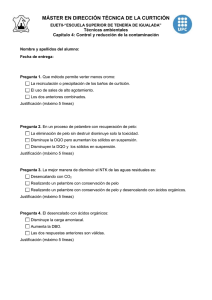
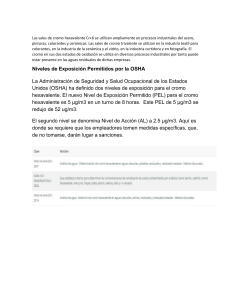
TRABAJO ESPECIAL DE GRADO EVALUACIÓN DE LA PLANTA DE TRATAMIENTO DE UNA TENERÍA Presentado ante la Ilustre Universidad Central de Venezuela Por el Ing. Wilmer Martelo S. para optar a la validez de Título de Ingeniero Químico. Caracas, 2007 TRABAJO ESPECIAL DE GRADO EVALUACIÓN DE LA PLANTA DE TRATAMIENTO DE UNA TENERÍA TUTORES: Prof. María E. Rincones. Prof. José F. Fernández. Presentado ante la Ilustre Universidad Central de Venezuela Por el Ing. Wilmer Martelo S. para optar a la validez de Título de Ingeniero Químico. Caracas, 2007 12 Martelo S, Wilmer A. EVALUACIÓN DE LA PLANTA DE TRATAMIENTO DE UNA TENERIA Tutores Académicos: Prof. María Esperanza Rincones, Prof. José Francisco Fernández. Tesis. Caracas, U.C.V. Facultad de Ingeniería Escuela de Ingeniería Química. Año 2007, xxxx p. Palabras Claves: Tratamiento de Aguas Residuales, Tenerías, Cromo, Sulfuros, Producción Limpia. Resumen. El presente trabajo tiene por objeto evaluar el funcionamiento de la planta de tratamiento de Tenería El Puma, TEPCA, ubicada en Mariara (Edo. Carabobo). Se llevó a cabo una caracterización de las descargas del proceso productivo y de los efluentes de las principales unidades de la planta de tratamiento, determinando la eficiencia de éstas en la remoción de los parámetros exigidos en el Decreto 3.219 que rige las descargas de aguas residuales para la cuenca de Lago de Valencia. Se analizaron y evaluaron alternativas, en el marco de la Producción Limpia, para incrementar la efectividad del proceso productivo de la empresa y mejorar la funcionalidad de la planta de tratamiento, midiendo el impacto de estas tecnologías desde el punto de vista ambiental, técnico y económico. Del estudio se desprende que el sistema actual de tratamiento de aguas residuales de TEPCA no satisface todas las especificaciones de la normativa ambiental debido al funcionamiento irregular de las unidades y la operación intermitente de la planta. La alta concentración de cromo en los lodos producidos indica que el sistema actual de coagulación-sedimentación no es suficiente para remover el cromo presente en las descargas del proceso productivo. El sistema tampoco cumple con los objetivos de remoción de los parámetros DBO5,20, DQO, Sólidos Suspendidos y Nitrógeno Total. 13 De la comparación de alternativas para las descargas del pelambre, se seleccionó la remoción de sulfuros por simple difusión de aire, siendo esta alternativa la más económica. La alternativa de la utilización del sulfato manganoso como catalizador para la oxidación de sulfuros debe ser evaluada en el caso de existencia de un sistema de tratamiento por separado de las descargas del pelambre que tenga como objetivo una posterior precipitación y recuperación de proteínas, lo que resulta un atractivo económico para los empresarios. La inclusión del costo actual de operación de la planta como un beneficio adicional del sistema de recuperación de cromo debe tenerse en cuenta sólo si te toman en cuenta los estudios de tratabilidad de las descargas del proceso de recurtido, así como la concentración de cromo remanente en el sobrenadante efluente del tanque de precipitación de cromo. Es a partir de estas determinaciones donde puede conocerse el impacto de estas corrientes en la operación de planta de tratamiento y los aspectos económicos y ambientales. 14 TABLA DE CONTENIDO Contenido Página LISTA DE TABLAS 17 LISTA DE FIGURAS 19 INTRODUCCIÓN 20 I. FUNDAMENTOS DE LA INVESTIGACION 1.1. Definición y planteamiento del problema 22 1.2. Antecedentes 23 1.3. Objetivos 29 II. FUNDAMENTOS TEÓRICOS 2.1. Proceso productivo de las tenerías 30 2.2. Características de los efluentes de curtiembres 33 2.3. Tratamiento de los efluentes de curtiembres 38 III. METODOLOGIA 3.1. Caracterización de efluentes del proceso productivo 46 3.2. Análisis del diseño y del estado actual de la planta de tratamiento 49 3.3. Evaluación de la eficiencia de operación de la planta 49 3.4. Análisis de variables en la operación de la planta y medidas de 50 Producción Limpia 3.5. Evaluación técnica, económica y ambiental de alternativas 52 IV. RESULTADOS 4.1. Caracterización del proceso productivo de TEPCA 53 4.2. Análisis del diseño y la operación de la planta de tratamiento de 59 aguas 15 4.3. Evaluación de la eficiencia actual de la planta de tratamiento 73 4.4. Variables de operación de la planta e implantación de medidas de 77 Producción Limpia. 4.5. Evaluación técnica, económica y ambiental de alternativas 83 V. CONCLUSIONES 86 VI. RECOMENDACIONES 88 REFERENCIAS BIBLIOGRÁFICAS 90 16 LISTA DE TABLAS Contenido Página Tabla 1. Parámetros analizados por procesos de acuerdo al decreto 3.219. 47 Tabla 2. Métodos Analíticos para medición de parámetros. 48 Tabla 3. Descripción del proceso productivo de TEPCA. 54 Tabla 4. Descargas del Descarnado. 55 Tabla 5. Descargas del Lavado y Remojo. 56 Tabla 6.Descargas del Pelambre. 56 Tabla 7.Descargas del Lavado de Pelambre. 57 Tabla 8. Descargas del Desencalado y Purga. 57 Tabla 9. Descargas del Lavado de Desencalado y Purga. 58 Tabla 10. Descargas del Curtido. 58 Tabla 11. Descargas del Recurtido: 59 Tabla 12. Parámetros de diseño de la planta de tratamiento. 60 Tabla 13. Características de las bombas de la estación de bombeo. 62 Tabla 14. Características de la bomba del tanque de homogenización. 64 Tabla 15. Características de la bomba de la tanquilla de homogenización. 64 Tabla 16. Características de las bombas dosificadoras de productos 65 químicos. Tabla 17. Condiciones de diseño de los sedimentadores primarios. 67 Tabla 18. Parámetros de diseño para la primera etapa de tratamiento 68 biológico. Tabla 19. Características de la primera etapa de tratamiento biológico. 68 Tabla 20. Parámetros de diseño para la segunda etapa de tratamiento 69 biológico: Tabla 21. Características de la segunda etapa de tratamiento biológico. 69 Tabla 22. Parámetros de diseño para el sedimentador secundario. 70 Tabla 23. Características del sedimentador secundario. 70 17 Tabla 24. Características de la bomba del puente grúa. 70 Tabla 25. Características del sistema de tratamiento de lodos. 71 Tabla 26. Remoción de contaminantes en el proceso de Pre-aireación y 74 Homogenización. Tabla 27. Remoción de contaminantes en los sedimentadores primarios. 75 Tabla 28. Remoción de contaminantes en el Tratamiento Biológico. 76 Tabla 29. Cuadro de distribución de sólidos en el Tratamiento Biológico. 76 Tabla 30. Especificaciones de las unidades para el sistema de 82 recuperación de cromo. Tabla 31. Comparación de alternativa para la oxidación de los baños del 84 pelambre. 18 LISTA DE FIGURAS Contenido Página Figura 1. Diagrama de flujo de la planta de tratamiento. 61 Figura 2. Filtro rotativo. 62 Figura 3. Tanque de Homogenización-Preaireación. 63 Figura 4. Tanques de dosificación de químicos. 65 Figura 5. Sedimentadores Primarios. 66 Figura 6. Tanque Biológico. 71 Figura 7. Sedimentador Secundario. 71 Figura 8. Tanque de Cloración. 72 Figura 9. Diagrama de flujo del sistema de recuperación de cromo. 81 19 INTRODUCCIÓN La gestión ambiental en las empresas ha trascendido los límites éticos y legislativos para convertirse en un asunto de productividad, directamente relacionado con la calidad de los procesos y de los productos y con el éxito económico de éstos. Los conceptos de Producción Limpia han sido tomados como punto de referencia para que la industria del curtido de pieles, generalmente considerada muy contaminante, tome medidas que han impactado positivamente la calidad de los productos, la disminución de la contaminación y la rentabilidad del negocio. Algunas empresas curtiembres venezolanas han abierto sus puertas a investigaciones académicas y estudios pilotos con el fin de mejorar sus procesos productivos y cumplir con la normativa ambiental. En este sentido, la empresa Tenería El Puma C.A, TEPCA, ha facilitado sus instalaciones y recursos para una serie de investigaciones sobre medidas de Producción Limpia y tratamiento de efluentes como en el caso de esta investigación. En las instalaciones de TEPCA se ha estudiado la posibilidad de reuso y reciclaje de los baños del pelambre, la recuperación de cromo de los baños de curtido para su posterior reuso en el proceso y se han evaluado alternativas para la disposición de los residuos sólidos generados tanto en el proceso productivo como en la planta de tratamiento de aguas. Este proyecto evalúa la planta de tratamiento de efluentes líquidos de TEPCA y el establecimiento de tecnologías que mejoren el rendimiento de dicha planta bajo criterios técnicos, económicos y ambientales factibles, y se espera que el mismo sirva como punto de referencia para profundizar en futuras investigaciones del sector curtiembre y de tratamiento de aguas. 20 Se estudiaron en principio los antecedentes del problema y se revisaron los antecedentes de la investigación para determinar los objetivos de la misma. Posteriormente, la investigación pasó por una fase de reconocimiento del proceso productivo de la empresa y del funcionamiento de la planta de tratamiento. Paralelamente, se llevó a cabo una revisión bibliográfica sobre los antecedentes tecnológicos en el campo de tratamiento de efluentes de curtiembres y se determinó su aplicabilidad para este caso. Finalmente, se avanzó a una fase de caracterización de los efluentes del proceso productivo y de la planta de tratamiento para analizar diferentes opciones de tratamiento, evaluando estas opciones y condensado los resultados, conclusiones y recomendaciones en este trabajo escrito. 21 CAPÍTULO I: FUNDAMENTOS DE LA INVESTIGACIÓN La industria de las curtiembres está en constante evolución y así como han logrado un desarrollo tecnológico de los procesos productivos, también son considerables los adelantos tecnológicos en el tratamiento de los residuos generados. La tendencia actual es el establecimiento de tecnologías limpias en la industria, las cuales proponen la optimización de los procesos y la disminución de la contaminación a partir de actividades de prevención, reuso y reciclaje de aquellos insumos cuyo vertido directo al medio ambiente generan contaminación. Estas medidas, aunque producen buenos resultados, no logran eliminar totalmente la carga de efluentes contaminantes, por lo que las necesidades de tratamiento de éstos continúan siendo un factor relevante en la operación de las industrias curtiembres. 1.1. DEFINICIÓN Y PLANTEAMIENTO DEL PROBLEMA. Tenería el Puma C.A (TEPCA) es una empresa de curtiembres de tamaño medio ubicada en Mariara, Estado Carabobo, que procesa únicamente cueros de res por medio de una variedad de equipos modernos y tradicionales que le permiten alcanzar una producción máxima de 10000 cueros mensuales. Los cueros producidos por TEPCA son curtidos al cromo, el 75 % de la producción corresponde al tipo “wet blue” y el 25 % restante es cuero acabado. Los efluentes líquidos del proceso productivo de TEPCA son tratados en la planta de tratamiento de aguas ubicadas en las instalaciones de la empresa. Esta planta utiliza una combinación de procesos fisicoquímicos y biológicos. Su efluente es vertido al río Mariara, afluente de la cuenca del Lago de Valencia, por lo que las características del vertido están reguladas por el Decreto 3.219, vigente desde el año 1999. La planta se maneja sin un manual de operaciones acorde con su diseño original y/o sin justificaciones científicas que permitan establecer un control de los insumos utilizados en el tratamiento fisicoquímico, el establecimiento de tiempos de retención 22 hidráulicos óptimos y bajo la ausencia de controles mínimos de laboratorio para evaluar el funcionamiento de las distintas unidades y controlar los parámetros legales. El alto volumen de lodos generados por la planta de tratamiento, los costos asociados a su disposición o tratamiento, además de la preocupación por cumplir la normativa ambiental, son los motivos por los cuales la gerencia de TEPCA ha decidido dar apoyo a la evaluación de la planta de tratamiento de efluentes de la empresa a través de este proyecto de investigación. Las nuevas tecnologías de tratamiento toman como base la segregación de las corrientes provenientes del proceso productivo, la evaluación de nuevos catalizadores y agentes coagulantes para el tratamiento fisicoquímico y la recuperación previa de insumos presentes en estas corrientes para ser reutilizadas en la producción. Este proyecto analiza varias alternativas al respecto, tomando como punto de partida el diseño actual de la planta, con el fin de proponer medidas que mejoren el funcionamiento de la planta de tratamiento de TEPCA y que la implantación de éstas medidas se traduzcan en beneficios económicos para la empresa y su cumplimiento con la normativa ambiental. 1.2. ANTECEDENTES. 