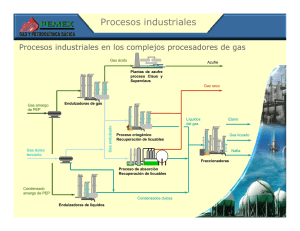
U NIVERSIDAD EVALUACIÓN EN LOS SISTEMAS DE ABSORCIÓN Y REGENERACIÓN EN EL PROCESO DE ENDULZAMIENTO DEL GAS NATURAL CON DIETANOLAMINA. Profesor: José Rondón Bachilleres: Cordero Laura, CI: 17.733.222 Hernández Alexis, CI: 21.080.958 Maraima Josemar, CI: 25.812.333 Diaz Claro, CI: 19.709.576 Índice. 1. 2. El PROBLEMA. OBJETIVO DE LA INVESTIGACION. 2.1. Describir el proceso de endulzamiento con Dietanolamina. 2.2. Establecer las variables criticas presentes en los sistemas de absorción y regeneración en el proceso de endulzamiento de gas natural. 2.3. Realizar un análisis de sensibilidad en las torres absorbedora y regeneradora con el fin de identificar las principales variables criticas del proceso de endulzamiento del gas natural con Dietanolamina. 2.3.1. Torre absorbedora. 2.3.1.1. Variación en la tasa de gas a tratar. 2.3.1.2. Variación en la tasa de amina. 2.3.1.3. Variación en la temperatura de amina. 2.3.2. Torre regeneradora. 2.3.2.1. Variación en la presión en el rehervidor de la torre regeneradora. 2.4. Oportunidades de mejora en el proceso de endulzamiento del gas natural con Dietanolamina. 3. CONCLUSIONES. 4. RECOMENDACIONES. EL PROBLEMA OBJETIVO DE LA INVESTIGACION. OBJETIVO GENERAL. Evaluación en los sistemas de absorción y regeneración en el proceso de endulzamiento del gas natural con Dietanolamina. OBJETIVOS ESPECIFICOS. 1. Describir el proceso de endulzamiento con Dietanolamina. 2. Establecer las variables críticas presentes en los sistemas de absorción y regeneración en el proceso de endulzamiento del gas natural. 3. Realizar un análisis de sensibilidad en las torres absorbedora y regeneradora con el fin de identificar las principales variables críticas del proceso de endulzamiento del gas natural con Dietanolamina. 4. Oportunidades de mejora en el proceso de endulzamiento del gas natural con Dietanolamina. 1. Describir el proceso de endulzamiento con Dietanolamina. Josemar Maraima 2. Establecer las variables críticas presentes en los sistemas de absorción y regeneración en el proceso de endulzamiento del gas natural. Variables Críticas Variables Controlables Parámetros Fijos Presión Numero de Platos Temperatura Torre Absorbedora Flujo de Gas de Alimentación Tasa de Circulación de la Solución Amina Torre Regeneradora Temperatura de la Solución de Amina Pobre Claro Díaz 2. Establecer las variables críticas presentes en los sistemas de absorción y regeneración en el proceso de endulzamiento del gas natural. Condiciones de entrada del gas acido. Temperatura 30 °C Presión 68 atm (abs) Flujo molar 24 MMPCSD Componentes Fracción Molar C1 0,8619 C2 0,0621 C3 Condiciones de entrada de la DEA a la columna de absorción. Temperatura 35 °C 0,0203 Presión 70 Kg/cm2 iC4 0,0039 Flujo Molar 1889 Kgmol/h nC4 0,0053 CO2 Fracc. Masa 0,00088 iC5 0,0022 H2O Fracc. Masa 0,72050 nC5 0,0013 DEA Fracc. Masa 0,27860 C6 0,0005 C7 0,0007 C8 0,0001 C9 0,0001 CO2 0,0346 Claro Díaz 3. Realizar un análisis de sensibilidad en las torres absorbedora y regeneradora con el fin de identificar las principales variables críticas del proceso de endulzamiento del gas natural con Dietanolamina. Alexis Hernández 3. Realizar un análisis de sensibilidad en las torres absorbedora y regeneradora con