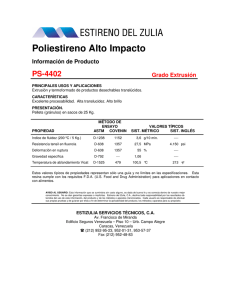
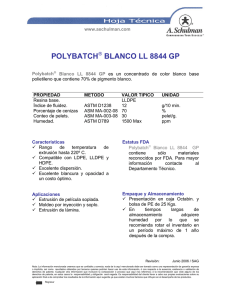
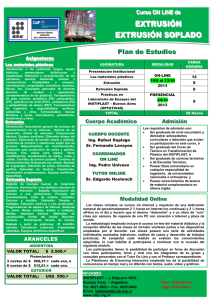
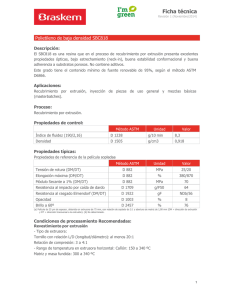
EXTRUSIÓN EMELY DAYANNA TARAZONA 1192154 ANGIE ASCANIO VALENZUELA 1192064 YESSICA GELVES DIAZ 1191904 DIANA CALDERON OYOLA 1192020 EXTRUSIÓN La extrusión es un proceso usado para crear objetos con un perfil de sección transversal fija en donde un material es empujado o jalado a través de un dado con la sección transversal deseada. ESQUEMA EXTRUSIÓN GENERAL Ventajas. Secciones transversales muy complejas Terminación superficial excelente EQUIPO (Plásticos) HUSILLO CONFIGURACIÓN DE TORNILLOS DE EXTRUSIÓN El objetivo principal de la extrusión mono-husillo es formar presión en el polímero fundido para que éste pueda ser extruído a través del dado. El uso de este tipo de husillos forza al polímero sobre los vuelos del husillo hacia un canal secundario. MONO-HUSILLO HUSILLOS DE BARRERA DOBLE-HUSILLO La extrusión doble husillo es utilizada extensivamente para mezclado, formación de compuestos o reaccionar materiales poliméricos. HUSILLOS INTERDENTADOS INTERDENTADOS COROTANTES INTERDENTADOS CONTRAROTANTES NO INTERDENTADOS COROTANTES EQUIPO (Plásticos) CILINDRO DE CALEFACCIÓN TOLVA EQUIPO (Plásticos) PLATO ROMPEDOR CABEZAL Y BOQUILLA PARÁMETROS DE LA MÁQUINA • Diámetro del cilindro (D): Afecta en gran medida a la velocidad de flujo. La mayoría de las extrusoras tiene diámetros comprendidos entre 2 y 90 cm. • Relación longitud/diámetro (L/D): Para un diámetro de tornillo dado, la capacidad para fundir, mezclar y homogeneizar a una velocidad de giro del tornillo determinada aumenta al aumentar la longitud del tornillo, y por tanto la relación L/D. • Relación de compresión: Una definición exacta de este parámetro es “la relación volumétrica de las vueltas del filete en las zonas de alimentación y de dosificado”. • Configuración del tornillo: Es un aspecto de gran importancia. La elección definitiva del número y del diseño geométrico de las zonas del tornillo es un proceso complejo. Esta decisión depende no solo del diseño de la boquilla y de las velocidades de flujo esperadas, sino también de las características de fusión del polímero, de su comportamiento reológico y de la velocidad del tornillo. PARÁMETROS DEL PROCESO • TEMPERATURA DE EXTRUSIÓN: El principal efecto de la modificación de la temperatura de extrusión es la viscosidad del polímero (su resistencia al flujo). Una de las propiedades más afectadas por la modificación de la temperatura de extrusión es la resistencia al impacto en los productos. • VELOCIDAD DE EXTRUSIÓN: Generalmente en los procesos de extrusión el objetivo de la optimización de las variables de procesamiento es el logro del máximo caudal (Kg de resina procesada por unidad de tiempo) que permita la obtención de un producto de alta calidad. ETAPAS DEL PROCESO EXTRUSIÓN DE LÁMINA Y PELICULA TIPOS DE DADOS CO-EXTRUSIÓN TERMOFORMADO EXTRUSIÓN DE PELICULA SOPLADA EXTRUSIÓN DE FILAMENTO E HILADO El hilado fundido se emplea cuando el polímero de inicio se procesa mejor si se calienta hasta fundirlo y se bombea a través de la hilera, en forma muy parecida a la extrusión convencional. En el hilado seco, el polímero de inicio está en solución, y el solvente se separa por