1.2.1. ANTECEDENTES DEL PROBLEMA. En la empresa TEPCA se han realizado estudios que han estado encaminados a la optimización de los procesos productivos y a la disminución de la carga de efluentes contaminantes adoptando medidas de Producción Limpia: TRUJILLO y VENEZZIANO (2004) realizaron un estudio para la minimización de insumos en la etapa de pelambre y de reuso de los baños de pelambre y del lavado del pelambre, para lo cual se realizaron pruebas a escala industrial para el primer caso, y a escala piloto para el segundo caso. Se observó que es posible reducir los insumos hasta niveles de 18 % de Na2S y 15 % de Ca(OH)2. En el caso de reuso de los baños de pelambre se realizaron dos estudios: reuso total y reuso diluido. En el primer caso 23 se observó una disminución en el consumo de 21 % de Na2S, 25 % de Ca(OH)2 y 6 % del agua empleada; en el segundo caso se observó una disminución en el consumo de 13 % de Na2S, 26 % de Ca(OH)2 y 43 % del agua empleada. Recomendaron que después de implantar las medidas propuestas, el efluente final sea sometido a un tratamiento de oxidación catalítica con óxido de manganeso para eliminar el sulfuro, seguido de un tratamiento biológico de lodos activados para utilizar las instalaciones existentes en la empresa. CONTRERAS y ORFAO (2004) estudiaron las alternativas de reutilización y tratamiento de los baños de cromo usados en la etapa de curtido, analizando la precipitación del cromo utilizando MgO, CaO y NaOH como agentes precipitantes y estudiando la redisolución del precipitado para obtener sal de cromo y reutilizar ésta en el proceso. Los porcentajes de recuperación de sal de cromo oscilaron entre 67 y 92 % y la disminución del contenido de cromo en el efluente residual alcanzó el valor de 92 %. De los tres agentes precipitantes el MgO resultó ser el más eficiente en términos de remoción pero desde el punto económico, y por su disponibilidad se escogió el CaO como el más idóneo en el caso de TEPCA. Las alternativas de tratamiento evaluadas para los baños de curtido fueron la ósmosis inversa, la adsorción química y el intercambio iónico; determinándose que ninguna por sí sola logra disminuir el contenido de cromo a los niveles requeridos por la normativa ambiental. CASANOVA y MEJIAS (2004) estudiaron las alternativas para el manejo de los residuos sólidos generados en TEPCA y concluyeron con respecto a los lodos de la planta de tratamiento, que debido a sus características altamente tóxicas, no es viable su utilización como materia prima en ningún proceso por lo que sólo plantearon alternativas de tratamiento y/o disposición; tales como incineración, rellenos de seguridad o la producción de gas de síntesis. FERNANDEZ (2005) realizó un estudio sobre Producción limpia, evaluando su aplicabilidad en la industria curtiembre venezolana, revisando en primer lugar, las medidas de producción limpia aplicables a las curtiembres, y seleccionando aquellas 24 que resultarán de fácil aplicación a nivel nacional. Se determinó que es posible reducir en un 46 % la generación de residuos líquidos y a pesar que la generación de residuos sólidos incrementó en un 42 %, se debe destacar que el 96 % de los mismos son aplicables como insumos de otros procesos productivos. Asimismo, se determinó que para una producción anual de 18000 pieles, los ahorros obtenidos al aplicar las medidas permiten recuperar la inversión necesaria en 22 meses, razones por las cuales es posible concluir que la Producción Limpia es una alternativa válida para la adecuación ambiental del sector curtiembre. SUAREZ (2006) llevó a cabo la evaluación preliminar de técnicas para la remoción de cromo proveniente del curtido de pieles, partiendo de los efluentes de la etapa de curtido de TEPCA, determinado que el tratamiento químico con una mezcla de óxido de magnesio-hidróxido de calcio y sulfato de aluminio como coagulante, permite disminuir la concentración de cromo del efluente desde 3000-4000 mg/l hasta valores próximos a 20 mg/l. Como conclusión se determinó que no existen interferencias, por parte de los contaminantes de los efluentes de curtido, en las determinaciones analíticas de los parámetros de la normativa ambiental y que las diluciones sucesivas en los análisis generan errores. Las medidas propuestas en estos estudios aún no han sido implantadas por la empresa, por lo que los efluentes, en su gran mayoría líquidos, son conducidos a la planta de tratamiento de aguas residuales. 1.2.1. ANTECEDENTES DE LA INVESTIGACIÓN. En principio, el tratamiento de los vertidos de curtiembres se limitaba a la homogeneización y sedimentación. En una etapa posterior se incluye la coagulación química y la digestión de lodos (NEMEROW, 1978). Las dosificaciones de coagulantes, previo ajuste del pH, permiten la eliminación de los sólidos suspendidos y de una parte importante de la demanda química de oxígeno (DQO). Para lograr esto se requieren elevadas dosis de cal y floculantes (FeCl3 y sales de aluminio) (VILA, 2002). En este proceso, el sulfuro precipita como sulfuro de hierro, al mismo tiempo, 25 precipitan el cromo y las proteínas. El agua que sale de la sedimentación queda clarificada, mientras que la DQO y la DBO5,20 se reducen entre un 50 y 60 %. No obstante, este proceso genera una cantidad enorme de lodos que son muy propensos a la putrefacción y están altamente contaminados por compuestos de cromo (de 10 a 50 g por kg de materia seca), lo que significa que únicamente pueden depositarse en un relleno de seguridad. Además la experiencia ha demostrado que no se puede lograr una deshidratación eficaz de estos lodos, lo que encarece su eliminación y causa problemas en el lugar de disposición. Precisamente, por las grandes cantidades de lodos producidas y por los problemas que generan, este proceso suele utilizarse cada vez menos hoy en día (AUQTIC, 2004). A partir de 1980 empezó la aplicación de la oxidación de los baños del pelambre por separado para evitar el desprendimiento de ácido sulfhídrico y comienza un auge de las aplicaciones del tratamiento biológico de las aguas residuales de curtiembres, obteniéndose mejores resultados. Un ejemplo es la planta de Montebello en Arzignano (Italia), gestionada por la empresa TecnoBio, la cual procesaba aguas residuales de diversas tenerías que previamente habían sido desulfuradas, y las sometía a los procesos de homogenización, decantación primaria, biológico (con nitrificación y desnitrificación) y decantación secundaria (VILA, 2002). Son muchos los trabajos y avances logrados en el campo de tratamiento de aguas residuales de curtiembres, algunos de ellos se citan a continuación: KASHIWAYA y YOSIMOTO (1980) analizaron la posibilidad de tratar aguas residuales de tenerías junto con aguas residuales domésticas, por medio del sistema de lodos activados en los distritos Takagi y Shigo en Japón. Para llevar a cabo el estudio, las aguas utilizadas habían sido previamente tratadas en las tenerías con el objetivo de eliminar cromo y sulfuros. Se hicieron varias combinaciones entre los flujos del agua doméstica y el flujo de las curtiembres. Los resultados obtenidos 26 alcanzaron valores menores de 20 mg/l para la DQO, cumpliendo con los parámetros de la normativa aplicable. PANZER, KOMANOWSKY Y SENSKE (1984) analizaron, a escala de laboratorio, los efectos de la combinación de nitrificación y desnitrificación en el tratamiento de las aguas residuales de una tenería en Newark, New Jersey, USA. El estudio se llevó a cabo con efluentes del pelambre únicamente, los cuales fueron sometidos a tratamiento fisicoquímico, logrando un 80 % de remoción del Nitrógeno Total Kjendall (NTK) y DQO; el resto del sulfuro fue oxidado. El efluente de esta fase fue utilizado como sustrato para el sistema biológico. El sistema biológico consistió de un reactor anóxico de cuatro etapas seguido por un reactor aerobio con sedimentación secundaria. El uso del reactor anóxico logró eficiencia de remoción de 97 % del NTK y 93 % de la DQO proveniente del tratamiento fisicoquímico del efluente del pelambre. Concluyeron también que el nitrato puede ser removido del proceso a una alta tasa debido a las altas concentraciones de DQO y que la cantidad de nitrato removido depende de la relación de reciclo del licor mezclado proveniente del reactor aerobio. TALINLI (1994) llevó a cabo estudios de tratatabilidad de los efluentes de una tenería que procesa pieles de oveja. La caracterización de los efluentes fue llevada a cabo al final del proceso. Los coagulantes evaluados fueron cal, aluminio y sales de hierro en muestras compuestas. El alumbre y el cloruro férrico fueron usados en dosis de hasta 300 mg/l y un pH comprendido entre 7 y 9.5 con adición de un polielectrolito no iónico. Por otro lado, estos coagulantes fueron evaluados usando cal como coagulante, pero la eficiencia de remoción de la DQO no fue satisfactoria. Sin embargo, cuando la cal fue usada sola resultó ser el coagulante más eficiente, lográndose una remoción del 63 % de la DQO con una dosis óptima a un pH de 11. TUNAY, ORHON Y KABDASLI (1994) evaluaron las eficiencias de esquemas alternativos para el tratamiento fisicoquímico a partir de muestras de dos industrias curtiembres en Turquía con respecto a los requerimientos de pretratamiento por la legislación de ese país. La carbonización y la remoción de proteínas fueron analizadas 27 junto con la oxidación de sulfuros, la precipitación de cromo, sedimentación y precipitación química. Los resultados indicaron que la carbonización y la remoción de proteínas tienen poco efecto en la DQO. La remoción de NTK con la precipitación de proteínas fue del 20 %. La sedimentación resultó ser tan eficiente como la precipitación química para todos los parámetros excepto para el cromo. Sin embargo, como los resultados fueron evaluados con respecto a los requerimientos de pretratamiento, la precipitación química fue sugerida como el método para lograr los requerimientos de cromo, sólidos suspendidos y sulfuro. JOCHIMSEN, SCHENK, JEKEL Y HEGEMANN (1997) analizaron la combinación de tratamiento biológico y oxidación con ozono seguido de un segundo tratamiento biológico para tratar, a escala piloto, por separado las corrientes de las etapas de ribera y curtido de tenerías en Holanda. Debido a los cambios extremos en la calidad del agua residual, especialmente las del curtido, el pretratamiento biológico no pudo ser estabilizado durante todo el tiempo y la nitrificación fue inhibida algunas veces. El tratamiento oxidativo incrementó la biodegradabilidad de los compuestos orgánicos refractarios y se encontró que la tasa específica óptima de consumo de ozono es de 2 g O3/g DQO para experimentos por lotes y operación continua. Más allá, la nitrificación pudo ser estabilizada durante la segunda etapa de tratamiento biológico y el amonio fue completamente removido. En conjunto, la combinación de tratamientos arrojó resultados globales de remoción de 95 % de la DQO y 91 % de la DBO presentes en el efluente. RENNA y SILVA (2004) llevaron a cabo un trabajo para optimizar en tratamiento químico de los sulfuros de las aguas del pelambre de la planta de tratamiento de aguas residuales de la empresa Curtiembre Venezolana C.A. Este estudio utilizó un tanque de homogenización a nivel de planta piloto. Se tomaron muestras de las aguas y fueron vertidas al reactor a escala, durante 16 horas en un proceso de aireación y bajo efecto de los reactivos agregados para la eliminación de sulfuros y luego su reposo a sedimentación durante una hora. Así se establecieron proporciones de las mezclas de 28 los reactivos y se analizaron los parámetros como pH y concentración de sulfuros en ppm. En la planta se observó un máximo de sulfuros de 15.9 ppm y una salida de 0.043 ppm como mínima, así como una remoción del 90 %, haciendo efectiva la eliminación de sulfuros de la planta. Se estableció un plan de dosificación de reactivos para la planta de tratamiento, a fin de minimizar los costos de operación y mantener dentro de la norma ambiental los niveles de sulfuros en las aguas residuales vertidas al río Turbio. 1.3. OBJETIVOS. A partir del planteamiento del problema y del conocimiento de los antecedentes del problema y de la investigación, se plantean los objetivos de la investigación. Objetivo General Evaluar el funcionamiento de la planta de tratamiento de efluentes industriales de TEPCA. Objetivos Específicos. Determinar las características fisicoquímicas de los efluentes generados en el proceso productivo de TEPCA. Analizar el diseño original y la operación actual de la planta de tratamiento de efluentes. Evaluar la eficiencia operativa de cada una de las unidades de proceso de la planta de tratamiento de efluentes en términos de remoción de contaminantes. Analizar las variantes que pueden implantarse en la operación y el diseño de la planta de tratamiento de efluentes para mejorar su funcionamiento. Evaluar las alternativas propuestas en la fase anterior desde el punto de vista técnico, económico y ambiental. 29 CAPÍTULO II: FUNDAMENTOS TEÓRICOS En el campo de tratamiento de aguas residuales industriales, el conocimiento de los procesos productivos se hace esencial para el estudio del tipo de residuos vertidos que serán sometidos a tratamiento, o por el contrario, serán conducidos para actividades de reuso y reciclaje por medio de tecnologías de Producción Limpia. En este capítulo se hace una presentación esquemática del proceso productivo de la industria curtiembre y las características de sus vertidos para luego hacer un recorrido por las características de los distintos sistemas de tratamiento. 2.1. PROCESO PRODUCTIVO DE LAS TENERÍAS. El objetivo de la industria curtiembre es la transformación de la piel animal en cuero. La producción de cueros es llevada a cabo en cuatro etapas, aunque algunos autores señalan solamente tres, incluyendo el post-curtido dentro de la operación de curtido. Estas etapas son: Ribera, Curtido, Post-curtido y Acabado (CPTS, 2003). Estas etapas se dividen a la vez en sub-procesos, como se presentan a continuación. 1. Etapa de ribera: Comprende las operaciones de recepción de piel, salado o curado, remojo y/o lavado, pelambre, desencalado, purgado, desengrasado, descarnado y dividido. Su objetivo es preparar la piel para el curtido limpiándola y acondicionándola, además de asegurar la humedad para los subsiguientes procesos. Se calcula que alrededor del 50 % del consumo de agua de la curtiembre es empleado en este proceso. A continuación se describe las operaciones de la etapa de ribera. Recepción de pieles: Las pieles pueden llegar a la curtiembre sin acondicionamiento alguno, como pieles “frescas”, o acondicionadas con sal, como “frescas saladas” o “secas saladas”. Las pieles que no han sido lavadas traen consigo sangre, estiércol, tierra y humedad que son eliminadas mediante el lavado. 30 Salado de pieles: La conservación de pieles frescas, que no ingresan inmediatamente al proceso de producción, se realiza mediante la técnica de salado o curado, en la cual se emplea sal común (NaCl). En países industrializados, se está utilizando también la técnica de refrigeración entre 5 y 8 °C, pero su uso está limitado por los altos costos que conlleva. Remojo y/o lavado: El remojo puede efectuarse en pieles frescas, frescas saladas y secas saladas. Los objetivos de ésta operación son limpiar la superficie de la piel de sangre, estiércol, tierra, sal, etc. y rehidratar la estructura de la piel. En el caso de las pieles saladas, esto implica la disolución de la sal usada en el curado. Pelambre: El objetivo de esta operación es, por una parte, depilar la piel, eliminando el material hecho de queratina (pelo, raíces de pelo y epidermis); y por otra, encalar la piel, a fin de hincharla en forma homogénea y prepararla para el curtido, removiendo al mismo tiempo albúminas, muco-polisacáridos y grasas. El pelambre puede llevarse a cabo de distintas maneras: Pelambre de tipo convencional, con destrucción de pelo: Se lleva a cabo con sulfuro de sodio (Na2S) y cal (Ca(OH)2). Pelambre con recuperación de pelo: Puede llevarse a cabo por diferentes métodos entre los cuales sobresalen el pelambre asistido con sulfuro ácido de sodio (NaHS), el pelambre enzimático o el pelambre amínico. Para completar la operación de pelambre, se debe remover el contenido de sulfuro de las pieles, agregando lechada de cal al 1 %, lo que permite la precipitación del sulfuro como sulfuro de calcio (CaS). Desencalado y purgado: la piel debe ser acondicionada antes de someterse a la operación de curtido. Este acondicionamiento comprende las operaciones de desencalado y purgado. Estas dos operaciones pueden llevarse a cabo en forma sucesiva o en forma simultánea en el mismo baño de desencalado. 