obtención de un electrodo para el relleno de las mazas de los
Anuncio

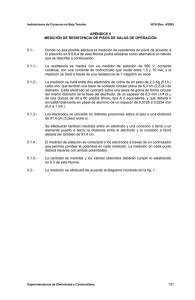
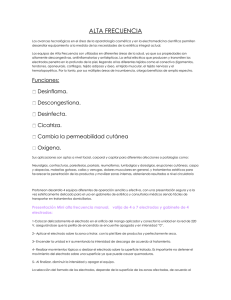
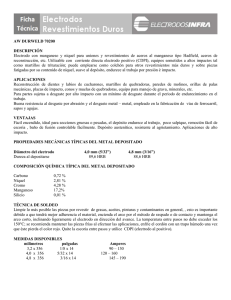
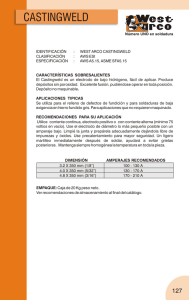
5as Jornadas de Investigación Universidad Autónoma de Zacatecas 25 al 29 de Junio del 2001 Trabajo: TI/UI-08/087 OBTENCIÓN DE UN ELECTRODO PARA EL RELLENO DE LAS MAZAS DE LOS MOLINOS DE CAÑA DE AZÚCAR M. en C. Alejandro López Ibarra *, Dr. Manuel Rodríguez Pérez **, M Sc. Abel Mendoza Martínez **, Dr. Emilio Alvarez García ** *Especialidad en Procesos Metalúrgicos de Manufactura de la Universidad Autónoma de Zacatecas. Av. Ramón López Velarde No. 801, C. P. 98060, Zacatecas, Zac., México Tels: (492) 2-08-27, Fax: (492) 2-05-47 Email: lopezi@cantera.reduaz.mx **Facultad de Ingeniería Mecánica de la Universidad Central “ Marta Abreu “ de las Villas, Cuba Carretera a Camajuani Km 5-1/2, Santa Clara, Cuba RESUMEN En este trabajo se obtiene un electrodo revestido con una excelente resistencia al desgaste del tipo abrasivo-corrosivo a partir de un sistema de aleación compuesto por C – Cr - Mn. Según las propiedades del electrodo está destinado específicamente para el relleno superficial de la aspereza transversal de las mazas de los molinos de caña de azúcar. ABSTRACT In the present work we have obtained a covered electrode with an excellent resistance to the abrasive corrosion Wear, started from a system of compound alloy by C – Cr - Mn. According to the properties of the electrode; this can be destined for the hardfacing of the transversal asperity of the sugar cane mill rolls. I. INTRODUCCIÓN La aplicación progresiva de nuevos métodos de fabricación o recuperación de piezas y su perfeccionamiento, constituye un elemento fundamental para cubrir la demanda de ciertas piezas de repuesto que su complejidad y aleación utilizada hacen que los costos de adquisición resulten elevados. El presente trabajo constituye una posible respuesta a las dificultades existentes; mediante el desarrollo de un electrodo destinado a la aplicación de la Aspereza Transversal, las cuales se encuentran sometidas a un alto grado de desgaste abrasivo en un medio corrosivo (figura 1). 5as Jornadas de Investigación Universidad Autónoma de Zacatecas 25 al 29 de Junio del 2001 Trabajo: TI/UI-08/087 Figura 1.- Mazas expuestas al desgaste durante la molienda de la caña de azúcar (características: diámetro = 1066.8 mm, longitud =2286 mm, peso = 20 toneladas, costo = 10,000 USD) Con relación a la protección de las mazas y el aumento de la eficiencia en la molienda, se ofrecen actualmente una gran gama de electrodos para aplicarlos en la Aspereza Transversal, como es el caso del electrodo UTP-670. La importancia del trabajo, se basa en la obtención de un electrodo con propiedades que dan solución al problema del desgaste, existiendo las condiciones de equipamiento y materia prima para producirlo a un costo relativamente bajo, como se ha demostrado en estudios realizados en otros trabajos de investigación (8). Es de señalar que el electrodo obtenido puede ser utilizado no sólo para la aspereza de las mazas de los centrales azucareros, pues por la composición química y estructura de la capa aportada, así como su dureza, puede ser empleado en el relleno