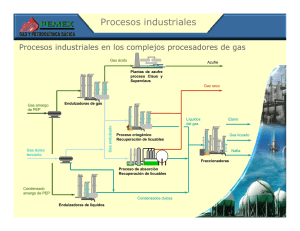
SIMULACION DEL PROCESO DE ENDULZAMIENTO DE GAS NATURAL CON AMINAS. ANALISIS DEL USO DE DIFERENTES SIMULADORES. Juan Pablo Gutiérrez1,Leonel Benítez1, Liliana Ale Ruiz2, Eleonora Erdmann3, Enrique Tarifa4. 1 Instituto de Investigaciones para la Industria Química. Universidad Nacional de Salta. INIQUI (UNSaCONICET)-Consejo de Investigaciones de la UNSa - CIUNSa. Avda. Bolivia 5150- (4400)- Salta Argentina. E-mail: gutierrezjpg@gmail.com, lab.benitez@gmail.com 2 3 4 Consejo de Investigaciones- CIUNSa, Facultad de Ingeniería, UNSa. Avda. Bolivia 5150- (4400)Salta - Argentina. E-mail: laleruiz@unsa.edu.ar Instituto Tecnológico de Buenos Aires- ITBA, Instituto de Investigaciones para la Industria Química – INIQUI (UNSa-CONICET). Av. Madero 399 - (1106)- Ciudad de Buenos Aires. Argentino. E-mail: erdmann@itba.edu.ar Facultad de Ingeniería. Universidad Nacional de Jujuy - CONICET. Gorriti 237 – (4600) San Salvador de Jujuy, Argentina. E-mail: eetarifa@arnet.com.ar Resumen: La simulación de procesos constituye una herramienta significativa para el diseño y la operación de plantas químicas ya que permite estimar, para distintos escenarios de estudio, el comportamiento del sistema simulado de manera rápida, sin costos ni riesgos. Sin embargo, para que la simulación sea realmente útil, es importante que los resultados logrados sean lo más cercanos posible a los valores reales del proceso. El objetivo de este trabajo consiste en simular el estado estacionario de una unidad de endulzamiento de gas natural que emplea una solución de dietilamina (DEA) para remover el contenido de CO2. Para ello se emplearon dos simuladores comerciales: Aspen Plus 7.3 y Aspen Hysys 7.3. El modelo desarrollado con el primero de los simuladores requiere el manejo de reacciones químicas que involucran electrolitos, para lo cual se empleó el paquete de fluidos Electrolyte-NRLT. En el segundo, se empleó el paquete de fluidos AminePKG, el cual permite operar con distintos tipos de aminas en rangos de presión, temperatura y concentración de amina determinados. Los datos de entrada, como así también las condiciones operativas de los equipos, corresponden a valores típicos de una planta de tratamiento de gas. A partir de los resultados de las simulaciones llevadas a cabo se realizó una comparación de los mismos a fin de observar ventajas y desventajas de cada programa de simulación. Se realizó, además, un análisis de sensibilidad paramétrica en ambas alternativas para evaluar condiciones de operación optimas necesarias para operar la instalación de manera eficiente. Palabras Claves: endulzamiento, simulación, aminas, gas natural, optimización. INTRODUCCIÓN El gas natural es un recurso no renovable, que debido a sus características combustibles se le ha dado una amplia gama de aplicaciones que van desde el uso doméstico, materia prima para la generación de energía eléctrica, combustible automotor, y otros usos industriales. Está formado por una mezcla de hidrocarburos, principalmente por metano (alrededor de 80%), etano (6%), propano (4%) y butano (2%); también están presentes algunas impurezas tales como vapor de agua, compuestos sulfurados, dióxido de carbono (CO2), nitrógeno (N2) y trazas de hidrocarburos más pesados. Su composición varía de acuerdo al yacimiento de donde fue extraído (Martínez, 2000). Sin embargo, este recurso, tal y como se encuentra en la naturaleza, posee impurezas o componentes no deseados, y para ser utilizado debe cumplir con las especificaciones de la legislación vigente en cada país. Para ello, el gas natural debe ser sometido a diferentes tratamientos previos, uno de los procesos más importantes es el denominado endulzamiento. El proceso de endulzamiento se hace con el fin de remover el H2S y el CO2 del gas natural, debido a