Conminución de Mineral: Informe de Chancado Andesita
Anuncio

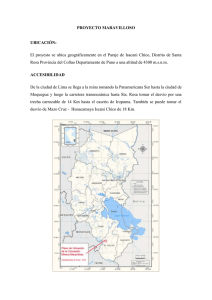
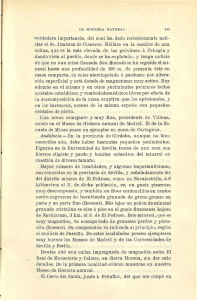
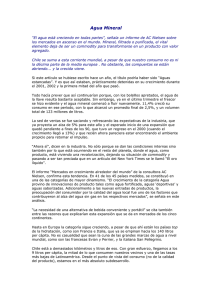
UNIVERSIDAD ADOLFO IBAÑEZ PROCESAMIENTO DE MINERALES PROFESOR: MIGUEL HERRERA ALUMNO: CAMILLE CRESCENTINO Conminución de Mineral mediante Chancado Lunes, 30 de septiembre 2019 LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 1 • RESUMEN El presente informe detalla la experiencia de muestreo y chancado de una muestra inicial de 20 [𝑘𝑔] de mineral de andesita el cual tras consecutivos procesos de cuarteo y roleo se llega a una masa de 2,5 [𝑘𝑔] que proceden a tamizarse para obtener una curva granulométrica previa al chancado en un chancador de mandíbula tipo Blake, para luego volver a tamizar la muestra y obtener así una segunda curva granulométrica, esta vez posterior al chancado. Mediante un despeje matemático y las masas correspondientes a cada malla luego del tamizado fue posible obtener el 𝐹80 y 𝑃80 previo y posterior al chancado, respectivamente. Con estos resultados se calculó la razón de reducción real del mineral, el cual al compararlo con la razón de reducción teórica da un resultado de magnitud 10 veces menor del primero en comparación al segundo, pudiendo comprobar que el chancado no solo depende de la máquina seleccionada para el proceso, sino que en gran medida, de la calidad y condiciones del mineral a conminuir. • ESTADO DEL ARTE En el proceso de extracción minera, una de las primeras etapas que ocurren son la perforación y tronadura, seguido de chancado y molienda. Estos últimos son sumamente importantes ya que reducen el tamaño de mineral desde el que se obtiene post tronadura hasta ½ pulgada de diámetro (tamaño con el cual el mineral ingresa a la molienda). Sin embargo, el mineral que ingresa a alimentación del chancador no es uniforme en cuanto a tamaño, pudiendo variar desde 1 metro de diámetro a fragmentos de menos de 1 milímetro, por lo que es necesario reducirlos a un mismo tamaño a través de una serie de chancadores primarios, secundarios y en ocasiones terciarios, según el requerimiento de cada faena ya que no se puede obtener el tamaño deseado en una sola etapa, por lo que los chancadores se clasifican por el tamaño de descarga de mineral, siendo los primarios aquellos que descargan un mineral de 8 pulgadas de diámetro, los secundarios descargan un mineral de 3 pulgadas y, finalmente, los terciarios entregan un mineral de ½ pulgada de diámetro. Y posterior a este tamaño, el mineral pasa a la etapa de Molienda. Es en el proceso de chancado donde más energía se consume, por lo que es de suma importancia que sea un proceso altamente eficiente debido a los gastos económicos asociados al proceso. Este proceso consta de la aplicación de fuerza mecánica, buscando romper el mineral de gran tamaño principalmente gracias a fuerzas de compresión, complementado de fuerzas de fricción o cizallamiento, producto del movimiento del mineral en sí. Los chancadores son máquinas que, debido a su alta presión trabajan a velocidades relativamente bajas, sin embargo, esto puede variar ya que su rendimiento depende mucho de la calidad de mineral extraído ya que de este se determina el tonelaje, el tamaño de alimentación, el tamaño de salida, la dureza, tenacidad y abrasividad de la roca además de la humedad y cualquier contenido que pueda contaminar el mineral disminuyendo la eficiencia del proceso. LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 2 Los chancadores se clasifican según el modo en el que conminucionan el mineral, pudiendo ser de mandíbula, giratorio, de cono o de impacto. En este informe se abordará principalmente el chancador de mandíbula ya que con este se trabajó en la experiencia. Estos a su vez se clasifican en Blake, donde