Proyecto final - Universidad de Sevilla
Anuncio

Proyecto Fin de Carrera
Ingeniería Industrial
Comportamiento magnético de aleaciones de base
Ni-Fe aleadas mecánicamente
Autor: Jose Manuel Pérez Cobos
Tutor: Petr Urban
Equation Chapter 1 Section 1
Departamento de Ingeniería y Ciencia de los
Materiales y del Transporte
Escuela Técnica Superior de Ingeniería
Sevilla, 2015
Proyecto Fin de Carrera
Ingeniería Industrial
Comportamiento magnético de aleaciones de
base Ni-Fe aleadas mecánicamente
Autor:
Jose Manuel Pérez Cobos
Tutor:
Petr Urban
Departamento de Ingeniería y Ciencia de los Materiales y del Transporte
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2015
iii
Agradecimientos
Deseo agradecer de una forma breve a todas aquellas personas que, directa o
indirectamente, me han ayudado a la realización de este proyecto realizado en los laboratorios
del Departamento de Ingeniería y Ciencia de los Materiales y del Transporte de la Escuela
Técnica Superior de Ingeniería de Sevilla.
Primeramente a mi director de proyecto Petr Urban, por darme la posibilidad de poder
realizar el proyecto con él sin haberle conocido previamente, por haberme ofrecido su amistad,
entrega y preocupación constante durante la realización del proyecto.
A los técnicos del departamento, Jesús, Mercedes y Miguel, por la continua
colaboración que me han brindado en todo momento durante la realización de los
experimentos, aparte de los buenos ratos que me hicieron pasar durante las horas que me
encontraba en el laboratorio.
Y por último, y más importante, a mi familia; a mi padre Jose Manuel por haber siempre
confiado en mí y sobre todo por la cantidad de consejos que me da, que, aunque muchos de
ellos los haya desoído a lo largo de mi vida, mucho otros los he tenido y siempre los tendré en
cuenta. Que sepas que por muy poco cariñoso que pueda parecerte en nuestra relación, siempre
te querré y estaré ahí siempre que me necesites, como tú has hecho toda la vida conmigo.
A mi abuela María del Carmen, por ser la persona que más quiero en este mundo. He
crecido todos los días junto a ti, desde que no tenía conciencia hasta casi los 16 años. Siempre
has estado allí donde he necesitado algo y también lo estabas cuando no lo necesitaba. Gracias
a ti soy lo que soy, siempre me has hecho ver la vida de una manera distinta y te estaré
eternamente agradecido.
Y a la persona más importante de todas, mi madre María del Carmen. Si no es por ti yo
no habría acabado esta carrera ni estaría redactando este proyecto. Tu siempre has confiado en
mí y en mis capacidades, persistentemente me has hecho ver que podía fijarme metas mucho
más altas de las que siempre me fijé y sobre todo has sido una persona que siempre he tenido
al lado cuando he flaqueado o me he desanimado, para motivarme más que nunca a seguir
luchando por mis sueños. Que sepas que siempre lo valoraré durante el resto de mi vida. Gracias
mamá…
A mi hermano, mi tía, mi ahijado y muchos amigos que de algún modo me han ayudado
a finalizar este tramo de mi vida.
v
Justificación
Una aleación se define como aquel material que está formado por la combinación de
dos o más componentes, cuyas propiedades finales superan para una aplicación concreta a las
que posee cada componente por separado (sinergia). En los últimos años se han encontrado
multitud de aplicaciones para este tipo de materiales. Principalmente se puede hablar de
aplicaciones estructurales en la industria automotriz, aeroespacial, construcción o electrónica;
todas ellas suelen exigir alta resistencia, ductilidad, bajo coeficiente de expansión térmica
(estabilidad dimensional) y, en algunos casos, propiedades especiales (magnéticas, eléctricas
etc.).
Hoy en día el campo de investigación sobre la fabricación de materiales intenta
desarrollar diversos métodos para la mejora de estas propiedades. Uno de los métodos que
actualmente goza de gran auge es el procesado pulvimetalúrgico, que se basa en la realización
de piezas a partir de materiales en forma de polvo. La fabricación de objetos partiendo de polvos
metálicos es muy antigua. Civilizaciones tan arcaicas como la egipcia o la inca la usaban para la
fabricación de joyas y utensilios, pero ha sido a partir de los años 20 del siglo pasado cuando
este procedimiento se ha desarrollado para la fabricación de piezas perfectamente adecuadas a
su proceso.
Un procedimiento que sirve de partida a los procesos pulvimetalúrgicos es el aleado
mecánico, permitiendo obtener un polvo con unas características tales, que las piezas fabricadas
con él alcanzan prestaciones muy superiores a las realizadas con polvos convencionales. A partir
de estos polvos aleados mecánicamente y empleando algunas de las técnicas convencionales de
procesado pulvimetalúrgico, como el prensado en caliente o en frío, extrusión en caliente,
extrusión hidrostática en caliente, la alta presión hidrostática a baja temperatura o la
combinación de alguno de ellos, se pueden obtener compactos de altas prestaciones y con
propiedades diversas.
El objetivo del presente proyecto es la comparación de las propiedades magnéticas de
diferentes mezclas de polvos compactadas en frío, unas aleadas mecánicamente y otras sin
alear, y posteriormente sinterizadas.
•
Aleado mecánico de los polvos en estado de recepción.
•
Consolidación de los polvos en estado de recepción y aleados mecánicamente.
•
Sinterización de los compactos.
•
Ensayos de los compactos consolidados y sinterizados.
•
Interpretación de datos obtenidos.
vii
Contenido
Agradecimientos
v
Justificación
vii
Contenido
ix
Índice
xi
Capítulo 1:
BASES TEÓRICAS
3
Capítulo 2:
MATERIALES
35
Capítulo 3:
PROCEDIMIENTO EXPERIMENTAL
41
Capítulo 4:
RESULTADOS Y DISCUSIÓN
61
Capítulo 5:
CONCLUSIONES
111
BIBLIOGRAFÍA
117
ix
Índice
1 Bases teóricas
1.1 Magnetismo
3
3
1.1.1 Introducción
3
1.1.2 Conceptos básicos
3
1.1.2.1 Campos magnéticos
3
1.1.2.2 Inducción magnética
4
1.1.2.3 Permeabilidad magnética
5
1.1.2.4 Susceptibilidad magnética
5
1.1.3 Tipos de magnetismo
5
1.1.3.1 Diamagnetismo
6
1.1.3.2 Paramagnetismo
6
1.1.3.3 Ferromagnetismo
7
1.2 Pulvimetalurgia
11
1.2.1 Introducción
11
1.2.2 Producción de polvo metálico
12
1.2.2.1 Métodos químicos
12
1.2.2.2 Métodos físicos
12
1.2.2.3 Método mecánico
13
1.3 Aleado mecánico
13
1.3.1 Introducción
13
1.3.2 Evolución del polvo durante el proceso
14
1.3.3 Variables a considerar
17
1.3.3.1 Tipo de molino
18
1.3.3.2 Relación de carga
19
1.3.3.3 Velocidad de giro
20
1.3.3.4 Tiempo de molienda
20
1.3.3.5 Temperatura de la molienda
20
1.3.3.6 Tamaño y densidad de las bolas
21
1.3.3.7 Porcentaje de agente controlador del proceso (ACP)
21
1.3.3.8 Tasa de llenado de la vasija
21
xi
1.3.3.9 Atmósfera de la molienda
1.3.4 Principales aplicaciones
21
21
1.3.4.1 Obtención de aleaciones metaestables
22
1.3.4.2 Formación de materiales nanocristalinos
22
1.3.4.3 Formación de soluciones sólidas sobresaturadas
23
1.3.4.4 Síntesis de intermetálicos
24
1.4 Modelos de estudio y mapas de molienda
24
1.4.1 Estudio del modelado
24
1.4.2 Mapas de molienda
25
1.5 Consolidación de los polvos metálicos
27
1.5.1 Prensado en frío
27
1.5.2 Sinterización
28
1.5.2.1 Sinterización en fase sólida
28
1.5.2.2 Sinterización en fase líquida
29
2 Materiales
2.1 Hierro WPL200 (E.R.)
35
35
2.2 Níquel T210 (E.R.)
35
2.3 Molibdeno (E.R.)
36
2.4 Cobre CH-L10 (E.R.)
36
2.5 Cera en polvo
37
3 Procedimiento experimental
41
3.1 Manejo y caracterización de los polvos
41
3.1.1 Muestreo de polvo
41
3.1.2 Mezclado y preparación de los polvos
41
3.1.3 Granulometría
42
3.1.4 Compresibilidad
43
3.2 Molienda mecánica
44
3.2.1 Descripción de una molienda
47
3.2.2 Limpieza del material de la molienda
49
3.3 Consolidación de los polvos
3.3.1 Prensado en frío
49
49
3.3.1.1 Lubricación de las paredes de la matriz
49
3.3.1.2 Compactación
50
3.3.2 Sinterización de los compactos
51
3.4 Análisis de imagen
3.4.1 Preparación metalográfica
52
52
3.4.1.1 Desbaste
52
3.4.1.2 Pulido
53
3.4.1.3 Revelado de la microestructura
53
3.4.2 Análisis de imagen con microscopio y software
53
3.5 Curva de histéresis
54
3.6 Difracción de Rayos-X (XRD)
55
4 Resultados y discusión
61
4.1 Aspectos preliminares
61
4.2 Experiencias con polvos en estado de recepción
61
4.2.1 Caracterización de los polvos
61
4.2.1.1 Curva de densificación
62
4.2.1.2 Granulometría
62
4.3 Compactos con polvos en estado de recepción
63
4.3.1 Compactos prensados
63
4.3.2 Compactos (E.R.) sinterizados en el horno
70
4.3.3 Discusión
79
4.4 Experiencias con polvos aleados mecánicamente
85
4.4.1 Caracterización de los polvos
86
4.4.1.1 Curva de densificación
86
4.4.1.2 Granulometría
87
4.4.1.3 Caracterización Difracción Rayos-X (XRD)
89
4.5 Compactos con polvos aleados mecánicamente
91
4.5.1 Compactos prensados
91
4.5.2 Compactos sinterizados en el horno
97
4.5.3 Discusión
5 Conclusiones
Bibliografía
102
111
117
xiii
Capítulo 1
Bases Teóricas
Capítulo 1
Bases teóricas
1 Bases teóricas
1.1 Magnetismo
1.1.1 Introducción
El magnetismo o energía magnética es un fenómeno físico por el cual los objetos ejercen
fuerzas de atracción o repulsión sobre otros materiales. Los fenómenos magnéticos fueron
conocidos por los antiguos griegos, siendo Tales de Mileto (625 a. C. y 545 a. C.) el primer filósofo
que estudió el fenómeno del magnetismo [1]. Hay algunos materiales conocidos que han
presentado propiedades magnéticas detectables fácilmente como el níquel, hierro, cobalto y
sus aleaciones que comúnmente se llaman imanes. Sin embargo, todos los materiales son
influidos, de mayor o menor forma, por la presencia de un campo magnético.
Muchos de nuestros dispositivos modernos cuentan con materiales magnéticos:
generadores eléctricos y transformadores, motores eléctricos, radio y televisiones, teléfonos,
ordenadores, etc. La utilidad de los materiales magnéticos es muy amplia y de particular
trascendencia económica por el volumen de material utilizado y su coste de producción;
también lo es desde un punto de vista social por las implicaciones en la mejora de la calidad de
vida.
1.1.2 Conceptos básicos
1.1.2.1 Campos magnéticos
Un campo magnético es una descripción matemática de la influencia magnética de las
corrientes eléctricas y de los materiales magnéticos. La presencia de un campo magnético
rodeando una barra imanada de hierro puede observarse por la dispersión de pequeñas
partículas de hierro espolvoreadas sobre un papel colocado encima de dicha barra.
Figura 1. Forma del campo magnético formado por partículas magnéticas espolvoreadas sobre una superficie
afectada por una barra imanada
La figura generada por dichas partículas muestra que la barra imanada tiene dos polos
magnéticos y las líneas de campo magnético salen de un polo y entran en el otro (Figura 1). Cabe
destacar que, a diferencia del campo eléctrico, en el campo magnético no se ha comprobado la
existencia de monopolos magnéticos, sólo dipolos magnéticos, lo que significa que las líneas de
campo magnético son cerradas, esto es, el número neto de líneas de campo que entran en una
superficie es igual al número de líneas de campo que salen de la misma superficie.
Jose Manuel Pérez Cobos
Página | 3
Capítulo 1
Bases teóricas
1.1.2.2 Inducción magnética
La inducción magnética, también llamada densidad de flujo magnético o intensidad de
campo magnético, es el fenómeno que da origen a la fuerza electromotriz inducida (f.e.m.) en
un medio o cuerpo completo, siempre que cambie la cantidad de líneas de campo en un campo
magnético variable que pasa por el plano del cuerpo, o bien en un medio móvil expuesto a un
campo magnético estático. Por lo tanto, cuando dicho cuerpo es un conductor, se produce una
corriente inducida. Este fenómeno fue descubierto por Michael Faraday quién lo expresó
indicando que la magnitud del voltaje inducido es proporcional a la variación del flujo magnético
(Ley de Faraday) [2].
Si se coloca una barra de hierro dentro de un solenoide recorrido por una corriente
eléctrica (Figura 2), se obtiene que el campo magnético generado por el solenoide se amplifica,
debido a que el campo magnético generado por el solenoide se suma al que añade la barra
imanada, designándose como B el campo magnético resultante, denominado inducción
magnética. El momento magnético inducido en la barra por unidad de volumen se denomina
imanación, que se designa por M. Así pues, matemáticamente se comprueba que:
𝐵𝐵 = 𝜇𝜇0 𝐻𝐻 + 𝐽𝐽 = 𝜇𝜇0 𝐻𝐻 + 𝜇𝜇0 𝑀𝑀 = 𝜇𝜇0 (𝐻𝐻 + 𝑀𝑀)
donde 𝜇𝜇0 es la permeabilidad magnética en el vacío, de valor 4𝜋𝜋 ∗ 10−7 𝑁𝑁𝐴𝐴−2 .
Figura 2. Solenoide con barra de hierro en su interior
En la siguiente tabla se resumen las unidades del SI de las magnitudes mencionadas
(Tabla 1).
Jose Manuel Pérez Cobos
Página | 4
Capítulo 1
Bases teóricas
Tabla 1. Magnitudes magnéticas
Magnitud
B (Inducción magnética)
H (Campo aplicado)
M (Imanación)
Unidades SI
Tesla (T)
Amperio/Metro (A/m)
Amperio/Metro (A/m)
J (Polarización magnética)
Tesla (T)
1.1.2.3 Permeabilidad magnética
En Física se denomina permeabilidad magnética a la capacidad de una sustancia o medio
para atraer y hacer pasar a través de ella campos magnéticos, la cual está dada por la relación
entre la inducción magnética existente y la intensidad de campo magnético que aparece en el
interior de dicho material.
El grado de magnetización de un material en respuesta a un campo magnético se
denomina permeabilidad absoluta y se suele representar por el símbolo μ:
𝜇𝜇 =
𝐵𝐵
𝐻𝐻
𝜇𝜇𝑟𝑟 =
𝜇𝜇
𝜇𝜇0
Así pues, se puede definir entonces la permeabilidad magnética relativa μr como:
1.1.2.4 Susceptibilidad magnética
En muchos materiales sucede que la imanación del material es proporcional al campo
aplicado. El factor de proporcionalidad recibe el nombre de susceptibilidad magnética y se
representa como χm:
1.1.3 Tipos de magnetismo
χ𝑚𝑚 =
𝑀𝑀
𝐻𝐻
Los tipos de magnetismos se originan por el movimiento de la carga eléctrica básica, el
electrón. Cuando los electrones se mueven por un hilo conductor se genera un campo magnético
alrededor del hilo.
Las propiedades magnéticas macroscópicas de los materiales son consecuencia de los
momentos magnéticos asociados con electrones individuales. Cada electrón en un átomo tiene
momentos magnéticos que se originan de dos fuentes. Una está relacionada con su movimiento
orbital alrededor del núcleo, siendo una carga en movimiento. Un electrón se puede considerar
como un pequeño circuito cerrado de corriente, generando un campo magnético muy pequeño
y teniendo un momento magnético a lo largo de su eje de rotación [3].
Cada electrón además rota alrededor de su eje; el otro momento magnético se forma
de la rotación (espín) del electrón, el cual se dirige a lo largo del eje de rotación y puede estar
hacia arriba o hacia abajo, según sea la dirección de rotación del electrón. El valor mínimo del
momento magnético se denomina magnetón de Bohr (𝜇𝜇𝐵𝐵 = 9,27 ∗ 10−24 𝐴𝐴𝑚𝑚2 ).
Jose Manuel Pérez Cobos
Página | 5
Capítulo 1
Bases teóricas
El magnetón de Bohr puede ser positivo o negativo dependiendo del sentido de giro del
electrón. En una capa atómica llena, los electrones están emparejados con electrones de espín
opuesto, proporcionando un momento magnético neto nulo, por esta razón, los materiales
compuestos de átomos que tienen sus orbitales o capas totalmente llenas, no son capaces de
ser permanentemente magnetizados. Aquí se incluyen los gases inertes así como algunos
materiales iónicos.
Los tipos de magnetismo incluyen diamagnetismo, paramagnetismo y ferromagnetismo.
Además, el antiferromagnetismo y el ferrimagnetismo se consideran subclases de
ferromagnetismo. Todos los materiales exhiben al menos uno de estos tipos de magnetismo y
el comportamiento depende de la respuesta del electrón y los dipolos magnéticos atómicos a la
aplicación de un campo magnético aplicado externamente.
1.1.3.1 Diamagnetismo
Es una forma muy débil de magnetismo que sólo es exhibida en presencia de un campo
magnético externo. Es el resultado de un cambio en el movimiento orbital de los electrones
debido a este campo. El momento magnético inducido es muy pequeño y la dirección es opuesta
al campo aplicado (Figura 3). Cuando un material diamagnético se coloca entre los polos de un
electroimán dichos materiales se sienten atraídos hacia las regiones donde el campo magnético
es más débil.
El diamagnetismo se encuentra en todos los materiales, sin embargo, debido a que es
muy débil sólo puede observarse en aquellos materiales que no exhiben otras formas de
magnetismo, encontrándose también en elementos con un par de electrones.
Una excepción a la naturaleza débil del diamagnetismo ocurre con los materiales que se
vuelven superconductores, algo que siempre sucede a muy bajas temperaturas. Los
superconductores son materiales diamagnéticos perfectos; cuando se colocan en un campo
magnético externo expulsan las líneas de campo desde sus interiores, dependiendo de la
intensidad del campo y de la temperatura [4].
Figura 3. Líneas de campo magnético de un material diamagnético
El diamagnetismo fue descubierto y nombrado en septiembre de 1845 por Michael
Faraday.
1.1.3.2 Paramagnetismo
Para algunos materiales sólidos, cada átomo posee un momento dipolar permanente en
virtud de la cancelación incompleta del espín electrónico y/o de los momentos magnéticos
orbitales. En ausencia de un campo magnético externo, las orientaciones de esos momentos
magnéticos son aleatorias. Esos dipolos atómicos son libres para rotar por la acción de un campo
magnético externo, alineándose en una dirección preferencial debido a la acción de dicho
campo, resultando el paramagnetismo (Figura 4).
Jose Manuel Pérez Cobos
Página | 6
Capítulo 1
Bases teóricas
Figura 4. Líneas de campo de un material paramagnético
Estos dipolos magnéticos actúan individualmente sin interacción mutua entre dipolos
adyacentes. Como los dipolos se alinean con el campo externo, ellos se engrandecen, dando
lugar a una permeabilidad relativa mayor que la unidad y a una relativamente pequeña pero
positiva susceptibilidad magnética. El efecto del paramagnetismo desaparece cuando se elimina
el campo magnético aplicado.
El paramagnetismo ocurre en todos los átomos y moléculas con electrones
desapareados, además de metales, como resultado de los momentos magnéticos asociados con
los espines de los electrones en conducción. También se encuentran comportamientos
paramagnéticos en materiales ferromagnéticos que están por encima de su temperatura de
Curie.
Este tipo de magnetización en sustancias no metálicas suele caracterizarse por una
dependencia de la temperatura: la intensidad del momento magnético inducido varía
inversamente con la temperatura. Esto se debe a que al aumentar la temperatura, cada vez
resulta más difícil alinear los momentos magnéticos de los átomos individuales en la dirección
del campo magnético.
1.1.3.3 Ferromagnetismo
Ciertos materiales poseen un momento magnético permanente en ausencia de un
campo externo y manifiestan magnetizaciones muy largas y permanentes. Estas son las
características del ferromagnetismo y este es mostrado por algunos metales de transición
algunos elementos de tierras raras tales como el gadolinio (Gd).
En una muestra sólida de Fe, Co o Ni, a temperatura ambiente los espines de los
electrones 3d de átomos adyacentes se alinean, en una dirección paralela por un fenómeno
denominado imanación espontánea. Esta alineación paralela de dipolos magnéticos atómicos
ocurre solo en regiones microscópicas llamadas dominios magnéticos (Figura 5).
Si los dominios están aleatoriamente orientados entonces no se genera imanación neta
en una muestra. En una muestra ferromagnética, los dominios adyacentes están separados por
bordes de dominios o paredes a través de las cuales cambia gradualmente la dirección de la
magnetización.
Dado que los dominios son microscópicos, en una muestra macroscópica habrá un gran
número de dominios y puede haber diferentes orientaciones de magnetización. La magnitud del
campo magnético para el sólido completo es el vector suma de las magnetizaciones de todos los
dominios, siendo la contribución de cada dominio de acuerdo a su fracción de volumen. Para las
muestras no magnetizadas el vector suma ponderado de las magnetizaciones de todos los
dominios vale cero.
Jose Manuel Pérez Cobos
Página | 7
Capítulo 1
Bases teóricas
Figura 5. Esquema de los dipolos magnéticos de un material ferromagnético
En los materiales ferromagnéticos la inducción se ve notoriamente incrementado con
la intensidad del campo (Figura 6). La gráfica del ciclo de histéresis muestra la relación entre H
y B para el material ferromagnético sometido a un campo H que varía en magnitud y sentido.
Figura 6. Líneas de campo de un material ferromagnético
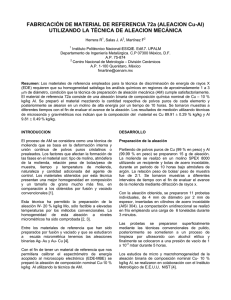
En un proceso de magnetización (Figura 7), partimos de una muestra inicialmente
desmagnetizada, con B=0 en ausencia de campo. La aplicación inicial del campo genera un ligero
aumento en la inducción comparable con el de los materiales paramagnéticos. Sin embargo, un
pequeño aumento del campo genera un pronunciado aumento de la inducción con un mayor
aumento de la intensidad del campo, alcanzando la intensidad de inducción la denominada
inducción de saturación, Bs. En este momento los dominios, por medio de rotaciones, se orientan
con respecto al campo H. Gran parte de esta inducción se mantiene tras la desaparición del
campo; la inducción cae hasta un valor no nulo, denominada inducción remanente, Br, con un
campo magnético H=0. Para eliminar esta inducción remanente, el campo debe ser invertido.
Así B se reduce a cero cuando se alcanza un valor Hc, llamado campo coercitivo. Al continuar
aumentando la magnitud del campo invertido el material puede saturarse de nuevo (-Bs) y
aparece una inducción remanente cuando el campo es eliminado. Este camino reversible puede
ser recorrido continuamente mientras el campo aumente y disminuya cíclicamente entre los
extremos indicados; este ciclo se conoce como ciclo de histéresis.
Jose Manuel Pérez Cobos
Página | 8
Capítulo 1
Bases teóricas
Figura 7. Proceso de magnetización (ciclo de histéresis)
El área encerrada por la curva de histéresis está relacionada con el gasto de energía
necesario para completar el ciclo. En relación a este coste energético (relacionado con la forma
de la curva) se establece la dureza magnética de un material.
Materiales ferromagnéticos blandos
Los materiales magnéticos blandos son fácilmente imanables y desimanables
presentando curvas de histéresis de apariencia estrecha con bajos campos coercitivos y alta
saturación, teniendo por tanto altas permeabilidades magnéticas (Figura 8.a).
Figura 8. (a) Ciclo de histéresis de un material ferromagnético blando
(b) Ciclo de histéresis de un material ferromagnético duro
Este hecho es debido a la presencia de pocas imperfecciones y defectos que constituyen
obstáculos al movimiento de paredes de los dominios magnéticos o al giro de la imanación
dentro de un dominio. Igualmente, y para favorecer estos movimientos, se requieren bajas
constantes de anisotropía y de magnetostricción. El uso de estos materiales [6] está centrado en
núcleos para trasformadores, motores generadores, equipos de comunicación de alta
sensibilidad, etc.
