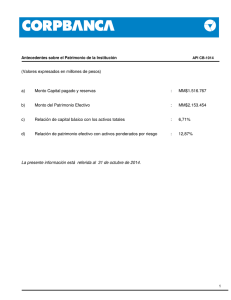
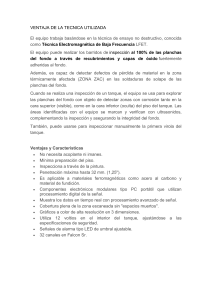
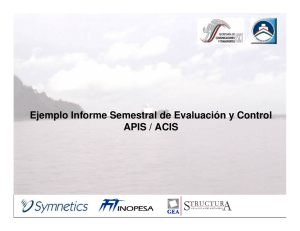
Tanque de inspección, reparación, modificación y reconstrucción Norma API 653 QUINTA EDICIÓN DE NOVIEMBRE 2014 Notas especiales API publicaciones abordan necesariamente problemas de carácter general. Con respecto a las circunstancias particulares, locales, estatales, y las leyes y reglamentos federales deben ser revisados. Ni API ni ninguno de API empleados, subcontratistas, consultores, comités, u otros cesionarios ofrece ninguna garantía o representación, ya sea expresa o implícita, con respecto a la exactitud, integridad o utilidad de la información contenida en el presente documento, ni asume ningún tipo de responsabilidad para cualquier uso, o los resultados de tal uso, de cualquier información o proceso descrito en esta publicación. Ni API ni ninguno de los empleados de, subcontratistas, consultores, u otros cesionarios API representan que el uso de esta publicación no sería infringir los derechos de propiedad privada. publicaciones API puede ser utilizado por cualquier persona que desee hacerlo. Cada esfuerzo se ha hecho por el Instituto para asegurar la exactitud y fiabilidad de los datos contenidos en ellos; Sin embargo, el Instituto no hace ninguna representación, garantía o garantía en relación con esta publicación y por la presente renuncia expresamente a cualquier obligación o responsabilidad por pérdida o daño resultante de su uso o por la violación de cualquier otra autoridad jurisdiccional con la que esta publicación puede entrar en conflicto. publicaciones de la API se publican para facilitar la amplia disponibilidad de las prácticas de ingeniería y de operación probadas, sonido. Estas publicaciones no estén destinadas a evitar la necesidad de aplicar criterios de ingeniería de sonido con respecto a cuándo y dónde se deben utilizar estas publicaciones. La formulación y la publicación de publicaciones de la API no se pretende de ninguna manera para inhibir de cualquier usuario de cualquier otra práctica. Cualquier equipo que marca fabricante o materiales en conformidad con los requisitos de marcado de un estándar API es el único responsable del cumplimiento de todos los requisitos aplicables de esta norma. API no representa, garantiza, ni garantiza que tales productos sean conformes a la norma API aplicable. áreas clasificadas pueden variar dependiendo de la ubicación, condiciones, equipos y sustancias involucrado en cualquier situación dada. Los usuarios de este estándar deben consultar con las autoridades competentes con jurisdicción. Los usuarios de este estándar no deben confiar exclusivamente en la información contenida en este documento. negocio Sound, científica, ingeniería, y el juicio de seguridad deben ser usados en el empleo de la información contenida en este documento. Todos los derechos reservados. Ninguna parte de este trabajo puede ser reproducida, traducida, almacenada en un sistema de recuperación, o transmitida por cualquier medio, electrónico, mecánico, fotocopia, grabación, o de otra manera, sin la autorización previa por escrito del editor. Contacta el Editorial, Servicios API de publicación, 1220 L Street, NW, Washington, DC 20005 Copyright © 2014 Instituto Americano del Petróleo Prefacio Nada de lo contenido en cualquier publicación API debe ser interpretado como una concesión de la derecha, por implicación o de otra manera, para la fabricación, venta o uso de cualquier método, aparato o producto cubierto por la patente de letras. Ni debe cualquier cosa contenida en la publicación se interpretará como asegurar que nadie de la responsabilidad por infracción de patentes de invención. Serán: Tal como se utiliza en una norma, “deberá” denota un requisito mínimo con el fin de ajustarse a las especificaciones. Debe: Tal como se utiliza en una norma, “debería” denota una recomendación o el que se recomienda pero no se requiere con el fin de ajustarse a las especificaciones. Algunas partes de esta publicación se han cambiado desde la edición anterior. Las ubicaciones de los cambios han sido marcados con un bar en el margen, como se muestra a la izquierda de este párrafo. En algunos casos los cambios son significativos, mientras que en otros casos los cambios reflejan ajustes de redacción de menor importancia tales como la renumeración de una sección / subsección o figura / tabla (las referencias dentro del texto que se han actualizado posteriormente no están marcadas). Las notaciones de barras en los márgenes se proporcionan como una ayuda para los usuarios, pero la API no ofrece ninguna garantía respecto a la exactitud de tales anotaciones de barras. Este documento ha sido preparado bajo los procedimientos de normalización de la API que garanticen la notificación y la participación adecuada en el proceso de desarrollo y se designa como un estándar API. Las cuestiones relativas a la interpretación del contenido de esta publicación o comentarios y preguntas relativas a los procedimientos bajo los cuales se desarrolló deben ser dirigidas por escrito al Director de Normas del Instituto Americano del Petróleo, 1220 L Street, NW, Washington, DC 20005. Las solicitudes esta publicación de autorización para reproducir o traducir la totalidad o parte del material publicado en este documento también deben dirigirse al director. El Instituto Americano del Petróleo mantiene esta norma en virtud de los procedimientos de mantenimiento continuas. Estos procedimientos establecen un programa documentado para la publicación regular de adiciones o revisiones, incluida la acción oportuna y consenso documentado sobre las solicitudes de revisión de cualquier parte de la norma. Ver Anexo I para obtener información adicional. revisiones propuestas deberán ser presentadas en cualquier momento para el Director, Normas, Instituto Americano del Petróleo, 1220 L Street, NW, Washington, DC 20005 a 4070, standards@api.org. iii - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Contenido Página 1 Ámbito de aplicación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 1.1 Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 1.2 El cumplimiento de esta norma. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 1.3 La jurisdicción. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 1.4 Prácticas de trabajo seguras. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 2 Referencias. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1 2.1 publicaciones referenciadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1 2.2 Otras Referencias. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2 3 Definiciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1 4 Aptitud para el servicio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1 4.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1 4.2 Evaluación del techo del tanque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1 4.3 Evaluación del tanque de Shell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-2 4.4 Evaluación del tanque inferior. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-11 4.5 Evaluación del tanque Fundación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-16 5 Consideraciones Brittle fractura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1 5.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1 5.2 Consideraciones básicas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1 5.3 Procedimiento de Evaluación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1 6 Inspección. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1 6.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1 6.2 Consideraciones de inspección de frecuencia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1 6.3 Las inspecciones desde el exterior del tanque. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1 6.4 Inspección interna. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-2 6.5 Alternativa a la inspección interna para determinar el espesor de la parte inferior. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-6 6.6 Preparativos para la inspección interna. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-6 6.7 Listas de verificación de inspección. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-7 6.8 Records. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-7 6.9 Informes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-7 6.10 El examen no destructiva (NDE). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-8 7 Materiales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1 7.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1 7.2 Materiales Nuevos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1 7.3 Materiales originales para Tanques reconstruidas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1 7.4 consumibles de soldadura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1 8 Consideraciones de diseño para Tanques reconstruida. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-1 8.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-1 8.2 Las juntas Nueva soldadura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-1 8.3 existente costuras de soldadura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-1 8.4 Diseño de Shell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-1 8.5 Las penetraciones Shell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-1 8.6 Windgirders y Shell estabilidad. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-2 v Contenido Página 8.7 Los techos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-2 8.8 Diseño sísmico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-2 9 Reparación y Alteración del tanque. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-1 9.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-1 9.2 Retiro y reemplazo de Shell Material de la placa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-1 9.3 Reparaciones Shell Uso de LAP-soldada Patch placas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-6 9.4 Reparación de defectos en Shell Material de la placa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-8 9.5 Alteración de proyectiles de tanques a cambio de funda de altura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-8 9.6 La reparación de soldaduras defectuosas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-8 9.7 Reparación de Shell Penetraciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-9 9.8 Adición o sustitución de Shell penetraciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-9 9.9 Alteración de penetraciones Shell existentes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9-11 9.10 Reparación de Fondos de Tanques. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-15 9.11 Reparación de techos fijos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-19 9.12 Reparación de techos flotantes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-20 9.13 reparación o sustitución del techo flotante Perímetro Sellos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-20 9.14 Los grifos calientes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09 al 21 octubre Desmontaje y Reconstrucción. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-1 10.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-1 10.2 Limpieza y desgasificación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-1 10.3 Métodos desmontaje. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-1 10.4 Reconstrucción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-3 10.5 Las tolerancias dimensionales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-5 11 Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,11-1 11.1 Requisitos soldadura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,11-1 11.2 Identificación y registros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,11-1 11,3 Precalentar o controlada de deposición métodos de soldadura como alternativas al tratamiento térmico posterior a la soldadura (PWHT). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,11-1 11.4 Seguridad en la soldadura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,11-3 12 exámenes y pruebas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12-1 12,1 ECM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12-1 12.2 las radiografías. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12-3 12.3 Prueba hidrostática. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12-5 12.4 Las pruebas de fugas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12-8 12.5 Solución medido durante la prueba hidrostática. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12-8 13 Marcaje y mantenimiento de registros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-1 13.1 placas de identificación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-1 13.2 de registros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-2 13.3 Certificación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-2 Anexo A ( informativo) Antecedentes sobre las ediciones anteriores de Normas tanque de almacenamiento con costura API. . . . . . . . . . . . A-1 Anexo B ( normativo) Evaluación del tanque de sedimentación inferior. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-1 vi Contenido Página Anexo C ( informativo) Listas de comprobación para el tanque de inspección. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-1 Anexo D ( normativo) Autorizado de Certificación de Inspector. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . D-1 del anexo E ( Dejadoen blanco intencionadamente) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . E-1 Anexo F ( normativo) Resumen de los requisitos ECM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-1 Anexo G ( informativo) de Procedimientos de inspección del tanque inferior y Personal . . . . . . . . . . . G-1 Anexo H ( informativo) Evaluación del Servicio similares . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . H-1 Anexo I ( informativo) Las consultas y sugerencias para el cambio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I-1 Anexo S ( normativo) Tanques de almacenamiento de acero inoxidable austenítico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S-1 Anexo SC ( normativo) Inoxidable y acero al carbono materiales mezclados tanques de almacenamiento . . . . . . . . . . . . . . . . . . . SC-1 Anexo X ( normativo) Tanques de 4.1 La inspección de las zonas de corrosión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-4 4.2 Medición Pit. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-5 5.1 Consideraciones de fractura frágil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2 Curva 5.2 Exención para las cisternas fabricados a partir de acero al carbono de Desconocido especificaciones del material. . . . 5-3 9.1 Detalles aceptables para reemplazo de Shell Material de la placa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-2 9.2 Detalles de las hojas de la puerta en la costura clavado tanque. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-4 9.3 Detalles de las hojas de la puerta en la vuelta del cordón de soldadura tanque. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-4 9.4 Los detalles de la hoja de la puerta en la soldadura a tope de Shell costura Tanque-n vertical Franja Offset. . . . . . . . . . . . . . . . . . 9-5 9.5 Los detalles de la hoja de la puerta en Bull-Weld Shell Seam-tanque vertical Franja Offset. . . . . . . . . . . . . . . . . . . . . . 9-5 9.6 Lapeado parche de reparación placas en el Shell a abajo conjunta externa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-7 9.7 Datos típicos para adición de placa de refuerzo para existente Shell penetración. . . . . . . . . . . . . . . . . . . 9-9 9.8 Datos típicos para adición de “Tombstone” placa de refuerzo de forma para existente Shell Penetración 9-10 9.9 Método para la recaudación de Shell boquillas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-12 9.10 detalles para la instalación de un nuevo fondo a través de una placa de refuerzo Tombstone existente. . . . . . . . . . . 9-12 9.11 detalles para la instalación de un nuevo fondo a través de una placa de refuerzo Tombstone existente. . . . . . . . . . . 9-13 9.12 detalles para la instalación de un nuevo fondo a través de una placa de refuerzo Tombstone existente. . . . . . . . . . . 9-14 9.13 típicas placas de parche soldada en el tanque de placas de fondo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-16 9.14 Hot Tap para tanques. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-23 10.1 tanque Shell y ubicaciones corte inferior. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-2 13,1 placa de identificación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-1 13.2 Formas de certificación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13-4 Las mediciones B.1 Solución de Shell (externo). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2 Las mediciones B.2 Solución inferior (interna) del tanque fuera de servicio. . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2 B.3 Representación gráfica de Solución del tanque de Shell por B.2.2.4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-3 B.4 Representación gráfica de Solución de Shell por B.2.2.5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6 B.5 Representación gráfica de Solución de Shell por B.2.2.5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6 Solución Edge B.6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-7 Corrección B.7 de Arreglo borde medido. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-8 vii Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- almacenamiento de acero inoxidable dúplex. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Figuras X-1 Contenido Página B.8 Solución de fondo cerca de Shell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9 B.9 localizada cavidades de base a distancia o protuberancias de Shell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-10 Límites de liquidación inferior B.10 localizado tanque de una sola pasada, soldaduras. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-12 Solución B.11 máxima permitida Edge para zonas con soldaduras de solape inferior Aproximadamente paralela a la Shell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-13 Solución B.12 máxima permitida Edge para zonas con soldaduras de solape inferior Aproximadamente perpendicular a la Shell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-14 Solución Edge B.13 con una vuelta de soldadura en un ángulo arbitrario a la Shell. . . . . . . . . . . . . . . . . . . . . . . . . . . B-15 H.1 Pasos a realizar la identificación servicio similar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . H-6 H.2 Ejemplo tasa de corrosión curvas para la parte inferior de tanque de almacenamiento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . H-7 Curvas A.3 Ejemplo tasa de corrosión para Top Curso del tanque de almacenamiento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tablas H-8 4.1 Destaca máxima permitida Shell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-7 4.2 Eficiencias conjuntos para las juntas soldadas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-8 4.3 Eficiencias conjuntos para las uniones remachadas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-9 4.4 Placa inferior espesor mínimo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-15 4.5 anulares espesores de la placa de fondo (in.). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-15 6.1 Tanque de salvaguardia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-3 9.1 Hot Tap de conexión tamaños y espesores de chapa Shell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-22 10.1 Los espesores máximos en Nueva soldaduras. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-3 10.2 Tolerancias Radios. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-5 de reparación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,11-2 Ediciones A.1 de la norma API 650 y su precursor, la norma API 12C. . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-1 G.1 sugerido variables esenciales para las pruebas de calificación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G-6 H.1 la categoría de servicio Producto similar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . H-5 viii Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 11.1 métodos de soldadura como alternativas al tratamiento térmico posterior a la soldadura (PWHT) Calificación espesores para placas de prueba y ranuras Tanque de inspección, reparación, modificación y reconstrucción 1 Alcance 1.1 Introducción 1.1.1 Esta norma cubre los tanques de almacenamiento de acero construidas a API 650 y API 12C su predecesor. Proporciona requisitos mínimos para el mantenimiento de la integridad de dichos tanques después de haber sido puesto en servicio y direcciones de inspección, reparación, modificación, traslado y reconstrucción. 1.1.2 El alcance está limitado a la base del tanque, parte inferior, cáscara, estructura, techo, accesorios conectados, y boquillas a la cara de la primera brida, la primera articulación roscado, o primera conexión de fin de soldadura. Muchos de los de diseño, soldadura, disposiciones de examen, y materiales del API 650 se pueden aplicar en la inspección de mantenimiento, clasificación, restauración y la modificación de los tanques en servicio. En el caso de los conflictos aparentes entre los requisitos de esta norma y API 650 o su API 12C predecesor, esta norma regirá para los tanques que han sido puestos en servicio. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 1.1.3 Esta norma emplea los principios de la API 650; sin embargo, el tanque de almacenamiento propietarios / operadores, basado en la consideración de construcción y operación detalles específicos, se pueden aplicar esta norma a cualquier tanque de acero construido de acuerdo con una especificación de tanque. 1.1.4 Esta norma está destinada para su uso por las organizaciones que mantienen o tienen acceso a personal de ingeniería e inspección técnica con formación y experiencia en el diseño del tanque, fabricación, reparación, construcción e inspección. 1.1.5 Esta norma no contiene normas o directrices para cubrir toda la variedad de condiciones que pueden ocurrir en un tanque existente. Cuando no se dan detalles de diseño y construcción, y no están disponibles en la norma como incorporado, se deben utilizar datos que proporcionarán un nivel de integridad igual al nivel proporcionado por la actual edición de API 650. 1.1.6 Esta norma reconoce los conceptos de evaluación de aptitud para el servicio de evaluación de la degradación continua de los componentes que contienen presión. API 579-1 / ASME FFS-1, Aptitud para el servicio, proporciona procedimientos de evaluación detallados o criterios de aceptación para tipos específicos de degradación que se hace referencia en esta norma. Cuando esta norma no proporciona procedimientos específicos de evaluación o criterios de aceptación para un tipo específico de degradación o cuando esta norma permite explícitamente el uso de criterios de aptitud para el servicio, API 579-1 / ASME FFS-1 se puede utilizar para evaluar los diversos tipos de requisitos de degradación o de prueba tratados en esta norma. 1.2 El cumplimiento de esta norma El propietario / operador tiene la responsabilidad última del cumplimiento de las disposiciones de esta norma. La aplicación de esta norma se limita a organizaciones que emplean o tienen acceso a un organismo de control autorizado según se define en el punto 3.3. En caso de que una parte que no sea el propietario / operador puede asignar determinadas tareas, como la reubicación y reconstrucción de un tanque, los límites de la responsabilidad de cada parte serán definidos por el propietario / operador antes de comenzar el trabajo. 1.3 Jurisdicción Si alguna disposición de esta norma presenta un conflicto directo o implícita de cualquier norma legal, el Reglamento regula. Sin embargo, si los requisitos de esta norma son más estrictos que los requisitos de la norma, a continuación, los requisitos de esta norma se rigen. 1,4 prácticas de trabajo seguras La evaluación se hará de los riesgos potenciales a los que pueden estar expuestos al personal en las inspecciones internas del tanque, hacer reparaciones, o desmantelar los tanques. Los procedimientos deberán ser desarrollados de acuerdo con el 1-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 1-2 API S ORMA 653 directrices dadas en API 2015 y 2217A API que incluirá salvaguardia para el personal de salud y seguridad, prevención de incendios y explosiones accidentales, y la prevención de daños a la propiedad. La conformidad con los procedimientos de permisos es una práctica de trabajo seguro esencial para la protección del personal y la soldadura property.Where y trabajo en caliente están involucrados, API 2009 estados “, excepto en las zonas habilitadas como seguro para el trabajo en caliente, un permiso de trabajo en caliente se obtendrá antes de comenzar cualquier trabajo que puede involucrar a una fuente de ignición.”Ver también Práctica API 2016 Recomendado. Los procedimientos especiales pueden necesitar ser desarrollado para ciertas actividades descritas en esta norma que no están totalmente cubiertos por las publicaciones referenciadas API; por ejemplo, las precauciones de seguridad para el personal de acceso a los tanques de techo flotante que están en servicio, o la liberación de gas del lado inferior de un tanque. Apéndice B del API 2009 proporciona información básica sobre los tanques de inertización. El uso de inertización como medida de seguridad debe abordar los peligros de personal introducidos cuando se usa gas inerte en el lugar de trabajo y la aplicación debe hacerse en consulta con los especialistas que están familiarizados con este tipo de procesos. Por último, los procedimientos deben cumplir con las regulaciones federales y estatales de seguridad relativas a los “espacios confinados” o cualquier otra disposición aplicable. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 2-Referencias 2.1 publicaciones referenciadas Las siguientes normas, códigos, publicaciones y especificaciones se citan en esta norma. La última edición o revisión se utilizarán a menos que se indique lo contrario. Práctica Recomendada API 579-1 / ASME FFS-1, Aptitud para el Servicio Práctica Recomendada API 580, Inspección Basada en Riesgo Norma API 620, Diseño y construcción de grandes, soldados, tanques de almacenamiento de baja presión Norma API 650, Los tanques de almacenamiento de petróleo con costura para Práctica Recomendada API 651, Protección catódica de tanques de almacenamiento en superficie Práctica Recomendada API 652, Revestimiento del petróleo sobre tierra Tanque de almacenamiento Bottoms API estándar de 2000, Respiración de los tanques de almacenamiento atmosférica y baja presión: no refrigeradas y Refrigerados Práctica Recomendada API 2003, Protección contra igniciones causadas por estática, relámpagos y corrientes errantes Norma API 2015, Requisitos para la entrada segura y limpieza de tanques de almacenamiento de petróleo Práctica Recomendada API 2016, Directrices y procedimientos para entrar y limpieza de tanques de almacenamiento de petróleo Práctica Recomendada API 2201, Prácticas de seguridad en caliente golpear las industrias petrolera y petroquímica Práctica Recomendada API 2207, Preparación de Fondos de Tanques para trabajo caliente API estándar 2217A, Directrices para un trabajo seguro en espacios confinados inerte en las industrias petrolera y petroquímica COMO YO Caldera y recipientes a presión (BPVC) 1, Sección V: Examen no destructivo COMO YO BPVC, Sección VIII: recipientes a presión; División 2: reglas alternativas COMO YO BPVC, Sección IX: los procesos de soldadura Calificaciones ASNT SNT-TC-1A 2, Calificación y Certificación en ensayos no destructivos ASTM A6 3, Especificación estándar para Requisitos Generales para barras laminadas de acero estructural, placas, formas y tablestacas ASTM A20, Especificación estándar para Requisitos Generales para las placas de acero para recipientes a presión 1 ASME International, 3 Park Avenue, Nueva York, Nueva York 10016 a 5990, www.asme.org. 2 Sociedad 3 ASTM Americana para Pruebas no destructivas, 1711 Arlingate Lane, Columbus, Ohio, 43.228 a 0.518, www.asnt.org. International, 100 Barr Harbor Drive, West Conshohocken, Pennsylvania 19428-2959, www.astm.org. 2-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Práctica Recomendada API 2009, Soldadura segura, corte y prácticas de trabajo caliente en el petróleo y las industrias petroquímicas API S ORMA 653 2-2 ASTM A36, Especificación estándar para acero al carbono estructural A370 ASTM, Métodos y definiciones para Ensayos mecánicos de productos de acero de prueba estándar A992 ASTM, Especificación Estándar para Acero Estructural Formas D1.6 de AWS, Código de Soldadura Estructural-Acero inoxidable La norma NACE RP 0205-2005 5, Práctica Recomendada para el diseño, fabricación e inspección de tanques para el almacenamiento de la Unidad de Alquilación Petroleum Refining ácido sulfúrico usado a temperaturas ambiente 2.2 Otras referencias Aunque no citado en este estándar, la siguiente publicación puede ser de interés. Norma API 2610, Diseño, construcción, operación, mantenimiento e inspección de las instalaciones de la terminal y el depósito ANSI / AWS Z49.1, Seguridad en soldadura y corte y procesos afines 4 La American Welding Society, 550 NW LeJeune Road, Miami, Florida 33135, www.aws.org. International (anteriormente la Asociación Nacional de Ingenieros de Corrosión), 1440 South Creek Drive, Houston, Texas 5 NACE 77218-8340, www.nace.org. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- AWS D1.1 4, Soldadura Estructural-Acero Código Sección 3-Definiciones A los efectos de esta norma, se aplican las siguientes definiciones. 3.1 modificación Cualquier trabajo en un tanque que cambia sus dimensiones físicas o configuración. 3.2 as-built norma El estándar (como estándar API o UL 5 estándar) utilizado para la construcción del componente de depósito en cuestión. Si esta norma no se conoce, la norma como una función de la norma es que estaba en vigor en la fecha de la instalación del componente. Si la fecha de la instalación del componente es desconocido, entonces el estándar aplicable en cada momento se considera que es la norma como incorporado. Ver Anexo A para obtener una lista de las normas de tanques de almacenamiento API soldada. El estándar utilizado para la reparación o modificación realizada después de la construcción original es la norma como una función de sólo para aquellas reparaciones o modificaciones, lo que puede haber más de una norma conforme a obra para un tanque. 3.3 agencia de inspección autorizada Una de las siguientes organizaciones que emplean a un inspector tanque de almacenamiento sobre tierra certificado por API. a) La organización de inspección de la jurisdicción en la que se opera el tanque de almacenamiento sobre tierra. b) La organización de inspección de una compañía de seguros que está autorizado o registrado para escribir un seguro y que el tanque de almacenamiento sobre tierra. c) El propietario / operador de una o más por encima del suelo del tanque (s) de almacenamiento que mantiene una organización de inspección para las actividades relativas sólo a su / su equipo y no para los tanques de almacenamiento de superficie destinados a la venta o reventa. d) Una organización o individuo independiente bajo contrato con y bajo la dirección de un propietario / operador y reconocido o que no esté prohibido por la jurisdicción en la que se opera el tanque de almacenamiento sobre tierra. El programa de inspección de propietario / operador deberá proporcionar los controles - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- necesarios para su uso por los inspectores autorizados contratada para inspeccionar los tanques de almacenamiento de superficie. 3.4 inspector autorizado Un empleado de una agencia de inspección autorizada que está calificado y certificado para realizar inspecciones en virtud de esta norma de inspección. Cada vez que el inspector término se utiliza en API 653, se refiere a una API estándar 653 inspector autorizado. 3.5 punto de ruptura La zona en un fondo del tanque donde se inicia la liquidación. 3.6 tanque de candidato El tanque (s) para los que no se conocen las tasas de corrosión. 3.7 cambio en el servicio Un cambio de las condiciones de funcionamiento anteriores la participación de diferentes propiedades del producto almacenado tales como la gravedad específica o la corrosividad y / o diferentes condiciones de servicio de la temperatura y / o presión. 5 Underwriters Laboratories, 333 Pfingsten Road, Northbrook, Illinois, 60062-2096, www.ul.com. 3-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 3-2 API S ORMA 653 3.8 tanque de control El tanque (s) para los que son conocidos y documentados tasas de corrosión y el historial de servicio. 3.9 velocidad de corrosión La pérdida de metal total dividido por el período de tiempo durante el que se produjo la pérdida de metal. 3.10 zona crítica La parte del fondo del tanque o de la placa anular dentro de 3 pulg. Del borde interior de la carcasa, medido radialmente hacia el interior. 3.11 actual norma vigente La edición actual de la norma (como norma API o la norma UL) que se aplica si el tanque se construye hoy. 3.12 hoja de la puerta Una placa (o placas) cortado de una cáscara de tanque existente para crear una abertura de acceso temporal. Después de que se complete el trabajo prevista, de la hoja (s) puerta se vuelve a instalar o sustituir. 3.13 examinador Una persona que ayuda al inspector mediante la realización de un examen no destructivo específica (ECM) en los tanques de almacenamiento de superficie y evalúa a los criterios de aceptación aplicables, pero no los interpreta los resultados de los exámenes de acuerdo con la norma API 653, a menos que específicamente entrenado y autorizado para hacerlo el propietario / usuario. 3.14 inspección externa Una inspección visual formal, realizado o supervisado por un inspector autorizado, para evaluar todos los aspectos del tanque como sea posible sin suspender las operaciones o que requieren la parada del tanque (véase 6.3.2). 3.15 aptitud para el servicio de evaluación Una metodología mediante el cual los defectos contenidos dentro de una estructura se evalúan con el fin de determinar la adecuación de la estructura defectuosa por un servicio continuado sin fallo inminente. 3.16 caliente del grifo Identifica un procedimiento para la instalación de una boquilla en el depósito de una cisterna que está en servicio. 3.17 prueba hidrostática Una prueba realizada con agua, en el que la cabeza de fluido estático se utiliza para producir cargas de prueba. 3.18 inspector Un título abreviado para un inspector autorizado tanque calificado y certificado de acuerdo con esta norma. 3.19 inspección interna Una inspección completa formal, como la supervisión de un inspector autorizado, de todas las superficies internas del tanque accesibles (ver 6.4.1). - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 3-3 3.20 alteración mayor / reparación o mayor Una alteración o reparación que incluye cualquiera de los siguientes: a) la instalación de una penetración de la envuelta más grande que NPS 12 debajo del nivel de diseño líquido; b) la instalación de una penetración inferior dentro de 12 en de la cáscara.; c) extraer y sustituir o añadir una placa para carcasa por debajo del nivel de diseño líquido donde la dimensión más larga de la placa de reemplazo excede 12 d) retirar o sustituir material de anillo de la placa anular, donde la dimensión más larga de la placa de reemplazo excede 12 en .; e) completa o parcial (más de la mitad del espesor de la soldadura) de eliminación y la sustitución de más de 12 en de soldadura vertical de placas de unión Shell o soldadura radial que une el anillo placa anular.; f) instalar un nuevo fondo; NOTA Instalación de una porción de una nueva parte inferior como se describe en 12.3.3.3 no se define como una reparación importante. g) extracción y sustitución de parte de la soldadura unir la carcasa a la parte inferior, o al anillo de la placa anular, en exceso de las cantidades enumeradas en 12.3.2.5.1 a); h) pajas de un tanque. 3.21 operador propietario La entidad jurídica que tanto el control y / o responsabilidad de la operación y mantenimiento de un tanque de almacenamiento existente. 3.22 -Lado del producto El lado del tanque que está en contacto con el producto líquido almacenado. 3.23 tenacidad reconocido Una condición que existe cuando el material de un componente se considera aceptable para su uso por las disposiciones de cualquiera de las siguientes secciones de esta norma: a) La sección 5.3.2 (basado en la edición de la norma de construcción original del tanque, o mediante pruebas con cupones); b) Sección 5.3.5 (basado en espesor); c) Sección 5.3.6 (basado en más bajo de temperatura de metal de diseño); d) Sección 5.3.8 (basado en curvas de exención). 3.24 reconstrucción Cualquier trabajo necesario para volver a montar un tanque que ha sido desmantelado y trasladado a un nuevo sitio. 3.25 organización de la reconstrucción La organización que tenga la responsabilidad asignada por el propietario / operador para diseñar y / o reconstruir un tanque. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- en .; API S ORMA 653 3-4 3,26 reparación El trabajo necesario para mantener o restablecer un tanque a una condición adecuada para un funcionamiento seguro. Las reparaciones incluyen tanto las reparaciones importantes (véase 3.20) y las reparaciones que no son reparaciones mayores. Ejemplos de reparaciones incluyen: a) la extracción y sustitución de material (tal como el techo, cáscara, o material del fondo, incluyendo el metal de soldadura) para mantener la integridad del tanque; b) re-nivelación y / o elevación de un proyectil de tanque, parte inferior, o en el techo; c) adición o sustitución de placas de refuerzo (o porciones de los mismos) para penetraciones de concha existentes; d) la reparación de defectos, tales como desgarros o gubias, por molienda y / o desbaste seguido por soldadura. 