31 El objetivo del desencalado es remover el calcio de la piel, utilizando principalmente sales de amonio (cloruro y/o sulfato de amonio). Además, el desencalado permite neutralizar la piel, detener su hinchamiento y remover el sulfuro remanente, mediante lavado con agua y la adición de reactivos químicos (por lo general se utiliza, bisulfito de sodio y, en algunos casos, agentes tensoactivos). Los métodos modernos de desencalado emplean ésteres o ácidos orgánicos débiles junto con (o en lugar de) las sales de amonio. El purgado tiene como objetivo eliminar las proteínas no colágenas, incluyendo algunas raíces de pelo remanente en la piel, a fin de mejorar la textura del cuero. Desengrasado: El desengrasado tiene como objetivo remover las grasas remanentes de la piel, debido a que éstas reaccionan con el cromo para formar jabones insolubles, indeseables en el curtido. Los reactivos químicos más usados son solventes orgánicos (éter de petróleo, kerosén o percloroetileno) o en combinación con surfactantes no iónicos y/o enzimas. Descarnado y dividido: en esta operación se separa, por corte mecánico, los residuos de carne, grasa subcutánea y tejido conectivo de la piel. Generalmente el descarnado se realiza en máquinas descarnadora, las cuales, en alguno casos, emplean un chorro de agua para evitar que se acumule material (carnazas) debajo de la piel a descarnar (cilindro de transporte), así como para liberar los espacios del cilindro estriado y el de cuchillas. El descarnado de las pieles de vacuno puede realizarse en diferentes secuencias operativas. Las secuencias más usadas son: descarnado antes del pelambre ó predescarnado, y descarnado después del pelambre ó simplemente descarnado. 2. Etapa de curtido: El proceso de curtido comprende las operaciones de piquelado y curtido. En estas operaciones existen variaciones significativas en cuanto a la dosificación de insumos y de reactivos químicos, que dependen del tipo de piel a 32 procesar, del producto requerido y del método empleado. Las operaciones de curtido más frecuentes se describen a continuación: Piquelado: el piquelado tiene como objetivo llevar las pieles al pH requerido para el curtido (pH final entre 2.8 y 3.5) y, al mismo tiempo, detener cualquier tendencia al hinchamiento ácido. Normalmente se emplea cloruro de sodio y ácido sulfúrico y/o ácido fórmico. El piquelado es la segunda fuente de sal más importante en los efluentes, después del remojo de pieles saladas. Curtido: El curtido tiene el propósito de convertir las pieles en material no putrescible. Los agentes curtientes se fijan en las fibras de colágeno logrando su estabilización. Los agentes curtientes pueden dividirse en tres categorías: a. Sales metálicas (de cromo, aluminio, titanio y zirconio). b. Compuestos polifenólicos (taninos vegetales y sintanos). c. Compuestos orgánicos sintéticos (compuestos de aldehídos o derivados y polímeros, por ejemplo, acrílico o uretano). El curtido más común es el curtido al cromo. Esta operación se realiza, por lo general, en el mismo baño del piquelado. Para la regulación del pH se utilizan agentes basificantes como el carbonato ácido de sodio (NaHCO3) o magnesia (un mineral que contiene 60 % de óxido de magnesio). 3. Etapa de postcurtido: Incluye las operaciones que se efectúan después del curtido como: escurrido, rebajado, neutralizado, recurtido, teñido, engrasado y secado. 4. Etapa de acabado: El objetivo de esta operación es mejorar la calidad y la apariencia del cuero, mediante la incorporación de ciertos aditivos como pigmentos, ligantes acrílicos, cera penetrante y otros. 2.2. CARACTERÍSTICAS DE LOS EFLUENTES DE CURTIEMBRES. Los caudales y las características fisicoquímicas son fundamentales para el diseño y operación de plantas de tratamiento de aguas residuales. En la industria de las 33 curtiembres estas dos variables son difíciles de cuantificar por las variaciones continuas en la producción y por los diferentes tipos de procesos empleados. En general, por cada 1000 kg de pieles saladas que entran al proceso, se requiere, en promedio, 450 kg de diferentes reactivos químicos. Como resultado, se obtienen aproximadamente 255 kg de cuero acabado, 40 kg de solventes emitidos a la atmósfera, 640 kilogramos de residuos sólidos, 380 kg como residuos (sólidos y líquidos) de reactivos químicos y el resto, 138 kg es agua que pierde la piel. El volumen de agua que se consume en todo el proceso, desde ribera hasta acabado, y que por lo tanto, también se elimina en las descargas, oscila entre 15 y 40 m3/ton de piel fresca. El aporte de agua de las pieles al total del efluente es mínimo (0.138 m3 / ton piel salada). Se estima que el porcentaje típico de reactivos químicos retenido en el cuero es de 15%, mientras el restante 85% no es retenido en el cuero y se elimina en el efluente (CPTS, 2003). Debido a que los procesos de producción se realizan en medio acuoso, los principales contaminantes se encuentran en el agua residual, entre ellos, materia orgánica (expresada como DBO5,20 y DQO), materia inorgánica, sólidos suspendidos, sulfuro y cromo. Las características de los efluentes de una tenería están asociadas con los diferentes tipos de procesos que se llevan a cabo, como se presentan en los siguientes parrafos. Descargas del remojo y /o lavado: La contaminación más importante generada por esta operación se encuentra en las aguas residuales. Existen variaciones en la composición de las descargas que dependen, únicamente, del estado en que se encuentra la piel que se remoja (salado, fresco, congelado, secado). Las descargas líquidas de esta operación contienen tierra, sangre, estiércol, grasas y otros componentes orgánicos de la piel, los cuales contribuyen a una alta carga de Demanda Bioquímica de Oxígeno (DBO5,20) y de sólidos suspendidos (SS). Si las pieles fueron preservadas, aportarán además sal, biocidas y reactivos químicos empleados para mejorar el remojo. 34 Descargas del pelambre: Las cargas contaminantes provienen principalmente de: Constituyentes de la piel en sí, como proteínas, grasas, y otros componentes orgánicos distintos al colágeno que aportan a la carga de DBO5,20. Pelo, que está compuesto por queratina y es destruido por la acción del sulfuro y de la cal, por lo que sus residuos tienen carácter básico. También aportan a la carga de DBO5,20 y de sólidos suspendidos. Grasas, que se encuentran con el tejido adiposo adherido en el lado de la carne de la piel. Durante el pelambre se saponifican parcialmente. Sulfuro, anión altamente tóxico que, debido a su carácter reductor en medio acuoso, provoca una drástica disminución del oxígeno disuelto en el agua, lo que afecta la vida acuática. De la totalidad de sulfuro incorporado al baño del pelambre, la mayor parte ( 60 %) es descargada la los efluentes, otra parte ( 25%) se oxida dentro del fulón; otra ( 10 %), se consume por efecto de la reacción; y el restante ( 5 %) se pierde en el pelo, camazas y lodos. Cal apagada, (hidróxido de calcio), es utilizada por su baja causticidad y bajo costo. Es poco soluble en agua y, debido a que se trabaja con un exceso, siempre quedan sólidos no disueltos que contribuyen al incremento de sólidos suspendidos y a elevar el pH del efluente. En algunos casos, se emplea hidróxido de sodio (NaOH), pero el costo es más elevado y la causticidad mayor. Tensoactivos, utilizados como humectantes y agentes de limpieza de cueros, contribuyen a elevar la carga de DQO y la toxicidad del efluente. Nitrógeno amoniacal, proviene de las fermentaciones anaeróbicas de las proteínas y por la desaminación de la glutamina y de la aspargina presentes en la estructura del colágeno. 35 Los efluentes del pelambre son altamente alcalinos con pH entre 11 y 12, debido a la cal y al sulfuro. Por su alto valor de pH, los efluentes deben ser neutralizados antes de su descarga, previa eliminación total del sulfuro (por oxidación). La variación de la composición de las descargas del pelambre dependerán de: a) El tipo de pelambre, con o sin destrucción de pelo; b) La sustitución parcial de sulfuros; c) El manejo adecuado de los químicos. Descargas del descarnado y dividido: El descarnado puede llevarse a cabo antes o después del pelambre. La ventaja del descarnado antes del pelambre es que los residuos sólidos obtenidos en esta operación no contienen sulfuro, ni cal. Del descarnado y dividido se obtienen como residuos carnaza, grasas y recortes de piel. Descargas del desencalado y purgado: Las cargas de contaminantes más importantes en esta operación se encuentran en el efluente líquido. Desde el punto de vista ambiental, la presencia de amonio en la descarga líquida es indeseable. Generalmente, el efluente líquido del desencalado arrastra entre 3 y 5 % del sulfuro aplicado en el pelambre y contienen nitrógeno amoniacal a causa del sulfato de amonio. El uso del bisulfito ayuda a eliminar gran parte de este sulfuro. Si el desencalado se realiza con dióxido de carbono (CO2) y con una pequeña cantidad de sulfato de amonio (0.3 a 0.8 %), la carga de nitrógeno en el efluente líquido fluctúa entre 0.6 y 1.7 kg de nitrógeno amoniacal / ton de piel. Si el desencalado es llevado a cabo con ésteres o ácidos orgánicos débiles, la DQO puede estar entre 15 y 35 kg / ton de piel. En cuanto a las descargas o emisiones gaseosas, el olor a amoniaco puede percibirse, pero, en general, no es importante. Descargas del curtido al cromo: En esta operación, los contaminantes más importantes también se encuentran en efluente líquido. El contaminante principal es el cromo, el cual, mayormente, está bajo la forma de Cr (III), cuya toxicidad es 36 baja comparada con el Cr (VI) y el Cr (IV), que son cancerígenos. El efluente líquido, además, tiene carácter ácido y contiene cloruro de sodio. Descargas del post-curtido: La operaciones del proceso de post-curtido tienen una importancia relativamente menor, en relación a su aporte a la contaminación del efluente líquido total de la curtiembre. La toxicidad es despreciable y la DBO5,20 baja. Sin embargo, el aporte, en cuanto a residuos sólidos es significativo, principalmente por las virutas provenientes de la operación de raspado o rebajado, las que en muchos casos se eliminan conjuntamente con el efluente líquido y constituyen un aporte en sólidos suspendidos. Debe considerarse que pueden existir colorantes de carácter cancerígeno como los que contienen benceno, por lo cual se elevaría la peligrosidad de estas operaciones. Descargas del acabado: Las operaciones del acabado emplean aire principalmente para las compresoras que se usan en el pintado con spray y para el secado. Algunas plantas usan sistemas de lavado de los gases (wet scrubbers) con agua para eliminar el polvo o solventes orgánicos emitidos en las operaciones (lijado, raspado, pintado, etc.). Los principales residuos son: Solventes orgánicos, provenientes de las pinturas, en forma gaseosa o mezclados en los efluentes. Residuos sólidos, como virutas, polvo de lijado de cuero y recortes. Aguas residuales, provenientes de algunos equipos, por ejemplo condensados de operaciones de planchado, sistemas de lavado (wet scrubbers), para succión en bombas de vacío y de operaciones generales de limpieza (pisos y equipos). Consumo y descarga de agua en usos varios: El consumo de agua de la planta proviene también de otras operaciones menores (descarnado, escurrido, secado, pintado, etc.), actividades auxiliares (limpieza de instalaciones de la planta) y del uso doméstico (sanitarios), las cuales se dirigen al tratamiento. 37 2.3. TRATAMIENTO DE LOS EFLUENTES DE CURTIEMBRES. La mayoría de las operaciones llevadas a cabo para tratar los efluentes de curtiembres son comunes a los sistemas convencionales de tratamiento de aguas residuales domésticas e industriales, con algunas variaciones en el tratamiento fisicoquímico. A continuación se presentan las operaciones más comunes, llevadas a cabo en plantas de tratamiento de tenerías. Desbaste: Los objetivos de esta operación son los siguientes: Retener los sólidos gruesos y proteger las instalaciones y equipos de la planta, tales como bombas, válvulas, aireadores, etc. Retener sólidos finos y material en suspensión. Reducir condiciones indeseables y mejorar la apariencia estética de las instalaciones. Los dispositivos más comunes para llevar a cabo esta operación son las rejas y los tamices. Las rejas pueden clasificarse según su tamaño en gruesas (5 cm), medianas (2-5 cm) y rejillas (1-2 cm). La limpieza de las rejas puede ser llevada a cabo manual o mecánicamente. Los tamices retienen sólidos de un tamaño comprendido entre 1.1-6 mm. La limpieza de los tamices se lleva, generalmente, mecánicamente. Homogeneización: Los objetivos de esta operación son los siguientes: Proveer un flujo continuo en plantas con operaciones intermitentes. Proveer un control adecuado de pH para minimizar los requerimientos posteriores de dosificación en procesos de neutralización. Mejorar la eficiencia de los procesos de tratamiento biológico al controlar las variaciones de las cargas orgánicas. En las curtiembres se generan principalmente dos tipos principales de efluentes líquidos: los ácidos y los básicos. Los efluentes ácidos provienen del piquelado, 38 curtido y recurtido, además de escurrimientos de las operaciones de post-curtido. Estos efluentes tienen un pH relativamente bajo (2.8 a 4), contienen cromo, además de sales y agentes recurtientes. Los efluentes básicos provienen del pelambre y contienen cantidades relativamente altas de materia orgánica (proteínas y grasas suspendidas) e inorgánica (sulfuro de sodio, cloruro de sodio e hidróxido de calcio). Sedimentación: El objetivo de esta operación es la eliminación de partículas suspendidas en las aguas residuales. Las características de sedimentación de partículas suspendidas dependen de su naturaleza, concentración y condiciones presentes en los dispositivos de sedimentación. La eficiencia del proceso es función del tiempo de retención hidráulico y de la rata de desbordamiento superficial. En una curtiembre la sedimentación es promovida por la utilización de agentes coagulantes y precipitantes con el fin aumentar la velocidad de sedimentación, para llevar esto a cabo es necesario ajustar el pH y calcular las dosificaciones exactas. La producción de lodos en esta etapa es considerablemente alta, presentando un contenido alto de grasas y una concentración apreciable de cromo debido a que éste precipita también, lo que trae inconvenientes para la disposición final de los lodos primarios. El líquido clarificado de los sedimentadores primarios usualmente es dirigido hacia el tratamiento biológico. Coagulación y floculación: La función de la floculación es la aglomeración de las partículas para facilitar su sedimentación. El alumbre, las sales de hierro y los polímeros de peso molecular alto son los floculantes más comunes (NALCO, 1998). Los dispositivos más comunes para lograr el mezclado rápido son las cámaras deflectoras, los saltos hidráulicos y los tanques mecánicamente mezclados. Estos últimos son los más usados. Los parámetros más importantes para el diseño de estas unidades son los tiempos de retención y los gradientes de velocidad. Las dosificaciones de coagulantes óptimas deben ser determinadas por la prueba de jarras. 