que estos compuestos son gases que pueden ocasionar problemas en el manejo y procesamiento del gas natural, así como también problemas de corrosión, olores desagradables, emisiones de compuestos causantes de lluvia ácida, entre otros. Las especificaciones para el transporte del gas natural a través de gasoducto en Argentina están reguladas por el ENARGAS, resolución Nº 622/98 (Condiciones de referencias: 15ºC y 101, 325 kPa). Este trabajo describe el desarrollo de una simulación estacionaria para un proceso de endulzamiento de gas natural con aminas y, en particular, se centra en la absorción de dióxido de carbono ya que se trabaja con gas natural de la región noroeste de Argentina, el cual no posee compuestos sulfurados en cantidades apreciables como para ser removidos. El endulzamiento es llevado a cabo en un sistema compuesto fundamentalmente por una torre absorbedora y una torre regeneradora (Velazquez, 2008). Una vez simulada la planta se realizó un análisis de sensibilidad de las principales variables operativas del proceso para mejorar el rendimiento del mismo. Para realizar este análisis se utilizó el simulador Aspen Hysys 7.3. El análisis permitió determinar cómo afecta la presión de trabajo en el reboiler de la torre regeneradora al proceso de regeneración del solvente para evitar la degradación del mismo. Además se obtuvo el caudal máximo de gas a tratar, tal que el gas endulzado cumpla con las especificaciones en cuanto a la concentración de CO2. Por último, se realizó la simulación del proceso de endulzamiento empleando un segundo simulador, en este caso fue el Aspen Plus 7.3. Este estudio permitió realizar una comparación entre ambos simuladores y determinar sus ventajas, desventajas y diferencias. Endulzamiento de Gas Natural con Solventes Químicos Hasta la fecha se han desarrollado un sin número de procesos de endulzamiento caracterizados principalmente por el tipo de absorbente que se emplee, físicos o químicos. En estos últimos, el gas que se va a tratar se pone en contacto en contracorriente con una solución de un componente activo que reacciona con los gases ácidos para formar compuestos inestables solubles en el solvente. El componente activo de la solución puede ser una alcanolamina o una solución básica, con o sin aditivos. El contacto se realiza en una torre conocida como contactora en la cual la solución ingresa por la parte superior, y el gas por la parte inferior. Las reacciones que se presentan entre la solución y los gases ácidos son reversibles y por lo tanto la solución al salir de la torre se envía a regeneración. Los procesos con aminas son los más frecuentemente usados de esta categoría y en segundo lugar los procesos con carbonato. En estos procesos, la torre contactora debe trabajar en condiciones de baja temperatura y alta presión de manera que se favorezca la reacción entre el gas y el solvente químico. Por otro lado, en la regeneración se debe trabajar en condiciones contrarias a las mencionadas (alta temperatura y baja presión) de manera de favorecer la liberación de los gases ácidos. Las principales desventajas de este método son la demanda de energía, la naturaleza corrosiva de las soluciones y la limitada carga de gas ácido en la solución, debido a la estequiometria de las reacciones. En el tratamiento de gas se utilizan soluciones acuosas de aminas para remover H2S y CO2. Las aminas son compuestos derivados del amoniaco (NH3), son bases orgánicas donde uno, dos o tres grupos alquilo pueden sustituir los hidrógenos de la molécula de amoniaco para dar aminas primarias, secundarias y terciarias, respectivamente. En un principio la monoetanolamina (MEA) era la más utilizada en cualquier aplicación de endulzamiento, de a poco fue sustituida por la dietanolamina (DEA) ya que daba mejores resultados y en los últimos