones térmicas.
Temperatura de calentamiento
Se debe tener cuidado en subir la temperatura (para aumentar la velocidad de
austenización) porque se puede producir sobrecalentamiento del grano cristalino,
con quema de los bordes de los granos que produce infiltración de oxígeno,
oxidación, descarburación, fragilidad excesiva de martensita, retención de
austenita. En consecuencia, la temperatura depende del medio de enfriamiento
utilizado: 30 ° C mayor que Ac 3 (temperatura crítica superior) si se trata de agua,
50ºC mayor si es aceite y 70ºC si es aire.
Medios de enfriamiento
Cuando se temple, hay muchos tipos de sustancias donde enfriar. Algunos de los
más comunes son: aire, las sales fundidas, el aceite salmuera (agua salada) y el
agua. Estos medios se utilizan para aumentar la severidad del enfriamiento.
La exposición a fluidos debe asegurar:
•
•
•
Una velocidad de enfriamiento de alta en el intervalo A1 (temp crit inferior) – Ms (temp
comienza de formación de martensita) para evitar la formación de perlita o bainita
Una suave velocidad gama Ms – Mf (temp fin de formación de martensita) (pero no
demasiado baja para evitar la creación excesiva austenita retenida.
El líquido no debe descomponerse en contacto con el metal caliente.
El agua es el medio de enfriamiento más común, especialmente para aceros al
carbono y algunos aceros de baja aleación, pero no es el fluido ideal. Su acción
puede mejorarse con la adición de sustancias que elevan el punto de ebullición,
por ejemplo con NaCl o NaOH.
El aceite mineral es adecuado para aceros aleados de baja y media, que es capaz
de formar austenita estable y luego transformada con una baja velocidad crítica de
enfriamiento. Es más cerca del fluido ideal, reduciendo la tensión interna y
defectos del temple.
El aire se recomienda para alta aleación y las piezas complejas de baja o media
aleación.
REVENIDO
Es un tratamiento complementario del temple, que regularmente sigue a éste.
El tratamiento de revenido consiste en calentar al acero seguido del templado, a
una temperatura menor al punto crítico, seguido de un enfriamiento controlado que
puede ser rápido cuando se deseen resultados elevados en resiliencia (tenacidad),
o lento, para reducir al máximo las tensiones térmicas que puedan causar
deformaciones.
Fines
•
•
•
Mejorar los efectos del temple, llevando al acero a un punto de mínima
fragilidad.
Reducir las tensiones internas de transformación, que se originan en el temple.
Cambiar las características mecánicas, en las piezas templadas generando los
siguientes efectos:
•
Reducir la resistencia a la rotura por tracción, el límite elástico y la dureza.
•
Elevar las características de ductilildad; alargamiento estricción y las de
tenacidad; resilencia.
Etapas
Consta de tres etapas:
1ª etapa: hasta 450ºC, la martensita pasa de tetragonal a cúbica y se forman
carburos ξ (epsinon) de estructura cúbica y con contenido de Fe2,4C
2ª etapa: desde 350ºC a 550ºC solapándose con la primera y tercera etapa. La
austenita retenida pasa a vainita.
3ª etapa: desde 500ºC a 650ºC. Los carburos ξ (epsinon) se redisuelven y se
forma cementita globular
REVENIDO
Máxima
3er Etapa:
Resistencia
martensita cúbica
pasa a Fe α + Cem
Globular 500º a
650ºC
1er Etapa:
martensita
tetragonal
pasa a
cúbica
2a Etapa:
γ retenida pasa a
bainita
350º a 550ºC
200º a
450ºC
Resiliencia
Temp ºC
Mínima
200
300
400
500
600 700
RECOCIDO EN ACEROS
El objeto del recocido es destruir los estados anormales de los metales y
aleaciones. El fin principal de los recocidos es ablandar el acero para poder
trabajarlo mejor. Atendiendo a llegar a la temperatura máxima
γ Austenita Estable
T ºC
722 ºC
700
600
GRUESA
γ
inestable
Perlita
α Ferrita
MEDIA
+
FINA
500
Fe3C
Cementita
400
ARBORECENTE
300
o superior
Bainita
200
100
ACICULAR
ms comienzo T
martensita
Martensita + γ retenida
mf fin Transform.
martensita
MARTENSITA
0ºC
0,1
1
10
o inferior
10 2
10 3
10 4
10 5
Tiempo seg
Recocido supercrítico: Cuando se calienta el acero a temperaturas superiores a
las criticas.