el fin de identificar las principales variables críticas del proceso de endulzamiento del gas natural con Dietanolamina. Torre absorbedora. Variación en la tasa de gas a tratar. Flujo de Gas, kgmol/h 1150 1200 1244 1300 1350 1400 1450 1500 Fracc. CO2, Fracc. Molar 4,33E-04 4,33E-04 4,32E-04 4,32E-04 4,41E-04 5,56E-04 7,64E-04 1,66E-03 FRACC. CO2, FRACC. MOLAR 1,80E-03 1,60E-03 1,40E-03 1,20E-03 1,00E-03 8,00E-04 6,00E-04 4,00E-04 2,00E-04 0,00E+00 1100 1200 1300 1400 FLUJO DE GAS, KGMOL/H 1500 1600 Alexis Hernández 3. Realizar un análisis de sensibilidad en las torres absorbedora y regeneradora con el fin de identificar las principales variables críticas del proceso de endulzamiento del gas natural con Dietanolamina. Torre absorbedora. Variación en la tasa de amina. Fracc. CO2, Fracc. Molar 1,12E-03 6,99E-04 4,83E-04 4,51E-04 4,32E-04 4,31E-04 4,23E-04 4,14E-04 4,06E-04 3,96E-04 3,87E-04 3,79E-04 1,20E-03 FRACC. CO2, FRACC. MOLAR Flujo de DEA, kgmol/h 1250 1300 1500 1700 1889 1900 2000 2100 2200 2300 2400 2500 1,00E-03 8,00E-04 6,00E-04 4,00E-04 2,00E-04 0,00E+00 1000 1200 1400 1600 1800 2000 2200 FLUJO DE DEA, KGMOL/H 2400 2600 Alexis Hernández 3. Realizar un análisis de sensibilidad en las torres absorbedora y regeneradora con el fin de identificar las principales variables críticas del proceso de endulzamiento del gas natural con Dietanolamina. Torre absorbedora. Variación en la temperatura de la amina. 9,00E-04 Temperatura, °C 28 30 32 35 40 45 50 Fracc. CO2 (Fracc. Molar) 7,65E-04 6,52E-04 5,54E-04 4,32E-04 2,82E-04 1,82E-04 1,16E-04 FRACC. CO2, FRACC. MOLAR 8,00E-04 7,00E-04 6,00E-04 5,00E-04 4,00E-04 3,00E-04 2,00E-04 1,00E-04 0,00E+00 25 30 35 40 45 TEMPERATURA, °C 50 55 Alexis Hernández 3. Realizar un análisis de sensibilidad en las torres absorbedora y regeneradora con el fin de identificar las principales variables críticas del proceso de endulzamiento del gas natural con Dietanolamina. Torre regeneradora. Temperatura, °C 110,8 112,5 117 121,1 124,8 Fracc. CO2, Fracc. Molar 1,201E-03 1,133E-03 9,614E-04 8,237E-04 7,145E-04 1,60E-03 140 1,40E-03 120 1,20E-03 100 1,00E-03 80 8,00E-04 60 6,00E-04 40 4,00E-04 2,00E-04 20 0,00E+00 0 140 148 Temperatura, °C 172 presión 196 temperatura, °c Presión, kPa 140 148 172 196 220 fracc. co2, Fracc. Mol Variación de la presión en el rehervidor de la torre regeneradora. 220 Fracc. CO2, Fracc. Molar Laura Cordero 4. Oportunidades de mejora en el proceso de endulzamiento del gas natural con Dietanolamina. Variables que Etapa del proceso del Proceso más Gas Natural relevante Variables a controlar Rango de operación más influyen en Estrategia para la mejora del la eficiencia del proceso proceso Temperatura Gas 30 °C Amina 28 °C < T. gas < 50 °C Monitorear la fracción molar de las Gas Torre Presión Absorbedora Acondicionamiento Amina Endulzamiento Rangos de diseño del impurezas que se encuentran en el equipo gas ácido, permitirá tomar las 25 kPa < P. gas y Fracción molar de dentro de los límites las Impurezas de diseño contenidas en el Gas Flujo de alimentación Gas 1200 - 1350 Kgmol/h acciones preventivas de acuerdo con el caso que se presente, cuando se tiene un flujo dentro o fuera de las especificaciones exigidas por el sistema, dicho de otra manera, puede apoyar a las tomas de Amina 1500 - 2000 Kgmol/h decisiones en la operación del proceso. Torre Regeneradora Temperatura 121,1 – 124,8 °C Presión 196 – 220 kPa Rehervidor CONCLUSIONES 1. El entendimiento completo y adecuado de la descripción del proceso de endulzamiento sobre el cual se está haciendo el análisis, permite la comprensión real de todos los parámetros. 