línea de perfiles para apli acero en - Repositorio
Anuncio

••
••
••
••
••
••
••
••
••
••
••
••
•••
••
•••
••
••
••
••
•••
•••
••
••
••
~
••
INFORME ANAL
PROYECTO DE INNOVACION TECNOLOGICA
202-3222
"LÍNEA DE
PERFILES
PARA APLI
y
ÓN
ACERO
EN
"
EMPRESA BENEFICIARIA
PERFIMET S.A•
ENTIDAD EJECUTORA
PERFIMET S.A•
NÚMERO DE INFORME
INFORME FINAL
FECHA
DICIEMBRE DE 2003
••
••
••
••
••
••
••
••
••
••
••
••
•••
••
••
••
••
••
•••
••
••
••
••
•••
••
••
PRESENTACIÓN
En el último decenio, se constata que el país ila SJbído ;:;¡¡r~m:1r -:c'n
éxito el desafío impuesto por la política de apertura· en
mercados
internacionales, alcanzando un crectmtento y desarrollo económico
sustentable, con un sector empresarial dinámico. innovador ,. capoz de
adaptarse rápidamente a las señales del mercado .
¡_,,
.
Sin embargo, nuestra estrategia de desarrollo, fundada en el mayor
esfuerzo exportador y en un esquema que principalmente hace uso de las
ventajas comparativas que dan los recursos narurales y la abundancia relativa
de la mano de obra, tenderá a agotarse rápidamente como consecuencia del
propio progreso nacional. Por consiguiente, resulta determinante afrontar una
segunda fase exportadora que debe estar caracterizada por la incorporación de
·un mayor valor agregado de inteligencia, conocimiemos y tecnologías a
nuestros productos, a fin de hacerlos más competitivos .
Para abordar el proceso de modernización y reconverston de la
estrucrura productiva del país, reviste vital importancia el papel que cwnplen
las innovaciones tecnológicas, toda vez que ellas confieren sustentación real a
la competitividad de nuestra oferta exportable. Para ello. el Gobierno ofrece
instrumentos financieros que promueven e incentivan la innovación y el
desarrollo tecnológico de las empresas productoras de bienes y servicios .
El Fondo Nacional de Desarrollo Tecnológico y Productivo FONTEC,
organismo creado por CORFO, cuenta con los recursos necesarios para
financiar Proyectos de Innovación Tecnológica, formulados por las empresas
·del sector privado nacional para la introducción o adaptación y desarrollo de
productos, procesos o de equipos .
Las Líneas de financiamiento de este Fondo incluyen, además, el apoyo
a la ejecución de proyectos de Inversión en lnfraestrucrura Tecnológica de .
Centros de Transferencia Tecnológica a objeto que las empresas dispongan de
sus propias instalaciones de control de calidad y de investigación y desarrollo
de nuevos productos o procesos .
y
De este modo se tiende a la incorporación del concepto "Empresa País", en la comunidad nacional, donde no es sólo una empresa aislada la que
compite con productos de calidad, sino que es la "Marca - País" la que se hace
presente en los mercados internacionales .
El Proyecto que se presenta, constiruye un valioso
cumplimiento de los objetivos y metas anteriormente comentados .
FONTEC - CORFO
aporte
al
,
••
••
••
••
••
••
••
••
••
•••
••
••
••
••
••
••
•••
•••
•••
••
••
••
••
••
••
•
•
IFORMEFIAL
PROYECTO DE INOVACiN TECNOÚGIA 201-2885
"UOaa de Producción dB P8l'fiiBS Livianos dB Acaro para
Aplicaciones an COnstrucción, ArQulblctura yManufactura"
EMPRESA PERFIMET S.A .
· INICIO DICIEMBRE DE 2002
TÉRMINO
DICIEMBRE DE 2003
A) RESUMEN EJECUTIVO
PERFIMET S.A. se desenvuelve en el rubro de producción y comercialización de perfiles de
acero de serie liviana, con espesores entre 1 a 2 mm. Se orienta, por lo tanto, al mercado
de productores de muebles metálicos, cerrajería y actividades diversas que consumen esta
clase de perfiles. Se encuentra inserta en un rubro muy competitivo, ligado a los sectores
construcción y manufactura, que normalmente está introduciendo nuevos productos e
innovaciones tecnológicas .
La empresa tiene una larga experiencia y una activa participación de mercado en el rubro
de fabricación de perfiles de acero abiertos y cerrados, mediante la técnica de conformado
en frío por rodillos (en inglés se denomina roll forming (RF)). Este es un mercado muy
competitivo, atendido por grandes compañías nacionales (por ejemplo CINTAC S.A) y por
empresas foráneas que logran ingresar con productos de muy buenos precios .
A través de esta propuesta de innovación tecnológica, la empresa pretende desarrollar una
línea prototipo de producción de perfiles livianos abiertos - de aceros galvanizados,
prepintados e inoxidables- para el mercado nacional y regional que participa en
actividades de construcción rápida de viviendas, terminaciones de viviendas y aplicaciones
metálicas para industrias del sector manufactura .
Este desarrollo posiciona a la empresa en un nivel de liderazgo en el segmento de
mercado de partidas pequeñas para construcción, permitiéndole emprender negocios en
alianza con empresas constructoras medianas y pequeñas en proyectos de vivienda
industrializada de bajo costo. Por otro lado, por ser esta una tecnología a la medida,
permite a la empresa el emprendimiento de nuevos negocios gracias al desarrollo e
introducción de nuevos productos metálicos para aplicaciones en variados sectores del
sector manufacturero. En efecto, son muchos los sectores manufactureros que consumen
perfiles livianos no habituales en el país, de metales tales como aceros inoxidables,
bronce, latón y materiales bimetálicos .
Las principales conclusiones y resultados se presentan en el informe técnico adjunto .