Jose Manuel Pérez Cobos
Página | 9
Capítulo 1
Bases teóricas
En el proceso de imanación-desimanación del material magnético acaecen unas
pérdidas energéticas básicamente debidas a dos fenómenos [5]:
•
Pérdidas por histéresis: Son debidas a la disipación de energía requerida para desplazar
las paredes de los dominios magnéticos durante la imanación y desimanación del
material. Estas pérdidas aumentan por la presencia de impurezas, imperfecciones,
precipitados, dislocaciones, etc., que actúan como barreras que impiden el
desplazamiento de las paredes de dominios durante el ciclo de imanación,
incrementando las pérdidas de energía de histéresis. El área encerrada por la curva de
histéresis es una medida de la energía perdida debida a la histéresis magnética.
•
Pérdidas por corrientes parásitas: Son corrientes inducidas por variaciones en el flujo
magnético, y se pueden reducir con un aumento de la resistividad del material. Esto se
consigue, por ejemplo, añadiendo impurezas sustitucionales. Otro modo de reducir las
corrientes parásitas a nivel macroscópico en los núcleos de los transformadores consiste
en utilizar una estructura laminar o de hojas, aplicando una capa aislante entre una hoja
y la siguiente.
Los materiales magnéticos más blandos que en la actualidad se conocen son:
a) Aleaciones cristalinas basadas en Fe de bajo coste (aceros al Si de grano orientado),
basadas en Fe-Ni con muy alta permeabilidad o basadas en Fe-Co con alta imanación
de saturación.
b) Vidrios metálicos de estructura amorfa.
c) Aleaciones con microestructura basada en Fe.
Materiales ferromagnéticos duros
Los materiales magnéticos duros se caracterizan por una alta fuerza coercitiva y una alta
inducción magnética remanente; de este modo los ciclos de histéresis de estos materiales son
anchos y altos (Figura 8.b).
Estos materiales se imanan en un campo magnético lo suficientemente fuerte como
para orientar sus dominios magnéticos en la dirección del campo aplicado. Una parte de la
energía aplicada del campo se convierte en energía potencial que se almacena en el imán
permanente producido. Un imán permanente, por consiguiente, se encuentra en un estado de
energía relativamente alto, comparado con un imán que no está imanado. Los materiales
magnéticos duros son difíciles de desimanar una vez imanados debido básicamente a sus altas
constantes de anisotropía cristalina y a defectos que imposibilitan el movimiento de las paredes
del dominio. Para comparar las fuerzas de los imanes permanentes se escoge el cuadrante
izquierdo superior de la curva de histéresis, y a partir de ella se calcula el producto energético
máximo, (BH)máx, que es el máximo valor del producto de B por H. Este producto es una medida
de la energía potencial magnética de un material magnético duro por unidad de volumen. Por
tanto, y con el objetivo de maximizar el producto energético máximo es interesante trabajar con
materiales de alta imanación de saturación.
Jose Manuel Pérez Cobos
Página | 10
Capítulo 1
Bases teóricas
Algunos ejemplos de materiales magnéticos duros que se están utilizando en la
actualidad pueden ser:
a)
b)
c)
d)
Aleaciones de Al-Ni-Co con Fe como material de base.
Aleaciones de las tierras raras como SmCo5.
Aleaciones magnéticas de Nd-Fe-B.
Aleaciones magnéticas de Co-Pt-Cr.
1.2 Pulvimetalurgia
1.2.1 Introducción
Dentro de las variadas tecnologías para trabajar el metal, la pulvimetalurgia es el más
diverso dentro de éstas. El atractivo mayor de la pulvimetalurgia (PM) es la habilidad de fabricar
piezas de formas complejas con excelentes tolerancias y de alta calidad de forma relativamente
barata. Su nacimiento se pierde en civilizaciones muy antiguas, como por ejemplo, polvos de oro
fusionados sobre joyas por los Incas o cómo los egipcios utilizaron polvos de acero en el año
3000 AC. Otro ejemplo de su uso temprano es la Columna de Delhi en la India, que data del año
300 DC. Esta columna fue hecha de 6.5 toneladas de acero en polvo. Pero no es hasta la mitad
de los años 20, en el siglo pasado, cuando resurge con más fuerza, gracias a la fabricación de
carburos cementados. En la Segunda Guerra Mundial se desarrollaron multitud de materiales
férreos y no férreos. Coincidiendo con el comienzo de la década de los 60 se produce la
expansión a nivel mundial de este tipo de procesado.
En resumen, la PM toma polvos metálicos con ciertas características como tamaño,
forma y empaquetamiento para luego crear una figura de alta dureza y precisión (Figura 9). Los
pasos claves incluyen la compactación del polvo y la subsiguiente unión termal de las partículas
por medio de la sinterización. El proceso utiliza operaciones automatizadas con un consumo
relativamente bajo de energía, alto uso de materiales y bajos costos capitales. Estas
características hacen que la PM se preocupe de la productividad, energía y materias primas.
Consecuentemente, el área está creciendo y reemplazando métodos tradicionales de
formar metales. Además, la PM es un proceso de manufactura flexible capaz de entregar un
rango amplio de nuevos materiales, con diversidad de microestructuras y propiedades. Todo
esto crea un nicho único de aplicaciones para la PM, como por ejemplo compuestos resistentes
al desgaste.
Figura 9. Piezas creadas por el método de la pulvimetalurgia
Jose Manuel Pérez Cobos
Página | 11
Capítulo 1
Bases teóricas
Las aplicaciones de la PM son bastante extensas. Algunos ejemplos del uso de polvos
metálicos son los siguientes: filamentos de tungsteno para ampolletas, restauraciones dentales,
rodamientos auto-lubricantes, engranes de transmisión de automóviles, contactos eléctricos,
elementos de combustible para poder nuclear, implantes ortopédicos, filtros de alta
temperatura, pilas recargables y componentes para aeronaves.
1.2.2 Producción de polvo metálico
como:
Los métodos de producción de polvo metálico más significativos pueden clasificarse
1. Métodos químicos.
2. Métodos físicos.
3. Métodos mecánicos.
Prácticamente cualquier material puede ser transformado en polvo por la aplicación de
uno o más de estos métodos. El método escogido debe estar relacionado con el tipo de
aplicación y con las propiedades y estructura deseada del producto final.
1.2.2.1 Métodos químicos
Estos métodos pueden clasificarse como reducción y descomposición química.
•
Reducción química: Implican compuestos químicos con mayor frecuencia un óxido y
otras veces haluros o sales de metal. Puede llevarse a cabo:
a) Desde el estado sólido: como la reducción del óxido de hierro con carbono o de
óxido de wolframio con hidrógeno.
b) Desde el estado gaseoso: como la reducción de tetracloruro de titanio gaseoso con
magnesio fundido (es decir, el conocido proceso Kroll).
c) Desde una solución acuosa: como la precipitación de cobre a partir de una solución
de sulfato de cobre con hierro o bien como la reducción de una solución salina de
níquel amoniacal con hidrógeno bajo presión.
•
Descomposición química de compuestos: Los dos métodos más comunes de
producción de polvo en este caso son:
a) Descomposición de hidruros metálicos.
b) Descomposición de carbonilos metálicos.
1.2.2.2 Métodos físicos
Los métodos más extendidos son el método electroquímico y la atomización.
•
Método electroquímico: Es muy utilizado en la preparación de polvo de cobre, berilio,
hierro y níquel. El ajuste de las condiciones físicas y químicas durante la
electrodeposición hacen posible la deposición del metal en el cátodo en forma de
escamas. Este método proporciona polvo metalúrgico de alta pureza y con excelentes
propiedades para su procesado. Esta técnica implica el control y la manipulación de
muchas variables por lo que en algunos casos resulta más costosa que otras técnicas.
Así por ejemplo, el polvo de hierro electroquímico es más caro que el polvo reducido o
atomizado teniendo propiedades similares. Sin embargo, el polvo de cobre
Jose Manuel Pérez Cobos
Página | 12
Capítulo 1
Bases teóricas
electroquímico es bastante competitivo comparado con el polvo reducido o precipitado.
•
Atomización: Está basado en el hecho de que cualquier material fundido puede formar
polvo por desintegración del líquido. Aparte de la reactividad química, la cual puede
necesitar materiales o una atmósfera específica, el proceso es independiente de las
propiedades físicas y químicas asociadas con el material sólido. Este método está siendo
ampliamente adoptado, ya que permite obtener directamente del fundido metales con
alta pureza y polvos prealeados. El procedimiento básico empleado consiste en hacer
pasar a través de un orificio al fondo de un crisol un líquido e incidir un chorro de gas o
líquido al fundido emergente.
1.2.2.3 Método mecánico
Estos métodos no son muy utilizados como procesos primarios de obtención de polvos
metálicos. La trituración mecánica es posible por métodos como el impacto, rozamiento, corte
y compresión. La formación de polvo metálico por métodos mecánicos se basa en varias
combinaciones de estos cuatro mecanismos básicos.
1.3 Aleado mecánico
1.3.1 Introducción
Esencialmente el aleado mecánico (AM) es un procedimiento de obtención de polvos
compuestos con estructura controlada y enormemente fina. Su desarrollo se debe a John S.
Benjamin, que en 1966 combinó el endurecimiento por precipitación de la fase ϒ´ en las
superaleaciones base níquel y el producido por dispersión de óxidos [7].
Precisa del empleo de molinos de alta energía como el attritor, constituido por un
tambor estático y un rotor. Éste a su vez está compuesto por un eje sobre el cual se montan una
serie de brazos o paletas rotatorias. El motor acciona al rotor y las paletas del mismo agitan las
bolas de acero y el polvo que se encuentra en el interior del tambor. Este tipo de máquina puede
alcanzar velocidades de molienda 10 veces mayores que las de un molino convencional (Figura
10).
El primer attritor para aplicaciones comerciales tenía una capacidad de 34 kg por carga.
Actualmente existen attritor que pueden contener 1 t de polvo y 10 t de bolas contenidas en un
tambor de 2 m de diámetro.
Figura 10. Esquema de molino attritor
Jose Manuel Pérez Cobos
Página | 13
Capítulo 1
Bases teóricas
1.3.2 Evolución del polvo durante el proceso
Durante la molienda, los polvos sufren una serie de procesos que comienzan cuando las
bolas atrapan algunas de sus partículas entre ellas aplanándolas, rompiéndolas y soldándolas a
otras partículas (Figura 11). Cada vez que se producen colisiones entre bolas, las partículas de
polvo contenidas entre ellas son deformadas creándose así nuevas superficies. Debido a la
tendencia a oxidarse de estas nuevas superficies, el proceso de molienda debe ser realizado en
ausencia de aire, bien en vacío o en atmósfera de gases inertes, si se quiere prevenir este
fenómeno.
Figura 11. Evolución del polvo debido al choque de bolas
En las primeras etapas del proceso de molienda las partículas de polvo metálico son
blandas y dúctiles, de modo que, al ser aplastadas por las bolas, tienden a soldarse formando
partículas de polvo con estructura de capas. Como consecuencia de ello, durante esta etapa
suele aumentar el tamaño de las partículas. A medida que avanza el proceso, debido a la gran
cantidad de energía introducida en forma de deformación plástica, las partículas se endurecen
y fragilizan. En este sentido, las partículas más grandes tienen más probabilidad de incorporar
grietas y romperse cuando son golpeadas por las bolas de acero. Este proceso de soldadura en
frío y fractura ocurre repetidamente durante la molienda por lo que la estructura de las
partículas de polvos es continuamente refinada y homogeneizada. Finalmente, las tendencias a
soldarse y romperse llegan a igualarse, con lo cual se alcanza un equilibrio dinámico dentro de
un estrecho margen (Figura 12) [8].
Figura 12. Curva con la evolución del tamaño de las partículas
Jose Manuel Pérez Cobos
Página | 14
Capítulo 1
Bases teóricas
Los cambios en la morfología y estructura de las partículas de polvo de Al durante la
molienda en un attritor se muestran esquemáticamente (Figura 13) [9], pudiéndose distinguir
hasta cuatro etapas.
Figura 13. Cambios morfológicos y estructurales de las partículas
Estos cambios también se ilustran a través de las micrografías tomadas mediante SEM y
microscopía óptica (Figura 14 y Figura 15) [46].
Las partículas de polvo de aluminio de recepción, fabricado por atomización, son
predominantemente equiaxiales y de forma irregular (Figura 14.a) y con estructura de tipo
dendrítico (Figura 15.a). Posteriormente, las partículas se aplastan formándose escamas (etapa
1 y Figura 14.b) y conservando la microestructura dendrítica (Figura 15.b). Este proceso
continúa, formándose una estructura multicapa por la soldadura en frío de las escamas (Figura
14.c). Estas capas son muy delgadas, y la estructura dendrítica no puede resolverse con
microscopía óptica (Figura 15.c). En la etapa 3, las partículas multicapa alargadas pasan a tener
una forma tendente a la equiaxial (Figura 14.d). Las partículas se pliegan y/o rompen
volviéndose a soldar sin ninguna orientación preferencial, causando una estructura de
convolución (Figura 15.d). Para tiempos posteriores de molienda, etapa 4, el polvo tiene simetría
equiaxial y relativamente esférica (Figura 14.e) y la estructura interna en capas queda sustituida,
en el caso del polvo de aluminio, por una dispersión homogénea, probablemente de alúmina
(Figura 15.e).
El afinamiento microestructural puede observarse hasta el punto donde las capas no
pueden visualizarse por microscopía óptica. Se podría suponer que, con un mayor procesado,
los polvos estarán formados por fragmentos discretos de tamaño siempre decreciente. Se suele
admitir que el aleado ha alcanzado un punto significativo cuando las capas de una partícula no
pueden ser ópticamente visibles. Un ejemplo es la aleación mecánica de níquel, que es
magnético, y cromo, que es amagnético y contrarresta la respuesta magnética del níquel cuando
se alea con él. Se comprueba que la respuesta magnética del níquel decrece rápidamente en las
primeras etapas del procesado. Cuando las capas no pueden ser observables ópticamente, la
respuesta magnética alcanza un valor tan bajo como el de una aleación níquelcromo
completamente homogénea, producida por fusión y deformación. En esta situación, los dos
metales están íntimamente mezclados a un nivel atómico, formando una verdadera solución
sólida metaestable, más que una mezcla de partículas.
Uno de los principales inconvenientes que tiene el aleado mecánico es la posible
contaminación durante la molienda. Esto puede ocurrir, especialmente, al moler ciertos polvos
de materiales muy duros, debido al desgaste y posterior incorporación a la molienda de
pequeñas porciones de material de las bolas y paredes del molino. Si no interesa que se
produzca esta incorporación de material, se puede, siempre que sea posible, realizar la molienda
con vasijas y bolas de un material más duro que el que se pretende alear.
Jose Manuel Pérez Cobos
Página | 15
Capítulo 1
Bases teóricas
(a)
(b)
(c)
(d)
(e)
Figura 14. Micrografías tomadas mediante SEM de la evolución del polvo de aluminio desde su estado de recepción
(a) hasta tiempos de moliendas altos (e)
El otro gran inconveniente del aleado mecánico es que se trata de un procesado
relativamente caro, lo cual motiva que no tenga una amplia implantación industrial. Sin
embargo, el coste económico, en ciertas ocasiones, no es tan importante, si se tienen en cuenta
que se obtienen materiales con propiedades muy superiores a los que se pueden producir por
otros métodos. La baja rentabilidad se debe a que los tiempos de molienda suelen ser largos y,
además, la masa de polvo procesada en cada carga es pequeña.
Jose Manuel Pérez Cobos
Página | 16
Capítulo 1
Bases teóricas
Figura 15. Micrografías tomadas por microscopía óptica de la evolución del polvo de aluminio desde su estado de
recepción (a) hasta tiempos de moliendas altos (e)
1.3.3 Variables a considerar
El aleado mecánico es un proceso complejo del que todavía no existen modelos teóricos
globales pese a que se han realizado numerosos estudios, en algunos casos muy exhaustivos [10].
Generalmente, estos trabajos se han interesado por la física del aleado mecánico en un intento
de modelar variables tales como velocidad de impacto, energía de colisión e incrementos de
temperatura asociados con las colisiones polvo/bola. Sin embargo, en pocos casos se ha tratado
el efecto que estas variables tienen sobre el propio proceso de molienda del polvo. Esto es un
paso fundamental para tratar de optimizar los largos tiempos de procesado y favorecer la amplia
implantación industrial de esta técnica [11].
Durante el aleado mecánico, la fractura del material crea superficies frescas que pueden
reaccionar con la atmósfera de molienda o con otros materiales presentes en el interior de la
vasija. La posterior soldadura de las partículas a través de estas superficies permite cambiar la
composición química del material. Para que durante el aleado mecánico se produzcan dichos
cambios, es necesario que haya un mínimo de energía durante la molienda. Son numerosos los
factores que afectan al proceso entre los que se pueden destacar el tipo de molino, atmósfera,
velocidad de giro del rotor, porcentaje de agente controlador del proceso, tamaño y densidad
de las bolas, etc.
Jose Manuel Pérez Cobos
Página | 17
Capítulo 1
Bases teóricas
Los factores anteriores determinan el tiempo necesario para completar la molienda
, provocar reacciones o modificar los tiempos de reacción, alterar el grado de deformación
del material [12,14], la tasa de engrosamiento de los polvos y la amorfización de intermetálicos,
entre otros efectos [15,16].
[12,13]
1.3.3.1 Tipo de molino
Básicamente, el tipo de molino establece la energía mecánica transferida al polvo en
cada impacto determinando el tiempo de procesado requerido para finalizar la molienda.
Actualmente existen numerosos tipos de molinos, aunque entre los más conocidos se
encuentran:
a) Molino de bolas tipo attritor (vertical u horizontal). Permite procesar cantidades
moderadas de polvo (normalmente del orden de kilos) en tiempos no muy largos
(del orden de horas). Las bolas y la carga de polvo se encuentran alojadas en un
recipiente estacionario y son agitadas por un rotor con brazos radiales.
b) Molino vibratorio. Un ejemplo es el WFM (marca registrada por HONGDA). Puede
procesar pequeñas cantidades de polvo (típicamente entre 10 y 20 g) en tiempos
relativamente pequeños (generalmente menos de 1 hora). La carga de bolas y polvo
se colocan en un pequeño vial que se agita a alta frecuencia en un ciclo complejo
que implica movimientos en las tres direcciones espaciales (Figura 16).
Figura 16. Molino vibratorio WFM
c) Molino planetario. La cantidad de material que puede procesar se encuentra entre
la que es capaz de moler el WFM y el attritor. Está formado por una serie de
contenedores, en los cuales se introduce la carga de bolas y polvo, dispuestos sobre
una plataforma giratoria (Figura 17). La base gira en un sentido, mientras los
contenedores, rotando sobre su eje, lo hacen en sentido contrario. De este modo,
se traslada al polvo la combinación de las fuerzas centrífugas creadas por ambos
movimientos. Uno de sus inconvenientes es la imposibilidad de emplear atmósferas
controladas de molienda.
Jose Manuel Pérez Cobos
Página | 18
Capítulo 1
Bases teóricas
Figura 17. Molino planetario
d) Molino convencional horizontal de bolas. La carga de bolas y polvo se colocan en
un tambor grande, mayor de un metro de diámetro, que gira alrededor de su eje
horizontal (Figura 18). La velocidad de giro es inferior a la crítica que haría que las
bolas se quedaran pegadas a la pared del molino por efecto de la fuerza centrífuga.
Se emplean para procesar grandes cantidades de polvo, pero el tiempo de
procesado es muy largo (del orden de días).
Figura 18. Molino convencional horizontal de bolas
1.3.3.2 Relación de carga
La relación entre el peso de bolas y el peso de polvos es una variable importante en el
proceso de molienda ya que tiene un efecto considerable sobre el tiempo necesario para
alcanzar una fase determinada en el polvo que se está moliendo. Generalmente, cuanto mayor
es ratio de bolas, mayor es el número de impactos entre las bolas y más corto es el tiempo
requerido para que se produzca la aleación. También es posible que debido al aumento de
energía se genere más calor, lo que podría llegar a cambiar la constitución de los polvos. La fase
amorfa formada incluso puede cristalizar si el aumento de la temperatura es considerable.
Normalmente, para vasijas pequeñas se suelen emplear ratios de bolas tales como 10:1
o 20:1, es decir, 10 unidades de peso de bolas por cada unidad de peso de polvos.
Por otro lado, para vasijas grandes se utilizan ratios de bolas entre 50:1 y 100:1. Por
último, comentar también que las condiciones suaves de molienda (ratio de bolas bajo, baja
velocidad de rotación, etc.) favorecen la formación de fases metaestables, mientras que las
condiciones duras de molienda favorecen la formación de las fases de equilibrio.
Jose Manuel Pérez Cobos
Página | 19
Capítulo 1
Bases teóricas
1.3.3.3 Velocidad de giro
Cuanto más rápido gire el molino mayor será el aporte de energía a las bolas de
molienda y, por consiguiente, al polvo. Ahora bien, dependiendo del tipo de molino utilizado
existen ciertas limitaciones a la velocidad máxima. Por ejemplo, para los molinos attritor o
molinos de bolas convencionales, una velocidad de giro demasiado elevada puede provocar que
las bolas de la molienda se adhieran a la pared del tambor, inhibiendo así el proceso de aleado
mecánico. Por tanto, la velocidad máxima debe estar justo por debajo de este valor crítico, de
forma que las bolas caigan desde la altura máxima para producir la máxima energía en la
colisión.
Otra limitación importante a tener en cuenta para la velocidad máxima es que a altas
velocidades la temperatura del vial puede alcanzar valores demasiado elevados.
Este aumento de temperatura puede resultar ventajoso ya que favorece la difusión y
homogeneización del producto final. Pero, en algunos casos, dicho aumento de temperatura
puede ser perjudicial ya que acelera el proceso de transformación y descomposición de las
soluciones sólidas sobresaturadas u otras fases metaestables formadas durante la molienda.
Además, las altas temperaturas generadas también pueden contaminar los polvos debido a
difusiones no previstas ni controladas.
1.3.3.4 Tiempo de molienda
El tiempo de molienda es el parámetro más importante. Los tiempos de molienda varían
en función del tipo de molino utilizado, la intensidad de molienda, el ratio de bolas/polvos y la
temperatura de la molienda. Normalmente, se escoge para que se alcance un equilibrio entre la
fractura y la soldadura en frío, con esto se pretende que el producto final no esté aglomerado,
pero a su vez la reducción de tamaño tiene que ser suficiente. La evolución microestructural del
polvo, así como el grado de aleación son función del tiempo de molienda.
Otro aspecto importante a tener en cuenta para elegir el tiempo de molienda es la
contaminación del polvo ya que esta aumentará a mayores tiempos de molienda.
1.3.3.5 Temperatura de la molienda
La temperatura de molienda es otro de los factores importantes para el aleado
mecánico, ya que influye directamente en el proceso de difusión. Los procesos de difusión
afectan a la formación de las fases durante la aleación con independencia de que la fase del
producto final sea una solución sólida, un intermetálico o una fase amorfa.
El rango de temperatura del proceso de aleado mecánico puede tener también un efecto
sobre la solubilidad en fase sólida de las especies y sus estructuras (amorfas o cristalinas). El
grado de solubilidad sólida disminuye para mayores temperaturas de la molienda.
La formación de una fase amorfa se produce por diferentes mecanismos durante el AM.
El aumento de energía libre de la fase cristalina por la introducción de defectos tales como el
aumento de la superficie de borde se considera responsable de amorfización en el AM. Por lo
tanto, temperaturas más bajas de molienda se espera que favorezcan la amorfización.
La reducción en el tamaño de grano es mucho más rápida en la temperatura del
nitrógeno líquido (temperaturas moderadas) que a altas temperaturas. Existe un tamaño de
grano crítico por debajo del cual se produce la amorfización.
Jose Manuel Pérez Cobos
Página | 20
Capítulo 1
Bases teóricas
1.3.3.6 Tamaño y densidad de las bolas
Al aumentar el tamaño de las bolas se incrementa la cantidad de polvo implicado en los
choques durante el aleado mecánico. Por tanto, se disminuye el tiempo necesario para
completar la molienda. En cuanto a la densidad de las bolas, afecta en gran medida a su energía
de impacto, pudiendo favorecer la aparición de reacciones durante la molienda. Se ha
demostrado que la energía de activación de una reacción química disminuye durante los
procesos de aleado mecánico y su descenso está directamente relacionado con la energía
transmitida al material a través de los impactos de las bolas.
1.3.3.7 Porcentaje de agente controlador del proceso (ACP)
Básicamente, al recubrir las partículas de polvo y dificultar su soldadura en frío,
podemos controlar la proporción de eventos de fractura-soldadura de los polvos. Además, dado
que la mayoría de los ACP son compuestos orgánicos, durante la molienda o en el posterior
calentamiento durante su consolidación, se incorporarán al material óxidos, carburos e hidruros.