3.27 organización de reparación Una organización que cumple cualquiera de los siguientes: a) un propietario / operador de tanques de almacenamiento de superficie que repara o altera su / su propio equipo de acuerdo con esta norma; b) un contratista cuyas calificaciones son aceptables para el propietario / operador de tanques de almacenamiento de superficie y que hace reparaciones o modificaciones de acuerdo con esta norma; c) que esté autorizado por, aceptable para, o de otra manera que no esté prohibido por la jurisdicción, y que hace que las reparaciones de acuerdo con esta norma. 3.28 Evaluación de los servicios similares El proceso por el cual se establecen las tasas de corrosión y los intervalos de inspección para un tanque candidato usando las tasas de corrosión y el historial de servicio de un tanque de control con el fin de establecer la próxima fecha de inspección. 3.29 Del lado del suelo La parte del fondo del tanque que está en contacto con el suelo. 3.30 ingeniero tanque de almacenamiento Una o más personas u organizaciones que sean aceptables para el propietario / operador y los conocimientos y experiencia en las disciplinas de ingeniería asociados con la evaluación de las características mecánicas y materiales que afectan la integridad y fiabilidad de los tanques de almacenamiento de superficie. El ingeniero tanque de almacenamiento, mediante la consulta con los especialistas adecuados, debe considerarse como un compuesto de todas las entidades necesarias para evaluar adecuadamente los requisitos técnicos. 3.31 dureza desconocida Una condición que existe cuando no se puede demostrar que el material de un componente satisface la definición de dureza reconocido. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 4-Idoneidad para Servicio 4.1 Generalidades 4.1.1 Cuando los resultados de un programa de inspección del tanque de que ha ocurrido un cambio de la condición física original de ese tanque, se realizarán una evaluación para determinar su idoneidad para el uso continuado. 4.1.2 Esta sección proporciona una evaluación de la idoneidad de un tanque existente para el servicio continuo, o para un cambio de servicio, o cuando se toman decisiones que involucran reparaciones, reformas, el desmontaje, la reubicación o la reconstrucción de un tanque existente. 4.1.3 La siguiente lista de factores a considerar no es todo incluido para todas las situaciones, ni pretende ser un sustituto para el análisis de ingeniería y el juicio necesario para cada situación: a) la corrosión interna debido al producto almacenado o fondos de agua; b) la corrosión externa debido a la exposición del medio ambiente; c) los niveles de estrés y los niveles de estrés permitidas; d) propiedades del producto almacenado tales como la gravedad específica, la temperatura, y corrosividad; e) las temperaturas de diseño de metal en el lugar de servicio del tanque; f) exterior en el tejado de carga vivo, el viento y sísmicas cargas; g) de cimentación tanque, del suelo, y de liquidación de condiciones; h) de análisis químicos y propiedades mecánicas de los materiales de construcción; i) las distorsiones del tanque existente; condiciones j) de funcionamiento tales como / tasas de vaciado de llenado y la frecuencia. 4.2 Evaluación del techo del tanque 4.2.1 Generalidades 4.2.1.1 se verificará la integridad estructural del sistema de soporte de techo y el techo. 4.2.1.2 placas de techo corroídas a un espesor medio de menos de 0,09 in. en cualquier 100 en. 2 placas de área o de techo con los agujeros a través de la placa de techo deben ser reparados o reemplazados. 4.2.2 Los techos fijos 4.2.2.1 miembros de soporte de techo (vigas, vigas, columnas y bases) deberán ser inspeccionados para solidez mediante un método aceptable para el inspector responsable. Distorsionada (como fuera de plomada columnas), corroído, y los miembros dañados se evaluarán y reparados o reemplazados si es necesario. Debe prestarse especial atención a la posibilidad de severa corrosión interna de columnas de tubos (la corrosión no puede ser evidenciado mediante inspección visual externa). 4.2.2.2 Cuando se requiere una frangible conjunta de techo a la cáscara, evaluar por artículos que impactan el cumplimiento de requisitos de conformidad con API 650, Sección 5.10.2.6. Ejemplos de algunos elementos para evaluar incluyen tanque de abajo hacia shell corrosión articulación o 4-1 - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 4-2 API S ORMA 653 tanque de techo a shell modificación conjunta (tal como refuerzo de la articulación, la unión de pasamanos, u otro frangible cambio área de la articulación). 4.2.3 techos flotantes 4.2.3.1 Áreas de chapas de techo y pontones que exhiben grietas o perforaciones deben ser reparados o las secciones afectadas reemplazados. Agujeros a través de placas de techo deben ser reparados o sustituidos. 4.2.3.2 Las áreas que son enfrentados serán evaluadas para determinar la probabilidad de que a través de-picaduras se producen antes de la siguiente inspección interna programada. Si es así, las áreas afectadas deberán ser reparados o reemplazados. 4.2.3.3 Sistema de techo de soporte, sistemas de sello de perímetro, accesorios tales como una escalera rodante techo, dispositivos anti-rotación, sistemas de drenaje de agua, y los sistemas de ventilación serán evaluadas para las reparaciones o reemplazos necesarios. 4.2.3.4 Orientación para la evaluación de techos flotantes existentes se basa en los criterios de la API 650, Anexo C, para techos flotantes externos, y el anexo H para techos flotantes internos. Sin embargo, la actualización a cumplir con esta norma no es obligatoria. 4.2.4 Cambio de Servicio 4.2.4.1 Presión Interna Todos los requisitos de la norma aplicable de corriente (por ejemplo, API 650, anexo F) se considerarán en la evaluación y las alteraciones posteriores para el techo del tanque y la unión de techo a shell. 4.2.4.2 Presión externa En su caso, la estructura de soporte de techo (si existe), y la unión de techo a la cáscara se evaluarán los efectos de un vacío parcial diseño. Los criterios descritos en API 650, se utilizarán Anexo V. 4.2.4.3 Operación a temperatura elevada Todos los requisitos de API 650, anexo M, se considerará que antes de cambiar al servicio de un tanque para el funcionamiento a temperaturas superiores a 200 ° F. 4.2.4.4 El funcionamiento a baja temperatura que el diseño original Si se cambia la temperatura de funcionamiento a una temperatura más baja que el diseño original, se deberán cumplir los requisitos de la norma aplicable en cada momento para la temperatura más baja. 4.2.4.5 normal y ventilación de emergencia 4.2.4.5.1 se considerarán los efectos del cambio en las condiciones de funcionamiento (incluyendo el servicio del producto y las tasas de bombeo) en la ventilación normal y de emergencia. 4.2.4.5.2 Rejillas de ventilación deberán ser inspeccionados para su correcto funcionamiento y pantallas serán verificados para estar libres de obstrucciones. 4.3 Evaluación del tanque de Shell 4.3.1 Generalidades 4.3.1.1 Defectos, deterioro, u otras condiciones (por ejemplo, cambio de servicio, la reubicación, la corrosión mayor que la tolerancia de corrosión original) que podría afectar negativamente al rendimiento o la integridad estructural de la cáscara de un tanque existente deben ser evaluados y una determinación garantiza la idoneidad para destinado Servicio. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 4-3 4.3.1.2 La evaluación de la carcasa del tanque existente se llevará a cabo por un ingeniero tanque de almacenamiento e incluirá un análisis de la cáscara para las condiciones de diseño está destinado, según el espesor y el material de chapa de la carcasa existente. El análisis tomará en consideración todas las condiciones y combinaciones de carga prevista, incluyendo la presión debido a la cabeza de fluido estático, la presión interna y externa, las cargas de viento, cargas sísmicas, cargas vivas de techo, cargas de boquilla, la solución, y las cargas de fijación. cabo para determinar la naturaleza y extensión de la corrosión antes de elaborar un procedimiento de reparación. Picaduras normalmente no representa una amenaza importante para la integridad estructural global de una concha a menos presente en una forma grave con los huecos en las proximidades de uno al otro. Criterios para evaluar tanto la corrosión general y picaduras se definen a continuación. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 4.3.1.3 Shell corrosión se produce en muchas formas y grados variables de gravedad y puede resultar en una pérdida generalmente uniforme de metal sobre un área de gran superficie o en áreas localizadas. Las picaduras también puede ocurrir. Cada caso debe ser tratado como una situación única y una inspección minuciosa llevada a 4.3.1.4 Los métodos para determinar el espesor mínimo del depósito adecuado para el funcionamiento continuo se dan en 4.3.2, 4.3.3 y 4.3.4 (véase la Sección 6 de la frecuencia de la inspección). 4.3.1.5 Si los requisitos de 4.3.3 (soldadas) o 4.3.4 (remachadas) no puede ser satisfecho, las zonas corroídas o dañadas deben ser reparados, o el nivel de líquido admisible del tanque reducen, o se retiraron del tanque. El nivel de líquido admisible para el uso continuado de un tanque puede ser establecido mediante el uso de las ecuaciones para un espesor mínimo aceptable (véase 4.3.3.1 y 4.3.4.1) y resolviendo para la altura, MARIDO. El espesor real, tal como se determina mediante inspección, menos la tolerancia de corrosión se utiliza para establecer el límite de nivel de líquido. El nivel máximo de líquido de diseño, no debe superar. 4.3.2 Determinación de espesor real 4.3.2.1 Para la determinación de los espesores de control en cada curso shell cuando hay áreas de tamaño considerable corroído, espesores medidos se promediarán de acuerdo con el siguiente procedimiento (véase la figura 4.1). a) Para cada zona, el inspector autorizado determinará el espesor mínimo, t 2, en cualquier punto en el corroído área, con exclusión de los hoyos muy dispersos (véase 4.3.2.2). b) Calcular la longitud crítica, L: L 3.7 = dt 2 , pero no más de 40 pulg. dónde L es la longitud vertical máxima, en pulgadas, sobre el cual se supone tensiones circunferenciales a “promedio out” alrededor de discontinuidades locales; NOTA La longitud vertical real del área corroída puede exceder L. D es el diámetro del tanque, en pies; t2 es el menos espesor, en pulgadas, en una zona de la corrosión, exclusiva de pits. c) El inspector autorizado deberá decidir visualmente o de otra manera que el plano (s vertical) en la zona es probable que sea la más afectada por la corrosión. mediciones del perfil serán tomadas a lo largo de cada plano vertical para una distancia, L. En el plano (s), determinar el espesor promedio más bajo, t 1, promediado sobre una longitud de L, usando al menos cinco mediciones igualmente espaciados más de longitud L. d) Véase 4.3.3.1 para los valores mínimos permitidos para t 1 y t 2. También se considerarán las cargas adicionales en 4.3.3.4. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 4-4 diámetro del tanque re club británico t nom t avg t2 L Un área de la corrosión - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- bcde un Automóvil Llave SECCIÓN AA a - e inspección son planos Perfil lo largo del plano c, el plano seleccionados por el inspector. que tiene el espesor promedio más bajo, t 1. t 2 es el menos min. espesor en toda la zona, con exclusión de los hoyos. Procedimiento 1) Determinar t 2. 2) Calcular L = 3.7 dt 2, pero no más de 40 pulg. 3) Localizar L para obtener mínimo t avg, cual es t 1. Figura 4.1-La inspección de las zonas de corrosión e) Los criterios para la operación continua es el siguiente: yo) el valor t 1 deberá ser mayor que o igual a t min ( ver 4.3.3 o 4.3.4), sujeto a la verificación de todos los demás cargas que figuran en 4.3.3.5; ii) el valor t 2 deberá ser mayor que o igual a 60% de t min; y iii) ninguna concesión a la corrosión requerida para el servicio hasta el momento de la próxima inspección, se añade t min y 60% de t min. 4.3.2.2 Ampliamente dispersos pozos pueden ser ignorados, siempre que: a) no hay resultados profundidad de la picadura en el grosor de la cáscara restante es menor que la mitad del espesor de la cáscara tanque mínimo aceptable exclusiva de la tolerancia de corrosión; y b) la suma de sus dimensiones a lo largo de cualquier línea vertical no excede de 2 en. en un 8-in. longitud (véase la Figura 4.2). 4.3.3 Cálculo espesores mínimos de tanques soldadas Shell NOTA En, el espesor mínimo aceptable general ( t min) para un curso de cáscara entera se determina usando 4.3.3.1 a) con MARIDO determinado a la parte inferior de cada curso shell y los resultados se utilizan como base para juzgar la idoneidad para el servicio continuado para el tanque. Si se identifican las zonas adelgazadas localmente o si se investigan áreas específicas (como para una instalación de boquilla shell), el método de 4.3.3.1 b) se puede utilizar para completar la evaluación con MARIDO determinado para esa ubicación en particular. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 4-5 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN re 1 8 en. re 2 re 3 re 1 + re 2 + re 3 ???????????? Figura 4.2-Pit Medición 4.3.3.1 El espesor de la placa shell aceptable mínima para el servicio continuado será determinada por uno o más de los métodos indicados en este documento. Estos métodos se limitan a tanques con diámetros iguales a 200 pies o menos. a) Al determinar el espesor mínimo aceptable para un curso de cáscara entera, t min se calcula como sigue: t min 2.6 MARIDO ( -1 ) DG = ------------------------------------SE b) Al determinar el espesor mínimo aceptable para cualquier otras porciones de un curso shell (tal como una zona adelgazada localmente o cualquier otro - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- lugar de interés), t min se calcula como sigue: t min 2.6 HDG = -----------------------SE dónde t min es el espesor mínimo aceptable, en pulgadas para cada curso calculado a partir de la ecuación anterior; sin embargo, t min no podrá ser inferior a 0,1 en curso para cualquier tanque.; re es el diámetro nominal del tanque, en pies (ft); MARIDO es la altura desde el fondo del curso shell bajo consideración para el nivel máximo de líquido cuando la evaluación de un curso entero shell, en pies (ft); o es la altura de la parte inferior de la longitud L ( ver 4.3.2.1) desde el punto más bajo de la parte inferior de L de la zona adelgazada localmente para el nivel máximo de líquido, en pies (ft); o es la altura desde el punto más bajo dentro de cualquier localización de interés para el nivel máximo de líquido, en pies (ft); GRAMO es la más alta gravedad específica de los contenidos; Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 4-6 es la tensión máxima admisible en libras fuerza por pulgada cuadrada (lbf / in. 2); utilizar el menor de 0,80 Y o 0,429 T S para la parte inferior y segundo curso; utilizar el menor de 0,88 Y o 0,472 T para todos los demás cursos. tensiones de concha admisibles se muestran la Tabla 4.1 para los materiales que figuran en las ediciones actuales y anteriores de 12C API y API 650; NOTA para los tanques reconstruidos, S deben estar de acuerdo con el estándar aplicable actual; Y es el límite elástico mínimo especificado de la placa; utilizar 30.000 lbf / pulg. 2 si no se conoce; T es la más pequeña de la resistencia a la tracción mínima especificada de la placa o 80.000 lbf / in. 2; utilizar 55.000 lbf / in. 2 si no se conoce; mi es la eficiencia de la unión original para el tanque. Use la Tabla 4.2 en el caso original, mi es desconocido. E = 1,0 cuando se evalúa el espesor retiro en una placa corroída, cuando lejos de soldaduras o juntas por al menos la mayor de 1 pulg. O dos veces el espesor de la placa. 4.3.3.2 Si el depósito se pondrá a prueba hidrostática, la altura de la prueba hidrostática, MARIDO t, estará limitada por uno o más de los métodos siguientes. El tanque no se a) Después de determinar el espesor de control de un curso shell entero, MARIDO t calculado como sigue: S t et min MARIDO = t --------------- 2.6 re + 1 b) Después de determinar el espesor de control por 4.3.2.1 para un área adelgazada localmente, o en cualquier otro lugar de interés dentro de un curso de cáscara, MARIDO t se calcula como sigue: S t et min MARIDO = t --------------- 2.6 re dónde MARIDO est la altura desde el fondo del curso shell bajo consideración a la altura de prueba hidrostática en la evaluación de un curso entero shell en pies; o es la altura de la parte inferior de la longitud, L, ( ver 4.3.2.1) para el área más gravemente adelgazada en cada curso shell a la altura de prueba hidrostática en pies; o es la distancia entre el punto más bajo en cualquier otro lugar de interés para la altura de la prueba hidrostática en los pies; St es la tensión máxima permisible de prueba hidrostática en libras fuerza por pulgada cuadrada (lbf / in. 2); utilizar el menor de 0.88 Y o 0,472 T para la parte inferior y segundo curso; utilizar el menor de 0,9 Y o 0,519 T para todos los demás cursos. NOTA 1 Dependiendo de la gravedad específica del contenido usado para determinar t min, MARIDO t puede ser menor que MARIDO. Prueba de que el tanque MARIDO puede producir la zona corroída. NOTA 2 Si MARIDO t es menos que MARIDO, propietario / operador determinará la consecuencia y la aceptabilidad de operar el tanque de MARIDO, su nivel máximo de diseño líquido. Las reparaciones en secciones de concha anteriores MARIDO t deberán cumplir con los requisitos de 12.3.2. NOTA 3 Para los tanques reconstruidos, S t será por la actual norma vigente. 4.3.3.3 Alternativamente, el espesor de la placa shell mínimo aceptable para los tanques con diámetros iguales a o menos de 200 pies se puede calcular de acuerdo con el método del punto de diseño variable en API 650, 5.6.4, sustituyendo “ S × mi " para " S “; mi y S se puede definir como en 4.3.3.1. 4.3.3.4 El método de punto de diseño variable se utiliza para tanques mayores de 200 pies de diámetro, con todas las variables se definen como en 4.3.3.1. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- llena por encima del nivel determinado por el menor valor de MARIDO t se determina a continuación. 4-7 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tabla 4.1-máxima permitida Shell Destaca (no para uso de las bombas reconstruidas, véase la nota 6) permisible Producto Estrés, S ( lbf / pulg. 2) ( Nota 7) Mínima tensión de Especificación de material y Grado fluencia especificada, Y ( lbf / pulg. 2) hidrostática permisible Prueba de esfuerzo, S t ( lbf / pulg. 2) ( Nota 7) Resistencia a la tracción Dos menores Cursos Cursos Superiores mínima Dos menores Cursos Cursos Superiores especificada, T ( lbf / pulg. 2) Las especificaciones de la ASTM 30000 30000 36000 34000 51.000 55000 55000 58000 58000 71.000 23.600 23.600 24,900 24,900 30.500 26000 26000 27.400 27.400 33.500 26000 26000 27.400 27.400 33.500 27000 27000 30.100 30.100 36.800 A573-58 A573-65 A573-70 32000 35000 42000 58000 65000 70000 24,900 27.900 30000 27.400 30.700 33000 27.400 30.700 33000 28.800 31.500 36.300 A516-55 A516-60 A516-65 A516-70 30000 32000 35000 38000 55000 60000 65000 70000 23.600 25.600 27.900 30000 26000 28.200 30.700 33000 26000 28.200 30.700 33000 27000 28.800 31.500 34.200 A662-B A662-C A537-Class 1 A537-Class 2 40000 43000 50000 60000 65000 70000 70000 80000 27.900 30000 30000 34300 30.700 33000 33000 37.800 30.700 33000 33000 37.800 33.700 36.300 36.300 41.500 50000 50000 60000 50000 50000 30000 33000 30000 32000 70000 70000 80000 70000 70000 55000 60000 55000 60000 30000 30000 34300 30000 30000 23.600 25.700 23.600 25.600 33000 33000 37.800 33000 33000 26000 28.300 26000 28.200 33000 33000 37.800 33000 33000 26000 28.300 26000 28.200 36.300 36.300 41.500 36.300 36.300 27000 29.700 27000 28.800 A 283-C A285-C A36 A131-A, B, CS A131-EH 36 A633-C, D A678-A A678-B A737-B A841 A10 (Nota 1) A7 (Nota 1) A442-55 (Nota 1) A442-60 (Nota 1) Especificaciones CSA G40.21, 38W G40.21, 44W G40.21, 50W G40.21, 50wt Desconocido (Nota 2) 38000 44000 50000 50000 60000 65000 65000 70000 25.700 27.900 27.900 30000 28.300 30.700 30.700 33000 28.300 30.700 30.700 33000 31100 33.700 33.700 36.300 30000 55000 23.600 26000 26000 27000 21000 nota 4 21000 21000 nota 4 21000 21000 nota 4 21000 21000 nota 4 21000 Los tanques remachados: A7, A9 o A10 (Nota 1, Nota 3) NA Conocido (Nota 4) Desconocido (Nota 5) N/A Y N/A T N/A NOTA 1 ASTM A7, A9 ASTM, ASTM A10 y A442 ASTM son especificaciones de materiales ASTM obsoletos previamente enumerados en 12C API y API 650. NOTA 2 La tensión de fluencia y los valores de resistencia a la tracción mostrados son por API 653 para el material de ASTM soldada de origen desconocido. NOTA 3 Esta disposición es para tanques remachadas, construidos de cualquier grado de material, evaluada por 4.3.4.1 de este estándar. NOTA 4 Esta disposición es para tanques remachadas, construidos de los grados conocidos de material, evaluados por 4.3.4.2 de este estándar. Para todos los cursos, la tensión máxima permisible shell tanto para productos y condiciones de prueba hidrostática se enumeran en la columna para el estrés producto permisible, S. NOTA 5 Esta disposición es para tanques remachadas, construida de grados desconocidos de material, evaluados por 4.3.4.2 de este estándar. NOTA 6 Las tensiones admisibles en los tanques reconstruidas se tabulan en la API 650, 5-2a tabla o 5-2b o calculados por 8.4 de esta norma. NOTA 7 Las tensiones admisibles se calculan por 4.3.3.1 y 4.3.3.2 de este estándar, a menos que se indique lo contrario. Las tensiones admisibles calculados son redondeados al 100 lbf más cercano / in. 2. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 4-8 Tabla Eficiencias 4,2-conjuntos para las juntas soldadas Edición y Año Estándar Séptima y más tarde (1980 hasta la actualidad) API 650 Primero a Sexto Tipo de unión Eficiencia conjunta mi Extremo 1.00 Norma básica Extremo 0.85 Anexo A Spot RT Extremo 0.70 Extremo 0.85 Norma básica Extremo 1.00 Anexos D y G Extremo 0.85 Regazo un 0.75 Extremo do 0.85 Regazo un (1961 a 1978) 14 y 15 (1957-1958) 3 al 13 de (1940 a 1956) 12C API Primer y Segundo (1936-1939) Aplicabilidad o límites Regazo segundo Anexo A Sin RT 3/8 en. máx. t 0.70 7/16 en. máx. t 0.50 + k / 5 1/4 en. máx. t Extremo do 0.85 Regazo un 0.70 7/16 en. máx. t 0.50 + k / 5 1/4 en. máx. t Regazo segundo Desconocido Extremo 0.70 Regazo re 0.35 un Llena de doble vuelta con soldadura. segundo soldadura de filete completa con al menos 25% intermitente lado opuesto completo filete; k = por ciento de soldadura intermitente expresa en forma decimal. do Se permitió articulaciones individuales soldadas a tope con una barra de apoyo de los años 1936 a 1940 y 1948 a 1954. d Sola vuelta-soldada solamente. 4.3.3.5 Las determinaciones de espesor de 4.3.3.1, 4.3.3.2, 4.3.3.3 y consideran carga de líquido solamente. Todas las demás cargas también serán evaluadas de acuerdo con el estándar original de la construcción; y el juicio técnico se utiliza para evaluar diferentes condiciones o nueva información. Según sea el caso, las siguientes cargas se tendrán en cuenta: a) pandeo inducida por el viento; b) cargas sísmicas; c) funcionamiento a temperaturas superiores a 200 ° F; d) de vacío inducida por la presión externa; e) cargas externas causadas por tuberías, equipos tanque montado, mantenga pulsada orejetas, etc .; f) de vuelco inducido por el viento; g) cargas debidas al asentamiento. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 4-9 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 4.3.3.6 Como alternativa a los procedimientos descritos anteriormente, cualquier adelgazamiento de la carcasa del tanque por debajo del mínimo requerido espesor de la pared debido a la corrosión u otro desperdicio puede ser evaluado para determinar la idoneidad para el servicio continuo empleando el diseño de métodos de análisis definidos en la sección VIII, división 2 , Apéndice 4 del Código ASME; o API 579-1 / ASME FFS-1, Sección 4, Sección 5, o la Sección 6, como sea aplicable. Cuando se utilizan los criterios de ASME, el valor de la tensión utilizada en el diseño original del depósito deberá ser sustituido por el S metro Valor de la División 2, si el esfuerzo de diseño es menor o igual a la menor de 2/3 Y ( límite elástico mínimo especificado) o 1/3 T ( especificado resistencia a la tracción mínima). Si la tensión de diseño original es mayor que 2/3 Y o 1/3 T, a continuación, el menor de 2/3 Y o 1/3 T se sustituirán por S metro. 4.3.4 Cálculo espesores mínimos de clavado del tanque de Shell 4.3.4.1 El espesor mínimo aceptable para granadas de tanque remachadas se calculará utilizando la ecuación en 4.3.3.1, excepto que se utilizaron los siguientes criterios de tensión admisible y eficiencias conjuntas: es 21.000 lbf / in. 2; mi es 1,0 para la placa de cáscara 6 pulg. o más lejos de remaches. Véase la Tabla 4.3 para las eficiencias conjuntas de lugares dentro de 6 pulg. De remaches. 4.3.4.2 Las eficiencias conjuntos remache dados en la Tabla 4.3 son mínimos conservadoras para detalles de la construcción del tanque remachadas y se incluyen para simplificar evaluaciones tanque remachadas. Sin embargo, en algunos casos puede ser ventajoso para calcular las eficiencias conjuntos de remache real utilizando métodos computacionales aplicables a LAP y tipo a tope juntas remachadas. Cuando se utiliza esta alternativa de las eficiencias conjuntos calculados, se aplicarán las siguientes tensiones máximas admisibles: a) para la tensión de tracción máxima en la sección de red de la placa, utilice el menor de 0,80 Y o 0,429 T; utilizar 21.000 lbf / in. 2 Si T o Y es desconocido; b) para el esfuerzo cortante máximo en la sección neta de remache, utilizar 16.000 lbf / in. 2; c) para la tensión máxima de cojinete en las placas o remaches, utilice 32.000 lbf / in. 2 para remaches en cortante simple y 35.000 lbf / pulg. 2 para remaches de doble cizalla. 4.3.4.3 Para tanques con juntas remachadas, se tendrá en cuenta de si, y en qué medida, la corrosión afecta a tales juntas. Si los cálculos muestran que existe exceso de espesor, este exceso se puede tomar como tolerancia de corrosión. 4.3.4.4 Las cargas no líquidas (véase 4.3.3.5) también se considerarán en el análisis de los tanques remachadas. Tabla 4.3 Eficiencias-conjuntos para las juntas remachadas Tipo de unión Número de filas Eficiencia conjunta remache mi Regazo 1 0.45 Regazo 2 0.60 Regazo 3 0.70 Regazo 4 0.75 Extremo un 2 segundo 0.75 Extremo 3 segundo 0.85 Extremo 4 segundo 0.90 Extremo 5 segundo 0.91 Extremo 6 segundo 0.92 un Todas las juntas de tope a tope mencionados tienen correas tanto dentro como fuera. segundo Número de fila en cada lado de la línea de centro de la articulación. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- S 4-10 API S ORMA 653 4.3.5 Distorsiones 4.3.5.1 distorsiones Shell incluyen fuera de redondez, áreas de abrochado, puntos planos, y en horas pico y las bandas en las juntas soldadas. 4.3.5.2 distorsiones Shell puede ser causada por varias afecciones como el asentamiento de la cimentación, más o de menos de presionar, de alta viento, pobre fabricación concha, o técnicas de reparación, y así sucesivamente. 4.3.5.3 Shell distorsiones serán evaluados de forma individual para determinar si se consideran aceptables para poder seguir prestando servicio tanque y / o el alcance de las medidas correctivas condiciones específicas. 4.3.6 defectos Defectos tales como grietas o laminaciones serán examinados a fondo y evaluados para determinar su naturaleza y el alcance y la necesidad de reparación. Si se necesita una reparación, un procedimiento de reparación debe ser desarrollado e implementado. El requisito para la reparación de cicatrices tales como huelgas de arco, gubias, o lágrimas de las soldaduras de fijación temporales debe ser evaluado en una base de caso por caso. Las grietas en la soldadura-shell-a abajo deberán ser retirados. 4.3.7 Las vigas de viento y refuerzos Shell La evaluación de un proyectil de un tanque existente para determinar su idoneidad para el servicio también debe tener en cuenta los detalles y estados de cada vigas de viento o refuerzos de concha. La degradación por la corrosión de estos elementos estructurales o de sus soldaduras de fijación a la cubierta puede hacer que estos elementos inadecuados para las condiciones de diseño. 4.3.8 Las soldaduras Shell El estado de las soldaduras de la estructura del tanque deberá ser evaluado para determinar su idoneidad para el servicio utilizando criterios de esta norma, la norma como una función de, o la evaluación de la aptitud para el servicio. se evaluarán los defectos o deterioro tales como corrosión o picaduras de las soldaduras existentes. Si se establecerán necesarios, los procedimientos de reparación adecuadas o la altura de llenado del tanque segura reevaluado. Algunos defectos soldadas a tope típica de concha y procedimientos recomendados para las reparaciones se dan en 9.6. 4.3.9 Las penetraciones de Shell 4.3.9.1 La condición y los detalles de las penetraciones existentes shell (boquillas, pozos de acceso, aberturas cleanout, etc.) serán revisados al evaluar la integridad de un proyectil de un tanque existente. Detalles tales como el tipo y el alcance de refuerzo, el espaciado de soldadura, y el espesor de los componentes (placa de refuerzo, el cuello de la boquilla, la brida atornillado, y la placa de cubierta), son consideraciones importantes y deben revisarse para verificar la adecuación estructural y el cumplimiento de la norma como incorporado. soldaduras existentes en la carcasa del tanque que no deben ser modificados o afectados por reparaciones y están más cerca de lo requerido por la API 650 (Séptima edición o posterior) son aceptables para el servicio continuo si las soldaduras son examinados por el método de partículas magnéticas y no tienen defectos rechazables o indicaciones. Molienda para eliminar defectos de soldadura es permisible si los satisface los requisitos de tamaño de perfil de espesor de base y de soldadura resultantes. reparaciones de soldadura no pueden ser utilizados para aceptar separaciones de soldadura más cerca de lo permitido por la API 650 (Séptima edición o posterior) salvo lo permitido por 9.10.2.7. Cualquier otro incumplimiento, o deterioro debido a la corrosión, deben ser evaluados y procedimientos de reparación establecidos en los lugares apropiados o el tanque de re-clasificación, según sea necesario. 4.3.9.2 espesor de la pared de la boquilla será evaluado por presión y todas las otras cargas. 4.3.10 Operación a temperaturas elevadas Tanques de construcción soldada que operan a temperaturas elevadas (superiores a 200 ° F, pero menos de 500 ° F) se evaluará la idoneidad del servicio. Los requisitos de esta sección se basan en parte en los requisitos de API 650, anexo M. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 4-11 4.3.10.1 un funcionamiento continuo a temperaturas elevadas 4.3.10.1.1 tanques existentes que fueron diseñados originalmente y construidos para los requisitos de API 650, Anexo M- 1a o M-1b, serán evaluadas por un servicio continuado, como sigue. a) La carcasa del tanque deberá ser evaluado en conformidad con 4.3.3, excepto que la tensión admisible ( S) para toda la cáscara cursos no deberán exceder de 0,80 Y. El valor de Y se tomará como el mínimo especificado límite de elasticidad del material de la cáscara multiplicado por el factor de reducción de resistencia a la fluencia en de API 650, Tabla M-1. Cuando no se conoce el límite elástico mínimo especificado del material de la cáscara, la evaluación se basa en un valor supuesto de 30.000 lbf / pulg. 2. b) Si el material de placa de fondo en la zona crítica se ha reducido en espesor más allá de las disposiciones de la tolerancia de corrosión fondo del depósito original, en su caso, la articulación-shell-a abajo será evaluada para temperatura elevada, carga de líquido y los ciclos térmicos. La técnica de análisis simplificado recomendado en API 650, Sección M.4, se puede utilizar para satisfacer este requisito. 4.3.10.1.2 Existente tanques de servicio temperatura elevada que no fueron originalmente diseñados y construidos para los requisitos de API 650, anexo M, pero que tienen un exitoso servicio de la historia de la operación será evaluada para el servicio continuo como se señala en 4.3.10.1.1. Si el diámetro del tanque excede de 100 pies y el tanque no se construyó con un anillo anular a tope soldada, se requiere un análisis de la zona crítica [véase 4.3.10.1.1 b)]. Además, la temperatura de funcionamiento máxima no excederá las temperaturas a las que el tanque ha operado con éxito en el pasado. 4.3.10.2 La conversión a la operación a temperaturas elevadas tanques que no fueron diseñados originalmente y construidos para los requisitos de API 650 existente, Anexo M será evaluada para un cambio de servicio a temperaturas elevadas como sigue. a) La carcasa del tanque deberá ser evaluado en conformidad con API 650, Anexo M. no se utilizará Las tensiones de concha permisibles de este estándar (API 653). - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- b) La necesidad de un anillo anular soldadas a tope se determinará de conformidad con API 650, anexo M y se instala si es necesario. c) La cáscara a abajo conjunta se evaluó para las condiciones de fatiga. Además, la adecuación del material de la placa inferior en la zona crítica se basa en los requisitos de esta norma. 4.4 Evaluación del tanque inferior 4.4.1 Generalidades estrategias de inspección del fondo del tanque deberán proporcionar datos adecuado que, cuando se utiliza con los procedimientos de este estándar, determinará la integridad fondo del tanque necesaria para prevenir la fuga de fluidos que pueden causar daños al medio ambiente. Cada aspecto de fenómenos de corrosión, y otra fuga o fallo mecanismo potencial debe ser examinado. La evaluación periódica de la integridad fondo del tanque se lleva a cabo además de las inspecciones internas especificados en 6.4. El período de evaluación deberá ser menor o igual que el intervalo de inspección interna apropiada dada en 6.4.2. El uso de pruebas de detección de fugas o sistemas de seguimiento (tales como los dobles fondos o revestimientos bajo fondos de tanques con tubos de detección de fugas) va a satisfacer el requisito de evaluación periódica entre las inspecciones internas. asentamiento de la cimentación excesivo de los tanques de almacenamiento puede afectar a la integridad de los proyectiles de tanques y el fondo. Por lo tanto, el seguimiento del comportamiento de asentamiento de los tanques es una práctica reconocida para evaluar la integridad de fondos de tanques. Ver Anexo B para la evaluación de las técnicas para la liquidación del fondo del tanque. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 4-12 API S ORMA 653 4.4.2 causas de un fallo de fondo La siguiente lista ofrece algunas de las causas históricas de fugas fondo del tanque o el fracaso que deban ser considerados en la decisión de la línea, reparar o reemplazar un fondo del tanque: a) las tasas de picaduras y picaduras internas en el servicio anticipado; b) la corrosión de las juntas de soldadura (soldadura y la zona afectada por el calor); c) soldar historia de craqueo conjunta; d) las tensiones colocadas en las placas de fondo por las cargas de soporte del techo y la solución de la cáscara; e) la corrosión inferior (normalmente en forma de picaduras); f) un drenaje inadecuado resultante en el agua superficial que fluye bajo el fondo del tanque; g) la falta de un anillo de la placa anular cuando se requiera; h) Solución de desigual que da como resultado altas tensiones localizadas en las placas inferiores; i) columnas de soporte del techo u otros soportes soldados a la parte inferior del depósito donde no se hizo prestación adecuada de movimiento; j) almohadillas de roca o fundación grava con inadecuadamente lleno-en huecos en la superficie; k) de llenado no homogéneo bajo el fondo del tanque (por ejemplo, un trozo de arcilla en una base de cimiento de arena); l) sumideros soportadas de forma inadecuada. 4.4.3 Tanque Sistemas de Prevención de la parte inferior de lanzamiento (RPS) API es compatible con el uso de un sistema de prevención de liberación (RPS) para mantener la integridad de fondos de tanques. El término RPS se refiere al conjunto de normas API y prácticas recomendadas que están diseñados para mantener la integridad del tanque y así proteger el medio ambiente. Con respecto a los fondos de tanques, estos incluyen: inspección interna del fondo del tanque; fugas sistemas de detección y pruebas de fugas del tanque; la instalación de protección catódica para el lado inferior del fondo del tanque; que recubre la parte inferior de la parte interior del tanque; proporcionando una barrera prevención de liberación (RPB) bajo el fondo del tanque; o alguna combinación de estas medidas, dependiendo del entorno de funcionamiento y servicio del tanque. 4.4.3.1 Inspección Interna La inspección interna del fondo del tanque tiene por objeto evaluar la integridad de fondo actual e identificar las condiciones problemáticas que pueden conducir a la futura pérdida de integridad. técnicas internas de inspección, tales como monitoreo de asentamiento parte inferior, y consideraciones para determinar la frecuencia de inspección apropiado, se encuentran en 4.4.6, Sección 6, Anexo B, Anexo C, y en otros lugares. 4.4.3.2 fugas sistemas de detección y pruebas de fugas sistemas de detección de fugas del tanque y la prueba de fugas están destinadas a identificar, cuantificar, y / o localizar un fallo de la integridad fondo del tanque que no es detectable visualmente o mediante la reconciliación de inventario. Detección de fugas puede ser integral con el diseño del tanque, ya sea como construido o modificado (por ejemplo RPB con monitorización intersticial) o pueden funcionar por separado (por ejemplo, control de vapor del suelo y marcador químico); puede ser operado por el propietario del tanque o como una tercera prueba o servicios de terceros; y puede detectar fugas de forma continua o de forma periódica. sistemas de detección de fugas de tanques y métodos de prueba se enumeran y se discuten en API 575. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 4-13 4.4.3.3 Protección catódica sistemas de protección catódica están destinadas a mitigar la corrosión de superficies de acero en contacto con el suelo, tales como la cara inferior del fondo de los tanques. Una base de selección para los sistemas de protección catódica está cubierto por API 651. 4.4.3.4 Protección de la guarnición interna revestimientos interiores y revestimientos para el lado superior del fondo del tanque están destinadas a mitigar la corrosión, proporcionando una barrera entre el fondo del tanque y fuentes de corrosión. forros Aplicadas y recubrimientos para superficies internas de fondos de tanques están cubiertos por API 652. 4.4.3.5 Las barreras de prevención de liberación (RPBS) Un RPB incluye fondos de acero, materiales sintéticos, revestimientos de arcilla, bloques de hormigón, y todas las otras barreras o combinaciones de las barreras colocadas en la parte inferior de o debajo de un tanque, que tiene la función de: 1) prevenir el escape de material liberado, y diseño RPB se trata en detalle en el anexo I de API 650. La sustitución de fondos de tanques se cubre en 9.10.2. Si se toma la decisión de reemplazar una parte inferior existente, API es compatible con la evaluación de la instalación de un RPB o el uso continuado de un RPS. La evaluación debe considerar la eficacia de otros controles RPS, el producto almacenado, la ubicación del tanque, y sensibilidad ambiental. 4.4.4 Mediciones Placa grueso inferior Varios métodos para determinar tanque inferior corrosión placa soilside están disponibles. Los métodos varían en la medida en que pueden medir de manera fiable la corrosión general y picaduras. Una combinación de estos métodos puede ser necesario junto con técnicas de extrapolación y análisis para establecer las condiciones probables de todo el fondo del tanque. pérdida de flujo (MFL) herramientas magnéticas se utilizan comúnmente, junto con las herramientas de medición de espesor por ultrasonido (UT), para examinar fondo de los tanques. técnicas de medición de espesor por ultrasonidos se utilizan a menudo para confirmar y cuantificar adicionalmente los datos obtenidos mediante el examen MFL, pero estas técnicas no pueden ser requeridos dependiendo del procedimiento y la aplicación específica. La calidad de los datos obtenidos a partir de tanto técnicas de espesor por ultrasonido MFL y depende de personal, equipo y procedimientos. Anexo G puede utilizarse para proporcionar una guía en personal y procedimientos para obtener los datos de espesor de clasificación. 4.4.5 El espesor mínimo de la placa inferior del tanque Cuantificar el espesor restante mínimo de fondos de tanques en base a los resultados de medición se puede realizar por el método descrito en 4.4.5.1. Se pueden utilizar otros enfoques, tales como el método probabilístico en 4.4.5.2. 4.4.5.1 Un método aceptable para el cálculo del espesor inferior mínimo aceptable para todo el fondo o porciones de los mismos es la siguiente: MRT = ( mínimo de RT antes de Cristo o RT ip) - O r ( StP r + ARRIBA r) dónde MRT es el mínimo espesor remanente al final del intervalo O r . Este valor debe cumplir con los requisitos de Tabla 4.4 y 4.4.5.4 y 4.4.6; Or es el intervalo en el servicio de operación (año hasta el siguiente inspección interna) que no exceda de la permitida por 6.4.2; Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 2) que contiene o canalización de material liberado para detección de fugas. 4-14 API S ORMA 653 RT antes de Cristo es el mínimo espesor de la corrosión lado inferior que queda después de reparaciones; RT ip StP r es el mínimo espesor de la corrosión interna que queda después de reparaciones; es la tasa máxima de la corrosión no se repara en el lado superior. StP r = 0 para las áreas recubiertas de la parte inferior. La vida esperada del revestimiento debe ser igual o superior O r usar StP r = 0; ARRIBA r es la tasa máxima de la corrosión en el lado inferior. Para calcular la velocidad de corrosión, utilizar el mínimo espesor remanente después de las reparaciones. Suponer una tasa lineal basada en la edad de los tanques. ARRIBA r = 0 para las áreas que tienen protección catódica efectiva. NOTA 1 Para áreas de una parte inferior que han sido escaneados por la fuga de flujo magnético (o exclusión) de proceso, y no tienen protección catódica eficaz, el espesor utilizado para el cálculo de ARRIBA r debe ser el menor de entre el umbral de MFL o el espesor mínimo de las áreas de corrosión que no se reparan. El umbral de MFL se define como el espesor mínimo restante para ser detectado en las áreas examinadas. Este valor debe ser predeterminada por el propietario del tanque basado en el intervalo de inspección deseada. Áreas de corrosión lado inferior que se reparan deben ser evaluados con la tasa de corrosión para el área reparada a menos que la causa de la corrosión se ha eliminado. La evaluación se realiza mediante el uso de la velocidad de corrosión de la zona reparada para ARRIBA r, y la adición de la placa de parche (si se usa) de espesor con el término “mínimo de RT antes de Cristo o RT ip. " NOTA 2 La corrosión de la placa inferior incluye la pérdida de metal de la corrosión aislado o general. 4.4.5.2 Para el método probabilístico, un análisis estadístico se hace de datos de espesor a partir de mediciones (véase 4.4.6) que se proyecta espesor remanente, en base a la exploración de la muestra de la parte inferior. 4.4.5.3 Si los espesores inferiores mínimos, al final del período en servicio de funcionamiento, se calculan a ser menor que los espesores de renovación inferiores mínimos dados en la Tabla 4.4, o menor que los espesores de renovación inferiores mínimos que proporcionan riesgo aceptable tal como se determina por un RBI evaluación por 6.4.2.2.2, el fondo estará revestida, reparar, sustituir, o el intervalo de la siguiente inspección interna acorta. 4.4.5.4 A menos que se lleva a cabo un análisis de estrés, el espesor de placa de fondo mínimo en la zona crítica del fondo del tanque se define en 9.10.1.2 será el menor de la mitad del espesor original placa de fondo (no incluyendo la tolerancia de corrosión original) o 50% de t min del curso inferior de la cubierta por 4.3.3.1 pero no menos de 0,1 en. picaduras aislado no afectará apreciablemente a la resistencia de la placa. 4.4.5.5 La reparación de picaduras interna, cuando se realiza para extender el período durante el servicio de operación, será por soldadura en boxes, soldadura de superposición, o parches regazo, seguido de inspección y pruebas. El grado de reparaciones de soldadura se limita en la zona crítica de acuerdo con 9.10.1.2. 4.4.5.6 El tratamiento de picaduras parte inferior por el uso de las reparaciones no soldadas (por ejemplo, recubrimientos, selladores) no se puede utilizar para aumentar RT ip para el cálculo de MRT. 4.4.5.7 El espesor de la proyección de la placa de fondo más allá de la cáscara tal como se mide en la punta de la parte exterior soldadura de filete de abajo hacia cáscara no deberá ser inferior a 0,1. La proyección de la placa de fondo más allá de la punta exterior de la cubierta a shell soldadura -fondo será de al menos 3/8 en. 4.4.6 El espesor mínimo para Ring placa anular 4.4.6.1 Debido a los requisitos de resistencia, el espesor mínimo del anillo de la placa anular es por lo general mayor que 0,10 pulg. Picaduras aislado no afectará apreciablemente la resistencia de la placa. A menos que se realizó un análisis de estrés, el espesor de la placa anular debe estar de acuerdo con 4.4.6.2 o 4.4.6.3, según corresponda. 4.4.6.2 Para tanques en servicio con una gravedad específica del producto de menos de 1,0, que requieren placas anulares para otra cosa que las consideraciones de carga sísmica, el espesor de las placas anulares no deberá ser menor que los espesores dados en - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 4-15 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tabla 4.5, más cualquier tolerancia de corrosión especificado. La interpolación se permite dentro de la Tabla 4.5 basado en estrés shell determinado por Nota b de la Tabla 4.5. 4.4.6.3 Para tanques en servicio con una gravedad específica del producto de 1,0 o mayor, que requieren placas anulares para otra cosa que las consideraciones de carga sísmica, el espesor de las placas anulares debe estar de acuerdo con API 650, Tabla 5-1a o 5- 1b, más cualquier tolerancia de corrosión especificado. La interpolación se permite dentro de API 650, Tabla 5-1a o 5-1b basa en el estrés shell determinado por Nota b de API 650, Tabla 5-1. 4.4.6.4 Para tanques que utilizan espesados placas anulares para consideraciones sísmicas, una evaluación sísmica se realizará de acuerdo con los requisitos de la norma como construido, usando el espesor real de la placa anular existente. 4.4.6.5 Para el espesor y la proyección de la placa anular más allá de la carcasa, véase 4.4.5.7. Tabla 4.4-placa inferior mínimo espesor mínimo espesor de la chapa inferior al siguiente inspección Fondo del Tanque / Diseño Fundación (en.) fondo del tanque / diseño de la cimentación con no hay medios para la 0.10 detección y la contención de una fuga inferior. fondo del tanque / diseño de la cimentación con medios para proporcionar 0.05 la detección y la contención de una fuga inferior. fondo del tanque Applied reforzado revestimiento, > 0,05 pulg. De espesor, de acuerdo con API 652. 0.05 Tabla 4.5-anular espesores de la placa de fondo (in.) (Producto Gravedad Específica <1,0) Espesor de la placa un Estrés segundo en el primer curso de Shell (Lbf / in. 2) En primer lugar de Shell Curso (en.) t ≤ 0.75 <24 300 <27 000 <29 700 <32 400 0.17 0.20 0.23 0.30 0,75 < t ≤ 1.00 0.17 0.22 0.31 0.38 1,00 < t ≤ 1.25 0.17 0.26 0.38 0.48 1,25 < t ≤ 1.50 0.22 0.34 0.47 0.59 0.27 0.40 0.53 0.68 t > 1.50 NOTA Los espesores indicados en la tabla se basan en el fundamento proporcionar un soporte uniforme bajo la - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- anchura completa de la placa anular. A menos que la base se compacta correctamente, en particular en el interior de un Ringwall hormigón, asentamiento producirá tensiones adicionales en la placa anular. un Espesor de la placa se refiere a la carcasa del tanque como construido. segundo Destaca se calculan a partir [2.34 D (H - 1)] / t. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 4-16 API S ORMA 653 Evaluación 4.5 Fundación del tanque 4.5.1 general 4.5.1.1 Las principales causas de deterioro son bases de liquidación, la erosión, el agrietamiento y deterioro del hormigón iniciado por: calcinación, el ataque de las aguas subterráneas, el ataque por las heladas, y el ataque de álcalis y ácidos. Para garantizar la aptitud para el servicio, todas las fundaciones de tanques deberán ser inspeccionados periódicamente (véase el apartado 6.3). 4.5.1.2 Algunos mecanismos de deterioro del hormigón se describen brevemente a continuación. a) La calcinación (pérdida de agua de hidratación) puede ocurrir cuando el hormigón ha sido expuesto a una temperatura suficientemente alta durante un período de tiempo. Durante los períodos de enfriamiento intermedio, el hormigón puede absorber la humedad, se hinchan, pierde su fuerza, y de la grieta. b) el deterioro de hormigón se expone al agua subterránea puede ser causada por ataque químico, por cambios cíclicos en la temperatura, y mediante la congelación de la humedad. c) La expansión de congelación de humedad en el hormigón poroso, o en hormigón con grietas de asentamiento menor o grietas de temperatura, puede dar lugar a d) de tipo sulfato de álcalis, y en menor medida, cloruros, pueden actuar corrosivamente para destruir la unión del hormigón. e) grietas de temperatura (grietas finas de anchura uniforme) no afectan gravemente a la resistencia de la estructura de cimentación de hormigón; sin embargo, estas grietas pueden ser posibles puntos de acceso para la humedad o la filtración de agua que eventualmente podría resultar en la corrosión del acero de refuerzo. 4.5.1.3 Cuando un tanque se va a utilizar en temperatura elevada [> 93 ° C (200 ° F)] servicio, las disposiciones de la API 650, Sección B.6 se considerará en la evaluación de la idoneidad para el servicio de la base del tanque. 4.5.2 Reparación Fundación o reemplazo 4.5.2.1 Si hay una necesidad de reemplazo de fundación o instalación, el nuevo perfil de elevación fundación debe cumplir con la tolerancia en 10.5.6. Alternativamente, si la nueva fundación se va a construir hasta la parte inferior, el cambio de la nivelación de la cuba no se requiere si revisado y aprobado por un ingeniero tanque de almacenamiento teniendo en cuenta la verticalidad de la cáscara, la presencia, o ausencia de distorsión de la cáscara, y original la nivelación de construcción que garantiza que sale del tanque en el estado actual de la nivelación. 4.5.2.2 almohadillas de hormigón, ringwalls, y muelles, que muestran evidencia de exfoliación, grietas estructurales, o deterioro general, deben ser reparados para evitar que el agua entre en la estructura de hormigón y la corrosión del acero de refuerzo. 4.5.3 tornillos de anclaje La distorsión de los pernos de anclaje y el craqueo excesivo de las estructuras de hormigón en las que está inmersa pueden ser indicaciones de uno u otro asentamiento de la cimentación seria o una condición de elevación de sobrepresión del tanque. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- desprendimiento y / o el desarrollo de grietas estructurales graves. Sección 5-Consideraciones frágil fractura 5.1 general En esta sección se proporciona un procedimiento para la evaluación de los tanques existentes para la adecuación para un funcionamiento continuo o cambio de servicio con respecto al riesgo de rotura frágil y no complementar o sustituir los requisitos de la Sección 12 para el examen y ensayo para la prueba hidrostática de reparado , modificado o tanques reconstruida. El procedimiento se aplica a ambos tanques soldadas y remachadas; sin embargo, el procedimiento se basa principalmente en la experiencia y los datos obtenidos a partir de tanques soldados. 5.2 Consideraciones básicas 5.2.1 Un árbol de decisión (véase la Figura 5.1) se utiliza para presentar el procedimiento de evaluación de fallo debido a la rotura frágil. El árbol de decisión se basa en los siguientes principios. 5.2.2 En todos los casos notificados de falla del tanque debido a la rotura frágil, ya sea fallo se produjo poco después de la erección durante la prueba hidrostática o en el primer llenado en frío, después de un cambio de temperatura de servicio inferior, o después de una reparación / alteración. Esta experiencia muestra que una vez que un tanque ha demostrado la capacidad para resistir los efectos combinados de nivel máximo de líquido (tensiones más altas) y la más baja temperatura de funcionamiento sin fallar, el riesgo de fallo debido a la rotura frágil con un servicio continuo es mínima. 5.2.3 Cualquier cambio en el servicio debe ser evaluado para determinar si aumenta el riesgo de fallo debido a la rotura frágil. En el caso de un cambio a un servicio más grave (como operando a una temperatura más baja o se manipule el producto en una gravedad específica más alta), es necesario tener en cuenta la necesidad de una prueba hidrostática para demostrar que son aptas para un nuevo servicio más severo. se deben considerar los siguientes aspectos: a) la probabilidad de reparaciones / alteraciones ya que la prueba hidrostática original no cumplir con los requisitos de esta norma; b) el deterioro del depósito desde prueba hidrostática originales. 5.3 Procedimiento de Evaluación 5.3.1 Se deberá utilizar el procedimiento de evaluación se ilustra en la Figura 5.1. Cada uno de los pasos clave, numerados del 1 al 11 en el árbol de decisión, corresponden secuencialmente a las explicaciones dadas a continuación. 5.3.2 Paso 1- Los tanques cumplen los requisitos de API 650 (séptima edición o posterior) o API 650, Apéndice G (quinta y sexta ediciones) para reducir al mínimo el riesgo de fallo debido a la rotura frágil. Alternativamente, los tanques también se puede mostrar para cumplir los requisitos de tenacidad de API 650 (Séptima edición o posterior) de muestras de cupones de ensayo de impacto de un número representativo de placas para carcasas. 5.3.3 Paso 2 -Muchos tanques que siguen operando con éxito en el mismo servicio no fueron construidos para los requerimientos de API 650 (véase las ediciones y apéndices mencionados en 5.3.2). Estos tanques son potencialmente susceptibles de fallar debido a la rotura frágil y requieren una evaluación como lo ilustra el árbol de decisión. 5.3.4 Paso 3 -Para el propósito de esta evaluación, la prueba hidrostática demuestra la aptitud para el servicio continuo con un riesgo mínimo de fallo debido a la rotura frágil, siempre que todos los requisitos que rigen para las reparaciones, reformas, reconstrucción o cambio en el servicio están de acuerdo con esta norma (incluyendo una la necesidad de la prueba hidrostática después de reparaciones importantes, importantes alteraciones o reconstrucción). La eficacia de la prueba hidrostática en la demostración de la aptitud para el servicio continuo se muestra por experiencia en el sector. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 5-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST norma. Tanque continúa Sí No servicio API 650, Cambio en el servicio 11 Sí Sí 4 Sí de? 0,5 pulg. O por debajo del tanque el espesor Seguir utilizando Utilizar Utilizar No cumplir con los requisitos de API Sí Seguir utilizando No Utilizar - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- de 60 ºC? encima por metal No 650 o igual? Sí temperatura de a funciona ¿Tiene tanque de Utilizar 5 Figura Consideraciones 5,1-Brittle fractura más severo? Es un servicio No (ver nota) ? continuo aptitud para el demuestra la Antes hidro 3 ? servicio el mismo operando en con API 650 (1980) o Apéndice G (5ª o 6ª Edición). Nota Esto no exime a los tanques de otros requisitos estipulados pruebas hidrostáticas en esta 2 El tanque no cumple edición). G (quinta o sexta o API 650, Apéndice 650 (7ª edición o posterior) El tanque se encuentra con API 1 de 7 ksi? debajo por la tensión Membrana 6 3 Sí reconstrucción reparaciones y Alteraciones, 10 continúa ? servicio el mismo operando en 9 ?????????????????????? de funcionamiento antes Rerate tanque basado en el historial No Utilizar Sí Seguir utilizando ????????????????????? ?????????????????? la Fig. 4-2? API 650 temperatura por día al menor una El depósito lleno Sí temperatura del metal Tanque No Utilizar 8 aptitud para el 5.2? o. API 653 Fig Tabla 4-1a o 4-1b pruebas de impacto 650 exento de API de tanque de acero Sí no Utilizar servicio continuo para demostrar la Prueba hidrostática No Utilizar 7 API 653? Cumple con Sí 5-2 API S ORMA 653 5-3 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 5.3.5 Etapa 4 -Si un grosor de la cáscara del tanque no es mayor que 0,5 en., El riesgo de fallo debido a la rotura frágil es mínimo, siempre que una evaluación para idoneidad de servicio de conformidad con la Sección 4 se ha realizado. El espesor nominal original para la placa de carcasa del tanque más gruesa será utilizado para esta evaluación. 5.3.6 Paso 5 -No fracasos tanque conocidos debido a la rotura frágil se han producido a temperaturas de metal de cáscara de 60 ° F o más. aseguramiento similar contra la fractura por fragilidad se puede obtener mediante el aumento de la temperatura del metal por calentamiento de los contenidos del tanque. 5.3.7 Paso 6 experiencia y pruebas de laboratorio -Industria han demostrado que se requiere un esfuerzo de membrana en placas de la estructura del tanque de al menos 7 ksi para causar un fallo debido a la rotura frágil. evaluación para idoneidad de servicio de conformidad con la Sección 4 de esta norma se ha realizado. Además, los tanques construidos de acuerdo con otro código - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 5.3.8 Paso 7 -depositos construido a partir de aceros enumerados en la Figura 4-1 de API 650 puede usarse de acuerdo con sus curvas de exención, siempre que una reconocido a nivel nacional o reglas que contiene dureza estándar (como API 620) puede ser utilizado de acuerdo con las reglas de tenacidad actual de ese estándar. Los tanques fabricados a partir de aceros de especificaciones de materiales desconocidos, más gruesas que 1/2 en. y operando a una temperatura de metal de cáscara por debajo de 60 ° F, se puede utilizar si el depósito cumple los requisitos de la Figura 5.2. El espesor nominal original para más gruesa placa de carcasa del tanque deberá ser utilizado para la evaluación. Para los tanques sin calefacción, la temperatura del metal del depósito deberá ser la temperatura del metal de diseño como se define en API 650, Sección 3.4. 5.3.9 Paso 8 -El riesgo de fallo debido a la rotura frágil es mínimo una vez al tanque ha demostrado que puede funcionar a un nivel de líquido máximo especificado a la temperatura más baja esperada sin fallar. A los efectos de esta evaluación, la temperatura más baja esperada se define como la más baja temperatura de un día significa, como se muestra en la API 650, la Figura 4-2. Es necesario comprobar tanque registros de registro y los registros meteorológicos para asegurar que el tanque había operado en el nivel máximo de líquido especificado cuando la 1-día significa temperatura era tan baja como se muestra en la API 650, la Figura 4-2. 70 Seguro para su uso 60 50 Shell temperatura del metal, ° F evaluación adicional requerido 40 30 gruesa se utilizará para la evaluación. Seguro para su uso 20 10 de diseño como se define en API 650, Sección 3.4. El espesor nominal original para la placa de carcasa del tanque más 0 0.0 0.5 1.0 1.5 espesor Shell (in.) NOTA Para los tanques sin calefacción, la temperatura del metal del depósito deberá ser igual a la temperatura del metal Figura Curve 5,2-Exención de los tanques Construido de acero al carbono de Desconocido Especificación Material Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 2.0 API S ORMA 653 5-4 5.3.10 Paso 9 Evaluación -un se puede realizar para establecer un rango de operación segura para un tanque basado en la historia de funcionamiento. Esta evaluación se basa en la combinación más severa de la temperatura y nivel de líquido que experimenta el tanque durante su vida útil. La evaluación puede mostrar que el depósito tiene que ser re-evaluado u operado de manera diferente; Existen varias opciones: a) restringir el nivel de líquido; b) restringir la temperatura del metal mínimo; c) cambiar el servicio a un producto almacenado con una gravedad específica más baja; d) combinaciones de los puntos a), b) y c), anteriormente. El propietario / operador también puede hacer un análisis más riguroso para determinar el riesgo de fallo debido a la rotura frágil mediante la realización de un análisis de mecánica de fractura basado en principios y prácticas establecidas. Los procedimientos y criterios de aceptación para la realización de un análisis alternativo no se incluyen en esta norma. 5.3.11 Paso 10 -Todas las reparaciones, modificaciones y traslados se harán en el cumplimiento de esta norma. 5.3.12 paso 11 se hará la evaluación -una para determinar si el cambio en el servicio coloca el tanque en mayor riesgo de fallo debido a la rotura frágil. El servicio puede ser considerado más grave y crear un mayor riesgo de fractura frágil si se reduce la temperatura de servicio (por ejemplo, el cambio de servicio de aceite calentado a producto temperatura ambiente), o el producto se cambia a uno con una mayor gravedad específica y por lo tanto tensiones aumentó . - - `,,` `` `` `` `` `` ``, `,,`, ` Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 6-Inspección 6.1 Generalidades Periódica inspección en servicio de los tanques se lleva a cabo como se define aquí. El propósito de esta inspección es asegurar la continua integridad del tanque. Inspecciones, distintos de los definidos en 6.3 serán dirigidos por un inspector autorizado. 6.2 Consideraciones frecuencia de inspección 6.2.1 Hay varios factores que deben tenerse en cuenta para determinar los intervalos de inspección de tanques de almacenamiento. Estos incluyen, pero no se limitan a, los siguientes: a) la naturaleza del producto almacenado; b) los resultados de las comprobaciones de mantenimiento visuales; c) las asignaciones de corrosión y las tasas de corrosión; d) sistemas de prevención de la corrosión; e) las condiciones en las inspecciones anteriores; f) los métodos y materiales de construcción y reparación; g) la ubicación de los tanques, tales como los de las zonas de riesgo aislados o altos; h) el riesgo potencial de contaminación del aire o el agua; - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- i) sistemas de detección de fugas; j) el cambio en el modo de funcionamiento (por ejemplo, frecuencia de los ciclos de llenado, de puesta a tierra frecuente de patas de soporte de techo flotante); k) requisitos jurisdiccionales; l) cambios en el servicio (incluyendo cambios en fondos de agua); m) la existencia de un doble fondo o una barrera prevención de liberación. 6.2.2 El intervalo entre las inspecciones de un tanque (tanto internos como externos) debe ser determinado por su historial de servicio a menos que razones especiales indican que una inspección anterior debe hacerse. Una historia del servicio de un tanque dado o un tanque en servicio similar (preferentemente en el mismo sitio) debe estar disponible para que las inspecciones completas se pueden programar con una frecuencia proporcional a la velocidad de corrosión del tanque. En funcionamiento, se considerarán los métodos de examen no destructivo al establecer frecuencias de inspección. 6.2.3 regulaciones jurisdiccionales, en algunos casos, el control de la frecuencia y el intervalo de las inspecciones. Estas regulaciones pueden incluir requisitos de vapor de pérdida, estado de la junta, las fugas, diques apropiada, y los procedimientos de reparación. El conocimiento de estas regulaciones es necesaria para garantizar el cumplimiento de los requisitos de planificación e inspección. 6.3 Las inspecciones desde el exterior del tanque 6.3.1 rutina inspecciones en servicio 6.3.1.1 La condición externa del tanque deberá ser monitoreada por inspección visual cercana de la tierra de forma rutinaria. Esta inspección puede ser realizada por personal del propietario / operador, y se puede hacer por distintas a las autorizadas 6-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 6-2 inspectores como se define en 3.4. El personal que realice esta inspección deben tener conocimiento de las operaciones de las instalaciones de almacenamiento, el tanque, y las características del producto almacenado. 6.3.1.2 El intervalo de las inspecciones será coherente con las condiciones en el sitio en particular, pero no excederá de un mes. 6.3.1.3 Esta rutina de inspección en servicio comprenderá una inspección visual de las superficies exteriores del tanque. Evidencia de fugas; shell distorsiones; signos de asentamiento; corrosión; y la condición de la fundación, revestimientos de pintura, sistemas de aislamiento, y accesorios debe ser documentada para la acción de seguimiento por un inspector autorizado. 6.3.2 Inspección externa 6.3.2.1 Todos los tanques se les dará una inspección visual externa por un inspector autorizado. Esta inspección será llamada la inspección externa y debe llevarse a cabo al menos cada cinco años, o RCA / 4 norte años (donde RCA es la diferencia entre el grosor de la cáscara medido y el espesor mínimo requerido en milésimas de pulgada, y norte es la velocidad de corrosión shell en milésimas de pulgada por año) que sea menor. Los tanques pueden estar en funcionamiento durante esta inspección. 6.3.2.2 tanques aislados necesitan tener un aislamiento eliminado sólo en la medida necesaria para determinar la condición de la pared exterior del depósito o el techo. 6.3.2.3 deberán ser verificados visualmente los componentes del sistema de puesta a tierra del tanque tales como derivaciones o conexiones mecánicas de los cables. prácticas recomendadas que se ocupan de la prevención de ignición de hidrocarburos están cubiertos por API 2003. 6.3.3 Inspección de espesor por ultrasonido 6.3.3.1 Externo, las mediciones de espesor por ultrasonido de la cáscara puede ser un medio para determinar una tasa de corrosión general uniforme mientras que el tanque está en servicio, y puede proporcionar una indicación de la integridad de la cáscara. La extensión de tales mediciones se determinará por el propietario / operador. 6.3.3.2 Cuando se utiliza, las mediciones de espesor por ultrasonido se efectuarán a intervalos no mayores de lo siguiente. a) Cuando la velocidad de corrosión no es conocido, el intervalo máximo será de cinco años. Las tasas de corrosión pueden estimarse a partir de los tanques en servicio similar basado en las mediciones de espesor tomadas en un intervalo no superior a cinco años. b) Cuando se conoce la velocidad de corrosión, el intervalo máximo será el menor de RCA / 2 norte años (donde RCA es el diferencia entre el grosor de la cáscara medido y el espesor mínimo requerido en milésimas de pulgada, y norte es la velocidad de corrosión shell en milésimas de pulgada por año) o 15 años. 6.3.3.3 La inspección interna de la carcasa del tanque, cuando el tanque está fuera de servicio, puede ser sustituido por un programa de medición de espesores ultrasónica externa si el intervalo de inspección interna es igual o menor que el intervalo requerido en 6.3.3.2 b). 6.3.4 Las encuestas de protección catódica 6.3.4.1 Donde la corrosión del fondo del tanque exterior está controlado por un sistema de protección catódica, encuestas periódicas del sistema se llevarán a cabo de acuerdo con API 651. El propietario / operador debe revisar los resultados de la encuesta. 6.3.4.2 El propietario / operador debe asegurar la competencia del personal que realiza las encuestas. 6.4 Inspección Interna 6.4.1 general 6.4.1.1 La inspección interna se requiere principalmente para hacer de la siguiente manera. a) Asegúrese de que el fondo no es muy corroídos y fugas. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 6-3 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN b) reunir los datos necesarios para las evaluaciones de fondo y Espesor mínimo que se detallan en la Sección 6. En su caso, estos datos también tendrán en cuenta las mediciones de espesores ultrasónica externa hechas durante las inspecciones en servicio (véase 6.3.3). c) Identificar y evaluar cualquier acuerdo fondo del tanque. 6.4.1.2 Todos los tanques deben tener una inspección interna formal, llevado a cabo en los intervalos definidos por 6.4.2. El inspector autorizado deberá supervisar o realizar un examen visual y asegurar la calidad e integridad de los resultados de los exámenes no destructivos (END). Si se requiere la inspección interna únicamente con el propósito de determinar el estado y la integridad de la parte inferior del tanque, la inspección interna puede llevarse a cabo con el depósito en servicio utilizando diversas medición de espesores robótico ultrasónico y otros métodos de inspección en-stream capaz de evaluar el espesor de la parte inferior del depósito, en combinación con métodos capaces de evaluar la integridad fondo del tanque como se describe en 4.4.1. métodos electromagnéticos se pueden utilizar como complemento a la inspección ultrasónica en funcionamiento. Si se selecciona una inspección en servicio, los datos y la información recogida será suficiente para evaluar el espesor, la velocidad de corrosión, y la integridad de la parte inferior del tanque y establecer el intervalo de inspección interna, en base a espesor tanque inferior, la velocidad de corrosión, y la integridad, la utilización de los métodos incluidos en esta norma. 6.4.2 Intervalos de inspección intervalos de inspección inicial y subsiguientes deberán estar en conformidad con los requisitos de 6.4.2.1 y 6.4.2.2. Para los tanques existentes, tanques propietarios / operadores revisará el intervalo de inspección interna y estar en conformidad con esta sección el plazo de 5 años desde la fecha de la primera publicación de la norma API 653, cuarta edición, Apéndice 2, enero de 2012. 6.4.2.1 inicial interna intervalo de inspección Los intervalos iniciales de inspección interna para tanques de nueva construcción y / o tanques reformadas se establecerán ya sea por 6.4.2.1.1 o 6.4.2.1.2. 6.4.2.1.1 El intervalo de fecha de servicio inicial hasta que la primera inspección interna no excederá de 10 años a menos que un tanque tiene una o más de la prevención de fugas, la detección, la mitigación de la corrosión, o salvaguardias de contención enumerados en la Tabla 6.1. La fecha de inspección interna inicial se basa en créditos incrementales para las garantías adicionales en la Tabla 6.1 que son acumulativos. Tabla 6.1-Tank Safeguard Tank - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Safeguard Añadir a la inicial del intervalo yo. revestimiento del lado de producto del fondo del tanque instalado por RP API 652 fibra de vidrio reforzada. 5 años yo La instalación de un revestimiento de película delgada interna como instalado por RP API 652. 2 años iii. La protección catódica de la del lado del suelo del fondo del tanque instalado, mantenido, e inspeccionado por RP API 651. iv. barrera prevención de liberación instalado por API Std 650, anexo I. 5 años 10 años (Subsidio Actual corrosión v. tolerancia de corrosión inferior mayor que 0,150 in. -de 150 corrosión milésimas * de pulgada) / velocidad VI. Bottom construido a partir de material de acero inoxidable que satisface los requisitos de API 650, anexo SC, y, o bien el anexo S o en el Anexo X; y medios interno y externo se han determinado por un especialista cualificado corrosión presentar muy bajo riesgo de agrietamiento o corrosión fracaso. * La velocidad de corrosión para ser 15 mpy, o como determinado del Apéndice H, servicio similar Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 10 años API S ORMA 653 6-4 . Por ejemplo, el intervalo máximo de ¼ en la parte inferior que tiene una barrera de prevención de liberación y un revestimiento de fibra de vidrio se determina como sigue: 10 años (iniciales) + 5 años (revestimiento de fibra de vidrio) + 10 años (de barrera prevención de liberación) = 25 años. El intervalo de inspección inicial no debe exceder los 20 años para los tanques sin Prevención barrera de liberación, o 30 años para las cisternas con una barrera de liberación Prevención. 6.4.2.1.2 Como alternativa a la que se establece el intervalo inicial de conformidad con la Sección 6.4.2.1 y en la Tabla 6.1, la fecha de inspección interna inicial y la reevaluación se pueden establecer usando Inspección base (RBI) La evaluación de riesgos por 6.4.2.2.2. Estas evaluaciones pueden establecer un intervalo de inspección inicial superior a los 10 años, pero no excederán de 20 años para los tanques sin Prevención barrera de liberación, o 30 años para las cisternas con una barrera de liberación Prevención excepto como sigue. Si una evaluación RBI se ha realizado, el intervalo máximo de inspección interna inicial no se aplica a los tanques de almacenamiento de la siguiente. 1) Las sustancias muy viscosas que se solidifican a temperaturas inferiores a 110 ° F, (algunos ejemplos de estas sustancias son: asfalto, el flujo de material para techos, residuo, fondos de vacío y crudo reducido), o; 2) Cualquier sustancia o de la mezcla que es: a) no identificado o regulado, ya sea como un producto químico peligroso o material bajo las leyes aplicables de la jurisdicción; y b) que el propietario / operador ha determinado que no impactará negativamente superficiales o subterráneas más allá de la instalación o afectar a la salud humana o el medio ambiente. 6.4.2.2 posterior interna intervalo de inspección El intervalo entre las inspecciones internas posteriores se determinará de acuerdo con cualquiera de los procedimientos de la tasa de corrosión de 6.4.2.2.1 o los procedimientos de inspección basado riesgo como se indica en 6.4.2.2.2. 6.4.2.2.1 El intervalo de inspección posterior (más allá de la inspección inicial) se puede determinar utilizando la velocidad medida tanque inferior a la corrosión y el espesor restante mínimo de acuerdo con 4.4.5. Durante un examen para determinar la velocidad de corrosión del propietario / operador debe asegurarse de que entienden la eficacia de las técnicas de inspección empleadas para detectar y medir los posibles mecanismos de daño. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Al cambiar de servicio, un propietario / operador puede decidir utilizar velocidades de corrosión internos obtenidos de la evaluación de servicio similar (realizada por el Anexo H de la API 653) al establecer fechas posteriores de inspección interna. Al utilizar los procedimientos de la tasa de corrosión de 6.4.2.2.1 el intervalo de inspección interna posterior máxima será de 20 años para los tanques sin Prevención de barrera de liberación, o 30 años para tanques con un Prevención de barrera de liberación. 6.4.2.2.2 Un propietario / operador puede establecer el intervalo de inspección interna posterior usando inspección basada en riesgo (RBI) procedimientos de acuerdo con RP API 580 y los requisitos adicionales de esta sección. Los resultados de la evaluación RBI se utilizarán para establecer una estrategia de inspección del tanque que define los métodos de control más adecuadas, frecuencia apropiada para los pasos internos, externos e inspecciones en servicio, y la prevención y mitigación para reducir la probabilidad y consecuencia de la fuga del tanque o fracaso. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 6-5 Una evaluación RBI consistirá en una evaluación sistemática de tanto la probabilidad de fracaso y las consecuencias asociadas de fracaso, de acuerdo con API RP 580. La evaluación RBI será documentado a fondo, definiendo claramente todos los factores que contribuyen a ambos probabilidad y las consecuencias de las fugas del tanque o el fracaso. La evaluación RBI deberá ser realizado por un equipo que incluye la inspección y la experiencia en ingeniería con conocimientos en la correcta aplicación de API RP 580, los principios de diseño del tanque, la construcción y los modos de deterioro. La evaluación RBI deberá ser revisado y aprobado por un equipo como anteriormente a intervalos no mayores de 10 años o más a menudo si se justifica por los cambios de procesos, equipos, o consecuencia. La metodología aplicada RBI (no cada evaluación individual) tendrá una revisión de validación documentada para demostrar que tiene todos los elementos clave definidos en la API 580 y esta sección. La validación debe ser realizada por una entidad externa al equipo de evaluación RBI. Si las tasas de corrosión se basan en inspecciones anteriores, que deberán ser derivadas de eficacia, ya sea alta o media de inspección tal como se define por los procedimientos propietario por el usuario. Consulte API RP 581 para ejemplos de eficacia alta y media inspección. Las tasas de corrosión de la eficacia bajo inspección UT como la mancha no se utilizarán en el proceso de RBI. Un tanque deberá ser retirado de servicio cuando el riesgo supera los criterios de riesgo aceptables establecidos por el procedimiento usuario propietario-. NOTA API no recomienda ejecutar fondos de los tanques a un fallo, o hacer funcionar indefinidamente tanques con fugas inferiores conocidos o sospechosos. 6.4.2.2.2.1 factores de probabilidad de que se evaluarán en las evaluaciones RBI tanque, además de los factores de probabilidad en API RP 580 incluyen, pero no se limitan a, los siguientes: a) espesor original, el tipo de soldadura, y la edad de las placas inferiores; b) métodos de análisis usados para determinar el lado del producto, del lado del suelo y las tasas de corrosión externos tanto para la cáscara y la parte inferior y la exactitud de los métodos utilizados; c) la historia de inspección, incluyendo los datos de falla del tanque; d) la resistividad del suelo; e) el tipo y la calidad del diseño de la almohadilla de tanque / cojín incluyendo el control de calidad en la construcción; f) el drenaje del agua de la zona de berma; g) Tipo / eficacia del sistema de protección catódica y el historial de mantenimiento; h) las temperaturas de funcionamiento; i) efectos sobre las tasas de corrosión interna debido a servicio del producto; j) interna de recubrimiento / revestimiento / tipo de revestimiento, la edad y condición; k) uso de serpentines de vapor y detalles de agua de extracción; l) la calidad de mantenimiento del tanque, incluyendo reparaciones y alteraciones anteriores; m) los códigos y normas de diseño y los datos utilizados en la construcción de tanques, reparación y alteración (incluyendo fondos de los tanques); n) los materiales de construcción; - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 6-6 o) la eficacia de la inspección incluye métodos de examen y alcance que han de ser determinado por el inspector; p) los fallos funcionales, como flotantes juntas de techo, sistemas de drenaje del techo, etc .; q) datos de liquidación; para mostrar cómo el tanque fue construido, etc. 6.4.2.2.2.2 factores como consecuencia que se evaluarán en las evaluaciones RBI tanque incluyen, pero no se limitan a, los siguientes: a) fondo del tanque con un Prevención de barrera de liberación (RPB) detalles (individuales, dobles, RPB, forros reforzados internos, etc.); b) el tipo de producto y el volumen; c) el modo de fracaso, (es decir fuga lenta para el medio ambiente, el tanque de ruptura inferior o carcasa del tanque fractura frágil); re) identificación de receptores ambientales tales como humedales, aguas superficiales, aguas subterráneas, acuíferos de agua potable, y roca de fondo; e) distanciar a los receptores ambientales; f) la eficacia de los sistemas de detección de fugas y el tiempo a la detección; g) la movilidad del producto en el medio ambiente, incluyendo, por liberaciones al suelo, la viscosidad del producto y la permeabilidad del suelo; h) características de sensibilidad de los receptores ambientales para el producto; i) el costo para remediar la contaminación potencial; j) costará a limpiar el tanque y la reparación; k) los costos asociados con la pérdida de uso; l) impacto en la seguridad y la salud pública; m) capacidades dique de contención (volumen y de estanqueidad). 6.5 Alternativa a la inspección interna para determinar el espesor de la parte inferior En los casos donde la construcción, el tamaño, u otros aspectos permiten el acceso externo a la parte inferior del tanque para determinar el espesor de la parte inferior, una inspección externa en lugar de una inspección interna se le permite cumplir con los requisitos de los datos de la Tabla 4.4. Sin embargo, en estos casos, la consideración de otros elementos de mantenimiento puede dictar intervalos de inspección interna. Este enfoque alternativo deberá ser documentado y forma parte del registro permanente del tanque. 6.6 Preparativos para la inspección interna procedimientos de trabajo específicos serán preparados y seguir en la realización de las inspecciones que aseguren la seguridad y la salud del personal y evitar daños materiales en el lugar de trabajo (véase 1.4). Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- r) la garantía de calidad / control durante la construcción de tanques, incluyendo la limpieza de la almohadilla, la pendiente de la parte inferior, la instalación fundación, documentos / registros T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 6-7 6.7 Listas de verificación de inspección Anexo C proporciona listas de comprobación de muestra de temas para su examen cuando se realizan en el servicio y las inspecciones fuera de servicio. 6.8 Registros 6.8.1 general Los registros de inspección forman la base de un programa de inspección / mantenimiento programado. (Se reconoce que no pueden existir registros para los tanques de mayor edad, y los juicios debe basarse en la experiencia con tanques en servicios similares.) El propietario / operador deberá mantener un archivo de registro completo que consta de tres tipos de registros, a saber: los registros de la construcción, la inspección la historia, y la historia de reparación / alteración. 6.8.2 Registros de construcción registros de construcción pueden incluir información de la placa, dibujos, especificaciones, informe de finalización de la construcción, y ningún resultado de ensayos de materiales y análisis. 6.8.3 Historia de Inspección La historia de inspección incluye todas las medidas tomadas, el estado de todas las piezas inspeccionadas, y un registro de todos los exámenes y pruebas. También se incluirá una descripción completa de las condiciones inusuales con recomendaciones para la corrección de los datos que causaron las condiciones. Este archivo contendrá también la velocidad de corrosión y los cálculos de intervalos de inspección. 6.8.4 Reparación / Alteración Historia La historia de reparación / alteración incluye todos los datos acumulados en un tanque desde el momento de su construcción con respecto a las reparaciones, alteraciones, sustituciones, y cambios en el servicio (grabado con las condiciones de servicio, tales como la temperatura del producto almacenado y presión). Estos registros deben incluir los resultados de las experiencias con recubrimientos y revestimientos. 6.9 Informes 6.9.1 general Para cada inspección externa realizada por 6.3.2 y cada inspección interna realizado por 6,4, el inspector autorizado preparará un informe escrito. Estos informes de inspección, junto con las recomendaciones del inspector y documentación de la disposición deberán ser mantenidos por el propietario / operador de la vida útil del tanque. Las jurisdicciones locales pueden tener requisitos adicionales de información y mantenimiento de registros de las inspecciones de los tanques. 6.9.2 Contenido de informe Los informes incluirán, como mínimo, la siguiente información: a) Fecha (s) de inspección; b) tipo de inspección (externa o interna); c) el alcance de la inspección, incluyendo las áreas que no fueron inspeccionadas, con razones dadas (por ejemplo, alcance limitado de la inspección, el acceso físico limitado; d) Descripción del tanque (número, tamaño, capacidad, año construcción, materiales de construcción, servicio de la historia, el techo y el diseño de fondo, etc.), si está disponible; - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 6-8 e) lista de componentes inspeccionado y condiciones que se encuentran (una lista de control general, tal como se encuentra en el Anexo C se puede utilizar para identificar el alcance de la inspección) y las deficiencias encontradas; f) métodos de inspección y pruebas utilizadas (visual, MFL, UT, etc.) y los resultados de cada método de inspección o de ensayo; g) las tasas de corrosión de la parte inferior y la cubierta; h) mediciones y análisis (encuesta de solución si se realiza); i) recomendaciones por 6.9.3.1; j) nombre, compañía, API 653 número de certificación y firma del inspector autorizado responsable de la inspección; dibujos k), fotografías, informes de ECM y otra información pertinente, se incluirán en el informe. 6.9.3 Recomendaciones 6.9.3.1 Los informes incluirán recomendaciones para las reparaciones y los controles necesarios para restaurar la integridad del tanque de acuerdo a esta norma y / o mantener la integridad hasta la próxima inspección, junto con las razones de las recomendaciones. El intervalo recomendado máximo de inspección y la base para el cálculo de ese intervalo deberán mencionarse. Además, los informes pueden incluir otros menos críticos observaciones, sugerencias y recomendaciones. 6.9.3.2 Es la responsabilidad del propietario / operador para revisar los resultados de las inspecciones y recomendaciones, establecer un ámbito de reparación, si es necesario, y determinar el momento apropiado para reparaciones, vigilancia, y / o actividades de mantenimiento. consideraciones de tiempo típicos y ejemplos de reparaciones son: un) Antes de devolver el depósito al servicio -Reparaciones crítica para la integridad del tanque (por ejemplo, reparaciones de fondo o shell); segundo) después de que el tanque se devuelve al servicio de -Menor actividad de mantenimiento y reparaciones (por ejemplo, mejora el drenaje, pintura, reparaciones de calibre, lechada, etc.); re) vigilar el estado de deterioro continuo - (por ejemplo, techo y / o corrosión shell placa, la solución, etc.). El propietario / operador debe garantizar que la disposición de todas las reparaciones y recomendados de control está documentado por escrito y que se dan razones, si las acciones recomendadas se retrasan o se consideran innecesarios. 6.10 El examen no destructiva (NDE) El personal que realiza ECM deberán reunir los requisitos señalados en 12.1.1.2, pero no necesitan ser certificados de acuerdo con el Anexo D. Los resultados de cualquier trabajo ECM, sin embargo, deben tenerse en cuenta en la evaluación del tanque por un inspector autorizado. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- do) en la próxima inspección interna programada reparaciones -predicted o anticipados y mantenimiento (por ejemplo, la renovación recubrimiento, reparaciones inferiores planificadas, etc.); Sección 7-Materiales 7.1 Generalidades Esta sección contiene disposiciones generales para la selección de materiales para la reparación, modificación y reconstrucción de los tanques existentes. Los requisitos específicos para las reparaciones y alteraciones están cubiertos en la Sección 9. 7.2 Nuevos Materiales Todos los nuevos materiales utilizados para la reparación, alteraciones, o reconstrucción deberán ajustarse a la norma aplicable en cada momento. 7.3 Materiales originales para Tanques reconstruidas 7.3.1 Shell y placas de fondo soldado a la Shell 7.3.1.1 Se identificaron todos los materiales de placa shell y placas inferiores soldadas a la cáscara. Materiales identificados por dibujos originales de contrato, placas de identificación API, u otra documentación adecuada no requieren una posterior identificación. El material no identificado se les realizarán pruebas e identificados por los requisitos como se indica en 7.3.1.2. Después de la identificación, determinación se hará en cuanto a idoneidad del material para el servicio previsto. 7.3.1.2 Cada placa individual para el cual no existe identificación adecuada será sometido a análisis químicos y ensayos mecánicos como se requiere en la norma ASTM A6 y A370 ASTM incluyendo Charpy con muesca en V. valores de impacto deberán cumplir los requisitos de API 650, Sección 4.2.9, Sección 4.2.10, Sección 4.2.11, y 4-4a tabla o Tabla 4- 4b. Cuando la dirección del laminado no se sabe con certeza, dos muestras de tensión serán tomadas en ángulos rectos entre sí desde una esquina de cada placa, y una de esas muestras de ensayo deben cumplir con los requisitos de la especificación. 12 7.3.1.3 Para los materiales conocidos, todas las placas de concha y placas inferiores soldadas a la carcasa deberá cumplir, como mínimo, la química y las propiedades mecánicas de los materiales especificados para la aplicación con respecto al espesor y la temperatura de diseño del metal dadas en API 650, Figura 4-1a o Figura 4-1b. 7.3.2 estructural Existentes perfiles estructurales laminados que son para ser reutilizado deberán cumplir con el requisito de la norma ASTM A7 como mínimo. Nuevo material estructural deberá cumplir los requisitos de la norma ASTM A36 o ASTM A992, como mínimo. NOTA ASTM A7 era una especificación de acero que se suspendió en la cuarta edición de API 650, 1970. 7.3.3 Las bridas y sujetadores 7.3.3.1 material de la brida deberá cumplir los requisitos mínimos de las especificaciones de los materiales en la norma como incorporado. 7.3.3.2 Los anclajes deben cumplir con las especificaciones de materiales de la norma aplicable en cada momento. 7.3.4 Techo, Windgirders inferior, y la placa Si las placas existentes se van a utilizar para reconstruir el tanque, que se comprobarán para corrosión excesiva y picaduras (véase la Sección 4 y la Sección 6). 7.4 Consumibles de Soldadura consumibles de soldadura deben cumplir con la clasificación AWS que es aplicable al uso previsto. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 8 Consideraciones de diseño técnico de tanques reconstruidos 8.1 Generalidades Cualquier consideraciones de diseño específicos distintos de carga normal del producto serán especificados por el propietario / operador. Ver 4.4.3 para sistemas de prevención de la liberación y la definición barrera prevención de liberación. 8.2 Nueva costuras de soldadura 8.2.1 Soldadura detalle de las juntas deberán cumplir los requisitos de soldadura de la norma aplicable en cada momento. 8.2.2 Todas las nuevas articulaciones del depósito deberá ser juntas soldadas a tope con penetración completa y fusión completa. 8.3 existentes juntas de soldadura 8.4 Diseño de Shell 8.4.1 Espesor a utilizar para cada curso shell cuando llegue al diseño del tanque se basa en mediciones realizadas dentro de los 180 días antes de la reubicación. (Ver 4.3.2 para la medición de procedimiento, el número y ubicación de espesores medidos.) - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Juntas de soldadura existentes deberán cumplir los requisitos de la norma como incorporado. 8.4.2 El nivel máximo de diseño líquido para el producto se determina calculando el nivel máximo de diseño líquido para cada curso shell basado en la gravedad específica del producto, el espesor real medido para cada curso cáscara, la tensión admisible para el material en cada curso, y el método de diseño que se utilizará. La tensión admisible para el material se determinará utilizando API 650, 5-2a tabla o 5-2b Tabla. Para el material que no figuran en la Tabla 5-2a o 5-2b Tabla, un valor de tensión admisible de la menor de 2/3 resistencia a la fluencia o 2/5 se utilizará resistencia a la tracción. 8.4.3 El nivel máximo de líquido para prueba hidrostática se determinará utilizando el espesor real medida para cada curso cáscara, la tensión admisible para el material en cada curso, y el método de diseño que se utilizará. La tensión admisible para el material se determinará utilizando API 650, 5-2a tabla o 5-2b Tabla. Para el material que no figuran en la Tabla 5-2a o 5-2b Tabla, un valor de tensión admisible de la menor de 3/4 resistencia a la fluencia o 3/7 se utilizará resistencia a la tracción. 8.4.4 Si se requiere una tolerancia de corrosión para el tanque reconstruida, la tolerancia de corrosión empleado se descontará del espesor real antes de calcular el nivel máximo de líquido. Si el espesor real es mayor que la necesaria para permitir que el nivel de líquido es necesario, el grosor adicional se puede considerar como tolerancia de corrosión. 8.4.5 La eficiencia de la unión y los niveles de estrés admisibles utilizada para los cálculos de nivel de diseño líquidos deberán ser compatibles con el método de diseño utilizado y con el grado y el tipo de examen realizado en uniones soldadas. La eficiencia de la unión y los niveles de tensión admisible para las uniones soldadas que no deben ser retiradas y reemplazadas existentes se basan en el grado original y tipo de examen. 8.5 Las penetraciones de Shell 8.5.1 Reemplazo y nuevas penetraciones deben ser diseñados, detallada, soldadas, y examinados para cumplir los requisitos de la norma aplicable en cada momento. 8.5.2 penetraciones existentes serán evaluadas por el cumplimiento de la norma como incorporado. 8-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 8-2 8.6 Windgirders y Shell Estabilidad 8.6.1 windgirders superiores e intermedios para tanques de techo abierto deberán cumplir con los requisitos de la norma aplicable en cada momento. 8.6.2 Tanques para ser reconstruidos se comprobarán para pandeo inducida por el viento de acuerdo con los procedimientos de la norma aplicable actual, utilizando los requisitos de viento en la ubicación donde se reconstruye el tanque. 8.7 Los techos 8.7.1 diseños de techo deben cumplir los requisitos de la norma como incorporado. 8.7.2 Si el nuevo sitio requiere una carga de diseño más grande que el sitio original, la adecuación de la cubierta existente deberá ser evaluado utilizando el estándar aplicable en cada momento. 8.8 Diseño Sísmico Los tanques que serán reconstruidos, se verificará la estabilidad sísmica en base a las reglas de la norma aplicable en cada momento utilizando las dimensiones y espesores del depósito reconstruido. tanques reconstruidas deberán ser construidos para cumplir con los requisitos de estabilidad de la norma aplicable en cada momento. placas de fondo espesados en el marco del curso del forro del fondo o de anclaje del tanque pueden ser necesarios, incluso si no se utiliza en el depósito de origen. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 9-tanque de reparación y retoque 9.1 Generalidades 9.1.1 La base para las reparaciones y alteraciones será una API 650 equivalencia. 9.1.2 requisitos de prueba hidrostática, requisitos de ECM, criterios de aceptación para las soldaduras, y reparaciones a Shell placa y soldaduras existentes se especifican en la Sección 12. 9.1.3 Todos los trabajos de reparación debe ser autorizado por el inspector autorizado o un ingeniero con experiencia en el diseño del tanque de almacenamiento, antes del comienzo de la obra por una organización de reparación. Autorización para alteraciones en los tanques de almacenamiento que cumplan con la norma API 650, no se puede dar sin consultar previamente con, y aprobado por un ingeniero con experiencia en el diseño del tanque de almacenamiento. El inspector autorizado designará puntos de espera de inspección requeridas durante la secuencia de reparación o modificación y documentación mínima a presentar a la finalización del trabajo. El inspector autorizado puede dar autorización general antes de las reparaciones de rutina o limitados, siempre y cuando el inspector autorizado es asegurarse de que las reparaciones no requerirán pruebas hidrostáticas o que no requieren una evaluación de ingeniería. 9.1.4 Todo el diseño propuesto, ejecución de la obra, los materiales, procedimientos de soldadura, el examen y los métodos de prueba debe ser aprobado por el inspector autorizado o por un ingeniero con experiencia en el diseño del tanque de almacenamiento. El inspector autorizado o un ingeniero con experiencia en el diseño del tanque de almacenamiento deberá aprobar todos los trabajos de reparación y alteración especificada en los puntos de espera designados y después de reparaciones y alteraciones se han completado de acuerdo con los requisitos de esta norma. 9.1.5 Anexo F se resumen los requisitos por método de reconocimiento y proporciona los estándares de aceptación, las calificaciones del examinador, y los requisitos de procedimiento. Anexo F no está destinado a ser utilizado solo para determinar las condiciones de examen de trabajo cubierto por este documento. Los requisitos específicos como figuran en la sección 1 a través de la Sección 12 se seguirán en todos los casos. 9.2 Retiro y reemplazo de Shell Material de la placa 9.2.1 espesor mínimo de Shell sustitución de la placa El espesor mínimo del material de chapa de la carcasa de sustitución se calcula de acuerdo con la norma como incorporado. El espesor de la chapa de la carcasa de reemplazo no debe ser menor que el mayor espesor nominal de cualquier placa en el mismo curso contigua a la placa de reemplazo excepto cuando la placa contigua es una placa de inserción engrosada. Cualquier cambio de las condiciones de diseño originales, tales como gravedad específica, presión de diseño, nivel de líquido, y altura de la concha, se considerarán. 9.2.2 dimensiones mínimas de Shell sustitución Plate 9.2.2.1 La dimensión mínima de una placa para carcasa de reemplazo es 12 pulg. O 12 veces el espesor de la placa de reemplazo, lo que sea mayor. La placa de reemplazo puede ser circular, oblonga, cuadrada con esquinas redondeadas, o rectangular con esquinas redondeadas, excepto cuando se sustituye una placa entera shell. Véase la Figura 9.1 para los detalles típicos de placas para carcasas de reemplazo aceptables. 9.2.2.2 Cuando uno o más placas para carcasas enteras o segmentos de altura completa de placas para carcasas son para ser eliminado y reemplazado, se mantendrán los requisitos mínimos de separación especificada en la figura 9.1 para juntas de soldadura verticales. Es aceptable para remover y reemplazar placas para carcasas enteras o segmentos de altura completa de placas para carcasas por corte y volver a soldar a lo largo de las juntas de soldadura horizontales existentes. Antes de la soldadura de las nuevas juntas verticales, las soldaduras horizontales existentes serán cortadas para una distancia mínima de 12 en. Más allá de las nuevas juntas verticales. Las juntas verticales estarán soldadas antes de la soldadura de las juntas horizontales. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 9-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 9-2 UN R V UN Ver Nota 2 mayor de V MARIDO V R o MARIDO R MARIDO R soldaduras existentes R soldaduras existentes R * Placa inferior * segundo segundo * V Junta de soldadura (anular o placas de do fondo) * Véase la nota 3 Weld mínimo espaciado entre los bordes (dedos del pie) de las soldaduras de Espesor de Shell sustitución de la placa, t, ( pulgadas) Dimensión RBHVA do t ????????? t ?????????? 6 en. 6 Mayor de 6 pulg. O 6 t en. 3 ?????????????????????? t en. 6. ?????????????????????? t En 12 ?????????????????????? t en. Mayor de 12 pulg. O 12 t Mayor de 3 en. ????? t ?????????????????????????????????????????????????? ???????????? NOTA 2 antes de la soldadura nuevas juntas verticales, corte de soldadura horizontal existente durante un mínimo de 12 en. Más allá de la nueva verticales articulaciones. Soldadura de la última junta horizontal. NOTA 3 antes de la soldadura nuevas juntas verticales, corte de soldadura-shell-a abajo existente para un mínimo de 12 en. Más allá de la ???????????????????????? ?????????????????????????????????????????????????? ???????????????????????????????????????? t. Weld el último shell a abajo soldadura. Figura 9.1 Detalles aceptable para el reemplazo de Shell Material de la placa 9.2.3 Diseño de juntas de soldadura 9.2.3.1 placas de Shell sustitución estarán soldadas con juntas a tope con penetración completa y la fusión completa, excepto lo permitido para las reparaciones de concha parche lapeado. 9.2.3.2 diseño de la junta de soldadura para placas para carcasas de reemplazo deberá estar de acuerdo con API 650, Sección 5.1.5.1 través de la Sección 5.1.5.3. Las juntas en tanques de concha de vuelta soldadas pueden repararse de acuerdo con la norma como incorporado. diseño de la junta Lap-soldada para reparaciones de concha de parche solapada deberá cumplir los requisitos de 9.3. Los detalles de soldadura deben estar de acuerdo con 7,2 de API 650, y la sección 9 de esta norma. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 9-3 9.2.3.3 Para placas para carcasas existentes más de 1 / 2- en. de espesor, el borde exterior de la soldadura a tope Colocación de la placa para carcasa de reemplazo deberá ser al menos la mayor de 8 veces el espesor de la soldadura o 10 en. desde el borde exterior de cualquier a tope juntas shell soldadas existentes. Para placas para carcasas existentes 1 / 2- pulg. de grueso y menos, la separación se puede reducir a 6 pulg. desde el borde exterior de las articulaciones verticales o 3 en. desde el borde exterior de las articulaciones horizontales. Véase la Figura 9.1 para las dimensiones mínimas. Para placas para carcasas existentes más de 1 / 2- en. de espesor, el borde exterior de la soldadura a tope Colocación de la placa para carcasa de reemplazo deberá ser al menos la mayor de 8 veces el tamaño de la soldadura o 10 en. desde el borde (dedo del pie) de la soldadura de filete unir el curso del forro del fondo a la parte inferior excepto cuando la placa shell de reemplazo se extiende a y se cruza con la articulación de abajo hacia shell en aproximadamente 90 °. Para placas para carcasas existentes 1 / 2- pulg. de grueso y menos, esta separación puede ser reducida a 6. Para placas de concha de tenacidad desconocido que no cumplan los criterios de exención de la Figura 5.2, el borde de cualquier junta de soldadura vertical de fijación de una placa de reemplazo deberá ser al 3 pulg. o 5 t. desde el borde de una junta de soldadura en el anillo anular o costuras de soldadura de fondo en placas de fondo en virtud de la carcasa del tanque. Figura 9.1 tiene dimensiones mínimas. 9.2.3.4 Para reducir el potencial de distorsión de un tanque existente debido a la soldadura de una placa de repuesto en un proyectil de un tanque existente, ajuste plano, la entrada de calor, y la secuencia de soldadura debe ser considerado. 9.2.4 Instalación de puerta Hoja En esta sección se describen los requisitos para la reinstalación o sustitución de una hoja de puerta. Los requisitos de la figura 9.1, Figura 9.2, Figura 9.3, Figura 9.4 y Figura 9.5 se utilizarán para localizar las hojas de las puertas existentes relativos a las costuras, a menos que un diseño alternativo está diseñado por un ingeniero tanque de almacenamiento y el propietario / operador aprueba la alternativa por escrito. 9.2.4.1 instalación hoja de la puerta deberá cumplir los requisitos de la Sección 9.2.1, 9.2.2, 9.2.3 Sección y en la Sección 12.2.1.6. 9.2.4.2 La sección de chapa de la carcasa eliminada de una hoja de puerta en un tanque soldadas a tope puede ser re-instalado en su ubicación original o la sección puede ser sustituida por nuevo material de chapa de la carcasa. En cualquier caso, la instalación de hoja de puerta deberá utilizar juntas con penetración completa y fusión completa. 9.2.4.3 Para regazo soldada y tanques remachadas, la reinstalación de una sección de placa original que cruza una costura horizontal existente no está permitido. 9.2.4.4 hojas de las puertas que se cruzan costuras remachadas o soldadas por vuelta verticales no están permitidos en ningún caso. 9.2.4.5 Si una hoja vertical de la puerta de corte línea cruza una costura existente en un tanque a tope soldada sin un desplazamiento y la sección eliminado se vuelve a instalar a continuación examen de soldadura adicional se requiere en la intersección de la nueva costura de soldadura vertical y existente costura de soldadura horizontal. Además de los requisitos del examen de 12.1.5.1 la parte posterior gouged superficie de la pasada de raíz y la pasada final (cada lado) de las nuevas soldaduras será examinada por partícula magnética o métodos penetrantes líquidos. La costura de soldadura horizontal existente intersectado por la nueva soldadura vertical también será examinada por partícula magnética o métodos penetrantes líquidos para un 6 en. Distancia en ambos lados. NOTA “Offset” es la distancia horizontal entre las soldaduras verticales por encima y por debajo de una costura horizontal, como se muestra en la figura 9.2, la figura 9.3, y la Figura 9.5. 9.2.4.6 Si una hoja vertical de la puerta de corte línea cruza una costura existente en un tanque de soldados a tope con un desplazamiento, el mosto offset igual dimensión 'V' mínimo, como se muestra en la Figura 9.5. Antes de la soldadura de las nuevas costuras verticales, corte del cordón de soldadura horizontal durante un mínimo de 12 en existente. Más allá de las nuevas juntas verticales. Soldadura de la costura horizontal dura. 9.2.4.7 Si una línea de hoja de puerta de corte cruza una vuelta-soldada o una costura horizontal remachada, el conjunto de reemplazo deberá ser construido de dos placas separadas, con la culata-soldada sección inferior al curso del forro adyacentes por medio de penetración completa, de fusión completa soldaduras verticales . La sección superior - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- se ha rodado encima o debajo de la sección inferior y la placa superior deberá estar soldadas a tope a la placa shell existente. Después de que se completen los soldaduras a tope, la vuelta horizontal será filete soldada a lo largo de ambos bordes interiores y exteriores. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 9-4 mayor de R o MARIDO remaches y las Véase Nota 4 costuras de Véase sellado remache V Nota 4 R Véase Nota 4 agujeros de enchufe de Véase soldadura de remache (véase Nota 6) Nota 4 12 pulg. Mínimo (véase la Nota 5) 3 pulg. O 5 t mínimo (véase la Nota 5) NOTAS: 1. Ver tabla en la figura 9.1 para el espaciamiento de soldadura mínima y dimensiones H, R, y V. 2. Cuando una hoja de puerta cruza la junta horizontal entre dos cursos, un conjunto de hoja de puerta de reemplazo estarán construidos con dos placas separadas. El espesor de la lámina superior de la puerta será el mismo que el espesor supuesto cáscara superior. El espesor de la hoja inferior de la puerta será el mismo que el espesor curso inferior de la cubierta. 3. Tamaño de soldadura de filete será igual al espesor del más delgado de dos placas. 4. Los remaches y las costuras de remache de vuelta existentes situadas dentro de 12 pulg. De una soldadura pueden necesitar ser sellado con calk / revestimiento o junta de soldadura para prevenir la filtración del producto. 5. Antes de la soldadura de nuevo la costura vertical que interseca la placa inferior, corte shell a abajo de soldadura durante un mínimo de 12 en existente. Más allá de la nueva costura de soldadura vertical. El corte deberá extenderse más allá o detener corto de las soldaduras de la placa inferior existente en al menos 3 pulg. O 5 t. Weld el último shell a abajo soldadura. 6. Enchufe soldar todos los agujeros de remache en la chapa de la carcasa donde se eliminan remaches. De relleno de soldadura a espesor de la placa completa y moler ras. 7. hojas de puerta no necesita extenderse a shell a abajo de soldadura siempre que espaciamiento de soldadura y de la esquina radios están en acuerdo con la figura 9.1. Figura 9.2-detalles para las hojas de puerta en Riveted Seam Tank 6 en. Mínimo mayor de R o MARIDO de soldadura existentes Ver Nota 3 V de soldadura existentes R V - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 12 pulg. Mínimo (véase Nota 4) Mayor de 3 pulg. O 5 t ( véase la Nota 4) NOTAS: 1. Ver tabla en la figura 9.1 para el espaciamiento de soldadura mínima y dimensiones MARIDO, R, y V. 2. Cuando una hoja de puerta cruza la junta horizontal entre dos cursos, un conjunto de hoja de puerta de reemplazo se compone de dos placas separadas. El espesor de la lámina superior de la puerta será el mismo que el espesor supuesto cáscara superior. El espesor de la hoja inferior de la puerta será el mismo que el espesor curso inferior de la cubierta. 3. Tamaño de soldadura de filete será igual al espesor del más delgado de dos placas. 4. Antes de la soldadura de nuevas juntas verticales que se cruzan la placa inferior, corte shell a abajo de soldadura durante un mínimo de 12 en existente. Más allá de la nueva junta de soldadura vertical. El corte deberá extenderse más allá o detener corto de las soldaduras de la placa inferior existente en al menos 3 pulg. O 5 t. Weld el último shell a abajo soldadura. 5. hojas de puerta no necesita extenderse a shell a abajo de soldadura siempre que espaciamiento de soldadura y de la esquina radios están en acuerdo con la figura 9.1. Figura 9.3-Detalles para hojas de puerta en el regazo del cordón de soldadura Tank Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-5 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN MARIDO mayor de R o MARIDO costura hoja de la puerta V R V de soldadura existentes 12 pulg. Mínimo (véase la Nota 3) Mayor de 3 pulg. O 5 t ( véase la Nota 3) NOTAS: 1. Ver tabla en la figura 9.1 para el espaciamiento de soldadura mínima y dimensiones MARIDO, R, y V. 2. detalle mostrado para la hoja de puerta que utiliza sección eliminada de carcasa del tanque. Si se utiliza el nuevo material, véase la Figura 9.1 para los requisitos. de soldadura vertical. El corte deberá extenderse más allá o detener corto de las soldaduras de la placa inferior existente en al menos 3 pulg. O 5 t. Weld el último shell a abajo soldadura. 4. hojas de puerta no necesita extenderse a shell a abajo de soldadura siempre que espaciamiento de soldadura y de la esquina radios están en acuerdo con la figura 9.1. Figura 9.4-Detalles para hoja de la puerta en Butt Weld Shell Seam Tank-No Vertical Seam Offset MARIDO mayor de R o MARIDO costuras hoja de la puerta R de soldadura existentes V V Nota 2 Nota 2 de soldadura existentes 12 pulg. Mínimo (véase la Nota 3) Mayor de 3 pulg. O 5 V ( véase la Nota 3) NOTAS: 1. Ver tabla en la figura 9.1 para el espaciamiento de soldadura mínima y dimensiones MARIDO, R, y V. 2. Antes de la soldadura de nuevas juntas verticales, corte la soldadura horizontal existente durante un mínimo de 12 en. Más allá de la nueva costura de soldadura vertical. Soldadura de la costura horizontal dura. 3. Antes de la soldadura de nuevas juntas verticales que se cruzan la placa inferior, corte la soldadura existente-shell-a abajo durante un mínimo de 12 en. Más allá de la nueva junta de soldadura vertical. El corte deberá extenderse más allá o detener corto de las soldaduras de la placa inferior existente en al menos 3 pulg. O 5 t. Weld el último shell a abajo soldadura. 4. hojas de puerta no necesita extenderse a shell a abajo de soldadura siempre que espaciamiento de soldadura y de la esquina radios están en acuerdo con la figura 9.1. Figura 9.5-Detalles para hoja de la puerta en Butt soldaduras Shell Seam Tank-Tank-Vertical Seam Offset Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 3. Antes de la soldadura de nuevo cordón de soldadura vertical que interseca la placa inferior, corte shell a abajo de soldadura durante un mínimo de 12 en existente. Más allá de la nueva costura API S ORMA 653 9-6 9.2.4.8 Nuevos costuras de soldadura en tanques remachadas estarán situados un mínimo de 12 pulg. De costuras de remache existentes para minimizar la posibilidad de fugas de remache y costura remache o los remaches y las costuras de remache de vuelta existentes se junta soldada o sellada por la aplicación de masilla o revestimiento que es compatible con el producto almacenado especificado. NOTA El calor generado por la soldadura puede provocar remaches y las costuras cercanas remache a presentar fugas. 9.3 Reparaciones Shell Uso de LAP-soldada Patch placas 9.3.1 reparaciones de concha parche doblados son una forma aceptable de reparación para soldadas a tope, y proyectiles de tanques remachados vuelta-soldada, en las condiciones descritas en 9.3.2, 9.3.3, y 9.3.4; sólo cuando se especifique por el propietario. Además, los detalles de la reparación deberán cumplir con los requisitos de 9.3.1.1 a través 9.3.1.10. Estas reparaciones son reparaciones permanentes sujetas a un programa de inspección y mantenimiento en curso y. Estos requisitos pueden ser usados para evaluar las reparaciones de concha de parche rodado existentes; Sin embargo, no será necesario aplicar los límites de espesor de la chapa. 9.3.1.1 Todo el material de reparación debe cumplir los requisitos de la norma aplicable en cada momento de la construcción y API 653. 9.3.1.2 reparaciones de concha parche bañadas no deberán utilizarse en cualquier espesor supuesto shell (construcción original) que excede 1/2 en., ni para sustituir doorsheets o placas de concha. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 9.3.1.3 A excepción de lo permitido en 9.3.3.2 y 9.3.4.3, el material de la placa de reparación debe ser el menor de 1/2 en. o el espesor de la chapa de la carcasa adyacente a las reparaciones, pero no menos de 3/16 en. 9.3.1.4 La forma de la placa de reparación puede ser circular, oblonga, cuadrada o rectangular. Todas las esquinas, excepto en el shell- conjunta a abajo, serán redondeados con un radio mínimo de 2 en. La boquilla de refuerzo formas de placas de API 650, la Figura 5-8, también son aceptables. 