Untitled
Anuncio

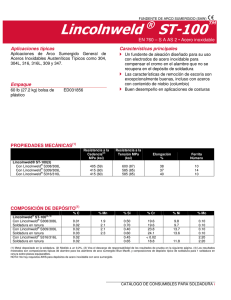
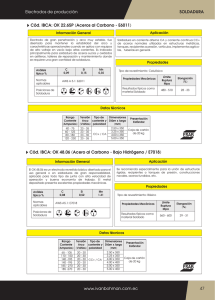
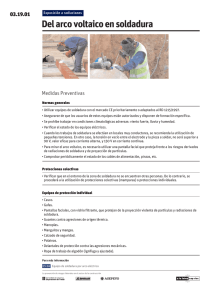
PROCESOS DE SOLDADURA ARCO SUMERGIDO (SAW) SOLDADURA POR ARCO ARCO SUMERGIDO (SAW) La soldadura por arco sumergido (SAW) es un proceso de soldadura por arco. Requiere una alimentación de electrodo consumible continua, ya sea sólido o tubular La zona fundida y la zona del arco están protegidos de la contaminación atmosférica por estar "sumergida" bajo un manto de un fundente, el cual es flujo granular compuesto de oxido de calcio, dióxido de silicio, óxido de manganeso, fluoruro de calcio y otros compuestos. SOLDADURA POR ARCO ARCO SUMERGIDO (SAW) Este proceso puede operarse tanto en modo automático como mecanizado, aunque también existe la aplicación semi-automática de pistola (portátil) con emisión de flujo de alimentación a presión o por gravedad. Soldadura por arco Arco sumergido (SAW) Una ventaja del proceso es que, estando el arco completamente cerrado, pueden utilizarse intensidades de corriente extremadamente elevadas sin chisporroteo o arrastre de aire. Las intensidades elevadas producen una penetración profunda y el proceso es térmicamente eficiente, puesto que la mayor parte del arco está bajo la superficie de la plancha. Es un proceso de alta dilución, en el que aproximadamente se funde dos veces más metal de aporte. Comúnmente se utilizan intensidades de 200 a 2000 Amperes. Soldadura por arco Arco sumergido (SAW) En la actualidad se prefiere utilizar amperajes entre los rangos antes mencionados por distintas razones, relacionadas principalmente con la metalurgia del depósito, y se prefiere depositar el metal en capas para aprovechar la ventaja de la normalización resultante del recalentamiento. Soldadura por arco Arco sumergido (SAW) Las variables clave del proceso SAW •Velocidad de alimentación (principal factor en el control de corriente de soldadura). •Arco de tensión. •Velocidad de desplazamiento. •Distancia del electrodo o contacto con la punta de trabajo. •Polaridad y el tipo de corriente (CA o CC) y balance variable de la corriente CA. Soldadura por arco Arco sumergido (SAW) Soldadura por arco Arco sumergido (SAW) Soldadura por arco Arco sumergido (SAW) Aplicaciones de materiales • Aceros al carbono (estructural y la construcción de barcos). • Aceros de baja aleación. • Aceros inoxidables. • Aleaciones de base níquel • Aplicaciones de superficie (frente al desgaste, la acumulación, superposición y resistente a la corrosión de los aceros) Soldadura por arco Arco sumergido (SAW) Beneficios • Índices de deposición elevado (más 45 kg/h). • Factores de funcionamiento en las aplicaciones de mecanizado. • Penetración de la soldadura. • Se realizan fácilmente soldaduras robustas (con un buen proceso de diseño y control) • Profundidad. • Soldaduras de alta velocidad en chapas finas de acero de hasta 5 m/min. • La luz ultravioleta y el humo emitidos son mínimos comparados con el proceso de soldadura manual de metal por arco revestido (SMAW). • Prácticamente no es necesaria una preparación previa de los bordes. • El proceso es adecuado para trabajos de interior o al aire libre. • Distorsión mucho menor. • Las soldaduras realizadas son robustas, uniformes, resistentes a la ductilidad y a la