INTRODUCCIÒN
Gloria S A es un empresa que tiene una trayectoria de más de 60 años en el proceso de leche
evaporada y productos lácteos. Tanto nacional como para exportación. A lo largo de su
historia ha presentado cambios en su infraestructura debido a la demanda que existe en el
mercado.
El mantenimiento que se ha venido implementando en todas las instalaciones, como en todos
los equipos de la empresa. No ha sido el adecuado debido a que nunca ha tenido un
cronograma definido para los respectivos mantenimientos que se debe realizar en cada
equipo, es mas en la mayoría de los casos se espera que ocurra alguna acción fuera de lo
normal para recién realizarle un correctivo, puesto que ya presenta algún daño en alguna
parte del equipo.
Por esta razón, este estudio está orientado a realizar un análisis de la situación actual de la
empresa comenzando por conocer un proceso productivo; seguidamente establecer cuál es
la etapa de mayor importación y cuáles son los equipos involucrados considerando como
críticos. Para de esta manera realizar un plan de mantenimiento de los mismos, el cual
contendrá cada detalle del mantenimiento recomendado por los fabricantes y los técnicos
internos y/o externos de la empresa. Así mismo, toda la información de los equipos y con
qué frecuencia serán los diversos mantenimientos preventivos establecidos.
Cabe señalar que la empresa se encuentra atravesando una etapa en que la mayoría de los
trabajos son de carácter correctivo y donde es una constante las reparaciones de los equipos
que sufren fallas o paradas inesperadas. Por lo que es necesario comenzar analizando el plan
anual de manteniendo preventivo o predictivo para aquellos equipos más críticos, ya que
estos representan mayor importancia para la elaboración del producto en las condiciones
establecidas.
Por lo tanto, con la elaboración de este plan de manteamiento preventivo, se espera que la
empresa reduzca el porcentaje de trabajos correctivo, ya que este presenta atrasos en la
producción, alteración en la calidad del producto y daños más considerables en los equipos
afectados, aparte del tiempo que se pierde por la llegada de los repuestos para su reparación.
Se planteara una estructura de organización en el departamento que pueda dar soporte y
respuesta a los mantenimientos requeridos. Además, se analizara que equipos deberán ser
contemplados en el plan de mantenimiento y cuales deberán ser dados de baja, por sus
condiciones actuales de operación. Así como también, una clara orientación de que trabajos
realizar y con qué frecuencia; para así evitar el deterioro o daño de los equipos y garantizar
de esta manera el incremento en la productividad, un racional uso de los recursos y una
marcada diferencia.
SERVICIO NACIONAL DE ADIESTRAMIENTO EN
TRABAJO INDUSTRIAL
DIRECCION ZONAL: LIMA /CALLAO
ESCUELA / CFP: INDUSTRIAS ALIMENTARIAS- INDEPENDENCIA
CARRERA: PROCESADOR INDUSTRIAL DE ALIMENTOS
Proyecto de Innovación y/o Mejora
Nivel Profesional Técnico
“DISMINUCIÓN DE PARADAS POR OBSTRUCCIÓN DE
GALLETAS EN LOS BRAZOS ALIMENTADORES DE LA
LINEA 4 EN LA PLANTA GALLETERA “
Autor
: ESCOBEDO CARHUAMACA BELEN NELLY
Asesor
: ING. JHON PAUL RUIZ BARRETO
Lima, Perú
2018
“DISMINUCIÓN DE PARADAS POR OBSTRUCCIÓN DE
GALLETAS EN LOS BRAZOS ALIMENTADORES DE LA
LINEA 4 EN LA PLANTA GALLETERA “
´
EPÍGRAFE
“Cada paso que damos debe ser fuerte y firme
así
como nuestras acciones y decisiones”
DEDICATORIA
A Dios, por la vida y fortaleza.
A mis padres Nelly y Antonio, mi madre por su
incondicional
apoyo
ella
es
mi
mayor
motivación y mi padre que desde el cielo me
cuida, debidos a ellos estoy aquí.
A mis hermanos Ruth y Axel por alentarme
para no caer y estar allí para mi
Asimismo, a mis amigos que me apoyan en
todo momento.
AGRADECIMIENTO
A Dios por darme esta oportunidad de ser una
persona con metas y .objetivos.
Expreso mi agradecimiento a mis docentes que
supieron cómo enseñarme y también a su
paciencia al momento de explicarme.
Así mismo a las personas que estuvieron al
pendiente de mis acciones.
PRESENTACIÓN DEL AUTOR
APRENDIZ
: Escobedo Carhuamaca Belén Nelly
E-MAIL
: belen_152013@outlook,com
DOMICILIO
: ASOC, ALAMEDA DE LAS FLORES MB LT6
INGRESO
: 2015-20
SEMESTRE
: VI SEMESTRE
BLOQUE
: 60LPAD603
CODIGO ID
: 000877922
ESPECIALIDAD
: PROCESADOR INDUSTRIAL DE ALIMENTOS
PROGRAMA
: APRENDIZAJE DUAL
ESCUELA
: INDUSTRIAS ALIMENTARIAS
ZONAL
: INDEPENDENCIA
INSTRUCTOR
: ING.JHON PAUL RUIZ BARRETO
DENOMINACION DEL PROYECTO
El presente proyecto de mejora se desarrolló al realizar las prácticas pre-profesionales en la
empresa y se denominará:
PROYECTO DE MEJORA
“DISMINUCIÓN DE PARADAS POR OBSTRUCCIÓN DE
GALLETAS EN LOS BRAZOS ALIMENTADORES DE LA
LINEA 4 EN LA PLANTA GALLETERA”
Empresa
: ALICORP S.A.A.
Planta
: GALLETERA E INSTANTÁNEOS
Área
: Línea 4
Departamento
: Lima
Lugar
: Av. Argentina 4793, Callao
Fecha de Realización
: 2018-10
INDICE
Pág.
RESUMEN EJECUTIVO ................................................................................................... 14
CAPITULO I:
GENERALIDADES DE LA EMPRESA
1.1. Razón social ............................................................................................................ 15
1.2. Misión, Visión, Objetivos y Valores de la empresa. ........................................ 16 - 18
1.3. Productos,Mercado y Clientes ............................................................................ 19-22
1.4. Estructura de la Organización .................................................................................. 23
CAPÍTULO II:
PLAN DE PROYECTO DE MEJORA
2.1. Identificación del problema técnico en la empresa ............................................ 24-28
2.2. Objetivos del Proyecto de Mejora ........................................................................... 29
2.3. Antecedentes del Proyecto de Mejora .............................................................. 29 - 30
2.4. Justificación del Proyecto de Mejora ....................................................................... 31
2.5. Marco Teórico y Conceptual ............................................................................ 31 - 35
2.5.1. Fundamento teórico del Proyecto de Mejora .......................................... 31-35
2.5.2. Conceptos y términos utilizados .................................................................. 35
CAPÍTULO III:
ANÁLISIS DE LA SITUACIÓN ACTUAL
3.1. Diagrama de proceso actual ..................................................................................... 36
3.2. Efectos del problema en el área de trabajo o en los resultados de la empresa ........ 37
3.3. Análisis de las causas raíces que generan el problema .......................................... 38
3.4. Priorización de causas raíces (Diagrama de Pareto) ................................................ 39-40
CAPÍTULO IV:
PROPUESTA TÉCNICA DE LA MEJORA
4.1. Plan de Acción de la Mejora ......................................................................................... 45
4.2.Consideraciones técnicas, operativas para la implementación de la mejora ........... 46-49
4.3. Recursos técnicos para implementar la mejora propuesta ............................................ 50
4.4.Diagrama del proceso mejorado .................................................................................... 50
4.5. Cronograma de ejecución de la mejora......................................................................... 51
4.6. Aspectos limitantes para la implementación de la mejora............................................ 52
CAPÍTULO V:
COSTOS DE LA IMPLEMENTACIÓN DE LA MEJORA
5.1. Costo de Materiales ...................................................................................................... 53
5.2. Costo de mano de obra ................................................................................................. 54
5.3. Otros costos de implementación de la Mejora ......................................................... 54-55
5.4. Costo total de la implementación de la Mejora ............................................................ 55
CAPÍTULO VI:
EVALUACIÓN TÉCNICA Y ECONÓMICA DE LA MEJORA
6.1. Beneficio técnico y/o económico esperado de la Mejora ........................................ 56-59
6.2. Relación Beneficio/Costo ........................................................................................ 59-60
CAPÍTULO VII:
CONCLUSIONES
7.1. Conclusiones respecto a los objetivos del Proyecto de Mejora .................................... 61
CAPÍTULO VIII:
RECOMENDACIONES
8.1. Recomendaciones para la empresa respecto al Proyecto de Mejora ............................ 62
REFERENCIAS BIBLIOGRÁFICAS ................................................................................. 63
ANEXOS ................................................................................................................................. 64
Cotización ............................................................................................................................ 65
Ficha técnica del sensor fotoeléctrico .................................................................................. 66
Ficha técnica del tanque de aire .......................................................................................... 67
Plan de mantenimiento ........................................................................................................ 68
Recibo de mano de obra ...................................................................................................... 69
INDICE DE IMÁGENES
Pág.