39 Desulfuración: Es la eliminación del sulfuro de sodio, que puede realizarse al efluente del pelambre y del lavado o bien, al efluente previamente homogeneizado, lo que depende de la alternativa de tratamiento adoptada. Los métodos más utilizados son la oxidación catalítica por aire y la precipitación con sales de hierro, aunque también se emplean, además, la oxidación química con peróxidos y la recuperación del sulfuro para ser reciclado. En la oxidación catalítica por aire el objetivo es oxidar el sulfuro a sulfato; la cantidad estequiométrica de oxígeno requerida es de 2 gramos por 1 gramo de sulfuro, de acuerdo con la siguiente reacción: S-2 + 2O2 SO4-2 Sin embargo, en la práctica la dosis de oxígeno es mucho mayor, dado que depende de varios factores, como la concentración de sulfuro, la temperatura y la eficiencia del sistema de aeración. El tiempo de oxidación puede reducirse considerablemente agregando un catalizador, generalmente sulfato de manganeso (MnSO4), en cantidades que fluctúan entre 0,5 y 1 kg por cada m3 de agua residual a tratar. La cantidad óptima debe obtenerse a través de pruebas en cada curtiembre (CPTS, 2003). También se ha propuesto la utilización del óxido de manganeso como catalizador (AUQTIC, 2002). Para la precipitación con sales de hierro se ha utilizado sulfato ferroso (FeSO4) y cloruro férrico (FeCl3). El gran inconveniente de éste sistema es el alto volumen de lodos generados y cuando no existe segregación de efluentes precipitan también el cromo y las proteínas, haciendo mucho más difícil la disposición final de los lodos. Precipitación de Cromo: Más que una medida de tratamiento de las descargas del curtido, la precipitación de cromo, seguida de redisolución con ácido, es considerada una medida de producción limpia porque su objetivo es la disminución de impacto de la descarga mediante la recuperación de la sal de cromo como materia prima del proceso. Los agentes precipitantes más usados son el óxido de magnesio 40 (MgO), hidróxido de sodio (NaOH), hidróxido de calcio (Ca(OH)2) y carbonato de sodio (Na2CO3). El cromo presente en las descargas del curtido puede precipitarse mediante las siguientes reacciones. Con hidróxido de sodio: Cr2(SO4)3 + 6NaOH 2Cr(OH)3 + 3Na2(SO4) Con carbonato de sodio: Cr2(SO4)3 + 3Na(CO3)3 2Cr(CO3)3 + 3Na2(SO4) Con óxido de calcio: Cr2(SO4)3 + 3CaO + 3H2O 2Cr(OH)3 + 3CaSO4 Con óxido de magnesio: Cr2(SO4)3 + 3MgO + 3H2O 2Cr(OH)3 + 3MgSO4 La recuperación del cromo precipitado se lleva a cabo mediante la siguiente reacción: 2Cr(OH)3 + 3H2SO4 Cr2(SO4)3 + 6H2O Tratamiento biológico: Los objetivos del tratamiento biológico son la coagulación y eliminación de los sólidos coloidales no sedimentables y la estabilización de la materia orgánica. Esto se logra utilizando una variedad de microorganismos, principalmente bacterias. Los microorganismos se usan para convertir la materia orgánica carbonosa coloidal disuelta en diversos gases y tejido celular (METCALF y EDDY. 1998). 41 Los procesos biológicos, más comunes en el tratamiento de aguas de curtiembres son el proceso de lodos activados y la digestión aerobia. Proceso de lodos activados: Este proceso consiste esencialmente en la formación de una masa de microorganismos capaz de estabilizar aerobiamente un desecho orgánico. En este proceso, un grupo heterogéneo de microorganismos metaboliza la materia orgánica soluble y coloidal que permanece después del tratamiento primario, transformándola en CO2, H2O y otros productos estables; al mismo tiempo una fracción del sustrato se convierte en nuevo material celular. El proceso es descrito mediante la siguiente reacción. Materia orgánica + Bacterias aerobias + O2 CO2 + H2O + NH3 + Energía Tan importante como la velocidad de descomposición de la materia orgánica es necesaria la formación de un floc satisfactorio, requisito indispensable para la separación efectiva de los sólidos biológicos en la unidad de sedimentación. Se ha observado que a mayor tiempo medio de residencia celular, mejor son las características de sedimentación del floc biológico (PETA, 1982). En general, el proceso se desarrolla en cuatro etapas: 1. Aeración del agua residual en presencia de la suspensión de microorganismos. 2. Separación de los sólidos suspendidos del efluente del estanque de lodos activados, después de un tiempo definido de aeración. 3. Descarga del efluente clarificado. 4. Recirculación de la biomasa sedimentada al estanque de aeración y descarga del exceso de biomasa. En el diseño de un proceso de lodos activados se debe tomar en cuenta: criterio de carga, selección del tipo de reactor, producción de lodos y proceso 42 de control, requerimientos de oxígeno y transferencia, requerimientos de nutrientes, requerimientos ambientales, separación de sólidos y características del efluente. Digestión aerobia: la digestión aerobia es semejante al proceso de lodos activados. Cuando se haya agotado la aportación del sustrato disponible (alimento), los microorganismos comenzarán a consumir su propio protoplasma a fin de obtener energía para las reacciones de mantenimiento de las células. Cuando esto ocurre se dice que los microorganismos están en su fase endógena. Como se muestra en la figura 3, el tejido celular es oxidado aeróbicamente a anhídrido carbónico, agua y amoniaco. Sin embargo, debe indicarse que sólo del 75 % al 80 % del tejido celular puede realmente ser oxidado. El 25 o 20 % restante lo constituyen compuestos orgánicos y componentes inertes que no son biodegradables. El amoniaco procedente de esta oxidación es seguidamente oxidado a nitrato a proseguir la digestión. La reacción conjunta resultante viene dada por la siguiente ecuación: C5H7NO2 + 7O2 5CO2 + NO-3 + 3H2O + H+ Los factores a tener presente al proyectar digestores aerobios incluyen: tiempo de retención hidráulico, criterios de carga del proceso, necesidades de oxígeno, necesidades de energía para mezclado, condiciones ambientales y funcionamiento del proceso. Desinfección: El objetivo de esta operación es la destrucción selectiva de los organismos presentes en el agua residual causantes de enfermedades. No todos los organismos se destruyen durante el proceso. Esto es lo que diferencia la desinfección de la esterilización, la cual conduce a la destrucción de la totalidad de los microorganismos (METCALF y EDDY, 1998). 43 Los desinfectantes más comunes son los productos químicos oxidantes, de los cuales el cloro es el más universalmente usado; puesto que satisface la mayoría de los requisitos para ser un desinfectante ideal. Los compuestos del cloro más comúnmente utilizados en plantas de tratamiento de aguas residuales son el cloro gaseoso (Cl2), el hipoclorito de sodio (NaClO), el hipoclorito de calcio (Ca(ClO)2) y el dióxido de cloro (ClO2). Tratamiento y disposición de lodos: Los sólidos extraídos por los diversos métodos en las plantas de tratamiento incluyen arenas, basuras y lodos, y constituyen el subproducto más importante de los procesos de tratamiento. Los lodos provenientes de las operaciones y procesos de tratamiento se presentan, generalmente, en forma de líquido o líquido semisólido que contiene normalmente entre el 0,25 hasta el 12% de sólidos, dependiendo de las operaciones y procesos utilizados. De todos los subproductos, el lodo es, sin duda, el de mayor volumen y su tratamiento y evacuación es quizás el problema más complejo con el que se enfrenta el ingeniero dentro del campo de tratamiento de agua residual (METCALF y EDDY,1998). Entre los métodos utilizados en la actualidad para el tratamiento y evacuación de los lodos están: espesamiento por gravedad, digestión anaerobia, digestión aerobia, acondicionamiento químico, deshidratación con filtro de vacío o con filtro prensa. Digestión aerobia: Los digestores aerobios se utilizan para tratar lodo activado en exceso, mezclas de lod-o activado con lodos primarios o lodo activado en exceso proveniente de tratamiento de lodos activados sin sedimentación primaria.. El principal inconveniente del proceso de digestión aerobia parece ser el costo elevado de la energía asociado al suministro de oxígeno necesario. 44 Acondicionamiento químico: El objetivo de esta operación es mejorar las características de deshidratación del lodo. El acondicionamiento químico da como resultado la coagulación de los sólidos y la liberación del agua absorbida. El acondicionamiento se usa antes de la filtración al vacío y la centrifugación. Los productos químicos empleados son cloruro férrico, cal, sulfato de alúmina y polímeros orgánicos. La dosis de producto químico requerida para cualquier tipo de lodo se determina mediante ensayos de laboratorio. Filtro prensa: los filtros prensa son equipos que emplean generalmente una correa doble para desaguar continuamente lodos mediante una combinación de drenaje por gravedad y compresión. El proceso incluye básicamente tres etapas operacionales: acondicionamiento químico del lodo, desaguado por gravedad hasta una consistencia no fluida y compactación de lodo en una zona de corte y presión. 45 CAPÍTULO III: METODOLOGÍA La metodología de trabajo de esta investigación consistió en los siguientes ítems: Caracterización de efluentes del proceso productivo. Análisis del diseño actual de la planta de tratamiento. Evaluación de la eficiencia de operación de la planta y su consumo energético. Análisis de las variables e implantación de medidas. Evaluación técnica, económica y ambiental variables propuestas. 3.1. CARACTERIZACIÓN DE EFLUENTES DEL PROCESO PRODUCTIVO. Para determinar las características fisicoquímicas de los efluentes generados en el proceso productivo de TEPCA se realizaron dos actividades de muestreo en las etapas que generan residuos líquidos con el fin de valorar cada una de las corrientes por separado y analizar cuales de éstas pueden ser dirigidas directamente a la planta de tratamiento de aguas o por sus características particulares, pueden ser sometidas a procesos de reuso y reciclaje mediante tecnologías de Producción Limpia. Un análisis de los insumos químicos del proceso productivo permitió predecir los elementos presentes en las descargas tomando como referencia los requerimientos exigidos en el Decreto 3.219. Las muestras analizadas, instantáneas, fueron tomadas en los puntos de descarga de los botales con el fin de disminuir las interferencias en la parte analítica, existentes si hubiesen sido tomadas en el canal de recolección, al cual llegan diferentes tipos de descargas. De igual manera, en esta fase de la investigación, se verificaron todos los puntos de generación de vertidos líquidos que confluyen en los canales de recolección de la empresa. El objetivo de esta actividad fue medir la contribución de cada uno de esos puntos en el volumen de líquido que se dirige hacia la planta de tratamiento. A partir de la información de los insumos químicos utilizados en cada etapa productiva se establecieron que parámetros serían analizados en las descargas en relación con el Decreto 3.219. La tabla 1 presenta la relación de los parámetros 46 medidos con respecto a los procesos, mientras que la tabla 2 presenta los métodos de análisis utilizados, siendo para este caso los métodos normalizados de la APHA. Tabla 1. Parámetros analizados por proceso de acuerdo al decreto 3.219. Parámetros Etapa RIBERA CURTIDO Proceso ST AyG S-2 SO4-2 Cr Total Cr+6 Temperatura, OD, pH, conductividad DBO5,20 DQO N P Descarnado * * * * * * Remojo * * * * * * * * Lavado * * * * * * * * Pelambre * * * * * * * * Lavado del pelambre * * * * * * * * Desencalad o y purga * * * * * * * * Lavado de la purga * * * * * * * * Piquelado y curtido * * * * * * * * * ACABADO Recurtido. * * * * No se llevó a cabo un análisis completo de la etapa de Recurtido debido a que esta parte del proceso no sigue un comportamiento general como el de las etapas anteriores, porque sus características dependen de las especificaciones para el acabado de cada producto. En el caso de TEPCA, se presentan seis variaciones de este proceso. Los parámetros temperatura, conductividad, oxígeno disuelto, pH y alcalinidad fueron medidos in situ, mientras que el resto se determinó en laboratorio. 47 Tabla 2. Métodos Analíticos para medición de parámetros. Parámetro. Temperatura Ph Oxigeno Disuelto Sólidos Sedimentables Sólidos Totales, Disueltos, Fijos y Volátiles Demanda Química de Oxigeno, DQO Demanda Bioquímica de Oxigeno, DBO 5,20 Fósforo Nitrógeno Orgánico Amoniacal Cr Hexavalente Cr Total Sulfuro, S-2 Sulfato, SO4-2 Aceites y Grasas Cloruros, Cl- Método Analítico. Termómetro 2550º Potenciométrico 4500-H Potenciométrico 4500-0 Volumétrico 2540-F Gravimétrico 2540-F Reflujo Abierto 5220-B Diluciones 5210-B 4500 P-E Macro- Kjeldahl-Titulación 4500-B, C) 4110-B) Colorimétrico 3500- Cr B Absorción Atómica 3500 Cr A Yodométrico 4500 S-2 E Gravimétrico con secado de residuos 4500 S04) Extracción Soxhlet 5520 Potenciométrico 4500- Cl- Fuente: APHA, 1998. Después de obtener los datos de concentración de cada contaminante se llevó a cabo la determinación de las descargas específicas (kg de contaminante/ton de piel a procesar) de cada etapa del proceso productivo mediante los siguientes pasos: 1. Determinación de la masa de pieles a procesar partiendo del número de cueros y el peso promedio de éstos. 2. Determinación de la masa de solución alimentada a los botales midiendo la masa de agua y la masa de insumos. La información fue tomada de los porcentajes de formulación del proceso productivo y mediante mediciones directas para verificar las cantidades formuladas. 3. Determinación de las densidades de los baños descargados tomando un volumen fijo y pesando la masa del recipiente, tanto lleno como vacío, en una balanza analítica. 4. Determinación de la masa de solución absorbida o liberada por los cueros pesando una muestra de cinco cueros para cada etapa analizada. 48 5. A partir de la diferencia entre la masa de solución alimentada y la masa de solución absorbida o desprendida por los cueros y haciendo la respectiva conversión de unidades, por medio de la densidad, se determinó en volumen de cada descarga. 6. A partir de la concentración de cada contaminante, del volumen calculado de la descarga y de la masa total de los cueros procesados se determinó la descarga específica para cada parámetro. 