de todo tipo de pieza sometida al desgaste abrasivo. II. DESARROLLO 2.1. Evaluación de revestimientos para la obtención del electrodo El punto de partida de la investigación correspondiente al presente trabajo ha sido evaluar diferentes formulaciones desarrolladas en trabajos anteriores utilizadas en electrodos tubulares 5as Jornadas de Investigación Universidad Autónoma de Zacatecas 25 al 29 de Junio del 2001 Trabajo: TI/UI-08/087 (5, 9). A estas formulaciones se les ha adicionado ferroaleaciones para lograr propiedades tales como; una alta resistencia al desgaste Abrasivo-Corrosivo, y analizar además de forma preliminar las propiedades tecnológicas fundamentales en electrodos con núcleo macizo. TABLA 1. Composición de los minerales utilizados en las pruebas preliminares. Materiales que intervienen en las mezclas (%) Número de Rutilo(TiO 2) Variante Calcita Caolín Fluorita FeCr FeMn 1 24 16,8 10,2 - 34 6 2 24 18 18 - 34 6 3 30 10 20 - 34 6 4 30 15 15 - 34 6 5 30 - 15 15 34 6 TABLA 2. Resultados de las propiedades tecnológicas evaluadas a los diferentes revestimientos. Tipo de Material Propiedades evaluadas en los depósitos de soldadura. Revesti Espesor miento Temperatura Propiedades Dureza de fusión del de (HRC) revestimiento Extrusión N Alta B 100-120 N Media B B 110-120 N Alta B R B 120-125 N Alta B 2,5 R B 120-125 N Alta B 1,75 E B 120-125 N Alta B B 110-120 N Remoción Es tabilidad IS de e s coria de a rco amperes 2,5 M R 140-150 1,75 B B 2,5 B 1,75 (mm) Poros 1 55.46 2 49.22 3 Acero 48.36 2,5 E 4 1,75 E B 110-120 N Ligeramente. Alta Ligeramente Alta B 34.10 B 2,5 E R 140-150 N Media B 1,75 E B 110-120 N Media B 5 30.42 La composición de los minerales empleados en este grupo de electrodos se muestra en la tabla 1. La evaluación de los revestimientos se ha realizado considerado los siguientes niveles de evaluación: E: excelente; B: bien; R: regular; M: mal; y N indica la no presencia de poros en la soldadura. Los niveles de evaluación se establecieron siguiendo un criterio de expertos 5as Jornadas de Investigación Universidad Autónoma de Zacatecas 25 al 29 de Junio del 2001 Trabajo: TI/UI-08/087 según el trabajo de investigación (8). Los resultados obtenidos de las propiedades tecnológicas evaluadas se muestran en la tabla 2. De acuerdo a las propiedades evaluadas, se seleccionó el revestimiento No. 4 por su comportamiento en el sistema aleante seleccionado. 2.2. Determinación del porcentaje de las ferroaleaciones seleccionadas para garantizar la resistencia al de sgaste Abrasivo-Corrosivo. Las ferroaleaciones seleccionadas para el desarrollo del electrodo han sido el Ferrocromo y el Ferromanganeso. El Ferrocromo constituye el elemento esencial para lograr la resistencia al desgaste corrosivo; además la presencia de este elemento junto al carbono garantiza la formación de carburos, cuya morfología y distribución pueden ofrecer una excelente resistencia al desgaste Abrasivo (7). Por otra parte la utilización del Ferromanganeso en los sistemas aleantes es muy empleado, pues con él se logra disminuir el agrietamiento en los depósitos por la tenacidad que este elemento le confiere a la matriz de la estructura. La composición de los diferentes electrodos evaluados con relación al revestimiento seleccionado se muestra en la tabla 3. TABLA 