el pívot de la mandíbula está en la parte superior por lo que la oscilación ocurre donde se descarga el mineral, chancador de mandíbula Dodge, donde el pívot está en la parte inferior y oscila en la boca de alimentación y, finalmente, están los chancadores de mandíbula Universal, donde al estar el pívot en el centro, el mineral se tritura tanto al ingreso como en la zona cercana de descarga. Por otro lado, para determinar los parámetros necesarios para el eficiente uso de los chancadores, es necesario conocer el mineral con el que se trabaja, es por esto por lo que se pueden utilizar distintas técnicas de muestreo como, por ejemplo; roleo y cuarteo, rifleado o partidor de rifles, paleo fraccionado y alternado, paleo alternado y muestreo automático. En este caso se entrará en detalle en el proceso de roleo y muestreo (que es con el que se trabaja). El roleo es un método de mezcla de material que busca lograr homogeneidad en la muestra. Este consiste en un paño roleador de plástico de forma rectangular o cuadrada, que tenga 4 puntas, estas puntas se llevan al lado contrario una a una por un tiempo o cantidad de veces, y secuencia determinadas. Mientras que, el proceso de cuarteo consiste en apilar el material sobre el paño roleador dándole forma de torta y dividirlo en las partes que se estimen necesarias (4, 6 u 8), lo más equitativas entre sí. En este caso se divide en cuatro partes, luego se seleccionan dos opuestas entre sí (en diagonal), las cuales se vuelven a rolear para volver a cuartear. Este proceso se puede repetir la cantidad de veces que se estime necesaria, según los requerimientos del estudio. Las ecuaciones utilizadas en este informe se presentan a continuación: 𝑅𝑒𝑡𝑒𝑛𝑖𝑑𝑜 𝑃𝑎𝑟𝑐𝑖𝑎𝑙 (%𝑓3 ) = 𝑚𝑎𝑠𝑎𝑚𝑥 ∗ 100% 𝑚𝑎𝑠𝑎𝑓𝑖𝑛𝑎𝑙 𝑅𝑒𝑡𝑒𝑛𝑖𝑑𝑜 𝐴𝑐𝑢𝑚𝑢𝑙𝑎𝑑𝑜 (%𝑅3 ) = %𝑅3,𝑚𝑎𝑙𝑙𝑎 𝑎𝑛𝑡𝑒𝑟𝑖𝑜𝑟 + 𝑓3, (1) (2) 𝑚𝑎𝑙𝑙𝑎 𝑎𝑐𝑡𝑢𝑎𝑙 𝑃𝑎𝑠𝑎𝑛𝑡𝑒 𝐴𝑐𝑢𝑚𝑢𝑙𝑎𝑑𝑜 (%𝐹3 ) = 100 − %𝑅3 𝐹80 ; 𝑃80 = 𝑌0 + ( (3) 𝑌1 − 𝑌0 ) ∗ (𝑋 − 𝑋0 ) 𝑋1 − 𝑋0 (4) 𝐹80 𝑃80 (5) 𝑅𝑎𝑧ó𝑛 𝑑𝑒 𝑅𝑒𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑅𝑒𝑎𝑙: 𝑅𝑟 = 𝐸𝑛𝑒𝑟𝑔í𝑎 𝐶𝑜𝑛𝑠𝑢𝑚𝑖𝑑𝑎 = 10 ∗ 𝑊𝑖 ∗ ( 1 √𝑃80 − 1 √𝐹80 (6) ) 𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑁𝑜𝑚𝑖𝑛𝑎𝑙 (𝑇𝑛 ) = 𝐿𝑟 ∗ 𝑆0 ∗ 0,6 (7) 𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑅𝑒𝑎𝑙 (𝑇𝑟 ) = 𝐾𝑐 ∗ 𝐾𝑚 ∗ 𝐾𝑓 ∗ 𝑇𝑛 (8) 𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑃𝑟á𝑐𝑡𝑖𝑐𝑎 (𝑇𝑝 ) = 𝑇𝑟 ∗ 0,75 (9) LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 3 • METODOLOGÍA La experiencia se inicia con una muestra de mineral andesita, la cual se deposita en un tarro sobre la balanza que está configurada en 0 gramos. Luego se masan 20 [𝑘𝑔] del mineral, con el cual se realiza el primer roleo. Para esto se deposita el mineral en el centro de un plástico cuadrado para luego mezclarlo suavemente al levantar cada una de las esquinas del plástico de modo alternado, con el objetivo de homogenizar lo más posible la muestra, tal como se muestra en la 𝑓𝑖𝑔𝑢𝑟𝑎 1. Ilustración 1: Roleo de la muestra Ilustración 2: Cuarteo del mineral Una vez realizado este procedimiento 4 veces, se deja la muestra en el centro del plástico y con la ayuda de una espátula se divide en 4 partes lo más equitativo posible (𝑓𝑖𝑔𝑢𝑟𝑎 2). Y se seleccionan 2 diagonales, estás se someten a un segundo roleo y cuarteo y las otras dos se descartan. En esta segunda etapa se parte con 5,45 [𝑘𝑔] de mineral y se utiliza exactamente el mismo orden de roleo. Sin embargo, es necesaria una cantidad menor de mineral para proceder a chancar, por lo que se realiza un segundo cuarteo cuyas diagonales masan 2,5 [𝑘𝑔]. Antes de chancar el mineral, se busca obtener el 𝑃80 , por lo que es necesario tamizar el mineral. Para esto se seleccionan 7 mallas ASTM más su base. Estás son de abertura ½ - 10 – 20 – 100 – 120 – 170 – 200 (de mayor a menor abertura, respectivamente). Luego, se tamiza la muestra por 5 