1.3.3.8 Tasa de llenado de la vasija
El grado de llenado de la vasija de molienda también es un parámetro muy importante.
La aleación de las partículas de polvo se produce debido a los impactos de las bolas sobre ellas,
por tanto es necesario que exista espacio suficiente para que las bolas y el polvo se muevan
libremente en la vasija de la molienda [17]. Si la cantidad de bolas y polvos es muy pequeña la
producción será menor, y si es demasiado grande no habrá espacio suficiente para el
movimiento de las bolas y la energía de los impactos será menor. Para tener una molienda
óptima se conoce que la tasa de llenado de la vasija debe estar cerca del 50 % del volumen total
de la misma.
1.3.3.9 Atmósfera de la molienda
El principal efecto de la atmósfera de molienda es la contaminación del polvo, por tanto,
para evitar dicha contaminación o disminuirla al máximo se suele trabajar en atmósferas inertes.
Además, el tipo de atmósfera puede incluso llegar a afectar a la naturaleza de la fase final.
Comúnmente, la carga y descarga de los polvos en la vasija de molienda se realiza dentro
de unas cajas de atmósfera controlada con guantes y los polvos se muelen en vasijas a las cuales
previamente se les ha hecho vacío o se han llenado de un gas inerte como, por ejemplo, el argón
o el helio.
Para el presente proyecto se ha utilizado una atmósfera de argón, ya que el argón de
alta pureza es el ambiente más recomendado para evitar la oxidación y/o contaminación del
polvo.
1.3.4 Principales aplicaciones
Con el aleado mecánico se pueden obtener partículas compuestas con estructura
controlada, aunque esto no representa una ventaja especial para la obtención de muchas de las
combinaciones de metales, ya que idénticos resultados se consiguen por procedimientos de
fundición y colada. La particularidad del aleado mecánico yace en la obtención de nuevas
aleaciones imposibles de fabricar por otros métodos. En otras ocasiones, también puede
Jose Manuel Pérez Cobos
Página | 21
Capítulo 1
Bases teóricas
emplearse para mejorar las prestaciones de cierta aleación homogeneizándola, refinando su
microestructura o creando fases cristalinas metaestables [18,19].
1.3.4.1 Obtención de aleaciones metaestables
Existen combinaciones de distintos metales que son reticentes a alearse por
procedimientos convencionales, como es el caso de metales que tienen muy diferente punto de
fusión. A suficiente temperatura pueden formar una solución en estado líquido, pero a medida
que baja, el metal con mayor punto de fusión irá solidificando, separándose del de menor punto
de fusión, que lo hará con posterioridad. Un ejemplo es la mezcla de iguales cantidades de cobre
y plomo, donde el cobre, al producirse el enfriamiento, comienza a separarse del plomo,
formando gotas. Con el aleado mecánico no existe este problema, pudiéndose obtener
aleaciones de los dos metales antes citados.
Otro caso de aplicación del aleado mecánico es cuando uno de los metales tiene el punto
de fusión muy bajo, y existe el riesgo de que se produzca su vaporización a la temperatura de
fusión del otro metal. Ejemplos de esto son el litio y cesio, que pueden presentar este problema
al ser aleados con metales de punto de fusión elevados como el hierro y el níquel.
1.3.4.2 Formación de materiales nanocristalinos
Los materiales nanocristalinos son sólidos policristalinos con tamaño de grano inferior a
100 nm. Se ha observado que, mediante aleado mecánico, puede reducirse el tamaño de grano
de metales puros hasta valores en torno a 10 nm [20]. Por el mismo método, se han obtenido
soluciones sólidas Ti-Mg con tamaño de grano entre 10 y 15 nm [21] y se han sinterizado
aleaciones Cr-Fe con tamaños de aproximadamente 5 nm [22]. Es interesante destacar que el
refinamiento estructural se produce desde las primeras etapas del proceso de molienda [23].
Incluso se ha propuesto un modelo para el refinamiento del tamaño de grano, durante estas
primeras etapas [24], que relaciona el tamaño de grano, que se designa con d, con el tiempo de
molienda (t) a través de una constante K:
𝑑𝑑 = 𝐾𝐾 ∗ 𝑡𝑡
−2�
3
Para comprender la evolución de los materiales nanocristalinos durante la molienda
debemos tener presente estudios que afirman que, inicialmente, la deformación está localizada
en bandas de alta densidad de dislocaciones con un ancho de aproximadamente 0.5-1 μm [25]. A
un cierto nivel de deformación, estas dislocaciones se aniquilan y recombinan formando límites
de grano de ángulo pequeño (Figura 19). Los subgranos formados por este método tienen
dimensiones del orden de nanómetros y su formación trae consigo un descenso en la
deformación de la red. Finalmente, se alcanza una estrecha distribución de tamaños de grano y
la orientación de éstos con respecto a sus vecinos llega a ser completamente aleatoria.
Otros estudios permiten llegar a la conclusión de que el tamaño de grano de un metal
durante su aleado mecánico está determinado por el equilibrio entre la severa deformación
plástica, introducida durante la molienda, y los fenómenos de recuperación, sufridos por el
material. Se han encontrado también relaciones entre el tipo de molino empleado, la relación
de carga y la temperatura de molienda, con el valor extremo del tamaño de grano alcanzable,
vía aleado mecánico [26].
Jose Manuel Pérez Cobos
Página | 22
Capítulo 1
Bases teóricas
Figura 19. Agrupación esquemática de átomos en un metal nanocristalino equiaxial
1.3.4.3 Formación de soluciones sólidas sobresaturadas
El aleado mecánico produce una prolongación de los límites de solubilidad en el
equilibrio. Además de lograr sintetizar soluciones sólidas estables, también es posible producir
soluciones sólidas sobresaturadas (SSS) a partir de polvos elementales. La formación de SSS no
fue un objetivo principal en la primera época del desarrollo del aleado mecánico, por lo que
tuvieron que pasar varios años antes de que apareciesen estudios acerca del efecto de
diferentes parámetros del proceso sobre la variación de los límites de solubilidad.
La formación de soluciones sólidas, tanto de equilibrio como de inequilibrio, durante el
aleado mecánico puede atribuirse, en gran medida, a la severa deformación plástica que este
procesado introduce. Tal como se indicó anteriormente, la molienda refina las partículas de
polvo reduciendo su tamaño de grano metalográfico y aumentando el área de límites de grano.
Esta disminución del tamaño de partícula reduce las distancias de difusión entre las partículas
de los diferentes materiales.
Aún más, la difusión se intensifica por el incremento, tanto de la densidad de defectos,
como de la temperatura local. Una amplia variedad de resultados parece corroborar estas
hipótesis, señalando la importancia de la estructura nanocristalina producida durante el aleado
mecánico. Así se ha puesto de manifiesto al estudiar el sistema Sn-Ge, encontrándose que puede
sintetizarse por aleado mecánico la correspondiente solución sólida. La solubilidad del Sn en Ge,
a temperatura ambiente, es menor del 0.5 %, pero para el material aleado mecánicamente llega
a ser del 25 %.
Una de las observaciones más interesantes es que incluso se pueden formar soluciones
sólidas sobresaturadas en sistemas que son inmiscibles bajo condiciones de equilibrio. Algunos
ejemplos son las aleaciones Cu-Cr, Ti-Al y Mg-Fe en las que se ha alcanzado, mediante aleado
mecánico, solubilidades del 50, 35 y 20 % respectivamente.
Por consiguiente, la interdifusión producida durante el aleado mecánico de los polvos
promueve la formación de soluciones sólidas. A medida que transcurre el tiempo de molienda,
el límite de solubilidad de equilibrio es superado, alcanzándose un nivel de saturación por
encima del cual no aumenta la solubilidad. De este modo, aleaciones Al-Cu y Al-Ni, procesadas
por aleación mecánica, alcanzan solubilidades en torno al 2.7 % y al 10 % de Cu y Ni
respectivamente.
Jose Manuel Pérez Cobos
Página | 23
Capítulo 1
Bases teóricas
1.3.4.4 Síntesis de intermetálicos
En los últimos años se han obtenido numerosas fases y compuestos intermetálicos
mediante aleado mecánico. La síntesis de intermetálicos puede llevarse a cabo por dos vías
diferentes. En la primera, la formación se produce durante el aleado mecánico, in situ, como es
el caso de FeSn2, Ni3Sn2, GaAs y MoSi2 [27].Estos intermetálicos se forman debido al calentamiento
local del polvo producido durante los impactos de las bolas en la molienda. Sin olvidar que,
durante este procesado, las partículas son repetidamente fraccionadas, generándose superficies
metálicas frescas ávidas de reaccionar. Asimismo, la molienda introduce en los polvos una gran
densidad de defectos reticulares con el consiguiente incremento de su energía intrínseca. La
segunda vía implica dar un tratamiento térmico tras la molienda de los polvos para conseguir la
cristalización del intermetálico. Entre estos se encuentran el Al3Ti, AlNi3, AlTi y AlTi3 [28].
1.4 Modelos de estudio y mapas de molienda
A partir de la descripción del proceso resulta sencillo comprender que la molienda
mecánica es un proceso que envuelve a un gran número de variables, ya sean dependientes o
independientes. Como en otros procesos, el modelado del AM resulta una herramienta muy
interesante porque permite identificar los factores que afectan al proceso y a la instrumentación
del mismo. A partir de un modelado efectivo del proceso, es posible sacar provecho de los
actuales estudios de optimización del proceso para alcanzar un determinado objetivo, o incluso,
para predecir ciertas respuestas.
1.4.1 Estudio del modelado
La molienda mecánica es un proceso estocástico con un número verdaderamente
elevado de variables. Para un sistema de aleación concreto, las variables a tener en cuenta
pueden ser: tipo de molino, intensidad de molienda (velocidad de los medios de molienda,
frecuencia de los impactos, eficiencia de la energía transferida, etc.), tipo de medios de
molienda, coeficiente de peso de bolas-polvo, atmósfera bajo la que se desarrolla la molienda,
pureza de los polvos, tiempo de molienda, y por supuesto, naturaleza y cantidad del ACP usado.
Todos ellos tienen un significativo efecto en la constitución del polvo final. A escala local, el
problema se complica porque la naturaleza de los impactos entre dos bolas, la frecuencia de los
impactos, y la cantidad de polvo atrapado en cada colisión, puede variar de punto a punto. Por
esa razón, el modelado del AM se trata de una tarea realmente complicada. A pesar de todo,
recientemente, se han hecho varios intentos para modelar la molienda con un éxito moderado,
pero alentador, que han proporcionado aspectos concernientes a la física y la mecánica del
proceso. A partir de esos estudios, se ha intentado hacer una correlación entre las fases
formadas y los parámetros de molienda, y así se han descrito diferentes mapas de molienda. De
cualquier forma, aún se está muy lejos de poder predecir la constitución química final del polvo
(tipo y descripción de las fases formadas).
En los últimos años, diferentes grupos de investigadores han estado trabajando en el
modelado del AM. En un primer intento, una estimación del tiempo requerido para que la
aleación ocurriera fue modelada por Benjamín y Volin [29]. En dicho estudio sugirieron que el
índice de refinamiento estructural era dependiente del índice de energía mecánica aportada y
del índice de trabajo de endurecimiento sobre el material. Finalmente, llegaron a la conclusión
de que el tiempo específico para desarrollar una determinada estructura estaba relacionado con
del tamaño inicial de partícula y de las características de los elementos de partida, así como de
Jose Manuel Pérez Cobos
Página | 24
Capítulo 1
Bases teóricas
los parámetros de operación de los distintos procedimientos. Posteriormente, se han hecho
modelados más rigurosos, entre los cuales se encuentran los liderados por Courtney, Gaffet,
Magín, Koch, y Watanabe [30,31,32,33].
1.4.2 Mapas de molienda
La posibilidad de predecir la naturaleza de las fases formadas durante el aleado
mecánico sería una gran ventaja para el estudio de la microestructura y la constitución de las
aleaciones.
Abdellaoui y Gaffet [34,35] estudiaron el comportamiento de amorfización para el Ni10Zr7
para diferentes tipos de molino, e incluso evaluaron la energía que se transmitía al polvo en cada
impacto. Basándose en cálculos matemáticos, calcularon la frecuencia y la energía de los
impactos. Con independencia del instrumento usado, demostraron que la energía asociada a
cada impacto era el único factor físico que gobernaba el proceso de transformación de fases.
Para un compuesto intermetálico prealeado Ni10Zr7, obtuvieron una fase amorfa homogénea tan
sólo cuando la energía del impacto estaba dentro del rango 0,4-0,8 W/g. Para valores de energía
<0,4 o >0,8 W/g, se obtenía una mezcla de fase amorfa y cristalina (Figura 20).
Figura 20. Energía de impacto en función de la velocidad de rotación en molinos planetarios G5 y G7.
La velocidad de rotación se expresa mediante los números 1-5 escritos cerca de cada curva
correspondiente.
Ya que la transformación de fases en polvos aleados mecánicamente ocurre debido a la
energía transferida por los medios de molienda al polvo, la propia transformación resultará de
gran utilidad a la hora de calcular la energía transferida. Por supuesto, esto dependerá del tipo
de molino y de los parámetros de operación. Se sabe que la energía disipada en cada colisión
durante la molienda se incrementa con el aumento de la velocidad, e incluso con mayores
dimensiones para los medios de molienda. Para los cálculos anteriores se asumió que las
colisiones eran perfectamente inelásticas. Pero, se ha mostrado mediante grabaciones en vídeo,
que los movimientos de las bolas resultan “algo diferentes” de los esperados, y que se podría
considerar un cierto “factor de deslizamiento” entre las bolas y las paredes del contenedor. De
esta forma se recalculó la energía liberada por una bola como función de la energía específica
(energía por unidad de peso de polvo). Mediante comparaciones entre estos cálculos y los datos
determinados experimentalmente, se pudo definir una energía “crítica” (bajo la cual, la fase
formada era amorfa, mientras que sobre ella, la fase formada era un intermetálico). Esta
Jose Manuel Pérez Cobos
Página | 25
Capítulo 1
Bases teóricas
conclusión se mostró como cierta en el caso del sistema Fe-Zr, y también para el sistema Pd-Si.
Para el caso del molino SPEX, resulta complicado llevar a cabo cálculos similares, ya que este
molino está sujeto a impulsos en las tres direcciones. Pero, teniendo en cuenta que la frecuencia
de vibración es fija para un molino SPEX, dicho caso puede ser comparado con un molino
planetario en el cual hemos fijado la velocidad de rotación.
En la Figura 21 se muestra un diagrama para la constitución de fases en el sistema PdSi. Se puede observar que la fase amorfa se forma siempre debajo de una cierta energía crítica,
mientras que, para valores por encima de dicha energía, se obtiene un intermetálico.
Figura 21. Energía transferida por impacto y por unidad de masa para el sistema [Pd-Si], como una función de la
velocidad de rotación en un molino de bolas planetario para diferentes diámetros de bola (dados en mm para cada
curva). Los símbolos llenos representan las experiencias llevadas a cabo en el molino planetario, mientras que los
símbolos huecos se corresponden con las estimaciones del molino SPEX. La línea horizontal marca la energía crítica
sobre la cual se forman los intermetálicos, y bajo la cual se forma la fase amorfa. Los experimentos se han llevado a
cabo con una composición Pd-20at.%Si, excepto para los casos: (a) Pd-13,5at.%Si, y (b) Pd-17at.%Si.
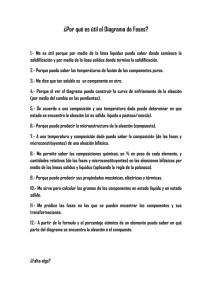
En la Figura 22, se muestra un mapa de molienda describiendo las fases presentes en el
sistema Ti- 33at. %Al, para distintos tiempos de molienda y diferentes valores de BPR (ball to
powder ratio). Tal y como se esperaba, el tiempo de molienda requerido para la formación de
una fase particular es más corto para valores elevados de BPR, ya que valores mayores de BPR
proporcionan más energía mecánica por unidad de masa en el polvo. Para valores constantes
de BPR, la secuencia de formación de fases puede ser determinada como una función del tiempo
de molienda. De forma similar, para un tiempo de molienda constante, las fases que aparecen
con el aumento del BPR también pueden ser identificadas. De esa forma, el mapa obtenido es
similar a un diagrama de fases, excepto por el hecho de que el mapa de molienda se corresponde
con una determinada composición de aleación, mientras que el diagrama de fases es para todo
el rango de composición del sistema. Anteriormente se ha afirmado que el incremento de la
velocidad, o un muy elevado BPR, genera más calor y conduce por tanto a la formación de las
fases cristalinas, ya sea por medio de la cristalización de la fase amorfa o por otros
procedimientos. Por ello, el eje de ordenadas en el mapa de molienda puede ser equivalente a
la “temperatura”, y así, el mapa de molienda puede ser considerado como una sección de
composición constante de un diagrama de tres fases, dónde los tres ejes son: tiempo de
Jose Manuel Pérez Cobos
Página | 26
Capítulo 1
Bases teóricas
molienda, composición, y BPR (“temperatura”). Dicho mapa de molienda puede resultar muy
útil para una rápida identificación de las fases presentes en cada tiempo de molienda y BPR
específico.
Figura 22. Mapa de molienda para un polvo de composición Ti-33at.%Al, en función del coeficiente de peso de
bolas-polvo (BPR), y del tiempo de molienda.
1.5 Consolidación de los polvos metálicos
1.5.1 Prensado en frío
La aportación de Easterling, demostrando que se pueden formar uniones metálicas en
los contactos, refuerza la idea de que la adhesión se produce como consecuencia de
interacciones físico-químicas en las superficies de contacto.
Cuando la masa de polvos metálicos se vierte en el interior de la matriz con el fin de
efectuar el prensado, las partículas descansan unas sobre otras a través de los puntos de
contacto, usualmente asperezas. Al comenzar a aplicar presión, los contactos habrán de
soportar dicha presión además del propio peso de los polvos. Casi desde el primer momento, se
presenta una deformación plástica en los contactos más desfavorables que comporta un
crecimiento de las áreas de transmisión de esfuerzos.
Conforme la presión aumenta, la deformación de las asperezas permite el acercamiento
de las partículas, dando lugar a la aparición de nuevos puntos de contacto. En el desarrollo de
estas áreas de contacto juegan un importante papel tanto la geometría de las partículas como
sus características elastoplásticas.
El posibilitar que se pongan en contacto íntimo las partículas a través de áreas
suficientemente extensas, no significa necesariamente que se vaya a conseguir una alta
adhesión. La presencia de capas de óxidos y gases absorbidos dificultan el verdadero contacto
metal-metal, y las uniones producidas serán débiles.
La eliminación de los óxidos superficiales mediante un tratamiento de reducción química
beneficia, en cualquier caso, la obtención de un compacto de alta resistencia.
La deformación plástica de las asperezas y de las zonas de contacto conlleva, además
del acercamiento de las partículas, un endurecimiento por deformación local que requiere
Jose Manuel Pérez Cobos
Página | 27
Capítulo 1
Bases teóricas
mayores compresiones para proseguir la deformación, que ahora se va generalizando a la
totalidad de la partícula.
En resumen, la adhesión durante el prensado, sin dejar de reconocer que en alguna
medida pueda cooperar el enganche mecánico, puede explicarse como el resultado de la
formación de unas uniones de naturaleza físico-química entre las partículas a través de las áreas
de contacto.
Partículas de forma irregular y de diferentes tamaños promueven mayor cantidad de
contactos por lo que dan lugar a compactos más resistentes. Del mismo modo, materiales
blandos y de bajo módulo de elasticidad favorecen la adhesión. Las asperezas limitan la
formación de amplias zonas de contacto, pero más importante que su presencia en sí, es su
distribución de tamaños y agudeza; cuanto más homogéneas y menos agudas sean las
asperezas, más se favorece la adhesión.
La existencia, por último, de capas superficiales de óxidos o gases absorbidos disminuye
en gran medida las resistencias que pueden alcanzarse, debiendo, por consiguiente, eliminarse
mediante un tratamiento.
1.5.2 Sinterización
Es un proceso térmico para unir partículas formando una estructura sólida coherente a
través de fenómenos de transporte de masa que suceden, en gran parte, a escala atómica. Estas
uniones mejoran muchas propiedades con respecto a las de las partículas simplemente
compactadas, incluyendo la resistencia, ductilidad, resistencia a la corrosión y conductividad.
Esencialmente es un proceso de microsoldadura de partículas [36].
Para llevar a cabo este proceso de unión es necesario someter a los polvos,
compactados o simplemente confinados en un molde, a un calentamiento por debajo de su
punto de fusión. Si la temperatura del tratamiento es inferior a la de fusión de todos los
constituyentes de la masa de polvos el proceso se denomina sinterización en fase sólida. Si la
temperatura es lo suficientemente elevada como para que alguno de los constituyentes funda,
la sinterización se lleva a cabo en presencia de un líquido, denominándose sinterización en fase
líquida (SFL). En ambos casos la fuerza promotora de la sinterización es la disminución de la
energía superficial de las partículas por medio de la reducción del área superficial.
1.5.2.1 Sinterización en fase sólida
La sinterización en fase sólida transcurre en tres etapas:
1. Etapa inicial. La compactación de los polvos crea contactos entre las partículas, cuyo
número y tamaño depende de la presión de compactación. Durante la primera etapa
de la sinterización en fase sólida, dichos contactos crecen formando una especie de
puentes o cuellos entre las partículas.
2. Etapa intermedia. Durante la etapa inicial de sinterización se produce un pequeño
nivel de densificación. Sin embargo, la etapa intermedia es la más importante en
cuanto se refiere a la densificación y al establecimiento de propiedades en el
compacto sinterizado. Durante esta fase, los cuellos interparticulares crecen de tal
forma que las partículas comienzan a perder su individualidad, creciendo de tamaño y
formándose una red de poros. La porosidad se caracteriza por ser básicamente
Jose Manuel Pérez Cobos
Página | 28
Capítulo 1
Bases teóricas
abierta, es decir, conectada con la superficie.
3. Etapa final. Comparada con las etapas anteriores, la etapa final de sinterización en
fase sólida es un proceso lento, donde los procesos simultáneos de coalescencia
impiden la densificación. Una vez alcanzado alrededor del 90 % de la densidad teórica,
la porosidad se hace cerrada y los poros tienden a la geometría esférica. En los casos
en que se generen gases durante la sinterización o bien parte de la propia atmósfera
de sinterizado haya sido absorbida durante las etapas inicial e intermedia, dichos gases
no podrán difundirse a través del compacto quedando atrapados en los poros e
impidiendo la densificación del compacto. Si la sinterización se realiza en vacío o si los
gases atrapados pueden difundirse con facilidad por la matriz sólida se puede producir
una densificación adicional.
1.5.2.2 Sinterización en fase líquida
La sinterización en fase líquida (SFL) es aquella que involucra la coexistencia de una fase
líquida y las partículas sólidas durante alguna etapa del ciclo térmico. Existen, básicamente, dos
modos de obtener la fase líquida:
1. Emplear una mezcla de polvos de diferente composición química. Es el modo más
habitual en el cual la fase líquida puede ser resultado de la fusión de un componente o
de la formación de un eutéctico.
2. Usar una mezcla prealeada que se calienta hasta una temperatura intermedia entre la
temperatura de liquidus y solidus (sinterización del tipo supersolidus).
Los factores más significativos que determinan la velocidad de sinterización son la
solubilidad del sólido en el líquido, la capacidad de mojado por parte del líquido y la difusividad
del sólido en la fase líquida.
Actualmente son procesados multitud de productos por SFL entre los que se encuentran
las porcelanas dentales, carburos cementados, herramientas de corte y cerámicas refractarias.
En un caso general de SFL, el líquido moja al sólido y además, el sólido tiene solubilidad
en el líquido, por lo que se origina una disminución de la porosidad y una reducción de las
energías interfaciales. Un sistema que presenta SFL densifica en cuatro etapas:
1. Sinterización en fase sólida. Durante el calentamiento, y previo a la formación de la fase
líquida, aparece una etapa de sinterización en estado sólido (Figura 23). En muchos
sistemas con alta difusividad se produce una considerable densificación durante esta
fase.
2. Reordenamiento. Una vez que aparece la fase líquida hay una rápida densificación
debida a las fuerzas capilares. Disminuye la porosidad (se minimiza la energía superficial)
y el compacto se comporta como un sólido viscoso. La eliminación de porosidad
incrementa la viscosidad del compacto y en consecuencia, disminuye la velocidad de
densificación. La cantidad de densificación obtenida depende de la cantidad de líquido,
del tamaño de las partículas y de la solubilidad del sólido en el líquido. Usualmente
tamaños de partículas menores conducen a una reordenación mejor. Por otra parte, se
tiene que es posible alcanzar un valor de porosidad nula si se forma suficiente líquido.