9.3.1.5 La placa de reparación puede cruzar las costuras shell vertical u horizontal soldadas a tope que han sido molidas al ras, pero debe superponerse un mínimo de 6 en. Más allá de la costura shell. Los requisitos de espacio de soldadura de la figura 9.1, se pueden utilizar como una base para la localización de placas de reparación en relación con soldados a tope, soldada filete, y remachadas costuras y otras placas de reparación. 9.3.1.6 placas de reparación se pueden extender a y se cruzan con la articulación externa-shell-a abajo si los lados verticales se cruzan el fondo del tanque a un 90 ° ángulo y la soldadura-shell-a abajo está en conformidad con la figura 9.6. placas de reparación posicionado en el interior shell estarán situados de tal manera que los espacios libres de soldadura-dedo del pie a los pies son de un mínimo de 6 in. a la soldadura-shell-a abajo. 9.3.1.7 La dimensión vertical y horizontal máxima de la placa de reparación es 48 pulg. Y 72 pulg., Respectivamente. La dimensión mínima placa de reparación es 4. La placa de reparación deberá estar formado al radio shell. 9.3.1.8 aberturas de Shell y sus refuerzos no deberán ser posicionados dentro de una reparación shell parche solapada. 9.3.1.9 Antes de la aplicación de una reparación shell parche solapada, las áreas a ser soldadas serán examinados por ultrasonidos para los defectos de la placa y el espesor restante. 9.3.1.10 placas de reparación no serán bañadas en costuras de vuelta-soldada cáscara, costuras shell remachadas, otras placas de reparación parche traslapadas, áreas distorsionadas, o grietas o defectos no reparados. 9.3.2 placas de reparación parche bañadas se pueden utilizar para el cierre de agujeros causados por la eliminación de las aberturas de la cáscara existentes o la eliminación de las áreas severamente corroídos o erosionados. Además, los siguientes requisitos serán saciados. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-7 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN T T proyectil de un tanque placa de reparación W 3/16 placa de reparación del ajuste para borrar shell a abajo de soldadura Por detalle B T Un detalle Para T > shell a abajo tamaño de la ??????????? soldadura existente shell a abajo tamaño de la soldadura W = menor de espesor de la placa reparación o espesor de la placa inferior. Figura 9.6-Lapped parche de reparación placas a la externa-Shell-a abajo Joint 9.3.2.1 La soldadura debe ser continuo en el perímetro exterior de la placa de reparación y el perímetro interior del agujero en la chapa de la carcasa. El diámetro mínimo del agujero es de 2 pulg. Aberturas Shell debido a la retirada de la placa deberán tener un radio de esquina mínima de 2 en. 9.3.2.2 cuellos boquilla y placas de refuerzo deberán ser retirados por completo antes de la instalación de una placa de reparación. 9.3.2.3 La selección de grosor de la placa de reparación se basa en un diseño que se ajusta a la norma como una función de la API y 653, usando una eficiencia conjunta no superior a 0,70. Las soldaduras de la placa de reparación serán soldaduras de filete completo. La dimensión mínima placa de reparación será de 4 pulg. Con una superposición mínima de 1 pulg. Y un solapamiento máximo de 8 veces el espesor de la envoltura (8 t). 9.3.2.4 El espesor de la placa de reparación no excederá el espesor nominal de la chapa de la carcasa adyacente a la reparación. 9.3.3 placas de reparación parche bañadas se pueden usar para reforzar las zonas de placas de concha severamente deteriorados que no son capaces de resistir las cargas de servicio a la que el tanque se va a someter. placas de reparación parche bañadas también se pueden usar para placas para carcasas que están por debajo del espesor de retiro, proporcionando los siguientes requisitos adicionales están satisfechos. 9.3.3.1 La selección del espesor de la placa de reparación se basa en un diseño que se ajusta a la norma como una función de y API 653, usando una eficiencia conjunta no superior a 0,35. La soldadura perimetral será una soldadura de filete completa. 9.3.3.2 El espesor de la placa de reparación no deberá exceder el espesor de la placa shell en el perímetro de la placa de reparación por más de un tercio, pero no más de 1/8 . El espesor de la placa de reparación no excederá 1/2 en. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-8 API S ORMA 653 9.3.3.3 La fuerza restante de las áreas deterioradas debajo de la placa de reparación no se considerará como eficaz en la realización del servicio calculado o cargas hidrostáticas. 9.3.4 placas de reparación parche bañadas se pueden usar para reparar pequeñas fugas de concha, o reducir al mínimo el potencial de fugas de picaduras severamente aislado o muy disperso si los siguientes requisitos son satisfechos. 9.3.4.1 El espesor del depósito existente, con exclusión de los agujeros y picaduras, se encuentra con el grosor de la cáscara aceptable mínimo determinado en 4.3.2 y 4.3.3. 9.3.4.2 La placa de reparación está diseñado para soportar la carga de presión hidrostática entre la placa de la reparación y la cáscara suponiendo existe un agujero en la cáscara usando una eficiencia conjunta de 0,35. 9.3.4.3 El espesor de la placa de reparación no deberá exceder el espesor de la placa shell en el perímetro de la placa de reparación por más de un tercio, pero no más de 1/8 . El espesor de la placa de reparación no será más delgado que 3/16 en. ni más grueso que 1/2 en. Se requiere un filete de todo el perímetro de la soldadura. 9.3.4.4 Este método de reparación no se utilizará si la exposición de las soldaduras de filete en el producto producirá corrosión de la grieta o si es probable que ocurra una celda de corrosión entre la chapa de la carcasa y la placa de reparación. 9.3.4.5 Este método de reparación no se utiliza para reparar fugas de concha si la presencia de producto entre la chapa de la carcasa y la placa de reparación evitará gas liberando desde el tanque para llevar a cabo trabajo en caliente. 9.3.4.6 La chapa de la carcasa existente debajo de la placa de reparación deberá ser evaluado en cada inspección futuro para asegurarse de que cumple los requisitos del 9.3.4.1. Si el espesor de chapa de la carcasa existente no satisface 9.3.4.1 o la placa de reparación no satisface 9.3.3, el área a reparar de acuerdo con 9.2 o 9.3.2. 9.4 Reparación de defectos en Shell Material de la placa La necesidad de la reparación de indicaciones tales como grietas, agujeros o desgarros (como los que a menudo queda después de la eliminación de archivos adjuntos temporales), pozos ampliamente dispersas, y las áreas corroídas descubiertos durante una inspección de la coraza del tanque se determinará en cada caso en particular en acuerdo con la Sección 4. En las zonas donde el espesor de chapa de la carcasa exceda de la requerida por las condiciones de diseño, es permisible para moler irregularidades de la superficie a un contorno liso, siempre que el espesor restante es adecuada para las condiciones de diseño. Cuando la molienda a una superficie de contorno suave resultará en espesor del metal placa shell inaceptable, la placa de cubierta puede ser reparado por el depósito de metal de soldadura, seguido por el examen y ensayo de acuerdo con 12.1.8. Si las áreas más extensas de chapa de la carcasa se requiere reparación, el uso de soldadura a tope la placa de reemplazo shell o placa parche LAP-soldada se considerarán. 9.5 Alteración de proyectiles de tanques a cambio de funda Altura proyectiles de tanque pueden ser alteradas mediante la adición de nuevo material de la placa para aumentar la altura de la carcasa del tanque. La altura shell - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- modificado debe estar de acuerdo con los requisitos de la norma aplicable actual y deberá tomar en consideración las cargas de todos previstos como el viento y sísmica. 9.6 La reparación de soldaduras defectuosas Tipos de defectos de soldadura que necesitan reparación se describen en 9.6.1 a través de 9.6.5. 9.6.1 Las grietas, falta de fusión, y la escoria rechazable y porosidad que necesitan reparación se pueden eliminar completamente ranurado y / o molienda y la cavidad resultante adecuadamente preparada para la soldadura. 9.6.2 Generalmente, no es necesario quitar refuerzo de soldadura existente en exceso de la permitida por la API 650 cuando descubierto en un tanque existente con un historial de servicio satisfactorio. Sin embargo, si las condiciones de funcionamiento son tales que el refuerzo de soldadura excesiva puede ser perjudicial (tal como para un techo flotante con juntas flexibles), se tendrá en cuenta a la reparación de las soldaduras por molienda. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-9 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 9.6.3 soldadura existente destalonado considerado inaceptable basado en la idoneidad para consideraciones de servicio deberá ser reparado por el metal adicional de soldadura, o molienda, según sea apropiado. 9.6.4 Las juntas soldadas que han experimentado pérdida de metal debido a la corrosión pueden ser reparados por soldadura. 9.6.5 huelgas Arc descubiertos en o adyacentes a las uniones soldadas deben ser reparados mediante molienda y / o soldadura. huelgas Arc reparados por soldadura se pueden moler a ras con la placa. 9.6.6 Después de reparar los defectos de soldadura que figuran en la API 653, sección 9.6, las zonas reparadas serán examinados de conformidad con los requisitos de API 653, Sección 12.1.3. 9.7 Reparación de Shell Penetraciones 9.7.1 Las reparaciones en las penetraciones de concha existentes deberán estar en conformidad con API 650, Sección 5.7. 9.7.2 placas de refuerzo pueden añadirse a las boquillas no reforzados existentes cuando se considere apropiado. La placa de refuerzo deberán satisfacer las exigencias de espaciado dimensionales y de soldadura de API 650, Sección 5.7. Véase la Figura 9.7 y Figura - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 9.8 para los detalles aceptables. 9.7.3 Como alternativa, las placas de refuerzo pueden ser añadidos a la parte interior del tanque a condición de que existe suficiente proyección de la boquilla. 9.8 Adición o sustitución de Shell Penetraciones 9.8.1 Nuevas penetraciones de concha (adición o sustitución) deben estar de acuerdo con el material, el diseño y los requisitos de alivio de tensión de API 650, Sección 5.7 y de acuerdo con 9.8.2 a través de 9.8.6 de este estándar. UN 1/4 en. dirá agujero cuento, taladro y grifo para 1 / 8- en. rosca de tubo tt proyectil (1,5 in. Max) mayor de un tanque de 2 pulg. o6T 1/16 en. Aot SECCIÓN AA UN tyT UN (máximo) en. 1/4 en. 3/4 en. 5/16 en. 9/16 15/16 En 1 1/8 En 1 5/16 En 1 9/16 En 1 3/4 en. 3/8 en. 7/16 en. 1/2 en. 9/16 en. 5/8 en. NOTA Todos los detalles, dimensiones, y el espaciamiento de soldadura debe estar de acuerdo con los requisitos de API 650. Figura detalles 9,7-típicos para la adición de placa de refuerzo para existente Shell Penetración Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-10 API S ORMA 653 1 / 4- UN en el. orificio de aviso, para taladrar y roscar 1 / 8- en. rosca de tubo Tt Tot (1,5 in. Max) 1/16 mayor proyectil de 2 pulg. de un tanque o6T en. AB SECCIÓN AA UN tyT (máximo) UN en. 1/4 en. 9/16 3/4 en. 15/16 En 5/16 en. 1/4 en. 3/8 en. 5/16 en. 7/16 en. 5/16 en. 1/2 en. 3/8 en. 9/16 en. 3/8 en. 5/8 en. 3/8 en. 1 1/8 En 1 5/16 En 1 9/16 En 1 3/4 en. segundo 1/4 en. NOTA Todos los detalles, dimensiones, y el espaciamiento de soldadura debe estar de acuerdo con los requisitos de API 650. Figura detalles 9,8-típicos para la adición de Shape “Tombstone” placa de refuerzo a existente Shell Penetración 9.8.2 El área de refuerzo de penetración requerida de API 650, Sección 5.7.2, se determinará utilizando el grosor de la cáscara requerida calculada por la ecuación en 4.3.3.1 b) de esta norma excepto la variable S será el esfuerzo de diseño permisible de API 650, Tabla 5-2a o 5-2b Tabla para la chapa de la carcasa existente; utilizar 20.000 lbf / in. 2 si de material desconocido. Una eficiencia conjunta de 1,0 puede ser utilizado (ver 9.8.5). La variable MARIDO será la altura desde la línea central de la penetración al nivel máximo de líquido, en ft. 9.8.3 Las penetraciones se pueden prefabricar en conjuntos de inserto liberado de tensiones térmicamente cuando sea requerido por API 650, Sección 5.7.4. API 650, Sección 4.1.5, se puede usar cuando el material de refuerzo es de API 650 Grupo-IV a través de Grupo-VI y la cubierta existente es un Grupo-I a través del material Group-IIIA. 9.8.4 Deberán cumplirse los siguientes requisitos de erección: a) si se utiliza un diseño integral de refuerzo, la placa de inserción en su periferia tendrá un 1: conicidad reducción de 4 para que coincida con el espesor de la placa shell - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- cuando la placa de inserción supera el espesor de la placa shell por más de 1/8 en.; b) separación de las soldaduras debe estar de acuerdo con la figura 9.1; c) la nueva placa de inserción será unido a placa para carcasa existente con plena penetración y soldaduras a tope de fusión completos. 9.8.5 Los exámenes se por la Sección 12, a excepción de las penetraciones localizadas en una articulación shell recibirán radiografía shell adicional de acuerdo con API 650, Sección 5.7.3. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 9-11 9.8.6 Las penetraciones de más de 2 en. NPS deben ser instalados con el uso de una placa de inserción si el espesor de chapa de la carcasa es mayor que 1/2 en. y el material de chapa de la carcasa no cumple con los criterios actuales de temperatura de diseño del metal. Además, se reunió con el siguiente requisito: a) el diámetro mínimo de la placa de inserción será de por lo menos dos veces el diámetro de la penetración o el diámetro más 12 en, el que sea mayor.; b) cuando se utilizan placas de refuerzo, el diámetro mínimo de la placa de inserción será igual al diámetro de la placa de refuerzo más 12 en. 9.9 Alteración de penetraciones Shell existentes 9.9.1 penetraciones shell existentes pueden ser alteradas si los detalles alterados cumplen con los requisitos de API 650, Sección 5.7, incluyendo los requisitos para la zona de refuerzo mínimo y los requisitos para el espaciamiento de las soldaduras alrededor de las conexiones. 9.9.2 Al instalar un nuevo fondo del tanque por encima del fondo existente, puede ser necesario alterar penetraciones shell existentes en el curso inferior de una carcasa del tanque. Si la nueva parte inferior está ranurada a través de la coraza del tanque varias pulgadas por encima del fondo existente, la separación entre las soldaduras existentes alrededor de las penetraciones y la nueva soldadura de abajo hacia cáscara no pueden cumplir con API 650 requisitos. Opciones para alterar las penetraciones y / o placas de refuerzo se dan en 9.9.2.1 través 9.9.2.3. 9.9.2.1 La placa de refuerzo existente puede ser recortado para aumentar la separación entre las soldaduras a condición de que el detalle alterada cumple con los requisitos de API 650, Sección 5.7. Se debe tener cuidado durante la operación de recorte para evitar dañar el material de la cubierta debajo de la placa de refuerzo. La soldadura existente unir la parte de la placa de refuerzo para ser retirado se eliminó completamente por la especulación y molienda. 9.9.2.2 La placa de refuerzo existente puede ser retirado y un nuevo placa de refuerzo añadido excepto que el reemplazo de placa de refuerzo no está permitido en el estrés existente aliviado conjuntos menos que se cumplan los requisitos de 11,3. Si no se sabe si el conjunto térmicamente se subrayó aliviado, a continuación, la alteración deberá cumplir los requisitos de API 650, Sección 5.7.4. Se debe tener cuidado al retirar la placa de refuerzo existente para evitar dañar la chapa de la carcasa debajo de la placa de refuerzo. Cuando la mitad superior de la placa de refuerzo existente cumple todos los requisitos de API 650, se puede dejar en su lugar con la aprobación del comprador. En este caso, sólo la mitad inferior de la placa de refuerzo existente necesita ser retirado y reemplazado con uno nuevo. La mitad superior existente de la placa de refuerzo y la nueva sección inferior estará provista con un agujero nuevo revelador, si es necesario, o agujero perforado, y un acoplamiento de tubos con costura para la prueba neumática. El espesor de la placa shell bajo el orificio de aviso o agujero perforado se comprobará después de la perforación y el espesor no deberá ser inferior a 1/2 t min, tal como se calcula en 4.3.3.1, además de cualquier tolerancia de corrosión requerida. Las soldaduras para ser reemplazados por el perímetro de la placa de refuerzo y entre la placa de refuerzo y el cuello de la penetración se pueden eliminar completamente ranurado y molienda. La nueva placa de refuerzo debe estar de acuerdo con la figura 9.7. Si es necesario para mantener la separación de soldadura, una forma de placa de refuerzo lápida se puede utilizar (véase la Figura 9.8). 9.9.2.3 La penetración existente puede ser movido por el corte de la sección de la carcasa que contiene la placa de ajuste y de refuerzo, y el aumento de todo el conjunto a la elevación correcta (véase la Figura 9.9). 9.9.3 Cualquiera de los componentes de la penetración (cuello, brida, y placa de refuerzo) que están en condiciones de servicio después de la eliminación pueden ser reutilizados. 9.9.4 Una nueva parte inferior puede ser instalado a través de una placa de refuerzo lápida existente, siempre que todos los requisitos de espacio y de refuerzo de soldadura, como se especifica en API 650, se cumplan. Uno de los métodos siguientes se utilizarán. a) Eliminar únicamente la parte de la placa de refuerzo existente necesario soldar y probar la nueva soldadura de abajo hacia shell. El borde inferior de la placa de refuerzo será cortada razonablemente recta y horizontal y biselado para facilitar la soldadura. Véase la figura 9.10 para soldadura detalles conjuntos. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-12 API S ORMA 653 Las líneas de corte en la placa shell R -ver Figura 9.1 + + R -ver Figura 9.1 Espaciamiento de acuerdo con la Sección 5.7.3 de API 650, o según lo permitido por La parte superior de 9.10.2.4 la nueva propuesta placa de relleno mismo de fondo espesor que la cáscara nueva inferior placa de refuerzo parte inferior de edad parte inferior de edad ANTES DE ELEVAR Después de levantar Figura 9.9-Método para la crianza de Shell Boquillas Línea central de la boquilla penetración de la envuelta existente (soldaduras existentes no mostrados) Ver Nota 1 proyectil de un tanque T t anular lápida existente tamaños filete de soldadura por API 650, Sección 5.1.5.7 New parte inferior o placa No inferior a la mayor de las T / 2 o el tamaño filete determinado a partir de API 650, Sección 5.1.5.7 NOTA 1 En el uso de este detalle, se debe confirmar que la distancia desde la parte superior de la nueva parte inferior del centro de la boquilla se encuentra con API 650, Tabla 5-6a o 5-6B Tabla. NOTA 2 Todas las soldaduras que se muestran se controlará por separado a la API 650, Sección 7.2.4. Figura 9.10-detalles de la instalación de un nuevo fondo a través de una placa de refuerzo existente Tombstone Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- placa de refuerzo 9-13 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN b) biselado de la cáscara desde el interior para permitir una soldadura de penetración completa entre la parte inferior y la cáscara. Este método sólo se puede utilizar en tanques en los que la placa anular o espesor de la placa bosquejo de fondo es igual a o mayor que 10 mm ( 3/8 en.). Este detalle soldadura debe ser utilizado a lo largo de todo el ancho de la placa de refuerzo y deberá extenderse un mínimo de 25 mm (1 in.) Más allá de los bordes de la placa de refuerzo. Una vez más allá de la placa de refuerzo, la soldadura de penetración total deberá atar en al exterior soldadura de filete-shell-a abajo para crear una “parada de agua” y luego pasar al detalle de soldadura típico-shell-a abajo. Véase la figura 9.11 para soldadura detalles conjuntos. c) La parte inferior de la placa de refuerzo se puede eliminar usando un corte horizontal entre la solera inferior del cuello de la boquilla y la nueva parte inferior por los requisitos de la figura 9.12. La placa de refuerzo eliminado (o nuevo) deberá prepararse para una fusión de soldadura de empalme completa con orificio de aviso añadido (véase la Figura 9.12). La placa de refuerzo eliminado (o nuevo) se re-instala después de la soldadura-shell-a abajo se ha completado, inspeccionado, y probado. La soldadura de empalme se hará antes de la soldadura de refuerzo de placa de soldadura de la placa inferior. La soldadura de empalme completo deberá partícula magnética examinó. d) La parte inferior de la placa de refuerzo existente puede ser removido y re-instalado después de la nueva soldadura-shell-a abajo es completa. La placa de refuerzo existente será cortada en la línea central horizontal de la boquilla. se requieren orificios de aviso en ambas partes de la placa de refuerzo (véase la Figura 9.8). e) la placa de refuerzo existente puede ser eliminado, modificado y re-instalado después de la nueva soldadura-shell-a abajo es completa (véase la Figura 9.8). NOTA 1 Opciones d) ye) no se permiten en boquillas con tratamiento térmico posterior a la soldadura existentes a menos que se cumplan los requisitos de 11.3. NOTA 2 Para minimizar el daño a la chapa de la carcasa de tal manera que las reparaciones se pueden hacer, se debe tener cuidado al retirar la placa de refuerzo existente. Línea central de la boquilla Existente penetración de la envuelta ?????????????????????????? lápida existente placa de refuerzo Ver Nota 1 proyectil de un tanque soldadura de penetración tamaños filete de soldadura por API completa 650, Sección 5.1.5.7 Nuevo fondo o ???????????????????????? 3/8 en.) NOTA 1 En el uso de este detalle, se debe confirmar que la distancia desde la parte superior de la nueva parte inferior del centro de la boquilla se encuentra con API 650, Tabla 5-6a o 5-6B Tabla. NOTA 2 Todas las soldaduras que se muestran se controlará por separado a la API 650, Sección 7.2.4. Figura 9.11-detalles de la instalación de un nuevo fondo a través de una placa de refuerzo existente Tombstone - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-14 API S ORMA 653 central de la boquilla penetración de la envuelta existente soldaduras existentes Línea MARIDO (Min.) existente existente o nuevo proyectil de tanque refuerzo lápida soldadura de penetración completa T t J anular Ver Nota 1 (Min.) Telltale placa de Re-instalado placa de refuerzo tamaños filete de soldadura por API 650, Sección 5.1.5.7 Nuevo fondo o placa J MARIDO Material Caso 1, 2, y 3 Espesor (El más grande de) 1 t ????? 2 en. 1 (El más grande de) 3 en. 3 pulg. 3 en. 1 O 4 tw Caso 1: t ????? 2 en. ????????????? 2 t Caso 2: t ????? 2 en. 1 4 pulg. O 4 t 3 pulg. O 4 tw Caso 3: t ????? 2 en. 1 5 pulg. O 4 t 5 pulg. O 4 tw dónde tw es el tamaño de la soldadura requerida de API 650, Sección 5.1.5.7. Material de la caja 1-Shell cumple con API 650, se PWHT'd Séptimo requisitos de tenacidad posteriores Edition o y apertura. Material de la caja 2-Shell cumple con API 650, séptimo requisitos de tenacidad posteriores Edition o. Material de la caja 3-Shell no cumple con API 650, séptima edición o requisitos de tenacidad posteriores. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- NOTA 1 En el uso de este detalle, se debe confirmar que la distancia desde la parte superior de la nueva parte inferior del centro de la boquilla se encuentra con API 650, Tabla 5-6a o la Tabla 5-6B y que, además, hay espacio suficiente para proporcionar el mínimo MARIDO y J espaciados. NOTA 2 Todas las soldaduras que se muestran se controlará por separado a la API 650, Sección 7.2.4. Figura 9.12-detalles de la instalación de un nuevo fondo a través de una placa de refuerzo existente Tombstone Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 9-15 9.10 Reparación de Fondos de Tanques 9.10.1 La reparación de un Porción de Fondos de Tanques 9.10.1.1 Requisitos generales de reparación Se permite el uso de placas de parche soldada para la reparación de una parte del fondo de los tanques apoyados de manera uniforme dentro de las limitaciones dadas en esta sección y 9.10.1.2. Véase la figura 9.13 para obtener detalles aceptables para las placas de parche soldada. a) La dimensión mínima para una placa de parche soldada que se superpone una costura inferior o parche existente es 12. El soldada en la placa parche puede ser circular, oblonga, o poligonal con esquinas redondeadas. . B) A soldada en la placa de parche más pequeño que 12 en de diámetro se permite si: es igual o superior a 6 en de diámetro;. no se superpone con una costura inferior; no se coloca totalmente o parcialmente sobre un parche existente; y se extiende más allá de la zona del fondo corroído, si alguna, por lo menos 2 en. c) soldada en placas de parche no puede ser colocado sobre áreas de la parte inferior del tanque que tienen inclinación lateral global, inclinación lateral local de [excepto lo permitido por 9.10.1.1 d)], la solución, o la distorsión mayor que los límites del Anexo B. NOTA Si el depósito se encuentra todavía en solución, la adición de la placa de parche soldada no puede ser aconsejable. d) Una placa de parche soldada puede ser colocada sobre una abolladura mecánica o inclinación lateral local si: su dimensión no soportado no exceda 12 en en cualquier dirección;. es al menos 1/4 en espesor.; que es al menos tan gruesa como la parte inferior existente; y no se solapa costuras ni otros parches, a excepción de los tanques diseñados de acuerdo con API 650, anexo M, que se han soldadas sobre placas de parche al menos 3/8 en. de espesor. e) Estas reparaciones son reparaciones permanentes sujetas a un programa de inspección y mantenimiento en curso. f) La instalación de un nuevo colector de aceite debe cumplir con la norma API 650 Sección 5, párrafo 5.8.7 (Grifo de consumo de agua sumideros), Tablas 5-16a y 5-16b y - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- la Figura 5-21. 9.10.1.2 Las reparaciones dentro de la Zona Crítica Se permite el uso de placas de parche soldada para la reparación de una parte del fondo de los tanques dentro de la zona crítica (véase 3.10 para la definición) proporcionado 9.10.1.1 requisitos y se cumplan los siguientes requisitos adicionales. a) El espesor máximo de la placa para soldada en placas de parche dentro de la zona crítica es 1 / 4- pulg. y debe cumplir con la dureza requisitos de API 650, Sección 4.2.10. b) Cuando una placa de parche soldada está dentro de 6 pulg. de la cáscara, el soldado en la placa de parche se lápida forma. Los lados de la lápida en forma soldadas-en la placa parche se cruzan la articulación-shell-a abajo en aproximadamente 90 °. c) las soldaduras perimetrales en las placas de parche soldada dentro de la zona crítica serán de dos pasadas, el mínimo, y se examinaron por 12.1.1.3 y 12.1.7.2. d) Instalación de una placa de parche soldada por soldadura a tope a un parche existente adyacente no está permitido en la zona crítica. e) las placas de parche soldada en más de parches existentes no están permitidos en la zona crítica. f) La placa de fondo bajo el perímetro de una placa de parche soldada deberá cumplir los requisitos de espesor en 4.4. g) Para tanques con chapa de la carcasa de la tenacidad desconocido como se define en la Sección 3, los nuevos soldaduras de filete utilizados para instalar una placa de parche lápida en la zona crítica se espaciados al menos la mayor de 3 pulg. o 5 t de uniones de soldadura verticales existentes en el curso del forro del fondo, donde t es el espesor de la capa del forro del fondo, en pulgadas. Ver figura 9,13 para mayor orientación sobre el espaciamiento de soldadura. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Nota 3 UN L 1 UN Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST crítica sección AA 6 in. t Cáscara Nota 3 L2 2 in. (Min.) costura inferior la tercera vuelta de la placa 2 in. 2 in. (Min) 2 in. (Min.) 7) El mayor de 3 pulg. O 5 t ( Nota 6 in. (Min.) 12 in. (Min.) en su caso soldaduras nuevas-a-existentes. depósitos de la resistencia desconocida. NOTA 6 Estas reglas se aplican a partes inferiores soldadas a tope, en su caso. NOTA 7 Se aplica a los más allá de la vuelta de tres placas. NOTA 5 Parches más de vueltas de tres placa deberá extenderse un mínimo de 12 in. En todas las direcciones a lo largo de todas las vueltas se llevará a cabo al menos 2 pulg. de cordón de soldadura. soldado en la placa de parche es aproximadamente paralelo a una costura de fondo, el borde NOTA 3 La dimensión máxima a lo largo de la cáscara para placas soldadas-en parche en la zona crítica es 24 en. NOTA 4 Cuando el borde de un NOTA 2 La distancia mínima entre dos placas de parche soldada en la zona crítica será de un medio de el menor de L 1 o L 2. (ver Nota 5) Tres placas de vuelta costura inferior área corroída parte inferior, Placa de concha 45 ° (min.) . 12 in ) (Min NOTA 1 Dimensiones dados son de punta de soldaduras en ángulo o a la línea central de soldadura a tope y se aplican también a Vista del plan 12 in. (Min.) 12 in. (Min) la Nota 4 2 in. (Min.) Véase vertical de carcasa soldaduras 12 in. (Min.) (Ver Nota 5) la tercera vuelta de la placa (Min.) Figura 9.13-Típica soldada en remiendo placas en el tanque de placas de fondo (Min.) Nota 2 2 in. (Min.) 3 en. Zona La placa inferior o anillo de la placa anular en la zona crítica) ( 1/4 en. espesor máximo Soldada en la placa parche radio mínimo 2 en. soldada en placas Típica “lápida en forma de” Dimensión, véase 9.10.1.1 b) - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Para soldada en placas de parche de menos de 12 en. 9-16 API S ORMA 653 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 9-17 NOTA El espesor de la placa inferior en la soldadura de unión debe ser al menos 0,1-in. de espesor antes de la soldadura de la placa parche soldada a la placa inferior. Consulte la API 2207 para más información. 9.10.1.2.1 No hay de soldadura o de soldadura superposiciones están permitidas dentro de la zona crítica, excepto para la soldadura de: pozos muy dispersos (véase 4.3.2.2), picaduras, grietas en las placas de fondo, la soldadura inferior shell-a-, soldadas-en placas de parche, o donde está siendo reemplazada la placa inferior soldada a la cáscara. 9.10.1.2.2 Una placa de parche soldada no se utilizará si el mínimo placa de fondo cubierto espesor remanente en la punta de la soldadura interna-shell-a abajo será menor que el espesor mínimo requerido por 4.4.5 y 4.4.6 en la siguiente interna inspección. 9.10.1.2.3 Soldadas parche no se permiten las placas en la zona crítica en un fondo del tanque con una temperatura de funcionamiento superior a 200 ° F para acero al carbono o 100 ° F para el acero inoxidable. 9.10.1.2.4 Si se requieren reparaciones más extensas dentro de la zona crítica de los enumerados en 9.10.1.2, la placa inferior soldada a la cáscara se recorta y se debe instalar una nueva placa. requisitos de separación de soldadura deben estar de acuerdo con 9.10.2.4, y API 650, Sección 5.1.5.4 y la Sección 5.1.5.5. La soldadura-shell-a abajo se retira y se sustituye por una distancia mínima de 12 in. A cada lado de la nueva placa de fondo. 9.10.1.3 Se permite el uso de placas de parche soldada que no cumplen con los requisitos de 9.10.1.1 o 9.10.1.2 si el método de reparación ha sido revisado y aprobado por un ingeniero con experiencia en el diseño del tanque de almacenamiento de acuerdo con API 650. En dicha revisión se considerar la fractura por fragilidad, el estrés debido al asentamiento, el estrés debido a la discontinuidad de conchas inferior, la temperatura del metal, mecánica de fractura, y la extensión y calidad de la ECM. 9.10.1.4 indicaciones inaceptables, tales como grietas, gubias, lágrimas y zonas de corrosión descubiertos en placas de fondo, que se encuentra fuera de la zona crítica, se pueden reparar por el depósito de metal de soldadura seguida de examen y ensayo de acuerdo con 12.1.7.3. Las irregularidades de superficie y 9.10.1.5 La reparación de sumideros situados dentro de la zona crítica se hará de conformidad con 9.10.1.2. 9.10.1.6 La reparación de placas de corrosión en la zona crítica se limita a la soldadura pit o soldadura de superposición como se ha señalado en esta sección. La reparación - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- de la contaminación dentro de la zona a reparar deberán ser retirados antes de la soldadura. por soldadura de la corrosión placa inferior está permitida si todas las condiciones siguientes. a) La suma de las dimensiones de pozo a lo largo de un arco paralelo a la articulación-shell-a abajo no exceda 2 en. en un 8-in. longitud. b) Debe haber suficiente espesor de la placa inferior restante para la finalización de una soldadura de sonido y para evitar burn través. El espesor de la placa inferior mínimo aceptable para reparaciones de soldadura es de 0.10 pulg. Se permite que un menor espesor para reparaciones de soldadura sólo si revisados y aprobados por un ingeniero con experiencia en el diseño del tanque de almacenamiento y reparación. c) Todas las reparaciones de soldadura se pueden moler a ras con el material de la placa circundante y ser examinados de acuerdo con 12.3.2.4. 9.10.2 Sustitución de placas de fondo del tanque 9.10.2.1 Requisitos para la instalación de una parte inferior de reemplazo sobre un fondo existente se encuentran en 9.10.2.1.1 través 9.10.2.1.5. 9.10.2.1.1 cojín de material no corrosivo adecuado, tal como arena, grava, o de hormigón se utilizará entre la antigua parte inferior y la nueva parte inferior. 9.10.2.1.2 El depósito deberá ser ranurado con un corte uniforme hecho paralelo al fondo del tanque. Los bordes de corte en la ranura deberán ser molidos para eliminar toda la escoria y las rebabas de las operaciones de corte. La nueva placa de fondo se extenderá fuera de la carcasa como es requerido por API 650, Sección 5.4.2. Se deben seguir todas las reglas para el espaciado de soldadura. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-18 API S ORMA 653 9.10.2.1.3 Los huecos en los cimientos debajo de la parte inferior de edad deberán llenarse con arena, piedra caliza triturada, lechada de cemento o concreto. 9.10.2.1.4 Excepto lo permitido en 9.10.2.7, penetraciones de concha existentes deberán ser elevadas o sus placas de refuerzo modificadas si la elevación de los nuevos resultados de fondo en inadecuada de boquilla detalles de refuerzo (véase la figura 9.8 y API 650, Sección 5.7.2) o si los requisitos de espacio de soldadura dados en API 650, Sección 5.7.3 no se cumplen. 9.10.2.1.5 Para los tanques de techo flotante, el nuevo perfil inferior debe mantener el nivel del techo cuando se está descansando sobre sus patas de apoyo. La nivelación de la techo flotante se puede ajustar cambiando la longitud de las patas de apoyo. Las patas de apoyo pueden permanecer la misma longitud para mantener la altura original por encima del fondo o ser acortado por la misma cantidad que el espesor de la almohadilla y la nueva placa de fondo. 9.10.2.2 se instalarán placas de apoyo para las nuevas columnas de soporte de techo fijo. Para flotante de acero piernas techo, esponjas de acero u otros medios se utilizará para distribuir las cargas en la parte inferior del tanque y proporcionar una superficie de desgaste. Si se utilizan pastillas, que deberán estar soldadas de forma continua a la parte inferior del tanque. Para cubiertas de aluminio flotante, las almohadillas pueden ser omitidos si el propietario / operador aprueba y nuevo acero inoxidable austenítico o no metálico aceptable (por ejemplo, Teflon) espaciadores se instalan para aislar las piernas de la parte inferior de acero al carbono. Para cubiertas de aluminio flotante, acero inoxidable austenítico o no metálico aceptable (por ejemplo, teflón) espaciadores pueden instalado para aislar las piernas de la parte inferior de acero al carbono en lugar de almohadillas soldadas si los espaciadores no dañarán recubrimientos inferiores, no hay evidencia de daños por corrosión a partir de estos separadores en la parte inferior anterior, y si el propietario / operador aprueba. 9.10.2.3 Cuando la eliminación de un fondo del tanque existente, la carcasa del tanque estará separado de fondo del tanque, ya sea por: - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- a) el corte de la cáscara paralelo al fondo del tanque con un mínimo de 1/2 en. por encima de la soldadura de abajo hacia shell (línea de corte BB como se muestra en la Figura 10.1), o b) la eliminación de toda la soldadura de unión-shell-a abajo, incluyendo cualquier penetración y la zona afectada por el calor por métodos adecuados, tales como desbaste de arco y / o molienda. Todas las áreas de arco gouged del depósito de soldadura-shell-a abajo serán partícula magnética examinado, y áreas defectuosas reparadas y re-examinado. 9.10.2.4 Instalación de un nuevo fondo del tanque, después de la retirada del fondo del tanque existente, deberán satisfacer las exigencias de API 650. Excepto en lo permitido en 9.10.2.7, penetraciones de concha existentes deberán ser elevadas o su penetración placas de refuerzo modificadas si la elevación de la nueva parte inferior resultados en refuerzo boquilla insuficiente (véase la Figura 9.8 y API 650, Sección 5.7.2) o si los requisitos de separación de soldadura dados en API 650, Sección 5.7.3 no se cumplen. Para tanques con chapa de la carcasa de la tenacidad desconocido como se define en la Sección 3, las nuevas juntas de soldadura en la parte inferior o anillo anular estarán espaciados al menos la mayor de 3 pulg. O 5 t de uniones de soldadura verticales existentes en el curso del forro del fondo, donde t es el espesor de la capa del forro del fondo, en pulgadas. 9.10.2.5 La sustitución de porciones de un fondo del tanque existente (placas rectangulares enteros o grandes segmentos de placas) no dentro de la zona crítica (véase 3.10 para la definición) se permiten bajo las mismas reglas que rigen la instalación de fondos en la nueva construcción del tanque por API 650, secciones 5.4 y 5.5. 