Definición de Temperatura superior a la crítica: La máxima temperatura para que
no se funda el material.
Recocido de ablandamiento subcrítico: Se obtiene calentando el acero a una
temperatura algo inferior a la crítica, dejando enfriar la pieza al aire.
Se logra ablandar los aceros aleados de gran resistencia, al cromo níquel y cromo
molibdeno así como también para los aceros al carbono las temperaturas más
apropiadas están entre 700º y 725º. La ventaja de este tratamiento es que es muy
sencillo y rápido y no exige ningún cuidado especial en el enfriamiento.
RECOCIDO DE REGENERACIÓN
Para transformar todo el material se ausenta y enfría después lentamente en el
interior del horno se obtiene así una constitución final de ferrita y perlita si se trata
de un acero hipoeutectoide o cementita y perlita.
Se refiere a quitar imperfecciones que quedaron.
Este tiene por objeto destruir la dureza anormal producida e una aleación por
enfriamiento rápido involuntario o voluntario. También se realiza a temperaturas
muy elevadas pero inferiores al de homogeneización y se aplica exclusivamente a
las aleaciones templables es decir a las que se endurece en enfriamientos
rápidos.
En este recocido se trata más que nada de quitar imperfecciones como dureza.
RECOCIDO DE GLOBULIZACIÓN
Este al calentarlo a la temperatura máxima recomendada, pues debería
mantenerse un tiempo muy prolongado a esta temperatura para obtener la
transformación austenitica total mientras el porcentaje de austenita tenga un
porcentaje del 90%.
Si uno quiere obtener mayor tenacidad se debe enfriar muy rápido.
Las temperaturas de calentamiento para obtener estructuras globulares no deben
de ser muy superiores a la crítica inferior.
Las temperaturas más elevadas para el recocido de autenización incompleta,
están comprendidas entre los 760º y 780º para los aceros al carbono, 800º a 850º
para los aceros de aleación media y 875º para los aceros de alta aleación.
RECOCIDO CONTRA ACRITUD
Acero Frágil y tan duro que se rompe. Se dice que tiene demasiada acritud. Para
mejorar la ductibilidad y maleabilidad del acero y poder someterlo a nuevos
estirados o laminados. Se hace el recocido contra acritud que consiste en un
calentamiento a una temperatura de 600º o 700º, seguido de un enfriamiento al
aire o dentro del horno si se quiere evitar la oxidación dentro del horno.
Este recocido se hace cuando se tienen impurezas y para dar más cristalinidad y
quitar esas impurezas, así como hacer más maleable y dúctil el acero.
DEFORMACIÓN EN FRIO
Cizallamiento
Esfuerzo de
tracción
Kg/mm2
Rotura
Elongación cm
µ
Se emplea en aceros que se están deformando en frío superando el límite de
fluencia y que se romperán al tener que seguir deformando. Especialmente en la
fabricación de alambres y el embutido de chapas.
Normalizado
El normalizado es un tratamiento térmico que se emplea para dar al acero una
estructura y características tecnológicas que se consideran el estado natural o
inicial del material que fue sometido a trabajos de forja, laminación o tratamientos
defectuosos. Se hace como preparación de la pieza para el temple.
El procedimiento consiste en calentar la pieza entre 30 y 50 grados centígrados
por encima de la temperatura crítica superior, tanto para aceros hipereutectoides,
como para aceros hipoeutectoides, y mantener esa temperatura el tiempo
suficiente para conseguir la transformación completa en austenita. A continuación
se deja enfriar en aire tranquilo, obteniéndose una estructura uniforme.
Con esto se consigue una estructura perlítica con el grano más fino y más
uniforme que la estructura previa al tratamiento, consiguiendo un acero más tenaz.
Es lo que llamamos perlita fina (observar diagrama TTT).
γ Austenita Estable
T ºC
722 ºC
700
600
GRUESA
γ
inestable
Perlita
α Ferrita
MEDIA
+
FINA
500
Fe3C
Cementita
400
ARBORECENTE
300
o superior
Bainita
200
ACICULAR
100
ms comienzo T
martensita
Martensita + γ retenida
MARTENSITA
0ºC
0,1
1
o inferior
mf fin Transform.
martensita
10
10 2
10 3
10 4
Tiempo seg
10 5
Factores que influyen
•
•
•
•
La temperatura de cristalización no debe sobrepasar mucho la temperatura
crítica.