Imagen 1. Ubicación Alicorp .............................................................................................. 15
Imagen 2. Productos y marcas ............................................................................................ 19
Imagen 3. Venta nivel nacional .......................................................................................... 21
Imagen4.Sensores de altura en la línea 3 y 4 ...................................................................... 30
Imagen 5. Verificación de problemas en la Línea 4 ........................................................... 24
Imagen 6. Brazo Alimentador............................................................................................. 32
Imagen7. Ubicación del sensor ........................................................................................... 32
Imagen8. Base del bazo alimentador .................................................................................. 32
Imagen 9.Sistema de expulsión .......................................................................................... 33
Imagen10. Diagrama de Ishikawa ...................................................................................... 37
INDICE DE ESQUEMAS
Pág.
Esquema 1. Valores corporativos Alicorp .......................................................................... 17
Esquema 2. Divisiones de negocio ..................................................................................... 18
Esquema 3. Diversificación de mercado ............................................................................ 20
Esquema 4. Plataforma de operaciones, distribuciones y ventas. ...................................... 21
Esquema 5. Organigrama Alicorp ...................................................................................... 22
INDICE DE TABLAS
Pág.
Tabla1. Cuadro de ideas plantadas ............................................................................. 24
Tabla 2. Tabla de valor ....................................................................................................... 25
Tabla3. Personal encuestado ............................................................................................... 26
Tabla 4. Personal encuestado............................................................................................. .26
Tabla 5. Personal encuestado.............................................................................................. 27
Tabla 6. Personal encuestado.............................................................................................. 28
Tabla 7. Personal encuestado.............................................................................................. 28
Tabla 8. DAP ACTUAL .................................................................................................... 35
Tabla 9. Personal encuestado.............................................................................................. 37
Tabla 10. Resultado de encuesta
.......................................................................... .37
Tabla 11. Porcentaje acumulado y zonas de las diez causas .............................................. 38
Tabla12. Porcentaje acumulado y zonas de las diez causas ............................................... 39
Tabla 13.Zonas vitales, importantes y triviales .................................................................. 40
Tabla 14. Porcentaje acumulado y zonas de las diez causas .............................................. 41
Tabla 15. Diagrama Pareto ................................................................................................ .41
Tabla 16. DAP MEJORADO ............................................................................................. 48
Tabla 17. Cronograma de la mejora .................................................................................. .49
Tabla 18. Costo de materiales ............................................................................................. 51
Tabla 19. Costo de mano de obra ...................................................................................... .51
Tabla 20. Otros costos de implementación| ........................................................................ 52
Tabla 21. Descripción de conversión de energía ................................................................ 52
Tabla 22. Costo total de la implementación ....................................................................... 53
Tabla23:Costo de mano de obra……………………………...………………………..… .53
Tabla24: Beneficio de horas/ hombre……………………………………………………..54
Tabla 25:Tiempo ahorrado……………………………………………………………..…..55
Tabla 16:Reducción de merma…………………………………………………….….......55
Tabla 27: Merma……………………………………………………………………….......55
RESUMEN EJECUTIVO
EL presente proyecto se está realizando en la empresa Alicorp SA.A es una de las empresas
que exporta bienes y servicios a nivel nacional e internacional produciendo diferentes clases
de productos de consumo, de nutrición animal, productos industriales y consumo masivo de
los cuales la planta Galletera e Instantáneos es un productor de esta división de negocio.
En la línea de producción Línea 4 se ha detectado un problema que es constante en los tres
turnos que se da en el tras curso del día y de la noche. El problema se trata de que al
momento de que alimenta en los brazos alimentadores se atora galleta de un lado y del
otro va con el proceso normal de alimentado. Lo que ocasiona paradas ya que se atora se
apaga manualmente y además el desatorado y el encendido se hace de la misma manera y
produciendo que la galleta buena sea botado o expulsada como merma.
El presente trabajo consta de una propuesta técnica de un plan de mejora, que consiste en la
implementación de la instalación de un sensor fotoeléctrico con fibra en los brazos
alimentadores y un sistema de expulsión en la base de esta de tal manera que se puede
cumplir con los objetivos propuestos en el presente trabajo.
Se plantea la implementación del sensores fotoeléctricos con fibra óptica y el sistema de
expulsión, y el sensor fotoeléctrico con fibra óptica evaluara o verificara a la galleta fuera
de especificaciones y emite un mensaje hacia el sistema de expulsión para que este expulse
solo la galleta rota y la galleta que normalmente cae y se acople y de esta manera no se
produzca paradas y tenga una producción continua.
La implementación tendrá una duración de 8 días y se necesitarán recursos, los cuales serán
proporcionados por la empresa ALICORP y los técnicos, lográndose una mayor
productividad y la disminución de alrededor de 80% de merma. Haciendo que la viabilidad
Costo/Beneficio de 3.16 .Se invertirá en la implementación un total S/.14,192.06, cuyo
tiempo de recuperación de la inversión será en tres meses y dos días. El presente proyecto
muestra también aspecto importante como por ejemplo el Cronograma de ejecución de la
mejora, Conclusiones y Recomendaciones para la operatividad implementado el proyecto de
mejora.
CAPÍTULO I
GENERALIDADES DE LA EMPRESA
1.1 Razón social:
Empresa
:Alicorp SA.A
Ruc
: 20100055237
Actividad comercial
: INDUSTRIA ALIMENTARIA
Condición
: Activo
Dirección legal
: Av. Argentina Nro. 4793 Z.I. Zona Industrial
(entre Av. Argentina y Av. Elmer Faucet)
Distrito / ciudad
: Carmen de la Legua Reynoso - Callao
Departamento
: Lima
Teléfonos
: 3150800 - 4283240 - 4422552 - 4404948
Página web
: www.alicorp.com.pe
Ubicación geográfica
:
Imagen 1: Ubicación de la empresa
Fuente: Alicorp
~ 15~
1.1.2 Misión
Transformamos mercados a través de nuestras marcas líderes, generando
experiencias extraordinarias en nuestros consumidores. Buscamos innovar
constantemente para generar valor y bienestar en la sociedad.
1.1.3 Visión
Ser líderes en los mercados en los que competimos.
Pilares estratégicos:
CRECIMIENTO
EFICIENCIA
GENTE
1.1.4 Objetivos de la empresa.
Consolidarse como una empresa líder en el mercado, estar entre las 250 más
grandes de Latinoamérica.
Queremos hacer un bien. Eso significa darles a nuestros consumidores la
posibilidad de mejorar su calidad de vida y la de su familia con nuestras marcas.
Compartir con la sociedad y el país nuestro desarrollo, apostando por la
sostenibilidad de nuestra operación y por iniciativas que incentiven el desarrollo
de las localidades donde estamos.
1.1.5Valores de la empresa.
Lideramos con pasión
Somos líderes apasionados en todo lo que hacemos. Somos personas
emprendedoras, con espíritu ganador y coraje, lo que nos moviliza a innovar y
transformar mercados.
Estamos conectados
Sentimos los objetivos de la organización como propios y los cumplimos con
altos estándares de excelencia y responsabilidad. Trabajamos siempre con un
~ 16~
equipo y nos desafiamos al máximo sabiendo que con nuestro trabajo
contribuimos a generar valor y bienestar para las personas.