3. Composición de los minerales utilizados en el trabajo experimental. Materiales que contienen los electrodos (%). Electrodo Rutilo (TiO 2) Caolín Fluorita FeCr FeMn Polvo de Fe. 1 30 15 15 34 6 0 2 30 15 15 34 2 4 3 30 15 15 4 6 30 4 30 15 15 4 2 34 III. RESULTADOS OBTENIDOS Y DISCUSIÓN Una vez fabricados los electrodos se continuó con la evaluación de algunas propiedades, con la finalidad de establecer el electrodo más apropiado para realizar la Aspereza Transversal. Este electrodo debe satisfacer las propiedades tecnológicas del proceso, así como una alta resistencia al desgaste abrasivo. En el proceso de evaluación ante el desgaste abrasivo se ha incluido al electrodo UTP-670 (electrodo empleado en la Aspereza Transversal), recomendado por la literatura (2). Se ha considerado oportuno evaluar además del desgaste abrasivo el comportamiento de la dureza de los depósitos para cada uno de los electrodos. Los resultados de la dureza y el desgaste se muestran en las tablas 4 y 5 respectivamente. 5as Jornadas de Investigación Universidad Autónoma de Zacatecas 25 al 29 de Junio del 2001 Trabajo: TI/UI-08/087 TABLA 4. Dureza obtenida en los diferentes depósitos de soldadura. Promedio Mediciones realizadas Electrodo (HRC) Y1 Y2 Y3 Y4 Y5 Y6 (Y) E-1 44 53,5 57* 43,5 44,5 44,8 47,88 E-2 40,5 41 41 38,2 37,5 37,5 39,28 E-3 36,5 37,4 32,5 32,5 34,5 40,5 35,65 E-4 34 38,5 38 37,2 16,5* 16* 30,03 UTP-670 57 53 58 59 55 56 56,33 TABLA 5. Resultados de las pruebas de desgaste abrasivo (peso en gramos) Promedio Mediciones realizadas Electrodos (Y) Y1 Y2 Y3 Y4 Y5 Y6 E-1 0,1459 0,2711* 0,218* 0,1318 0,1206 0,1992* 0,1327 E-2 0,1218 0,3138* 0,1513 0,1704 0,2287* 0,1210 0,1411 E-3 0,2348 0,2985* 0,2156 0,1882 0,2996* 0,1595 0,21 E-4 0,1846 0,2925 0,1390* 0,5096 0,6141 0,4563 0,4114 UTP-670 0,2309 0,4638* 0,1541 0,1297 0,1374 0,0899* 0,16303 La composición química del metal depositado por cada uno de los electrodos evaluados se muestra a continuación en la tabla 6. TABLA 6. Composición química de los depósitos de soldadura Elementos de ale ación Diferentes depósitos de soldadura realizado. (%). E-1 E-2 E-3 E-4 UTP-670 C 2.09 1.90 0.198 0.8 0.886 Cr 13.74 14.54 5.28 1.21 8.98 Mn 0.981 0.537 1.00 0.5 0.383 V 0.108 0.135 0.0787 0.066 >1.20 Al observar cada uno de los resultados obtenidos en los ensayos de resistencia al desgaste para las diferentes variantes, se observa que los tipos de electrodo, E-1 y E-2 poseen una resistencia al desgaste apreciable, superior incluso a la del electrodo UTP-670. La composición química del metal depositado por el electrodo E-1, ofrece porcentajes de cromo superiores al 12%, por lo que el depósito ofrece una buena resistencia al desgaste corrosivo según se reporta en la literatura (3, 6) para este tipo de aleación. A pesar de los resultados 5as Jornadas de Investigación Universidad Autónoma de Zacatecas 25 al 29 de Junio del 2001 Trabajo: TI/UI-08/087 excelentes de la variante E-1 en cuanto a resistencia al desgaste, y también su favorable composición química, se ha evaluado la estructura metalográfica del metal aportado por este electrodo. Figura 2.- Micrografía de la estructura obtenida para la variante del electrodo E-1 (500X). Figura 3.