minutos en el tamizador ROTAP. Pasado los 5 minutos se masa el mineral correspondiente a cada malla en una balanza digital (con mayor precisión que la anterior). Los datos obtenidos se ordenan en una tabla, para posteriormente calcular el retenido parcial de mineral, el retenido acumulado y el pasante acumulado. Es con este último con el que se calcula el 𝑃80 . LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 4 Ya masado el mineral, es necesario medir tanto la longitud de recepción de la abertura del chancador como el setting cerrado de este mismo con una huincha métrica. Luego, se procede a chancar. Para esto se alimenta el chancador de mandíbula Blake de forma continua con trituración libre, midiendo el tiempo desde que cae el primer mineral hasta que el ruido cesa. Ilustración 3: Tamizador Ilustración 4: Chancador de mandíbula Blake El mineral de descarga pasa nuevamente por el tamizador, esta vez para obtener el 𝐹80 , nuevamente se masa el mineral acumulado en cada malla y se registran los datos obtenidos. Finalmente, se recomienda desenchufar y guardar cada material utilizado, además de los elementos de protección personal. • RESULTADOS Y ANÁLISIS Los datos obtenidos de las dimensiones de alimentación y descarga del chancador se presentan en la tabla 1, en donde se calcula la razón de reducción teórica, es decir, en cuando reduce el chancador el mineral, considerando el tamaño de entrada con el de salida, siendo este de 11,7 veces más pequeño. Dato Longitud de recepción (Lr) Setting cerrado (So) Razón de Reducción Teórica (Rt) [mm] 70 6 11.667 [ - ] Tabla 1: Datos del tamaño de alimentación y descarga del chancador, y su razón de reducción. Con respecto al proceso de muestreo del mineral, las masas obtenidas al final de cada cuarteo se observan en la 𝑡𝑎𝑏𝑙𝑎 2. Estos resultados no son exactos ya que es un proceso que se realiza de forma manual, lo que conlleva errores de medición al ser principalmente estimativo. LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 5 Además, es importante señalar que la tela o lona donde se trabajó tenía pequeños orificios, lo que explica la pérdida del material. Etapa Cuarteo 1 Cuarteo 2 Masa final [kg] 10.25 5.45 Tabla 2: Masa del mineral con el que se realiza el cuarteo. Como dato, se adjunta la masa de cada malla en la tabla 3. Si bien está no influye en el proceso de tamizado, se puede observar que difieren bastante en masa según la abertura de malla. Esto es principalmente por la cantidad de acero utilizado en cada malla debido al espacio de separación que se busca obtener. Mientras menor sea el número de tamiz (ASTM), mayor es la abertura en milímetros de la malla. Este proceso ayuda a clasificar y separar el mineral por tamaño, de modo que pase a la siguiente etapa o vuelva a pasar por el chancador hasta obtener el tamaño deseado. Tamices 1/2 10 20 100 120 170 200 Base Abertura [mm] 12.5 2 0.85 0.15 0.125 0.09 0.075 - Masa Tamiz [gr] 525 688 634 549 540 330 521 283 Tabla 3: Masa y abertura en milímetros de cada malla del tamiz. Ya habiendo tamizado el mineral, se obtuvieron las siguientes masas retenidas por malla, que se muestran en la 𝑡𝑎𝑏𝑙𝑎 4. Esto quiere decir que esa cantidad del mineral fue capaz de pasar por la malla, en otras palabras, el diámetro del mineral es menor en [𝑚𝑚] a la abertura de la malla (𝑡𝑎𝑏𝑙𝑎 3). Esta información es útil para obtener el retenido parcial (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 1), que viene siendo el porcentaje total del mineral cuyo diámetro es mayor a la abertura. La columna del retenido acumulado (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 2) se obtiene sumando los retenidos parciales, y es útil para calcular el pasante acumulado (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 3). Este es importante ya que