Actuamos con agilidad y flexibilidad
Somos un equipo ágil y flexible, sabemos tomar riesgos, aprendemos de nuestros
errores y celebramos nuestros éxitos con humildad.
Respetamos
Somos íntegros y honestos.
Respetamos a nuestra gente, clientes, consumidores, medio ambiente y la
comunidad en la que vivimos. Acogemos diferentes puntos de vista y nos
comunicamos de manera clara.
Confiamos
Vivimos en un ambiente en el cual las personas se sienten seguras de expresar
lo que piensan. Confiamos genuinamente en nuestra gente y su talento, y los
empoderamos para la mejor toma de decisiones.
~ 17~
LIDERAMOS CON
PASIÓN
ACTUAMOS CON
AGILIDAD Y
FLEXIBILIDAD
CONFIAMOS
VALORES
CORPORATIVOS
ESTAMOS
CONECTADOS
RESPETAMOS
Esquema 1. Valores corporativos Alicorp
S.A.A
Fuente: Alicorp, 2018
~ 18~
1.2 PRODUCTOS, MERCADO, CLIENTES.
1.2.1Productos
Trabajamos bajo los más altos estándares de producción en cada una de nuestras
operaciones, enfocados en brindarles lo mejor a nuestros consumidores.
En Perú:
Como parte de este compromiso, nuestros procesos de producción funcionan en
base a:
Nuestra Política Integrada de Sistemas de Gestión
La ISO 9001
Nuestro procedimiento de Análisis de Riesgos y Control de Puntos Críticos.
La norma internacional Buenas Prácticas de Manufactura.
Contamos con más de 150 marcas registradas en estos tipos de negocio:
Esquema 2. División de negocios
CONSUMO MASIVO
PRODUCTOS
INDUSTRIALES (B2B)
Marcas de alimentación,
cuidado del hogar y
cuidado personal.
Marcas utilizadas como
ingredientes e insumos
por los sectores
panificación, restaurntes
y gran industria,
incluyendo la Plataforma
de Productos Agr{icolas
Peruanos (PAP).
Fuente: Alicorp, 2018
~ 19~
Tabla 1. Productos por cada tipo de negocio
CONSUMO MASIVO
Aceites
Aderezos
Ayudas Culinarias
Caramelos
Cereales
Chocolates
Detergentes
Fideos
Galletas
Harinas
Jabones
Margarinas
Panetones
Postres
Pre mezcla
Refrescos
Salsas
Sémola
Suavizantes
B2B
ACUICULTURA
Aceites para Grandes
Industrias
Aceites para
Restaurantes
Aderezos
Ayudas Culinarias
Congelados
Fideos
Granos Andinos
Harina para Grandes
Industrias
Harinas Industriales
Harinas para Cocinar
Mantecas Industriales
Mantecas para
Grandes Industrias
Margarina para las
Grandes Industrias
Margarinas
Industriales
Pastelería
Postres Instantáneos
Pre mezclas
Salsas
Nicovita Classic
Nicovita Katal
Nicovita Origin
Nicovita Prevence
Nicovita Terap
Salmofood
Fuente: Alicorp
Imagen 2. Productos y marcas
S.A.A
~ 20~
1.2.2Mercado
Esquema 3. Diversificación de mercado
CONSUMO MASIVO
PERÚ
Aceites
MArgarinas
Mayonesa/Salsas
Galletas
Fideos
Refrescos
Harinas Domésticas
Gelatinas
Mascotas
Jabón de lavar
Detergentes
ANDEAN REGION
& CENTRAL
AMERICA
Pastas
Salsas
Galletas
Refrescos
Helados
Mascotas
Cuidado del cabello
Jabon tocador
Suavizantes
Detergentes
MERCOSUR
REGION
Jabón de lavar
Detergentes
Jabón de tocador
Cuidado del cabello
Suavisantes
Desodorantes
Fideos
Galletas
PRODUCTOS
INDUSTRIALES
NUTRICIÓN
ANIMAL
Harina Industrial
Pre-mezcla
Grasas Industriales
Aceites
Alimento para camarones
Alimento para peces
Fuente: Alicorp
~ 21~
1.2.3 Clientes
En Alicorp, contamos con distintas clases de clientes: canal tradicional (centros
de distribución y bodegas), canal moderno (supermercados) e institucionales
(empresas).
Nuestros clientes son quienes nos permiten posicionar nuestras marcas en el
mercado y llegar a más hogares para mejorar la calidad de vida de nuestros
consumidores.
Esquema 4. Plataforma de operaciones, distribuciones y
ventas internacionales y nacionales.
Fuente: www.alicorp.com.pe
~ 22~
1.3 Estructura de la organización
Esquema 5. Organigrama Alicorp
S.A.A
~ 23~
CAPITULO II
PLAN DEL PROYECTO DE INNOVACIÓN Y/O MEJORA
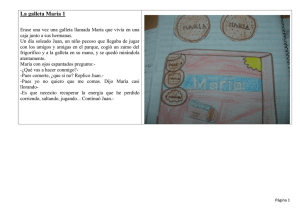
2.1 Identificación del problema técnico en la empresa
Aquí podemos identificar el problema en la Línea 4
Verificación de problemas de la Linea 4
70
60
50
40
65
30
20
20
10
15
0
Paradas por atoro de
galletas
Paradas por falta de
bobina
Paradas por fallas de
la maquina
DESCRIPCION
Imagen 5: Verificación de problemas de la Línea 4
INTERPRETACION:
En la línea de producción Línea 4 hayamos los problemas más comunes en donde en
uno solo nos enfocaremos ya que este indica el principal problema de la línea. En
donde podemos analizar sus posibles causas y que es lo que lo ocasiona:
~ 24~
En la planta de galletera de la empresa ALICORP SA. A en la línea de producción
llamada Línea 4 se detecta los siguientes problemas:
Inadecuado regulación en el formato de la maquina alimentadora
La galleta presenta mal moldeo, dobleces, que esta quemada.
Paradas en los robots de envasado
Exceso de confianza del operador al momento de alimentar
Mal bandejeo del operario haciendo que las galletas dentro de la bandeja
estén rotas.
Obstrucción de galletas en el brazo alimentador
Degaste de bobina
Galleta con falta de unidades
Tabla 1. Cuadro de ideas plantadas
IDEAS BASE
Productos
IDEAS PLANTEADAS
Obstrucción de galletas en el brazo alimentador
Galleta con falta de unidades
La galleta presenta mal moldeo, dobleces, que
esta quemada.
Personal
Exceso de confianza del operador al momento
de alimentar
Mal bandejeo del operario haciendo que las
galletas dentro de la bandeja estén rotas.
Material
Fallas en la maquina
Degaste de bobina
Inadecuado regulación en el formato de la
maquina alimentadora
Paradas en los robots de envasado
Fuente: Elaboración propia
~ 25~
Aplicación de la matriz de priorización respectó a la empresa de transporte, se entrevista a
cuatro vinculadas con el problema a investigar siendo estos sus resultados:
Tabla 2.Tabla de valores
VALORES CORRESPONDIENTES
1
2
3
4
5
PESIMO
MALO
REGULAR
BUENO
EXCELENTE
Tabla 3. Encuesta al personal
Problemas de
Frecuencia
Importancia
Factibilidad
Total
14
15
18
47
4+3+4+3
3+4+4+4
4+5+5+4
3
10
11
1+1+0+1
2+3+3+2
3+3+2+3
9
6
13
3+1+3+2
2+2+1+1
2+4+2+5
18
9
12
5
26
2+3+2+2
1+3+3+5
1+1+2+1
interés
Productos
Personal
Material
Fallas en la
máquina
Fuente : Elaboración propia
Encuestado: Ricardo Otiniano (CLJ)
~ 26~
34
Tabla 4. Tabla de encuesta al personal
Problemas de
Frecuencia
Importancia
Factibilidad
Total
4
3
4
11
1
2
3
6
3
2
2
7
2
1
1
4
Frecuencia
Importancia
Factibilidad
Productos
3
4
5
10
Personal
1
3
3
7
Materiales
1
2
4
7
3
3
1
7
interés
Productos
Personal
Material
Fallas en la
máquina
Encuestado: Angie Frisancho
Tabla 5: Tabla de encuesta al personal
Problemas de
Total
interés
Fallas en la
máquina
Encuestado: José choque
~ 27~
Tabla 6: Tabla de encuesta al personal
Problemas de
Frecuencia
Importancia
Factibilidad
Total
interés
Productos
4
4
5
13
Personal
0
3
2
5
Materiales
3
1
2
6
2
3
2
7
Fallas en la
máquina
Encuestado: Senobio Petrel
Tabla 7: Tabla de encuesta al personal
Problemas de
Frecuencia
Importancia
Factibilidad
Total
interés
Productos
3
4
4
8
Personal
1
2
3
6
2
1
5
8
2
5
1
8
Materiales
Fallas en la
máquina
~ 28~
Interpretación de la Matriz:
De los resultados de la en cuenta se puede observar en la matriz de priorización se
consideraron cuatro problemas de interés: Productos, Personal, Materiales, Fallas en la
máquina. Dentro de las cuales se identificó que los Productos son los puntos críticos a
tratar o analizar.