••
••
••
••
•••
•••
••
••
••
••
••
•
••
••
•••
•••
•••
••
••
••
••
••
••
••
••
B) EXPOSICIÓN DEL PROBLEMA
Existe un interesante mercado de productos para construcción y terminación de viviendas
mediante perfiles livianos de acero galvanizado, en la cual la obra gruesa se desarrolla con
estructuras de perfiles de acero livianos. Este mercado en Chile consume actualmente
unas 2.000 ton/mes (aproximadamente unas 24.000 ton/año) y es servido
mayoritariamente por grandes empresas. El precio de venta de los perfiles livianos, de
acero galvanizado para construcción rápida y terminaciones, se sitúa en una media de $
540/kg y existe una creciente demanda de partidas pequeñas en formatos diversos que
los grandes productores no son capaces de atender en forma flexible. Esto lógicamente,
ofrece una interesante oportunidad de negocio para PERFIMET.
Por otro lado, en el sector manufactura el consumo de perfiles livianos prepintados y de
acero inoxidable se dirige a las aplicaciones arquitectónicas/decorativas (ascensores,
fachadas, elementos para muebles y electrodomésticos, etc.), construcción de equipos de
aire acondicionado y refrigeración, fabricación de productos de oficina y también un
importante consumo se dirige al segmento de transporte (fundamentalmente
componentes para vehículos y carrocerías). Se estima que este mercado en Chile tiene un
volumen actual de unas 200 ton/año y es servido principalmente por pequeños
productores artesanales. Esta también representa una interesante oportunidad comercial
para PERFIMET, ya que la calidad de los productos procesados mediante la técnica de
perfilado por rodillos es sustancialmente mejor que la de los productos artesanales. El
precio de los perfiles de acero inoxidable se sitúa en una media de $ 4.200/kg, de modo
que, aun tratándose de pequeños volúmenes, el monto de las transacciones es bastante
interesante •
Este proyecto se ejecutó con la finalidad de desarrollar una línea de producción de bajo
costo de inversión y de gran flexibilidad productiva para la producción de perfiles abiertos
de aceros galvanizados, aceros prepintados y aceros inoxidables, que integre innovaciones
tendientes a optimizar su perfomance, productividad y flexibilidad productiva
Los principales objetivos técnicos alcanzados en este desarrollo son los siguientes:
•
•
•
•
Conceptualizar y desarrollar una línea prototipo de producción de perfiles livianos
abiertos de 300 ton/mes de capacidad, de alta flexibilidad productiva, con capacidad
para procesar aceros galvanizados, aceros prepintados, aceros inoxidables y
eventualmente metales no ferrosos .
Diseñar y desarrollar unidades de prepicado (perforado, piqueteado) de materia prima
y de corte de productos procesados, de gran precisión, que optimicen la calidad de los
productos, dispuestas en línea y controladas de manera centralizada .
Diseñar y desarrollar un sistema de control de línea basado en lógica de PLC, muy
versátil y amigable para el usuario .
Evaluar la línea de producción en condiciones de servicio de alta exigencia, con al
menos dos materiales diferentes .
El tipo de innovación que se desarrolló en este proyecto se enmarca dentro de la categoría
de "Incorporación de nuevos procesos productivos, no existentes en el país, que
incrementan sustancialmente la eficiencia y la productividad en la empresa•.
2
----
•••
•••
••
••
••
••
•••
••
•••
••
••
•••
•••
••
•••
••
••
••
••
•••
•••
••
••
C) METODOLOGÍA
La metodología aplicada para la consecución de los objetivos planteados es la siguiente:
a) Evaluar con precisión el desarrollo mundial de la tecnología de perfilado con rodillos
para producción en lotes (custom roll forming), con el objeto de visualizar las
tendencias tecnológicas y de diseño de los equipos. Para ello se emplean métodos de
búsqueda y análisis de información incluyendo una visita a un centro tecnológico .
b) Diseño de la tecnología a nivel conceptual y detallado. Consiste en aplicar el método
de resolución de problemas de ingeniería para obtener soluciones conceptuales de la
tecnología, definir variables de solución y proceder al diseño detallado. Implica definir
un espectro de productos a procesar, evaluar los requisitos de procesamiento y a partir
de allí evaluar las posibles configuraciones del equipamiento. Implica trabajar con
técnicas de simulación de procesos y definir las condiciones de trabajo de la línea
piloto. Sobre la base del diseño conceptual y de las condiciones de proceso se procede
al diseño detallado de los componentes y unidades. Las técnicas a emplear incluyen el
cálculo estructural convencional y/o mediante elementos finitos y el análisis de
interferencia mediante visualización CAD. En esta fase, también se procede al diseño
conceptual y detallado de los sistemas de control de las unidades y de la línea en
general. Para ello se emplean las herramientas de diseño con lógica de PLC,
electroneumática y electrohidráulica .
e) Fabricación de las unidades y componentes, adquisición de equipos estándar y
erección de la línea piloto. Incluye el desarrollo de proveedores de servicios
especialistas, particularmente para la producción de rodillos formadores, cortador
cizalla y perforador. Implica la preparación del lugar de montaje de la línea, la
contratación de los servicios de fabricación e instalación, el montaje y puesta en
servicio de la línea. Dado que constituye un subproyecto de construcción se emplean
las técnicas de administración y programación de proyectos constructivos .
d) Análisis y evaluación de la tecnología desarrollada. Comprende el desarrollo de
pruebas de evaluación en condiciones controladas, con el objeto de obtener las
características operacionales de la línea y el comportamiento en servicio de las
unidades integrantes. Para estudiar las características operacionales se emplea la
técnica de la curva característica, empleando como variables independientes la
velocidad y el tipo de perfil a procesar; en tanto que las variables respuesta vienen
dadas por la potencia consumida, la calidad del producto y la productividad lograda. El
comportamiento en servicio se evalúa mediante inspección de las unidades críticas
tales como rodillos, cortadores y sistemas controladores. El procedimiento consiste en
correr partidas de producción, adquirir datos de proceso, calcular los índices señalados
y correlacionarlos con la calidad de los productos. Se estima que para efectuar una
evaluación confiable de la tecnología es necesario trabajar a fracciones crecientes de la
capacidad de diseño, unas 300 ton/mes, a velocidades de producción en el intervalo
de 25-40 mjmin. Teniendo en cuenta los cambios de diseño y de formato de los
productos a procesar, se estima que es factible realizar unas 10 pruebas, en el lapso
de cuatro meses, con un consumo de material de aproximadamente 4 ton por prueba,
lo que totaliza unas 40 ton de material diverso para todo el período de pruebas y
evaluación .