indica el mineral que sí puede pasar por la malla, es decir, que su diámetro es de menor tamaño. Con este criterio se puede fijar el 𝐹80 , sirve de criterio para definir el 80% del mineral entra a alimentación. LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 6 Masa Inicial = 2,5 [kg] N° Malla Masa [kg] 1/2 0.031 10 1.621 20 0.287 100 0.484 120 0.008 170 0.054 200 0.002 Base 0.015 Total 2.502 Mineral Alimentación Retenido Parcial Retenido Acumulado % f3 (x) % R3 (x) 1.239 1.239 64.788 66.027 11.471 77.498 19.345 96.843 0.320 97.162 2.158 99.321 0.080 99.400 0.600 100.000 100.000 - Pasante Acumulado % F3 (x) 98.761 33.973 22.502 3.157 2.838 0.679 0.600 0.000 - Tabla 4: Datos obtenidos luego de tamizar y antes de chancar, clasificados por malla. Con el número de malla y el pasante acumulado se obtiene la curva de distribución granulométrica previa al chancado (𝑖𝑙𝑢𝑠𝑡𝑟𝑎𝑐𝑖ó𝑛 5), en donde al proyectar el 80% se obtiene el número de malla recomendado para el 𝐹80 . Este se obtiene por la 𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 4, dando como resultado una abertura ideal de 9,5 [𝑚𝑚] (𝑡𝑎𝑏𝑙𝑎 6). Esta abertura corresponde a una malla ASTM 𝑛° 3/8". Ilustración 5: Curva granulométrica del mineral de alimentación. Una vez que el mineral fue chancado, se espera que cambie el tamaño del mineral y su distribución al ser tamizado, estas nuevas masas se registran en la tabla 5. Se puede observar que ya no hay mineral con un diámetro mayor a 12,5 [𝑚𝑚] ya que no hay mineral atrapado por la malla ½. Al comparar el retenido parcial de descarga con el de alimentación, se observa que la mayor concentración del mineral se distribuye entre las mallas 𝑛° 10 – 20 y 100, a diferencia del mineral LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 7 de alimentación, en donde el mayor tamaño de mineral era de un diámetro mayor a 2 [𝑚𝑚] y menor a 12,5 [𝑚𝑚]. Esto es congruente con la teoría y con el objetivo del proceso de chancado, ya que busca que el mineral que ingresa con una variación de tamaño de hasta 1000 veces de diferencia (de metros a solo milímetros) quede uniforme para luego pasar a la siguiente etapa y así favorecer la eficiencia energética del proceso. Masa Inicial = 2.496 [kg] N° Malla Masa [kg] 1/2 10 1.082 20 0.414 100 0.628 120 0.043 170 0.237 200 0.013 Base 0.062 Total 2.479 Mineral Descarga Retenido Parcial Retenido Acumulado %f3(x) %R3(x) 0.000 0 43.647 43.647 16.700 60.347 25.333 85.680 1.735 87.414 9.560 96.975 0.524 97.499 2.501 100.000 100.000 - Pasante Acumulado %F3(x) 100 56.353 39.653 14.320 12.586 3.025 2.501 0.000 - Tabla 5: Datos obtenidos luego de tamizar y después de chancar, clasificados por malla. La curva granulométrica obtenida análogamente a la etapa previa del chancado muestra un trazo más suave en comparación a la anterior señalada, además se observa que el 𝑃80 se desplaza levemente a la derecha, es decir, al requerir de una malla de mayor número, la abertura en milímetros de esta misma es menor, por lo que el 80% del mineral de descarga pasante es menor a 7,7 [𝑚𝑚] y corresponde a una malla de 𝑛° 5/16". El 𝑃80 se obtuvo con la 𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 4 y se observa en la 𝑡𝑎𝑏𝑙𝑎 6. LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 8 Ilustración 6: Curva granulométrica del mineral de descarga. Gracias al 𝐹80 y 𝑃80 obtenidos se puede obtener la razón de reducción real del chancador (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 5), la cual es de 1,23. Es decir, al dividir el 80% del mineral de alimentación pasante con el 80% de mineral de descarga, se obtiene que su tamaño se reduce en 1,23 veces. Esta razón es casi 10 veces menor que la razón de reducción teórica (𝑡𝑎𝑏𝑙𝑎 1). Esto se explica porque el 𝑅𝑡 solamente considera los tamaños de abertura, sin embargo, como