años el uso de metildietanolamina (MDEA) así como las mezclas de aminas han ganado popularidad. El uso de estas aminas depende de su grado de selectividad para la remoción de los contaminantes ácidos. Diagrama de Flujo del Proceso de Endulzamiento. La Figura 1 representa una simplificación de la planta de tratamiento con aminas. Se observa que el gas ácido (gas fuente) es introducido en la torre de absorción donde se pone en contacto con la solución de amina pobre, la cual fluye en sentido descendente. Los componentes ácidos del gas, CO2 y H2S, son absorbidos por la solución de amina, mientras que el gas dulce deja la torre absorbedora por la parte de superior de la misma. La solución de amina rica, obtenida por el fondo, es enviada a un tanque flash, donde los hidrocarburos absorbidos se liberan como vapor. Posteriormente, la solución de amina rica fluye a través de un intercambiador de calor amina/amina para incrementar su temperatura hasta los 90-110ºC. La amina rica calentada se hace ingresar al regenerador, en donde es despojada de los gases ácidos, hidrocarburos disueltos y agua que pueda contener. La presión de la columna de stripping debe ser mantenida tan alta como sea posible para incrementar la temperatura del reboiler y así lograr optimizar la operación. Sin embargo, se debe procurar no exceder la temperatura de degradación de la amina. Se coloca una bomba en la línea con el objetivo que mantener una presión superior que la existente en el absorbedor. Finalmente, un enfriador de aire reduce la temperatura de la amina pobre antes de que sea devuelta a la torre contactora de absorción (Behroozsarand, 2011). SIMULACIÓN ESTACIONARIA EN HYSYS. Se realiza la simulación estacionaria del proceso de Endulzamiento de Gas Natural con DEA mediante el uso del simulador comercial Aspen Hysys 7.3. Bomba de circulación Enfriador Gas Ácido Gas Dulce Make-up Amina Absorbedor Stripper Off - Gas Gas Fuente Flash TK Fig. 1. Diagrama de flujo de una planta de endulzamiento. Diagrama de Flujo del Proceso El diagrama de flujo empleado en simulación del proceso de endulzamiento se presenta en Fig. 2, está conformado principalmente por una torre absorbedora y una torre regeneradora (Erdmann et al. 2008). Fig. 2. Diagrama de flujo de la simulación desarrollada. Se empleó el paquete propiedades Amines Pkg, este paquete permite simular las reacciones que se llevan a cabo en el proceso obteniendo resultados confiables. Datos de Entrada El gas a tratar tiene las condiciones mencionadas en la Tabla 1.a y 1.b, el cual, como se dijo anteriormente, presenta la composición de un gas típico del norte argentino. En cuanto a las condiciones correspondientes a la corriente de amina que ingresa por cabeza, están dadas por la Tabla 2. Tabla 1.a: Condiciones del Gas Ácido. Tabla 1.b: Composición del Gas Ácido. Temperatura Presión Flujo Molar Gas Acido 30 °C 1000 psia 25 MMSCFD Tabla 2. Condiciones operativas de amina tipo DEA. DEA a Absorbedora Temperatura 35 °C Presión 995 psia Std Ideal Liq Vol Flow 190 USGPM CO2 Mass Frac. 0,0018 Water Mass Frac 0,7187 DEA Mass Frac. 0,2795 Componente C1 C2 C3 iC4 nC4 iC5 nC5 C6 C7 C8 C9 CO2 H2 O N2 DEA Fracción molar 0,86177196 0,06205763 0,02033125 0,00387224 0,00525148 0,00217464 0,00132734 0,00045409 0,0006976 0,00010379 0,00012475 0,03461463 0,00199905 0,00521954 0,00000000 Resultados La Fig. 3 muestra los perfiles de concentración de CO2 y Temperatura en los platos de la torre absorbedora (el plato 1 corresponde a la cabeza y el plato 20 al fondo de la torre). En ella se observa que la extracción del CO2 de la corriente de gas se realiza progresivamente hasta extraerse la totalidad del mismo. El perfil de temperatura muestra un ascenso de la misma hacia la parte baja de la torre, esto se debe a que en ese lugar es donde se extrae la mayor