3
••
••
••
••
••
••
••
••
•••
•••
••
•••
••
••
••
•••
•••
••
••
••
••
•••
••
••
El programa de trabajo de este proyecto consistió de las siguientes actividades:
Producción de Perfiles Uvianos
Abiertos
3
un
para PERFIMET,
de productos, estimación de la
productividad y velocidad de la línea, Estimación de las
cargas de trabajo, estimación de la potenda y cálrulo
estructural de las bancadas, Selección de los equipos de
servido: debobinador, detector de fin de lámina,
soldador de láminas, enderezador, acumulador, Diseño
y configuración de prensa y preprensa, Diseño de la
línea de rodillos conformadores, Diseño de la dzalla,
Diseño del sistema controlador de velocfdad, Diseño de
automatismos y control general, Generación y revisión
de planos de fabricadón de unidades, Generación de un
Componentes
la Línea Prototipo y Ensamble estructuras de apoyo), Fabricadón y recepción
bancadas, Fabricadón de matrices, mlumnas y
General
guillotina, Adquisidón de unidades fundamentales de
1
4
2
4
3
1
4
prensa y arumulador, Fabricadón y prueba de
controlador de velocidad, Ensamblaje general y prueba
envaáo
4
y Desarrollo de un
1
Programa de Pruebas y Puesta
a Punto
del programa de pruebas,
de perfiles
abiertos en acero galvanizado, Produo:ión de perfiles
abiertos en acero inoxidable, Producción de perfiles en
acero prepintado, Análisis de cambio de formatos,
Análisis de performance y productividad de la línea,
1
de
Correcciones y Síntesis
1
i
1 1
CARTAGANTT
y
Pruebas y Puesta a Punto
Resultados, Correcciones y
Síntesis
4
••
•••
•••
••
••
••
••
••
••
••
•••
••
••
••
••
•••
•••
•••
••
••
••
••
••
••
•
D} RESULTADOS
Los resultados del proyecto se informan en el anexo Informe Técnico adjunto .
E} IMPACTOS DEL PROYECTO
Los principales impactos del proyecto son los siguientes:
A través de esta propuesta de innovación tecnológica, la empresa ha desarrollado
una línea prototipo de producción de perfiles livianos abiertos - de aceros
galvanizados, prepintados e inoxidables- para el mercado nacional y regional que
participa en actividades de construcción rápida de viviendas, terminaciones de
viviendas y aplicaciones metálicas para industrias del sector manufactura .
La unidad representa un significativo desarrollo de ingeniería a nivel local y
regional, pues ha incorporado modernas tecnologías tendientes a producir una
unidad flexible y de baja inversión, apta para mercados de pequeñas partidas .
La puesta en servicio de la unidad ha permitido a la empresa comenzar a captar
fracciones crecientes de un mercado en el que antes no tenía cobertura y que por
estar ligado a la construcción es muy dinámico. Por otro lado, la empresa está
empeñada en un proceso de internacionalización de sus productos, con
expectativas de exportar a los mercados regionales de Sudamérica y Norteamérica,
de modo que los resultados de este proyecto le permiten ofrecer una gama de
productos bien diversificada y de ágil respuesta .
5
-
••
••
••
••
••
•••
••
••
••
••
••
••
•••
••
••
••
••
••
••
•••
••
••
••
••
••
•
INFORME ANAL
PROYECTO DE INNOVACION TECNOLiliiCA
202-3222
INFO- TRNICO
''
"LÍNEA DE
DE
PERFILES
ACERO
PARA APLICACIONES EN
;CONS
,
YMANUF
'
EMPRESA BENEFICIARIA
PERFIMET S.A.
ENTIDAD EJECUTORA
PERFIMET S.A•
NÚMERO DE INFORME
INFORME FINAL
FECHA
DICIEMBRE DE 2003
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
•••
••
••
••
•••
••
••
••
••
••
••
INFORME TÉCNICO
PROYECTO FONTEC
202-3222
"ÚNEA DE PRODUCCIÓN DE PERFILES LIVIANOS DE ACERO PARA
APUCACIONES EN CONSTRUCCIÓN, ARQUITECTURA Y MANUFACTURA..
1.
ANÁLISIS DE ANTECEDENTES Y ESTUDIO DE LA TECNOLOGÍA
Se efectuó una extensa revisión bibliográfica y se contactaron centros especialistas en roll
forming, cuyas principales conclusiones son las siguientes .
Las máquinas para perfilado con rodillos (o máquinas perfileras) más empleadas se
configuran con marcos de parejas de estaciones de rodillos montados sobre una bancada
robusta, que permite una alta flexibilidad de montaje. Las máquinas de baja potencia
emplean rodillos en disposición en voladizo, con ejes de 25 a 38 mm de diámetro y
longitudes de hasta 100 mm. Las máquinas de alta capacidad, emplean rodillos
doblemente soportados por medio de marcos ajustables. Los ejes, con diámetros entre 38
a 102 mm, se impulsan por medio de engranajes o cadenas.
El diseño o la selección de una máquina perfilera se basa en el análisis de los siguientes
factores: a) Capacidad de carga, b) forma y tamaño de las secciones a producir y e)
reemplazo de los rodillos .
Los rodillos de las perfileras, constituyen las herramientas responsables de producir la
gradual deformación del material, hasta desarrollar la sección diseñada previamente. El
diseño de éstos depende de los siguientes factores: a) número de pasadas para formar el
producto, b) ancho del material a procesar, e) el diseño de flujo del material y d) el
material del rodillo .
El número de pases, en la mayoría de las máquinas, está comprendido entre 4 y 9. Es
decir, se emplean entre 4 y 9 estaciones de rodillos para dar la forma deseada a la sección
del producto. El número de pases no puede ser muy pequeño, ya que ocasiona distorsión
del producto al tender a elongar la sección. Por otro lado, un gran número de pases
incrementa el costo de los utilajes .