9.10.2.6 Se considerará que el siguiente para tanques con protección catódica y menores de parte inferior de detección de fugas. a) Para los tanques que tienen protección catódica (CP) instalado debajo del fondo existente, se tendrá en cuenta a la eliminación de toda la parte inferior y la cáscara muerto no utilizado para evitar que el blindaje de la corriente CP a la nueva parte inferior. La eliminación de la antigua parte inferior también es importante en la prevención de la corrosión galvánica (consulte la API 651). Cuando esto es posible, la eliminación de toda la parte inferior de edad, excepto la cáscara muerto no utilizado y no más de 18 pulg. De anillo inferior unido a la cáscara, se considerarán. b) Se tendrá en cuenta a la instalación de bajo-inferior de detección de fugas en este momento (tal como un RPB) para contener y canalizar cualquier fuga inferior a un lugar en el que fácilmente se puede observar desde fuera del tanque. Ver 4.4.3.5 y el anexo I. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 9-19 9.10.2.7 Para tanques construidos a partir de materiales que tienen 50.000 lbf / in. 2 dió fuerza o menos, penetraciones de concha existentes no necesitan ser levantados si se cumplen las siguientes condiciones. a) Para las penetraciones reforzados, incluyendo-bajos tipos, un mínimo de 4 pulg. deberá mantenerse entre el pie de soldadura inferior shell-a y el dedo más cercano de fijación penetración de la soldadura (de armadura de soldadura periferia placa, o soldadura del cuello de la boquilla a baja tipo de refuerzo placa y soldaduras shell). b) Para las penetraciones autorreforzados, mayor de 3 pulg. o 2 1/2 t deberá mantenerse entre la soldadura shell a abajo dedo del pie y el pie de soldadura de unión penetración más cercano. c) La soldadura-shell-a abajo se va a soldar con electrodos de bajo hidrógeno y con los procedimientos de soldadura que están diseñados para limitar la distorsión y el estrés residual. d) Los dedos de los pies de las soldaduras se mezclar-suelo para minimizar las concentraciones de tensión de la siguiente manera. i) Para placas de refuerzo circulares, mezclar-moler la soldadura de unión periferia de la posición “cuatro” a la posición “ocho”. Blend-moler el interior y el exterior de la parte inferior shell-a-soldar un mínimo de una longitud de penetración de diámetro en cada lado de la línea central de la penetración. ii) Para placas de refuerzo en forma de diamante, mezclar-moler la longitud horizontal inferior del diamante en forma de attach- ment soldadura. Blend-moler el interior y el exterior de la parte inferior shell-a-soldar un mínimo de una longitud de penetración de diámetro en cada lado de la línea central de la penetración. iii) para penetraciones de tipo bajo, mezclar-moler la soldadura accesorio de boquilla (shell y placa de refuerzo) de la posición “cuatro” a la posición “ocho”. Blend-moler el interior y el exterior de la parte inferior shell-a-soldar un mínimo de una longitud de penetración de diámetro en cada lado de la línea central de la penetración. e) Las longitudes-tierra de mezcla de soldaduras enumeradas en 9.10.2 d) serán de partículas magnéticas examinado antes y después de la prueba hidrostática. 9.10.3 adicionales placas soldadas-en 9.10.3.1 Si otro soldada en placas tales como el desgaste, el aislamiento, el delantero, y placas de carga, son para ser añadido a fondos de tanques, que deben ser instalados de acuerdo con 9.10.1, y se examinaron de acuerdo con 12.1.7. Para estos adicional soldada en placas, si no se cumplen los requisitos de espacio regazo de soldadura como se expone en la figura 9.13, se requiere de partículas magnéticas (MT) o el examen de líquidos penetrantes (PT) para las soldaduras expuestas o porciones de las soldaduras que no cumplan mínimo criterios de espaciamiento. Véase la Sección 12 para los requisitos de aceptación. 9.10.3.2 Soldadas en los platos que caen dentro de la zona crítica (véase 3.10 para la definición) se instala de acuerdo con 9.10.1.2 y cumplir con todos sus requisitos. 9.11 Reparación de techos fijos 9.11.1 Las reparaciones 9.11.1.1 Las reparaciones del techo que involucra la descarga del tanque deberán estar hechos de manera que la ventilación normal y de emergencia cumple con los requisitos de API 650, Sección 5.8.5. 9.11.1.2 Reparaciones de techo que implican modificación de la estructura de la cubierta y la junta frangible (si es aplicable) deberán estar en conformidad con los requisitos de API 650, Sección 5.10. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-20 API S ORMA 653 9.11.2 techos de cono soportados 9.11.2.1 El espesor mínimo de las nuevas placas de techo será 3/16 en. más cualquier margen de corrosión como se especifica en las especificaciones de reparación. En las cargas vivas de techo caso de más de 25 lbf / ft 2 se especifican (tales como aislamiento, vacío de funcionamiento, altas cargas de nieve), el espesor de la placa se basará en el análisis utilizando las tensiones admisibles en conformidad con API 650, Sección 5.10.3 (ver 9.11.2.2). 9.11.2.2 Los soportes de techo (vigas, vigas, columnas y bases) serán reparados o alterados de tal manera que bajo las condiciones de diseño las tensiones resultantes no excedan de los niveles de estrés dadas en API 650, Sección 5.10.3. 9.11.3 Los techos autoportantes 9.11.3.1 El espesor nominal de la nueva placa de techo será 3/16 en. o el espesor de la placa requerida dada en API 650, Sección 5.10.5 o la Sección 5.10.6, además de cualquier tolerancia de corrosión especificado, lo que sea mayor. 9.11.3.2 Los detalles de la unión de techo a la cáscara deberán cumplir los requisitos de API 650, Sección 5.10.5, Sección 5.10.6, o el anexo F de la presente norma, en su caso, para el servicio previsto. 9.12 Reparación de techos flotantes 9.12.1 techos flotantes externos Cualquier método de reparación es aceptable que se pueda restablecer el techo a una condición que le permite realizar según sea necesario. 9.12.2 Los techos flotantes internos Las reparaciones de techos flotantes internos deberán estar hechas de acuerdo con los planos de construcción originales, si está disponible. Si los planos de construcción originales no están disponibles, las reparaciones del techo debe cumplir con los requisitos de API 650, Anexo H. 9.12.3 reparación de fugas en Pontones Todas las filtraciones en pontones o compartimentos de techos flotantes de dos pisos deben ser reparados por volver a soldar las articulaciones y / o el uso de placas de parche con fugas. 9.13 reparación o sustitución del techo flotante Perímetro Sellos 9.13.1 juntas primarias sellos zapato primaria RIM-montado y sistemas de sellado toroidales se pueden quitar, reparar, o reemplazados. Para reducir al mínimo las pérdidas por evaporación y reducir el peligro potencial para los trabajadores, no más de una cuarta parte del sistema de impermeabilización de la cubierta debe estar fuera de un tanque en servicio al mismo tiempo. espaciadores de la llanta por lo general no pueden ser alcanzados para permitir la retirada en servicio. En este caso, en servicio reparaciones se limitan a la sustitución de la tela de sellado primario. 9.13.2 juntas secundarias Borde-montados y juntas secundarias zapato montado pueden ser fácilmente instalado, reparado, o reemplazado mientras que el tanque está en servicio. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- temporales para mantener el techo centrado se utilizarán durante las reparaciones. sistemas de sello primario montados en parte o totalmente debajo de la barra de empernado o superior T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 9-21 9.13.3 Seal-a-shell Gap Reparación y otras acciones correctivas para mantener los requisitos de gap-sello-a Shell, incluyen los siguientes. a) Ajuste del sistema de suspensión en los sellos de zapatos primarios, y la adición de relleno de espuma en juntas toroidales. b) El aumento de la longitud de borde montadas juntas secundarias en el área del problema. c) Sustitución de la totalidad o parte del sistema de junta primaria junto con posible instalación de una extensión de borde de un sello secundario. Este paso se tendrá solamente después de comprobar la variación espacio anular en varios niveles de bomba de baja a alta de nivel de líquido. 9.13.4 daños mecánicos Las piezas dañadas deben ser reparados o reemplazados. Antes de tomar esta acción, deberá ser identificado y corregido la causa del daño. partes de hebilla se sustituyen, no enderezado. tela sello rasgado se sustituye. 9.13.5 Deterioro de Material de sellado resultados deterioro del material de desgaste y la corrosión de los elementos metálicos, y deterioro químico y tiempo de la tela de sellado. La información de la vida de servicio e inspección será utilizada para determinar si se justifica un cambio de material. 9.13.6 Instalación de Primaria y juntas secundarias 9.13.6.1 La sustitución o adición de juntas primarias y secundarias deben estar de acuerdo con las recomendaciones del fabricante del cierre. Además, la instalación final debe cumplir con todas las jurisdicciones aplicables. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 9.13.6.2 Si el espesor de borde del techo es menor que 0,10-in. de espesor, que se sustituye. El nuevo borde del techo será 3 / 16- en. espesor, como mínimo. 9.14 Los grifos calientes 9.14.1 general 9.14.1.1 Los requisitos que se indican en el presente documento abarcan la instalación de conexiones de derivación calientes radiales en tanques existentes en servicio. grifos calientes no están permitidos en material de corteza que requiere alivio de tensión térmica como se especifica en API 650, Sección 5.7.4. a) Para las placas carcasa del tanque de tenacidad reconocido, como se define en la Sección 3, las limitaciones de tamaño de conexión y grosor de la cáscara se muestran en la Tabla 9.1. b) Para las placas de concha tanque de dureza desconocida, tal como se define en la Sección 3, se aplican las siguientes limitaciones. 1) Las boquillas se limitará a un diámetro máximo de 4 en. NPS. 2) La temperatura de la placa del depósito deberá ser igual o superior a la temperatura del metal diseño de la cáscara mínimo para toda la operación de hot tap. 3) deberán ser reforzadas todas las boquillas. El refuerzo se calculará por API 650, Sección 5.7.2. El espesor mínimo de la chapa de refuerzo será igual al espesor de la placa shell, y el mínimo de refuerzo diámetro de la placa no debe ser menor que el diámetro de la escotadura de la cáscara más 2 en. 4) La altura máxima de líquido del tanque por encima de la ubicación del grifo caliente durante la operación de tapping caliente deberá ser tal que la tensión carcasa del tanque hidrostática es menor que 7.000 lbf / in. 2 en la elevación de la corriente caliente. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 9-22 API S ORMA 653 Tabla 9.1-Hot Tap de conexión tamaños y espesores de chapa Shell Shell mínimo NPS espesor de la placa (en.) (en.) ≤6 3/16 ≤8 1/4 ≤ 10 5/16 ≤ 14 3/8 7/16 ≤ dieciséis 1/2 ≤ 18 9.14.1.2 La altura mínima de líquido del tanque por encima de la ubicación del grifo caliente será de al menos 3 pies durante la operación de hot tap. 9.14.1.3 Soldadura se hará con electrodos de bajo hidrógeno. 9.14.1.4 grifos calientes no están permitidos en el techo de un tanque o en el espacio de gas / vapor del tanque. 9.14.1.5 grifos calientes no deben ser instalados en la placa shell laminado o severamente alveolada. 9.14.1.6 grifos calientes no están permitidos en los tanques en el que el calor de la soldadura puede causar agrietamiento ambiental (tales como el craqueo cáustica o el estrés agrietamiento por corrosión). 9.14.2 Procedimientos de Hot Tap Se debe desarrollar y documentar un procedimiento caliente de la llave específica para llevar a cabo el trabajo. El procedimiento debe incluir las prácticas dadas en API 2201. 9.14.3 Trabajo preparatorio 9.14.3.1 El espacio mínimo en cualquier dirección (dedo del pie a los pies de las soldaduras) entre el grifo de agua caliente y boquillas adyacentes será equivalente a la raíz cuadrada de RT dónde R es el radio carcasa del tanque, en pulgadas, y T es el espesor de la placa cáscara, en pulgadas. 9.14.3.2 mediciones de espesor de placa de Shell se tomarán en un mínimo de cuatro lugares a lo largo de la circunferencia de la ubicación de la boquilla propuesta. 9.14.4 limitaciones materiales Solamente los aceros de tomas calientes de tenacidad reconocido, como se define en la Sección 3, a menos que se cumplan los requisitos adicionales de 9.14.1.1 b). Procedimiento de instalación 9.14.5 9.14.5.1 boquillas de tuberías serán cortadas al contorno de la cáscara y biselados desde el exterior para una soldadura de penetración completa (véase la Figura 9.14). La boquilla de soldadura-cuello-a Shell será examinado de acuerdo con 12.1.2.3. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Tamaño de la conexión, 9-23 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 12 en. Min. Hacer 1/4 en el. orificio de aviso, para taladrar y roscar en. rosca de tubo Igual Igual 1 / 8- soldadura vertical placa de refuerzo ( T = t) laminado a radio exterior del cuerpo Mayor de 2 de la cisterna pulg. O 6 T Brida, Clase 150 WN o SO soldadura Horizontal plato si de refuerzo es en dos piezas t boquilla de tubería, Hora prog Espaciado por API extrafuerte 650, Sección 5.7.3 T soldadura horizontal REFUERZO Detalle de la placa (Ver Nota 1 y Nota 2) Moler a cabo de la raíz y de la soldadura de sellado para tamaño de la boquilla 10 en. NPS y más grande Ver Detalle A T ASAMBLEA caliente del grifo 1/4 en. min NOTA 1 Véase 12.1 para los requisitos de ECM. NOTA 2 de refuerzo Dimensiones de la placa son como se dan en la API 650, Tabla 5-6a o 5-6B Tabla. Figura 9.14 Tap-caliente para tanques (ver Nota 1) - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST DETALLE A 9-24 API S ORMA 653 9.14.5.2 Después se suelda el tubo, la placa de refuerzo estará instalado bien en una pieza o dos piezas con soldadura horizontal. La placa de refuerzo a la boquilla se instala con una soldadura de penetración total. Se debe tener cuidado para limitar la entrada de calor a las soldaduras. 9.14.5.3 Después de que la placa de refuerzo se ha soldado a la carcasa y ECM realizado, la almohadilla se someterá a ensayo neumáticamente por el procedimiento descrito en el API 650, Sección 7.3.4. Después de que la válvula ha sido instalado en la brida, una prueba de presión al menos 1,5 veces la carga hidrostática se realiza sobre la boquilla antes de montar la máquina caliente del grifo, que se atornilla a la válvula. La presión requerida para la prueba de presión será de al menos el valor calculado por la siguiente ecuación: PAG ( psi ) = 1.5 MARIDO 2 GRAMO γ w dónde MARIDO 2 es la altura del cuerpo de la cisterna en pulgadas (in.); GRAMO es la gravedad específica del producto almacenado, tal como se especifica por el comprador. La gravedad específica no deberá ser inferior a 1,0; γ w es la densidad del agua en libras fuerza por pulgada cúbica (lbf / in. 3). 9.14.5.4 Un operador calificado debe operar la máquina caliente del grifo y cortar el agujero en el tanque siguiendo los procedimientos del fabricante de la máquina caliente - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- del grifo. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 10-Desmontaje y Reconstrucción 10.1 Generalidades 10.1.1 Esta sección proporciona los procedimientos para el desmontaje y la reconstrucción de tanques soldados existentes que van a ser trasladado de su sitio original. 10.1.2 requisitos de pruebas hidrostáticas, requisitos de ECM, y los criterios de aceptación para la calidad de las soldaduras para tanques reconstruidas se especifican en la Sección 12. 10.1.3 Todo el trabajo de reconstrucción debe ser autorizado por el inspector autorizado o un ingeniero con experiencia en el diseño del tanque de almacenamiento, antes del comienzo de los trabajos de reconstrucción por una organización (véase 3.23). El inspector autorizado designará puntos de espera de inspección requeridas durante el proceso de reconstrucción y la documentación mínima que se presentará a la finalización del trabajo. 10.1.4 El inspector autorizado o un ingeniero con experiencia en el diseño del tanque de almacenamiento deberá aprobar todos los trabajos de reconstrucción en los puntos de espera designados y después de la reconstrucción se ha completado de acuerdo con los requisitos de esta norma. 10.2 Limpieza y desgasificación El tanque debe ser limpiado y liberó gas antes del comienzo del desmantelamiento. 10.3 Métodos de desmantelamiento 10.3.1 general Roof, cáscara, y placas inferiores se pueden cortar en cualquier piezas de tamaño que son fácilmente transportable al sitio nuevo para la reconstrucción. 10.3.2 Las partes inferiores 10.3.2.1 placas de fondo que va a ser reutilizados será cortada por deseaming de lapwelds; o cortando junto de las soldaduras restantes en un mínimo de 2 en. lejos de soldaduras existentes, excepto donde los cortes se cruzan los cordones de soldadura existentes. 10.3.2.2 Si el fondo es para ser utilizado, uno de los métodos siguientes es aceptable: a) las placas de fondo se pueden cortar de la cáscara lo largo de una línea de Automóvil club británico y la línea cama y desayuno se muestra en la figura 10.1, el desechar las soldaduras y la placa inferior unido directamente a la carcasa; b) si toda la parte inferior se va a reutilizar, la parte inferior puede ser cortado de la cáscara en la línea de CC dejando la cáscara con parte de la parte inferior adjunto; do. si el tanque tiene un anillo anular soldadas a tope existente, este anillo puede ser dejado unido a la cáscara o retirado de la carcasa por el corte a lo largo de la línea cama y desayuno o de otro modo la eliminación de la cáscara existente para anulares soldaduras de anillo. 10.3.3 conchas 10.3.3.1 placas de carcasa del tanque pueden ser desmanteladas usando uno de los métodos siguientes o una combinación de los mismos. a) Cualquier anillo de cubierta puede ser desmontada mediante la reducción de costuras de soldadura existentes y la zona afectada por el calor (HAZ) de la soldadura. Para el propósito de este método, la HAZ mínima para ser eliminado será 1/2 de la anchura de soldadura de metal o 1/4 en., el que sea menor, en ambos lados de la costura de soldadura. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 10-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 10-2 API S ORMA 653 Cáscara do UN segundo 1/2 segundo en. min. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 1/2 en. min. 12 en. Min. Placa UN do inferior Figura 10.1-tanque Shell y ubicaciones corte inferior b) Cualquier anillo shell 1 / 2- en. grueso o más fino puede ser desmontado por el corte a través de la soldadura sin necesidad de retirar la HAZ. c) anillos de concha pueden ser desmanteladas por el corte cortes verticales y / u horizontales a través de la cáscara de un mínimo de 6 en. lejos de soldaduras existentes, salvo que se cortes transversales soldaduras existentes. 10.3.3.2 Shell rigidización anillos, incluyendo vigas de viento y ángulos superiores, puede dejarse unida a las placas de concha o puede ser eliminado mediante corte en las soldaduras de fijación. El área donde se eliminan los archivos adjuntos temporales se molió a ras de la chapa de la carcasa. 10.3.3.3 La cáscara se cortó de la placa de fondo a lo largo de la línea cama y desayuno como se muestra en la figura 10.1. La conexión de soldadura inferior shell-a-existente no se puede volver a utilizar a menos que toda la parte inferior es para ser reutilizado intacto. 10.3.4 Los techos 10.3.4.1 placas de techo deben ser cortadas por deseaming de soldaduras de solape, o cortando junto de las soldaduras restantes en un mínimo de 2 en. lejos de soldaduras existentes, salvo que se cortes transversales soldaduras existentes. 10.3.4.2 estructuras de soporte de techo deben ser desmontadas mediante la eliminación de los pernos (si atornillada) o deseaming las soldaduras de fijación estructurales. 10.3.5 Marcado pieza 10.3.5.1 Shell, inferior y techo placas deben ser marcados antes de desmontar para la identificación listo y colocación cuando se reconstruye el tanque. Marking material deberá ser de un tipo durable. Dibujos que muestran pieza ubicaciones de las marcas son también un complemento útil. 10.3.5.2 Un mínimo de dos conjuntos de búsqueda de marcas de punzón se encuentra en los bordes superior e inferior de cada placa para carcasa para facilitar la alineación apropiada durante la reconstrucción. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 10-3 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 10.4 Reconstrucción 10.4.1 general 10.4.1.1 El fundamento para el tanque reconstruido deberá cumplir con las tolerancias de construcción indicados en 10.5.6. 10.4.1.2 adjuntos temporales se retiran, y la zona de fijación molieron a ras con la superficie de la placa. 10.4.2 soldadura 10.4.2.1 Se tomarán medidas durante la reconstrucción de un tanque para asegurar que se mantienen los requisitos de espacio de soldadura de la Figura 9.1. Nuevos juntas verticales en los cursos de forro adyacentes, hechas de acuerdo con 10.3.3.1, no deberán estar alineados pero serán desplazados entre sí una distancia mínima de 5 t, dónde t es el espesor de la placa del curso más gruesa en el punto de la compensación. 10.4.2.2 Tanques y sus archivos adjuntos estructurales soldadura se hará de acuerdo con los procedimientos especificados en la API 650, Sección 5.8 y los requisitos de 10.4.2.3 a través de 10.4.2.11. 10.4.2.3 No soldadura de cualquier tipo se realiza cuando las superficies de las piezas a soldar son mojada por la lluvia, nieve o hielo; cuando la lluvia o la nieve que caiga sobre tales superficies; o durante períodos de fuertes vientos a menos que el soldador y el trabajo estén adecuadamente protegidos. No soldadura de cualquier tipo se realiza cuando la temperatura del metal de base es inferior a 0 ° F. Cuando la temperatura del metal de base es de entre 0 ° F y 32 ° F o el espesor es de más de 1 in., El metal de base a menos de 3 en. Del lugar donde la soldadura se va a iniciar deberá ser calentado a una temperatura cálida a la mano (aproximadamente 140 ° F) antes de la soldadura. (Véase 10.4.4.3 para los requisitos de precalentamiento para placas para carcasas más de 1 1 / 2- en. de espesor.) 10.4.2.4 Cada capa de metal de soldadura de la soldadura de capas múltiples deberá limpiarse de escoria y otros depósitos antes de aplicar la siguiente capa. 10.4.2.5 Los bordes de todas las soldaduras deberán fusionarse con la superficie de la placa sin un ángulo agudo. soldadura máxima admisible destalonado debe estar de acuerdo con API 650, Sección 7.2.1.4 y la Sección 8.5.1 b). 10.4.2.6 El refuerzo de las nuevas soldaduras de todas las juntas a tope en cada lado de la placa no excederá de los espesores que se muestran en la Tabla 10.1. Tabla 10.1 de máxima Espesores en Nueva Soldaduras Dimensiones en pulgadas Espesor de la placa refuerzo máximo Espesor Las juntas verticales ≤ 1/2 > 1/2 hasta el 1 de >1 Las juntas horizontales 3/32 1/8 1/8 3/16 3/16 1/4 10.4.2.7 puntos de soldadura utilizadas en el montaje de las juntas verticales de proyectiles de tanques deberán ser retirados y no permanecerán en la junta terminada cuando las articulaciones se sueldan manualmente. Cuando tales juntas se sueldan mediante el proceso de arco sumergido, los puntos de soldadura deben ser limpiadas a fondo de toda la escoria de soldadura, pero no es necesario retirar siempre que sean de sonido y se fusionan a fondo en los cordones de soldadura aplicada posteriormente. puntos de soldadura se realizarán utilizando un procedimiento de filete de soldadura o soldadura a tope calificado de conformidad con la Sección IX del Código ASME. puntos de soldadura a dejar en su lugar serán hechos por soldadores cualificados. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 10-4 API S ORMA 653 10.4.2.8 Si revestimientos de imprimación soldable se han aplicado en las superficies a soldar, que se incluirán en la soldadura de las pruebas de procedimiento de calificación para la marca, la formulación, y el espesor máximo de imprimación aplicada. Todos los otros recubrimientos deberán ser retirados completamente de la zona de soldadura antes de la soldadura. 10.4.2.9 electrodos de bajo hidrógeno serán utilizados para las soldaduras de metal-arco de mano, incluyendo la unión del primer curso shell a las placas de fondo o anillo de la placa anular, como sigue: a) Para todas las soldaduras en los cursos de concha más de 1 / 2- en espesor de API 650 Grupo I - III materiales.; b) para todas las soldaduras en todos los cursos de la cáscara de API 650 Grupo IV - VI materiales. 10.4.2.10 electrodos de bajo hidrógeno serán utilizados para la soldadura de los accesorios permanentes temporales y nuevos para conchas de API 650 Grupo IV, IVA, V, o VI materiales. El procedimiento de soldadura seleccionado no deberán causar agrietamiento debajo del cordón; También, se considerará que la necesidad de precalentamiento de las placas gruesas y el efecto de la baja temperatura ambiente durante la soldadura. 10.4.2.11 Si se encuentran las soldaduras existentes a ser insatisfactorio por la norma como incorporado, que deben ser reparados de acuerdo con 9.6. 10.4.3 Las partes inferiores 10.4.3.1 Después de que las placas de fondo se colocan y tachuelas, que estarán unidos por soldadura de las articulaciones en una secuencia que da como resultado la menor distorsión 10.4.3.2 La soldadura de la carcasa a la parte inferior (excepto para las hojas de la puerta) se completará antes de la soldadura de las articulaciones inferiores. 10.4.3.3 Las placas se celebrarán en estrecho contacto en todas las juntas de vuelta durante la soldadura. 10.4.4 conchas 10.4.4.1 Placas para ser unidos por soldadura a tope se pueden emparejar con precisión y retenido en posición durante la soldadura. Desalineación en las juntas verticales completado más de 5 / 8- en. de espesor no deberá exceder de 10% del espesor de la placa, con un máximo de 1/8 en. desalineación en articulaciones 5 / 8- en. de grosor o menos no excederá 1/16 en. deberán completarse juntas verticales antes de realizar la soldadura horizontal inferior. 10.4.4.2 En las juntas a tope horizontales completado, la placa superior no deberá sobresalir más allá de la cara de la placa inferior en cualquier punto en más de un 20% del espesor de la placa superior, con un saliente máximo de 1/8 en., a excepción de que una proyección de 1/16 en. es aceptable para placas superior de menos de 5 / 16- en. de espesor. 10.4.4.3 Para juntas horizontales y verticales en cursos carcasa del tanque construidos de material sobre 1 1 / 2- en. de grosor (basado en el espesor de la placa más gruesa en la unión), se requieren procedimientos de soldadura de múltiples pasadas, con no pase más de en. grueso permitido. Un precalentamiento mínimo de 200 ° F se requiere de estas soldaduras. 3 / 4- 10.4.5 Los techos Esta norma no incluye estipulaciones especial para la reconstrucción de los mismos, salvo que el marco estructural (tales como vigas y vigas) debe ser razonablemente cierto a la línea y la superficie. Otros requisitos deben estar de acuerdo con la norma como incorporado. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- de la contracción y proporciona, tan cerca como sea posible, una superficie plana. 10-5 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Las tolerancias dimensionales 10.5 10.5.1 general 10.5.1.1 Las tolerancias dadas en esta sección se han establecido para producir un tanque reconstruida de aspecto aceptable y la integridad estructural y para permitir el correcto funcionamiento de techos flotantes y sellos. 10.5.1.2 Las mediciones para verificar estas tolerancias deben ser tomadas antes de la prueba hidrostática del tanque reconstruida. 10.5.2 verticalidad 10.5.2.1 El máximo fuera de la verticalidad de la parte superior de la carcasa con relación a la parte inferior de la cáscara no excederá 1/100 de la altura del tanque total, con un máximo de 5. La 1/100 criterios, con un máximo de 5 pulg., se aplicarán también a las columnas de techo fijo. Para tanques con techos flotantes internos, aplicar los criterios de esta sección o API 650, Sección 7.5.2 y en el anexo H, Sección H.4.1.1, el que sea más estrictas. 10.5.2.2 El fuera de verticalidad en un curso shell no deberá exceder los valores especificados para las tolerancias de molino en ASTM A6 o A20 ASTM, lo que sea aplicable. 10.5.3 redondez Los radios medidos a 1 pie por encima de la soldadura-shell-a abajo no excederán las tolerancias que se muestran en la Tabla 10.2. tolerancias radio medido mayor que un pie por encima de la soldadura-shell-a abajo no excederá de tres veces las tolerancias dadas en la Tabla 10.2. Tabla 10.2-radios Tolerancias Diámetro del Radius tolerancias tanque (en.) (pie) <40 ± 1/2 40 a <150 ± 3/4 150 a <250 ±1 ± 1 1/4 ≥ 250 10.5.4 Pico Con un tablero de barrido horizontal 36-in. de largo, alcanzando un máximo no excederá 1/2 en. deberá hacerse La junta de barrido para el radio exterior verdadero del tanque. 10.5.5 bandas Con un tablero de barrido vertical de 36 pulg. de largo, bandas no excederá de 1 pulg. 10.5.6 Fundamentos 10.5.6.1 Para lograr las tolerancias especificadas en 10.5.1 a través 10.5.5, es esencial que se proporcionen bases fiel a un plano para la reconstrucción tanque. La fundación no tenga capacidad de carga adecuada para mantener la veracidad de la fundación. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 10-6 API S ORMA 653 10.5.6.2 Cuando se especifican las fundaciones fiel a un plano horizontal, tolerancias deben ser como sigue: a) cuando se proporcionan ringwalls de hormigón debajo de la cáscara, la parte superior de la Ringwall estará a nivel dentro de ± 1/8 pulgadas de cualquier 30 pies de la circunferencia y dentro de ± 1/4 pulgadas de la circunferencia total medida de la elevación media; b) cuando no se proporcionan ringwalls concretas, la fundación bajo el depósito deberá ser nivel dentro de ± 1/8 en. en cualquiera de los 10 pies de circunferencia y dentro de ± 1/2 en. en la circunferencia total medida de la elevación media. 10.5.6.3 Para cimientos especificados para ser inclinada de un plan horizontal, diferencias de elevación alrededor de la circunferencia se calcularán desde el punto alto especificado. diferencias elevación real alrededor de la circunferencia se determinarán a partir de la elevación real del punto alto especificado. Las diferencias de elevación real no deberá desviarse de las diferencias calculadas en más de las siguientes tolerancias: a) cuando se proporcionan ringwalls concretas ± 1/8 pulgadas de cualquier 30 pies de circunferencia y ± 1/4 pulgadas en el total de circunferencia; b) cuando no se proporcionan ringwalls concretas, ± 1/8 pulgadas de cualquiera de los 10 pies de circunferencia y ± 1/2 pulgadas en el total de - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- circunferencia. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 11-Soldadura 11.1 Requisitos de soldadura 11.1.1 especificaciones del procedimiento de soldadura (WPSS) y soldadores y operadores de soldadura deben ser calificados de conformidad con la Sección IX del Código ASME, los requisitos adicionales de API 650, Sección 9, y esta norma. Los procedimientos de soldadura para los conjuntos de escalera y plataforma, barandillas, escaleras y otros montajes diversos, pero no sus anexos al tanque, deberán cumplir alguna de AWS D1.1, D1.6 de AWS, o la Sección IX del Código ASME, incluyendo el uso de SWPSs. 11.1.2 Soldabilidad del acero de los tanques existentes deberá ser verificada. Si la especificación de material para el acero a partir de un tanque existente es desconocido o obsoletos, cupones de ensayo para el procedimiento de calificación de soldadura se tomarán de la placa real que se utilizará. 11.2 Identificación y Registros 11.2.1 Cada operador de soldadura y la soldadura se le asignará un número, letra o símbolo de identificación. Los registros de esta identificación, junto con la fecha y los resultados de las pruebas de calificación del soldador debe ser accesible para el inspector. 11.2.2 marca de identificación El soldador o soldadura del operador será mano o máquina de sellado adyacente a, y a intervalos no superiores a 3 pies a lo largo de las soldaduras realizadas. En lugar de estampación, un registro puede ser mantenido que identifica el operador de soldador o soldadura empleado para cada unión soldada; estos registros serán accesibles al inspector. soldaduras chapa de techo y soldaduras brida a la boquilla-cuello no requieren identificación soldador. 11,3 Precalentar o controlada métodos de soldadura de deposición como alternativas a tratamiento térmico posterior a la soldadura (PWHT) De precalentamiento y de soldadura deposición controlada, como se describe en 11.3.1 y 11.3.2, pueden usarse en lugar de PWHT para la reparación de boquillas existentes donde PWHT se requiere por API 653 o se realizó en la construcción original pero es desaconsejable o mecánicamente innecesario para la reparación. Antes de usar cualquier método alternativo, un examen metalúrgico llevada a cabo por un ingeniero de tanque de almacenamiento se llevará a cabo para evaluar si la alternativa propuesta es adecuada para la aplicación. La revisión tendrá en cuenta la razón de la PWHT original del equipo, la susceptibilidad del servicio para promover la corrosión bajo tensión, hace hincapié en o cerca de la soldadura, etc. 11.3.2. El ingeniero tanque de almacenamiento debe estar de acuerdo por escrito con la exención térmicamente después del soldeo. Además, el depósito de propietario / operador debe autorizar la exención por escrito. La selección del método de soldadura usado se basará en consideración técnica de la idoneidad de la soldadura en la condición soldada AS en condiciones de funcionamiento y hidrostáticas. 11.3.1 Método de precalentamiento (test de impacto no es obligatorio) Si no se requiere prueba de impacto, se aplicarán los siguientes requisitos adicionales de precalentamiento. a) Este método está limitado a utilizar en los materiales P-1 que no fueron necesarios para ser impacto probado como parte de la construcción original o bajo los requisitos actuales de API 650, Sección 9.2. b) La soldadura se limitará a la soldadura blindado metal-arco (SMAW), soldadura de gas de metal con arco (GMAW), de arco con núcleo de fundente de soldadura (FCAW) y procesos de soldadura (GTAW) gas-tungsteno-arco. c) Los soldadores y procedimientos de soldadura deben ser calificados de acuerdo con las reglas aplicables del código original de la construcción, excepto que el PWHT del cupón de ensayo utilizado para calificar el procedimiento se omitirá. 11-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Si los materiales son de tenacidad desconocido y caen bajo la curva exención Figura 5.2, siga los requisitos de API S ORMA 653 11-2 d) La zona de soldadura debe ser precalentado y se mantiene a una temperatura mínima de 150 ° C (300 ° F) durante la soldadura. el 150 ° C (300 ° F de temperatura) se comprueba para asegurar que 100 mm (4 pulg.) Del material o cuatro veces el espesor del material (que sea mayor) en cada lado de la ranura se mantiene a la temperatura mínima durante la soldadura. La temperatura máxima de paso entre no excederá 315 ° C (600 ° F). Cuando la soldadura no penetra a través del espesor completo del material, el precalentamiento temperaturas mínimas y máximas de paso entre sólo necesitan ser mantenidos a una distancia de 100 mm (4 pulg.) O cuatro veces la profundidad de la soldadura de reparación (el que sea mayor) en cada lado de la articulación. 11.3.2 Controlled-deposición Método de soldadura (Impact Testing Obligatorio) Si se requiere una prueba de impacto, se aplican los siguientes requisitos de soldadura. a) Este método puede ser utilizado cuando la soldadura se va a realizar en materiales que se requieren para ser probado impacto por 4.2.9 y 4.2.10 de API 650 como parte de la construcción original o bajo los requisitos actuales de API 650, Sección 9.2, y está limitado a P-1, P-3, y P-4 aceros. b) La soldadura se limitará a la soldadura blindado metal-arco (SMAW), soldadura de gas de metal con arco (GMAW), de arco con núcleo de fundente de soldadura (FCAW) y procesos de soldadura (GTAW) gas-tungsteno-arco. c) Una especificación de procedimiento de soldadura se desarrolló y se clasificó para cada aplicación. El procedimiento de soldadura definirá la temperatura de precalentamiento, la temperatura de paso inter y el requisito de temperatura de calentamiento posterior en el punto e), 8) a continuación. El espesor de clasificación para las placas de prueba y ranuras de reparación deberá estar de acuerdo con la Tabla 11.1. Tabla 11.1-soldadura Métodos como alternativas al tratamiento térmico posterior a la soldadura (PWHT) Los espesores de calificación para placas de prueba y ranuras de reparación Profundidad t Prueba de Groove soldado un Profundidad de reparación Groove Calificado Espesor T Cupón de prueba soldadas Espesor del metal base Calificado ≤T t <t <50 mm (2 in.) t <t ≥ 50 mm (2 in.) 50 mm (2 in.) A ilimitado un La profundidad de la ranura utilizado para la calificación procedimiento debe ser lo suficientemente profunda para permitir la extracción de la muestra de ensayo requeridos. El material de ensayo para el procedimiento de calificación de soldadura deberá ser de la misma especificación de material (incluyendo el tipo de especificación, el grado, la clase y el estado del tratamiento térmico) como la especificación de material original para la reparación. Si la especificación de material original es obsoleta, el material de prueba utilizado debe ajustarse tanto como sea posible al material utilizado para la construcción, pero en ningún caso el material de ser más baja en fuerza o tener un contenido de carbono de más de 0,35%. d) Cuando las pruebas de impacto se requieren por el código de construcción aplicable al trabajo previsto, el PQR incluirá pruebas suficientes para determinar si la tenacidad del metal de soldadura y la zona afectada por el calor del metal de base en la condición como soldadas son adecuados a la temperatura mínima de diseño de metal. Si límites especiales de dureza son necesarias para la resistencia a la corrosión (por ejemplo, los establecidos en NACE RP 0472, NACE MR 0103 y NACE MR 0175), el PQR incluirá resultados de la prueba de dureza. e) Los WPS incluirán los siguientes requisitos adicionales. 