3.2. ANÁLISIS DEL DISEÑO ACTUAL Y DEL ESTADO ACTUAL DE LA PLANTA DE TRATAMIENTO. Consistió en investigar el proyecto de diseño y construcción de la planta de aguas residuales, incluyendo el análisis de los parámetros de diseño (concentración de contaminantes y caudales), tiempos de residencia en los tanques, volumen y forma de los tanques, productos para el tratamiento químico, equipos electromecánicos (bombas, compresores), planos, etc. Con el fin de determinar si hubo cambios en la construcción de la planta con respecto al proyecto original se constató mediante mediciones directas el tamaño de las unidades de proceso y se compararon con el diseño original. Se verificó qué similitudes y diferencias habían entre el modo de operación contemplado en el proyecto inicial y la operación actual de la planta. Esto fue llevado a cabo revisando el proyecto original y mediante un seguimiento en campo de la operación de la planta, apoyado en la información de su actual operario. 3.3. EVALUACIÓN DE LA EFICIENCIA DE OPERACIÓN DE LA PLANTA. Esta parte de la investigación se limitó al estudio y análisis de las etapas primaria y secundaria del tratamiento, es decir, el sistema de aireación y homogeneización de caudales; el sistema de remoción de componentes sólidos por medio de coagulaciónfloculación y sedimentación, así como también el sistema de tratamiento biológico. No se analizó el sistema de desinfección de la planta ni el sistema de digestión de lodos. 49 Se llevaron a cabo tres procesos de muestreo para verificar el cumplimiento de los parámetros contemplados en el Decreto 3.219. Este muestreo fue llevado a cabo durante 24 horas, tomando muestras cada una hora, para dar como resultado una muestra compuesta, la cual fue sometida análisis de laboratorio siguiendo los métodos normalizados de APHA que fueron usados para el análisis del proceso productivo que se observan en la tabla 2. Estos análisis permitieron calcular la eficiencia de remoción de contaminantes por cada una de las unidades de proceso de la planta de tratamiento de aguas. Las unidades analizadas fueron: Aireación y Homogenización. Sedimentador primario. Tratamiento biológico. Los parámetros analizados en todas las unidades fueron los siguientes: Demanda Bioquímica de Oxígeno (DBO5,20), Demanda Química de Oxígeno (DQO), Nitrógeno Total Kjeldahl (N), Fósforo Total( P), Sólidos Totales (ST), Sólidos Suspendidos (SS), Sulfuros (S-2), Sulfatos (SO4-2), Cromo Total (Cr). La información del consumo y características de productos químicos en el tratamiento fue suministrada por el encargado de la planta de tratamiento y la información adicional fue tomada de la ficha técnica de cada producto químico, para determinar su concentración y modo de uso. 3.4. ANÁLISIS DE LAS VARIABLES EN LA OPERACIÓN DE LA PLANTA Y MEDIDAS DE PRODUCCION LIMPIA. Para lograr este objetivo, se analizó por separado de cada una de las unidades de la planta. Aireación y Homogenización: Para este proceso se evaluó la oxidación de sulfuros mediante los siguientes métodos: Precipitación con Sulfato Ferroso (FeSO4), Oxidación Catalítica con Sulfato Manganoso (MnSO4) como catalizador y Oxidación solamente con aire. 50 A partir de la estequiometría de las diferentes reacciones para la oxidación de sulfuros y tomando como base la concentración de sulfuro reportada en los procesos de lavado y remojo, pelambre y lavado del pelambre, donde este contaminante se encuentra presente, se realizaron los respectivos balances de masa, tomando también en cuenta el grado de pureza comercial en el caso del sulfato ferroso y el sulfato de manganeso. Una vez obtenida la cantidad de cada sustancia necesaria por cada tonelada de piel y tomando los precios del mercado de estos productos, se determinó el costo de cada alternativa referido a tonelada de piel sin procesar. De igual manera se compararon los parámetros de diseño del tanque y de los sistemas de aireación y bombeo con los reportes bibliográficos con el fin de hacer recomendaciones en la operación actual de estos procesos. Coagulación-Floculación y Sedimentación: Para el sistema de coagulaciónfloculación se evaluó la dosis de productos químicos utilizada para lograr los objetivos propuestos en el tratamiento, mientras que para el sistema de sedimentación se verificaron los parámetros de diseño como son el área de sedimentación, la tasa de desbordamiento superficial y el tiempo de retención hidráulico. Tratamiento Biológico: Debido a que en el diseño original se concibe el tratamiento biológico como lodos activados convencional en dos etapas, los parámetros de evaluación fueron los siguientes: tiempo de retención celular, relación alimento microorganismos, carga volumétrica, sólidos suspendidos volátiles, tiempo de retención hidráulico, relación de recirculación de lodos. La medida de Producción Limpia evaluada en ese estudio fue la precipitación y redisolución de cromo de la descarga de curtido para ser reutilizado, como sal de cromo, en el proceso productivo. A partir de los datos experimentales presentados por Contreras y Orfao (2004), donde se concluye la utilización del hidróxido de calcio como agente precipitante debido a su bajo costo y disponibilidad en TEPCA, se presenta un análisis de los equipos necesarios para llevar a cabo este proceso, así como los costos asociados a la implantación de esta medida. 51 3.5. EVALUACIÓN TÉCNICA, ECONÓMICA Y AMBIENTAL DE ALTERNATIVAS. Las alternativas analizadas en la fase anterior fueron comparadas desde el punto de vista técnico, económico y ambiental, para decidir los cambios necesarios en el diseño y operación de la planta de tratamiento, con el fin de mejorar su funcionamiento. Se determinó la adaptabilidad de la alternativa al diseño actual de la planta, la eficiencia de remoción de contaminantes, el cumplimiento de los parámetros legales y los costos y beneficios asociados a la implantación de las medidas. 52 CAPÍTULO IV: RESULTADOS En este capítulo se presenta la forma cómo la empresa TEPCA lleva a cabo su proceso productivo, las características fisicoquímicas de las descargas líquidas de los efluentes generados en cada etapa del proceso y la forma de operación de la planta de tratamiento de efluentes líquidos, analizando su diseño original y las variantes con las cuales opera en la actualidad. También se analizan las alternativas para optimizar el rendimiento de la planta, y se evalúan dichas alternativas desde el punto de vista técnico, económico y ambiental. 4.1. CARACTERIZACION DEL PROCESO PRODUCTIVO DE TEPCA. En esta sección se hace una descripción de las principales actividades productivas de TEPCA y se presentan los resultados de la caracterización de los efluentes del proceso productivo. 4.1.1. DESCRIPCIÓN DEL PROCESO PRODUCTIVO DE TEPCA. A partir del conocimiento del proceso productivo se establecieron qué contaminantes están presentes en los efluentes generados en cada etapa. En la tabla 3 se presentan los procesos más importantes, llevados a cabo en TEPCA, que generan residuos líquidos. Además, se presenta la duración de cada proceso debido a su influencia en la programación de las operaciones de la planta de tratamiento. 4.2.1. CARACTERÍSTICAS DE LAS DESCARGAS DEL PROCESO PRODUCTIVO DE TEPCA. A partir de los requerimientos exigidos en el Decreto 3.219 y tomando como referencia productos químicos utilizados en cada etapa del proceso, se presentan a continuación los resultados de los parámetros analizados en el laboratorio para cada etapa, las concentraciones de cada contaminante para cada proceso y sus descargas específicas referidas por kilogramo de piel sin procesar. 53 Tabla 3. Descripción del proceso productivo de TEPCA. Proceso Descripción Descarnado y dividido. Esta operación se lleva a cabo en una maquina que opera por un mecanismo de rodillos, donde se separa las parte interna de la piel, produciendo residuos sólidos (carnicho) y un agua residual con alto contenido de sangre animal. Remojo y Lavado Pelambre Desencalado y purga Piquelado Curtido Recurtido Su objetivo es eliminar de la piel el sucio y humectar la piel para facilitar la adsorción de productos químicos. Es llevada a cabo en botales giratorios que proporcionan mezclado y área de contacto entre los cueros y los productos químicos. Llevado a cabo en botales. Su objetivo es depilar completamente la piel. Los productos se agregan progresivamente para logar el objetivo deseado. El objetivo es eliminar los restos del cal hidratada de la piel, así como limpiar los poros de la piel. También es llevado a cabo en botales. Su objetivo es disminuir el pH de las pieles en el botal para evitar la precipitación de la sal de cromo en la siguiente etapa. El objetivo es convertir la piel en material no putrescible, así como aumentar su resistencia la ataque de agentes químicos y biológicos. Los productos se adicionan en el baño del piquelado. En TEPCA se utilizan específicamente botales de madera para esta operación. Su objetivo es darle apariencia final al cuero y depende del color requerido y las especificaciones del producto. Productos Químicos Tiempo Básicamente se utiliza agua como medio de limpieza del sistema de rodillos. Desde el punto de vista de la calidad del producto interesa que sea lo más rápido posible, básicamente depende de la cantidad de cueros procesados. Agua (50% en peso de piel), sulfuro de sodio (0.20%), desengrasante(0.02%) . 30 minutos aproximadamente. Agua (50%), sulfuro de sodio (2,2%), cal hidratada (3,3%). Entre 14 y 18 horas. Agua (100%), sulfato de amonio(4,8%), desengrasante (0,03%), macerante (0,25%). Aproximadamente 3 horas. Sal (6%), Acido sulfurico diluido (1,80%). 2 horas y 30 minutos. Sulfato de cromo (7%), formiato de sodio (0,20%), bicarbonato de sodio. 15 horas aproximadamente. Principalmente sulfato de cromo, formiato de sodio, Corilene (humectante), Mimosa (suavizante). Depende del producto requerido. 54 Las etapas del proceso productivo cuyas descargas fueron analizadas son las siguientes: descarnado, lavado y remojo, pelambre, lavado del pelambre, desencalado y purga, lavado de desencalado y purga, y curtido. Descargas del Descarnado: Analizando la tabla 4, se concluye que, debido a la frescura de las pieles, al alto contenido de sangre y la carne adherida a la parte interna de la piel (carnicho), los cuales tienen un alto contenido de materia orgánica, la Demanda Bioquímica de Oxígeno de esta descarga es la más alta de todo el proceso productivo de TEPCA. Tabla 4. Descargas del Descarnado. Parámetro Volumen de agua (m3) Sólidos Totales Sólidos Suspendidos DBO5,20 DQO Nitrógeno Total Kjeldahl Fósforo Total – P Aceites y Grasas Concentración (mg/l) Limites (mg/l) 6612 2960 ND 33660 302 83.2 ND 80 60 350 10 1 20 Descarga específica (kg/ton piel) 2 6.612 2960 ND 3.66 0.302 0.083 ND Descargas del Lavado y Remojo: Como se observa en la tabla 5, en esta etapa se hace apreciable la presencia de sulfuro y una mayor diferencia entre los sólidos totales y los sólidos suspendidos, lo cual es un indicio de una alta proporción de sólidos disueltos en comparación con los sólidos suspendidos. La disminución en el valor de la DQO, tiene que ver más con el efecto de dilución del volumen de agua empleado que por la cantidad de materia orgánica presente con respecto a la etapa anterior. 55 Tabla 5. Descargas del Lavado y Remojo. Parámetro Volumen de agua (m3) Sólidos Totales Sólidos Suspendidos DBO5,20 DQO Nitrógeno Total Kjeldahl Fósforo Total – P Sulfuro, S-2 Aceites y Grasas Concentración (mg/l) Limites (mg/l) 6564 1300 1620 4500 322 94.4 542 ND 80 60 350 10 1 0.5 20 Descarga específica (kg/ton piel) 1.5 12.42 2.46 3.065 8.514 0.609 0.179 1.025 ND Fuente: TRUJILLO Y VENEZIANO (2004). ND: No determinado. Descargas del Pelambre: En la tabla 6 se aprecia en esta etapa un alto contenido de sólidos totales y la mayor concentración de sólidos suspendidos entre todas las etapas. El aumento de la DQO está relacionado con la gran remoción de proteínas ocasionada por la mayor cantidad de sulfuro alimentado, diez veces mayor que en la etapa anterior, que ataca químicamente las proteínas solubles de la piel. Tabla 6. Descargas del Pelambre. Parámetro Volumen de agua (m3) Sólidos Totales Sólidos Suspendidos DBO5,20 DQO Nitrógeno Total Kjeldahl Fòsforo Total – P Sulfuro,S-2 Aceites y Grasas Concentración mg/l Limites (mg/l) 97020 37540 10600 27182 1450.4 149.9 1957 2865 80 60 350 10 1 0.5 20 Descarga específica (kg/ton piel) 2 139.153 53.842 15.203 38.986 2.080 0.215 2.807 4.11 Fuente: TRUJILLO Y VENEZIANO (2004). ND: No determinado. Descargas del Lavado de Pelambre: Esta descarga posee los mismos contaminantes de las dos etapas anteriores ubicando los valores de sólidos totales, sólidos suspendidos, DQO y DBO en un punto intermedio, pero con menores valores de sulfuro con respecto a las dos etapas anteriores. Los valores se presentan en la tabla 7. 56 Tabla 7.Descargas del Lavado de Pelambre. Parámetro Volumen de agua (m3) Sólidos Totales Sólidos Suspendidos DBO5,20 DQO Nitrógeno Total Kjeldahl Fósforo Total – P Sulfuro, S-2 Aceites y Grasas Concentración (mg/l) 9230 2180 2400 11650 590.8 4.9 78.1 ND Limites (mg/l) 80 60 350 10 1 0.5 20 Descarga específica (kg/ton piel) 6 55.295 13.060 14.378 69.792 3.539 0.029 0.468 ND Fuente: TRUJILLO Y VENEZIANO. (2004). ND: No determinado. Descargas del Desencalado y Purga: De la tabla 8, se aprecia para esta etapa la mayor concentración de nitrógeno de todas las etapas del proceso productivo de TEPCA, ocasionada por la alimentación de sulfato de amonio. También, como resultado de esta alimentación, la presencia de sulfatos en la descarga es considerable. Tabla 8. Descargas del Desencalado y Purga. Parámetro Volumen de agua (m3) Sólidos Totales Sólidos Suspendidos DBO5,20 DQO Nitrógeno Total Kjeldahl Fósforo Total – P Sulfatos, SO4-2 Aceites y Grasas Concentración (mg/l) Limites (mg/l) 62790 12600 8600 17000 10774 113 25000 835 80 60 350 10 1 600 20 Descarga específica (kg/ton piel) 1 59.404 11.920 8.136 16.083 10.193 0.107 23.652 0.89 Fuente: TRUJILLO Y VENEZIANO. (2004). Descargas del Lavado de Desencalado y Purga: En la tabla 9 analizamos el mismo tipo de contaminantes de la etapa anterior, las concentraciones son menores debido también al efecto de dilución del volumen de agua empleado. 