cantidad de CO2. La Fig. 4 presenta el perfil de temperatura en la torre regeneradora (el plato 1 corresponde a la cabeza y el plato 18 al fondo de la torre) en la cual se observa que alcanza un valor máximo de 124 °C en el reboiler. Es importante tener en cuenta el perfil de temperatura, ya que dicha variable no se debe elevar por encima de la temperatura de descomposición de la amina que es de 124 °C. En la Fig. 5 se representa el perfil de concentración de CO2 en la corriente de DEA, el aumento brusco de la concentración en el plato 4 se debe a que ése es el plato donde se alimenta la corriente de amina a regenerar. Análisis de Sensibilidad Para el análisis de sensibilidad se consideran las siguientes variables críticas: presión en el reboiler y caudal de gas a tratar. Se proponen dos casos de estudio. Caso 1. Se modifica la presión del reboiler de la torre regeneradora y se observan los efectos de esta acción. El rango de variación de la presión fue de 2–3,8 kg/cm2. Variación de la temperatura de la corriente de amina. Este análisis permite determinar el límite para el valor de la presión de trabajo tal que no se produzca la degradación de la amina. Los resultados se observan en la Fig 6. Debido a que la máxima temperatura posible es 126 °C, la presión no debería superar los 2,3 kg/cm2 de presión. Variación de la concentración de CO2 y DEA en amina regenerada. En este caso se obtuvieron los perfiles de concentración de CO2 y DEA. En el caso de CO2 hay una disminución a medida que aumenta la presión (y la temperatura), mientras que la composición de DEA se mantiene constante, como puede verse en la Fig 7. De este resultado y del anterior, se puede concluir que la presión óptima de trabajo desde el punto de vista de la eliminación del CO2 es de 2 kg/cm2. Caso 2. El segundo caso de estudio (cuyos resultados se presentan en la Fig. 8) se realizó en la torre absorbedora variando el flujo de gas a endulzar. El objetivo de este análisis es determinar un rango de operación de flujo de gas que ingresa a la torre para un caudal de amina fijo, tal que el gas endulzado cumpla con las especificaciones en cuanto su contenido de gases ácidos. Fig. 3. Perfiles de concentración de CO2 y temperatura en la torre absorbedora. Fig. 4. Perfil de temperatura en la torre regeneradora. Fig. 5. Perfil de concentración de CO2 en la torre regeneradora. Fig. 6. Variación de temperatura de amina regenerada en función de presión en reboiler. Fig. 7. Variación de concentración de CO2 y DEA en la corriente de amina regenerada en función de presión en el reboiler. Fig. 8. Concentración de CO2 en el gas dulce en función del flujo de gas a tratar. Análisis de resultados Se llevó a cabo la simulación de una planta de endulzamiento de gas natural para un gas característico de la región norte de Argentina, empleando las condiciones operativas características de este tipo de planta. La temperatura de la corriente de amina regenerada y la concentración de CO2 en dicha corriente son sensibles a los cambios de presión en el reboiler. Ante un aumento de la presión, la concentración de CO2 disminuye y a su vez la temperatura aumenta de manera proporcional. Para las condiciones de trabajo establecidas en la torre absorbedora, es posible aumentar el flujo de gas a tratar hasta en un 20% y obtener valores de concentración de CO2 en el gas dulce que se encuentran dentro de las especificaciones de transporte exigidas. Al aumentar el caudal de amina disminuye la concentración de CO2 en el gas dulce en forma sustancial hasta un valor determinado a partir del cual la disminución del gas ácido no es significativa, tomado este valor como el de operación de la planta. SIMULACIÓN ESTACIONARIA EN ASPEN PLUS. A diferencia de Aspen Hysys 7.3, el simulador Aspen Plus 7.3 no cuenta con un paquete de propiedades