evaporación. En el hilado húmedo, el polímero también está en solución, sólo que el solvente no es volátil. Para separar al polímero, debe pasarse al extruido a través de un producto químico líquido que coagula o precipita al polímero en bandas coherentes que luego se colocan en bobinas. COMPOUNDING DEFECTOS Amperaje alto en el motor Salida de material interrumpida Flujo desigual (“surging”) No hay salida de material Partículas no fundidas en la pieza extruida Perfil de extrusión descolorido Superficie rugosa, líneas en el dado o fractura del fundido Piel de tiburón Materiales que se pueden procesar mediante el proceso de extrusión Además de los plásticos muchos otros materiales se pueden procesar mediante extrusión como los metales, cerámicos o alimentos. Máquina Continua Máquina semi-continua EQUIPO PRENSA DE EXTRUSIÓN PARAMETROS: - VELOCIDAD - TEMPERATURA PROCESO Secciones largas Secciones huecas y semihuecas TROQUELES MANDRILES Tipos de extrusión: HIDROSTATICA La extrusión hidrostática es una adaptación de la extrusión directa. DEFECTOS EN PRODUCTOS EXTRUIDOS EXTRUSION DE MATERIALES CERAMICOS PROCESO En el proceso de extrusión se utiliza una mezcla de materiales cerámicos, la cual se introduce a una máquina de extrusión donde se mezcla muy bien en un molino de amasar, se corta, se pasa por un desaereador y posteriormente se inyecta en el dado de una máquina de extrusión. La mezcla de materiales es una mezcla viscosa , de textura similar a la masa de pan, de partículas cerámicas que contiene un aglutinante y otros aditivos, y es obligada a pasar a través de una matriz rígida para producir una columna uniforme. CLASIFICACION DE LOS PROCESOS PARA CERAMICOS El proceso de extrusión puede ser por lotes o continuo, según el equipo disponible. El extrusor o embolo es un proceso por lotes que emplea grandes presiones de bombas hidráulicas para empujar un solo lote de masa de cerámica plástica uniforme a través de la matriz. La extrusión continua se aplica a masas plásticas que requieren menos presión que el extrusor del émbolo, pueden lograrse con el amasadero y con los extrusores plastificantes de tornillo. Ambos equipos implican una extrusión de barrera EQUIPO El extrusor de barrera se compone de un cilindro, un tornillo de alimentación y una matriz VARIABLES IMPORTANTES EN EL PROCESO DE EXTRUSION Y REQUERIMIENTOS DEL MATERIAL VARIABLES El agua de amasado de la masa plástica es una de las variables más importantes del proceso de extrusión de baldosas cerámicas pues afecta directamente a los cambios dimensionales que experimenta el producto durante su procesado Requerimientos: El material debe ser plástico y con capacidad para fluir con buena Resistencia en húmedo, manipulable. PRODUCTOS A OBTENER MEDIANTE EL PROCESO DE EXTRUSIÓN Cilindro de amortiguador CONCLUSIONS • Extrusion in polymers and elastomers is the most common, due to the high production of plastics worldwide it is important to recycle them, it also has characteristics that facilitate this process, such as viscosity and high strength/density ratio. It is used for the production of profiles, tubes, plastic films, plastic sheets, pellets, etc. • The extrusion of metals is characterized by its pressing process using different dies to shape various domestic and industrial products.