57 Tabla 9. Descargas del Lavado de Desencalado y Purga. Parámetro Volumen de agua (m3) Sólidos Totales Sólidos Suspendidos DBO5,20 DQO Nitrógeno Total Kjeldahl Fósforo Total – P Sulfatos, SO4-2 Aceites y Grasas Concentración (mg/l) Limites (mg/l) 9120 1180 172 650 1363.6 34.2 1300 ND 80 60 350 10 1 600 20 Descarga específica (kg/ton piel) 6 54.997 7.116 1.037 3.2 8.223 0.206 784 ND Fuente: TRUJILLO Y VENEZIANO. (2004). ND: No determinado. Descargas del curtido: Las mayores cantidades de sólidos y sulfatos para todas las etapas del proceso productivo se encuentran en esta etapa, como se muestra en la tabla 10. También es apreciable la alta concentración de cromo. Tabla 10. Descargas del curtido. Parámetro Volumen de agua (m3) Sólidos Totales Sólidos Suspendidos DBO5,20 DQO Nitrógeno Total Kjeldahl Fósforo Total - P Cromo Total, Cr Cromo Hexavalente, Cr+6 Sulfatos, SO4-2 Aceites y Grasas Concentración (mg/l) Limites (mg/l) 202700 3390 720 4000 1876 12 4400 ND 58570 663.8 80 60 350 10 1 2 0.1 600 20 Descarga específica (kg/ton piel) 1 247.330 4.136 0.879 4.881 2.289 0.015 5.369 ND 71.466 0.81 Fuente: CONTRERAS Y ORFAO (2004). ND: No determinado. Descargas del recurtido: Los únicos parámetros medido para la etapa de recurtido fueron la DQO y la DBO5,20 para medir el efecto que tienen los colorantes sobre la carga orgánica del proceso. El volumen de la descarga que se reporta es un estimado basado en la información del jefe de producción de TEPCA. Con respecto a la 58 concentración de otros contaminantes como cromo, sulfatos y cloruros en estos efluentes se espera que sea menor que para la etapa de curtido, debido a que el porcentaje de alimentación de insumos que contienen estos contaminantes al proceso es mucho menor. En la tabla 11 se presentan los resultados para la descargas del recurtido. Tabla 11. Descargas del Recurtido. Parámetro Volumen de agua (m3) DBO5,20 DQO Concentración (mg/l) Limites (mg/l) 2700 14582 60 350 Descarga específica (kg/ton piel) ND 3.123 16.865 ND: No determinado. Es necesario recalcar que para todas las descargas los parámetros medidos se encuentran fuera de los límites establecidos en el decreto 3.219. 4.2. ANÁLISIS DEL DISEÑO Y DE LA OPERACIÓN ACTUAL DE LA PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES DE TEPCA. En esta sección se analizan las condiciones originales de diseño de cada una de las unidades, presentando los parámetros de diseño y las dimensiones y especificaciones de tanques y equipos. También se presenta la forma de operación actual de la planta y el estado de las unidades de tratamiento. 4.2.1. DESCRIPCION DEL DISEÑO ORIGINAL DE LA PLANTA DE TRATAMIENTO. El sistema de tratamiento de las aguas residuales de TEPCA, fue diseñado con base en los análisis y mediciones de caudal realizados por la firma DISA C.A, de Valencia, Estado Carabobo, en el año 1984; a través de un programa de muestreo de diez horas de operación, equivalentes a una jornada diaria de operación del proceso productivo, durante tres días. Los parámetros analizados fueron promediados, presentando los siguientes resultados que se muestran en la tabla 12. Cabe señalar que la cantidad de 59 sulfuros producida durante el proceso productivo no fue tomada en cuenta durante el análisis previo al diseño de la planta de tratamiento. Tabla 12. Parámetros de diseño de la planta de tratamiento. Parámetro Valor Caudal medio 8.5 l/s =30 m3 /h. Caudal máximo 17 l/s =60 m3 /h. Sólidos Totales 3695 mg /l. Sólidos Suspendidos Totales 231 mg /l. Sólidos Disueltos Totales 3464 mg/l. DBO5,20 430 mg/l. DQO 2517 mg/l. Cromo + 3 promedio 7.05 mg /l. Aceites y Grasas 64 mg/l. Con base en estos resultados, el sistema de tratamiento propuesto fue el siguiente: Tratamiento primario. Estación de Bombeo. Desbaste. Homogenización y Pre-Aireación. Floculación-coagulación. Sedimentación primaria . Tratamiento secundarios. Oxidación Biológica : lodos activados, aireación convencional en dos etapas con un sistema de Sedimentación secundaria. Tratamientos de lodos. Deshidratación por medio de filtro prensa de bandas rotativas. Desinfección final. Cloración. 60 La figura 1 ilustra las distintas unidades de la planta . F-01 FILTRO ROTATIVO B-01 SOPLADOR AIREACION HOMOGENIZACI ON T-02 TANQUE AIREACION HOMOGENIZACI ON S-01 SEDIMENTAD OR PRIMARIO P-02 BOMBA AIREACION HOMOGENIZACI ON SULFATO DE ALUMINIO T-01 TANQUE ESTACION DE BOMBEO SC-01 DESBASTE F-01 P-02 DESCARGAS DEL PROCESO B-01 S-01 T-02 FILTRADO A ESTACION DE BOMBEO P-60 E-11 LODOS A DEPOSITO SC-01 SULFATO FERROSO P-39 P-01 P-03 POLIMERO E-16 T-04 T-01 E-14 EFLUENTE A RIO MARIARA T-06 P-01 BOMBA ESTACION DE BOMBEO F-02 FILTRO DE BANDAS B-03 SOPLADOR AIREACION DE LODOS T-06 TANQUE CLORACION S-02 T-04 TANQUE AIREACION DE LODOS P-03 BOMBA AIREACION DE LODOS S-02 SEDIMENTAD OR SECUNDARIO T-03 B-02 SOPLADOR TRATAMIENTO BIOLOGICO T-03 TANQUE TRATAMIENTO BIOLOGICO Figura 1. Diagrama de flujo de la planta de tratamiento. Tratamiento primario: Las aguas provenientes del proceso productivo son recogidas por un sistema de canales internos que confluyen en un canal de aproximación de la planta de tratamiento de aguas, éste a su vez conecta a una estación de bombeo. En este canal también se encuentra un sistema inicial de desbaste conformado por dos rejas metálicas, operadas manualmente, para la retención de sólidos de tamaño grande y mediano respectivamente. Estación de Bombeo: Para recibir las aguas residuales provenientes de los procesos de la empresa se diseñó una estación de bombeo de 40 m3 de capacidad. Esta estación tiene como objetivo alimentar las unidades de tratamiento, 61 transportando inicialmente las aguas residuales hacia al sistema de desbaste por medio de dos bombas sumergibles cuyas características se presentan en la tabla 13. Tabla 13. Características de las bombas de la estación de bombeo. Caudal 20 l /s. Carga 6 m. Potencia 3 HP Velocidad 1400 rpm. 220 / 440 V – 3 fases. Voltaje Desbaste: Se diseñó para ser llevado a cabo por medio de una reja rotativa (zaranda) autolimpiante, que se muestra en la figura 2. La separación de malla es de tres (3) mm, y el caudal máximo de operación es de 80 m3/h. La finalidad de este equipo es la de separar los sólidos de tamaño mediano y pequeño que pueden ocasionar obstrucciones en los demás equipos. Figura 2. Filtro rotativo. Pre-Aireación y Homogenización: Fue concebida para someter las aguas a aireación con la finalidad de mantenerlas agitadas evitando la descomposición de las misma y la formación de malos olores, contribuir a la disminución de la demanda Bioquímica de Oxigeno, de la Demanda Química de Oxigeno y de las Grasas y Aceites. 62 Así mismo, el sistema fue diseñado para la regulación automática del pH, por medio de la dosificación del cal ó acido sulfúrico según el registro automático de un equipo para el control de pH. La capacidad del tanque fue calculada para 630 m3/d, tal como se observa en la figura 3, correspondientes a 21 horas de retención para un flujo promedio de 30 m3/h. La capacidad de aire necesaria para este tipo de sistema se basó en un cálculo de 20 pie3 de aire por minuto, por cada 1000 pies3 de capacidad del tanque; por lo que la cantidad calculada de aire teórico a suministrar fue de 444 ft3/min mediante difusores porosos de burbuja gruesa. Figura 3. tanque de Homogenización-Preaireación. En el diseño no se específica la bomba sumergible ubicada en el tanque de Homogenización y Pre-Aireación. En la actualidad, se encuentra instalada una bomba cuyas características se presentan en la tabla 14. 63 Tabla 14. Características de la bomba del tanque de homogenización. Caudal 35 l /s. Elevación 9 m. Potencia 5 HP. Velocidad 1700 rpm. Voltaje 220 / 440 V – 3 fases . Cabe destacar que esta bomba transporta el agua residual desde el tanque de PreAireación hasta una tanquilla de bombeo, donde se encuentra sumergida otra bomba que se encarga de alimentar los sedimentadores. Las características de esta bomba se presentan en la tabla 15. Tabla 15. Características de la bomba de la tanquilla de homogenización. Caudal 20 l /s. Elevación 5 m. Potencia 3 HP. Velocidad 1700 rpm. Voltaje 220 / 440 V – 3 fases. Dada la diferencia entre el caudal de salida del tanque de homogenización y el caudal de alimentación de los sedimentadores se constató que parte del caudal es recirculado al tanque de homogenización. Floculación – Coagulación: Con el objetivo de remover los sólidos suspendidos, sólidos disueltos, y la disminución de la concentración de cromo trivalente presente en el efluente, se planteó la adición de productos químicos con propiedades coagulantes. Para este proceso, los productos seleccionados fueron el sulfato de aluminio, el sulfato ferroso, la cal, y un polielectrolito catiónico. Se diseñó la adición de los productos químicos por medio de inyección de éstos en la tubería de trasvase del agua desde el tanque de Homogenización al sedimentador 64 primario, utilizando la turbulencia originada por el bombeo como medio de agitación. Las especificaciones de la bomba dosificadoras de productos químicos se presentan en la tabla 16. Tabla 16. Características de las bombas dosificadoras de productos químicos. Características de las bombas dosificadoras de sulfato. Caudal 150 – 200 l/h. Potencia 0.5 HP. Características de las bombas dosificadoras de polielectrolito. Caudal 1 -20 l/h. Potencia 0.5 HP. Características de las bombas dosificadoras de para neutralización de pH. Caudal 1 -20 l/h. Potencia 0.5 HP. La dosificación de sulfato de aluminio. Al(SO4)3, y la de sulfato ferrosos, FeSO4 fueron estimadas para alcanzar una concentración de 250 ppm. La cantidad calculada a dosificar fue de 7,5 kg/h para ambos productos, en una solución al 10 % m/v por medio de un caudal de 75 l /h. La dosificación del poliectrolito catiónico se calculó para alcanzar una concentración de 10 ppm. La cantidad de poliectrolito a dosificar fue de 0,3 kg / h, en una solución de 10 % m/v, por medio de un caudal de 3 l/h. El sistema de dosificación se muestra en la figura 4. Figura 4. Tanques de dosificación de químicos. 65 En el diseño de la planta se estableció la dosificación de lechada de cal y de ácido sulfúrico, con la finalidad de mantener el pH del agua en un entorno de 8, utilizando para este fin, un equipo automático para el control del pH y la dosificación de los productos químicos. Sedimentación Primaria: La sedimentación primaria se diseñó con finalidad de clarificar el agua proveniente del tratamiento fisicoquímico separando los lodos formados, y enviar las aguas clarificadas al tratamiento biológico. El sistema de sedimentación primaria construido consiste en dos sedimentadores hidrodinámicos (tipo Dormunt), los cuales operan en forma paralela para cubrir el caudal de tratamiento, como se aprecia en la figura 5. Figura 5. Sedimentadores Primarios. Se instalaron dos sedimentadores con un volumen útil de 25 m3 cada uno para cubrir el periodo de sedimentación requerido. El diámetro del sedimentador es de 3 m para obtener una carga sobre el vertedero de 42,50 m3 / m d. La carga al sedimentador es central con distribución radial de flujo y la descarga de lodos es automática. El agua clarificada pasa por gravedad, a través de un sistema de tuberías, al tanque de tratamiento biológico primario para su tratamiento posterior. Los sedimentadores primarios fueron diseñado para manejar un caudal de 20 m3/h, el cual fue considerado como flujo pico para el diseño. Las características de los sedimentadores se presentan en la tabla 17. 66 Tabla 17. Condiciones de diseño de los sedimentadores primarios. Parámetro Valor de diseño Flujo máximo 20 m3/h. Tiempo de retención 2 h. Flujo diario 400 m3/d. Área superficial del sedimentador 7 m2 . Carga superficial 57 m3/ m2 d. Volumen para sedimentación 40 m3. Los lodos de los sedimentadores son drenados por medio de un sistema de válvulas automáticas, y llevados a un tanque de digestión aerobia para ser mezclados con los lodos provenientes del sistema de tratamiento biológico. Finalmente, los lodos son deshidratados por medio del uso de un filtro prensa de bandas rotativas. Tratamiento Secundario: El agua proveniente del tratamiento físico-químico es trasvasada a otro sistema para realizar un -tratamiento biológico con la finalidad de remover la materia orgánica biodegradable existente aun en el agua . El sistema de oxidación biológica fue diseñado bajo los parámetros de lodos activados, por medio del uso de aireación convencional, utilizando un sistema de dos etapas. Inicialmente se diseñaron dos etapas de tratamiento biológico seguidas por un sistema de sedimentación secundaria cada una, es decir, el efluente del sedimentador secundario de la primera etapa serviría como alimentación a la segunda etapa. Por recomendación del Ministerio del Ambiente hubo en rediseño del sistema, quedando finalmente un sistema con dos tanques de aireación consecutivos, seguidos a la vez de un sedimentador secundario. Cabe destacar que las dimensiones actuales del segundo tanque de aireación difieren significativamente del tanque construido. Esta diferencia fue constatada durante el proceso de medición directa de todas las unidades de 67 tratamiento. Los datos de diseño para la primera etapa de tratamiento biológica se presentan en la tabla 18. Tabla 18. Parámetros de diseño para la primera etapa de tratamiento biológico. Parámetro Valor Caudal medio (Q) 300 m3/d. DBO5,20 de entrada a la primera etapa 200 mg/l. DBO5,20 de salida de la primera etapa 200 mg/l. Carga volumétrica (CV) Máximo coeficiente de rendimiento (Y) Coeficiente de decaimiento endógeno Kd 400 mg/l d. 0.4. 0.06 d-1. Tiempo de retención celular (θc) 15 d. Coeficiente cinético observado (Yobs ) 0.21. Tiempo de retención hidráulico 10.7 h. Basado en estos parámetros, los cálculos de diseño arrojaron como resultado un reactor con las siguientes características, ver tabla 19. Tabla 19. Características de la primera etapa de tratamiento biológico. Volumen del tanque de reactor Masa de lodos activados volátiles (Px) Requerimiento de oxigeno Aire teórico 322 m3. 14.50 kg/d. 81 kg/d. 291 m3/d. Para la segunda etapa del sistema de tratamiento biológico se tienen los parámetros de diseño que se observan en la tabla 20. En este caso se utilizaron los mismos coeficientes cinéticos de la primera etapa. 68 Tabla 20. Parámetros de diseño para la segunda etapa de tratamiento biológico. Parámetro Valor Caudal diario 300 m3/d. DBO5,20 de entrada a la segunda etapa 200 g/m3. DBO5,20 de salida de la segunda etapa 20 g/m3. Cargas volumétrica (VS) Y máximo coeficiente de rendimiento Coeficiente de decaimiento endógeno Kd 300 g/ m3 d. 0.4. 0.06 d-1 Tiempo de retención celular (θc) 15 d. Coeficiente cinético observado (Yobs ) 0.21. Tiempo de retención hidráulico 16 h. El reactor de la segunda etapa, según el diseño tendría las siguientes características, de acuerdo a la tabla 21. Tabla 21. Características de la segunda etapa de tratamiento biológico. Parámetro Valor Volumen del tanque de reactor 200 m3 Masa de lodos activados volátiles (Px) 11.30 kg/d. Requerimiento de oxigeno 63.41 kg/d. Aire teórico Para ambos reactores se recomendó el uso de 288 m3/d. difusores porosos finos. Los parámetros de diseño para el sedimentador secundario del sistema de tratamiento biológico, después de hacer las correcciones recomendadas por el Ministerio del Ambiente, se presentan en la tabla 22. 