que incluya las reacciones entre gases ácidos y aminas. Sin embargo, dado que en las reacciones que tienen lugar en el endulzamiento intervienen electrolitos es posible, para realizar la simulación, plantear reacciones en función de éstos. En este sentido Aspen Plus permite plantear con total comodidad mecanismos que involucren electrolitos, usando el módulo Electroyte-NRLT. Con Aspen Plus es posible, entonces, simular todo tipo de sistemas electrolíticos. Construcción del modelo El proceso para remover los gases ácidos fue modelado con RadFrac y los equipos principales son una torre de absorción y una torre regeneradora de amina. La torre de absorción gas-liquido es en donde los componentes ácidos de la alimentación (gas natural) son absorbidos por la solución de aminas. Es una torre de 20 platos en donde se lleva a cabo una absorción química, trabaja a alta presión y baja temperatura para favorecer las reacciones. La torre regeneradora tiene 18 platos, y además cuenta con un condensador total y un reboiler. En ella se proveen las condiciones necesarias (baja presión y alta temperatura) para que la solución de amina rica en gases ácidos proveniente de la torre de absorción, libere los gases indeseados. Para esto es necesario que se reviertan las reacciones de la torre absorbedora. Para realizar la simulación en Aspen Plus, en primer lugar es necesario definir un sistema global de reacciones que incluye a todas las reacciones que tienen lugar en este sistema. En este caso son reacciones de equilibrio, que permiten explicar el mecanismo a partir del cual se generan los electrolitos que participan en el proceso. El conjunto de las mencionadas reacciones se puede escribir como sigue. DEACOO − + H2 O ← ⎯→DEA + HCO 3− CO 2 + 2H2 O ← ⎯→HCO 3− + H 3 O + HCO 3− + H2 O ← ⎯→ CO 23− + H 3 O DEAH+ + H2 O ← ⎯→DEA + H 3 O + 2H2 O ← ⎯→ OH − + H 3 O + Para definir el sistema de reacciones correspondiente a la torre absorbedora, se reemplazan las dos primeras reacciones del sistema global por las siguientes reacciones cinéticas irreversibles: CO 2 + DEA + H2 O ⎯ ⎯→ DEACOO − + H 3 O + CO 2 + OH − ⎯ ⎯→ HCO 3− En cambio, para definir el sistema de reacciones correspondiente a la torre regeneradora, se reemplazan las dos primeras reacciones del sistema global por las siguientes reacciones cinéticas irreversibles: DEACOO − + H 3 O + ⎯ ⎯→ CO 2 + DEA + H2 O HCO 3− ⎯ ⎯→ CO 2 + OH − Los valores de las constantes y parámetros cinéticos necesarios se obtuvieron de la base de datos del Aspen Plus. Las condiciones de las corrientes de gas a endulzar y de amina están dadas por la Tabla 2 y Tabla 3, respectivamente. De esta manera se garantiza que las simulaciones trabajen bajo las mismas condiciones y que los resultados sean comparables. Comparación con Aspen Hysys En esta sección, se comparan los resultados obtenidos con Aspen Hysys y Aspen Plus, teniendo en cuenta los siguientes puntos: • Concentración de CO2 en la corriente de Gas Dulce. • Perfil de temperatura en la torre absorbedora. • Perfil de temperatura en la torre regeneradora. La Tabla 3 muestra los resultados obtenidos en cuanto al primer punto considerado para el análisis de resultados. Tabla 3. Contenido de CO2 en la corriente de gas dulce Simulador Aspen Hysys Aspen Plus Fracción de CO2 4,39E-04 5,79E-06 En las Fig. 9 y Fig. 10 se pueden observar los perfiles de temperatura de las torres de absorción y regeneración respectivamente. Fig. 9. Perfil de temperatura en la torre absorbedora. Fig. 10. Perfil de temperatura en la torre regeneradora. ANÁLISIS DE RESULTADOS. La principal diferencia entre ambos simuladores se debe al paquete de propiedades empleado. Aspen Hysys 7.3 emplea para la simulación el paquete de propiedades Amines pkg., mientras que Aspen Plus utiliza Electrolyte NRTL. A diferencia de Hysys, Aspen Plus