corrosión y tienen muy buen valor frente a impacto. • El arco siempre está cubierto bajo un manto de flux, por lo tanto no hay posibilidad de salpicaduras de soldadura. • Del 50% al 90% del flujo es recuperable. Soldadura por arco Arco sumergido (SAW) Soldadura por arco Arco sumergido (SAW) Limitaciones • Limitado a materiales férreos (acero o acero inoxidable) y algunas aleaciones de base níquel. • Normalmente limitada a las posiciones 1F, 1G, y 2F. • Por lo general se limitan a cordones largos rectos, tubos de rotatorios o barcos. • Los fluxes y la escoria puede presentar un problema para la salud y la seguridad. • Requiere eliminar la escoria, entre la pre y la post operación. Soldadura por arco Arco sumergido (SAW) Parámetros Típicos Soldadura por arco Arco sumergido (SAW) Clasificación AWS Soldadura por arco Arco sumergido (SAW) Fundentes Fundidos Ligados Aglomerados Mezclados Mecánicamente Soldadura por arco Arco sumergido (SAW) Aplicaciones Es un método utilizado principalmente para soldaduras horizontales de espesores por encima de 3 milimetros, en los que las soldaduras sean largas y rectas. Pueden soldarse espesores hasta doce milímetros sin preparación de bordes mientras que con preparación de bordes el espesor máximo a unir es prácticamente ilimitado. El propio cabezal de soldadura puede moverse sobre el trabajo en un vehículo autopropulsado ó en un puente ó el trabajo se hace girando el cabezal de soldadura estacionario. Soldadura por arco Arco sumergido (SAW) Soldadura por arco Arco sumergido (SAW) Aplicaciones Este método es ampliamente utilizado, tanto para soldaduras a tope como en rincón, en construcción naval e industrias de recipientes a presión, estructuras metálicas, tubos y tanques de almacenaje; para esta última finalidad se utilizan máquinas especiales autopropulsadas, con un dispositivo para contener el fundente, para soldar las costuras circulares en plaza. Soldadura por arco Arco sumergido (SAW) Aplicaciones El propio cabezal de soldadura puede moverse sobre el trabajo en un vehículo autopropulsado ó en un puente ó el trabajo se hace girar bajo el cabezal de soldadura estacionario. Soldadura por arco Arco sumergido (SAW) Aplicaciones Gracias FUENTES DE PODER INVERSORES FUENTES DE PODER INVERSORES COMO FUNCIONA UN INVERSOR La función de un inversor es cambiar un voltaje de entrada de corriente continua a un voltaje simétrico de salida de corriente alterna, con la magnitud y frecuencia deseada por el usuario. Los inversores se utilizan en una gran variedad de aplicaciones, desde pequeñas fuentes de alimentación para computadoras, hasta aplicaciones industriales para controlar alta potencia. FUENTES DE PODER INVERSORES COMO FUNCIONA UN INVERSOR Un inversor simple consta de un oscilador que controla a un transistor, el cual se utiliza para interrumpir la corriente entrante y generar una onda rectangular. Esta onda rectangular alimenta a un transformador que suaviza su forma, haciéndola parecer un poco más una onda senoidal y produciendo el voltaje de salida necesario. Las formas de onda de salida del voltaje de un inversor ideal debería ser sinusoidal. FUENTES DE PODER INVERSORES COMO FUNCIONA UN INVERSOR Los inversores actualmente utilizan formas más avanzadas de transistores o dispositivos similares, como los tiristores, o