- Diagrama C-Cr-Fe 5as Jornadas de Investigación Universidad Autónoma de Zacatecas 25 al 29 de Junio del 2001 Trabajo: TI/UI-08/087 El estudio realizado ofrece para el metal depositado con la variante de E-1 una estructura con abundante precipitado de carburos de cromo como se muestra en la figura 2, y que se corrobora según el diagrama de la figura 3. La apreciable presencia de carburos de cromo en una matriz austenítica para el metal aportado con el electrodo E-1 indican que este material ofrece una excelente resistencia al desgaste abrasivo. Este análisis corrobora además los resultados obtenidos en los ensayos del desgaste abrasivo para dicha variante. En la figura 4 se muestra una fotografía de los cordones de soldadura depositados sobre la aspereza transversal de la maza. Figura 3.- Maza recuperada mediante el nuevo electrodo CONCLUSIONES 1. Según las condiciones de trabajo de las mazas de los molinos de caña de azúcar, para realizar la Aspereza Transversal con resultados favorables en cuanto a la resistencia al desgaste, es necesario un sistema aleante que garantice una estructura a partir de carburos y a la vez un contenido de cromo superior al 12%, para contrarrestar el efecto de la corrosión. 2. El revestimiento seleccionado para el sistema de aleación utilizado, permite obtener el Relleno Superficial cumpliéndose satisfactoriamente las propiedades tecnológicas del proceso. 3. Según los ensayos de resistencia al desgaste abrasivo para los diferentes electrodos evaluados y su comparación con los valores obtenidos para el electrodo UTP-670 5as Jornadas de Investigación Universidad Autónoma de Zacatecas 25 al 29 de Junio del 2001 Trabajo: TI/UI-08/087 (Electrodo comercial empleado por sus buenos resultados) puede señalarse que la variante E1 resulta la más conveniente, cuyo depósito se caracteriza por la siguiente composición: C = 2.09%, Cr = 13.74%, Mn = 0. 98%, V = 0.11%. BIBLIOGRAFÍA 1. Álvarez García, Emilio; G. R, José Mario (1995): Máquina para el Estudio del Desgaste Abrasivo en Pares Tribológicos. Revista Construcción de Maquinaria. MayoAgosto, año 20, No.2. U. C. L. V. Santa Clara, Cuba. 69-76 pp. 2. Colectivo De Autores (1998): II- Encuentro de Ingeniería de Materiales. La Habana, Cuba. 239-245 pp. 3. Grupo Científico Técnico(CIME): Manual de Recuperación de Piezas Por Métodos de Soldadura. Publicaciones IMAGO 1999. La Habana, Cuba. 367 pp. 4. Espinosa Pedraja, Rubén; Otros Autores (1990): Sistemas de Utilización del Calor en la Industria Azucarera. Ediciones ENPES. La Habana, Cuba. 443 pp. 5. E.R.L, Miguel (1997): Obtención de la composición de Minerales para el Revestimiento de electrodos destinados al Relleno Superficial. U.C.L.V. Santa Clara, Cuba. 46 pp. 6. Guliaev, A. P (1990): Metalografía. Tomo II. Editorial MIR, Moscú. 295 pp. 7. Hurricks, P. L (1972): Some aspects of the metallurgy and wear resistance of surface coating. Revista WEAR. Vol.22. No. 3. Printed in the Nederlands. 308-309 pp. 8. Mendoza Martínez, Abel (1999): Electrodo para la realización de la Aspereza Transversal de las mazas de los molinos de caña de azúcar. Trabajo Presentado en opción al grado de master en Ingeniería Mecánica (mención Soldadura). U.C.L.V. Santa Clara, Cuba. 138 pp. 9. Rodríguez Pérez, Manuel (1992): Electrodos Tubulares Revestidos para el Relleno Superficial de Centralizadores. U.C.L.V. Santa Clara, Cuba. 129 pp.