requiere que se carguen las reacciones que se llevan a cabo según el tipo de amina que emplee. Esto puede dar origen a variaciones en los resultados si no se ingresan las reacciones correctamente, y se deben modificar las reacciones si se desea trabajar con diferentes soluciones de aminas. Si bien hay una diferencia entre la composición del CO2 en el gas dulce, en ambos casos se extrae casi la totalidad del mismo. Los perfiles de temperatura en la torre absorbedora presentan comportamientos similares en ambos casos y al mismo tiempo se corresponden con el comportamiento real, alcanzando una temperatura máxima en los platos inferiores ya que es donde se extrae la mayor parte del CO2. En cuanto a los perfiles de temperatura de la fase liquida en la torre regeneradora, también tienen un comportamiento similar, alcanzando mayores temperaturas en el caso del Aspen Hysys 7.3, el cual además, presenta una disminución en plato 4 debido a que es el plato de alimentación. En Aspen Plus 7.3 no se observa esta variación, lo que podría considerarse como una desventaja de este simulador. CONCLUSIONES Se realizaron las simulaciones estacionarias de una planta de endulzamiento de Gas Natural con aminas, empleando dos simuladores comerciales: Aspen Hysys 7.3 y Aspen Plus Pack 7.3. En el estudio realizado se pudieron observar las principales diferencias entre los citados simuladores, comparando las ventajas y desventajas de cada uno de ellos. La principal diferencia entre ambos simuladores es el paquete de propiedades que cada uno emplea para simular las ecuaciones que se llevan a cabo durante el endulzamiento del gas y la regeneración de la amina. Además en Aspen Plus es necesario definir un sistema de reacciones que represente el proceso de absorción. El análisis de sensibilidad efectuado permitió observar la sensibilidad del cambio de temperatura de la amina regenerada frente a cambios de presión en el reboiler; y además permitió determinar el porcentaje máximo hasta el cual se podría aumentar el valor del caudal de gas a tratar para seguir obteniendo gas dulce en especificación. REFERENCIAS Aspen HYSYS – ASPEN TECH. ASPEN TECHNOLOGY (2009): Tutorial and Application-Version Number 7.1. Inc. Cambridge, MA 02141-2201. USA. Behroozsarand A. y Zamaniyan A. (2011) “Multiobjective optimization scheme for industrial synthesis gas sweetening plant in GTL process”. Journal of Natural Gas Chemistry 20, 99–109. E. Erdmann, L. Ale Ruiz, N. Campos, D. Kostrencic, J. Martínez y L. Mercado. (2008) “SIMULACION DEL ENDULZAMIENTO DEL GAS NATURAL CON AMINAS”. I Reunión Interdisciplinaria de Tecnología y Procesos Químicos- RITeQ. Complejo Vaquerías – Valle Hermoso – Córdoba – Argentina. E. Erdmann, L. Ale Ruiz, N. Campos, J. Martínez y L. Mercado. (2008) “SIMULACIÓN DE ENDULZAMIENTO DE GAS NATURAL CON AMINAS”. XIII Congreso Nacional de Estudiantes de Ingeniería Química-CONEIQ. Villa MercedesSan Luis-Argentina. Maddox Robert N. (1982): Gas Conditioning and Processing. Volume 4: Gas and Liquid Sweetening. Campbell Petroleum Series. Oklahoma, USA Martínez Marcias J.: Ingeniería de Gas, Principios y Aplicaciones. Endulzamiento del Gas Natural. Ingenieros Consultores SRL. Maracaibo, Venezuela. Scenna, N. (1999). Modelado, Simulación y Optimización de Procesos Químicos. Editorial de la Universidad Tecnólogica Nacional. Argentina Velásquez Omar. (2008): Endulzamiento de Gas Natural, Eliminación de Contaminantes o Proceso de Endulzado. Tesis Facultad de Ciencias Naturales. Ing. En Perforaciones. Universidad Nacional de Salta. Salta, Argentina. Ente Nacional Regulador del Gas (ENERGAS, Argentina) Resolución 622/98. http://www.enargas.gov.ar/. Reseña de los Autores Juan Pablo Gutiérrez. Ingeniero Químico (Universidad Nacional de Salta). Becario del Consejo Nacional de Investigaciones Científicas