Se determina que el problema técnico es:
Botellas defectuosas
2.2 Objetivos del Proyecto de Innovación y/o Mejora
2.2.1 Objetivos generales
Disminuir paradas en la producción generado por los brazos alimentadores parte
de la maquina alimentadora.
2.2.2 Objetivos específicos
Implementar un sensor fotoeléctrico con fibra óptica en los lados de la maquina
alimentadora y con un sistema de expulsión.
Demostrar la viabilidad del proyecto.
Implementar un programa de mantenimiento preventivo de los sensores.
2.3 Antecedentes del Proyecto de Innovación y/o Mejora (Investigaciones realizadas)
En la empresa Alicorp SA.A que exporta e importa tanto nacional e
internacionalmente produciendo bienes para consumo masivo.
En la planta galletera la Línea 4 consta de cuatro pares de brazos alimentadores
(ocho brazos alimentadores), maquinas envasadoras y cuatro máquinas robot en las
cuales las galletas que se producen en la línea son:
Tentación con sus distintos sabores vainilla, coco, chocolate, naranja,
Chomp con sus dos sabores chocolate y naranja
Margarita
.
~ 29~
El sensor debe de ir entre comunicado con el sistema de expulsión de aire para que así
expulse solo las galletas defectuosas. El sistema de aire consiste en solo con un velo de
aire comprimido parra no poder dañar el resto de galletas al momento de la expulsión,
ya que la galleta en si viene junta. Estos sensores fotoeléctricos con fibra óptica se
encargaran de detectar el estado con que pasa las galletas, evaluando sus condiciones,
es decir si alguno este rota o con defectos para que solo sea procesado
por el brazo
alimentador las que estén en buenas condiciones
Luego el sensor fotoeléctrico con fibra óptica implementar tendrá especificaciones
como detectar la galleta defectuosa, este enviara una señal al logo que hará que el
sistema de expulse la galleta defectuosa hacia una salida 4 a 5 galletas máximo pero
cuando ya se establezca botara solo dos. De esta manera se reducirá la cantidad de
merma y obviamente también las paradas ocasionadas.
En otras líneas de producción como la Línea 3 se han implementado sensores de
altura y de espesor el cual para detectar según esas dos características si hay faltante
de galletas debido a atoro de la misma y ocasionar un apagado automático .Los
sensores están ubicados cerca de la maquina envasadora. Adicional hay un sensor
cerca del brazo alimentador de la misma línea que es un sensor de sombra ya que no
detecta por cambio de luz la galleta de un lado de la máquina alimentadora el otro lado
sigue pasando y se envasa con falta e unidades o se detiene automáticamente .
Imagen 6: Sensores de altura se encuentran en la Línea 3 y 4
Fuente: Alicorp 20 18
~ 30~
2.4 Justificación del Proyecto de Innovación y/o Mejora
La implementación de la presente propuesta técnica en la empresa Alicorp S.A.A Planta
Galletera e Instantáneos, línea de producción Línea 4 beneficiará y ayudará a terminar
con las paradas y en relación con la reducción de merma producida por atoro Logrando
de esta manera que la maquina se desatoré constantemente, minimizando en un 80% de
la merma produciendo por la máquina envasadora de paquete primario.
2.5
Marco Teórico y Conceptual
2.5.1 Fundamento teórico del Proyecto de Innovación y Mejora
La finalidad del presente proyecto es de mejorar la productividad de la empresa y
eliminar el tiempo de paradas ocasionado por el atoro de galleta y mejorar el tiempo
de producción.
Al momento en el que se encuentra la galleta está descendiendo de la
faja de
enfriamiento hacia la caída lo que se realiza es de verificar si la primera masa enviada
está en buenas condiciones es decir que no esté cruda ni quemada ni rota y luego se
da en visto bueno para que envié la siguiente masa lo realizamos en la mesa de acomodo
es de agarra la galleta y colocarlo en el brazo alimentador para que así sea envasado en
paquete primario , pero lo que ocurre es que viene una galleta rota , mal moldeada
doblada o quemada lo que se hace es de tratar de retirarlo de la fila de galleta que se ha
agarrado, pero en algunas ocasiones no podemos retirarla y la maquina nos gana , ya
que la fila que colocamos va avanzando y el brazo debe estar constantemente lleno, pero
cuando esto pasa en la parte de seleccionado cuando el dedo de la maquina se lleva las
unidades correspondiente por una que esta con normalidad pasando la galleta, en otra
máquina se atora por la galleta rota o con defectos y lo que pasa es que al momento de
que esto sucede un brazo alimentador trabaje y avance son normalidad solo en un lado,
en el otro brazo alimentador que se quedó parado sin poder avanzar produce merma y
que al momento del envasado la ausencia de unidades hace que se detenga la máquina
y produce tiempos muertos ya que hasta que o arreglen (es decir desatoren) pasa un
tiempo prudencial del momento del arreglo hasta el iniciado de la producción.
~ 31~
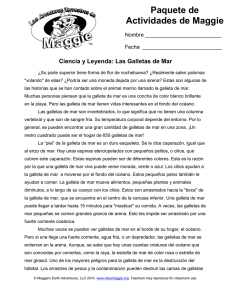
El proyecto en sí consiste de implementar un sensor fotoeléctrico con fibra óptica con
un sistema de expulsión de aire, el sensor estará ubicado al lado del brazo alimentador
y el sistema de expulsión lado de la maquina envasadora, antes de ello debemos
considerar que el sensor tendrá una base en donde se pueda colocar además tendrá un
sistema de circuito cerrado con un cableado de 20 metros aproximadamente que estará
conectado a un PLC con Relés y bases de relés 24V.