La producción de los rodillos involucra un trabajo de ingeniería muy delicado, que requiere
operaciones de mecanizado de precision y complejos tratamientos para obtener las
propiedades de servicio. Para máquinas de producción media a alta, habitualmente se
desarrollan rodillos de aceros de alta aleación tipo AISI D2 endurecidos hasta 60-63 HRC .
Las aplicaciones de los productos procesados mediante la técnica de roll forming son cada
vez más amplias, debido a las excelentes propiedades de ellos y a la posibilidad de
acceder a productos semiterminados que facilitan enormemente las operaciones
productivas posteriores. Sin embargo, para lograr un conjunto creciente de productos
1
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
•••
••
••
••
•••
••
••
••
diversos se requiere perfeccionar la tecnología y adaptarla a las necesidades de mercado .
En el ámbito mundial y particularmente en los países desarrollados, la tendencia es la
tecnología denominada "custom roll forming", cuyo objetivo es producir a costos
competitivos y de una manera muy flexible. Para ello los fabricantes de equipamiento han
debido desplegar innovadores esfuerzos tendientes a convertir los equipos en unidades de
servicio para producción por lotes a pedido. Esta propuesta apunta en la dirección de la
tecnología señalada e introduce innovaciones en aspectos que los líderes tecnológicos
recién están comenzando a desarrollar.
Con relación a la situación nacional de las plantas de producción de perfiles mediante la
técnica de roll forming, se aprecia que esta es la única iniciativa tendiente a desarrollar
una línea CRF de alta flexibilidad productiva. En efecto, las plantas más modernas
existentes en el país corresponden a las de CINTAC S.A. y a VH, cuyas capacidades
exceden largamente a la de la línea a desarrollar en este proyecto, sin embargo el nivel
tecnológico de ellas tiene ya unos diez años. En el ámbito regional se aprecia una
situación similar, ya que las plantas de los grandes productores de aceros, Brasil y
Argentina, poseen tecnologías que no se han actualizado desde hace una década. En
consecuencia, de acuerdo al conocimiento de los autores de esta iniciativa, se estima que
el desarrollo propuesto constituye un hito tecnológico para el sector transformador de
aceros.
La actividad Visita a centro especializado en CRF en USA no se ha realizado debido a la
gran carga de trabajo de los profesionales de Perfimet destacados a ésta, de modo que
dicha actividad se ha reprogramado para el segundo semestre de proyecto. La actividad es
absolutamente pertinente ya que permitirá contribuir a resolver el problema de la estación
de prepicado, que en esta parte del proyecto no se ha considerado como se indica en los
párrafos siguientes .
2.
DISEÑO DE LA LÍNEA DE PRODUCCIÓN DE PERFILES LIVIANOS ABIERTOS
2.1
Diseño conceptual y generación de un lay-out ad-hoc
El producto se desarrolla en un proceso continuo de producción basado en la deformación
plástica de una tira de fleje que al pasar por un tren de rodillos formadores se convierte
en el perfil deseado. Posterior a la formación, es sometido a un enderezado y finalmente
se produce el corte mediante cizalla. Los pasos del proceso se detallan a continuación: La
materia prima en forma de bobina es procesada en un slitter para ser convertida en flejes .
El traslado y almacenamiento de los flejes se realiza con un puente grúa. El fleje es
puesto con el puente grúa en un desenrollador desde el cual se retira en forma continua
el material para ser procesado. Al terminar un rollo de fleje e iniciar el siguiente es
necesario unir los extremos, lo que se consigue con un equipo soldador de punta y cola .
Opcionalmente podría usarse una cinta adhesiva. Para que el proceso se realice en forma
continua durante toda una jornada de trabajo es necesario que la tira de fleje sea
almacenada en un equipo acumulador. Opcionalmente podría no usarse .
El proceso de formación comienza con una mesa de entrada con dos pares de rodillos
guías verticales y dos horizontales dispuestos en forma alternada. A continuación procede
una sucesión de 9 pasos de rodillos formadores, después de cada uno el material habrá
2
••
••
••
••
•••
••
••
••
••
•••
••
••
••
••
••
••
••
•••
•••
•••
••
••
••
••
•
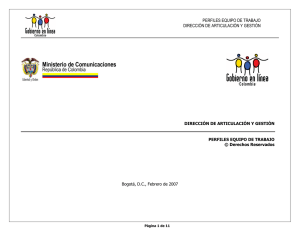
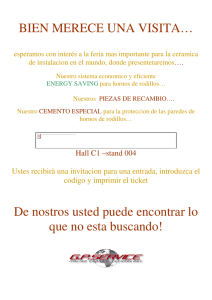
tomado un nuevo perfil transversal. A la salida del último paso se encuentra una cabeza
enderezadora. Al final de la línea de producción está el sistema de corte por cizalla móvil.
Posterior al corte el producto es retirado en forma manual y almacenado en paquetes. En
la figura 1 se presenta un lay-out de la línea de producción de perfiles livianos .
Cortador
Formador
Debobinador
~
?
Soldador
r<tA
-
~ \(
{)'
{)'
Acumulador
ltl~
{)'
ty
Mesa de Salida
{)'
>
\
1::
FIGURA 1: LAY-OUT DE LA LÍNEA DE PRODUCCIÓN DE PERFILES LIVIANOS .
2.2
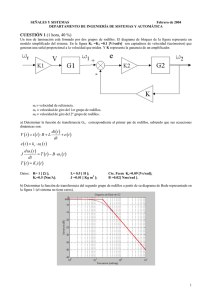
Diseño de productos, estimación de la productividad y velocidad de la línea
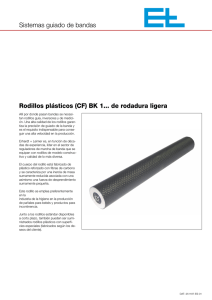
El producto a desarrollar corresponde a un perfil estructural liviano, de hasta 1 mm de
espesor, el cuál se fabrica en distintas formas y geometría. En la figura 2 se presentan los
distintos perfiles potenciales de desarrollar y sus principales características .