Puesto que la mayor densidad de empaquetamiento que es posible conseguir con
esferas del mismo tamaño es del 74 %, es necesario al menos un 26 % en volumen de
Jose Manuel Pérez Cobos
Página | 29
Capítulo 1
Bases teóricas
líquido. Sin embargo, el reordenamiento se ve dificultado por los contactos entre
partículas formados durante la etapa de sinterización en fase sólida. Por esto, los
procesos de reordenamiento pueden inhibirse si hay una alta densidad en verde y si las
partículas presentan formas irregulares. Cabe destacar que se producen otros procesos
durante esta etapa, pero son eclipsados debido a la rapidez con que esta se lleva a cabo.
3. Solución-reprecipitación. Cuando la densificación y el reordenamiento disminuyen,
llega un momento en que los fenómenos de solubilidad y difusividad son dominantes.
La transformación más importante que tiene lugar en esta etapa es el crecimiento de
las partículas (Figura 23). Hay que considerar que la solubilidad de una partícula en el
líquido que la rodea es inversamente proporcional al tamaño de la partícula; partículas
pequeñas tienen energías y solubilidades mayores que partículas grandes. La diferencia
de solubilidades establece un gradiente de concentraciones en el líquido, de modo que
el material es transportado, por difusión, desde las partículas pequeñas a las grandes, a
través del líquido. Este proceso se denomina maduración de Ostwald y el resultado neto
es un crecimiento progresivo de las partículas mayores a expensas de las más pequeñas.
Así, se disminuye el número de partículas y aumenta tanto su tamaño medio como el
espaciado entre ellas. La solución-reprecipitación no sólo contribuye a la coalescencia
de partículas, sino que además, al alterar la forma de las partículas por difusión, permite
un
empaquetamiento
más
ajustado
disminuyendo
la
porosidad.
4. Densificación final. Esta última etapa se caracteriza por una densificación muchísimo
menor debido a la existencia de un esqueleto sólido conectando las partículas. La rigidez
del esqueleto impide el reordenamiento, aunque no el crecimiento de las partículas,
que continúa. Los poros residuales aumentarán de tamaño si contienen gas encerrado,
pudiendo provocar hinchazón en el compacto. Generalmente, en la mayoría de los
sistemas, se degradan las propiedades de los compactos si se alarga mucho esta etapa.
Por ello se suelen elegir tiempos cortos de sinterización.
Figura 23. Etapas de la sinterización en fase sólida
Una mención aparte merece la sinterización supersolidus. La sinterización
supersolidus es similar a la sinterización tradicional en la que aparece fase líquida, con la
diferencia de que se usan polvos prealeados en lugar de polvos mezclados. Durante la
sinterización en fase líquida tradicional, se forma un líquido que moja externamente a las
partículas de polvo. Por el contrario, en la sinterización supersolidus, el líquido aparece en
Jose Manuel Pérez Cobos
Página | 30
Capítulo 1
Bases teóricas
el interior de las partículas, produciendo un proceso de fragmentación y reordenamiento de
las mismas.
En la Figura 24 se ilustran los procesos asociados a la sinterización supersolidus. Estos
incluyen la formación de la fase líquida, fragmentación de las partículas, reordenamiento y
deslizamiento de estas, solución-reprecipitación y crecimiento de partículas. Todos estos
procesos contribuyen, en mayor o menor medida, a la disminución de porosidad.
Figura 24. Etapas en la sinterización supersolidus
Durante la temperatura de sinterización es deseable una amplia separación entre
las líneas de solidus y liquidus. No obstante, incluso siendo amplia dicha separación es
necesario un buen control de la temperatura para mantener un adecuado dominio sobre la
microestructura y la cantidad de líquido formado. La formación de una fase líquida
uniformemente distribuida durante la sinterización supersolidus da como resultado una
sinterización más homogénea que la originada en el caso de polvos mezclados.
La sinterización supersolidus se ha aplicado fundamentalmente en aceros al
carbono, aceros inoxidables, superaleaciones de base níquel y aleaciones de base cobalto.
Los resultados obtenidos para diversos sistemas demuestran que la temperatura y
la composición son parámetros de control de vital importancia durante el proceso. La
temperatura es importante porque afecta al volumen de la fracción líquida. Una
temperatura de sinterización demasiado elevada suele producir un exceso de formación
de líquido. En estos casos, los compactos exhiben un apreciable hundimiento o colapso
(slumping) mientras que la microestructura se vuelve más basta. La densidad y el tamaño
de grano tras la sinterización son función de la temperatura de sinterización. El incremento
de la fracción de líquido aumenta la densificación y la contracción, ayudando a la
sinterización, pero también lo hace el tamaño de los granos. Como alternativa, una baja
temperatura de sinterización es insatisfactoria ya que hay poca cantidad de líquido para
mojar los contactos interparticulares. Para el endurecimiento de la pieza la temperatura
debe ser controlada dentro de un margen de 3 °C próximo al valor óptimo.
La composición tiene un efecto parecido sobre la fracción de líquido formada a la
temperatura de sinterización existiendo una relación entre la temperatura óptima de
sinterización y la composición.
Como consecuencia, la sinterización supersolidus requiere un buen control de la
temperatura y composición con el fin de obtener una densificación plena, evitar la distorsión
en la pieza y minimizar el engrosamiento microestructural. Por otra parte, se tiene que el
éxito de la sinterización supersolidus depende de la homogenización del líquido por toda la
Jose Manuel Pérez Cobos
Página | 31
Capítulo 1
Bases teóricas
pieza, lo cual es fácil de conseguir mediante el aleado mecánico previo de los polvos a
sinterizar.
Hay que señalar posibles problemas asociados a la sinterización supersolidus. La
sinterización en estado sólido que se produce durante el calentamiento hasta alcanzar la
temperatura de sinterización ocasiona un perjuicio sobre la densidad final. Las uniones
sólidas inhiben la reordenación de las partículas cuando aparece la fase líquida.
Adicionalmente, la temperatura a la cual se observa la sinterización óptima varía con la
composición. En consecuencia, resulta difícil simultanear el control de la temperatura y la
composición de los polvos. Además, la sinterización es muy rápida una vez que aparece la
fase líquida. Esto es beneficioso para obtener una alta densidad, pero produce dificultades
en el control de las dimensiones y la microestructura. Por otro lado y, a pesar de las
dificultades que ocasiona industrialmente, la atmósfera ideal para llevar a cabo procesos de
sinterización supersolidus es el vacío, con el fin de evitar que se atrapen gases en los poros
del compacto prensado.
A pesar de los inconvenientes mencionados las perspectivas futuras de uso son muy
prometedoras. La sinterización supersolidus demuestra ser útil para lograr compactos de
alta densidad. Los hornos de sinterización más modernos poseen el nivel de control de
temperatura necesario para obtener con éxito una gran densificación sin producir
distorsiones. Un beneficio adicional es que la sinterización supersolidus es aplicable a polvos
bastos, de alta aleación y a materiales con pequeño tamaño de grano para su completa
densificación.
Jose Manuel Pérez Cobos
Página | 32
Capítulo 2
Materiales
Capítulo 2
Materiales
2 Materiales
2.1 Hierro WPL200 (E.R.)
Se trata de polvo fabricado por la casa alemana QMP Metal Powders GmbH de
referencia WPL200 cuyas principales impurezas son el carbono (0.01 %) y oxígeno (0.12 %), y
que tiene la siguiente composición según su fabricante en la siguiente tabla (Tabla 2):
Tabla 2. Composición Hierro WPL 200
ELEMENTO
COMPOSICIÓN
Fe
Mn
O
C
S
99.4 %
0.2 %
0.12 %
0.01 %
0.009 %
Se trata de un polvo fabricado mediante atomizado acuoso. Tiene una aceptable
resistencia en verde y una excelente compresibilidad. En la Figura 25 se muestran fotografías
realizadas con el microscopio electrónico de barrido, mostrando una forma irregular en sus
partículas.
Figura 25. Micrografías tomadas mediante SEM de muestras en estado de recepción de hierro WPL200
2.2 Níquel T210 (E.R.)
Se trata de un polvo suministrado por la casa INCO de referencia T210, con la siguiente
composición (Tabla 3):
Tabla 3. Composición níquel T210
Jose Manuel Pérez Cobos
ELEMENTO
COMPOSICIÓN
O
C
Fe
S
<1.0 %
<0.5 %
<0.01 %
0.001 %
Página | 35
Capítulo 2
Materiales
Este polvo de níquel presenta una morfología filamentosa que hace que se agrupe
formando conglomerados esponjosos, como se muestran en la Figura 26.
Figura 26. Micrografías tomadas mediante SEM de muestras en estado de recepción de níquel T210
2.3 Molibdeno (E.R.)
El molibdeno ha sido suministrado por Cymit Química S.L. Se trata de un metal de
transición. El metal puro es de color blanco plateado y muy duro; además, tiene uno de los
puntos de fusión más altos de entre todos los elementos puros (2.623 °C). De los elementos
naturales, sólo el tántalo, el osmio, el renio, el wolframio y el carbono tienen puntos de fusión
más alto. En pequeñas cantidades, se emplea en distintas aleaciones de acero para endurecerlo
o hacerlo más resistente a la corrosión.
En la Figura 27 vemos el polvo de molibdeno en el microscopio SEM, se observa que las
partículas tienen una forma redondeada con bordes suaves, tendiendo a ser esferoidales. Las
partículas aparecen agrupadas, uniéndose las pequeñas a las de mayor tamaño.
Figura 27. Micrografía tomada mediante SEM de muestra en estado de recepción de molibdeno
2.4 Cobre CH-L10 (E.R.)
El polvo de cobre empleado ha sido suministrado por la empresa ECKART WERKE.
Presenta una coloración cobriza mate y no tiene ningún olor característico. Presenta como
principal impureza el oxígeno, siendo su contenido inferior al 0.20 %. Respecto a las demás
impurezas el fabricante no suministra datos.
Jose Manuel Pérez Cobos
Página | 36
Capítulo 2
Materiales
El polvo de cobre en estado de recepción presenta morfología dendrítica (Figura 28).
Éste ha sido obtenido disolviendo cátodos de cobre de alta pureza en un baño de ácido sulfúrico
por medio de corriente continua.
Figura 28. Micrografía tomada mediante SEM de muestra en estado de recepción de cobre CH-L10
2.5 Cera en polvo
Como agente controlador del proceso (ACP) y para prevenir la soldadura excesiva de las
partículas entre sí, o con el medio de molienda (bolas, paletas, vasija attritor), y establecer un
equilibrio dinámico entre la soldadura y fractura de las partículas, se ha utilizado una cera
orgánica micropolvo (etilen bis-estearamida) C microwax de la casa CLARIANT de Alemania.
El agente controlador del proceso de molienda es uno de los factores importantes que
intervienen en el aleado mecánico de polvos. Al recubrirlos, dificulta la soldadura, tanto entre
sus partículas, como de estas con las paredes de la vasija. De este modo, favoreciendo o
limitando los procesos de fractura y soldadura durante la molienda, ayuda a controlar el tamaño
medio de partícula de los polvos molidos.
Además de controlar el equilibrio fractura-soldadura de los polvos durante el aleado
mecánico, se empleó la cera como lubricante durante su compactación. Para ello, se aplicó en
suspensión con acetona sobre las paredes de la matriz de prensado. En la literatura científica,
pueden encontrarse diversos tipos de lubricante para reducir la fricción matriz de prensadopolvo, y diferentes modos de aplicarlos.
Con respecto a este último aspecto, nuestra experiencia, y la de diversos autores parece
indicar que con la adición en paredes se mitigan los problemas de mala unión física entre las
partículas de polvo durante el prensado, al limitarse la cantidad de lubricante residual en el
material. En este sentido, durante toda la investigación, se empleó lubricación en paredes.
La cera utilizada, se emplea mucho en la pulvimetalurgia convencional, por sus buenas
propiedades como lubricante y porque se quema en su totalidad por debajo de 500 °C, sin
depositarse en las paredes del horno o en otros conductos.
En la siguiente tabla (Tabla 4) se indica la composición y principales propiedades de la
cera empleada.
Jose Manuel Pérez Cobos
Página | 37
Capítulo 2
Materiales
Tabla 4. Composición y propiedades de la cera
PROPIEDAD
Densidad a 20 °C
Densidad aparente
Tamaño máximo
Tamaño medio
Composición química
Comportamiento termogravimétrico a 500 °C
Jose Manuel Pérez Cobos
VALOR
1 g/cm3
0.3 g/cm3
40 µm
15 µm
H35C17CONHC2H4NHCOC17H35
100 %
Página | 38
Capítulo 3
Procedimiento Experimental
Capítulo 3
Procedimiento experimental
3 Procedimiento experimental
3.1 Manejo y caracterización de los polvos
El éxito de los métodos de fabricación por medio de la pulvimetalurgia depende en gran
medida del conocimiento de las propiedades físicas y químicas de los polvos metálicos. Los
polvos metálicos se caracterizan por un número de propiedades muy elevado tanto de las
partículas individuales como de la masa de polvos. El procesamiento de un polvo a un compacto
y las propiedades resultantes del producto son influenciados por las características físicas y
químicas de las partículas [37]. Se han realizado únicamente medidas de granulometría de los
polvos y su compresibilidad.
3.1.1 Muestreo de polvo
Durante el transporte y manejo de los polvos puede producirse en el contenedor una
segregación de los mismos, de forma que las partículas de menor tamaño ocupan,
preferentemente, el fondo del envase, sobrenadando en la masa del polvo las de mayores
dimensiones. Por consiguiente, para evitar la utilización de muestras poco representativas del
lote recibido, tanto en los ensayos de caracterización de los polvos como en las experiencias de
pulvimetalurgia, se ha procedido siguiendo las consideraciones tipificadas en el Manual de
laboratorio del Grupo de Metalurgia e Ingeniería de los Materiales de la Universidad de Sevilla
o de las normas UNE. Brevemente se describe el método empleado en la extracción de muestras
de polvo del contenedor en el que se recibieron:
Para extraer las muestras de polvo, se ha utilizado un tubo de vidrio de 10 mm de
diámetro por 300 mm de longitud que se ha introducido en la masa de polvo, hasta el fondo del
contenedor, permitiendo fluir hacia dentro del tubo para obtener un testigo en toda la
profundidad del mismo. Así, tanto si se han producido o no segregaciones de las partículas de
diversos tamaños durante el transporte, se tienen muestras más representativas del lote
recibido. Por extracciones sucesivas se ha completado una cantidad de polvo suficiente, que se
ha depositado en un recipiente de plástico. Las composiciones de las distintas aleaciones pueden
observarse en la siguiente tabla por cada 50 g de peso total (Tabla 5).
Tabla 5. Composiciones de las aleaciones
ALEACIÓN
Ni80Fe20
Ni77Fe18Mo4
Ni73Fe18Cu5Mo4
Ni [g]
40.4
37.9
35.75
Fe [g]
9.6
8.9
8.4
Cu [g]
2.65
Mo [g]
3.2
3.35
Total (∑)
50
50
50
3.1.2 Mezclado y preparación de los polvos
Una vez extraídos los polvos de los contenedores de transporte se han mezclado, con el
objetivo de homogeneizar la mezcla de polvos, ya que se quieren alear combinaciones de
diferentes materiales. Para ello, se realizará un agitado mecánico de los mismos, durante 30
minutos, en un molino mezclador TURBULA TYPE T2 C (Figura 29).
Este mezclador utiliza un sistema de giros en varias direcciones lo que confiere al polvo
un movimiento tridimensional que aumenta la eficacia y homogeneidad de la mezcla. Además
Jose Manuel Pérez Cobos
Página | 41
Capítulo 3
Procedimiento experimental
posee un sistema de poleas que le dota de velocidad variable, y que presenta un receptáculo
adaptable a cualquier morfología del recipiente que contiene a los polvos gracias a un sistema
de correas elásticas.
Con este sistema se ha pretendido evitar la posible segregación de las partículas del
polvo dentro de su recipiente que podría dar lugar a que el polvo recogido para su estudio no
sea representativo ya que si se produce la segregación las partículas grandes serían
predominantes en la parte superior, donde se obtiene el polvo para la posterior
experimentación.
Figura 29. Mezclador TURBULA TYPE T2 C
3.1.3 Granulometría
Es conocido que muchas de las propiedades de los materiales en forma de polvo (como
la reactividad química y la fluidez), están afectadas por el tamaño de sus partículas.
En la década de los 80 del siglo pasado se desarrolló un método para la medida del
tamaño de partícula mediante difracción láser (low angle laser ligth scattering). Dicho método
se fundamenta en el hecho de que las partículas dispersan luz en todas direcciones con un
patrón de intensidad dependiente de su tamaño. Concretamente, el ángulo de dispersión es
inversamente proporcional al tamaño de la partícula.
En los años 80 del pasado siglo, la difracción láser ha sido el método empleado para
medir la granulometría de los polvos producidos en esta investigación. Para ello se ha contado
con un analizador láser Mastersizer 2000 de MALVERN (Figura 30). Este equipo dispone de un
láser de He-Ne para la medida de tamaños de partícula grandes, mientras que una fuente de luz
azul de 466 nm de longitud de onda proporciona un incremento de la resolución en la región
submicrométrica. Esto permite medir con precisión partículas con tamaños entre 0.2 y 2000 μm.
Jose Manuel Pérez Cobos
Página | 42
Capítulo 3
Procedimiento experimental
Figura 30. Analizador láser Mastersizer 2000
El proceso seguido para determinar la granulometría es el siguiente:
1. Se procede a la puesta a cero del equipo. Para ello hay que seguir una serie de pasos:
• Alineación del haz de luz.
• Medición del fondo.
• Introducción del índice de refracción de la muestra en el equipo mediante software.
2. A continuación, se dispersa la muestra en el líquido que se utiliza para la medición. En
este caso se utilizó agua corriente. La dispersión se realiza durante 5 minutos y con
apoyo de ultrasonidos y sustancias desfloculantes para deshacer los cúmulos de
partículas.
3. Una vez conseguida la dispersión, se conecta la muestra al dispositivo agitador-bomba,
que pone en movimiento el agua.
4. Finalmente, se conecta el láser y, en función de la intensidad y el ángulo de incidencia
de la luz recogida por cada uno de los detectores, el software calcula la distribución de
tamaños de partículas en la dispersión.
Los parámetros d(0.1) y d(0.9) son los tamaños de partícula, expresados en μm, por
debajo de los cuales se encuentra el 10 y 90 % de la masa de polvos, respectivamente.
El parámetro d (0.5) es el tamaño de partícula, en μm, correspondiente a la mediana,
que divide la masa granulométrica en dos mitades iguales y brinda criterios sobre el equilibrio
másico entre las partículas gruesas (>d (0.5)) y finas (<d (0.5)).
3.1.4 Compresibilidad
La curva de compresibilidad determina la forma en la que densifican los polvos,
entendiendo por ella la representación de la densidad relativa del compacto frente a la presión
de compactación. Para su determinación es necesario prensar polvo a diferentes presiones y,
una vez extraídos los compactos de la matriz, pesarlos y medir sus dimensiones a fin de calcular
su densidad relativa (normas MPIF Standard 45 y ASTM B331 [38]).
Existe un procedimiento, utilizado en este trabajo y también empleado por diferentes
investigadores que permite obtener, con un sólo compacto cilíndrico, los puntos experimentales
necesarios para trazar la curva de compresibilidad [39,40]. De este modo, se evita tener que
Jose Manuel Pérez Cobos
Página | 43
Capítulo 3
Procedimiento experimental
fabricar un compacto por cada punto experimental a determinar, lo que supone un ahorro en
material y tiempo. Se ha empleado una máquina universal de ensayos INSTRON 5505 (Figura
31).
Figura 31. Máquina universal de ensayos INSTRON 5505
Para realizar estos ensayos se han fabricado compactos cilíndricos de 8 mm de diámetro,
con una masa distinta dependiendo de la densidad del polvo en cada una de las muestras
elegidas. Una vez lubricada la matriz y llena con el polvo, se ha aplicado una carga continua de
1 Kg/s hasta 120 Kg/s, para posteriormente pasar a aplicarse una carga de 10 Kg/s hasta 6661
Kg/s, que equivale a la carga máxima permitida por la máquina para este tipo de probeta, que
son 1300 MPa.
Después de que llegue al máximo, se mantendrá unos segundos para posteriormente ir
reduciendo la presión, para a continuación retirar totalmente la caga y extraer el compacto.
Seguidamente se determina su peso, altura y diámetro, y a partir de estas medidas, junto con la
densidad, se pasan a una macro de una hoja Excel y obtendremos la curva de densificación de
ese material. Es importante resaltar que la limpieza de la matriz, punzón y sufridera, esencial en
cualquier compactación, es de suma importancia en este ensayo, para no introducir factores
que puedan alterar el resultado real.
3.2 Molienda mecánica
Se optó por el aleado mecánico como medio para procesar los diferentes materiales en
forma de polvos. Básicamente, consiste en la molienda de polvo, o mezcla de polvos de
diferentes materiales, en un molino de bolas. La gran energía transferida al polvo a través de las
bolas, hace que se obtengan materiales pulverulentos muy homogéneos y de estructura
controlada. Esta técnica se ha empleado, entre otras muchas cosas, para obtener aleaciones
sobresaturadas, materiales con estructura nanocristalina, amorfos y para sintetizar compuestos
inorgánicos.
Jose Manuel Pérez Cobos
Página | 44
Capítulo 3
Procedimiento experimental
Elegir molino
Relación de
carga
Velocidad de
giro
Attritor
Molienda mecánica
Temperatura
refrigeración
Medios de
molienda
Carga total
del molino
Atmósfera de
molienda
Cantidad
ACP
Figura 32. Parámetros a optimizar en el proceso de molienda
Las variables que intervienen en el proceso de molienda son muy numerosas. En esta
figura (Figura 32) se muestran los parámetros a optimizar en el proceso de molienda y, a
continuación, se indican los criterios generales seguidos en este trabajo para cada uno de ellos:
•
Tipo de molino. El attritor es considerado como uno de los mejores para el proceso de
aleación mecánica [41]. Teniendo en cuenta lo anterior y que, además, permite procesar
cantidades considerables de polvo en tiempos no muy elevados, se eligió dicho tipo de
molino para esta investigación.
El molino empleado en la investigación es un molino vertical de bolas tipo Attritor,
patentado por la casa Szegvari (Figura 33.a y Figura 33.b), que puede producir
volúmenes moderados de material en tiempos del orden de horas. En este equipo, las
bolas y la masa de polvo son mantenidas en un recipiente vertical estacionario (vasija)
y son agitadas por un rotor con brazos radiales. En la Figura X.b se muestra el diseño de
la vasija empleada en la molienda.
El molino Attritor se adquirió a la empresa UNION PROCESS, Ohio, USA, y consta de un
motor de ¼ HP con variador continuo de velocidad entre 0 a 650 rpm. La vasija es de
750 cm3 en acero inoxidable y tiene una camisa para su refrigeración con agua u otros
refrigerantes. La vasija está cerrada por una tapadera especial con junta tórica y cierre
mecánico MECO para el árbol de agitación. El agitador es de acero inoxidable con los
brazos de “colmonoy” (Ni-17Cr-3Fe). Adicionalmente, el molino dispone de un
tacómetro.
Jose Manuel Pérez Cobos
Página | 45
Capítulo 3
Procedimiento experimental
Figura 33. (a) Molino attritor visto exteriormente. (b) Molino attritor visto interiormente
•
Relación de carga (BRP). Se ha utilizado una relación de carga (bolas: polvo) R=20 (20:1),
lo que equivale a una intensidad de molienda elevada, para todas las moliendas.
•
Velocidad del rotor y tiempo de molienda. Se ha aplicado una velocidad de molienda
de 500 rpm, lo que equivale a una molienda energética.
•
Tasa de llenado de la vasija. La carga de molino ha sido variable, para adecuarse a la
relación de carga utilizada, ya que, en ocasiones, para ciertas relaciones de carga,
resultó más sencillo variar la cantidad de polvo a utilizar.
•
Tamaño y densidad de las bolas. Se han utilizado bolas de acero al cromo níquel con un
diámetro de 4.65 mm, empleadas en rodamientos. Este acero se ajusta a las
especificaciones DIN 1.3505 y AISI E52100 pudiéndose encontrar comercialmente con
las denominaciones SKF-3 o Rodfor. En ciertos casos, se pueden emplear bolas de metal
duro (Figura 34), con tamaño similar a las de acero, pero de mayor densidad, 14.75
g/cm3 frente a 7.9 g/cm3 para aumentar la energía de impacto.
Figura 34. Bola de acero al cromo níquel (izq.) y bolas de metal duro (der.)
Jose Manuel Pérez Cobos
Página | 46
Capítulo 3
•
Procedimiento experimental
Atmósfera de molienda. En todas las moliendas se ha utilizado como atmósfera el
argón previo vacío de la vasija (Figura 35).