Imagen 7 y 8: Brazo alimentador y ubicación del sensor
Brazo alimentador
Ubicación del sensor
para detectar el atoro
de la galleta
Fuente: Alicorp 2018
~ 32~
Imagen 9. Base del brazo alimentador
Detrás se ubicara
la peineta que
estará conectada
con el sistema de
expulsión
Abertura en
donde la galleta
será expulsada
Fuente: Alicorp 2018
Nota: Estos sensores y el sistema de expulsión de aire comprimido será en cada
brazo alimentador (4 pares de brazos alimentadores)
Lo que se refiere al sistema de expulsión de aire comprimido tendrá una estructura
conformada por: Tanques FESTO
Filtros Reguladores manómetros
Peines sopladores
Tuberías de aire 10 x 1.5
Conectores neumáticos de ¼
Electroválvula
Tanque de aire
comprimido
Imagen 9: Tanque de aire comprimido con un manómetro
~ 33~
Campo de aplicación:
En todas las ramas de la Industria Alimenticia, por ejemplo
Automotriz
Alimentaria y farmacéutica
Logística y transporte
Sensor Fotoeléctrico con fibra óptica modelo WLL180T
Diversidad para aplicaciones estándar
Tiempo de respuesta seleccionable hasta 16 μs
Rango de detección de hasta 20 m (sistema de barrera), hasta 1400 mm (sistema de
proximidad)
Compatible con bus con antiinterferente
Pantalla digital de 2 x 4 dígitos
Histéresis ajustable
Pantalla de visualización giratoria
Procesamiento de señal de alta resolución
Tipo de dispositivo: Independiente
Rango de detecciónmáx .: 12 ... 20 m
Entrada: entradamultifuncional MF
Cantidad de salidas de conmutación: 1
Modo de conmutación: conmutación de luz / oscuridad
Tipo de conexión: Cable con conector macho M12, 4 pines
Clasificación de la caja : IP5
Materiales que se utilizan para la fabricación:
El sensor de fibra óptica está
elaborado con un tubo de cuarzo puro de donde se parte y es depositada en su interior
la mezcla de dióxido de silicio y aditivos de dopado en forma de capas concéntrica
~ 34~
2.5.2 Conceptos y términos utilizados
MESA DE ACOMODO: es donde la galleta se procede a sostener las galletas para
alimentar hacia el brazo alimentador
BRAZO O MÁQUINA ALIMENTADORA : es donde se procede a echar la galleta
para que sea alimentada y pueda se envasada como paquete primario
MÁQUINA ENVASADORA DE PAQUETE PRIMARIO: Aquí es donde se
envasa la galleta en producto o paquete primario pero tenemos que tener en cuenta
que si no está bien sellado los paquetes son rechazados por el controlista de calidad
DE AIRE COMPRIMIDO
Al mismo tiempo, el depósito de aire comprimido evita las pulsaciones
del compresor, en el caso que las tenga, enfría el aire y recoge gran
cantidad de Condensa
ELECTROVÁLBULA
Las electroválvulas de tipo directo pueden ser cerradas en reposo o normalmente
cerradas lo cual quiere decir que cuando falla la alimentación eléctrica quedan
cerradas o bien pueden ser del tipo abiertas en reposo o normalmente abiertas que
quedan abiertas cuando no hay alimentación
~ 35~
CAPÍTULO III
ANÁLISIS DE LA SITUACIÓN ACTUAL
3.1. DIAGRAMA DE ANÁLISIS DEL PROCESO ACTUAL (DAP- ACTUAL)
Tabla 8. DAP ACTUAL
‘’
Objeto: Implementar Sensores
fotoeléctricos en los brazos
alimentadores con un sistema de
expulsión
Actividad: Producción de galletas
desde la mesa de acomodo hasta el
envasado
Método: Actual
RESUMEN
Actividad
Lugar: Alicorp SA.A
Operario:
Compuesto por:
Operación
Inspección
2
2
Transporte
1
Demora
Almacenaje
Tiempo
1
0
35min
Aprobado por:
Costo
M. obra
Material
DESCRIPCION
T(min)
1-Verificado si la galleta está en buen
estado
1min
2- Transporte de la galleta en la mesa de
acomodo
10min
3-Alimentar galleta
8min
4-Espera
14min
5-Envasado
1min
6-Verificado del empaquetado
1min
TOTAL
Actual
35MIN
Mejorado
SIMBOLOS
OBSERVACIONES
Aquí se encarga solo
una persona en vez de
en cuando
Se refiere cuando se
transporte la galleta
hacia las maquinas
El llenado de las
galletas hacia el brazo
alimentador
Aquí se produce
paradas por galletas
rotas o fueras de
especificaciones
La galleta siendo
envasada
Supervisión del
producto final
2
2
1
1
*Nota: DAP actual realizado en una masa
Fuente: Elaboración Propia (2018)
~ 36~
Economía
3.2. EFECTOS DEL PROBLEMA EN EL ÁREA DE TRABAJO O EN LOS
RESULTADOS DE LA EMPRESA
Efecto en el producto
Galletas con falta de unidades.
Incumplimiento de especificación de la galleta al momento de ser envasada.
Efectos en el costo
Pérdida de tiempo de producción
Pérdida de unidades de galletas.
Efectos en el tiempo
Pérdida de tiempo en desatorar la galleta.
Pérdida de tiempo en arranque de la máquina.
Efectos en la maquinaria
Atoro en la subdivisión de la galleta.
Retraso en la producción de horas máquina.
~ 37~
3.3 ANÁLISIS DE LAS CAUSAS RAÍCES QUE GENERAN EL PROBLEMA
3.3.1 Diagrama de Ishikawa: Se elabora el siguiente diagrama de causa-efecto para identificar las principales causas que ocasionan el problema
del atoro del brazo alimentador
Imagen 10. Diagrama de Ishikawa
MATERIA PRIMA
MÉTODO
Cambio de formato inadecuado de la
subdivisión brazo alimentado
Galleta con textura frágil
La galleta con falta de
Falta de inspección en galleta
especificación
Parada por atoro
de galleta
obstruida en los
Falta de experiencia del operador a
cargo
Falta de dispositivo para
verificar el estado de la galleta
envasada
Inadecuado manejo por parte del
operador a cargo de la maquina
PERSONAL
EQUIPO/MAQUINARIAS
Fuente: Elaboración Propia (2018)
brazos
alimentadores
Interpretación del diagrama Ishikawa
En el diagrama causa/efecto se ha podido mencionar y redactar todos los factores con
respecto al problema de la maquina al momento de atorarse), considerándose cuatro
categorías: materia prima, método, personal y equipo/maquinaria, dentro de las
cuales se encuentran las causas principales y secundarias.
PRIORIZACIÓN DE CAUSAS RAÍCES (Diagrama de Pareto)
3.4
En base a la identificación de las causas raíces del diagrama de Ishikawa se
priorizará las causas y por ende determinar mediante el diagrama de Pareto
Problema: “Atoro de la galleta en el brazo alimentador”.
Criterios de evaluación
SIN PROBLEMAS
0
1
2
CON PROBLEMAS
3
4
5
6
7
CON FUERTES
PROBLEMAS
8
9
10
Se realizó una encuesta a los operarios involucrados en el proceso durante un período de
una semana.
Tabla 9. Personal encuestado
PERSONAL ENCUESTADO
CARGO
ABREVIATURA
Senobio Petrel
Estable
Pers.E
Ricardo Otiniano
CLJ
Pract.1
Angie Frisancho
Practicante
Pract.2
José Choque
Contratado
Pers.C
Anita Pena
Estable
Pers.E
39
3.4.1 Tabla de encuestas
Tabla 10. Resultado de encuesta
DESCRIPCION
ABREVIATURAS
TOTAL
%
Pres. E
Pract.1
Pract.2
Pers.C
Pers.E
2
6
2
3
4
10
8.47%
Galleta con textura frágil
1
1
3
1
2
6
5.08%
Falta de inspección en
galleta
Cambio de forma
inadecuada
Falta de experiencia del
8
6
7
6
8
35
29.66%
5
1
5
1
3
15
12.7%
2
5
1
3
1
8
6.77%
9
7
8
8
9
41
34.74%
1
3
0
1
2
3
2.54%
118
100%
La galleta con falta de
especificación
operador a cargo
Falta de dispositivo
para verificar el estado
de la galleta envasada
Inadecuado manejo por
parte del operador a
cargo de la maquina
TOTAL
Fuente: Elaboración propia
Tabla 11. Porcentaje acumulado y zonas de las diez causas
ZONA VITAL
0-79%
ZONA IMPORTANTE
80-89%
40
ZONA TRIVIAL
90-100%
3.4.2 Interpretación de la encuesta
Tabla 12. Porcentaje acumulado y zonas de las diez causas
Causas de obstrucción de la
Frecuencia
%
%Acumulado
Falta de dispositivo para
verificar el estado de la
galleta envasada
Falta de inspección en
galleta
41
34.74%
34.74%
35
29.66%
64.44%
Cambio de formato
inadecuado de la
subdivisión brazo
alimentado
15
12.7%
77.1%
10
8.47%
85.57%
8
6.77%
92.34%
ZONA
galleta
La galleta con falta de
especificación
Falta de experiencia del
ZONA VITAL
ZONA
IMPORTANTE
operador a cargo
Galleta con textura fragil
Inadecuado manejo por
6
5.08%
3
2.54%
97.42%
100%
parte del operador a cargo
de la maquina
TOTAL
100%
Fuente: Elaboración propia
41
100%
ZONA
TRIVIAL
En base a la tabla de encuesta, sólo se considerarán a las seis primeras como priorización
de las causas de las siete nombradas, el cual se pretenderá cumplir con los objetivos
Tabla13: Zonas vitales, Importantes y Trivial
Causas de obstrucción
Frecuencia
%
%Acumulado
ZONA
41
35.65%
35.65%
ZONA
VITAL
de la galleta
Falta de dispositivo
para verificar el estado
de la galleta envasada
Falta de inspección en
galleta
Cambio de formato
inadecuado de la
subdivisión brazo
alimentado
La galleta con falta de
35
30.43%
66.08%
15
13%
79.08%
10
8.69%
87.77%
8
6.95%
94.72%
ZONA
IMPORTANTE
especificación
Falta de experiencia del
operador a cargo
Galleta con textura fragil
TOTAL
6
5.21%
115
100%
Fuente: Elaboración propia
42
100%
100%
ZONA
TRIVIAL
Tabla 14. Porcentaje acumulado y zonas de las diez causas
Causas de obstrucción de la
Frecuencia
%
%Acumulado
80-20
Falta de dispositivo de
galleta envasada
41
35.65%
35.65%
80%
Falta de inspección en
galleta
35
30.43%
66.08%
80%
Cambio de formato
inadecuado de la
subdivisión brazo
alimentado
15
13%
79.08%
80%
10
8.69%
87.77%
80%
8
6.95%
94.72%
80%
100%
80%
galleta
La galleta con falta de
especificación
Falta de experiencia del
operador a cargo
Galleta con textura fragil
TOTAL
6
5.21%
115
100%
Fuente: Elaboración propia 2018
43
100%
DIAGRAMA DE PARETTO
Tabla 15:
140
120,00%
120
100%
100% 100,00%
94,72%las causas determinó las
Del gráfico detallado anteriormente se puede observar todas
87,77%
100
causas. Las 80%
causas con80%
mayor frecuencia
son
de sensor
80,00%
80%
80% “Falta de
80%Implementación
80%
79%
fotoeléctrico
de fibra óptica y sistema de expulsión de aire”. Al identificar la causa de
80
66,08%
mayor importancia, se sabrá dónde dirigir el esfuerzo para mejorar. Este problema 60,00%
se
60
solucionará
implementando el sensor fotoeléctrico con fibra óptica.