A)
PERFIGAL MONTANTE
A
B
e
e
DesarTOIIo
Perfigal Montante Normal
60
38
6
0.5
142
Perfigal Montante Económico
38
38
6
0.5
121
DESCRIPCIÓN
B)
PERFIGAL CANAL
·r
J~
~--A-.1
Cl
A
B
e
DesaiTOIIO
Perfigal canal Normal
61
20
0.5
100
Perfigal canal Económico
39
20
0.5
78
DESCRIPCIÓN
PERFIGAL CELO
DESCRIPCIÓN
A
B
e
D
e
DesarTOIIo
Perfigal Oelo Portenate
35
19
12
70
0.5
94
Perfigal Oelo Perimetral
25
20
0.5
69
3
••
••
••
••
••
•
••
••
••
••
•••
••
••
••
•••
•••
••
••
••
•••
••
••
••
••
••
•
D) PERFICOM OMEGA
o
<
DESCRIPCIÓN
A
B
e
D
e
f
DesaiTOIIo
Perfirom Omega Económiro
40
25
14.6
8
0.5
75
147
Perfirom Omega Normal
40
25
15
8
0.85
75
145
A
B
e
e
Desanollo
Perfirom C Montante
60
38
6
0.85
140
Perfirom C Montante
90
38
12
0.85
181
Perfirom e Montante
90
38
12
1.0
180
6
0.85
120
e
F
E)
PERFJCOMe
DESCRIPCIÓN
1cr
]}
-f.
Perfirom e Montante
A
40
38
1
PERFICOMU
F)
A
B
e
DesaiTOIIo
[}
Perfirom u canal
62
25
0.85
110
Perfirom u canal
92
30
0.85
150
Perfirom u canal
92
30
1
149
1
Perfirom u canal
42
25
0.85
90
DESCRIPCIÓN
·1
l
e
A
FIGURA 2: PRODUCTOS A DESARROLLAR Y SUS PRINCIPALES CARACTERÍSTICAS .
2.3
Estimación de las cargas de trabajo, estimación de la potencia y cálculo estructural
de las bancadas
Se considera desarrollar perfiles de dos largos, 6 y 3 metros, con una velocidad de línea
de hasta 60 m/min. En consecuencia, para perfiles de 6 y 3 metros se tendría una
productividad de 10 y 20 unidades por minuto, respectivamente .
En relación con la potencia, ésta se calcula por la siguiente expresión:
P=K*V*e 2
Donde:
P = Potencia Total (HP)
K = Constante propia del equipo
V= Velocidad máxima (m/min.)
e = Espesor (mm)
4
••
••
••
••
••
•••
••
••
••
•••
••
••
••
••
••
••
•••
••
••
••
••
••
••
••
••
•
De acuerdo a las mediciones realizadas en las líneas de proceso de la planta y a la
experiencia relativa a líneas de producción similar a la diseñada, se considera un valor k=
0.25. Por otro lado y como factor de seguridad se considera un espesor máximo de 1.8
mm. Por lo tanto, la expresión para determinar la potencia queda:
P = 0.25
* 60 * {1.8) 2 = 48.6 HP
De donde
P =50 HP
En relación con el diseño de la bancada, ésta consta básicamente de dos mesas de fácil
traslado y montaje. Están proyectadas en plancha de acero, de calidad A 42 - 27 ES,
especial para este tipo de estructuras. El diseño considera un factor de seguridad elevado,
que permite satisfacer las exigencias de resistencia .
2.4
Selección de los equipos de servicio
Los principales equipos que forman parte de la línea de producción son los siguientes:
•
•
•
•
•
•
•
•
Debobinador de 2500 lb de capacidad, con doble cabezal giratorio .
Motor de 50 HP, 1470 RPM, trifásico 380 V y 50 Hz, con variador de velocidad .
Motorreductor de 5 HP, 101 RPM, trifásico 380 V y 50 HZ, con variador de velocidad .
Unidad hidráulica, cilindros y válvulas. Motor 30 HP, trifásico 380 V y 50 Hz .
Acoplamiento de poleas sincrónicas y correa de transmisión .
Nueve reductores tipo corona sinfín, de relación de transmisión 1:10.
Dos transductores y sus soportes .
Controlador lógico programable, pantalla interfaz hombre-máquina, pulsadores, relé,
contactares de fuerza y control, !imitadores de carrera y software de control.
La introducción de una preprensa para producir el picado del fleje se realizará en una
etapa posterior del proyecto, ya que se puede desarrollar como una estación de trabajo
para instalar a la entrada de la línea .
En la línea de rodillos conformadores, toda la cama inferior de rodillos se construye en un
diámetro mínimo de 120 mm, la parte superior se fabrica con las formas según el perfil a
construir, deformando gradualmente en 9 pasos teniendo en cuenta la memoria de la
chapa .
El diseño de la cizalla se hace de acuerdo a la sección del perfil, considerando un grado de
tolerancia. Consiste en dos mordazas una fija y la otra móvil que al traslaparse producen
el corte del perfil habida consideración de un pequeño efecto tijera en el cruce. El
movimiento de las mordazas de corte se realiza por un sistema hidráulico cuya potencia
se ha calculado en 30 HP. Para el trabajo continuo de la máquina, se proyecta un carro
donde va montada la cizalla, el cual es capaz de moverse sobre dos ejes paralelos, con
una distancia útil de 900 mm, dentro del cual pueda alcanzar al perfil cortar y volver a su
punto de inicio de ciclo. El movimiento del carro se realiza por una transmisión de correa
sincrónica y motoreductor.
5
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
•••
••
••
••
••
••
••
••
•
El sistema de control de velocidad del carro es de tipo lazo cerrado PID. Los lazos de
realimentación se toman con dos transductores para comparar las velocidades del carro y
del perfil. Las acciones de control recaen sobre un variador de velocidad el cual actúa
sobre el motorreductor. Una vez conseguida la velocidad del perfil se realiza el corte y el
carro retrocede a su posición inicial de trabajo .