El tiempo al que se debe tener la pieza a esta temperatura deberá ser lo más
corto posible.
El calentamiento será lo más rápido posible.
La clase y velocidad de enfriamiento deberán ser adecuados a las
características del material que se trate.
Tratamientos isotérmicos
El objetivo es lograr bainita (austémpering) o martensita con muy poca
deformación (martémpering)
Austémpering: Consiste en enfriar rápidamente sin cortar la nariz perlítica hasta
temperaturas medias y mantener en sales fundidas hasta transformar la austenita
inestable en bainita.
γ Austenita Estable
T ºC
722 ºC
700
600
GRUESA
γ
inestable
Perlita
α Ferrita
MEDIA
+
FINA
500
Fe3C
Cementita
400
ARBORECENTE
300
o superior
Bainita
200
100
ACICULAR
ms comienzo T
martensita
Martensita + γ retenida
MARTENSITA
0ºC
0,1
1
10
o inferior
mf fin Transform.
martensita
10 2
10 3
10 4
10 5
Tiempo seg
Martémpering: Consiste en enfriar rápidamente sin cortar la nariz perlítica hasta
temperaturas medias y mantener en sales fundidas un tiempo de estabilización
para homogenizar tensiones y antes de cortar la curva de comienzo de
transformación enfriar en un medio de temple.
γ Austenita Estable
T ºC
722 ºC
700
600
GRUESA
γ
inestable
Perlita
α Ferrita
MEDIA
+
FINA
500
Fe3C
Cementita
400
ARBORECENTE
300
o superior
Bainita
200
100
ACICULAR
ms comienzo T
martensita
Martensita + γ retenida
MARTENSITA
0ºC
0,1
1
10
o inferior
mf fin Transform.
martensita
10 2
10 3
10 4
10 5
Tiempo seg
Tratamientos termoquímicos
Los tratamientos termoquímicos son tratamientos térmicos en los que, además de
los cambios en la estructura del acero, también se producen cambios en
la composición química de la capa superficial, añadiendo diferentes productos
químicos hasta una profundidad determinada. Estos tratamientos requieren el uso
de calentamiento y enfriamiento controlados en atmósferas especiales. Entre los
objetivos más comunes de estos tratamientos están aumentar la dureza superficial
de las piezas dejando el núcleo más blando y tenaz, disminuir el rozamiento
aumentando el poder lubrificante, aumentar la resistencia al desgaste, aumentar
la resistencia a fatiga o aumentar la resistencia a la corrosión.
•
•
Cementación (C): aumenta la dureza superficial de una pieza de acero dulce,
aumentando la concentración de carbono en la superficie. Se consigue
teniendo en cuenta el medio o atmósfera que envuelve el metal durante el
calentamiento y enfriamiento. El tratamiento logra aumentar el contenido de
carbono de la zona periférica, obteniéndose después, por medio de temples y
revenidos, una gran dureza superficial, resistencia al desgaste y buena
tenacidad en el núcleo.
Nitruración (N): al igual que la cementación, aumenta la dureza superficial,
aunque lo hace en mayor medida, incorporando nitrógeno en la composición
de la superficie de la pieza. Se logra calentando el acero a temperaturas
comprendidas entre 400 y 525 °C, dentro de una corr iente de gas amoníaco,
más nitrógeno.
•
•
•
Cianuración (C+N): endurecimiento superficial de pequeñas piezas de acero.
Se utilizan baños con cianuro, carbonato y cianato sódico. Se aplican
temperaturas entre 760 y 950 °C.
Carbonitruración (C+N): al igual que la cianuración, introduce carbono y
nitrógeno en una capa superficial, pero
con hidrocarburos como metano, etano o propano; amoníaco(NH3) y monóxido
de carbono (CO). En el proceso se requieren temperaturas de 650 a 850 °C y
es necesario realizar un temple y un revenido posterior.
Sulfinización (S+N+C): aumenta la resistencia al desgaste por acción
del azufre. El azufre se incorporó al metal por calentamiento a baja
temperatura (565 °C) en un baño de sales.