Figura 35. Cierre de la vasija por donde se introduce el argón
•
Porcentaje de agente controlador del proceso (ACP). Se ha empleado un porcentaje
de ACP de 1.5 % del peso total en todas las experiencias realizadas.
•
Tiempo de molienda. El tiempo de molienda ha sido el parámetro que más ha variado
durante la realización del presente proyecto. Se han tomado muestras a las 2, 5, 10, 20
y 40 horas desde la puesta en marcha de cada molienda.
•
Temperatura de refrigeración. En este trabajo se ha refrigerado con agua a 10 °C con el
objeto de evitar la fusión o el deterioro de los componentes del molino.
3.2.1 Descripción de una molienda
El proceso empleado consta de las siguientes etapas:
1. Carga y puesta en funcionamiento del molino
En la Tabla 6 se presentan, a modo de resumen, las condiciones genéricas que se han
empleado en las experiencias de molienda. Inicialmente se pesa, con la ayuda una
balanza Mettler PB 300 (con apreciación de centésimas de gramo), las cantidades de
los distintos polvos que van a intervenir en la molienda. En el caso de estar utilizando
metales distintos, se debe tener la precaución de no usar las mismas herramientas con
ellos. El siguiente paso consiste en verter las bolas en la vasija del molino y, a
continuación, el agente controlador del proceso (A.C.P.). Por último, se cerrará
herméticamente la vasija, se colocará en el molino (teniendo precaución a la hora de
ajustar las sujeciones, (evitando siempre que el eje del molino quede flectado), y se
pondrá en funcionamiento la refrigeración de la misma (que no se interrumpirá
durante toda la molienda).
Jose Manuel Pérez Cobos
Página | 47
Capítulo 3
Procedimiento experimental
Tabla 6. Condiciones genéricas en las experiencias de molienda
PROPIEDAD
Volumen de la vasija
Razón de carga
Bolas empleadas
Carga de bolas
Masa de polvo
ACP
Velocidad del rotor
Atmósfera de molienda
Refrigeración por agua
Tiempo de molienda
VALOR
750
20:1
Acero
1440
70.92
1.5
500
Argón
10
Máx.40
UNIDAD
[cm3]
[g]
[g]
[%]
[rpm]
[°C]
[horas]
2. Impregnación de las bolas con el ACP
Se pondrá en funcionamiento el molino y se subirá gradualmente la velocidad hasta
300 rpm, manteniéndola así durante 5 minutos, para que se produzca la distribución
de la cera. Transcurrido este tiempo, se detendrá el molino, reduciendo primero su
velocidad hasta el mínimo.
3. Molienda
Una vez se haya detenido completamente el molino, se añadirá, por una abertura de
carga en la tapa superior de la vasija, la masa de polvo a moler que se ha pesado
anteriormente. Posteriormente, se aumenta la velocidad de giro del molino hasta la
necesaria para nuestro ensayo, manteniéndola estable hasta la finalización de la
molienda.
4. Separación del polvo y control del rendimiento de la molienda
Finalmente, se debe verter el contenido de la vasija en un tamiz de 250 µm de
apertura que dejará caer el polvo sobre una bandeja, separándolo de las bolas, que
quedarán retenidas. Hay que procurar que en la vasija quede la mínima cantidad de
polvo adherida, para lo cual, en caso de ser necesario, es conveniente ayudarse de un
pincel. Acto seguido, se cerrará el conjunto con una tapadera, y se agitará para ayudar
a que todo el polvo caiga sobre la bandeja. Finalizada esta tarea, resta pesar el polvo y
determinar el rendimiento de la molienda como una razón entre el polvo molido
(extraído tras la molienda) y el polvo a moler (introducido antes de la molienda).
El rendimiento de la molienda es un dato sencillo de obtener pero, no obstante, muy
importante, ya que permite obtener información acerca de las posibles incidencias que
hayan tenido lugar durante el proceso de molienda, y que, evidentemente, van a
repercutir en la bondad del polvo obtenido. Por ejemplo, con la ayuda de este dato se
han detectado fallos en la refrigeración que provocaban que el polvo se quedara
prematuramente adherido a las bolas, mermando por tanto el rendimiento de la
molienda.
Jose Manuel Pérez Cobos
Página | 48
Capítulo 3
Procedimiento experimental
3.2.2 Limpieza del material de la molienda
La limpieza de todo el material empleado en el proceso resulta esencial para no
introducir ningún parámetro adicional en la siguiente molienda, derivado de la posible
contaminación en el ensayo anterior. A continuación, se hace una ligera descripción de los
distintos pasos a seguir:
•
Limpieza de vasija y rotor
Normalmente, la limpieza mecánica de estos elementos se hace de forma conjunta. Se
parte de un enjuagado con agua para eliminar el polvo depositado superficialmente. A
continuación, la vasija se llena con un poco de jabón, y posteriormente, se introduce el
rotor. Transcurrido el tiempo necesario para que se haya producido la limpieza de
ambos (normalmente, alrededor de una hora), se debe enjuagar nuevamente con agua
corriente y rociar los dos utensilios con abundante alcohol etílico, para finalmente
secarlos con aire caliente.
•
Limpieza de la carga de bolas
La limpieza de la carga de bolas, empleada para la realización de las distintas
moliendas, se efectúa de forma análoga a la descrita para rotor y vasija en el punto
anterior. Las bolas se depositan en un recipiente para ser aclaradas con abundante
agua corriente, con lo cual se elimina gran cantidad del polvo adherido. A
continuación, se sumergen las bolas en agua con jabón durante y se introducen en el
molino alrededor de una hora, y posteriormente, se enjuagan con abundante agua
corriente. Finalmente, se deben rociar las bolas con abundante alcohol etílico y
secarlas con aire caliente.
3.3 Consolidación de los polvos
En esta investigación los polvos tanto en estado de recepción como los obtenidos por
aleado mecánico han sido posteriormente procesados por un ciclo simple de prensado y
sinterización.
A continuación se exponen todos los detalles correspondientes al procesado.
3.3.1 Prensado en frío
Después de haberlos mezclados correctamente (como se explicó anteriormente), el
paso siguiente consistiría en lubricar las paredes de la matriz.
3.3.1.1 Lubricación de las paredes de la matriz
La lubricación en pared se ha realizado con una cera. La deposición del lubricante se ha
llevado a cabo con la siguiente técnica:
1. Preparar, en primer lugar, una suspensión de 10 g de ACP por 50 ml de acetona. Agitar
reiteradamente esta solución a fin de que la cera quede totalmente disuelta en la
acetona. Este compuesto orgánico volátil reúne las características adecuadas para
llevar a cabo la deposición del lubricante.
Jose Manuel Pérez Cobos
Página | 49
Capítulo 3
Procedimiento experimental
2. Con ayuda de un succionador se extrae el lubricante de su recipiente y se vierte en las
paredes de la matriz, dejándolo fluir por las mismas de manera que al final del proceso
se consigue que las paredes de la matriz estén perfectamente recubiertas de
lubricante. Previamente ha sido limpiada la matriz con acetona y perfectamente
secada la parte interna de la matriz.
3. Una vez terminada esta operación y después de asegurarse la volatilización completa
del lubricante, se procede a pasar uno de los punzones empleados en la compactación,
por el orificio de la matriz a fin de uniformizar lo mejor posible la capa de lubricante y
evitar la formación de grumos que pueden afectar negativamente a la compactación
del polvo metálico.
4. Concluida la compactación se procede a la limpieza de la matriz con acetona.
3.3.1.2 Compactación
El procedimiento utilizado puede resumirse en los siguientes pasos:
1. Muestreo de polvos. Se ha seguido la metodología descrita en el apartado 3.1.1 en
cuanto a la selección y manejo del polvo. En la manipulación de éste se ha sido
especialmente cuidadoso, utilizando portamuestras de vidrio, limpios y secos así como
pinceles para arrastrar las partículas más finas, etc. Se ha evitado en la medida de lo
posible toda posible contaminación con partículas extrañas. La cantidad de polvo que
se parte es de 2.5 g para el procesado de cada una de las probetas de tracción.
2. Lubricación. Se han seguido los pasos descritos en el apartado 3.3.1.1
3. Llenado del molde. Se ha empleado la matriz de 12 mm formada por un núcleo de F522 templado y revenido. Se ha introducido el punzón inferior y, con ayuda de un
pincel, se ha vertido en la matriz el polvo a comprimir. A continuación, se ha nivelado
el polvo mediante un pincel, eliminando en la medida de lo posible las partículas
metálicas de las paredes del molde. Por último, se ha introducido el punzón superior
evitando cuidadosamente la formación de cualquier cámara de aire.
4. Montaje utilizado. Se ha utilizado la máquina de ensayos universal SUZPECAR MUE-60
para el prensado de los compactos de tracción (Figura 36).
5. Aplicación de la carga de compresión. Una vez se ha trazado la curva de
compresibilidad de cada una de las series de polvos, se decide cual es la presión de
compactación. Una vez alcanzada la presión de compactación en la máquina de
ensayos, se ha detenido durante 2 minutos la carga, de modo que se produzca una
relajación del polvo. A continuación se ha descargado hasta hacer nula la presión.
6. Expulsión del compacto. Se ha procedido a la expulsión del compacto, ayudándose de
un tubo de dimensiones apropiadas que se ha colocado debajo de la matriz, a la cual
se le aplica la presión necesaria para que se produzca la expulsión tanto de la probeta
como de punzones y sufridera. Dicho proceso de expulsión se ha realizado con una
máquina universal de ensayos MALICET ET BLIN U-30 (Figura 37).
Jose Manuel Pérez Cobos
Página | 50
Capítulo 3
Procedimiento experimental
Figura 36. Máquina universal de ensayos
MALICET ET BLIN U-30
Figura 37. Máquina de ensayos
universal SUZPECAR MUE-60
3.3.2 Sinterización de los compactos
La sinterización de los compactos se ha realizado en un horno de tubular CARBOLITE HVT
15/50/450 (Figura 38). El controlador de la temperatura se ha conectado a un termopar
introducido dentro del tubo mediante una varilla unida a la tapadera de la boca de carga. La
sinterización se ha realizado en una atmósfera de vacío obtenida por una bomba rotatoria de un
equipo de vacío que se describirá más adelante.
Figura 38. Horno tubular CARBOLITE HVT
Para la sinterización de los compactos, el procedimiento experimental puede
esquematizarse en las operaciones que se describen a continuación.
En primer lugar, los compactos prensados se han dispuesto sobre una chapa de acero
plana para que los compactos no tomaran una forma curva. Después se ha cerrado el tubo con
los tornillos existentes para tal efecto.
En segundo lugar se ha puesto en funcionamiento la bomba rotativa e introducido en el
controlador del horno los datos del ciclo de sinterización (Tabla 7) esperando a dar comienzo al
ciclo hasta haberse alcanzado el vacío de trabajo de 5 Pa.
Jose Manuel Pérez Cobos
Página | 51
Capítulo 3
Procedimiento experimental
Tabla 7. Ciclo de sinterización en el horno
Programa de control
Gradiente [°C/min]
Temperatura final [°C]
Duración [min]
1ª Etapa
10
900
90
2ª Etapa
2.5
945
9
3ª Etapa
0
950
60
4ª Etapa
0
-
Las probetas se han enfriado lentamente dentro del horno, extrayéndose cuando éste
alcanza una temperatura inferior a 200 °C.
Para conseguir el vacío durante las sinterizaciones se ha usado un equipo de vacío capaz
de producir un vacío máximo del orden de 10-3 Pa (10-5 mbar), cuando se usa en el modo de alto
vacío, es decir, con la difusora conectada. Sin embargo, para las sinterizaciones tan solo se ha
usado la bomba rotativa capaz de producir un vacío del orden de 5 Pa (5x10-2 mbar).
3.4 Análisis de imagen
3.4.1 Preparación metalográfica
Una posible manera de medir la porosidad de una muestra es examinando su superficie
bajo microscopio para estudiar la relación entre superficie correspondiente a los poros respecto
a la total. Para ello, se necesita una superficie debidamente preparada.
Se detalla a continuación los distintos pasos seguidos para la medida de la porosidad por
este método.
3.4.1.1 Desbaste
Se realiza un desbaste fino sobre una serie de lijas Nº 300, 600, 1000 y finalmente 2400
con abrasivo de carburo de silicio en una lijadora orbital modelo STRUERSKNUTH-ROTOR-3
(Figura 39).
Figura 39. Lijadora orbital modelo STRUERSKNUTH-ROTOR-3
Las operaciones de desbaste se efectúan con enfriamiento a base de agua, lo que impide
el sobrecalentamiento de la muestra y proporciona una acción de enjuague para limpiar los
productos eliminados de la superficie de la muestra, de modo que el papel no se ensucie.
Jose Manuel Pérez Cobos
Página | 52
Capítulo 3
Procedimiento experimental
3.4.1.2 Pulido
Este paso se hizo en paño con suspensión de alúmina de 1 µm, a 300 rpm, durante 5
minutos, moviendo la probeta de manera circular en sentido contrario al giro del paño en una
pulidora STRUERS LABOPOL-6 (Figura 40). Una vez pulida, cada probeta se enjuaga con agua y
un poco de algodón para eliminar la alúmina. Finalmente se rocía con alcohol y se seca con un
secador eléctrico.
Figura 40. Pulidora STRUERS LABOPOL-6
3.4.1.3 Revelado de la microestructura
Se ha empleado un reactivo formado por 5 mg de CuSO4, 25 mg de HCl y 25 mL de H2O
para atacar una muestra y otro reactivo formado por 20 mg (NH4)2S2O8 y 30 mL H2O sobre otra
muestra del mismo material para observar si hay diferencias en el ataque a la hora de ver la
microestructura.
3.4.2 Análisis de imagen con microscopio y software
A pesar de la amplia variedad de sofisticados microscopios electrónicos existente, la
microscopía óptica sigue siendo una técnica muy útil para el estudio microestructural de los
materiales. Los microscopios electrónicos de transmisión (TEM) y de barrido (SEM), superan con
creces dos de las más importantes limitaciones de los microscopios ópticos, a saber, resolución
y profundidad de campo. Sin embargo, en el estudio de un material, se hace necesaria una visión
global de su microestructura, comenzando por su observación macroestructural, para,
progresivamente, emplear técnicas que permitan una mayor magnificación y resolución. Por
tanto, el microscopio óptico es un eslabón fundamental en la cadena de la caracterización
estructural de los materiales, sin el cual, se pierde información básica acerca ellos.
Se han utilizado dos microscopios ópticos NIKON EPIPHOT, modelos TME y 200 (Figura
41.a y Figura 41.b). Ambos tienen oculares de 10X y objetivos de 5X, 10X, 20X, 40X y 100X. La
captación de imágenes se realiza mediante una cámara digital NIKON CoolPix 950 y una cámara
de video a color de alta resolución Sony SSCC370P. En el microscopio NIKON EPIPHOT-TME se
dispone de una pletina motorizada gobernada por una interfaz tipo MCP-BOX de Kontron
Elektronik. Su empleo conjunto con el programa de análisis de imagen Image Pro 6 permite
realizar cuantificaciones y medidas morfológicas de porosidad y segundas fases.
Se abren las imágenes tomadas y se transforman a escala de grises. Con estas imágenes
transformadas se mide el rango de intensidad de las fotografías para posteriormente tomar un
Jose Manuel Pérez Cobos
Página | 53
Capítulo 3
Procedimiento experimental
límite de intensidad de color determinado para seleccionar las zonas oscuras de las imágenes
correspondiente a los poros.
(b)
(a)
Figura 41. Microscopio óptico NIKON EPIPHOT modelo (a) TME y (b) 200
Una vez seleccionado el límite a partir el cual el software detecta la zona de poros se
introduce este número en una macro. Dicha macro analiza cada imagen, cuantificando diversos
parámetros.
Posteriormente se trata con una herramienta de hoja de cálculo para sumar todas estas
áreas calculadas con el software y tener el total de superficie porosa de cada imagen. Se
multiplica por cien y se tiene el valor del porcentaje de la porosidad.
3.5 Curva de histéresis
El PERMAGRAPH es un equipo para la medición de ciclos de histéresis en la
investigación, control y calidad de producción.
Figura 42. Medidora de ciclo de histéresis PERMAGRAPH L
El PERMAGRAPH L (Figura 42) es la versión ligera totalmente automática, controlada por
un ordenador para determinar las características magnéticas de los materiales. Junto con el
paquete de alto rendimiento PERMA software y la unidad de control se consigue la medición
Jose Manuel Pérez Cobos
Página | 54
Capítulo 3
Procedimiento experimental
rápida y fiable. Las características más importantes están detalladas en la tabla siguiente (Tabla
8):
Tabla 8. Características de PERMAGRAPH L
FUENTE DE ALIEMTNACIÓN SVP2
Voltaje
0 – 120 V
Corriente
0 – 25 A
Potencia de salida
3 kW
Red eléctrica
3x 380 – 415 V
ELECTROIMÁN EP 3
Fuerza de campo máxima
1700 kA/m
Tamaño del polo inferior
100 mm x 100 mm
Diámetro estándar del polo
92 mm
Apertura (Sin polos)
73 – 102 mm
Apertura (Con polos estándar)
0 – 63 mm
Valor nominal de carga eléctrica
3 kW
El diseño del sistema se ajusta a la norma IEC 60404-5, ASTM A977, DIN EN 10332 (antes
DIN 50470). Las mediciones posibles son las siguientes:
•
•
•
Medición automática de las curvas de histéresis de los materiales magnéticos.
Determinación de las magnitudes magnéticas como remanencia, coercitividad,
magnetización saturada, etc.
Mediciones para temperaturas de hasta 200 °C con polos de calentamiento y bobina de
temperatura ambiente.
Para cada compacto se determina su curva de histéresis, de la cual se consiguen los
valores de inducción permanente, fuerza coercitiva y magnetización de saturación.
Antes de empezar la medición, las bases de los compactos se desbastan y pulen para
evitar la rugosidad e imperfecciones superficiales y para eliminar los posibles restos de la
oxidación y el lubricante. Los valores de las dimensiones se introducen en el PERMA software y
utilizando el mismo software se estabiliza el campo magnético del equipo para compensar el
efecto de las fluctuaciones del campo. Después de la correlación de la deriva del equipo se
coloca la bobina y el compacto a medir.
3.6 Difracción de Rayos-X (XRD)
La difracción de rayos X es una técnica no destructiva ampliamente utilizada para la
caracterización de materiales cristalinos y amorfos. Entre sus principales usos se encuentra la
identificación de fases policristalinas y amorfas, análisis cuantitativo y cualitativo, y la
determinación de imperfecciones estructurales. Además, no requiere preparación de las
muestras. Por lo tanto, es un medio adecuado para la caracterización de materiales en polvo
amorfos.
El diagrama de difracción de un material viene determinado por el ordenamiento de los
átomos constituyentes, de forma que no hay dos compuestos con el mismo difractograma, ya
que la estructura cristalina es algo característico de cada material.
Jose Manuel Pérez Cobos
Página | 55
Capítulo 3
Procedimiento experimental
Esta técnica de caracterización se basa en el reflejo de la radiación de rayos X en los
planos atómicos de un sólido cristalino, así como en las posteriores interferencias. Los planos
paralelos de una red cristalina, con índices {hkl}, están separados entre sí una distancia
constante dhkl a lo largo de toda la red (Figura 43). Los rayos reflejados por planos paralelos
producen una interferencia constructiva cuando siguen en fase tras ser reflejados, para lo cual,
la diferencia de distancia recorrida debe ser igual a un número entero de veces (n) su longitud
de onda (λ). Esta relación queda recogida en la Ley de Bragg [42,43]:
𝑛𝑛𝑛𝑛 = 2𝑑𝑑ℎ𝑘𝑘𝑘𝑘 𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠
Figura 43. Condición de reflexión de Bragg
La ley de Bragg sólo se cumple para longitudes de onda λ ≤ 2d. Se intuye por tanto que
sólo para determinados valores de θ se satisface dicha condición de interferencia, siendo para
estos valores donde el detector puede registrar un aumento de la intensidad en la señal medida
de los rayos X.
Los experimentos de rayos X facilitan un registro con una determinada distribución de
picos de intensidad, estando relacionada la posición de estos picos, o lo que es lo mismo, el valor
de θ, con la separación entre planos d. A partir del análisis de la posición de dichos picos y de
sus intensidades relativas se identifican las distintas fases cristalinas que constituyen el material.
Es posible también, a partir de estos registros de intensidades, realizar un estudio cuantitativo
de las fases que constituyen el material.
Por otra parte, la ley de Bragg indica que en condiciones ideales, la difracción en un
cristal de un haz de rayos X paralelo y monocromático, se produce para valores discretos de θ
[44,45]
. Sin embargo, en la realidad, y debido tanto a factores instrumentales como al grado de
perfección cristalina de la muestra, la difracción se produce en un intervalo angular alrededor
de θ, produciendo un ensanchamiento de las líneas. La anchura de los picos debido a factores
instrumentales, ancho instrumental, es característico de cada equipo de difracción e
independiente de la muestra analizada. Empleando una muestra estándar, bien cristalizada,
puede determinarse el ensanchamiento de los picos debido al equipo de difracción, de modo
que al analizar otra muestra cualquiera, puede determinarse el ancho de los picos debido a las
imperfecciones cristalinas del material analizado.
En esta investigación, el difractómetro empleado ha sido un D8I-90 (Figura 44). Los
difractógramos realizados, únicamente para la identificación de fases, se han realizado con un
paso de ángulo de 0.03° y un tiempo de paso de 0.1 segundos.
Jose Manuel Pérez Cobos
Página | 56
Capítulo 3
Procedimiento experimental
Figura 44. Difractómetro D8I-90
Jose Manuel Pérez Cobos
Página | 57
Capítulo 3
Jose Manuel Pérez Cobos
Procedimiento experimental
Página | 58
Capítulo 4
Resultados y Discusión
Capítulo 4
Resultados y discusión
4 Resultados y discusión
4.1 Aspectos preliminares
En este capítulo se presentan todos los resultados experimentales obtenidos durante el
transcurso del presente proyecto fin de carrera, y se discuten las distintas decisiones que
determinaron el producto final obtenido. Se divide en dos partes fundamentales, una realizada
con los polvos en estado de recepción y otra con polvos aleados mecánicamente. Para la primera
parte se han realizado compactos a distintas presiones (300, 600, 900 y 1200 MPa) con
aleaciones distintas (Tabla 9), y luego estos mismos compactos se sinterizaron de manera
convencional en un horno.
Tabla 9. Composición en peso de elementos para cada aleación por cada 50 g
ALEACIÓN
Ni80Fe20
Ni77Fe18Mo4
Ni73Fe18Cu5Mo4
Ni [g]
40.4
37.9
35.75
Fe [g]
9.6
8.9
8.4
Cu [g]
2.65
Mo [g]
3.2
3.35
Total (∑)
50
50
50
Por otra lado, en una segunda parte, se cogieron muestras de estos mismos polvos y se
realizaron experiencias de molienda de alta energía. El objetivo era obtener para las mismas
aleaciones unas características distintas a las de su estado de recepción mediante el
refinamiento de grano de dichas aleaciones. Posteriormente también se hicieron compactos a
distintas presiones y luego su sinterizado.
Conviene recordar, como vimos en el capítulo 3, que todos los polvos de las diferentes
moliendas han sido obtenidos con la ayuda del mismo molino attritor y con las mismas variables
de molienda. Se han ido tomando muestras de los polvos durante las moliendas a diferentes
horas, a los cuales se les ha realizado el ensayo de granulometría para conocer la distribución
del tamaño de las partículas respecto al tiempo de molienda, y también para realizarle la
difracción por rayos-X.
Se hicieron ensayos magnéticos de todos los compactos y se analizó el comportamiento
magnético de los distintos materiales. También se realizó un cálculo de la porosidad por dos
métodos, por medida de dimensiones y por análisis de imagen de microscopía óptica,
seleccionando algunos compactos para comparar los resultados.
4.2 Experiencias con polvos en estado de recepción
4.2.1 Caracterización de los polvos
En este primer apartado se van a caracterizar los polvos en estado de recepción, que
posteriormente formarán los compactos que serán objeto de estudio. Esta parte es importante
ya que las características de estos polvos condicionarán los ensayos y resultados que se
obtendrán de los compactos.
Jose Manuel Pérez Cobos
Página | 61
Capítulo 4
Resultados y discusión
4.2.1.1 Curva de densificación
En este apartado se mide la compresibilidad (Figura 45) de los polvos en estado de
recepción. En la gráfica se mide la densidad relativa frente a la presión aplicada a los compactos.