El sistema de control general contempla dos modos de trabajo: Modo Manual y Modo
Automático. En el Modo Manual, el operador puede realizar las operaciones básicas de
movimiento adelante y atrás tanto de los rodillos formadores como del carro de corte.
También la cizalla puede hacer cortes manuales y todas las operaciones al inicio para
enhebrar el material. En el Modo Automático de trabajo, el operador consigue poner en
funcionamiento la máquina cumpliendo ciclos de trabajo entre un corte y el siguiente
siguiendo lote de producción, previamente programado. La velocidad la regula con un
potenciómetro, el cual actúa sobre un variador de velocidad y éste sobre el motor
principal. Debe indicar, al igual que el tamaño de lote, el largo de cada unidad. Se
generaron planos de conjunto y despiece de columnas soporte de formadores, mesa de
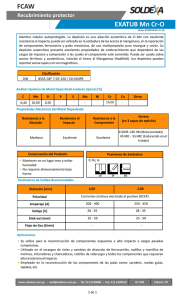
entrada, enderezador, carro de corte y cizalla. Las figuras 3, 4, S y 6 presentan los planos
de los principales equipos .
El protocolo de recepción considera inspecciones periódicas en fábrica, inspección de
subsistemas revisando su funcionalidad en forma separada, inspección de conjunto en
planta durante el montaje, pruebas en vacío y la puesta en servicio provisoria .
'"-\
TOPES DE GOMA
EX1REMOS
POLEA
44-H-4 00
TENSOR
A
"\1
0
~~~~~
~ 100
~
/_
260
1
4 SOPORTE DE PIE
SY-1 3/4" TF
i
b.
omlll lll'l!ll
~
-
~
,,
1
-
111'11!1,
POLE A
48-H- 400
FIJA MO1RIZ,
1118 RECORRIDO MAX
1000 CARRERA DE OPERACIÓN
DEJANDO HOLGURAS EN EXTREMOS
CORREA
1
l!á ~\
11
130
1930 SIN TENSAR
e=
=
'=
=
==~
1700
~
~
\
260
~------------------~2~22~0--------------------~
FIGURA 3: PLANO GENERAL MESA DE CIZALLA .
6
-
••
••
••
••
••
••
••
••
••
•••
••
••
••
•••
••
••
••
••
••
••
••
••
••
••
••
••
7
-•
••
••
••
•••
••
••
••
••
••
••
••
••
••
••
•••
••
••
••
••
••
••
••
••
•••
••
FIGURA 6: PLANO GENERAL DEVANADOR .
3.
FABRICACIÓN DE COMPONENTES DE LA LÍNEA PROTOTIPO Y ENSAMBLE
GENERAL
Las obras civiles contempladas se refieren a la topografía de alineamiento horizontal y
vertical para los anclajes de los cuerpos a la losa de la nave. La fabricación de bancadas
se ha ajustado a las especificaciones y planos de diseño. La fabricación de columnas se
realiza de acuerdo al diseño. Se considera cizalla para el corte del perfil, la matricería
obedece a planos de diseño al igual que la cizalla. Las unidades fundamentales se
adquieren en el mercado nacional. Para el control de velocidad se fabrican elementos
mecánicos, se prepara el montaje eléctrico separadamente de la máquina, una vez
montados todos los equipos se ajustan los parámetros de control para un óptimo
funcionamiento en planta. Todas las pruebas iniciales se realizan por simulación. Los
elementos se montan, se hace la interconexión eléctrica de fuerza y control, se prueban
separadamente, se pone en marcha el sistema de control y poco a poco se encadenan las
partes para pasar del modo simulación al modo automático. Las pruebas en vacío se
realizan durante un tiempo suficiente para buscar un pre-ajuste de los parámetros de
funcionamiento, el ajuste final se obtiene con la máquina funcionando con carga .
La figura 7 presenta las principales etapas de montaje, ensamble y fabricación de la línea
de producción .
8
•••
••
••
••
••
••
••
••
•••
•••
••
••
••
••
••
••
•••
••
••
••
••
••
••
••
••
•
FIGURA 7 : MONTAJE Y ENSAMBLE DE LA LÍNEA DE PRODUCCIÓN .
9
••
••
••
••
••
•••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
•••
••
La línea de producción de perfiles livianos esta compuesta fundamentalmente por:
-
Devanador doble
Mesa guía
Bancada Perfilera (9 pasos)
Ende rezador
Sistema cuenta metros
Cortador (Cizalla)
Mesa de salida
Mesa de recepción
Estos son los componentes mínimos necesarios para la fabricación de los productos, sin
embargo, se incorporan para aumentar productividad, otros equipos como otro
Devanador, Acumulador, Acelerador de tiras, Automata de mesa de salida, etc.
El Cortador está compuesto por una bancada lineal de dos ejes paralelos y rodamientos
lineales, dispuestos horizontalmente, de SO mm de diámetro por1 m de longitud cada uno .
El movimiento de traslación es transmitido a través de una correa dentada sincrónica de
paso V2'' x 4" de ancho. Un motorreductor de engranajes helicoidales de S HP y 101 RPM,
es el responsable de lograr que el Cortador alcance la velocidad lineal del proceso de
fabricación, condición que debe cumplirse para realizar el corte o cizallamiento del
producto. Por cierto, el motorreductor es comandado por un controlador de velocidad .
El Cortador propiamente tal, está diseñado de forma tal que sus piezas componentes son
fácilmente reemplazables debido que el concepto de diseño fue tipo mecano, es decir, las
piezas entre sí son sujetas por guías y pernos de fijación .
El Cortador tiene incorporado dos matrices de corte una fija en el cuerpo de éste llamada
matriz fija y otra en la hoja móvil llamada matriz móvil, cabe mencionar que el corte en el
perfil es cizallamiento puro o simple, de decir, sólo se corta el producto en una sección
transversal y sin pérdida de material. Corte que es comandado por un cilindro hidráulico
de 04" y SO mm de carrera, el vástago del cilindro está conectado solidariamente con la
hoja móvil y se acciona cuando el carro alcanza la velocidad de la línea, efectuando en
este instante el corte .