y Técnicas (CONICET) en la Categoría de Beca Interna de Postgrado Tipo I. Fecha: 01/04/12 al presente. Tema propuesto: “Optimización del diseño, condiciones de operación y sistema de control del sector de endulzamiento de una planta de acondicionamiento de gas natural”. Se desenvuelve en ámbitos relacionados con la simulación, control y optimización de Procesos Petroquímicos en General. Actual integrante del proyecto de investigación “Desarrollo de Procedimientos Óptimos de Operación para Procesos de Gas Natural y Petróleo”. Consejo de Investigaciones de la Universidad Nacional de Salta (UNSa). Posee antecedentes en docencia y acredita tener un nivel avanzado de inglés escrito y oral. Leonel Alberto Benitez. Ingeniero Químico (Universidad Nacional de Salta). Becario del Consejo Nacional de Investigaciones Científicas y Técnicas (CONICET) en la Categoría de Beca Interna de Postgrado Tipo I. Fecha: 01/04/11 al presente. Auxiliar de 1ra categoría Adscripto. Dedicación Simple. Cátedra: Optativa I: Petroquímica. Facultad de Ingeniería. Universidad Nacional de Salta (UNSa). Fecha: 01/04/12 al presente. Premiado otorgado por la Academia Nacional de Ingeniería “A los Mejores Egresados de Carreras de Ingeniería de Universidades Argentinas”. Fecha: 03/12/12. Mención de Honor en Concurso Año 2011, categoría “Jóvenes Profesionales” otorgado por la “Society of Petroleum Engineers” SPE de Argentina, por el trabajo “Desarrollo de un modelo de regresión para la estimación del punto de rocío de equilibrio de agua”. Abanderado de la Facultad de Ingeniería Universidad Nacional de Salta, periodo 2010-2011. Liliana Ale Ruiz. Ingeniera Química (Universidad Nacional de Salta). Especialista en Investigación Educativa. Profesora Adjunta. Dedicación Exclusiva. Cátedra: Optativa I. Petroquímica. Facultad de Ingeniería. Universidad Nacional de Salta (UNSa). Investigadora categoría IV del programa de incentivos a la investigación de la República Argentina. Antigüedad de 10 años en investigación como integrante de proyectos de investigación y en la actualidad como directora del proyecto “Desarrollo de Procedimientos Óptimos de Operación para Procesos de Gas Natural y Petróleo”. Consejera directiva en el Consejo Directivo de la Facultad de Ingeniería de la Universidad Nacional de Salta (UNSa). Integrante del plantel docente de la carrera de Posgrado Especialista en Producción y Tratamiento de Gas Natural, que dicta la Facultad de Ingeniería de la UNSa. Eleonora Erdmann Ingeniera Química, Univ. Nac. de Salta, Doctor en Cs. de Materiales, Universidad Nacional de Mar del Plata, Posdoctorado en Nanocompuestos Instituto de Macromoléculas Profesora Eloisa Mano IMA- Universidad Federal de Rio de Janeiro. Se desempeñó en diversos cargos a escala de la carrera docente, a los cuales accediendo a los mismos por concursos de oposición y antecedentes desde el año 1983 a la fecha que ostenta el cargo de Profesor Titular en la cátedra Optativa I (Petroquímica). Acredita más de cien publicaciones distribuidas en capítulos de libros, revistas especializadas (internacionales y nacionales), en actas de congresos e informes técnicos. Desde el año 1981 ha realizado diversas tareas en el campo de la investigación científica, que van desde Becaria del CIUNSa y el CONICET y participación en proyectos de investigación. Desde 1998 ha participado como directora y codirectora en varios proyectos de investigación. Enrique Eduardo Tarifa Doctor en Ingeniería Química, Universidad Nacional del Litoral (UNL). Ingeniero Químico, Universidad Nacional de Jujuy (UNJu). Prof. Titular Dedicación Exclusiva. Cátedras: “Simulación y Optimización” y “Métodos de Simulación”. Facultad de Ingeniería. Universidad Nacional de Jujuy (UNJu). Investigador Adjunto del CONICET. E- mail: eetarifa@fi.unju.edu.ar, Tel/Fax: 54-388-4221528