69 Tabla 22. Parámetros de diseño para el sedimentador secundario. Parámetro Valor Caudal medio 300 m3/d. Caudal máximo 600 m3/d. Caudal de Recirculación de lodos 100 m3/d. Las características del sedimentador secundario son presentadas en la tabla 23. Tabla 23. Características del sedimentador secundario. Parámetro Valor Volumen 100 m3 Tiempo de retención hidráulico 2.5 h. Área Superficial 34.56 m2 Carga superficial 11.57 m3 / m2 d. Es necesario resaltar que en el diseño de la planta no se estipula el caudal de extracción de lodos, la relación de reciclo de lodos ni el caudal de reciclo. En la actualidad existe una bomba instalada en un sistema de puente grúa instalado sedimentador para la recirculación de lodos. Las características de esta bomba se presentan en la tabla 24. Tabla 24. Características de la bomba del puente grúa. Caudal 4 l /seg. Elevación 7 m. Potencia 2.2 HP. Velocidad 1700 rpm. Voltaje 220 / 440 V – 3 fases . Los equipos correspondientes a esta etapa se presentan en las figuras 6 y 7. 70 Figura 6. Tanque Biológico. Figura 7. Sedimentador Secundario. Tratamiento de lodos: El objetivo del diseño de este sistema es procesar los lodos provenientes del sedimentador del tratamiento físico-químico, y los provenientes de los sedimentadores biológicos primario y secundario para ser sometidos a un proceso de digestión aerobia con el fin de producir un lodo final sin olor, biológicamente estable, y de fácil disposición final; así mismo, con características excelentes para un proceso de deshidratación. Las condiciones de este sistema se presentan en la tabla 25. Tabla 25. Características del sistema de tratamiento de lodos. Parámetro Valor Caudal de trabajo 4-10 m3 /h. Volumen 50 m3. Aire suministrado 53 ft3 /min. Tiempo de retención 20 d. Posteriormente a este tratamiento, los lodos son deshidratados por medio de un filtro prensa de banda rotativas con un caudal de trabajo de 4 a 10 m3/h. El agua filtrada proveniente del filtro es retornada a la estación de bombeo principal. Desinfección final: Para este sistema se construyó un tanque capaz de almacenar el equivalente a 30 minutos de retención a flujo pico, tal como se aprecia en la figura 8. 71 El volumen del tanque es de 30 m3. La dosificación de cloro necesaria para mantener un residual de 1 mg/l en el efluente final es de 4,8 kg/d. Figura 8. Tanque de Cloración. 4.2.2. OPERACIÓN Y ESTADO ACTUAL DE LA PLANTA DE TRATAMIENTO. En esta parte del trabajo se hace una descripción del estado actual de las unidades de la planta de tratamiento basado en el trabajo de observación y medición directa de las unidades. Estación de Bombeo: Funciona de acuerdo a su diseño original. Presenta una alta acumulación de sólidos provenientes tanto de los procesos mismos como de la precipitación de las sales de hierro que son agregadas en el canal de aproximación con el fin de oxidar los baños del pelambre. Esto hace que sea necesario su limpieza periódicamente. Desbaste: Funciona según lo estipulado en el diseño original con excepción del sistema de limpieza que se hace manualmente. Pre-Aireación y Homogenización: Todas las aguas provenientes de la estación de bombeo llevan hasta el tanque de Homogenización y Pre-Aireación. El sistema de difusores trabaja continuamente. No existe un sistema de regulación automática del pH. Este regula por la neutralización de las descargas básicas y las descargas ácidas 72 provenientes del proceso productivo. El tiempo de retención es mayor de 21 horas, estipulado en el diseño original de la planta. Floculación – Coagulación: Debido a que la planta de tratamiento no funciona continuamente, las bombas dosificadoras de productos químicos sólo operan cuando se enciende las bombas que comunican las unidades de tratamiento. De los sulfatos sólo se dosifica sulfato de aluminio. El sulfato ferroso, como se señaló en la operación de desbaste, es alimentado a la corriente de entrada de la planta en el canal de aproximación. No existe un control automático de pH, ni dosificación de lechada de cal y/o ácido sulfúrico, este sólo es regulado por la neutralización de las descargas en el tanque de homogenización. Sedimentación Primaria: El funcionamiento de estos sedimentadores es bastante irregular. Presentando frecuentemente problemas de taponamiento en el fondo y problemas de fango ascendente que va directamente al sistema biológico. Tratamiento Secundario: El sistema de recirculación de lodos no opera en la actualidad, lo que no permitió evaluar el sistema en su forma normal de funcionamiento. El sedimentador secundario presenta una alta acumulación de lodos debido a la inoperatividad de la bomba de recirculación. Tratamiento de lodos: El sistema opera de formas intermitente como las otras unidades de la planta. Los lodos son sometidos a aireación, agregándole un polímero, luego son desecados en un filtro prensa y son recogidos en tambores y para ser depositados en un galpón que anteriormente servía como depósito de pieles frescas. Desinfección final: La bomba dosificadora de cloro no está en operación en este momento. 4.3. EVALUACIÓN DE LA EFICIENCIA ACTUAL DE LA PLANTA DE TRATAMIENTO. Para hacer un diagnóstico de la eficiencia actual de la planta de tratamiento se analizan los tres procesos más importantes del tratamiento: Pre-AireaciónHomogenización, Sedimentación y Tratamiento Biológico. Así mismo, se presentan los resultados de los análisis de laboratorio de los parámetros de control para la 73 operación de la planta y los requerimientos del Decreto 3.219. Cabe anotar, que en su respectivo orden, la salida de cada unidad es una entrada para la unidad siguiente, lo cual permite medir la remoción de contaminantes en cada etapa del tratamiento. Pre-Aireación y Homogenización: Con el fin de tomar una referencia, las concentraciones presentadas en la tabla 26 para la entrada de esta unidad de tratamiento son el promedio de las descargas de las etapas más importantes del proceso productivo. En la realidad, estos valores son menores debido a que conjuntamente con las aguas de proceso las aguas de lavados en diferentes puntos del área de producción, llegan a la planta de tratamiento logrando una dilución de las corrientes. El caudal de entrada de esta unidad es el de la estación de bombeo. Existe una considerable disminución de la concentración de todos los contaminantes. Tabla 26. Remoción de contaminantes en el proceso de pre-Aireación y Homogenización. Parámetro Temperatura (°C) Conductividad (mS/cm) Oxígeno Disuelto (mg/l) pH Alcalinidad (mg/l CaCO3) Caudal (l/s) Sólidos Totales (mg/l) Sólidos Suspendidos (mg/l) DBO5,20 (mg/l) DQO (mg/l) Nitrógeno Total Kjeldahl (mg/l) Fósforo Total – P (mg/l) Sulfuro ,S-2 (mg/l) Cromo Total, Cr (mg/l) Sulfatos, SO4-2 (mg/l) Aceites y Grasas (mg/l) Entrada 30 24.3 1.2 8.8 285.6 35 56291 8735 3352 14146 2377 68 892 4400 13150 1142 Salida 26.8 4.5 5.2 8.2 14.3 20 6140 3034 264 1920 151 0,7 6 4 2100 112 En la tabla 26 se observa que esta unidad el porcentaje de remoción es bastante alto, con un promedio de 85% para la mayoría de los contaminantes. Con respecto a los sólidos totales, es necesario aclarar que la gran diferencia entre la entrada y la salida 74 se debe a que en esta unidad existe una alta acumulación de sólidos, lo cual se evidencia durante el periodo de limpieza del tanque. Es necesario aclarar que los tiempos de retención hidráulico de esta unidad están por encima del valor de diseño debido a la baja producción de la planta, es decir, al no haber producción continua, el llenado del tanque tarda más tiempo y el operador no enciende el sistema de bombas hasta que el tanque está completamente lleno. Sedimentación Primaria: Los resultados en la remoción de contaminantes para los sedimentadores están relacionados directamente con el sistema de coagulaciónfloculación. Si se observa la tabla 27 se aprecia que la remoción de sólidos suspendidos es considerable, pero se mantiene una alta proporción de sólidos disueltos (diferencia entre totales y suspendidos), cuyo origen puede estar en las descarga de los procesos que usan sulfatos o de los sulfatos presentes en los coagulantes. Tabla 27. Remoción de contaminantes en los sedimentadores primarios. Parámetro Temperatura (°C) Conductividad (mS/cm) Oxígeno Disuelto (mg/l) pH Alcalinidad (mg/l CaCO3) Caudal (l/s) Sólidos Totales (mg/l) Sólidos Suspendidos (mg/l) DBO5,20 (mg/l) DQO (mg/l) Nitrógeno Total Kjeldahl (mg/l) Fósforo Total – P (mg/l) Sulfuro, S-2 (mg/l) Cromo Total, Cr (mg/l) Sulfatos, SO4-2 (mg/l) Aceites y Grasas (mg/l) Entrada 26.8 4.5 5.2 8.2 14.3 20 6140 3034 264 1920 151 0.7 6 4 2100 112 Salida 27.5 4.1 3.3 8 27.2 4 4645 800 180 600 19 0.1 2 0.6 1380 18 Tratamiento Secundario: Como se observa en la tabla 28, los parámetros DBO5,20, DQO, Sólidos Suspendidos, Nitrógeno Total y Sulfatos no cumplen con los 75 valores exigidos en el Decreto 3.219. Es de esperar que el tratamiento biológico reduzca los valores de DBO5,20, DQO, Sólidos Suspendidos y Nitrógeno Total. Tabla 28. Remoción de contaminantes en el Tratamiento Biológico. Parámetro Temperatura (°C) Conductividad (mS/cm) Oxígeno Disuelto (mg/l) pH Alcalinidad (mg/l CaCO3) Caudal (l/s) Sólidos Totales (mg/l) Sólidos Suspendidos (mg/l) DBO5,20 (mg/l) DQO (mg/l) Nitrógeno Total Kjeldahl (mg/l) Fósforo Total – P (mg/l) Sulfuro, S-2 (mg/l) Cromo Total, Cr (mg/l) Sulfatos, SO4-2 (mg/l) Aceites y Grasas (mg/l) Entrada 27.5 4.1 3.3 8 27.2 4 4645 800 180 600 19 0.1 2 0.6 1380 18 Salida 26.5 3.9 4.8 7.6 14.1 ND 4530 782 81 440 15 0.1 0.6 0.08 2270 1.7 Limites (mg/l) NE NE NE 6-9 NE NE NE 80 60 350 10 1 0.5 2 600 20 ND: No Determinado. NE. No Estipulado en el Decreto 3.219. Si se observa la tabla 29, el valor de Sólidos Suspendidos Volátiles (medida de la población bacteriana en los tanques de aireación), es muy bajo para el normal funcionamiento del sistema. Es necesario aclarar que estos valores podrían ser diferentes con el funcionamiento continuo del sistema, incluyendo la recirculación de lodos del reactor secundario, a través de la bomba del puente grúa, hasta los tanques de aireación. Tabla 29. Cuadro de distribución de sólidos en el Tratamiento Biológico. Parámetro Sólidos Totales (mg/l) Sólidos Totales Fijos (mg/l) Valor medido. 4530 3550 Sólidos Totales Volátiles (mg/l) 980 Sólidos Disueltos Totales (mg/ Sólidos Disueltos Fijos (mg/l) Sólidos Disueltos Volátiles (mg/l) 3748 3038 710 Sólidos Suspendidos Totales (mg/l) Sólidos Suspendidos Fijos (mg/l) Sólidos Suspendidos Volátiles (mg/l) 782 512 270 76 4.4. VARIABLES DE OPERACIÓN DE LA PLANTA E IMPLANTACIÓN DE MEDIDAS DE PRODUCCIÓN LIMPIA. En esta sección se presentan alternativas para la oxidación de los baños del pelambre y se presenta la alternativa de recuperación de los baños de curtido para su posterior reuso en el proceso. 4.4.1. ALTERNATIVAS PARA LA OXIDACIÓN DE LOS BAÑOS DEL PELAMBRE. Las alternativas evaluadas para la oxidación de los baños del pelambre son: oxidación con sulfato ferroso, oxidación con sulfato de manganeso como catalizador y oxidación con oxígeno por difusión de aire. Cabe destacar que en la actualidad la planta utiliza la combinación de los dos últimos tratamiento para disminuir la concentración de sulfuros. Oxidación con sulfato ferroso (FeSO4): El esquema actual de tratamiento utiliza sulfato ferroso (FeSO4) como agente oxidante de los baños del pelambre mediante la siguiente reacción: S- + Fe+2 (32 g) (55.8 g) FeS (87.8 g) Por cada kg de sulfuro se necesita 1.74 kg de hierro equivalentes a 4,74 kg de sulfato ferroso. Las descargas específicas para las operaciones de lavado y remojo, pelambre y lavado del pelambre generan en total 4.3 kg de sulfuro por tonelada de piel, los cuales requieren para su oxidación, estequiométricamente, 20.34 kg de FeSO4. Con una pureza comercial de 60% se requiere 20.34 kg de FeSO4. Oxidación con difusión de oxígeno: Con respecto a la alternativa de oxidar los baños solamente con oxígeno, utilizando el sistema de aireación con difusión de aire 77 instalado en el tanque de homogenización se observa la siguiente reacción lo siguiente: S-2 (32 kg) + 2O2 (64 kg) SO4-2 (96 kg) En promedio, las descargas de los procesos que contienen sulfuro en su efluente generan 892 mg/l de éste contaminante. Para el análisis de esta alternativa se toma como referencia la descarga del pelambre (1957 mg/l), por ser la más alta. Tomando el caudal de alimentación de 35 l/s para el tanque de homogenización, se tiene un flujo másico de 0.068 kg/seg de sulfuro. Para la oxidación de esta corriente se requiere un flujo másico de oxígeno igual a si 5.66 x 10-3 kg/s, tomando como base un porcentaje de operación del 8% para el sistema de oxidación. La potencia requerida para lograr este objetivo es aproximadamente igual a 40 HP, lo cual es igual al valor actual de potencia suministrado en el tanque de homogenización. La formación de olores, justificación de uso de sulfato ferroso en TEPCA, generalmente debido a la producción de sulfuro de hidrógeno, está más relacionada con la mezcla de las corrientes que contienen sulfuro con las descargas de los procesos de curtido y recurtido, las cuales poseen un valor de pH bajo. Oxidación con sulfato de manganeso (MnSO4): Esta opción fue evaluada conceptualmente. Para la oxidación con sulfato de manganeso se requiere entre 0.5 y 1 kg por cada metro cúbico de agua residual. Tomando como referencia las tablas de las descargas específicas de los baños de proceso que generan sulfuro se tiene un total de 9.31 metros cúbicos de agua residual por cada tonelada de piel a procesar. Por lo que en el mejor de los casos, es decir, usando al mínima cantidad recomendada (0.5 kg/m3), se requieren 4.65 kg de sulfato de manganeso por tonelada de piel. 78 4.4.2. ALTERNATIVAS PARA LAS DESCARGA DEL CURTIDO. Sistema de Recuperación de Cromo: La propuesta de la instalación de un sistema de recuperación de cromo a partir de los baños de curtido en la empresa TEPCA, está basada en el estudio de agentes precipitantes llevado a cabo por CONTRERAS Y ORFAO (2004), en donde se determinó la utilización del hidróxido de calcio por su bajo costo y disponibilidad en la empresa, obteniendo también buenos resultados desde el punto de vista ambiental. El sistema actual de tratamiento produce lodos con un alto contenido de cromo (12.667 mg/kg), valor que se encuentra muy por encima del límite establecido por la normativa ambiental (50 mg/l) (CASANOVA Y MEJIAS, 2004). Debido a estas razón y por estar demostrado teórica y prácticamente la rentabilidad de la recuperación de los baños de curtido, se analiza esta opción especificando las unidades del proceso, tomando como base la capacidad máxima de procesamiento de pieles de TEPCA, igual 500 pieles por día, con un peso promedio de 30 kg por cada piel. Las siguientes reacciones tienen lugar para el funcionamiento del sistema de recuperación de cromo. 3Ca(OH)2 + 2 Cr+3 2Cr(OH)3 + 3Ca (222 g) (206 g) (104 g) (120 g). 