Las matrices de corte son intercambiables de acuerdo al producto a fabricar. Estas son de
acero especial con tratamiento térmico adecuado para dar una dureza que alargue la vida
de las mismas. Las matrices de corte contienen la forma del perfil a realizar luego, para
un aprovechamiento máximo se realizan dos o más formas de perfiles a cortar .
Para lograr alinear la forma de las matrices de corte con la línea de la máquina, el
Cortador tiene incorporado un husillo que permite movimientos trasversales del cortador .
También tiene pernos de ajuste de nivel para adaptar la altura de las matrices al nivel de
cama de los perfiles a realizar, ver figura 8.
10
••
••
••
••
••
•••
••
••
••
••
••
••
••
••
•••
•••
••
••
••
••
•••
••
••
••
••
•
Figura 8: Cortador cizalla de línea perfilera .
Los componentes necesarios para la operación del Cortador son: Mesa de translación,
Cortador, Matrices de Corte, Motorreductor, Cilindro Hidráulico de accionamiento de corte,
Unidad Hidráulica de 2500 Psi, Controlador de velocidad del motorreductor .
El sistema de control opera y está comunicado con el Sistema Cuenta Metros, compuesto
por una rueda base calibrada en su diámetro exterior, una rueda superior que presiona al
perfil para garantizar que siempre este en contacto con la rueda base. El movimiento
rotatorio de esta rueda es vigilado por un encoder cuya información se traduce en metros
procesados, de acuerdo al programa el controlador da la orden al motorreductor para que
comience su ciclo de corte al largo deseado.
MONTAJE
El montaje de la perfiladora se realizó sobre piso de hormigón con pernos químicos de
anclaje de 025 , la bancada fue nivelada y alineada con instrumentos de precisión .
La Bancada Formadora es comandada por un motor C.A. de 50 HP y 1470 RPM, que
entrega potencia y movimiento giratorio a 9 reductores sin fin corona de relación de
transmisión es 1:10. Estos reductores son todos iguales y a su vez son los encargados de
transmitir el torque necesario a los rodillos inferiores de la Bancada Formadora, los
rodillos superiores giran sin tracción cuyo movimiento se produce por la presión y roce
que ejercen sobre el fleje que pasa a través de estos, formando así el perfil deseado.
Para transmitir el giro entre los reductores y los rodillos, existen cardanes que permiten
absorber desviaciones axiales importantes, garantizando así, el movimiento correcto del
rodillo traccionado .
11
••
••
••
••
••
•••
••
••
•••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
4. DISEÑO Y DESARROLLO DE UN PROGRAMA DE PRUEBAS Y PUESTA A PUNTO
Una vez instalada la línea de producción con todas las unidades y componentes, se realizó
el programa de corte de flejes de los primeros productos a experimentar: Perfigal
Montante Normal 60x38x6x0.5, Montante Económico 38x38x6x0.5, los anchos
inicialmente se calcularon teóricamente, estos flejes se cortaron de una bobina
galvanizada, de origen importado, en la cortadora Slitter.
Para la puesta en marcha de la perfilera primero se realizaron pruebas con el cortador en
vacío para calibrar y realizar los respectivos ajustes, tanto en velocidad de avance como
en la respuesta de corte .
Una vez realizadas las pruebas al cortador, se procedió a la puesta en marcha de la
máquina. Para ello, en el devanador, se instaló el fleje seleccionado de acuerdo al
producto a fabricar. Luego se realizó el armado de la línea, esto es ubicar los rodillos
formadores en los lugares específicos de acuerdo al diseño de los mismos ubicación que
tiene como nombre pasos (paso 1, paso 2, etc.), así, también se ubicaron las matrices de
corte y se ajustaron los parámetros de largo(estos productos, en general, se fabrican en
largos 2.4, 3.0, y 6 m). Previo a esta actividad se fabricó la matricería requerida por el
producto, ésta se compone de rodillos de acero especial con tratamiento térmico y una
elevada dureza superficial.
Luego se procede a llevar el extremo del fleje hacia el comienzo de la máquina y así se
enhebra en los respectivos pasos traccionados, procedimiento que requiere el concurso de
dos personas ya que una de ellas debe estar en el control.
Finalizando con este procedimiento se comienza a dar velocidad a la máquina, para
realizar el calibrado del producto esto es que cumpla con las propiedades geométricas
(conformado) de la sección y además, que tenga las tolerancias de rectitud y flechas
admisibles. Cumplido esto se incrementa la velocidad de la línea observando y analizando
todos los eventos involucrados: Mediciones de corrientes, comportamiento del cortador,
cambio en el conformado, temperaturas de reductores, etc.
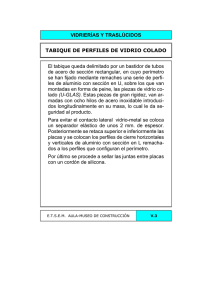
Con la perfilera operativa se procedió a ejecutar pruebas de producción de diferentes
perfiles livianos, trabajando en regímenes de baja y alta velocidad, ver figura 9 con
resultados de ensayos. En general, se aprecia que la unidad posee un desempeño
satisfactorio y que a la más alta velocidad de trabajo, unos 54 m/min, responde muy bien
a las exigencias .
Análisis de la puesta a punto de la perfilera
Los principales problemas que acusa la puesta a punto, se resumen a continuación:
Problema 1: Demora en el armado de la unidad conformadora
Solución: Eliminar hilo en los ejes en lado cardan y reemplazarlos por separadores .
12
••
••
••
••
•••
••
••
•••
••
••
••
•••
••
••
••
••
••
••
•••
••
••
••
••
••
•••
Problema 2: En el cortador, la matriz de corte móvil no toma la posición original una vez
que realiza el ciclo. Esto se produce porque la inercia lo saca de su posición, produciendo
el bloqueo de la línea .
Solución: Se diseña pieza separadora para garantizar la llegada al mismo punto de la
matriz de corte móvil .
Problema 3: Producto de la velocidad y alto esfuerzo, las columnas se desplazaron
debido a que su ubicación estaba asegurada sólo por pernos de apriete, esto causó un
desvío de los ejes transversales y, en consecuencia, no se podía formar el perfil .