se mencionó en el marco teórico, el proceso de chancado depende principalmente de la calidad del mineral, en este caso se usó andesita, por lo que se explica esta gran diferencia entre ambas razones de reducción. Dato 𝑭𝟖𝟎 𝑷𝟖𝟎 Razón de Reducción Real (Rr) [mm] 9.459 7.689 1.230 [ - ] Tabla 6: 𝐹80 , 𝑃80 y la razón de reducción real del mineral. La energía consumida por el chancador depende de la fuerza que necesita aplicar el chancador para reducir un mineral de cobre en cualquier tamaño, y se obtuvo con la 𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 6, en donde un factor a considerar es el 𝐹80 y el 𝑃80 , además del índice de trabajo que corresponde a la maquinaría. La capacidad nominal se obtuvo con la 𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 7, esta corresponde principalmente a las características físicas del chancador, ya que depende de sus tamaños de alimentación y descargas ponderados por un escalar. La capacidad real (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 8) se ve afectada por el tipo de roca, en este caso andesita, que le otorga un factor de 0,9 además de la humedad presente en el mineral, en este caso es 1 ya que no afecta al proceso de chancado y de la misma dificultad de chancado en sí, la cual es baja en este caso, otorgándole un factor de 0,5. Finalmente la capacidad práctica (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 9) es la capacidad real ponderada por margen de uso, ya que no es recomendable utilizar el chancador a su máxima potencia, sino que en este caso se LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 9 recomienda utilizarlo a ¾ de su capacidad. Los datos señalados están registrados en la 𝑡𝑎𝑏𝑙𝑎 7. Energía consumida por el Chancador Capacidad Nominal (Tn) Capacidad Real (Tr) Capacidad Práctica (Tp) 452.678 252.000 113.400 85.050 [KW/hr] [mm^2] [mm^2] [mm^2] Tabla 7: Energía consumida y Capacidades del chancador. • CONCLUSIONES Se logra concluir en primera instancia que el proceso de roleo y cuarteo es fundamental para lograr una mezcla lo más homogénea posible. Por otra parte, el proceso de tamizaje es útil para conocer la cantidad de material retenida en la entrada y salida del chancador, en este caso del 80%. Lo cual es indispensable para conocer la relación de reducción de mineral, que su vez determina el rendimiento energético. Esta razón de reducción depende exclusivamente de la calidad de material. Es importante destacar que aunque se vea un proceso sencillo, es necesario manejar correctamente esta información ya que al ser el primer proceso de conminución y a la vez el de mayor gasto energético, influye considerablemente en los costos de producción. BIBLIOGRAFÍA Codelco. (s.f.). Proceso de chancado del cobre | Codelco Educa. Recuperado 1 octubre, 2019, de https://www.codelcoeduca.cl/codelcoeduca/site/edic/base/port/chancado.html CODELCO. (n.d.). Proceso de chancado del cobre | Codelco Educa. Retrieved October 1, 2019, from Procesamiento de Minerales. (2010). Técnicas de muestreo de minerales. Recuperado 1 octubre, 2019, de http://procesaminerales.blogspot.com/2012/05/tecnicas-de-muestreo-de-minerales.html Universidad de Chile - Facultad de Ciencias Físicas y Matemáticas - Departamento de Ingeniería en Minas. (n.d.). Apuntes de Muestreo para Evaluación de Yacimientos. Retrieved from https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ve d=2ahUKEwi_5uSh0_nkAhUqHrkGHU5jCbYQFjAAegQIAhAC&url=https%3A%2F%2Fwww .ucursos.cl%2Fingenieria%2F2004%2F1%2FMI54A%2F1%2Fmaterial_docente%2Fbajar%3Fid_ material%3D29674&usg=AOvVaw1yToFD4ffzGScKGnAMK89w Tabla Comparativa Normas Tamices ISO-ASTM. (n.d.). Retrieved September 30, 2019, from https://www.tamices.es/wp-content/uploads/2015/07/Tabla_comparativa_normas.pdf LABORATORIO DE PROCESAMIENTO DE MINERALES PÁGINA 10