los IGBT's. FUENTES DE PODER INVERSORES TRANSFORMADOR FUENTES DE PODER INVERSORES INVERSOR FUENTES DE PODER INVERSORES Fuentes de Poder Inversoras VENTAJAS – Menor consumo de corriente – Talla reducida. – Incremento de la eficiencia eléctrica. – Excelentes características de Soldadura DESVENTAJAS – Anteriormente - costo del Equipo EF%=Potencia de SALIDA (KW)/ Potencia de ENTRADA (KW) SRH 444 Calculando: Potencia de salida: 400 Ampsx36 VDC=14.4 KW Potencia de entrada:19.6 KW Eficiencia del equipo=14.4/19.6=73.46% Factor de potencia = 19.6/31.9= 61% GOLD STAR 452 Calculando: Potencia de salida: 450 Ampsx 38 VDC=17.1 KW Potencia de entrada: 23.3 KW Eficiencia del equipo=17.1/23.3= 73% Factor de Potencia=23.3/35.5=65.5% XMT 456 CC/CV • • • • • Calculando: Potencia de salida: 450 Ampsx38 VDC=17.1 KW Potencia de entrada:19.2 KW Eficiencia del equipo=17.1/19.2= 89% Factor de potencia = 19.2/21.2= 90% FUENTES DE PODER INVERSORES UN EJEMPLO • Aplicación: Electrodo de 5/32 aprox 160 Amps x 24 V arco=3.84KW • Consumo en un Transformador-rect= 3.84/(0.73)(0.655)=8.03 KVA • Consumo en un Inversor=3.84/(.89)(.9)=4.79KVA FUENTES DE PODER INVERSORES FUENTES DE PODER INVERSORES Disponible en: XMT 304 FUENTES DE PODER INVERSORES Disponible en: Spectrum Series XMT 350 Series Maxstar & Dynasty Series Pipe Pro & Axcess Series. FACILIDAD DE CONEXIÓN + COMPENSACION DE VOLTAJE DE LINEA SUPERIOR FUENTES DE PODER INVERSORES • Refrigeración sin contacto de piezas eléctricas y paneles de circuitos. • Protege del polvo, partículas metálicas y el mugre. • Reduce mantenimiento e incrementa el rendimiento. FUENTES DE PODER INVERSORES FUENTES DE PODER INVERSORES Maxtar 150 STL o STH Procesos STICK, TIG Tipo de corriente CD Aceros Ferrosos Serie Dynasty Procesos STICK, TIG Tipo de Corriente CD/CA HF Aceros Ferrosos y No Ferrosos Multimatic Invision MPa Plus Versatil y facil de operar Sistema de soldadura Mig Pulsado Pistolas de Aluminio Pistola SPOOLMATE 100 Para maquina Millermatic 140, 180, 211 y passport Pistola SPOOLMATE 200 Pa ra Maquina Millermatic 212, 252, 350 Pistola SPOOLMATE 200 Pa ra Maquina Millermatic 212, 252, 350, CP-302 (con modulo WC24) , Xmt Alimentador convencional Sistema Push-Pull Beneficio de la pistola Tension adecuada de acuerdo al tipo de aluminio serie 4000 o 5000 Ajuste de rodillo rapido – Reduce tiempo de colocacion Potenciometro de velocidad – Ayuda a tener un cotrol desde el mango de la pistola PipeWorx™ 400 Miller Electric Mfg. Co. [ VIDEO ] Soluciones en Soldadura de Tubería • Nuevos Procesos de Soldadura en Tubería – Cumple con los requerimientos de Soldadura en Tubería eficientemente, utilizando alambres Sólidos o Tubulares, cumpliendo con los códigos: • – • ASME B31.1, ASME B31.3, ASME B31.4, ASME VIII, ASME IX, API, AWS D1.1, etc. Nuevo y mejorado Software y Hardware Reducción de Costos en Soldadura: – – Nuevos procesos con menor tiempo de entrenamiento Calidad de Soldadura Mejorada (Menos Reparaciones) Generador Bobcat 250 Controles Remotos inalambricos Tipo Pedal compatible con • Maxtar 150 STL/STH • Maxtar 200/280/350/700 • Dynasty 200/280/350/700 • Syncrowave 250/350 Tipo Manual compatible con • Serie Maxtar, Dynasty • Serie Goldstar,XMT • Serie Dimension, Traiblazer • Big Blue 300, 350 Pro, Big Blue Duo 450 y Duo 700 • CST Gracias