Solución: En columnas fijas lado cardan, instalar pasador de guía cónica que al estar
apoyado en una chaveta lateral asegura la posición de las columnas .
Problema 4: A los rodillos se les pega material .
Solución: Se instaló circuito de soluble para lubricar y eliminar particular adheridas .
Figura 9: Ejemplos de perfiles livianos y aplicación de perfilería liviana en construcción
S
Evaluación de Resultados, Correcciones y Síntesis
En esta actividad el trabajo se centró en la obtención de perfiles de manuales de
producción, mantenimiento y de productos, cuyos principales resultados se informan a
continuación .
Mantenimiento
La máquina está constituida básicamente por sistemas mecantcos, hidráulicos,
neumáticos, eléctricos, electrónicos y una red de soluble. Por lo tanto, se debe abordar
cada uno de estos aspectos para optimizar el rendimiento de la máquina, cabe mencionar
que las mantenciones de envergadura aún no son contempladas, ya que la máquina
todavía se considera en fase de pruebas y puesta a punto. Por consiguiente, el
mantenimiento tiene carácter operacional y se realiza con los operadores .
13
••
••
••
••
••
••
•••
•••
•••
••
••
••
••
••
••
••
••
••
•••
••
••
••
••
••
•••
Mantención mecánica
Para cada campaña de producción el operador debe verificar el apriete de pernos de las
columnas y cardanes para garantizar la rigidez de éstas, además se debe lubricar los
rodamientos y elementos deslizantes, como ejes de cizalla, pistas de deslizamiento, etc.
Verificación de los husillos (hilos) de cada columna, para realizar el apriete adecuado sin
que estos se suelten cuando estén en proceso.
Verificar el estado de los rodamientos .
Verificar el estado de la rueda cuenta metros, ésta debe estar siempre rectificada y limpia
para garantizar el largo programado de la tira .
Verificar el juego y estado de las matrices de corte .
Verificar los juegos mecánicos de los elementos componentes .
Verificar el estado de los elementos de transmisión correas, machones, etc.
Algo muy importante es el aseo permanente de la máquina y su entorno.
Verificar que la máquina tenga todas sus herramientas e instrumentos en buen estado .
Mantención Hidráulica
Revisar el estado de la central hidráulica, verificar temperatura de funcionamiento, revisar
mangueras, el estado de los filtros, nivel de aceite, limpieza de la central.
Mantención Neumática
La planta cuenta con un sistema de compresores de alimentación de aire vía red en
cañería de cobre, llegando a la máquina por mangueras, reguladores de presión y filtros .
Los operadores deben verificar la presión adecuada de operación .
El equipo que utiliza el aire es el devanador doble.
Mantención Electrica y Electrónica
Verificar el estado de los sensores, que no estén sucios ni sueltos, limpieza de motores,
mantener limpio el tablero de control. Otros problemas de mayor envergadura deben ser
analizados por personal especialista .
Verificar el estado de las luminarias de la zona de trabajo .
14
••
••
•••
••
••
•••
••
••
••
••
••
••
•••
••
••
••
•••
••
••
••
••
•••
•••
••
Red de soluble
La máquina cuenta con una red de soluble en circuito cerrado, es decir alimenta y retorna
en la misma ubicación de la máquina, está compuesta por un estanque, una bomba con
filtro y un sistema de cañerías con válvulas para regular el caudal de refrigeración que le
llega a los rodillos formadores, retornando por gravedad al estanque.
Se debe velar por el buen funcionamiento del sistema .
PERFIL DEL MANUAL DE PRODUCTOS .
La máquina está destinada a la fabricación de productos PERFIGAL Y PERFICOM en acero
galvanizado, de acuerdo la norma ASTM A 653, SQ grado 37, recubrimiento mínimo G40 y
otros productos de clase liviana en aceros inoxidables y flejes no ferrosos .
Las familias de productos factibles de desarrollar en aceros al carbono son las siguientes:
Línea PERFIGAL
Montante Normal
60x38x6x0.5
Montante Económico 38x38x5x0.5
Montante Básico
31x38x5x0.5
Canal Normal
61x20x0.5
Canal Económica
39x20x0.5
Portante
35x19xll.Sx0.5
Canal Perimetral
20x25x0.5
Línea PERFICOM
ESTRUCTURAL
CA 40X38X6X0.85
CA 60X38X6X0.85
CA 90X38X12X0.85
CA 90x38x12xl.O
CA 100X40X12X0.85
C 42X25X0.85
e 62X2sxo.ss
C 92X30X0.85
C 92X30Xl.O
C 103X30X0.85
Un manual de operaciones de la unidad fue preparado por el personal de ingeniería de la
compañía, este resume su principio de operación y describe los sistemas y subsistemas
integrantes. Es una herramienta interna de capacitación para los operadores del equipo,
por lo que no se incluye en este informe .
15
••
••
••
••
••
••
••
••
•••
••
••
••
••
••
••
••
•••
•••
•••
••
••
••
••
••
••
Conclusión del trabajo realizado
A través de esta propuesta de innovación tecnológica, la empresa ha desarrollado una
línea prototipo de producción de perfiles livianos abiertos - de aceros galvanizados,
prepintados e inoxidables- para el mercado nacional y regional que participa en
actividades de construcción rápida de viviendas, terminaciones de viviendas y aplicaciones
metálicas para industrias del sector manufactura .
La unidad representa un significativo desarrollo de ingeniería a nivel local y regional, pues
ha incorporado modernas tecnologías tendientes a producir una unidad flexible y de baja
inversión, apta para mercados de pequeñas partidas .
La puesta en servicio de la unidad ha permitido a la empresa comenzar a captar
fracciones crecientes de un mercado en el que antes no tenía cobertura y que por estar
ligado a la construcción es muy dinámico. Por otro lado, la empresa está empeñada en un
proceso de internacionalización de sus productos, con expectativas de exportar a los
mercados regionales de Sudamérica y Norteamérica, de modo que los resultados de este
proyecto le permiten ofrecer una gama de productos bien diversificada y de ágil
respuesta .
16