2Cr(OH)3 + 3H2SO4 Cr2(SO4)3 + 6H2O (206 g) (392 g) + (108 g). (294 g) CaO + H2O (56 g) (18 g) Ca(OH)2. (74 g). Estequiométricamente se necesitan 1.61 kg de óxido de calcio (CaO) para la precipitación de cromo presente en las descargas del curtido. Con una concentración de cromo igual 4.4 kg/m3 de agua residual se necesitan 7.10 kg de óxido de calcio por 79 cada metro cúbico de agua residual. El procesamiento de 500 pieles produce aproximadamente 20 m3 de agua, residual, para lo cual se requieren 142 kg de óxido de calcio para la precipitación del cromo y 248 kg (136 l) de ácido sulfúrico para su regeneración. Descripción del sistema de recuperación de cromo: De acuerdo a la figura 9, las descargas provenientes son transportadas desde los botales hasta el tanque de almacenamiento (T-01), cuyo objetivo es acumular dichas descargas para cuando esté disponible el sistema de recuperación de cromo. De este tanque son bombeadas al reactor sedimentador, a través de una bomba de desplazamiento positivo tipo tornillo (P-01), debido a la alta resistencia a la abrasividad, y los bajos costos de mantenimiento comparadas con otro tipo de bombas. Una vez colocada el agua residual en reactor sedimentador, se procede a agregar óxido de calcio en polvo, que se encuentra almacenado en el tanque T-03, esta alimentación puede hacerse en forma manual, e incluso puede obviarse la construcción de éste tanque si existen facilidades para el manejo instantáneo del producto durante el tiempo de reacción. Completada la precipitación del cromo, se procede a trasvasar el lodo formado hasta el tanque de regeneración (T-02) en donde se alimenta ácido sulfúrico desde el tanque T-03. Recuperado el cromo, en forma de sulfato, éste puede ser colocado por bombeo en un tanque de almacenamiento (T-05) para su posterior uso dentro del proceso, previo ajuste en las condiciones de calidad para no alterar la apariencia y resistencia de las pieles procesadas. Las especificaciones de las unidades descritas se aprecian en la tabla 30. 80 SC-01 TAMIZ TANQUE DE ALMACENAMIENTO T-01 TANQUE DE ALAMCENAMIENTO P-01 BOMBA ALIMENTACION REACTOR RS-01 REACTOR SEDIMENTADOR T-04 TANQUE DE ALMACENAMIENTO CAL T-04 EFLUENTE DEL CURTIDO SOBRENADANTE A PLANTA DE TRATAMIENTO SC-01 SR-01 P-01 T-01 T-03 P-02 T-02 T-03 T-03 TANQUE ALMACENAMIENTO DE CROMO P-02 BOMBA TANQUE DE ALMACENAMIENTO T-02 TANQUE DE REGNERACION Figura 9. Diagrama de flujo del sistema de recuperación de cromo. 81 Tabla 30. Especificaciones de las unidades del sistema de recuperación de cromo. Tanque de almacenamiento de agua residual Capacidad: 50 m3. Suficiente para dos lotes de producción. Dimensiones: Altura 4 m, diámetro 4 m. Conexiones: 2”. Instrumentación: medidor de nivel. Bomba de alimentación desde el tanque de almacenamiento hasta el tanque de precipitación Bomba de tornillo. Características: Caudal 20 gpm. Elevación 3 m. Potencia 2 HP. Velocidad 1700 rpm. Voltaje 220 / 440 V – 3 fases . Material: Acero inoxidable 316. Capacidad: Tanque de Precipitación 30 m3. Dimensiones: diámetro = 3.6 m; altura = 3 m. Conexiones: 2”. Accesorios: Velocidad: Cuatro válvulas de bola 2 ½” para descarga de sobrenadante a diferentes puntos, una válvula de compuerta en el fondo para descarga de emergencia. Agitador para el tanque de precipitación 40 rpm. Potencia: 0.5 HP. Longitud del eje: 3 m. Características: 6 Paletas en forma de hélice, ubicadas 4 en la mitad y 2 en el fondo del tanque. Capacidad: Tanque de regeneración de cromo 12 m3. Dimensiones: diámetro = 2.3 m; altura = 3 m. Accesorios: Bafles internos con una pendiente de 45º en el fondo. Velocidad: Agitador para el tanque de regeneración 40 rpm. Potencia: 0.5 HP. Longitud del eje: 3 m. Características: Dos paletas en forma de hélice ubicadas en el extremo del eje. 82 4.4.3. OPCIONES PARA EL SISTEMA DE TRATAMIENTO BIOLÓGICO. Debido a la discontinuidad en la operación de la planta y la inoperatividad del la recirculación de lodos desde el sedimentador secundario hacia el tanque de aireación en la planta de tratamiento de TEPCA no se llevó a cabo un análisis del tratamiento biológico. 4.5. EVALUACION TÉCNICA, ECONÓMICA Y AMBIENTAL DE ALTERNATIVAS. En esta sección se comparan las alternativas para la oxidación de los baños del pelambre y se analiza la inversión de la implementación del ssitema de recuperación de cfomo. 4.5.1. ALTERNATIVAS PARA LA OXIDACIÓN DE LOS BAÑOS DEL PELAMBRE. Las alternativas evaluadas para la oxidación de los baños del pelambre son: oxidación con sulfato ferroso, oxidación con sulfato de manganeso como catalizador y oxidación con oxígeno por difusión de aire. El análisis comparativo de las mismas se presenta en la tabla 31. Cabe destacar que en la actualidad la planta utiliza la combinación de los dos últimos tratamiento para disminuir la concentración de sulfuros. 4.5.2. ALTERNATIVAS PARA LAS DESCARGA DEL CURTIDO. El ahorro anual en el consumo de sal de cromo fue estimado en Bs. 412 millones. Los costos anuales de operación del sistema ascienden a Bs. 191 millones. Con una inversión inicial de Bs. 412 millones se estima la recuperación de la inversión en un periodo de 3 años con una tasa de retorno de 30%. 83 Tabla 31. Comparación de alternativas para la oxidación de las descargas del pelambre. Alternativa Técnico Ambiental Económico Considerable disminución en la emisión de olores en la planta de tratamiento. Oxidación con sulfato ferroso La principal desventaja es la Facilidad en el manejo del producción del precipitado producto. de sulfuro ferroso que se manifiesta en un aumento en (FeSO4). la producción de lodos de la planta junto precipitación con la de otros La ventaja de esta alternativa es el bajo costo del sulfato ferroso (18000 Bs./ton de piel) comparado con el sulfato manganoso. La desventaja es el aumento de los costos debido a la disposición final de los lodos. componentes indeseables. La formación justificación de de olores, uso de sulfato ferroso en TEPCA, generalmente debido a la Oxidación producción de sulfuro de con difusión hidrógeno, de oxígeno. está más relacionada con la mezcla de las corrientes que contienen sulfuro con las descargas de los procesos de curtido y recurtido, las cuales poseen La principal ventaja es que no se forman productos indeseables. El costo de esta alternativa es La desventaja es un aumento en la sulfatos, concentración producto de de la el más bajo de las tres alternativas (11626 Bs./ton de piel). reacción de oxidación de sulfuros. un valor de pH bajo. Oxidación con sulfato de manganeso (MnSO4). La ventaja de esta alternativa No determinado La principal desventaja es el es la reducción del tiempo de efectos secundarios en el uso alto costo del sulfato de oxidación de los sulfuros, de manganeso (720.000 Bs./ton necesitando de unidades de catalizador. tratamiento tamaño. de menor se han esta sustancia como de piel), y en el caso de TEPCA, donde existe una estructura para la oxidación por difusión de aire, se aumentan los costos inversión si se quieren hacer cambios. 84 4.5.3. OPCIONES PARA EL SISTEMA DE TRATAMIENTO BIOLÓGICO. El retorno de lodo desde el sedimentador secundario hacia el tanque de aireación es la característica principal del proceso del lodos activados para obtener el grado de tratamiento requerido en el tiempo deseado. (METCALF AND EDDY). Debido a la discontinuidad en la operación de la planta y la inoperatividad del la recirculación de lodos desde el sedimentador secundario hacia el tanque de aireación en la planta de tratamiento de TEPCA, cualquier análisis del tratamiento biológico, como sistema de lodos activados sería meramente especulativo. 85 CAPÍTULO V: CONCLUSIONES Después de presentar y analizar los resultados de este trabajo se han obtenido las siguientes conclusiones: Las descargas específicas del proceso productivo de TEPCA (kg/t de piel), comparadas con los valores reportados en la literatura, indican que partir el nivel tecnológico que maneja la empresa es posible la implantación de medidas de Producción Limpia que permitan aumentar su productividad. El sistema actual de tratamiento de aguas residuales de TEPCA no satisface todas las especificaciones de la normativa ambiental debido al funcionamiento irregular de las unidades y la operación intermitente de la planta. La alta concentración de cromo en los lodos producidos indica que el sistema actual de coagulación-sedimentación no es suficiente para remover el cromo presente en las descargas del proceso productivo. El sistema tampoco cumple con los objetivos de remoción de los parámetros DBO5,20, DQO, Sólidos Suspendidos y Nitrógeno Total. De la comparación de alternativas para las descargas del pelambre se consideró la remoción de sulfuros por simple difusión de aire, siendo esta la alternativa más económica, mientras que desde el punto de vista ambiental al utilización del sulfato ferrosos es la más desfavorable. La alternativa de la utilización del sulfato manganoso como catalizador para la oxidación de sulfuros debe ser evaluada en el caso de existencia de un sistema de tratamiento por separado de las descargas del pelambre que tenga como objetivo una posterior precipitación y recuperación de proteínas, lo que resulta un atractivo económico para los empresarios. La implantación de medidas de Producción Limpia en el proceso productivo, además de generar beneficios económico disminuirá la carga contaminante que 86 se traslada a la planta de tratamiento, disminuyendo la cantidad de sustancias utilizadas en el tratamiento y flexibilizando la operación de la planta, obteniendo por ende, mejores resultados desde el punto de vista ambiental y económico. La inclusión del costo actual de operación de la planta como un beneficio adicional del sistema de recuperación de cromo debe tenerse en cuenta sólo si te toman en cuenta los estudios de tratabilidad de las descargas del proceso de recurtido, así como la concentración de cromo remanente en el sobrenadante efluente del tanque de precipitación de cromo. Es a partir de estas determinaciones donde puede conocerse el impacto de estas corrientes en la operación de planta de tratamiento y los aspectos económicos y ambientales. 87 CAPÍTULO VI: RECOMENDACIONES Los siguientes planteamientos tienen el objetivo servir de orientación para mejorar el funcionamiento de la planta de tratamiento de TEPCA, a través de cambios en el proceso productivo y en las condiciones de operación de la planta. Por otro lado, se pretende dejar un punto de partida para futuras investigaciones en la aplicación de medidas de producción Limpia y la evaluación de sistemas de tratamiento. El agua es un recurso fundamental en la industria del curtido de pieles. En el caso de TEPCA, a pesar de no generar costos de consumo, su utilización en el proceso productivo y la planta de tratamiento genera costos asociados a la energía consumida por las bombas y el mantenimiento de éstas, por lo que se recomienda la instalación de medidores de flujo en las tuberías de alimentación de los botales, con el fin de no alterar, por disolución o concentración, la formulación de las sustancias químicas que intervienen en el proceso, lo que puede afectar la calidad de las pieles procesadas. Al decidir la implantación del sistema de recuperación de cromo y/o el tratamiento por separado de las descargas del pelambre, deben establecerse, por muestreo y análisis, el impacto de estas medidas sobre los flujos del proceso productivo hacia la planta de tratamiento, lo que traerá como consecuencia un nuevo diseño o la adaptación de las unidades existentes a las nuevas condiciones. Debido a la particularidad en la producción de cada empresa curtiembre, se hace necesario el cálculo de los coeficientes cinéticos para la evaluación o el diseño del sistema de tratamiento biológico. Se recomienda llevar a acabo la caracterización de las descargas luego del reuso de los baños de curtido y pelambre y replantear los sistemas de tratamiento y recuperación de estas descargas. 88 Debido a que todas las descargas del proceso productivo de TEPCA se encuentran fuera de los límites establecidos por la normativa, el funcionamiento de la planta de tratamiento debe ser continuo. Es necesario la elaboración de un manual de operación y mantenimiento de la planta, basado en fundamentos técnicos que sea compresible y asimilable por los operadores de la planta. Es necesaria la implantación de un programa de seguridad industrial en todas las áreas de la empresa para la protección de los empleados, de los equipos y las instalaciones. 89 REFERENCIAS BIBLIOGRAFICAS. APHA (American Public Health Association). “Métodos normalizados para el análisis de aguas potables y residuales”. 20ª edición. 1998. AUQTIC. Asociación Uruguaya de Químicos y Técnicos de la Industria del Cuero. “Aguas Residuales de Curtiembres: Tratamiento Primario y Secundario”.2002. CASANOVA, M. E Y. MEJIAS. “Estudio de alternativas para el manejo de los residuos sólidos producidos en una curtiembre”. 2004. CONTRERAS, E. Y J. ORFAO. “Estudio de alternativas para el manejo de los residuos líquidos producidos en la etapa de curtido de una curtiembre”. UCV. 2004. CPTS. Centro de Promoción de Tecnologías Sostenibles. “Guía técnica de producción mas limpia para curtiembres”. 2001. FERNANDEZ, J.F. “Producción limpia, su aplicabilidad en la industria curtiembre venezolana”. Caracas. 2005. GACETA OFICIAL DE LA REPUBLICA DE VENEZUELA. Decreto N° 3.219. “Normas para la clasificación y el control de la calidad de las aguas de la cuenca del lago de valencia”. 13 de Enero de 1999. KASHIWAYA y YOSHIMOTO. Japan Sewage Work Agency, Water Administration Bureau. “Tannery wastewater treatment by the oxygen activade sludge process”. Tokio. Japón. 1980. METCALF Y EDDY. “Wastewater Engineering, Treatment and Reuse”. 1998. NALCO, “Manual del Agua, Su naturaleza, tratamiento y aplicaciones”.1998- NEMEROW, E.”Tratamiento de Vertidos Industriales y Peligrosos”. 1981. PLANTA EXPERIMENTAL DE TRATAMIENTO DE AGUAS. Manual Del Curso Tratamiento de Aguas Residuales. Facultad de Ingeniería. Universidad Central de Venezuela.1982. PANZER, KOMANOWSKY Y SENSKE. Eastern Regional Research Center, U.S. Department of Agriculture. Estados Unidos. 1984. SUAREZ, R. “Evaluación preliminar de técnicas para la remoción de cromo proveniete del curtido de pieles”. Tesis. Caracas. U.C.V. Facultad de Ingeniería. Escuela de Ingeniería Química. 2006. 121 p. RENNA y SILVA, “Optimización del tratamiento químico para la eliminación de sulfuros de las aguas residuales de la empresa Curtiembre Venezolana C.A”. UNEXPO. 2003. 90 TALINLI, I. Water Science Technology. Vol. 29, No. 9, pp 175-178. 1994. “Pretreatment of tannery wastewaters”. TUNAY, ORHON y KABDASLI. “Pretreatment requirements for leather tanning industry wastewaters”. Water Science Technology. Vol. 29, No. 9, pp 121-128. 1994. TRUJILLO, L. y VENEZIANO. I. “Estudio de alternativas para el manejo de los residuos líquidos producidos en la etapa de ribera de una curtiembre”. UCV. 2004. JOCHIMSEN, SCHENK, JEKEL Y HEGEMANN. Water Science Technology. Vol. 36, No. 2 -3, pp 209-216. 1997. VILA. “La evolución de la industria de curtidos, disminución de la contaminación, sistemas de depuración, ahorro y recirculación de agua, y tecnologías emergentes”. Segunda Semana Europea de Ciencia y tecnología.2002. 91