Figura 45. Curva de compresibilidad de las aleaciones en estado de recepción junto a las de Fe y Ni puro
Como podemos observar, las curvas de las distintas mezclas apenas varían unas de otras,
esto es debido a que estas aleaciones están compuestas en más de un 90 % por hierro y níquel;
es por ello que se encuentran posicionadas entre estos dos componentes puros, debido a que
tienen un comportamiento intermedio entre estos dos elementos, siendo más cercano al níquel
por la cantidad de dicho elemento en las aleaciones (entre 73 y 80 %). Al no tener el Ni tanta
capacidad para deformarse como el Fe (para valores de 1200 MPa se llega a una densidad
relativa de casi el 100 %), si se aplica una presión de unos 1200 MPa se llega a una densidad
relativa entorno a un 70 %, que será aproximadamente la misma para nuestras tres aleaciones
en estudio.
4.2.1.2 Granulometría
En este apartado vamos a analizar los resultados obtenidos de las medidas de las
granulometrías obtenidas para cada una de las aleaciones (Figura 46). Estos ensayos tienen por
finalidad determinar en forma cuantitativa la distribución de las partículas de acuerdo con su
tamaño. Recordemos que dichas pruebas han sido realizadas con un dispositivo Mastersizer.
A primera vista se puede observar como las aleaciones tienen una distribución
granulométrica semejante, siendo el tipo de curva de pico doble para las tres aleaciones. En
dicha figura puede observarse la distribución de las curvas cuando no se le aplican ultrasonidos
y cuando se le aplica. Para las primeras se puede ver que se forman al final de las curvas (entre
200 y 2000 µm) un pico más que cuando se les aplica ultrasonido. Esto se debe a que se forma
una aglomeración de partículas pequeñas que dan lugar a partículas de mayor tamaño. Cuando
se les aplica ultrasonidos, estas partículas aglomeradas se deshacen provocando que las curvas
se desplacen hacia la izquierda (más partículas de menor tamaño), y los picos formados por estas
Jose Manuel Pérez Cobos
Página | 62
Capítulo 4
Resultados y discusión
partículas aglomeradas desaparecen. También cabe destacar que el tamaño de las partículas,
como se observa en la Tabla 10, apenas varía de una aleación a otra; esto es debido a que las
aleaciones principalmente están constituidas por casi el mismo porcentaje de hierro y níquel.
Figura 46. Granulometría de las distintas aleaciones con y sin aplicación de ultrasonidos
Tabla 10. Distribución del tamaño de las partículas para las distintas aleaciones
ALEACIÓN
Ni80Fe20
Ni77Fe19Mo4
Ni73Fe18Cu5Mo4
d(0.1) [µm]
1.70
1.90
1.76
d(0.5) [µm]
6.41
7.37
7.34
d(0.9) [µm]
33.43
37.12
36.05
4.3 Compactos con polvos en estado de recepción
En este apartado se analizan los resultados obtenidos para las muestras de aleación con
los polvos en estado de recepción. Se divide en tres apartados: primero se analizan los
compactos prensados, en siguiente lugar los mismos compactos prensados se sinterizarán en un
horno para posteriormente analizarse y por último se realizará una discusión donde se
relacionarán resultados de los dos apartados anteriores.
4.3.1 Compactos prensados
Se realizaron los compactos de las distintas aleaciones en una prensa uniaxial, con
muestras de polvo de 2.5 gramos y se introdujeron en la matriz cilíndrica, realizándose piezas a
distintas presiones. Para la elección de las presiones se tomó como referencia la curva de
densificación de las distintas aleaciones, con la intención de obtener muestras con distintos
grados de porosidad.
Jose Manuel Pérez Cobos
Página | 63
Capítulo 4
Resultados y discusión
Posteriormente, a estos compactos se le calculó la porosidad mediante el cálculo por
dimensiones. Se cogen las muestras prensadas y se miden sus dimensiones con un calibre,
tomándose ocho medidas de su diámetro y otras ocho de su altura, haciéndose la media de estas
medidas obtenidas. Una vez se tiene el diámetro medio (d) y la altura media (h) se pasa a calcular
el volumen, que al ser una pieza cilíndrica, es el siguiente:
𝑉𝑉 = 𝜋𝜋 ×
𝑑𝑑 2
×ℎ
4
En siguiente lugar se mide la masa (m) y se obtiene su densidad:
𝜌𝜌 =
𝑚𝑚
𝑉𝑉
Finalmente, para obtener la porosidad, conocidas las densidades absolutas de las
distintas aleaciones (Tabla 11), se hace uso de la fórmula siguiente:
𝑃𝑃 = �1 −
𝜌𝜌
𝜌𝜌𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎
� × 100
Tabla 11. Densidades absolutas de las distintas aleaciones
ALEACIÓN
Ni80Fe20
Ni77Fe19Mo4
Ni73Fe18Cu5Mo4
Densidad absoluta [g/cm3]
8.7012
8.7664
8.7794
Como se puede observar, las curvas de porosidad de las aleaciones son muy parecidas,
dada su composición similar (Figura 47). Puede observarse que a medida que se aumenta la
presión de compactación disminuye la porosidad hasta casi hacerse constante la curva, que se
da a 1200 MPa, lo cual quiere decir que por mucha presión que deseemos aplicar al compacto a
partir de dicha presión apenas decrecerá su porosidad final.
Figura 47. Porosidad de las distintas aleaciones prensadas a diferentes presiones
Jose Manuel Pérez Cobos
Página | 64
Capítulo 4
Resultados y discusión
Calculada su porosidad, se procede a realizar los ensayos de magnetización de las piezas
de cada una de las aleaciones. Para la correcta realización de las pruebas, como se comentó en
el capítulo 3, las superficies de las bases de las muestras deben de ser lo más lisas y paralelas
posibles.
Aleación Ni80Fe20
En la Figura 48 se observa las distintas curvas de histéresis de la polarización magnética
(J) cuando se le aplica un campo magnético (H) a esta aleación prensada a distintas presiones,
observándose la zona de remanencia (Br) y coercitividad (Hc). A medida que presión disminuye
también decrece la remanencia. La remanencia es la capacidad de un material para retener el
magnetismo que le ha sido inducido, es decir, la magnetización que persiste en un material
después de que se retire el campo magnético externo. Es un parámetro que es deseable que sea
grande tanto en los materiales magnéticos duros como en los blandos. Por otra parte, la
coercitividad es deseable que sea lo más alta posible para los materiales magnéticos duros y lo
más baja posible para los blandos. Se puede observar como la coercitividad es prácticamente
constante para todas las presiones de compactación distintas. La coercitividad es la intensidad
del campo magnético que se debe aplicar a ese material para reducir su magnetización a cero
después de que la muestra haya sido magnetizada hasta el punto de saturación. En otras
palabras, la coercitividad mide la resistencia de un material a ser desmagnetizado.
Figura 48. Curvas de histéresis J-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación. Zona de
remanencia y coercitividad
En la Figura 49 se muestran las distintas curvas de histéresis de la inducción magnética
(B) cuando se le aplica un campo magnético. Para el cálculo de esta gráfica se hace uso de la
siguiente ecuación:
𝐵𝐵 = 𝐽𝐽 + 𝜇𝜇𝑜𝑜 𝐻𝐻
Como se observa en esta gráfica, al tener un valor bajo del campo magnético aplicado,
la curva de histéresis B-H es prácticamente igual a la observada en el caso anterior.
Jose Manuel Pérez Cobos
Página | 65
Capítulo 4
Resultados y discusión
Sin embargo, si nos fijamos en los valores altos de H, se obtiene la gráfica de la Figura
50, donde se observa la curva J-H, y la de la Figura 51, donde se tiene la curva de histéresis B-H.
Se observa como la zona de saturación es diferente para ambas gráficas. En la primera se
observa cómo se mantienen paralelas al eje horizontal, mientras que en la segunda las líneas de
saturación se inclinan hacia arriba. El motivo a esto es debido a la ecuación de la inducción
magnética; a valores bajos de H la suma es despreciable frente a la polarización magnética (J),
mientras que conforme aumenta el valor de H el segundo sumando de la ecuación va
aumentando y se hace apreciable en la inducción magnética (B), dando origen a la inclinación
de las curvas.
Figura 49. Curvas de histéresis B-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación. Zona de
remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 66
Capítulo 4
Resultados y discusión
Figura 50. Curvas de histéresis J-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación. Zona de
saturación
Figura 51. Curvas de histéresis B-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación. Zona de
saturación
Aleación Ni77Fe19Mo4
En la Figura 52 se representan las distintas curvas de histéresis J-H de esta aleación
prensada a distintas presiones observándose la zona de remanencia y coercitividad. Como
ocurría para la aleación anterior, a medida que presión disminuye también decrece la
remanencia y se puede observar como la coercitividad es prácticamente constante para todas
las presiones de compactación.
Jose Manuel Pérez Cobos
Página | 67
Capítulo 4
Resultados y discusión
Figura 52. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 prensado a diferentes presiones de compactación. Zona
de remanencia y coercitividad
Finalmente, en la Figura 53 y Figura 54 se disponen de las curvas de histéresis J-H y B-H
para altos valores del campo magnético, respectivamente. Al igual que la aleación anterior, las
curvas de histéresis J-H son paralelas al eje horizontal en la zona de saturación mientras que en
las B-H tienen una inclinación en esta zona. Cabe mencionar, a diferencia de la aleación anterior,
cómo las curvas en la zona de saturación a presiones altas (900 y 1200 MPa) se acercan.
Figura 53. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 prensado a diferentes presiones de compactación. Zona
de saturación
Jose Manuel Pérez Cobos
Página | 68
Capítulo 4
Resultados y discusión
Figura 54. Curvas de histéresis B-H de aleación Ni77Fe19Mo4 prensado a diferentes presiones de compactación. Zona
de saturación
Aleación Ni73Fe18Cu5Mo4
Para esta última aleación, la Figura 55 representa las curvas J-H para bajos valores de H.
Se puede observar como la gráfica es similar a las de las dos aleaciones anteriores. A
continuación, la Figura 56 representa las curvas J-H y la Figura 57 muestra las curvas B-H, ambas
para altos valores de H.
Figura 55. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación.
Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 69
Capítulo 4
Resultados y discusión
Figura 56. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación.
Zona de saturación
Figura 57. Curvas de histéresis B-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación.
Zona de saturación
4.3.2 Compactos (E.R.) sinterizados en el horno
Tras finalizar los ensayos con las muestras en verde, se procede a sinterizar las muestras
en un horno convencional para comparar las propiedades magnéticas antes y después de la
sinterización. En la Figura 58 se ve el ciclo de sinterización que han seguido todas las aleaciones.
Como en su mayoría están formadas por níquel se ha elegido un ciclo que sea menor que la
temperatura de fusión de éste, ya que aunque la temperatura de fusión del hierro sea mayor su
Jose Manuel Pérez Cobos
Página | 70
Capítulo 4
Resultados y discusión
composición en las tres aleaciones es menor, siendo el Cu el elemento con menor temperatura
de fusión de todos. Recordamos que el programa de control del horno de alto vacío se encuentra
en el capítulo 3.
Figura 58. Ciclo de sinterización convencional en alto vacío
Tras la sinterización en el horno podíamos observar cómo los compactos pasaron de
tener una visualización negra oscura debido al color de los polvos en estado de recepción a tener
un metálico brillante. Posteriormente se calculó la porosidad siguiendo el método explicado con
anterioridad (cálculo por dimensiones), y se pudo comprobar cómo las dimensiones de todas las
probetas de las distintas aleaciones habían variado (Figura 59).
Figura 59. Porosidad de las distintas aleaciones sinterizadas y prensadas a diferentes presiones
Jose Manuel Pérez Cobos
Página | 71
Capítulo 4
Resultados y discusión
Se puede ver como las muestras sinterizadas han disminuido su porosidad respecto a las
mismas muestras compactadas en verde. Para poder dar una explicación a este fenómeno se
debe de observar la gráfica que mostraba la porosidad de los compactos en verde (Ver Figura
47). Como las tres aleaciones están compuestas en su mayoría por Ni, cuando las muestras se
prensan tienen una porosidad alta debido al carácter de este elemento, ya que su densidad está
alejada de la teórica, por lo que al introducir las muestras compactadas en el horno estas tienen
más espacio para poder contraerse, lo que explica los cambios físicos en sus dimensiones
observadas tras retirar las muestras del horno.
Cabe mencionar como la porosidad aumenta a partir de los 900 MPa. Esto tiene una
explicación. Como se podía comprobar en la curva de densificación (Ver Figura 45), a partir de
900 MPa la densidad relativa de las aleaciones era prácticamente constante, lo que quería decir
que por mucha presión que quisiésemos aplica a partir de una presión determinada apenas iba
a variar la densidad relativa final, lo que significa que el nivel de espacio dentro de la probeta
era mínimo. Al introducirlas en un horno, lo que provoca esta falta de espacio es que al
producirse la densificación de las partículas para unirse unas con otras más se formen
microgrietas y microfisuras en las probetas como consecuencia de la presión ejercida en el
interior del compacto por la falta de espacio. Esto provoca que aumenten sus dimensiones a la
hora de medirlas y su posterior aumento de porosidad.
Para contrastar los resultados de porosidad obtenidos se realizó un análisis de imágenes
de algunas muestras elegidas, examinando su superficie preparada metalográficamente bajo un
microscopio óptico, para estudiar la relación entre la superficie correspondiente a los poros
respecto a la superficie total. Es por ello que se necesita una superficie debidamente lijada y
pulida como explicamos en el capítulo 3.
Los datos obtenidos se comparan con los datos calculados mediante la porosidad por
dimensiones (Tabla 12).
Tabla 12. Porosidad (%) de aleaciones Ni80Fe20 y Ni73Fe18Cu5Mo4 sinterizadas convencionalmente
Probetas
Ni80Fe20 (300MPa)
Ni73Fe18Cu5Mo4 (300 MPa)
Por Dimensiones
8.22
16.51
Porosidad [%]
Por Análisis de imagen
5.11
12.51
Se puede observar como los datos obtenidos son distintos para una misma probeta. Esto
es debido a que al realizar el análisis de imagen (Figura 60 y Figura 61) se cometen errores,
debido a la elección de distintos niveles de oscuridad alrededor de los poros, lo que provoca que
distintos niveles de grises puedan tomarse como poros, o no ser tenidos en cuenta, y además,
sólo se realizan unas cuantas de micrografías, lo que hace que los cálculos obtenidos se
extrapolen al resto de la probeta, provocando dicho error.
Jose Manuel Pérez Cobos
Página | 72
Capítulo 4
Resultados y discusión
Figura 60. Micrografías de aleación Ni80Fe20 sinterizado convencionalmente y prensado a 300 MPa, x100
Figura 61. Micrografías de aleación Ni73Fe18Cu5Mo4 sinterizado convencionalmente y prensado a 300 MPa, x200
Para poder observar al microscopio óptico los diferentes granos de la microestructura,
se ha empleado un reactivo formado por 5 mg de CuSO4, 25 mg de HCl y 25 mL de H2O para
atacar una muestra de Ni80Fe20 comprimido a una presión de 1200 MPa y sinterizado (Figura 62)
y otro reactivo formado por 20 mg de (NH4)2S2O8 y 30 mL H2O sobre otra muestra del mismo
material pero a 300 MPa de presión e igualmente sinterizado (Figura 63) para observar si hay
diferencias en el ataque a la hora de ver la microestructura.
Como podemos observar, uno y otro reactivo han tenido el mismo efecto sobre la
probeta. Ambos reactivos estaban indicados para atacar el níquel, pero en vez de eso han
atacado al hierro, que son las zonas negras que podemos ver en las figuras, y no han hecho
efecto sobre el níquel, que es la zona blanca. Esto es debido a que el hierro es bastante más
susceptible a la corrosión que el níquel.
Jose Manuel Pérez Cobos
Página | 73
Capítulo 4
Figura 62. Micrografía de aleación Ni80Fe20 atacada
por reactivo formado por CuSO4, HCl y H2O, x100
Resultados y discusión
Figura 63. Micrografía de aleación Ni80Fe20 atacada
por reactivo formado por (NH4)2S2O8 y H2O, x100
A continuación se sigue con los ensayos de magnetización para cada una de las
aleaciones estudiadas.
Aleación Ni80Fe20
En la Figura 64 se tiene la curva de histéresis J-H para distintas presiones y para bajos
valores de H tras su sinterización en el horno. Se observa como la remanencia sigue
disminuyendo conforme decrece la presión del prensado y la coercitividad es prácticamente
constante para las diferentes presiones. Cabe destacar como ahora el ciclo de histéresis de las
curvas se ha estrechado, disminuyendo la coercitividad, comparándolo con los de los compactos
en verde.
Posteriormente podemos observar tanto en la Figura 65 como en la Figura 66 las curvas
J-H y las B-H para altos valores de H, respectivamente. Se observa como la zona de saturación
es diferente para ambas gráficas, como ocurría con las gráficas de los compactos en verde,
siendo paralelas a la horizontal en la zona de saturación para la primera gráfica e inclinadas hacia
arriba en el segundo caso.
Jose Manuel Pérez Cobos
Página | 74
Capítulo 4
Resultados y discusión
Figura 64. Curvas de histéresis J-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación y
sinterizado. Zona de remanencia y coercitividad
Figura 65. Curvas de histéresis J-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación y
sinterizado. Zona de saturación
Jose Manuel Pérez Cobos
Página | 75
Capítulo 4
Resultados y discusión
Figura 66. Curvas de histéresis B-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación y
sinterizado. Zona de saturación
Aleación Ni77Fe19Mo4
Para esta aleación, tenemos las curvas J-H tanto para valores bajos como altos de H
(Figura 69 y Figura 70, respectivamente). Destacar como, a altas presiones de compactación, las
curvas son prácticamente iguales en su zona de saturación. A continuación podemos observar
en la Figura 71 las curvas B-H para altos valores del campo magnético, solapándose también las
curvas a altas presiones.
Figura 67. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 prensada a diferentes presiones de compactación y
sinterizado. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 76
Capítulo 4
Resultados y discusión
Figura 68. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 prensada a diferentes presiones de compactación y
sinterizado. Zona de saturación
Figura 69. Curvas de histéresis B-H de aleación Ni77Fe19Mo4 prensada a diferentes presiones de compactación y
sinterizado. Zona de saturación
Jose Manuel Pérez Cobos
Página | 77
Capítulo 4
Resultados y discusión
Aleación Ni73Fe18Cu5Mo4
Análogamente a la aleación anterior, tenemos en la Figura 70 la gráfica de las curvas JH para bajos valores del campo magnético aplicado. En la Figura 71 podemos observar la curva
J-H para altos valores de H y en la Figura 72 veremos las curvas B-H para altos valores de H
igualmente.
Figura 70. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación y
sinterizado. Zona de remanencia y coercitividad
Figura 71. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación y
sinterizado. Zona de saturación
Jose Manuel Pérez Cobos
Página | 78
Capítulo 4
Resultados y discusión
Figura 72. Curvas de histéresis B-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación y
sinterizado. Zona de saturación
4.3.3 Discusión
En este apartado compararemos los resultados obtenidos entre los compactos en verde
y los sinterizados.
En un primer lugar vamos a comparar las porosidades obtenidas respecto a la
remanencia y coercitividad. En la Figura 73 se relaciona la porosidad de las distintas aleaciones
prensadas y sinterizadas en el horno con la remanencia. Como podemos observar las aleaciones
prensadas tienen una remanencia ligeramente superior a las sinterizadas para las tres
aleaciones. Podemos comprobar como las prensadas tienen una pendiente decreciente, es
decir, a medida que la porosidad aumenta disminuye su remanencia. Para los compactos
sinterizados podemos comprobar como las curvas no son lineales y tienen valores de la
remanencia aproximadamente iguales.
En cuanto a las aleaciones en particular, vemos como la aleación con valores más altos
de remanencia corresponde a Ni80Fe20, seguida de Ni77Fe19Mo4 y por último Ni73Fe18Cu5Mo4. Esto
puede explicarse debido a que los valores de la remanencia del Ni puro son mayores que la del
resto de los elementos [48], así que a medida que disminuye el porcentaje de Ni de la aleación
disminuye su remanencia, que recordemos que es un parámetro que se desea que sea lo más
alto posible tanto para materiales magnéticos duros como blandos.
En la siguiente gráfica (Figura 74) se ve la relación entre la porosidad con la coercitividad.
Como podemos advertir, en esta ocasión también los compactos prensados tienen valores de la
coercitividad más altos que los sinterizados en el horno de alto vacío. Podemos comprobar como
esta vez la pendiente de las rectas de los compactos prensados se mantiene aproximadamente
constante, al igual que la de los compactos sinterizados, lo que quiere decir que a medida que
la porosidad aumenta la coercitividad se mantiene prácticamente constante.
Jose Manuel Pérez Cobos
Página | 79
Capítulo 4
Resultados y discusión
Podemos ver como las aleaciones esta vez tienen valores semejantes entre ellas, siendo
la aleación Ni73Fe18Cu5Mo4 la que tiene mayores valores de coercitividad punto por punto. Se
explicó que la coercitividad mide la resistencia de un material a ser desmagnetizado, por lo que
el añadido de Cu y Mo provoca este comportamiento en dicha aleación.
Figura 73. Remanencia frente a porosidad de las distintas aleaciones tanto prensadas como sinterizadas
Figura 74. Coercitividad frente a porosidad de las distintas aleaciones tanto prensadas como sinterizadas
Jose Manuel Pérez Cobos
Página | 80
Capítulo 4
Resultados y discusión
A continuación se van a comparar las distintas curvas de histéresis de una misma
aleación antes y después del sinterizado. Si observamos de la Figura 75 – Figura 78 podemos
comprobar los cambios en las curvas de histéresis de todas las aleaciones tanto en verde como
sinterizadas para distintas presiones de compactación. Tras la sinterización, las curvas de
histéresis tienden a la verticalidad, disminuyendo su remanencia levemente y su coercitividad
considerablemente y aumentando la saturación magnética, lo que quiere decir que el material
se convierte magnéticamente más blando.
Se sabe que la energía disipada en un ciclo y almacenada en el material ferromagnético
es el área encerrada en la curva de histéresis, por lo que como los compactos sinterizados
tienden a la verticalidad, podemos advertir que su área disminuye respecto a los compactos
prensados, lo que da como resultado una menor energía almacenada en el material.
Otra característica que podemos observar es que los compactos sinterizados tienen una
zona de saturación mucho más elevada que los compactos prensados, que recordemos que es
el punto a partir del cual por mucha fuerza magnética que induzcamos al material ya no se va a
magnetizar más.
Respecto al efecto de la presión de compactación en la curva de histéresis podemos
evidenciar que, a medida que aumentamos dicha presión, aumenta la remanencia, la
coercitividad se mantiene prácticamente constante y la zona de saturación aumenta, tanto para
los compactos sinterizados, como para los compactos en verde.
En cuanto a las aleaciones en particular, se observa que las tres aleaciones tienen una
remanencia aproximadamente igual tanto en verde como tras su sinterización, y lo mismo
ocurre con su coercitividad. Sin embargo, lo que si las diferencia es su zona de saturación, siendo
la de la aleación Ni80Fe20 la más alta de todas, seguida de Ni77Fe19Mo4 y Ni73Fe18Cu5Mo4.
Figura 75. Curvas de histéresis J-H de las distintas aleaciones tanto prensadas como sinterizadas en el horno a una
presión de compactación de 300 MPa. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 81
Capítulo 4
Resultados y discusión
Figura 76. Curvas de histéresis J-H de las distintas aleaciones tanto prensadas como sinterizadas en el
horno a una presión de compactación de 600 MPa. Zona de remanencia y coercitividad
Figura 77. Curvas de histéresis J-H de las distintas aleaciones tanto prensadas como sinterizadas en el
horno a una presión de compactación de 900 MPa. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 82
Capítulo 4
Resultados y discusión
Figura 78. Curvas de histéresis J-H de las distintas aleaciones tanto prensadas como sinterizadas en el
horno a una presión de compactación de 1200 MPa. Zona de remanencia y coercitividad
Por último se van a comparar las curvas de histéresis de diferentes aleaciones para
valores de porosidad cercanos entre ellas, lo que nos dará una idea de las características de las
aleaciones partiendo de unas condiciones semejantes. En la siguiente tabla (Tabla 13), se
muestran las distintas porosidades calculadas midiendo sus dimensiones, como se explicó
anteriormente, dependiendo de la presión de compactación y de si están sinterizados los
compactos o no.
Tabla 13. Porosidad de las distintas aleaciones prensadas y sinterizadas a diferentes presiones de compactación
Aleación
Presión [MPa]
Porosidad prensado [%]
Porosidad sinterizado [%]
Aleación
Presión [MPa]
Porosidad prensado [%]
Porosidad sinterizado [%]
Aleación
Presión [MPa]
Porosidad prensado [%]
Porosidad sinterizado [%]
300
41,51
8,22
300
42,03
12,41
300
40,77
16,51
Ni80Fe20
600
900
30,31
23,32
9,31
7,4
Ni77Fe19Mo4
600
900
32,24
23,94
10,37
7,66
Ni73Fe18Cu5Mo4
600
900
29,75
22,91
11,86
10,33
1200
18,96
12,6
1200
20,2
11,28
1200
19,13
13,11
Las celdas coloreadas del mismo color son los valores de la porosidad que se han elegido
para la comparación entre las aleaciones. En primer lugar vamos a estudiar las celdas con un
fondo amarillo, que son aleaciones sinterizadas y compactadas a 900 MPa de presión.