41
40
35,65%
40,00%
35
15
20
20,00%
10
8
6
0
0,00%
Falta de
Falta de
Cambio de La galleta con
Falta de
Galleta con
dispositivo inspección en
formato
falta de
experiencia textura fragil
para verificar
galleta
inadecuado especificación del operador
el estado de la
de la
a cargo
galleta
subdivisión
envasada
brazo
alimentado
CAPÍTULO IV
Frecuencia DEL%ACUMULADO
80-20 MEJORA
PROPUESTA TECNICA
PROYECTO DE
Interpretación :
Del gráfico detallado anteriormente se puede observar todas las causas determinó las
causas. Las causas con mayor frecuencia son “Falta de Implementación de sensor
fotoeléctrico de fibra óptica y sistema de expulsión de aire”. Al identificar la causa
de mayor importancia, se sabrá dónde dirigir el esfuerzo para mejorar. Este problema se
solucionará implementando el sensor fotoeléctrico con fibra óptica.
44
CAPÍTULO IV
PROPUESTA TECNICA DEL PROYECTO DE MEJORA
El presente capítulo describirá las propuestas establecidas de cómo trataremos de
ejecutar, poder concluir si es factible a nivel económico y determinar un plazo de
implementación.
4.1
PLAN DE ACCIÓN DE LA MEJORA PROPUESTA
4.1.1 ¿Qué mejora se hará?
Se instalará un sensor fotoeléctrico de fibra óptica de reflexión definida para que
este detecte el atoro de la galleta y luego emita una señal al sistema de expulsión
conectado a la electroválvula gracias al depósito de aire para luego este expulse la
galleta rota o con defectos y así la maquina no se detenga .
4.1.2 ¿En qué área se hará la mejora?
Se realizará en el área de producción Línea 4.
4.1.3 ¿Qué cambio ocurrirá al instalar la mejora?
Al implementar la mejora. Ya no tendrá que parar la máquina para poder desatorarla
sino que será expulsado el depósito de aire y el proceso de alimentar será continuo
ya que no habrá paradas para que así no ocasione merma innecesaria y así producir
un producto de calidad y así la productividad sea mayor.
4.1.4 ¿Quién lo implementará?
Se encargará GROVERS SAC que son personales terceros que realiza trabajos de
proyectos en la empresa ALICORP S.A.A
4.1.5 ¿Cuánto tiempo durará la implementación?
El tiempo de implementación es de ocho días y el retorno de inversión para la
empresa será en tres meses y dos días.
¿Qué recursos son necesarios para la implementación?
4.1.6
Tipo de dispositivo: Independiente
Rango de detecciónmáx .: 12 ... 20 m
45
o
o
o
Entrada: entradamultifuncional MF
Cantidad de salidas de conmutación: 1
Modo de conmutación: conmutación de luz / oscuridad
Tipo de conexión: Cable con conector macho M12, 4 pines
Clasificación de la caja : IP5
Son necesarios para la implementación de los sensores pernos para que sean
adheridos hacia el brazo alimentador como los soportes de montaje, para la
electroválvula recomendar un tamaño regular, para el depósito de aire de igual
forma de igual forma y cableado para que se comuniquen entre sí, además se
adicionara un pequeño tobogán en donde la galleta será desplazada como merma
4.2
CONSIDERACIONES TÉCNICAS, OPERATIVAS Y AMBIENTALES
PARA LA IMPLEMENTACIÓN DE LA MEJORA
4.2.1 Consideraciones Técnicas
En lo que se refiere al sensor debemos de tener en cuenta la distancia de ubicación
del sensor hacia el brazo alimentador y el tipo de cableado que se realiza además
verificar si el tamaño de depósito es el correcto y los complementos de ellos y para
ello consideraremos las siguientes características que debemos tener en cuenta:
A. Sensor fotoeléctrico con fibra óptica WLL180T
Con un tiempo de respuesta de 16 es, el modelo WLL180T garantiza una
conmutación extremadamente rápida. Además, los elevados valores de
potencia lumínica y resolución del sensor garantizan alcances y reservas de
funcionamiento máximos. Todo ello aumenta la seguridad de los procesos
en entornos con polvo o humedad. Puesta en servicio sencilla, ya sea con
la entrada de programación externa o directamente en la unidad de
evaluación. Todos los pasos de programación, las indicaciones de estado y
los valores teóricos y reales se visualizan durante el proceso en dos
pantallas digitales de 4 dígitos. Según los requisitos de la aplicación que
corresponda, el WLL180T se puede utilizar como sensor individual o en
configuración de bus. En una configuración de bus, varios sensores están
conectados en red a través de un bus interno. Esta configuración permite
además copiar los parámetros de ajuste de un WLL180T a otros sensores
46
conectados al bus. Su sistema lógico a prueba de interferencias incorporado
evita que los cabezales de fibra óptica cercanos interfieran entre sí
47
Ficha técnica del sensor Fotoeléctrico con fibra óptica WTT180
Implementación del sensor fotoeléctrico con fibra óptica en el brazo alimentador
Los sensores estarán ubicados en el brazo alimentador con un soporte que le
ayudara que este fijo y así inspeccione las galletas para ello el sensor foto eléctrico
deberá estar cerca del brazo alimentador que estará conectado aun relé de
resistencia de 24V y para su soporte su base de relé que luego estará conectada al
cable conector.
48
A. Sistema de expulsión con aire comprimido
4.2.2 Consideraciones Operativas
La implementación del sensor y el sistema de expulsión d aire ayudara la
incrementación de la productividad ya que esta la eliminara solo las galletas
defectuosas por medio de la expulsión impulsado por el depósito de aire y no habrá
paradas innecesarias notoriamente haciendo de esta un objetivo del proyecto,
49
RECURSOS TÉCNICOS PARA IMPLEMENTAR LA MEJORA
4.3
PROPUESTA
4.4
Capacitación al personal sobre el uso correcto de manipulación de la máquina.
Fichas técnicas de comparación.
sistemas de conexión de cables mangueras etc.
Investigación de los distintos tipos de sensores, cables, etc.
Personal capacitado en la implementación.
Pruebas de aceptabilidad en el proceso.