2. Para el estudio se empleó dietanolamina (DEA) debido a que el gas natural no posee H2S y presenta bajo contenido de CO2. 3. Establecer las variables que controlan cada etapa permitió visualizar el impacto que ejercen sobre el rendimiento del proceso. 4. La calidad de la corriente del gas dulce está en función del contenido máximo de 2% molar de CO2, para evitar problemas en los procesos subsecuentes. 5. De las modificaciones propuestas, manteniendo un perfil de temperatura de gas a tratar constante (30 °C) y aumentando la temperatura de la amina pobre que ingresa a la torre, esto nos permite obtener una mayor remoción de CO2, alcanzando un rango de operación de 35 – 50 °C. CONCLUSIONES 6. El simulador Aspen HYSYS v8.0 no admite variación de la presión en la alimentación de la amina y del gas a tratar, por lo tanto, ambas presiones deben ser iguales a la presión de la torre absorbedora. 7. La disminución de la presión en el rehervidor (220 – 140 kPa) trae como consecuencia una disminución en la temperatura (124,8 – 110,8 °C) mostrando que existen fracciones de CO2 diluido en la amina regenerada (7,145E-4 – 1,201E-3). 8. Al aumentar el caudal de amina inicial 1889 Kgmol/h disminuye la concentración de dióxido de carbono en el gas dulce en forma sustancial hasta un valor determinado a partir del cual la disminución del gas ácido no es significativa, tomado este rango (1500 - 2000 Kgmol/h) como el de operación de la planta, mientras que al aumentar el flujo del gas a tratar la amina pierde su capacidad de absorber esta impureza. 9. Monitorear las variables de temperatura, presión y flujo en la entrada de la torre absorbedora y la presión en el rehervidor de la torre regeneradora, debido a la importancia de respetar los rangos de operación de las torres ya que esta es una de las claves fundamentales para mejorar el rendimiento del proceso. RECOMENDACIONES. 1. Poseer un conocimiento previo de las herramientas que posee HYSYS® para aprovechar en su totalidad este simulador de procesos. 2. Estudiar la repercusión que estas condiciones de operación tendrán en los demás equipos de la planta de separación de gases ácidos, de manera que se obtenga una adecuada producción de gas dulce de la calidad estipulada. Para ello, se recomienda un estudio detallado de la operatividad de la planta en su totalidad. 3. Realizar la simulación del proceso en estado dinámico a fin de realizar la automatización y control del proceso de endulzamiento con la finalidad de mantener al Dióxido de Carbono en especificación de calidad. 4. Para próximos estudios debe considerarse las pérdidas de aminas en el proceso de endulzamiento. 5. Para futuros proyectos es muy viable implementar los parámetros operacionales que fueron propuestos en este trabajo de investigación. U NIVERSIDAD EVALUACIÓN EN LOS SISTEMAS DE ABSORCIÓN Y REGENERACIÓN EN EL PROCESO DE ENDULZAMIENTO DEL GAS NATURAL CON DIETANOLAMINA.