Observando las curvas J-H en la Figura 79, vemos que ambas aleaciones tienen el mismo valor
de coercitividad, mientras que la aleación Ni80Fe20 tiene un valor de remanencia un poco más
elevado que la aleación Ni77Fe19Mo4. Además, la zona de saturación de esta primera es más alto
que la de esta última.
Jose Manuel Pérez Cobos
Página | 83
Capítulo 4
Resultados y discusión
Figura 79. Curvas de histéresis J-H de aleaciones Ni80Fe20 y Ni77Fe19Mo4 sinterizadas y prensadas a 900 MPa
En cuanto a las celdas con fondo gris, son aleaciones únicamente prensadas a 900 MPa
de presión. Observando la Figura 80, que igualmente son curvas J-H para bajos valores del
campo magnético, podemos observar como las tres aleaciones tienen el mismo valor de
coercitividad, mientras que respecto a la remanencia, la de mayor valor vuelve a ser la aleación
Ni80Fe20, seguida de Ni77Fe19Mo4 y siendo la aleación Ni73Fe18Cu5Mo4 la de valor de remanencia
más bajo. El mismo orden siguen respecto al punto de saturación, que como ocurría en el
apartado anterior, la aleación Ni80Fe20 es la que tiene el valor más alto.
Figura 80. Curvas de histéresis J-H de aleaciones Ni80Fe20, Ni77Fe19Mo4 y Ni73Fe18Cu5Mo4 prensadas a 900 MPa
Jose Manuel Pérez Cobos
Página | 84
Capítulo 4
Resultados y discusión
4.4 Experiencias con polvos aleados mecánicamente
En esta ocasión los polvos van a someterse a un aleado mecánico para ver si las
propiedades magnéticas mejoran debido a este proceso. Como se ha expuesto en apartados
anteriores, durante el aleado mecánico, la desestabilización de la fase cristalina ocurre por la
acumulación de defectos estructurales tales como vacantes, dislocaciones, límites de grano, y
límites de antifase. Por otra parte, la continua disminución en el tamaño de grano también
contribuye al incremento en la energía libre del sistema. Ambos factores pueden elevar la
energía libre del sistema hasta un nivel superior al correspondiente a la fase amorfa, y
consecuentemente, se hace posible su formación.
Aunque ya explicamos las condiciones de la molienda en el capítulo anterior, se hará un
breve resumen de las condiciones elegidas. En principio, cabe esperar que las condiciones
óptimas de molienda son aquellas que proporcionan intensidades de molienda de intermedias
a elevadas, ya que, presumiblemente, intensidades demasiado bajas no proporcionan la energía
suficiente para llegar a la amorfización, mientras que, para intensidades demasiado elevadas,
podría disminuir el rendimiento de la molienda. Recordemos algunas de las principales
características de las moliendas:
•
Medios de molienda. En todas las experiencias de este proyecto se han utilizado bolas
de acero al cromo níquel con un diámetro de 4.65 mm y una densidad de 7.9 g/cm3.
Normalmente, diámetros demasiado grandes de las bolas de molienda no permiten
obtener fases amorfas, sino que tienden a producir fases cristalinas.
•
Llenado vasija. El llenado de la vasija depende directamente del peso de bolas utilizado.
En función del dato proporcionado por el fabricante del molino, un peso de 1440 gramos
de bolas, resulta un llenado de aproximadamente del 35 % (entre polvo y bolas).
•
Coeficiente bolas-polvo (BRP). Para alcanzar una intensidad de molienda entre
intermedia y elevada se debe trabajar en el siguiente rango, 10 < BRP < 50. Finalmente,
y teniendo en cuenta experiencias anteriores en otros proyectos, se escoge BRP = 20,
con lo que se emplea una masa de polvo de 72 gramos y de bolas de 1440 g.
•
Porcentaje en peso del ACP. Basándose en anteriores experiencias en este laboratorio
se escoge 1.5 % (p/p) de cera. Un valor no demasiado elevado, aunque suficiente para
garantizar que no va a predominar la soldadura en frío.
•
Velocidad del rotor. Se trabaja a la máxima velocidad estacionaria de nuestro molino
attritor, 500 rpm.
En la siguiente tabla (Tabla 14) se recogen todos los datos más importantes de las
experiencias de la molienda mecánica.
Se han realizado en el presente proyecto 3 moliendas, todas ellas de las mismas
condiciones, en un molino tipo attritor, parándose a una determinadas horas para recoger
muestras para, posteriormente, hacerle un ensayo granulométrico y un ensayo por difracción
de rayos-X.
Jose Manuel Pérez Cobos
Página | 85
Capítulo 4
Resultados y discusión
Tabla 14. Propiedades de las experiencias con molienda
PROPIEDAD
Volumen de la vasija
Razón de carga
Bolas empleadas
Carga de bolas
Masa de polvo
ACP
Velocidad del rotor
Atmósfera de molienda
Refrigeración por agua
Tiempo de molienda
VALOR
750
20:1
Acero
1440
70.92
1.5
500
Argón
10
Máx.40
UNIDAD
[cm3]
[g]
[g]
[%]
[rpm]
[°C]
[horas]
4.4.1 Caracterización de los polvos
En este apartado se van a caracterizar los polvos tras verse sometidos a una molienda
mecánica, que posteriormente formarán los compactos que serán objeto de estudio. Esta parte
es importante ya que las características de estos polvos condicionarán los ensayos y resultados
que se obtendrán de los compactos.
4.4.1.1 Curva de densificación
En este apartado se mide la compresibilidad (Figura 81) de los polvos tras su aleado
mecánico. En la gráfica se mide la densidad relativa frente a la presión aplicada a los compactos.
Figura 81. Curvas de compresibilidad de las distintas aleaciones aleadas mecánicamente durante 40 horas
Como podemos observar, las curvas apenas varían unas de otras, como ocurría la vez
anterior, esto es debido a que estas aleaciones están compuestas en su mayoría por hierro y
níquel. Si comparamos las curvas con la de los polvos en su estado de recepción (Ver Figura 45)
podemos observar como la densidad relativa a altas presiones es menor, lo que significa que
tendrán una adherencia menor tras su prensado a altas presiones. Esto se explica por el
Jose Manuel Pérez Cobos
Página | 86
Capítulo 4
Resultados y discusión
endurecimiento que sufren las partículas al alearse mecánicamente, lo que provoca que no
puedan aglutinarse bien entre ellas.
4.4.1.2 Granulometría
En este apartado vamos a analizar los resultados obtenidos de los ensayos de
granulometría obtenidos para cada aleación, recordando que estos estudios tienen por finalidad
determinar en forma cuantitativa la distribución de las partículas de acuerdo con su tamaño.
Únicamente se ha procedido a añadir las gráficas donde se le aplica ultrasonidos ya que los
efectos sobre su aplicación o no sobre las curvas granulométricas se explicaron anteriormente.
En las granulometrías de las aleaciones Ni80Fe20 (Figura 82), Ni77Fe19Mo4 (Figura 83) y
Ni73Fe18Cu5Mo4 (Figura 84) se observa un comportamiento muy similar. Puede decirse que
existen dos etapas, una primera de aglomeración de partículas (entre 0 y 5 horas) y luego otra
posterior de afinamiento de partículas.
A medida que van pasando las primeras horas (de 2 a 5 horas para todos los casos), las
partículas van aumentando su tamaño debido a procesos de aglomeración, disminuyendo su
máximo en volumen a la vez que la curva se desplaza hacia la derecha ya que el tamaño de las
partículas aumenta como hemos dicho.
Conforme avanza el tiempo, el tamaño de las partículas empieza a disminuir debido a
un afinamiento de las partículas, lo que provoca que las curvas se vayan desplazando a la
izquierda conforme pasan las horas de molienda, además de distribuirse más uniformemente.
Figura 82. Curvas granulométricas de aleación Ni80Fe20 con ultrasonidos para distintas horas de molienda mecánica
Jose Manuel Pérez Cobos
Página | 87
Capítulo 4
Resultados y discusión
Figura 83. Curvas granulométricas de aleación Ni77Fe19Mo4 con ultrasonidos para distintas horas de molienda
mecánica
Figura 84. Curvas granulométricas de aleación Ni73Fe18Cu5Mo4 con ultrasonidos para distintas horas de molienda
mecánica
Al final de la molienda, las aleaciones Ni80Fe20, Ni77Fe19Mo4 y Ni73Fe18Cu5Mo4 adquieren un
tamaño medio de partícula muy parecido, siendo aproximadamente de 11.20, 11.39 y 10.74 μm,
respectivamente.
Otro aspecto es que las tres mezclas presentan al principio un intervalo bastante ancho
de tamaño, si bien es cierto que conforme pasa la molienda se va estrechando cada vez más
hasta las 20 horas de molienda.
Jose Manuel Pérez Cobos
Página | 88
Capítulo 4
Resultados y discusión
A continuación se presenta una tabla con los tamaños de partículas d(0.1), d(0.5) y d(0.9)
de todas las aleaciones a lo largo de la duración de molienda (Tabla 15).
Tabla 15. Distribución del tamaño de las partículas de las distintas aleaciones para diferentes tiempos de molienda
ALEACIÓN
Ni80Fe20
Ni77Fe19Mo4
Ni73Fe18Cu5Mo4
DIÁMETRO
[μm]
d(0.1)
d(0.5)
d(0.9)
d(0.1)
d(0.5)
d(0.9)
d(0.1)
d(0.5)
d(0.9)
0
1.7
6.47
33.43
1.90
7.38
37.12
1.77
7.34
36.05
TIEMPO DE MOLIENDA [horas]
2
5
10
3.23
5.58
5.98
22.04
19.78
21.40
114.68
71.32
63.53
3.37
4.54
6.13
17.78
19.39
19.57
73.29
109.72 56.29
3.95
4.22
5.35
20.25
18.31
18.50
94.87
98.52
55.74
20
6.69
18.98
58.42
4.75
13.57
42.19
4.53
14.35
47.99
40
3.50
11.20
40.98
3.44
11.39
49.19
2.77
10.74
42.36
4.4.1.3 Caracterización Difracción Rayos-X (XRD)
A continuación se muestran los resultados tras realizar Rayos X a todas las muestras, con
objeto de analizar la evolución microestructural de los polvos durante el aleado mecánico.
Únicamente para la aleación Ni73Fe18Cu5Mo4 se ha incluido como referencia el
difractograma correspondiente a la mezcla de la aleación sin moler (0 horas). En él se puede ver
claramente los picos de los elementos en estado de recepción que son detectados por el
difractómetro.
El comportamiento general que se aprecia en todos los difractogramas es que, conforme
pasan las horas de molienda, los picos que aparecen en la mezcla inicial van reduciendo su
intensidad considerablemente, e incluso algunos desaparecen por completo. También puede
observarse que las bases se van ensanchado sensiblemente. Ambos comportamientos
evidencian características tanto de refinamiento estructural como de aumento de los defectos
estructurales, es decir, el tamaño de las partículas va disminuyendo.
Por otro lado, si solo tenemos en cuenta la base del difractograma para todas las
aleaciones, puede observarse que conforme la proporción atómica de níquel en la mezcla es
menor, la intensidad de los picos asociados al Ni van disminuyendo, es decir, cada vez hay menos
estructuras cristalinas de Ni. Por el contrario, a medida que avanzamos en las gráficas (Figura 85
– Figura 87), van apareciendo nuevos picos debido a que se le van añadiendo nuevos elementos
a las aleaciones como el molibdeno o el cobre.
Alrededor de 2Θ = 45⁰ existe un pico con contribución de níquel, siendo este el pico
principal de este elemento. Este pico disminuye considerablemente a medida que las
proporciones atómicas del elemento Ni decrecen.
Podemos ver en las diferentes gráficas como no se observa la amorfización total de las
distintas aleaciones pasadas las 40 horas de molienda. Pasadas estas 40 horas de molienda
podrían aparecer soluciones sólidas, fase parcialmente amorfa o incluso algún compuesto
intermetálico como el Ni3Fe. Para saberlo con más seguridad tendríamos que examinar la
muestra con TEC.
Jose Manuel Pérez Cobos
Página | 89
Capítulo 4
Resultados y discusión
Sinterizado
Ni
Ni
Fe
Ni
Fe
Ni
Fe
Figura 85. XRD para aleación Ni80Fe20 de 2 a 40 horas de molienda y sinterizado
Sinterizado
40 h
20 h
10 h
5h
Ni
Mo
Ni
Mo
Fe
Mo
Ni
Ni
Fe
Fe
Mo
2h
Figura 86. XRD para aleación Ni77Fe19Mo4 de 2 a 40 horas de molienda y sinterizado
Jose Manuel Pérez Cobos
Página | 90
Capítulo 4
Resultados y discusión
Ni
Sinterizado
Ni
Cu
Mo
Fe
Ni
Cu
Mo
Mo
Cu
Fe
Ni
Fe
Mo
Figura 87. XRD para aleación Ni73Fe18Cu5Mo4 de 0 a 40 horas de molienda y sinterizado
4.5 Compactos con polvos aleados mecánicamente
En este apartado se analizan los resultados obtenidos para las muestras con los polvos
aleados mecánicamente durante 40 horas. Se divide en tres apartados: primero se analizan los
compactos prensados, en siguiente lugar los mismos compactos prensados se sinterizarán en un
horno para posteriormente analizarse y por último se realizará una discusión donde se
relacionarán resultados de todos los apartados anteriores.
4.5.1 Compactos prensados
Siguiendo el mismo procedimiento que con los polvos en su estado de recepción, se
realizaron los compactos de las distintas aleaciones en la prensa, con muestras de polvo de 2.5
gramos y se introdujeron en la matriz cilíndrica, realizándose piezas a distintas presiones. Para
la elección de las presiones se tomó como referencia la curva de densificación de las distintas
aleaciones con los polvos obtenidos tras el aleado mecánico, con la intención de obtener
muestras con distintos grados de porosidad.
Se intentó calcular la porosidad de cada uno de los compactos obtenidos tras el
prensado mediante el cálculo por dimensiones, sin embargo, esto no fue posible debido a que
los polvos tenían escasez de adherencia entre ellos, y cada vez que se manipulaba con los dedos
para medirle la altura o el diámetro a cada compacto este se iba deshaciendo con mucha
facilidad, lo que provocaba que la muestra compactada no sirviera para posteriormente
realizarle la sinterización, o también que los datos que obteníamos del calibre tuvieran un error
demasiado considerable como para tenerlos en cuenta en el presente proyecto.
Finalmente se decidió no calcularse la porosidad en verde de los polvos aleados,
posponiéndolo para cuando los compactos estén sinterizados.
A continuación se procede a realizar los ensayos de magnetización de las piezas de cada
una de las aleaciones.
Jose Manuel Pérez Cobos
Página | 91
Capítulo 4
Resultados y discusión
Aleación Ni80Fe20
En la Figura 88 se observan las distintas curvas de histéresis de la polarización magnética
(J) cuando se le aplica un campo magnético (H) a esta aleación prensada a distintas presiones
para bajos valores de H, observándose la zona de remanencia (Br) y coercitividad (Hc). A medida
que presión disminuye también decrece la remanencia. Por otra parte, la coercitividad es
deseable que sea lo más alta posible para los materiales magnéticos duros y lo más baja posible
para los blandos. Se puede observar como la coercitividad disminuye levemente a medida que
decrece la presión de compactación. Recordemos que la coercitividad mide la resistencia de un
material a ser desmagnetizado.
Por otra parte, si nos fijamos en los valores altos de H, se obtiene la gráfica de la Figura
89, donde se observa la curva J-H y la de la Figura 90, donde se tiene la curva de histéresis B-H.
Se observa como la zona de saturación es diferente para ambas gráficas, como ocurría en todos
los casos anteriores. En la primera se observa cómo se mantienen paralelas al eje horizontal,
mientras que, en la segunda, las líneas de saturación se inclinan hacia arriba. El motivo de esto,
recordemos, es debido a la ecuación de la inducción magnética.
Figura 88. Curvas de histéresis J-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación y aleado
mecánicamente. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 92
Capítulo 4
Resultados y discusión
Figura 89. Curvas de histéresis J-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación y aleado
mecánicamente. Zona de saturación
Figura 90. Curvas de histéresis B-H de aleación Ni80Fe20 prensado a diferentes presiones de compactación y aleado
mecánicamente. Zona de saturación
Jose Manuel Pérez Cobos
Página | 93
Capítulo 4
Resultados y discusión
Aleación Ni77Fe19Mo4
En la Figura 91 se representan las distintas curvas de histéresis J-H de esta aleación
prensada a distintas presiones observándose la zona de remanencia y coercitividad. Como
ocurría para la aleación anterior, a medida que presión disminuye también decrece la
remanencia y se puede observar como la coercitividad es prácticamente igual para todas las
presiones de compactación distintas.
Figura 91. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 prensado a diferentes presiones de compactación y
aleado mecánicamente. Zona de remanencia y coercitividad
Figura 92. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 prensado a diferentes presiones de compactación y
aleado mecánicamente. Zona de saturación
Jose Manuel Pérez Cobos
Página | 94
Capítulo 4
Resultados y discusión
Finalmente, en la Figura 92 y Figura 93 se disponen de las curvas de histéresis J-H y B-H
para altos valores del campo magnético, respectivamente. Al igual que la aleación anterior, las
curvas de histéresis J-H son paralelas al eje horizontal en la zona de saturación mientras que en
las B-H tienen una inclinación en esta zona. Cabe mencionar, a diferencia de la aleación anterior,
cómo las curvas en la zona de saturación a presiones altas se acercan entre ellas.
Figura 93. Curvas de histéresis B-H de aleación Ni77Fe19Mo4 prensado a diferentes presiones de compactación y
aleado mecánicamente. Zona de saturación
Aleación Ni73Fe18Cu5Mo4
Para esta última aleación, la Figura 94 representa las curvas J-H para bajos valores de H.
Se puede observar como la gráfica es similar a las de las dos aleaciones anteriores. A
continuación, la Figura 95 representa las curvas J-H y la Figura 96 muestra las curvas B-H, ambas
para altos valores de H.
Jose Manuel Pérez Cobos
Página | 95
Capítulo 4
Resultados y discusión
Figura 94. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación y
aleado mecánicamente. Zona de remanencia y coercitividad
Figura 95. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación y
aleado mecánicamente. Zona de saturación
Jose Manuel Pérez Cobos
Página | 96
Capítulo 4
Resultados y discusión
Figura 96. Curvas de histéresis B-H de aleación Ni73Fe18Cu5Mo4 prensado a diferentes presiones de compactación y
aleado mecánicamente. Zona de saturación
4.5.2 Compactos sinterizados en el horno
Tras finalizar los ensayos con las muestras en verde, se procede a sinterizar las muestras
en un horno convencional como hicimos con los compactos con polvos en estado de recepción.
El ciclo de sinterización utilizado en este caso ha sido el mismo que el utilizado la vez anterior.
Si observamos las gráficas que obtuvimos del ensayo de XRD (Figura 85 – Figura 87),
podemos ver como después del sinterizado los picos de las curvas vuelven a aparecer, siendo
muy estrechos y altos, además de estar mínimamente desplazados respecto a los picos de los
elementos iniciales. Esto puede significar la formación de nuevos compuestos intermetálicos.
Figura 97. Porosidad de las distintas aleaciones aleadas mecánicamente a diferentes presiones de compactación y
sinterizadas
Jose Manuel Pérez Cobos
Página | 97
Capítulo 4
Resultados y discusión
Posteriormente se calculó la porosidad siguiendo el método explicado con anterioridad
(cálculo por dimensiones). Cabe recordar que esta vez sólo se han obtenido los datos de la
porosidad únicamente del sinterizado, que como explicamos anteriormente, el motivo de la
imposibilidad de este cálculo era debido a la mala compactación de los polvos tras su prensado.
Como podemos observar en la Figura 97, la porosidad aumenta considerablemente
respecto a la de los polvos en estado de recepción tras su sinterización (Ver Figura 59). El motivo
fundamental es que al alearse mecánicamente se endurecen las partículas que conforman el
polvo, y al prensarse no son capaces de unirse unas con otras, ya que al aumentar su
endurecimiento disminuye su capacidad para deformarse, lo que provoca que hayan muchos
poros en el interior de los compactos, aun habiendo sido sinterizados.
También se ve como las curvas siguen una recta de pendiente negativa, lo que significa
que a mayor presión de compactación menos porosidad habrá en los compactos, que es lo que
era de esperar.
Para contrastar los resultados de porosidad obtenidos se realizó un análisis de imágenes
de algunas muestras elegidas, como realizamos anteriormente, examinando su superficie
preparada metalográficamente bajo un microscopio óptico, para estudiar la relación entre la
superficie correspondiente a los poros respecto a la superficie total.
Los datos obtenidos se comparan con los datos calculados mediante la porosidad por
dimensiones (Tabla 16).
Tabla 16. Porosidad (%) de aleaciones Ni80Fe20 y Ni73Fe18Cu5Mo4 sinterizadas convencionalmente y aleadas
mecánicamente
Probetas
Ni80Fe20 (1200MPa)
Ni73Fe18Cu5Mo4 (300 MPa)
Por Dimensiones
16.42
42.15
Porosidad [%]
Por Análisis de imagen
11.09
36.97
Se puede observar como los datos obtenidos son distintos para una misma probeta
como ocurría anteriormente (Figura 98 y Figura 99). Al tener un mayor grado de porosidad, esta
vez el error cometido es bastante mayor que en el caso anterior.
Figura 98. Micrografías de aleación aleada mecánicamente Ni80Fe20 sinterizado convencionalmente y
prensado a 1200 MPa, x50
Jose Manuel Pérez Cobos
Página | 98
Capítulo 4
Resultados y discusión
Figura 99. Micrografías de aleación aleada mecánicamente Ni73Fe18Cu5Mo4 sinterizado convencionalmente y
prensado a 300 MPa, x50
A continuación se sigue con los ensayos de magnetización para cada una de las
aleaciones estudiadas.
Aleación Ni80Fe20
En la Figura 100 se tiene la curva de histéresis J-H para distintas presiones y para bajos
valores de H tras su sinterización en el horno. Se observa como la remanencia sigue
disminuyendo conforme decrece la presión del prensado y la coercitividad es prácticamente
igual para las diferentes presiones. Cabe destacar como ahora el ciclo de histéresis de las curvas
se ha estrechado, comparándolo con los de los compactos en verde. Posteriormente podemos
observar en la Figura 101 las curvas J-H para altos valores de H.
Figura 100. Curvas de histéresis J-H de aleación Ni80Fe20 sinterizado, prensado a diferentes presiones de
compactación y aleado mecánicamente. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 99
Capítulo 4
Resultados y discusión
Figura 101. Curvas de histéresis J-H de aleación Ni80Fe20 sinterizado, prensado a diferentes presiones de
compactación y aleado mecánicamente. Zona de saturación
Aleación Ni77Fe19Mo4
Análogamente a la aleación anterior, tenemos en la Figura 102 la gráfica de las curvas JH para bajos valores del campo magnético aplicado. En la Figura 103 podemos observar la curva
J-H para altos valores de H.
Figura 102. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 sinterizado, prensado a diferentes presiones de
compactación y aleado mecánicamente. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 100
Capítulo 4
Resultados y discusión
Figura 103. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 sinterizado, prensado a diferentes presiones de
compactación y aleado mecánicamente. Zona de saturación
Aleación Ni73Fe18Cu5Mo4
Para esta última aleación, la Figura 104 representa las curvas J-H para bajos valores de
H. Se puede observar como la gráfica es similar a las de las dos aleaciones anteriores. A
continuación, la Figura 105 representa las curvas J-H para valores altos de la fuerza magnética.
Figura 104. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 sinterizado, prensado a diferentes presiones de
compactación y aleado mecánicamente. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 101
Capítulo 4
Resultados y discusión
Figura 105. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 sinterizado, prensado a diferentes presiones de
compactación y aleado mecánicamente. Zona de saturación
4.5.3 Discusión
En este último apartado se relacionarán todos los resultados obtenidos anteriormente
para posteriormente sacar las conclusiones más importantes relacionadas con el presente
proyecto.
Debido a que no se pudo obtener la porosidad de los compactos en verde tras su aleado
mecánico, no se podrá relacionar como hicimos en la discusión anterior la porosidad en función
de la coercitividad y la remanencia.
A continuación se van a comparar las distintas curvas de histéresis de una misma
aleación, antes y después del sinterizado. Si observamos de la Figura 106 – Figura 109 podemos
comprobar los cambios en las curvas de histéresis de todas las aleaciones, tanto en verde como
sinterizadas para distintas presiones de compactación, con polvos aleados mecánicamente. Tras
la sinterización, las curvas de histéresis tienden a la verticalidad, como ocurría en el caso de los
polvos en su estado de recepción, aumentando su remanencia levemente, pero disminuyendo
su coercitividad considerablemente, lo que quiere decir que el material se vuelve,
magnéticamente, más blando.