DIAGRAMA DE PROCESO MEJORADO
Tabla16: DAP MEJORADO
Fuente: Elaboración propia, 2018
‘’
Objeto: Implementar Sensores
fotoeléctricos en los brazos
alimentadores con sistemas de
expulsión
Actividad: Actividad: Producción de
galletas desde la mesa de acomodo
hasta el envasado
Método: Mejorado
Lugar: Alicorp SA.A
Operario:
Compuesto por:
Aprobado por:
DESCRIPCION
RESUMEN
Actividad
Mejorado
Operación
Inspección
2
2
2
2
Transporte
1
1
Demora
Almacenaje
Tiempo
1
0
35min
0
0
21 min
Economía
Costo
M. obra
Material
T(min)
1-Verificado si la galleta está en buen
estado
1min
2- Transporte de la galleta en la mesa de
acomodo
10min
3-Alimentar galleta
8min
4-Espera
00min
5-Envasado
1min
6-Verificado del empaquetado
1min
TOTAL
Actual
21MIN
*Nota: DAP mejorado realizado a una masa
50
SIMBOLOS
OBSERVACIONES
Aquí se encarga solo una
persona en vez de en
cuando
Se refiere cuando se
transporte la galleta hacia
las maquinas
El llenado de las galletas
hacia el brazo alimentador
Aquí ya no se produce
paradas por galletas rotas
o fueras de
especificaciones
La galleta siendo envasada
Supervisión del producto
final
2
2
1
1
CRONOGRAMA DE EJECUCIÓN DE LA MEJORA
Para determinara el tiempo determinado del proyecto, se ha realizado el siguiente diagrama.
N°
DESCRIPCIÓN
N° DÍAS INICIO
FIN
AGOSTO
L M M J V S D
2 3 4 5 6 7 8
L
9
RESPONSABLE
1
Revisión y aprobación del proyecto.
1
2-Agos
2-Agos
Ing. Franco Vilches
2
Compra de materiales
2
3-Agos
4-Agos
Técnico de mantenimiento"
3
Ejecución de la implementación de la mejora
2
5-Agos
6-Agos
Técnico del grupo GROVERS
4
Prueba del funcionamiento
1
7-Agos
7-Agos
Técnico de mantenimiento
5
Capacitación personal
1
8-Agos
8-Agos
Técnico Mecánico -Electricista
6
Verificar resultados
1
9-Agos
9-Agos
Ing. Franco Vilches
TIEMPO EMPLEADO O ESTIMADO PARA LA APLICACIÓN DE LA MEJORA
51
4.5 ASPECTOS LIMITANTES PARA LA IMPLEMENTACIÓN DE LA MEJORA
No aprobación del proyecto por parte del ingeniero de turno.
Tiempo que se demorara en le implementación ,ya que provocara tiempos muertos en la
producción
Deficiencia en la producción de todo el turno
Deficiencia al momento de la implementación del sensor provocando errores en su sistema.
52
CAPÍTULO V
COSTOS DE IMPLEMENTACIÓN DEL PROYECTO DE MEJORA
5.1 COSTO DE MATERIALES
En este capítulo se dará a conocer los costos de los materiales para la implementación del
sensor, el pistón con la electroválvula, con las cantidades requeridas y lo precios respectivos.
Tabla 18. Costo de materiales
Ítem
Descripción
2
Cantidad Precio unitario
S/.
Sensores foto eléctrico con fibra
8pza
S/.780
óptica
Cableado cerrado
1 rollo
S/.10 x m
3
Electroválvula 3/2 vías 220V 1/4
8und
S/.240
S/.1920
4
Peines sopladores
8unid
S/.88
S/.704
5
Tanques FESTO
8unid
s/.192
S/.1536
6
Unidad de mantenimiento por
8 unid
S/.170
S/.1360
8unid
S/.40
S/.320
1 rollo
150
S/.100
16unid
S/.3.20
S/.51.2
1
Costo total
S/.
S/.6240
S/.1000
Filtros Reguladores manómetros
7
Relés con base de relé 24V
8
Mangueras de aire 10 x 1.5
9
Conectores neumáticos de ¼
TOTAL (Incluye IGV)
Fuente: Elaboración propia, 2018
NOTA;
Se usará ochos pares de sensores los brazos alimentadores.
1 rollo tiene 100 m
53
S/.13,231.2
5.2 COSTO DE MANO DE OBRA
Tabla 19. Costo de mano de obra
Descripción
Operarios
Costo S/. día
Técnicos
del
GROVER S.A.C.”
“GRUPO
4
Costo total S/.
S/.480
S/.960
Total
Fuente: Elaboración propia, 2018
*Nota:
Operario: 4
Costo; s/.120
Días: 2
5.3 OTROS COSTOS DE LA IMPLEMENTACIÓN DE LA MEJORA
Tabla 20: Consumo de energía
Descripción
Consumo
de N de días
energía
Sensor
4..128 kW
8
Costo unitario Costo
S/.
S/.
S/.0.21
S/.0.86
total
fotoeléctrico
con fibra óptica
TOTAL
S/.0.86
Fuente: Elaboración propia 2018
*Nota:
1 KW:S/.0.21
Formula de conversión para hallar kW: 1.72xVxI/1000(fórmula para corriente
trifásica)
54
Tabla 21: Descripción de conversiones de energía
Simbología
Descripción
Sensor foto eléctrico
Con fibra óptica
V
Voltaje
I
Intensidad de corriente 100 A
KW
Kilo watts
24V
4.128
Fuente: Elaboración propia, 2018
Calculo: 1.72 x24Vx100A/1000 =4.128
5.4 COSTO TOTAL DE LA IMPLEMENTACIÓN DE LA MEJORA
Tabla 22: Costo total de la mejora
Ítem
Descripción
Costo total
1
2
3
Total
Costos de materiales
Costos de mano de obra
Otros costos
S/.13,231.2
S/.960
S/.0.86
S/.14,192.06
Fuente: Elaboración propia, 2018
55
CAPITULO VI
EVALUACION TECNICA DE LA MEJORA
6.1 BENEFICIO ECONOMICO ESPERADO DEL PROYECTO DE MEJORA
Beneficio mano de obra
Tabla 23. Costo total de la mano de obra
Descripción
Antes de la mejora
8 horas
Costo del personal Horas
x 1 hora de
Operario
trabajo
Después de la mejora
Horas
S/. 5.09 Operario
8horas
S/. 5.09
Se puede observar que, en cuanto a la mano de obra, no hay beneficio con la implementación
de la mejora.
Beneficio hora / hombre
Tabla 24.beneficio horas / hombre
Detalles
Actual
Mejorado
Ahorro
% Ahorro
Operario
4
4
0
0
Tiempo(horas
/hombre)
8
4.1
3.9
48.75%
Tiempo(hora
/hombre x día)
Tiempo
total(hora/mes)
Costo(hora/hombre)
Costo total(hora
hombre/tiempo
total)
*Nota:
24
12.3
11.7
48.75%
1536
787.2
748.8
48.75%
5
S/.7680
5
S/3936
0
S/. 3744
0
48.75%
*Según DAP actual y DAP mejorado
56
Tabla 25: Tiempos de ahorro
DAP actual
DAP mejorado
Ahorro
35 min
21min
14 min
*Conversión de minutos a horas
*Porcentaje de ahorro
1h
60min
8h
100%
X
14min
3.9h
%min
=0.23h
=48.75%
-
*0.23x17=3.91h=3.9
*17 masas por turno
BENEFICIO DE REDUCCIÓN DE MERMA
Tabla 26. Reducción de merma
Descripción
Actual
Mejorado
Ahorro
% Ahorro
17000kg
17261kg
261kg
1.53%
Producto x día
261kg
0
261kg
100%
Merma x día
1.54%
0
1.54%
100%
%de Merma
98.46%
100%
98.46%
100%
% Rendimiento
S/.
256.563
S/. 0 S/. 256.563
Día
S/.
4,105.008
S/. 0 S/. 4,105.008
Mes(16)
*Nota: El costo de la merma por kilo es: S/.0.983
100%
100%
*Cálculos a realizar:
Para hallar la cantidad de merma producidas por las maquinas observar la Tabla 27 :
Cálculo dé % de merma:
17000kg…………100%
261kg……………x
X=1.54%
Rendimiento:
Día costo:
100%-1.54%=98.46%
261kg x S/. 0.983= S/.256.563
Mes costo: S/.256.563 x 16= S/. 4,105.008
57
*Nota: En la línea cuatro salen tres tipos de galleta:
Tentación
Chomp
Margarita
De la cuales me base en la producción mayoritaria Tentación
Tabla27: Cálculo de merma
Dias
Cantidad de merma por
un día
Lunes
257kg
Cantidad de merma
por turno
92kg
84kg
81kg
Martes
265kg
100kg
85kg
80kg
Miercoles
240kg
96kg
74kg
70kg
Jueves
302kg
110kg
95kg
97kg
Viernes
255kg
91kg
89kg
75kg
Sabados
249kg
95kg
80kg
74kg
Promedio
261kg
*Nota: Producción de los tres turnos
58
BENEFICIO RELACIÓN PRODUCTIVIDAD
Tabla 28: Cuadro de productividad
DESCRIPCIÓN
COSTO
TIEMPO 1 (un
17000kg
17194.2 kg
194.88kg
S/.2079.622
51000kg
51584.64 kg
584.64 kg
S/.6238.866
816000kg
825354.24 kg
9354.24 kg
S/.99821.856
turno)
TIEMPO 2 (un
día)
TIEMPO 3 (un
mes(16))
*Nota: Cálculos
Un turno produce: 17 toneladas: 17000kg
Y en un minuto:
Si sabemos que en un minuto sale 290 paquetitos que dentro de ellos hay 8 unidades de
galletas con un peso de cada una de 6 gramos (conversión de gramos a kilos).
*8x0.006kg=0.048kg
*290x0.048=13.92kg
Entonces si en un minuto se produce 13.92kg de galletas cuanto se hará 10 minutos
(tiempo ahorrado):
*1min………….13.92kg
14min………….
X
X = 194.88kg
Por ende se da en el tiempo ahorrado 139.2kg
Entonces para hallar el precio es establecer lo siguiente:
1.728kg ………..S/.18.44
194.88………. x
X=S/.2079.622
*1.728kg es el producto terminado en una caja de galletas y su precio es de S/.18.44
59
6.2RELACIÓN BENEFICIO/COSTO
𝐵𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜
S/. 3,744x 12
44,928
=
=
= 3.16
𝐶𝑜𝑠𝑡𝑜
S/.14,192.06
14,192.06
*Por lo invertido se recupera =S/3.16
*Por cada sol invertido e recupera S/.2.16.
6.3 RELACIÓN COSTO / BENEFICIO
𝐶𝑜𝑠𝑡𝑜
S/.14,192.06
=
= 3.79
𝐵𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜
S/.3744
1 mes………..30dias
0.79……………x
X=2
*El tiempo invertido será de tres meses y dos
60
días.
CAPITULO VII
CONCLUSIONES
7.1 CONCLUSIONES RESPECTO A LOS OBJETIVOS DEL PROYECTO DE
MEJORA
Se redujo los tiempos de paradas de 3.9 horas con un porcentaje de 48.75% por turno,
por día 11.7 horas (48.75%), por mes 748.8 horas (48.75%).
La implementación de los sensores demostrara que el proyecto es viable ya que además
es respaldado por los ingenieros
Se reducirá alrededor de 80% de merma ocasionada por galleta rota obstruida en los
brazos alimentadores.
Al nosotros implementar un plan de mantenimiento delos sensores fotoeléctrico en
cada brazo alimentador podremos seguir su correcto funcionamiento según sus
parámetros.
61
CAPITULO VIII
RECOMENDACIONES
8.1 RECOMENDACIONES PARA LA EMPRESA RESPECTO AL PROYECTO DE
MEJORA
Se recomienda que el operador asignado a cada máquina mantenga el orden
limpieza correspondiente en cada máquina y se recomienda que sean
capacitados en cómo tiene que ser su funcionamiento y en que consiste.
Se recomienda total cuidado cuando se haga limpieza.
Tener repuestos para cualquier tipo de problema como desfase del sensor o un
desgaste del soporte del sensor.
62
BIBIOGRAFIA
https://www.sick.com/es/es/search?text=WLL180T
https://www.festo.com/cms/es-pe_pe/index.htm
http://www.brammertz.com/es/index.php
https://www.festo.com/cat/es-pe_pe/products_071000
http://www.sodimac.com.pe/sodimac
63
ANEXOS
64
Av. José Pardo 182, Of. 905, Miraflores, Lima. Telf. 208-4600 Cel. 971-117-239 / 987-507-288
Email: ventas@brammertz.com - Apartado 9173, Miraflores, Lima 18, Perú - RUC: 20100969018
COT-2018-034306
Cliente:
Direccion:
Atencion:
TUA-1803288
20100055237 - ALICORP SAA
AV. ARGENTINA NRO. 4793 URB. PARQUE INDUSTRIAL Carmen de la Legua-Reyno
Tel:
Fax:
Correo:
01/06/2018
Fecha:
Su Referencia:
Estimados señores:
Tenemos el agrado de cotizar lo solicitado:
Ite
Cantidad
Descripción
V.Unitario
V.Total
(1)
1
SENSOR DE FIBRA OPTICA - WLL180T-P434, Dimensiones: 10,5
780.00 mm x 34,6 mm x 71,9 mm, IP50, Sn: 1400 mm, Señal:
PNP/NO/NC, Voltaje: 12 - 24 VDC, mA: 100. Conexión: M8, 4 pines. Trabaja
con fibra óptica LL3 - NPB: 22810110571 Marca: Sick A.G.
780.00
(2)
1
FIBRA OPTICA - LL3-DB01, Dimensiones:M6x2000, De polímero,
230.00 igual a la LLK1-M6FA02 - NPB: 22810101029 Marca: Sick A.G.
230.00
Total:
Importante:
Precios:
Pago:
Validez:
Entregas:
1,010.00
Agradeceremos enviar su Pedido / Orden de Compra a ING. E. BRAMMERTZ S.R.L.
En Soles, no incluye el IGV.
Factura 75 días
BCP Cta. Cte. Soles: 194-0455375-0-46 - BCP Cta. Cte. Dólares :194-0038946-1-02
Cotización válida por 30 días a partir de la fecha, para cantidades iguales o superiores a las cotizadas.
Items 1 - EN STOCK
Items 2 - EN STOCK
Entrega a destino en Lima Metropolitana por compras mayores a S/.200 + IGV
Credito solo por compras mayores a S/.270 + IGV
Atentamente, Paredes Irwin
ING. E. BRAMMERTZ S.R.L.
65
01/06/2018 00:06
Ficha técnica del sensor fotoeléctrico con fibra óptica
66
31/05/2018 – Reservado el derecho de modificación – Festo AG & Co. KG
1 /
Acumulador de aire comprimido
CRVZS-0.75
Número de artículo: 160235
Hoja de datos
Característica
Valor
Volumen
0,75 l
Posición de montaje
Indistinto
Corresponde a la norma
Hoja de información AD 2000
Presión de funcionamiento
-0,95 ... 16 bar
Certificado entidad que lo expide
TSSACRN0H17477.5C
Fluido
Aire comprimido según ISO 8573-1:2010 [-:-:-]
Nitrógeno
Clase de resistencia a la corrosión KBK
3 - riesgo de corrosión alto
Apto para el contacto con alimentos
Información detallada sobre el material
Temperatura del medio
-10 ... 100°C
Temperatura ambiente
-10 ... 100°C
Homologación
CRN
TÜV
Par de apriete máx. de rosca de conexión
23 Nm
Peso del producto
736 g
Tipo de fijación
Bornes de sujeción
Conexión neumática
G1/4
Indicación sobre el material
Exento de cobre y PTFE
Conforme con RoHS
Material del acumulador de aire comprimido
Acero inoxidable de aleación fina
Material de los bornes de sujeción
Acero inoxidable de aleación fina
67
PLAN DE
MANTENIMIENTO PREVENTIVO
Version 001
MANTENIMIENTO PREVENTIVO
Descripcion del equipo:
Fecha
Fechas
Marca:
DESCRIPCION DEL MANTENIMIENTO
Realizado por:
Descripcion del
mantenimiento preventivo o
correptivo
Repuesto instalado
Paguina 1 de 1
Modelo:
Mano de obra
Observacion sobre el estado de la maquina o equipo
Fuente: Elaboración68
propia 2018
Costo
Repuesto
RECIBO DE MANO DE OBRA
69