Como explicamos anteriormente, la energía disipada en un ciclo y almacenada en el
material ferromagnético es el área encerrada en la curva de histéresis, por lo que como los
compactos sinterizados tienden a la verticalidad, podemos advertir que su área disminuye
respecto a los compactos prensados, lo que da como resultado una menor energía almacenada
en el material.
Otra característica que podemos observar es que los compactos sinterizados tienen una
zona de saturación mucho más elevada que los compactos prensados, que recordemos que es
el punto a partir del cual por mucha fuerza magnética que induzcamos al material ya no se va a
Jose Manuel Pérez Cobos
Página | 102
Capítulo 4
Resultados y discusión
magnetizar más. Esto implica que dicho material pueda llegar a tener una fuerza de imanación
mayor cuanto mayor sea su punto de saturación.
En cuanto al efecto de la presión de compactación en la curva de histéresis podemos
evidenciar que, a medida que aumentamos dicha presión, aumenta la remanencia, la
coercitividad se mantiene prácticamente constante y la zona de saturación aumenta tanto para
los compactos sinterizados como para los compactos en verde.
En cuanto a las aleaciones en particular, podemos observar como la aleación Ni80Fe20,
para todas las presiones de compactación distintas, tras su sinterización, tiene valores de la zona
de saturación más altos que la del resto de las aleaciones, mientras que los valores de la
coercitividad son prácticamente iguales, sin embargo, la aleación Ni73Fe18Cu5Mo4 es la que
presenta mayores valores de remanencia excepto en el caso de que la presión de compactación
haya sido de 300 MPa. Este resultado probablemente es inexacto debido a un error de
calibración de la máquina, al ser la primera probeta de todas con la que se experimenta.
Sin embargo, estando únicamente los compactos prensados, la aleación Ni80Fe20
únicamente tiene una coercitividad un poco mayor a la del resto, mientras que su remanencia
es prácticamente la misma a la de las otras aleaciones (como cabía esperar), pero su zona de
saturación esta vez es algo menor que la de la aleación Ni77Fe19Mo4, quedando muy por debajo
la aleación Ni73Fe18Cu5Mo4. Para poder ver este resultado se puede observar la Figura 110, que
son las curvas de histéresis J-H para altos valores de H en el caso de una presión de compactación
de 1200 MPa.
Figura 106. Curvas de histéresis J-H de las distintas aleaciones aleadas mecánicamente tanto prensadas como
sinterizadas en el horno a una presión de compactación de 300 MPa. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 103
Capítulo 4
Resultados y discusión
Figura 107. Curvas de histéresis J-H de las distintas aleaciones aleadas mecánicamente tanto prensadas como
sinterizadas en el horno a una presión de compactación de 600 MPa. Zona de remanencia y coercitividad
Figura 108. Curvas de histéresis J-H de las distintas aleaciones aleadas mecánicamente tanto prensadas como
sinterizadas en el horno a una presión de compactación de 900 MPa. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 104
Capítulo 4
Resultados y discusión
Figura 109. Curvas de histéresis J-H de las distintas aleaciones aleadas mecánicamente tanto prensadas como
sinterizadas en el horno a una presión de compactación de 1200 MPa. Zona de remanencia y coercitividad
Figura 110. Curvas de histéresis J-H de las distintas aleaciones aleadas mecánicamente tanto prensadas como
sinterizadas en el horno a una presión de compactación de 1200 MPa. Zona de saturación
Jose Manuel Pérez Cobos
Página | 105
Capítulo 4
Resultados y discusión
Por último, para relacionar todos los resultados obtenidos en este proyecto se realizarán
comparaciones entre las curvas de histéresis de todos los procesos realizados para poder
advertir cambios en ellas.
En las Figura 111 y Figura 112 tenemos las curvas de histéresis J-H para valores bajos de
H de la aleación Ni80Fe20. Podemos observar como al efectuarle una molienda mecánica a la
aleación la zona de saturación disminuye tanto para la probeta en verde y la sinterizada, lo que
significa que tienen un poder magnético inferior los compactos con polvos aleados
mecánicamente. En la Figura 112 se ve como esto no ocurre así, pero únicamente es a bajos
valores de H, si fueran altos ocurriría como se comentó anteriormente.
Respecto a la coercitividad, el compacto prensado tiene el mismo valor tanto para los
polvos en estado de recepción como para los molidos mecánicamente, sin embargo, la
coercitividad en el compactos sinterizado y aleado mecánicamente tiene un valor de la
remanencia menor que el que está sin moler.
En cuanto a la remanencia, podemos observar como el compacto sinterizado y aleado
mecánicamente tiene un valor mayor que el que tiene los polvos en estado de recepción. En los
compactos únicamente prensados ocurre lo contrario, es decir, la remanencia del compacto con
polvos sin moler es mayor que la que tiene los polvos molidos.
En general, podemos observar que, al alearse mecánicamente los polvos en verde, la
curva de histéresis tiende a una horizontalidad más severa que la que no está aleada
mecánicamente, mientras que tras su sinterización tiende a una verticalidad mayor respecto a
la que tiene los polvos sin moler.
Figura 111. Curvas de histéresis J-H de aleación Ni80Fe20 a 300MPa de presión de compactación para los distintos
casos prensados y sinterizados tanto aleados mecánicamente como no aleados. Zona de remanencia y coercitividad
Jose Manuel Pérez Cobos
Página | 106
Capítulo 4
Resultados y discusión
Figura 112. Curvas de histéresis J-H de aleación Ni80Fe20 a 1200MPa de presión de compactación para los distintos
casos prensados y sinterizados tanto aleados mecánicamente como no aleados. Zona de remanencia y coercitividad
Finalmente, en la Figura 113 y Figura 114 se observan las curvas J-H de la aleación
Ni77Fe19Mo4 y Ni73Fe18Cu5Mo4, respectivamente. Al igual que ocurría con la aleación anterior,
aunque en las imágenes se observe que los compuestos aleados y sinterizados tengan una zona
de saturación mayor respecto a la aleación que no está aleada mecánicamente, esto solo ocurre
a bajos valores de H. Se cumple el mismo patrón que el explicado anteriormente respecto a las
características de las curvas, esto es, los compactos sinterizados y aleados mecánicamente
tienen un valor mayor de la remanencia que el que tiene los polvos en estado de recepción,
mientras que en los que están únicamente prensados ocurre todo lo contrario. Hay una
excepción y es para la aleación Ni77Fe19Mo4 únicamente prensada, ya que la coercitividad de los
compactos con polvos en su estado de recepción es mayor que los que están molidos.
Jose Manuel Pérez Cobos
Página | 107
Capítulo 4
Resultados y discusión
Figura 113. Curvas de histéresis J-H de aleación Ni77Fe19Mo4 a 600MPa de presión de compactación para los
distintos casos prensados y sinterizados tanto aleados mecánicamente como no aleados. Zona de remanencia y
coercitividad
Figura 114. Curvas de histéresis J-H de aleación Ni73Fe18Cu5Mo4 a 900MPa de presión de compactación para los
distintos casos prensados y sinterizados tanto aleados mecánicamente como no aleados. Zona de remanencia y
coercitividad
Jose Manuel Pérez Cobos
Página | 108
Capítulo 5
Conclusiones
Capítulo 5
Conclusiones
5 Conclusiones
•
La porosidad de los compactos en verde sin alear (Figura 47) disminuye a medida que
aumenta la presión, ya que a medida que se incrementa la compactación disminuye el
espacio poroso debido a la deformación de las partículas para aglutinarse entre ellas. Al
tener las aleaciones una composición similar (en torno a un 75 % de níquel y un 19 % de
hierro), el comportamiento seguido por las curvas es prácticamente el mismo.
•
La porosidad de los compactos sinterizados sin alear (Figura 59) disminuye a medida
que se incrementa la presión de compactación, siendo de valores más bajos que en el
caso de los compactos en verde, pero a partir de una presión determinada (en nuestro
caso en torno a los 900 MPa), la porosidad de los compactos aumenta
significativamente. Este incremento en la porosidad se debe a la aparición de
microgrietas y microfisuras tanto en el interior como en la superficie de la probeta como
consecuencia del crecimiento de grano. Este crecimiento de grano se lleva a cabo por
medio de la reducción de área de los límites de grano, que es el que provoca que se
unan las partículas entre sí, pero como a altas presiones de compactación el espacio
disponible para expandirse es muy pequeño en la sinterización, la acumulación de
presión interior en la probeta provoca la aparición de estos defectos.
•
La porosidad de los compactos en verde aleados mecánicamente no se pudo calcular
debido a la falta de consistencia en la probeta, que al manipularse perdía bastante
cantidad de material en incluso llegaba a deshacerse, haciendo imposible cualquier tipo
de medición.
•
La porosidad de los compactos sinterizados y aleados mecánicamente (Figura 97)
disminuye al aumentar la presión de compactación, como ocurre en los casos
anteriores, sin embargo, aquí las porosidades son mayores que en el caso de los
compactos sinterizados sin alear. El motivo de que esto se produzca es el
endurecimiento que sufren las partículas al alearse mecánicamente debido a la
reducción del tamaño de grano, lo que provoca que tengan una capacidad de adherirse
unas con otras bastante menor que en el caso anterior.
•
Respecto a las propiedades magnéticas generales de los compactos, podemos
comprobar que los compactos sinterizados tienen curvas de histéresis que tienden a la
verticalidad en comparación con los compactos prensados, a su vez que los compactos
aleados mecánicamente y sinterizados tienen tendencias aún más verticales que en el
caso que no estén aleados, mientras que los compactos prensados y aleados son los que
menos tendencia vertical tienen (Figura 111 – Figura 114). Cabe señalar que esta
tendencia a la verticalidad quiere decir que el material cada vez se va haciendo
magnéticamente más blando. Recordemos que el uso de estos materiales está centrado
en núcleos para trasformadores, motores generadores, equipos de comunicación de
alta sensibilidad, etc. [47]
•
La zona de saturación más alta se encuentra en los compactos sinterizados y sin alear,
seguida de los compactos sinterizados y aleados, los compactos prensados sin alear y
por últimos los compactos en verde y aleados (Figura 111 – Figura 114).
•
La remanencia de mayor valor se encuentra en los compactos sinterizados y aleados,
seguida de los compactos sinterizados sin alear, los compactos prensados sin alear y
finalmente los compactos prensados y aleados (Figura 111 – Figura 114).
•
En cuanto a la coercitividad, en términos generales, los compactos prensados sin alear
tienen el valor más alto de coercitividad, seguido muy de cerca (o en algunos casos de
Jose Manuel Pérez Cobos
Página | 111
Capítulo 5
Conclusiones
mismo valor de coercitividad) por los compactos prensados aleados, y luego más
alejados encontramos los compactos sinterizados tanto sin alear como aleados, que
tienen un valor de coercitividad semejante (Figura 111 – Figura 114).
•
El proceso de molienda mecánica ha provocado que los compactos sinterizados
adquieran verticalidad en su curva de histéresis, siendo muy significativa la zona de
transición hacia la saturación, que es bastante más pronunciada que en el caso de que
estén sin alear los polvos. Esta verticalidad provoca un aumento considerable en la
remanencia y, en algunos casos, una reducción casi imperceptible de la coercitividad. En
cambio, la zona de saturación disminuye respecto a los compactos que están sin alear.
•
Si analizamos las aleaciones en particular, para los casos en que las aleaciones están sin
alear y sinterizadas (Figura 75 – Figura 78), la aleación Ni80Fe20 tiene los valores de
remanencia y saturación más altos, seguida muy de cerca por las aleaciones Ni77Fe19Mo4
y Ni73Fe18Cu5Mo4. Los valores de la coercitividad son prácticamente iguales. Para el caso
de los compactos en verde y sin alear, la aleación Ni80Fe20 vuelve a tener valores mayores
tanto de remanencia como de saturación, seguida de la aleación Ni77Fe19Mo4 y
Ni73Fe18Cu5Mo4, mientras que la coercitividad es prácticamente igual para las tres
aleaciones. La inclusión de elementos como el Cu y el Mo no favorecen el aumento de
la remanencia y la coercitividad en los compactos sin polvo aleado mecánicamente.
•
Para los casos en que las aleaciones están aleadas y sinterizadas (Figura 106 – Figura
110), la aleación Ni80Fe20 tiene los valores más altos de saturación, como ocurría con los
polvos sin alear, seguida de la aleación Ni77Fe19Mo4 y Ni73Fe18Cu5Mo4. La coercitividad es
prácticamente la misma la de las tres aleaciones, sin embargo, la aleación
Ni73Fe18Cu5Mo4 es la que tiene los valores más altos de remanencia en este caso, seguida
de la aleación Ni77Fe19Mo4 y Ni80Fe20. Observando las figuras se puede observar como la
aleación Ni73Fe18Cu5Mo4 (curva morada) tiene una zona de transición hacia la saturación
bastante más brusca que la aleación Ni80Fe20 (curva de color amarillo). El aleado
mecánico, la inclusión de Cu y Mo y su posterior sinterización han podido
probablemente la aparición de compuestos intermetálicos (Figura 87) que favorecen
este aumento del valor de la remanencia, como podemos observar en la Figura 115.
Recordemos que para el caso de 300 MPa esto no se cumplía posiblemente por un error
de calibración de la máquina encargada de obtener las curvas de histéresis.
•
Respecto a los compactos aleados y en verde (Figura 106 – Figura 110), la aleación
Ni80Fe20 tiene valores más altos de coercitividad, mientras que la remanencia es
prácticamente igual para las 3 aleaciones. Sobre la saturación, la aleación Ni77Fe19Mo4
tiene unos valores un poco más altos que la Ni80Fe20, mientras que la aleación
Ni73Fe18Cu5Mo4 tiene los valores más bajos de este parámetro.
•
En los compactos sin alear mecánicamente y prensados la remanencia disminuye a
medida que aumenta la porosidad de los compactos (Figura 73). La aleación Ni80Fe20
tiene los valores de remanencia más altos, seguida de la aleación Ni77Fe19Mo4 y
Ni73Fe18Cu5Mo4. La inclusión de elementos como el Cu o el Mo en vez de Ni posiblemente
hagan que estos valores decrezcan. Respecto a los compactos sinterizados, los valores
de la remanencia son menores que la de los compactos en verde y prácticamente
independientes de la porosidad.
•
En cuanto a la coercitividad, tanto los compactos sinterizados sin alear como los
únicamente prensados sin alear son prácticamente independientes de la porosidad
(Figura 74). Los compactos prensados tienen valores más altos de coercitividad que los
sinterizados, siendo esta vez la aleación Ni73Fe18Cu5Mo4 la de mayores valores de
Jose Manuel Pérez Cobos
Página | 112
Capítulo 5
Conclusiones
coercitividad, seguida de Ni77Fe19Mo4 y Ni80Fe20. La inclusión de elementos como el Cu o
el Mo en vez de Ni probablemente hacen que estos valores se incrementen.
•
Al comparar aleaciones distintas con valores de la porosidad similares (Figura 79 –
Figura 80), lo que conseguimos es hacer que las curvas de histéresis puedan ser
consideradas no dependientes de la porosidad para tener una comparación más
objetiva. Podemos observar como para valores de porosidad semejantes, en probetas
tanto sinterizadas como en verde (sin alear), la aleación Ni80Fe20 tiene valores de la
remanencia y zona de saturación más altos, mientras que la coercitividad es
prácticamente la misma en todas las aleaciones.
Jose Manuel Pérez Cobos
Página | 113
Capítulo 5
Jose Manuel Pérez Cobos
Conclusiones
Página | 114
Bibliografía
Bibliografía
Bibliografía
1. MICHAEL FOWLER. “Historical Beginnings of Theories of Electricity and Magnetism”
(1997), University of Virginia, Department of Physics.
2. STEVEN ERREDE. “A Brief History of The Development of Classical Electrodynamics”
(2007), University of Illinois, UIUC Physics.
3. JACKSON and JOHN DAVID. “Classical electrodynamics” (1999), 3ª edición, ISBN 0-47130932-X.
4. CATHERINE WESTBROOK, CAROLYN KAUT and CAROLYN KAUT-ROTH. “MRI (Magnetic
Resonance Imaging) in practice” (1998), 2ª edición, ISBN 0-632-04205-2.
5. DAVID JILES. “Introduction to Magnetism and Magnetic Materials” (1991), Chapman and
Hall.
6. FRITZ V. LENEL. “Magnetic applications”, artículo.
7. BENJAMIN, J.S. “Dispersion strengthened superalloys by mechanical alloying” (1970),
Met. Trans. A-Phys. Met. Mater. Sc., 1(10); 2943-2951.
8. LEE, P.Y.; YANG, J.L. and LIN, H.M. “Amorphization behavior in mechanically alloyed NiTa powders” (1998), J. Mater. Sci., 33 (1); 235-239.
9. RODRIGUEZ, J.A.; GALLARDO, J.M. and HERRERA. “Structure and properties of attritionmilled aluminum powder” (1997), J. Mater. Sci., 32 (13); 3535-3539.
10. DAVIS, R.M.; McDERMOTT, B. and KOCH, C.C. “Mechanical Alloying of Brittle Materials”
(1988), Met. Trans. A-Phys. Met. Mater. Sc., 19; 2867-2874.
11. MAURICE, D.R. and COURTNEY, T.H. “Modeling of mechanical alloying: part I.
deformation coalescence, and fragmentation mechanisms” (1994), Metall. Mater.
Trans.A, 25 (1); 147-158.
12. SCHAFFER, G.B. and McCORMICK, P.G. “On the kinetics of mechanical alloying” (1992),
Met. Trans. A-Phys. Met. Mater. Sc., 23; 1285-1290.
13. ZHANG, H. and LIU, X. “Analysis of milling energy in synthesis and formation mechanism
of molybdenum disilicide by mechanical alloying” (2001), Int. J. Refract. Met. Hard
Mater, 19; 203-208.
14. SCHAFFER, G.B. and McCORMICK, P.G. “Anomalous combustion effects during
mechanical alloying” (1991), Met. Trans. A-Phys. Met. Mater. Sc., 22; 3019-3024.
15. SCHAFFER, G.B. and FORRESTER, J.S. “The influence of collision energy and strain
accumulation on the kinetics of mechanical alloying” (1997), J. Mat. Sci., 32; 3157- 3162.
16. SCHAFFER, G.B. and FORRESTER, J.S. “The influence of collision energy and strain
accumulation on the kinetics of mechanical alloying” (1997), J. Mat. Sci., 32; 3157-3162.
17. WATANABE, R.; HASHIMOTO, H. and LEE, G.G. “Computer simulation of milling ball
motion in mechanical alloying (overview)” (1995), Mater. Trans. JIM, 36 (2); 102-109.
18. ITSUKAICHI, T.; MASUYAMA, K.; UMEMOTO, M.; OKANE, I and CABAÑAS, J.G.
“Mechanical alloying of Al-Ti powder mixtures and their subsequent consolidation”
(1993), J. Mater. Res., 8 (8); 1817-1828.
Jose Manuel Pérez Cobos
Página | 117
Bibliografía
19. LIANG, G.; MENG, Q.; LI, Z. and WANG, E. “Consolidation of nanocrystalline Al-Ti alloy
powders synthesized by mechanical alloying” (1995), Nanostructure Mater, 5 (6); 673678.
20. FECHT, H.J.; HELLSTERN, E.; FU. Z. and JOHSON, W.L. “Nanocrystalline metals prepared
by high-energy ball milling” (1990), Met. Trans. A-Phys. Met. Mater. Sc., 21; 2333-2337.
21. SURYANARAYANA, C. and FROES, F.H. “Nanocrystalline titanium-magnesium alloys
through mechanical alloying” (1990), J. Mater. Res., 5 (9); 1880-1886.
22. KUWANO, H.; OUYANG, H. and FULTZ, B. “A Mössbauer spectrometry study of
nanophase Cr-Fe synthesized by mechanical alloying: A measurement of grain boundary
width” (1992), Nanostructure Mater., 1; 143-148.
23. KLASSEN, T.; OEHRING, M. and BORMANN, R. “Early stages of phase formation during
mechanical alloying of Ti-Al” (1994), J. Mater. Res., 9 (1); 47-52.
24. LI, S.; WANG, K.; SUN, L. and WANG, Z. “Simple model for the refinement of
nanocrystalline grain size during ball milling” (1992), Scr. Metall. Mater., 27 (4); 437-442.
25. HELLSTERN, E.; FECHT, H.J.; FU, Z. and JOHNSON, W.L. “Structural and thermodynamic
properties of heavily mechanically deformed Ru and AlRu” (1989), J. Appl. Phys., 65 (1);
305-310.
26. ECKERT, J.; HOLZER, J.C.; KRILL, C.E.III and JOHSON, W.L. “Influence of microstructure
and composition on the grain size of nanocrystalline Fe-Cu alloys” (1992), Scr. Metall.
Mater., 27 (9); 1105-1110.
27. PATANKAR, S.N.; XIAO, S.Q.; LEWANDOWSKI, J.J. and HEUER, A.H. “Mechanism of
mechanical alloying of MoSi2” (1993), J. Mater. Res., 8 (6); 1311-1316.
28. IVANOV, E.; GRIGORIEVA, T.; GOLUBKOVA, G.; BOLDYREV, V.; et al. “Synthesis of nickel
aluminides by mechanical alloying” (1988), Mater. Lett., 7 (1-2); 51-54.
29. BENJAMIN JS, VOLIN TE. “Metal Trans” (1974), 5:1929-34.
30. COURTNEY TH. “Reviews in Particulate Materials” (1994), 2:63-116.
31. GAFFET E, ABDELLAOUI M, GAFFET NM. “Mater Trans Japan Inst Metals” (1995), 36:198209.
32. MAGINI M, IASONNA A. “Mater Trans Japan Inst Metals” (1995), 36:123-33.
33. WATANABE R, HASHIMOTO H, LEE GG. “Mater Trans Japan Inst Metals” (1995), 36:1029.
34. ABDELLAOUI M, GAFFET E. “Acta Mater” (1996), 44:725-34.
35. ABDELLAOUI M, GAFFET E. “Alloys and Compounds” (1994), 209:351-61.
36. GERMAN, R.M. “Sintering Theory and Practice” (1996), ed. John Wiley & Sons, Inc., New
York, USA.
37. G. DOWSON. “Powder metallurgy, the process and its products” (1990), Adam Hilger
series, EE.UU, ISBN 0852740069.
38. Standard Test Method for Compressibility of Metal Powders in Uniaxial Compaction,
ASTM B331-95 (2002).
Jose Manuel Pérez Cobos
Página | 118
Bibliografía
39. J.CINTAS FÍSICO. “Estudio de fabricación en tres etapas de piezas pulvimetalúrgicas de
aluminio aleado mecánicamente” (1999), Proyecto Fin de Carrera, Departamento de
Ingeniería Mecánica y de los Materiales, Universidad de Sevilla.
40. J.M GALLARDO FUENTES. “Fabricación de aceros rápidos por procedimientos
pulvimetalúrgicos” (1985), Tesis Doctoral, Departamento de Ingeniería Mecánica y de
los Materiales, Universidad de Sevilla.
41. ROES, F.H. and HEBIESEN, J. “Advances in powder metallurgy applications-a review”
(1997), Proceeding of the advanced particulate materials and processes, MPIF,
Princeton, USA; 1-23.
42. BRAGG WH. "The nature of Röntgen rays" (1907), Transactions of the Royal Society of
Science of Australia 31:94.
43. BRAGG WH. "The nature of γ- and X-rays" (1908), Nature 77:270.
44. BRAGG WH. "The consequences of the corpuscular hypothesis of the γ- and X-rays, and
the range of β-rays" (1910), Phil. Mag. 20 (117): 385.
45. BRAGG WH. "On the direct or indirect nature of the ionization by X-rays" (1912), Phil.
Mag. 23 (136): 647.
46. ANTONIO JESÚS NADALES REQUENA. “Amorfización de aluminio mediante molienda
mecánica” (2005), Proyecto Fin de Carrera, Departamento de Ingeniería Mecánica y de
los Materiales, Universidad de Sevilla.
47. A.OZOLS, M.R.PAGNOLA and M.H SIRKIN. “Comportamiento magnético de composites
de permalloy y 80-peek” (2003), Laboratorio de Sólidos Amorfos, Facultad de Ingeniería
de la Universidad de Buenos Aires.
48. MERCEDES RUIZ ALCALÁ. “Comportamiento magnético de la aleación Fe-Ni sinterizada
por resistencia eléctrica” (2014), Proyecto Fin de Carrera, Departamento de Ingeniería
Mecánica y de los Materiales, Universidad de Sevilla.
Jose Manuel Pérez Cobos
Página | 119