2) La entrada máxima de calor de soldadura para cada capa no será superior a la utilizada en la prueba de procedimiento de calificación. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 1) Las variables esenciales complementarios de ASME Código, Sección IX, párrafo QW-250, se requerirá. T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 11-3 3) La temperatura mínima de precalentamiento para la soldadura no debe ser menor que la utilizada en la prueba de procedimiento de calificación. 4) La temperatura máxima de paso inter para la soldadura no será mayor que la utilizada en la prueba de procedimiento de calificación. 5) La temperatura de precalentamiento se comprueba para asegurar que 100 mm (4 pulg.) Del material o cuatro veces el espesor del material (que sea mayor) a cada lado de la junta de soldadura se mantiene a la temperatura mínima durante la soldadura. Cuando la soldadura no penetra a través del espesor completo del material, la temperatura mínima de precalentamiento sólo necesita ser mantenida a una distancia de 100 mm (4 pulg.) O cuatro veces la profundidad de la soldadura de reparación, lo que sea mayor, desde el borde de cada soldadura. 6) Para los procesos de soldadura en 11.3.2 b), utilice sólo electrodos y metales de relleno que se clasifican por la especificación de metal de aportación con un suplemento de designador difusible-hidrógeno opcional de H8 o inferior. Cuando los gases de protección se utilizan con este proceso, el gas deberá exhibir un punto de rocío que no es mayor que -50 ° C (-60 ° F). Superficies en las que la soldadura es a realizado se mantendrán en un estado seco durante la soldadura y libres de óxido, cascarilla de laminación y contaminantes que producen hidrógeno, tales como aceite, grasa y otros materiales orgánicos. 7) La técnica de soldadura será una técnica de deposición controlada, el temperamento-perla o media-perla. La técnica específica se utilizará en la prueba de procedimiento de calificación. 8) Para soldaduras realizadas por SMAW, después de la finalización de la soldadura y sin permitir que la soldadura se enfríe por debajo de la temperatura mínima de precalentamiento, la temperatura de la soldadura se eleva a una temperatura de 260 ° C ± 30 ° C (500 ° F ± 50 ° F) por un periodo mínimo de dos a cuatro horas para ayudar a la difusión de cualquier hidrógeno de metal Weld recogido durante la soldadura la desgasificación. Este tratamiento bake-cabo de hidrógeno puede omitirse siempre que el electrodo usado se clasifica por la especificación de metal de aportación con un suplemento de designador difusible-hidrógeno opcional de H4 (como E7018-H4). 9) Después de la soldadura de reparación de acabado se ha enfriado a temperatura ambiente, la capa de refuerzo temperamento del grano final se retira sustancialmente a nivel con la superficie del material base. 11.4 Soldadura Seguridad La soldadura debe cumplir con los permisos y precauciones de seguridad de la sección 1.4 del API 2009. Los permisos deberán tener en cuenta las condiciones de tanques en las áreas de trabajo en caliente que podría liberar vapores inflamables (como la perforación resultante de la corrosión). - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 12-examen y ensayo 12.1 ECM 12.1.1 general 12.1.1.1 ECM se realizará de acuerdo con API 650, Sección 8, y todos los requisitos suplementarios dada en este documento. 12.1.1.2 El personal que realiza NDE serán calificados de acuerdo con API 650, Sección 8, y todos los requisitos suplementarios dan en este documento. 12.1.1.3 Los criterios de aceptación deben estar de acuerdo con API 650, Sección 8, y todos los requisitos suplementarios dan en este documento. 12.1.1.4 Cada soldadura recién depositado o cualquier cavidad resultante de operaciones de ranurado o de molienda se examinarán visualmente en toda su longitud. Adicional NDE de estas soldaduras puede ser requerida como se describe en las siguientes secciones pertinentes. 12.1.1.5 Anexo G se puede utilizar para proporcionar una guía adicional en personal y procedimientos de calificación cuando se utilizan herramientas de pérdida de flujo magnético (MFL) para examinar fondo de los tanques. Propietarios / operadores deben determinar los requisitos específicos para satisfacer sus necesidades de integridad del fondo del tanque. 12.1.2 Las penetraciones de Shell 12.1.2.1 Ultrasonic examen de chapa de la carcasa para laminaciones se hará en el área inmediata afectada cuando: a) la adición de una placa de refuerzo para una penetración no reforzada existente, b) añadir una conexión caliente del grifo. 12.1.2.2 Las cavidades resultantes de operaciones de ranurado o para eliminar las soldaduras de fijación de placas de refuerzo existentes molienda serán examinados por partícula magnética o métodos penetrantes líquidos. 12.1.2.3 soldaduras completadas de fijación del cuello de la boquilla a Shell, y de refuerzo de placa de concha y en el cuello de la boquilla, serán examinados por la partícula magnética o métodos penetrantes líquidos. Considere examen adicional (por ejemplo, examen de partículas magnéticas fluorescentes y / o exploración ultrasónica) para las conexiones de agua caliente del grifo a placas para carcasas de tenacidad desconocido como se define en la Sección 3. 12.1.2.4 soldaduras completadas de conjuntos de estrés aliviado serán examinados por la partícula magnética o métodos penetrantes líquido después de alivio de tensión, pero antes de la prueba hidrostática. 12.1.3 El examen de los defectos de soldadura reparados 12.1.3.1 Las cavidades resultantes de operaciones de ranurado o de eliminar defectos de soldadura molienda serán examinados por la partícula magnética o métodos penetrantes líquidos. 12.1.3.2 reparaciones de soldadura completadas de tope-soldaduras deben ser examinados sobre toda su longitud por métodos radiográficos o ultrasónicas. Sin embargo, para las reparaciones realizadas a soldaduras a tope se encuentran en placa para carcasa para bombardear las articulaciones de placas, las radiografías adicionales, como se requiere en 12.2.1.1.c), 12.2.1.2.c), y 12.2.1.3.c), no aplique. 12.1.3.3 reparaciones de soldadura completadas de soldaduras de filete serán examinados sobre toda su longitud por el método ECM correspondiente que se indica en el presente documento. 12-1 - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 12-2 API S ORMA 653 12.1.4 Adjuntos temporales y permanentes a las placas de Shell 12.1.4.1 Las soldaduras de los archivos adjuntos permanentes (no incluyendo soldaduras-shell-a abajo) y, en áreas en las que los archivos adjuntos temporales se retiran y las proyecciones de soldadura restantes se han eliminado, se examinaron visualmente. 12.1.4.2 soldaduras completadas de nuevos archivos adjuntos permanentes (no incluyendo soldaduras-shell-a abajo) y las zonas donde se han eliminado los archivos adjuntos temporales (API 650 materiales de la cubierta del tanque de los Grupos IV, IVA, V, o VI), serán examinados por ya sea la partícula magnética método (o, a elección del comprador, por el método de líquidos penetrantes). 12.1.5 Shell Plate para soldaduras de la placa de Shell 12.1.5.1 Nuevos soldaduras de penetración total de fijación chapa de la carcasa existente para chapa de la carcasa existente o nuevo serán examinados por métodos radiográficos (véase 12.2). Además, para la placa de un espesor superior a 1 in., La superficie posterior-arrancado de la pasada de raíz y pase final (cada lado) será examinado para su longitud completa por partícula magnética o métodos penetrantes líquidos. 12.1.5.2 Nuevos soldaduras que unen nuevo material de la placa shell para nuevo material de la placa shell (sustitución supuesto carcasa parcial o total o adición) sólo necesitan ser examinados radiográficamente de acuerdo con API 650, Sección 8.1. 12.1.6 Shell a abajo Weld 12.1.6.1 New soldadura sobre la articulación-shell-a abajo será examinado en toda su longitud mediante el uso de una caja de vacío en ángulo recto y una película de solución, o mediante la aplicación de aceite diesel ligero. Además, la primera pasada de soldadura será examinada mediante la aplicación de aceite ligero diesel al lado opuesto de la primera pasada de soldadura realizado. El aceite se dejó reposar por lo menos 4 horas (preferiblemente durante la noche) y después la soldadura examinó por acción de mecha. El aceite se elimina antes de que se complete la soldadura. 12.1.6.2 Como alternativa a 12.1.6.1, la soldadura inicial pasa, dentro y fuera de la cáscara, tendrá toda la escoria y no metales eliminados de la superficie de las soldaduras y se examinaron visualmente. Además, después de la finalización de la parte interior y el filete exterior o soldaduras de penetración parcial, las soldaduras se someterán a ensayo mediante la presurización del volumen entre las soldaduras interiores y exteriores con presión de aire a 15 psig y la aplicación de una película de solución a ambos soldaduras. Para asegurar que la presión del aire alcanza todas las partes de las soldaduras, un bloqueo sellado en el paso anular entre el interior y soldaduras externas debe ser proporcionado por soldadura en uno o más puntos. Además, un pequeño acoplamiento de tubo que comunica con el volumen entre las soldaduras se debe soldar a cada lado de y adyacente a los bloqueos. El suministro de aire debe ser conectado en un extremo y un medidor de presión conectado a un acoplamiento en el otro extremo del segmento bajo prueba. 12.1.6.3 La soldadura existente en la articulación-shell-a abajo será examinada por visual, así como por partículas magnéticas o métodos penetrantes líquidos, por toda la longitud en virtud de un soldado en la placa de parche. Un adicional de 6 pulg. De la articulación-shell-a abajo en cada lado de la placa de parche soldada se examinó de manera similar antes de la colocación de la placa de reparación para asegurar la integridad de la soldadura y para confirmar la ausencia de grietas de soldadura. 12.1.7 Las partes inferiores 12.1.7.1 Al término de la soldadura en un fondo del tanque, las placas y de toda la longitud de las nuevas soldaduras para placas de fondo del tanque se examinarán visualmente de los defectos potenciales y fugas. se aplicará una atención especial a áreas tales como sumideros, abolladuras, gubias, vueltas de tres placas, averías de la placa inferior, huelgas de arco, áreas de eliminación de fijación temporal, y la soldadura de arco de quemaduras de plomo. criterios de aceptación examen visual y de reparación se especifican en la API 650, Sección 8.5. Además, todas las nuevas soldaduras, incluyendo la soldadura uniendo una placa de parche a la parte inferior, las áreas de la placa inferior restaurado por soldadura, y la restauración de las soldaduras encuentra con defectos durante una inspección interna serán examinados por uno de los métodos especificados en la API 650, Sección 7.3.3. áreas con fugas deben ser reparados por molienda y volver a soldar según sea necesario, y el área reparada será sometido a prueba. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 12-3 12.1.7.2 Además de los requisitos en 12.1.7.1, la raíz y el último pase de una soldadura placa parche soldada en la zona crítica (ver 3.10 para la definición) se examinarán visualmente y se examinaron por cualquiera de las partículas magnéticas o el método de líquidos penetrantes en toda su longitud. 12.1.7.3 Además de los requisitos en 12.1.7.1, áreas de la placa inferior reparada por soldadura serán examinados por el método de partículas magnéticas o el método de líquidos penetrantes. Además, el área reparada también se ensayó usando una caja de vacío y la solución o un gas trazador y el detector. Placa 12.1.8 Shell 12.1.8.1 Shell Plate Reparaciones de metal de soldadura fuerte Áreas de chapa de la carcasa para ser reparados por soldadura se examinarán visualmente. Además, las áreas de la placa de concha reparados por soldadura serán examinados por el método de partículas magnéticas (o el método de líquidos penetrantes). 12.1.8.2 Reparaciones Shell Plate de Parches LAP-soldada se examinarán visualmente Las soldaduras de fijación de los nuevos parches de concha de vuelta-soldada, y serán examinados por ya sea la partícula magnética o métodos penetrantes líquidos. 12.1.9 Los techos fijos articulaciones y reparaciones del techo recién soldadas serán examinados de acuerdo con API 650, Sección 7.3.2.2 y la Sección 7.3.7. 12.1.10 techos flotantes 12.1.10.1 El trabajo de reparación de techos de acero flotante Después de los trabajos de reparación se ha completado: a) realizar un examen visual desde el lado superior e inferior del techo flotante; - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- b) realizar una fuga de aire, la caja de vacío, aceite, gas trazador, u otro examen no destructivo aplicable de las soldaduras reparadas penetrante (véase el anexo F). Como una alternativa al punto B), llevar a cabo una prueba de flotación del techo reparado. criterios de examen y recepción de las NDT deberán estar de acuerdo con 12.1. 12.2 Las radiografías 12.2.1 número y la ubicación de Radiografías El número y ubicación de las radiografías de la placa shell penetración completa para bombardear las soldaduras de placa deben estar de acuerdo con API 650, Sección 8.1.2 y los requisitos adicionales siguientes: 12.2.1.1 Para juntas verticales: a) placas de nuevo shell de reemplazo a nuevas placas para carcasas, no hay radiografías adicionales necesarios, aparte de los requeridos por API 650, Sección 8.1.2.2 y la Figura 8-1 para la nueva construcción; b) las nuevas placas para carcasas de reemplazo a placas para carcasas existentes, una radiografía adicional se tendrá en cada junta; c) juntas reparadas en placas para carcasas existentes deberán tener una radiografía adicional tomada en cada articulación. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 12-4 API S ORMA 653 12.2.1.2 Para juntas horizontales: a) placas de nuevo shell de reemplazo a nuevas placas para carcasas, no hay radiografías adicionales necesarios, aparte de los requeridos por API 650, Sección 8.1.2.3 y Figura 8-11 para la nueva construcción; b) las nuevas placas para carcasas de reemplazo a placas para carcasas existentes, una radiografía adicional por cada 50 pies de soldadura horizontal reparado; c) juntas reparadas en placas para carcasas existentes deberán tener una radiografía adicional tomada por cada 50 pies de soldadura horizontal reparado. a) placas de nuevo shell de reemplazo a nuevas placas para carcasas, no hay radiografías adicionales necesarios, aparte de los requeridos por API 650, Sección 8.1.2 y Figura 8-1 para la nueva construcción; b) las nuevas placas para carcasas de reemplazo a placas para carcasas existentes, cada intersección se radiografiado; c) todas las intersecciones reparados en placas para carcasas existentes se radiografiaron. 12.2.1.4 Para tanques reconstruidos, cada anular conjunta placa soldadas a tope se radiografiado de acuerdo con API 650, Sección 8.1.2.9. 12.2.1.5 Para los tanques reconstruidos, se requiere un examen radiográfico para el 25% de todas las uniones de las nuevas soldaduras más de costuras existentes. El propietario / operador, con el consentimiento del contratista, determinar el alcance de un examen más detenido y reparación que pueda ser necesaria. Cualquier examen o reparación de soldaduras existentes más serán manejados por acuerdo contractual entre el contratista propietario / operador y la reconstrucción del tanque. 12.2.1.6 Nuevos y reemplazados soldaduras chapa de la carcasa y la hoja de puerta serán radiografiadas. se radiographed todas las uniones entre la reparación y soldaduras existentes. Si se encuentran defectos, 100% radiografía se realiza en la soldadura reparada. 12.2.1.6.1 Para placas de recambio circulares, un mínimo de una radiografía se tomará independientemente de espesor. Cuando la placa de reemplazo circular está situado en una chapa de la carcasa con espesor superior a 1 en., La soldadura será completamente radiografiado. 12.2.1.6.2 Para placas de recambio cuadradas y rectangulares, al menos una radiografía se tomará en una articulación vertical, y al menos una en una articulación horizontal, y una en cada esquina. Cuando la placa de reemplazo cuadrada o rectangular está situado en una placa para carcasa con espesor superior a 1 in., Las juntas verticales deberán estar completamente radiografiadas. 12.2.1.7 La longitud de diagnóstico mínimo de cada radiografía será 6 en. 12.2.1.8 Para penetraciones instalados usando placas de inserción como se describe en 9.8.6, las soldaduras a tope cumplido entre la placa de inserción y la placa exterior irán totalmente radiografiadas. Criterios de aceptación para 12.2.2 existente Placa Shell para soldaduras de la placa de Shell Si la radiografía de un cruce entre un nuevo y viejo de soldadura detecta soldaduras inaceptables por parte de la actual norma vigente, las soldaduras existentes serán las siguientes: a) se evaluó de acuerdo a la norma como una función de, o b) evaluó utilizando la evaluación de la aptitud para el servicio, o c) reparada de acuerdo con 9.6. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- 12.2.1.3 Para intersecciones de juntas verticales y horizontales: T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 12-5 12.2.3 marcado e identificación de las radiografías 12.2.3.1 Cada película debe mostrar una identificación del soldador (s) que realiza la soldadura. Un mapa de soldadura que muestra la ubicación de las soldaduras, número de soldadura, número de radiografía, identificación soldador, y la clasificación de cada soldadura es una alternativa aceptable a este requisito. 12.2.3.2 Las radiografías y los registros de la radiografía de todas las soldaduras reparadas deberán estar marcados con la letra “R” 12.3 Prueba hidrostática 12.3.1 Cuando se requiere una prueba hidrostática Una prueba hidrostática completa, se mantuvo durante 24 horas, se llevará a cabo en el siguiente. a) Un tanque reconstruida. b) cualquier tanque que ha sido objeto de importantes reparaciones o alteraciones importantes (véase la Sección 3) a menos exenta por 12.3.2 para la combinación aplicable de los materiales, el diseño y características de construcción. c) Un tanque donde una evaluación de ingeniería indica la necesidad de la prueba hidrostática debido a un aumento en la severidad de servicio. Ejemplos de aumento de la gravedad servicio son un aumento de la presión de funcionamiento (tales como el almacenamiento de un producto con una gravedad específica más alta), la reducción - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- de la temperatura de servicio (véase la figura 5.2), y el uso de tanques que han sido dañadas. 12.3.2 Prueba hidrostática Exenciones (mayores de reparación / Alteraciones) 12.3.2.1 general Una prueba hidrostática completa del depósito no se requiere para las reparaciones y alteraciones mayores si se satisface 12.3.2.2 además una de las siguientes: a) las partes apropiadas de 12.3.2.3 12.3.2.6 a través de, o alternativamente; b) la aptitud para el servicio de evaluación por 12.3.2.7. 12.3.2.2 Requisitos revisión / aprobación / autorización Los puntos a) yb) a continuación deben ser satisfechas. a) La reparación ha sido revisado y aprobado por un ingeniero con experiencia en el diseño del tanque de almacenamiento de acuerdo con API 650. El ingeniero debe estar de acuerdo por escrito con la toma de la exención de la prueba hidrostática. b) El depósito de propietario / operador ha autorizado la exención por escrito. Reparación 12.3.2.3 Shell 12.3.2.3.1 Para soldaduras con metal existente, desarrollar calificaciones procedimiento de soldadura basados en la química material existente, incluyendo los requisitos de resistencia. Los procedimientos de soldadura debe estar calificado con materiales existentes o similares, e incluirán pruebas de impacto. requisitos de las pruebas de impacto seguirán a las porciones apropiadas de API 650, Sección 9.2.2 y se especificarán en el procedimiento de reparación. 12.3.2.3.2 Nuevos materiales utilizados para la reparación deberán cumplir con la edición actual de la API 650, Sección 4 requisitos. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 12-6 API S ORMA 653 12.3.2.3.3 Materiales de las cisternas existentes en el área de reparación deberán cumplir al menos uno de los siguientes requisitos. a) API 650 requisitos (séptima edición o posterior). b) entran en el ámbito “seguro para su uso” en la Figura 5.2. S - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- c) El estrés en el área de reparación no excederá de 7.000 lbf / pulg. 2. Esta tensión límite se calculará de la siguiente manera: 2.6 HDG = ------------------------t dónde S es la tensión de la cáscara en libras fuerza por pulgada cuadrada (lbf / in. 2); MARIDO es la altura de llenado del tanque por encima de la parte inferior de la reparación o alteración en pies (ft); t es el grosor de la cáscara en el área de interés en pulgadas (in.); re se quiere decir el diámetro del tanque en pies (ft); GRAMO es la gravedad específica del producto. 12.3.2.3.4 Nueva cáscara vertical y horizontal a tope soldaduras deben tener la penetración completa y la fusión. 12.3.2.3.5 El paso de la raíz del examen y la pasada final deben estar de acuerdo con 12.1.5. Además, la soldadura terminada deberá estar completamente radiografiado. 12.3.2.3.6 soldaduras Shell para el cuello y de la boquilla de refuerzo articulaciones-cuello-a Shell placa a la boquilla tendrán penetración completa y la fusión. La pasada de raíz de la soldadura accesorio de boquilla se back-gouged y examinado por partícula magnética o métodos penetrantes líquidos. La soldadura completado será examinada por partícula magnética o métodos penetrantes líquidos y por el método ultrasónico. criterios de examen y recepción de las ECM deben estar de acuerdo con 12.1. 12.3.2.3.7 Ver 12.3.2.5 para las restricciones de soldadura-Shell-a abajo. 12.3.2.3.8 hojas de puerta deben cumplir con los requisitos de esta norma para la instalación chapa de la carcasa, excepto que no se extenderán a o se cruzan la articulación de abajo hacia shell. 12.3.2.4 Reparación inferior dentro de la Zona Crítica 12.3.2.4.1 Las reparaciones en el anillo anular o placas de fondo, dentro de la zona crítica (véase 3.10) deberán cumplir con el siguiente. a) cumplir los requisitos de 12.3.2.3.1 través 12.3.2.3.3. b) se ha de examinar visualmente antes de la soldadura, y se examinaron después de la pasada de raíz y el último pase por la partícula magnética o métodos penetrantes líquidos. placa anular a tope soldaduras también serán examinados por métodos ultrasónicos después de la pasada final. criterios de examen y recepción de las ECM deben estar de acuerdo con 12.1. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 12-7 12.3.2.5 Shell a abajo reparación por soldadura 12.3.2.5.1 Reparación de la soldadura unir la cáscara al anillo anular o el Shell para la placa inferior deberá cumplir uno de los siguientes requisitos. a) Una parte de la soldadura (de cualquier longitud) puede ser retirado y sustituido siempre que la soldadura reemplazado cumple con los requisitos de tamaño de API 650, Sección 5.1.5.7, y la porción sustituido no representan más del 50% de la requerida soldadura área de sección transversal. b) La soldadura en un lado de la carcasa puede ser completamente eliminado y reemplazado por una longitud no superior a 12 en. Shell-a abajo reparaciones de soldadura sustitución de más de 50% del área de la sección transversal de soldadura requerida no deberá estar a menos de 12 en. el uno al otro, incluyendo reparaciones en el lado opuesto de la cáscara. 12.3.2.5.2 Las reparaciones se examinaron antes de la soldadura, después de la pasada de raíz, y después de la pasada final de partícula visual, así como magnético o métodos penetrantes líquidos. criterios de examen y recepción de las ECM deben estar de acuerdo con 12.1. 12.3.2.6 Menor Shell Jacking 12.3.2.6.1 carcasa del tanque y materiales zona crítica deberán satisfacer uno de los requisitos de 12.3.2.3.3. 12.3.2.6.2 El ingeniero tendrá en cuenta todas las variables pertinentes al eximir a un menor de edad reparación cáscara elevación de la prueba hidrostática, incluyendo pero no limitado a: la magnitud de apoyo para el gato sea necesario; material; tenacidad; control de calidad; la inspección antes y después de la reparación; temperatura del material; estabilidad futura fundación; y técnicas (incluidos los controles y medición) pajas. La consideración cuidadosa se dará a tensiones potenciales y los daños que pueden resultar de pajas. 12.3.2.7 Aptitud para el Servicio de Evaluación El propietario / operador puede utilizar una aptitud para el servicio u otra metodología de evaluación apropiada basada en principios y prácticas establecidas para eximir a una reparación de la prueba hidrostática. Los procedimientos y criterios de aceptación para la realización de un análisis alternativo no se incluyen en esta norma. Esta evaluación será realizada por un ingeniero con experiencia en el diseño del tanque de almacenamiento y los métodos de evaluación utilizados. 12.3.3 Prueba hidrostática Exenciones (Otro) 12.3.3.1 general Para mayor claridad, las situaciones de 12.3.3.2 y 12.3.3.3 en sí mismas no requieren una prueba hidrostática porque no son grandes reparaciones o alteraciones importantes. 12.3.3.2 La reparación o alteración hecha a un techo flotante No se requiere ninguna prueba hidrostática. 12.3.3.3 reparación o reemplazo inferior Fuera de la Zona Crítica Porciones de nuevas partes inferiores (cualquiera o todas las placas rectangulares o grandes segmentos de placas) en tanques pueden ser reemplazados sin una prueba hidrostática cuando la sub-base en las nuevas placas se encuentra para estar en una condición aceptable para el inspector autorizado o se restaura a tal condición y cualquiera de las siguientes condiciones se cumple. 1) Para los tanques con los anillos anulares, el anillo anular y el área de apoyo bajo el anillo anular (base de hormigón o material de grado) se mantiene intacta. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 12-8 API S ORMA 653 2) Para los tanques sin anillos anulares, la reparación o sustitución inferior no da lugar a la soldadura en la parte inferior restante dentro de la zona crítica y la carcasa y el apoyo inferior en la zona crítica se mantiene intacta. Ver 3.10 para una definición de la zona crítica. 12.4 Las pruebas de fugas Nuevos o alterados placas de refuerzo de las penetraciones de la cáscara se dará una prueba de fuga de aire de acuerdo con API 650, Sección 7.3.4. 12.5 prospección de asentamientos durante la prueba hidrostática 12.5.1 Cuando es requerido Encuesta de Solución Una encuesta de liquidación se llevará a cabo para todos los tanques existentes que se someten a una prueba hidrostática, a excepción de los tanques que tienen una documentados Libro de revisiones de los valores aceptables de liquidación, y Se prevé ningún asentamiento que se produzca durante la prueba hidrostática. 12.5.2 Encuesta asentamiento inicial Cuando se requiere una encuesta de solución de acuerdo con 12.5.1, el asentamiento tanque inicialmente se observó con el tanque vacío, el uso de un número par de puntos de medida de elevación, NORTE, distribuido uniformemente alrededor de la circunferencia. Una encuesta asentamiento inicial, antes de la primera prueba hidrostática, ofrece lecturas de referencia para la futura evaluación de liquidación. En ausencia de este estudio inicial, el tanque se supone que inicialmente nivel. El número mínimo de puntos de elevación será la indicada por la siguiente ecuación: N = D / 10 dónde re es el diámetro del tanque, en pies (ft). Y norte es el mínimo número de puntos de medición de solución requerida, pero no menos de ocho. Todos los valores de norte se redondeará al siguiente número par entero superior. La separación máxima entre los puntos de medición de liquidación será de 32 ft. 12.5.3 prospección de asentamientos durante la prueba hidrostática Cuando se requiere una encuesta de solución de acuerdo con 12.5.1, la solución de depósito deberá medirse durante el llenado y cuando el agua de ensayo alcanza el 100% del nivel de prueba. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Sección 13-Marcado y de registros 13.1 Placas 13.1.1 Los tanques reconstruidos 13.1.1.1 Tanques reconstruidos de acuerdo con esta norma se identificarán por un placa de metal resistente a la corrosión similar a la mostrada en la figura 13.1. Las letras y números no menos de 5/32 . En altura, deberá relieve, grabado o estampado en la placa para indicar la información de la siguiente manera: a) reconstruido para API 653; b) edición y revisión número; c) se completó la reconstrucción años; d) si se conoce, el incorporado como estándar y el año de construcción original; e) diámetro nominal; f) Altura nominal shell; g) diseñar gravedad específica; h) el nivel máximo de líquido de servicio admisible; i) el nombre del contratista reconstrucción y el número de serie asignado o contrato número; j) número de tanque del propietario / operador; - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- k) material de la cáscara para cada curso shell; RECONSTRUCTED API 653 EDICIÓN Reconstruido por: Tanque original Standard No. tanque Diam. Altura Fecha de finalización Nº Gravedad específica Presión de Serie Diseño Orig. Const. Fecha Año Curso de Shell Estrés permitido reconstruida de nivel de líquido Material Max. Capacidad Max. Temperatura de funcionamiento. Figura 13.1-Placa de identificación 13-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 13-2 API S ORMA 653 l) Temperatura de funcionamiento máxima; m) tensión admisible utilizado en los cálculos de cada curso shell. 13.1.1.2 La nueva placa de identificación se une a la carcasa del tanque adyacente a la placa de características existente, en su caso. Una placa de identificación existente será dejada en el tanque. Placas de identificación se adjuntan como se especifica en el API 650, Sección 10.1 y la Figura 10-1. 10 13.1.2 Los tanques sin placas de identificación 13.1.2.1 A petición del propietario de una placa de identificación puede estar unido a un tanque de cumplir con los requisitos de 13.1.2.2 a través 13.1.2.4. 13.1.2.2 Si la información necesaria para completar la placa de identificación como es requerido por la norma como incorporado está disponible y trazable al tanque, una nueva placa de identificación de repuesto, similar a la mostrada en la Figura 10-1 en API 650, puede estar unido bajo la dirección de la Autorizado inspector. La nueva placa de identificación deberá contener toda la información requerida por el incorporado como estándar y la mención «Placa de identificación de reemplazo. 13.1.2.3 Si la información necesaria para completar la placa de identificación como lo exige la norma conforme a obra no está disponible, una 'Evaluación de la placa de identificación' pueden estar unidos bajo la dirección del inspector autorizado, siempre y evaluación de idoneidad para el servicio se lleva a cabo según API 653, las secciones 4 y 5. la nueva placa de identificación deberá contener la siguiente información: a) la norma API 653, Placa de evaluación; b) número de tanque del propietario; c) la empresa que realiza la evaluación; d) la fecha en que se realizó la evaluación; e) la fecha de la edición y el número adición del API 653 se utiliza para realizar la evaluación; f) el diámetro nominal y la altura nominal, en metros (pies y in).; - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- g) la capacidad máxima en m 3 ( barriles 42 galones); h) el nivel de líquido en metros (pies y en) utilizado para realizar la evaluación..; i) la densidad específica del líquido usado para llevar a cabo la evaluación; j) la temperatura del metal de diseño en ° C (° F) utilizada para realizar la evaluación; k) la presión y el vacío se utiliza para realizar la evaluación; l) la temperatura máxima de diseño en ° C (° F) utilizada para realizar la evaluación; m) la especificación de material, si se conoce, para cada curso shell; n) los valores de tensión permisibles en MPa (psi) utilizados para realizar la evaluación; o) la eficiencia de la unión utilizado para llevar a cabo la evaluación (ver 4.3.3. o 4.3.4). Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN 13-3 13.1.2.4 La placa de identificación deberá estar hecho de un metal resistente a la corrosión en relieve, grabado o estampado con letras y números no menos de 4 mm ( 5/32 en lo alto. Placas de identificación se adjuntan como se especifica en la API Std. 650. Además, la placa de identificación deberá estar claramente marcado como una API 653, Placa de evaluación. Consulte la Figura 13-2. 13.2 Registros Cuando se evalúa un tanque, reparado, alterado, o reconstituidas de acuerdo con esta norma, la siguiente información, según proceda, se hizo una parte de los registros del propietario / operador para el tanque (véase 6.8). 13.2.1 Los cálculos para: a) Evaluación componente para la integridad, incluidas las consideraciones fractura frágil (véase la sección 5); b) re-valoración (incluyendo el nivel de líquido); c) reparación y consideraciones de alteración. 13.2.2 Construcción y reparación dibujos. 13.2.3 datos de soporte adicionales incluyendo, pero no limitado a, información relacionada con: a) exámenes (incluyendo espesores); b) Prueba de material de informes / certificaciones; c) las pruebas; d) radiografías (radiografías se conservarán durante al menos un año); e) consideraciones fractura frágil; f) los datos de construcción original del depósito (fecha, estándar AS-construido, etc.); g) la ubicación e identificación (/ número propietario del operador, número de serie); h) Descripción de la cuba (diámetro, altura, servicio); i) las condiciones de diseño (nivel de líquido, gravedad específica, esfuerzo admisible, cargas de diseño inusual, etc.); j) material de la cáscara y el grosor por turno; k) tanque perímetro elevaciones; l) Registro construcción terminación; m) base para la exención prueba hidrostática. 13.3 Certificación Tanques reconstruidos de acuerdo con esta norma exigirá la documentación de dicha reconstrucción, y la certificación de que el diseño, la reconstrucción, la inspección y la prueba se llevó a cabo en cumplimiento de esta norma. La certificación deberá contener información como se muestra en la figura 13.2 para el diseño y / o reconstrucción según el caso. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 13-4 API S ORMA 653 CERTIFICADO DE DEPÓSITO reconstruido para API 653 Por la presente certificamos que el tanque reconstruido a ___________________________________________ y se describe como sigue: Ubicación Número de serie. N ° del propietario Altura Flotante o techo fijo Capacidad fue reconstruido, inspeccionado y probado de acuerdo con todos los requisitos aplicables de la norma API 653, ________________ Edition, Versión ________________, de fecha ________________ (incluyendo todo el material suministrado por la organización reconstrucción). Organización de reconstrucción Representante autorizado Fecha CERTIFICADO DE DEPÓSITO DISEÑADO API 653 Certificamos que la evaluación del diseño del tanque reconstruida en _______________________________________________ y se describe como sigue: Ubicación Número de serie. N ° del propietario Altura Capacidad Flotante o techo fijo se llevó a cabo por la organización firmante de acuerdo con todos los requisitos de diseño de la norma API 653, ________________ Edición, Revisión ________________, de fecha ________________. Organización de reconstrucción Representante autorizado Fecha Figura Formas 13.2-certificación - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Anexo A (informativo) Antecedentes sobre las ediciones anteriores de Normas tanque de almacenamiento con costura API API publicó una especificación para tanques de almacenamiento de acero soldadas en 1936 API titulada Standard 12C, Los tanques de almacenamiento de petróleo totalmente soldado. Quince ediciones y siete suplementos a 12C API fueron publicados entre 1936 y 1958. 12C API fue reemplazada por la norma API 650, Tanques con costura para almacenamiento de petróleo; 11 ediciones y 19 suplementos, revisiones o completar las API 650 han sido emitidos. La actual edición de API 650 es la 12 ª edición, Adenda 1, publicado en septiembre de 2014. La siguiente tabla proporciona una lista de ediciones, suplementos y revisiones a 12C API y API 650. Tabla A.1-ediciones de la norma API 650 y su precursor, la norma API 12C Edición Norma API 650, Los tanques de almacenamiento de petróleo con costura para Edición Fecha primero de julio de 1936 Segundo de octubre de 1937 primero Suplemento Fecha de diciembre de 1961 1963 suplemento 1 de abril de 1938 Segundo de abril de 1964 suplemento 2 de septiembre de 1938 Tercero de julio de 1966 suplemento 3 de abril de 1939 suplemento 1 Cuarto de diciembre de 1967 de junio de 1970 Tercero de abril de 1940 Cuarto de marzo de 1941 Quinto de mayo de 1942 Sexto de agosto de 1944 suplemento 1 de octubre de 1973 Séptimo de agosto de 1946 suplemento 2 de abril de 1974 de septiembre de 1947 suplemento 3 de marzo de 1975 suplemento 1 Octavo suplemento 1 Quinto Sexto de septiembre de 1948 de abril de 1971 de julio de 1973 de abril de 1977 de diciembre de 1949 revisión 1 de mayo de 1978 Noveno de octubre de 1950 revisión 2 de diciembre de 1978 Décimo de septiembre de de 1951 revisión 3 de octubre de 1979 Undécimo de septiembre de 1952 suplemento 1 suplemento 1 Séptimo revisión 1 de septiembre de 1953 de noviembre de 1980 de febrero de 1984 Duodécimo de octubre de 1954 Octavo de noviembre de de 1988 Decimotercero de septiembre de 1955 Noveno de julio de de 1993 suplemento 1 de octubre de 1956 Addendum 1 de diciembre de de 1994 Decimocuarto de octubre de 1957 La adición 2 de diciembre de de 1995 Decimoquinto 1958 La adición 3 de diciembre de de 1996 adición 4 de diciembre de de 1997 A-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Norma API 12C, Los tanques de almacenamiento de petróleo totalmente soldado A-2 API S ORMA 653 Tabla A.1-ediciones de la norma API 650 y su precursor, 12C API estándar (Continuación) estándar API 12C, Los tanques de almacenamiento de petróleo totalmente soldado Edición Norma API 650, Los tanques de almacenamiento de petróleo con costura para Fecha Edición Décimo Fecha de noviembre de de 1998 Addendum 1 de marzo de el año 2000 La adición 2 de noviembre de de 2001 La adición 3 de agosto de de 2003 adición 4 de diciembre de de 2005 Undécimo Addendum 1 Duodécimo Errata Addendum 1 de junio de de 2007 de noviembre de 2008 de marzo de 2013 julio 2013 de septiembre de 2014 NOTA La información de pedido para las ediciones anteriores de la API y API 12C 650 está disponible llamando al 1-800-854-7179 IHS Inc. (www.global.ihs.com). A la fecha se publicó esta edición (o adiciones) de API 653, la actual edición de API 650 es la 12 ª edición, Adenda 1, publicado en septiembre de 2014. Por favor, consulte con el Departamento de Publicaciones de la API, o ver www.api.org 650 para la última versión de la API. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST anexo B (normativo) Evaluación del tanque de sedimentación inferior B.1 Introducción B.1.1 En la determinación de los efectos de la liquidación del suelo en los tanques de almacenamiento, es una práctica común para supervisar la liquidación del fondo del tanque. En la mayoría de los casos, dicho programa de seguimiento se inicia durante la construcción y continuó durante las pruebas y operaciones hidrostática. Durante las operaciones, medidas de elevación deben ser tomadas a una frecuencia planificada, basada en una evaluación de las predicciones de asentamiento del suelo. Para los tanques que no tienen datos de asentamiento inicial existente, un programa de seguimiento de solución debe basarse en el historial de servicio anterior. B.1.2 Si en cualquier asentamiento con el tiempo se considera excesiva, el tanque se debe vaciar y volver a nivelar. Renivelación de un tanque de tamaño considerable y no es caro y difícil de conseguir. Por lo tanto, la decisión de re-nivel de un tanque es crucial, y depende en gran medida de la correcta interpretación y evaluación de los datos de liquidación monitorizados. B.1.3 Enfoques utilizados para carcasa del tanque correcta y liquidación inferior incluyen técnicas tales como reparaciones localizadas de las placas de fondo, parcial re-nivelación de la periferia del tanque, y las principales re-nivelación de todo el fondo del tanque. Major re-nivelación del tanque, con la participación de elevación total de la carcasa del tanque y la parte inferior de una sola vez, puede introducir tensiones altamente localizadas en la estructura y poner en peligro su integridad. Por lo tanto, al elegir las técnicas para la corrección de problemas de asentamiento, una alternativa a la elevación total de la carcasa del tanque y la parte inferior debe ser considerado como una primera elección. Si se decide a levantar toda la pared del tanque y la parte inferior de una sola vez, debe ser realizado por personal con experiencia demostrada en esta técnica. Tipos B.2 Solución Medidas de elevación B.2.1 Las mediciones de la solución de depósito deben ser realizadas por personal experimentado en los tipos de procedimientos de medición que se realiza, utilizando equipo capaz de una precisión suficiente para distinguir las diferencias de asentamiento. Los principales tipos de asentamiento tanque consisten en asentamientos que se relacionan con la carcasa del tanque y la placa inferior. Estos asentamientos pueden ser grabadas mediante la adopción de medidas de elevación alrededor de la circunferencia del tanque y a través del diámetro del tanque. Figura B.1 y B.2 Figura - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- espectáculo mínimo ubicaciones en un proyectil de tanque y la placa inferior para las mediciones de solución recomendable. Los datos obtenidos de estas mediciones se deben utilizar para evaluar la estructura del tanque. lecturas de solución adicionales pueden ser necesarios para definir mejor cavidades de base o asentamientos borde de lugar, para filtrar mediciones de solución de cáscara en las zonas sospechosas de tener locales asentamientos fuera del avión, o para mejorar de otro modo inferior o shell evaluación de liquidación. Solución de los lugares de medición deben ser reutilizadas en cualquier encuesta de solución de futuros y evaluaciones. En los casos de distorsión o corrosión de la parte inferior del tanque que se extiende más allá de la cáscara, las mediciones de solución de cáscara tomadas cerca soldaduras de solape en el fondo del tanque puede resultar en errores significativos en la elevación medido. Reparado o reemplazado placas de fondo, o nuevos fondos ranurados-in pueden no haber sido instalado paralela al curso del forro del fondo. En algunos casos, los resultados más consistentes y precisos pueden ser obtenidos por la topografía de la elevación de la soldadura entre el primer y segundo cursos. Mida asentamiento parte inferior y el borde cuidadosamente, teniendo en cuenta que las mediciones tomadas cuando la parte inferior no está en contacto con el suelo o fundación bajo el tanque puede sobreestimar o subestimar borde o asentamiento parte inferior de manera significativa. Si la solución medida es de cerca del asentamiento máximo permisible, considere la repetición de la medición con la parte inferior forzado hacia abajo a la tierra, por ejemplo, de pie sobre ella, o tomar un conjunto adicional de mediciones en la misma zona, donde la parte inferior está en contacto firme con el suelo. B-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST B-2 API S ORMA 653 El espaciado máximo de 32 pies alrededor de la circunferencia. Debe haber al menos 4 líneas de medición diametrales igualmente espaciados. proyectil de un tanque 0 11 1 10 2 3 9 8 4 5 7 6 NOTA 1 debe haber al menos ocho puntos de asentamiento. La separación máxima entre los puntos de asentamiento es de 32 pies alrededor de la circunferencia. NOTA 2 Puntos estarán espaciados igualmente alrededor de la carcasa del tanque. Ver 12.5.1.2 para el método de determinar el número de puntos de medición. Figura B.1-Medidas de Solución de Shell (externo) El espaciado máximo de 32 pies alrededor de la circunferencia. Debe haber al menos 4 líneas de medición diametrales igualmente espaciados. proyectil de un tanque 0 1 5 2 4 3 3 4 2 El espaciado máximo de 10 5 1 pies a través de diámetro. 0 - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- NOTA Consulte 12.5.1.2 para el método para determinar el número de puntos de medición. Figura B.2-Medidas de liquidación inferior (interna) del tanque fuera de servicio Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST B-3 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Evaluación de Solución B.2.2 Shell Solución de un tanque es el resultado de cualquiera de ellos, o una combinación de los tres componentes siguientes de solución. B.2.2.1 liquidación uniforme. Este componente menudo se puede predecir de antemano, con suficiente precisión las pruebas de suelo. La misma puede variar en magnitud, dependiendo de las características del suelo. liquidación uniforme de un tanque no induce tensiones en la estructura del tanque. Sin embargo, tuberías, boquillas de tanques, y los archivos adjuntos se debe dar consideración adecuada para evitar problemas causados por dicha liquidación. B.2.2.2 basculante cuerpo rígido de un tanque (inclinación planar). Este componente hace girar el tanque en un plano inclinado. La inclinación causará un aumento en el nivel de líquido y, por lo tanto, un aumento de la tensión circunferencial en la pared del tanque. Además, la inclinación excesiva puede causar la unión de juntas periféricas en un techo flotante e inhibir viajes techo. Este tipo de acuerdo podría afectar a las boquillas de tanques que tienen tuberías unidas a ellas. Figura B.3 muestra que la ubicación reiterada de la carcasa del tanque, Max. asentamiento en (Pt. 11) Min. liquidación (Pt. 22) - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Plano de inclinación rígido representado por la curva coseno óptima 1 3 2 7 5 4 6 10 borde o arreglo mínimo 13 11 9 8 Real uniforme de solución de 12 15 14 17 16 19 18 23 22 21 20 1 N ( 23) puntos de datos, igualmente ( L) separadas. sobre la circunferencia del tanque (? RE) Fuera del plano de deflexión para Point “i” es T i = fuera del plano de asentamiento de Point “ yo ” S i = T i ???? media T + ?????? 1/2 T i + 1), por ejemplo (+) Cuando anteriormente cos. curva; S 11 = T 11 ??? media T 10 + 1/2 T 12) ??????????????????????????????????????? T 11 = (+) T 13 ?????? Representación gráfica de la figura B.3-tanque de Solución de Shell por B.2.2.4 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST para la liquidación neta ajustada línea de referencia para la línea de solución de referencia T 13 T 12 T 10 T 11 después de inclinación del cuerpo rígido, puede ser representado por cualquiera de un coseno o de onda sinusoidal con respecto a su posición original en un plano horizontal. B-4 API S ORMA 653 B.2.2.3 Debido al hecho de que un depósito es una estructura bastante flexible, el tanque puede conformarse en una configuración no plana, induciendo tensiones adicionales en la carcasa del tanque. Los asentamientos de fuera del plano de la cáscara pueden llevar a cabo de redondez en la parte superior de la concha, y dependiendo de la extensión de la inducida fuera de redondez, se podría impedir el correcto funcionamiento del techo flotante en tales se requiere una forma que re-nivelación. El fuera de redondez causada por el asentamiento también puede afectar a las estructuras de soporte del techo internos, tales como columnas, vigas, y vigas. También, tales asentamientos pueden causar puntos planos a desarrollar en la carcasa del tanque. Este tipo de acuerdo podría afectar a las boquillas de tanques que tienen tuberías unidas a ellas. B.2.2.4 Mientras liquidación uniforme e inclinación cuerpo rígido de un tanque pueden causar problemas como se describe en B.2.2.1 y B.2.2.2, el asentamiento fuera de plano es el componente importante para determinar y evaluar con el fin de asegurar la integridad estructural de la carcasa y la parte inferior. Basándose en este principio, un enfoque común es determinar las magnitudes de la solución uniforme y la inclinación cuerpo rígido (si existe un plano de inclinación rígido o puede ser identificado) para cada punto de datos en la periferia del tanque. Si un plano de inclinación rígida se puede distinguir, se vuelve importante como dato de partida para medir las magnitudes de los asentamientos fuera del avión. Cuando el patrón de asentamiento fuera de plano de un tanque tiene un plano fácilmente distinguible de la inclinación rígida, la metodología en este párrafo puede ser utilizado para evaluar la aceptabilidad de acuerdo fuera del plano del tanque. Si un plano de inclinación rígida no puede determinarse fácilmente, la metodología en B.2.2.5 se puede utilizar para evaluar la aceptabilidad de acuerdo fuera del plano del tanque. Un asentamiento carcasa del tanque representación gráfica que ilustra con un plano de inclinación rígida bien definida por un ajuste de la curva coseno se muestra en la Figura B.3. La construcción de esta parcela de solución ha sido desarrollada de acuerdo con lo siguiente. a) El asentamiento real (en la mayoría de los casos una curva irregular) se representa mediante puntos alrededor de la circunferencia del tanque como la abscisa. b) La distancia vertical entre el eje de abscisas y el punto más bajo de esta curva (punto 22) es el asentamiento mínimo, y se llama el componente de liquidación uniforme. Una línea a través de este punto, paralela a la abscisa, ofrece una nueva línea base o de referencia para las mediciones de asentamiento llamado asentamientos ajustadas. c) El plano de asentamiento de inclinación rígido, si bien definido, está representada por la curva coseno óptima. Existen varios métodos para la determinación de la curva coseno óptima. El método menos preciso es mediante técnicas de dibujo a mano alzada, una especie de prueba y procedimiento de errores para ajustar la mejor curva coseno a través de los datos. Un mejor método es utilizar las capacidades matemáticas y gráficas de un ordenador. d) Las distancias verticales entre la curva irregular y la curva coseno representan las magnitudes de los asentamientos de plano de desembolso ( T yo en el punto de datos i). e) Un método comúnmente utilizado y aceptado es el uso de un ordenador para resolver para las constantes un, segundo, y do, para encontrar el óptimo curva coseno de la forma: elev pred = un + b × cos ( θ + do) Dónde elev pred es la elevación predicho por la curva coseno en ángulo theta. Un punto de partida típica para la curva coseno un ordenador de mejor ajuste es un ajuste de mínimos cuadrados donde un, segundo, y do se eligen para minimizar la suma de los cuadrados de las diferencias entre las elevaciones medidas y predichas. La curva coseno óptimo sólo se considera válido (es decir, se ajusta con precisión los datos medidos) si el valor R 2 es mayor que o igual a 0,9. R2 ( S yy SSE ) = --------------------------S yy dónde S yy SSE es la suma de los cuadrados de las diferencias entre la elevación promedio medido y las elevaciones medidas; es la suma de los cuadrados de las diferencias entre las elevaciones medidas y predichas. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN B-5 Linear mínimos cuadrados apropiado y la R 2 método de ajuste de curvas son herramientas estadísticas básicas. El uso de un método estadístico más riguroso para determinar la curva coseno óptimo, tales como los procedimientos no lineales o iterativos, puede ser utilizado por aquellos con experiencia en su utilización. La obtención de una curva coseno estadísticamente válida puede requerir tomar más medidas que los mínimos mostrados en la Figura B.1. En muchos casos, el asentamiento fuera de plano se puede concentrar en una o más áreas. En tales casos, el método de mínimos cuadrados ajuste bajo puede predecir el asentamiento local fuera del avión y no es conservador. En estos casos, R 2 será típicamente menos de 0,9, y procedimientos más rigurosos de ajuste de curvas debe ser considerado. Alternativamente, la solución puede no indicar un plano de inclinación rígida bien definida y el procedimiento en B.2.2.5 debe ser considerado. f) Las distancias verticales entre la curva irregular y la curva óptima representan las magnitudes de los asentamientos de plano de desembolso ( T yo en el punto de datos i). S yo es la deflexión hacia fuera del plano en el punto i (véase la Figura B.3). NOTA Cuando la determinación de la curva coseno óptimo se describe en B.2.2.4 e), tomando medidas adicionales alrededor de la cáscara dará lugar a una curva coseno más precisa ajuste. Sin embargo, el uso de todos los puntos de medición en la ecuación mostrada en la B.3.2.1 resultará en muy pequeña permitida fuera de plano de asentamientos, S máx ya que la longitud de arco L entre los puntos de medición es pequeña. Es aceptable para todos los puntos de medición para desarrollar la curva coseno óptima, pero sólo utilizar un subconjunto de estos puntos espaciados no más lejos de 32 pies (8 mínimo) al calcular S yo y S máx. Los puntos utilizados deben incluir el más lejano puntos de la curva coseno óptima. Por ejemplo, si se requieren 8 puntos, pero 16 mediciones se toman, y la longitud del arco entre los puntos de medición es de sólo 15 ft, cálculos de la curva coseno óptima usando los 16 puntos, pero el uso sólo 8 puntos para calcular S yo . Las ecuaciones de la figura B.3 serían revisados para leer: S i = T yo - ( 1/2 T yo - 2 + 1/2 T yo + 2) S 11 = T 11 - ( 1/2 T 9 + 1/2 T 13) B.2.2.5 Si un plano de inclinación rígida bien definida no puede ser determinado o se excede el máximo fuera de plano de asentamiento determina de acuerdo con B.3.2.1, los procedimientos dados en esta sección se pueden usar en lugar de análisis o reparación más riguroso . B.2.2.5.1 Para los perfiles de solución sin un plano de inclinación rígida bien definida, la longitud del arco de liquidación, S arco, y la solución fuera del plano en el punto en consideración, S yo, debe ser determinado a partir de un gráfico de los datos de medición. Figura B.4 es una ilustración gráfica de los diversos términos y procedimientos de medición para la determinación de las estimaciones de la longitud del arco de solución y la correspondiente acuerdo fuera del plano, incluyendo el refinamiento de las mediciones, cuando sea necesario. a) El asentamiento actual se representa mediante puntos alrededor de la circunferencia del tanque como la abscisa. b) una longitud de arco de solución inicial y la solución de máxima se determina a partir de los puntos de los datos representados que indican un cambio en la dirección de la pendiente de liquidación (véase la Figura B.4). c) los puntos de medición de solución adicionales pueden ser necesarias a medio camino entre los puntos que indican un cambio en la dirección de la pendiente de solución para perfeccionar la longitud de arco de solución y la ubicación y la magnitud del máximo de liquidación. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- d) La etapa c) puede necesitar ser repetida. La mejor estimación de la longitud de arco asentamiento y el asentamiento máximo será considerado en el procedimiento dado en B.3.2.2. B.2.2.5.2 Si un ajuste coseno válida del plano de inclinación rígida puede ser determinada, pero se excede el máximo fuera de plano de asentamiento determina de acuerdo con B.3.2.1, el procedimiento en B.3.2.2 se puede usar para evaluar el asentamiento . En este caso, véase la Figura B.5 para una ilustración gráfica de la determinación de la longitud del arco de liquidación y el correspondiente acuerdo fuera de plano. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST B-6 API S ORMA 653 S arci, 2 S unif ha sido eliminado de todas las S arci, 1 S arcj, 1 mediciones S arck, 1 S j, 1 S i, 1 PUNTO 16 S i, 2 S k, 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 iniciales 16 mediciones mediciones adicionales para definir mejor arco de asentamiento y el asentamiento máximo S en es el máximo -de plano asentamiento mide desde el plano indicado, estimación enésimo - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- S arci, N es el arco liquidación correspondiente a S i, N Figura B.4-Representación gráfica de Solución de Shell por B.2.2.5 (Inclinación avión no descrito por una curva coseno óptima) S Arci Sj S yo S arcj PUNTO 1 2 ... S yo dieciséis es la maximim fuera de plano de asentamiento mide desde el plano de inclinación para i º arco S Arci es el arco liquidación correspondiente a S yo S unif ha sido eliminado de todas las mediciones Figura B.5-Representación gráfica de Solución de Shell por B.2.2.5 (Inclinación plano descrito por una curva óptima Coseno) Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST B-7 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN B.2.2.5.3 Si un examen de la trama de solución de medida indica un patrón de plegado sobre un diámetro del tanque, el máximo fuera de plano de asentamiento debe determinarse utilizando una longitud de arco de solución de 50% de la circunferencia del tanque. Solución B.2.3 Edge B.2.3.1 asentamiento Edge se produce cuando la carcasa del tanque se asienta fuertemente alrededor de la periferia, lo que resulta en la deformación de la placa de fondo cerca de la unión de esquina-shell-a abajo. Figura B.6 ilustra este asentamiento. B.2.3.2 La ecuación dada en B.3.4 se puede utilizar para evaluar asentamiento borde. Alternativamente, un análisis de estrés rigurosa puede llevarse a cabo para el perfil deformado. La determinación del perfil deformado debe tomar en consideración la siguiente. [Texto trasladó a B.2.1] a) Localización del punto de ruptura donde comienza el área de resolverse requiere algún juicio. La colocación de un borde recto en la parte inferior sin resolver, como se muestra en la Figura B.6, y observando donde la parte inferior se separa del borde recto ayudará a definir el punto de ruptura. b) Si el fondo del tanque es de cono hacia arriba o hacia abajo el cono, el asentamiento SEGUNDO, debe ser medida a partir de una proyección de la inferior sin resolver, no desde el nivel. Véase la Figura B.7. B.2.3.3 El asentamiento borde medido segundo se define como se muestra en la Figura B.6. segundo ew se define como el asentamiento borde permisible en un área donde hay una soldadura de solape inferior en el área de resolverse que es esencialmente paralelo (± 20 °) a la cáscara. segundo mi se define como el asentamiento permisible en un área sin soldaduras de fondo, o sólo a tope soldaduras en la parte inferior, o soldaduras de solape en la parte inferior que R es la anchura Radio del área colonizada segundo es la Solución R Utilice borde recto para determinar el punto de proyectil ruptura de un tanque posición inferior original segundo punto de ruptura fondo del tanque R proyectil de un tanque posición inferior original segundo punto de ruptura fondo del tanque Figura Solución B.6-Edge Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- son esencialmente perpendicular (± 20 °) a la cáscara. B-8 API S ORMA 653 Cono inferior Cono inferior hacia hasta abajo Cáscara Cáscara inferior original Romper más posición inferior original inferior sedimentado posición inferior B - Medida a partir de originales Cerrada posición inferior B - ¡Incorrecto! Medido desde la línea de nivel de punto de ruptura para bombardear Figura B.7-Corrección de Arreglo borde medido B.2.3.4 Sección B.3.4 proporciona métodos para la evaluación de la solución de borde medido segundo contra la liquidación borde permisible segundo ew y segundo mi. Ya que segundo ew es más conservador que segundo mi, el enfoque más simple es evaluar inicialmente asentamiento medido segundo en contra segundo ew para todas las áreas pobladas. Si todas las áreas cumplen con este criterio, la solución es aceptable y no es necesaria otra evaluación. Si es necesario, se establecieron diferentes áreas pueden ser evaluados por separado en contra segundo ew y segundo mi. Para las áreas que contienen soldaduras de solape en un ángulo arbitrario a la cáscara, la interpolación para encontrar una solución admisible entre segundo ew y segundo mi basado en el ángulo de la soldadura a la carcasa está permitido. B.2.4 Solución inferior cerca del tanque de Shell B.2.4.1 Figura B.8 ilustra asentamiento parte inferior cerca de la pared del tanque. B.2.4.2 La ecuación dada en B.3.3 se puede utilizar para evaluar asentamiento cerca de la carcasa del tanque. Alternativamente, un análisis de estrés rigurosa puede llevarse a cabo para el perfil deformado. B.2.5 localizada liquidación inferior a distancia de la pared del tanque B.2.5.1 Localizada a distancia asentamiento parte inferior de carcasa del tanque son depresiones (o protuberancias) que se producen de una manera aleatoria, alejado de la carcasa (ver Figura B.9). - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST B-9 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN proyectil de un tanque R UN UN RR R R? 2R RRBB SECCIÓN AA R es el radio del círculo inscrito en la zona abombada o deprimido segundo es la profundidad o altura de protuberancia asentamiento o depresión Figura B.8-Bottom asentamiento cerca de Shell B.2.5.2 Aceptabilidad de estos asentamientos localizados depende de tensiones localizadas en la placa de fondo, el diseño y la calidad de las soldaduras de solape (de un solo paso o de múltiples pasadas), y vacíos por debajo de la placa inferior. La ecuación dada en B.3.3 se puede utilizar para evaluar asentamiento localizada a distancia de la carcasa del tanque. Estos límites son aplicables a fondo de los tanques que tienen una sola pasada juntas de solape-soldada. B.3 Determinación de acuerdo aceptable B.3.1 general Para los tanques existentes con antecedentes de servicio exitoso, puede ser posible aceptar una mayor asentamiento y la distorsión de la fundación de un avión cierto que las nuevas normas de construcción del tanque permiten. Cada tanque debe ser evaluado en base a las condiciones de servicio, materiales de construcción, las características del suelo, diseño de la cimentación del tanque, y el historial de servicio del tanque. Los métodos discutidos en las siguientes secciones no son obligatorios y se aproximan a la solución máxima admisible. Sin embargo, la experiencia ha demostrado que si los asentamientos exceden los siguientes requisitos, se requiere una evaluación adicional o reparación. B.3.2 admisible fuera del plano de Solución A partir de los procedimientos de medición descritos en B.2.2.4 y B.2.2.5, determinar el máximo fuera de plano magnitud settlement.The (valor absoluto) de la solución máxima se compara con los valores permisibles dadas en B.3.2 0,1 o B.3.2.2, según corresponda. El permitida fuera del plano de solución dada en B.3.2.1 y B.3.2.2 no lo hacen - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST B-10 API S ORMA 653 proyectil de un tanque R UN UN R R depresiones localizadas o protuberancias en la placa de fondo del tanque R R cama y desayuno R es el radio del círculo inscrito segundo es la profundidad de solución de en la zona abombada o deprimido o altura de protuberancia SECCIÓN AA Figura B.9-localizada cavidades de base o protuberancias remoto desde Shell tomar en consideración los cambios bruscos en la elevación shell (crestas) o discontinuidades cerca de la parte inferior del tanque en la región asentado, tales como boquillas bajos. También no consideran patrones de plegado en tanques de techo de cono cuando la línea de pliegue es adyacente a o a través de una línea de una o más columnas de techo, o para patrones de asentamiento que incluyen la cáscara y de borde asentamientos combinarse. Los criterios de solución permisibles en B.3.2.2 son aplicables a acero API 650 de carbono y depósitos de acero inoxidable y rangos de diámetro dado en B.3.2.2. Fuera del plano de asentamiento que no cumpla con estas limitaciones deben ser examinados además por una evaluación de ingeniería más riguroso para determinar la necesidad de reparaciones, véase B.3.2.4 B.3.2.1 Cuando se utiliza el procedimiento con un enfoque curva coseno óptima se define en B.2.2.4 para determinar asentamiento fuera del plano, el admisible fuera de plano de asentamiento está dada por la ecuación siguiente (véase la nota): S max, pies L 2 Y× x ( 11 ) = ------------------------------2 EH [ x( )] - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST B-11 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN dónde S max, pies es permisible acuerdo fuera de plano, en los pies; L es la longitud del arco entre los puntos de medición, en pies; Y es el rendimiento fuerza del material de la cáscara, en libras fuerza por pulgada cuadrada (lbf / in. 2); mi es el módulo de Young, en libras fuerza por pulgada cuadrada (lbf / in. 2); MARIDO es la altura del tanque, en pies. NOTA Esta ecuación se basa en “Criterios para la liquidación de los tanques”, W. Allen Marr, M. ASCE, Jose A. Ramos, y T. William Lambe, F. ASCE, Diario de la División de Ingeniería Geotécnica, Actas de la Sociedad Americana de Ingenieros Civiles, vol. 108, agosto de 1982. B.3.2.2 Cuando se utiliza el procedimiento en B.2.2.5 para determinar asentamiento fuera de plano, el admisible fuera de plano de asentamiento está dada por la ecuación siguiente (véase la nota): S como máximo,= en min Kansas arco × • DH •----× • × • • • S.M--• • , 4.0 Diámetro del tanque Open Top Tanks, Tanques de techo fijo, K K re 50≤ 5 28.7 10.5 50 < re 80 ≤ 5 7.8 5.8 80 < re 120≤ 5 6.5 3.9 120 < re 180≤ 5 4.0 2.3 180 < re 240≤ 5 3.6 No aplica 240 < re 300≤ 5 2.4 No aplica No aplica No aplica pie 300 < re dónde S como máximo, en es permisible acuerdo fuera de plano, en pulgadas; S arco es de arco arreglo efectivo, ver B.2.2.5.1, en los pies; re es diámetro del tanque, en pies (ft); Y es el rendimiento fuerza del material de la cáscara, en libras fuerza por pulgada cuadrada (lbf / in. 2); mi es el módulo de Young, en libras fuerza por pulgada cuadrada (lbf / in. 2); MARIDO es la altura del tanque, en pies. NOTA Esta ecuación se basa en “Informe final sobre el Estudio de fuera de Plano tanque de sedimentación,” J. Andreani, N. Carr, Informe a SCAST API, mayo de 2007. B.3.2.3 Facilidad de servicio también puede ser una preocupación para los tanques con un peso significativo acuerdo fuera de plano. Fuera de la redondez puede impedir el funcionamiento de techo flotante y también afectan a las estructuras de soporte del techo internos. El fuera de redondez que experimenta un tanque con arreglo fuera del plano es bastante sensible a la estructura real de la solución. El propietario puede desear especificar inspección adicional o una evaluación más rigurosa de la del tanque fuera de redondez. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST B-12 API S ORMA 653 B.3.2.4 Si se mide fuera de plano de asentamiento sobrepasa los límites aplicables descritos en B.3.2.1 o B.3.2.2, una evaluación más rigurosa se puede realizar para determinar la necesidad de reparaciones. Esta evaluación debe ser realizado por un ingeniero con experiencia en análisis de asientos tanque. B.3.3 interna Asentamientos inferior o protuberancias Medir el bulto o la depresión. La protuberancia permisible o la depresión se da por la ecuación siguiente (véase la nota). segundo B = 0.37 R dónde segundo segundo es la altura máxima de abombamiento o la profundidad de la depresión local, en pulgadas; R es el radio del círculo inscrito en la zona abombada o depresión locales, en pies. La figura B.10 es una representación gráfica de esta ecuación. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- NOTA Esta ecuación se basa en “Criterios para la liquidación de los tanques”, W. Allen Marr, M. ASCE, Jose A. Ramos, y T. William Lambe, F. ASCE, Diario de la División de Ingeniería Geotécnica, Actas de la Sociedad Americana de Ingenieros Civiles, vol. 108, agosto de 1,982 mil. 15 14 Las reparaciones o una evaluación rigurosa deben llevarse a cabo si la profundidad de la protuberancia 13 observada o la depresión está por encima de esta línea B = La profundidad de la depresión o protuberancia en el centro (pulg.) 12 11 10 9 segundo RR segundo RR 8 7 depresión parcial de anillo 6 tipo o protuberancia (en el borde solamente) donde R 5 <2R RRRR 4 R 3 La depresión o 2 protuberancia (en cualquier lugar) 1 00 5 10 15 20 25 30 35 40 R = Radio del círculo inscrito en la depresión o protuberancia (ft) Figura B.10-localizada tanque Límites de liquidación del fondo para una sola pasada, Soldaduras Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 45 B-13 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Solución B.3.4 Edge B.3.4.1 asentamiento máximo permisible segundo ew se muestra en la figura B.11 para zonas colonizadas que incluyen soldaduras de solape inferior esencialmente paralelas a la carcasa (± 20 °). En áreas pobladas donde el asentamiento medido segundo excede el 75% de asentamiento permitido segundo EW, toda la cáscara a abajo soldaduras y soldaduras de fondo debe ser examinado visualmente y con partículas magnéticas o métodos penetrantes líquidos. Todas las indicaciones deben ser reparados o evaluados por el riesgo de rotura frágil, y / o fallo por fatiga antes de devolver el depósito al servicio. 13 B.3.4.2 Por áreas pobladas donde midieron asentamiento segundo excede el 75% de segundo EW, cualquier soldaduras dentro de 12 pulg. de cada lado de la zona de ruptura (consulte la Figura B.6) deben ser examinados visualmente. Cualquier zonas sospechosas deben ser examinados, ya sea con el examen de partículas magnéticas o el examen de líquidos penetrantes. Todas las indicaciones deben ser reparados o evaluados por el riesgo de la fatiga antes de devolver el depósito al servicio. B.3.4.3 asentamiento máximo permisible segundo mi se muestra en la figura B.12 para zonas de asentamiento borde sin soldaduras, soldaduras a tope, o soldaduras de solape en la parte inferior que son esencialmente perpendicular a la carcasa (± 20 °). En áreas pobladas donde la solución medido excede el 75% de la solución permitido, todas las soldaduras-shell-a abajo y soldaduras de fondo deben ser examinados visualmente y con partículas magnéticas o métodos penetrantes líquidos. Todas las indicaciones deben ser reparados o evaluados por el riesgo de rotura frágil y / o fatiga antes de devolver el depósito al servicio. 10.00 Los tanques con asentamientos de borde más grandes 9.00 De diámetro, pies son para ser reparado, o han detallado análisis de la parte inferior, y la unión del forro del fondo-a- 8.00 Las soldaduras en tanques con solución superior segundo ew = asentamiento máximo permisible, (pulg.) 7.00 o igual 75% de segundo EW, y más grande que 2 in., han de ser examinados con 160 & Mayor partículas magnéticas o métodos penetrantes líquidos 120 6.00 100 5.00 80 60 4.00 50 40 30 3.00 20 2.00 Los tanques con solución de menos de 75% de 1.00 segundo ew puede ponerse nuevamente en servicio 0.00 0 1 2 3 4 5 R = Radio del área de resolverse, pies Solución de la figura B.11-Edge máxima admisible para las zonas con soldaduras de solape inferior Aproximadamente paralela a la Shell - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 6 B-14 API S ORMA 653 B.3.4.4 de solución de máxima admisible para las zonas de asentamiento borde con una soldadura a solape en un ángulo arbitrario a la carcasa se puede interpolar a partir de segundo mi y segundo ew la figura B.11 y B.12 figura, y la siguiente ecuación: segundo α = segundo mi - ( segundo mi - segundo ew) × pecado α Dónde α es el ángulo de la soldadura a una línea central del tanque y segundo α es el asentamiento permisible para un área con una soldadura en ese ángulo (véase la figura B.13). B.3.4.5 En general, la liquidación se produce lentamente, y para la mayoría de los tanques existentes, la mayoría de los asentamientos se presume que ha tenido lugar en los primeros años de servicio. No se espera liquidación adicional significativa después de las inspecciones iniciales. Por lo tanto, la práctica típica es comparar la solución de borde medido con el asentamiento de arista máxima permisible segundo ew y segundo mi, y no incluir asignación para la solución adicional durante el funcionamiento posterior. Tenga en cuenta que la erosión de la almohadilla adyacente al tanque puede causar asentamiento local. En este caso continuará el asentamiento a menos que la almohadilla está reparado y la erosión futura impidió. Para los casos en que se espera liquidación adicional significativa, un ingeniero con experiencia en la evaluación de la liquidación del tanque debe evaluar la liquidación esperada en la próxima inspección con los límites establecidos en B.3.4. Esto es análogo a un sobreespesor de corrosión para los componentes que se espera a corroerse. 10.00 Los tanques con asentamientos de borde más grandes 9.00 De diámetro, pies son para ser reparado, o han detallado análisis de la parte inferior, y la unión del forro del fondo-a- 8.00 160 & Mayor Las soldaduras en tanques con solución superior 7.00 120 o igual 75% de segundo EW, y más grande que 2 in., han de ser examinados con 100 partículas magnéticas o métodos penetrantes segundo e = asentamiento máximo permisible, (pulg.) líquidos 6.00 80 60 5.00 50 40 4.00 30 20 3.00 2.00 Los tanques con solución de menos de 75% de 1.00 segundo ew puede ponerse nuevamente en servicio 0.00 0 1 2 3 4 5 R = Radio del área de resolverse, pies Solución de la figura B.12-Edge máxima admisible para las zonas con soldaduras de solape inferior Aproximadamente perpendicular a la Shell - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST 6 B-15 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN B.3.4.6 Los límites de solución de borde descritos en B.2.3.1 través B.2.3.4 fueron desarrollados para típico 1 / 4- en. fondos de tanques de espesor con la corrosión mínima. a) límites de liquidación Edge se pueden aplicar con una precisión razonable 5 / 16- y 3 / 8- en. gruesas fondo de los tanques. b) límites de solución de Edge se pueden aplicar con una precisión razonable a fondos con la corrosión general, siempre que las áreas cerca de todas las soldaduras son más gruesas que 3/16 en. c) Los límites de liquidación Edge se pueden aplicar con una precisión razonable a las partes inferiores con la corrosión local, si todas las áreas delgadas localmente en el área colonizada (más cerca de lo “ R ”A la cáscara) más delgado que 3/16 en. son más pequeñas que 12 pulgadas de diámetro y la zona delgada no incluye una soldadura. d) La liquidación se presume que es lento, y se espera una pequeña cantidad de liquidación adicional que se produzca antes de la próxima inspección. B.3.4.7 asentamiento Edge aumenta el estrés secundaria en la soldadura de abajo hacia shell. Si se realizan reparaciones de soldadura para la soldadura de abajo hacia shell en una zona donde asentamiento excede 1/2 de segundo mi, estas tensiones adicionales deben ser evaluados por un ingeniero con experiencia en la evaluación de solución de tanque antes de renunciar a una prueba hidrostática por 12,3. Reparaciones B.4 B.4.1 Si se determina que los asentamientos se han producido que están más allá de los límites permisibles establecidos en las secciones anteriores, entonces debe considerarse la posibilidad de hacer reparaciones o un análisis de estrés riguroso debe realizarse para evaluar el perfil deformado. Diversas técnicas de reparación se han discutido anteriormente. La sentencia de reparaciones debe ser atemperada con el conocimiento de la historia de servicio del depósito, reparaciones anteriores, las inspecciones previas, condiciones de cimentación del tanque, las características del suelo, el material de construcción, y las estimaciones de la solución de futuro. Ver 9.10 para los detalles de reparación sugeridas. área de ángulo alfa resolverse centro del diseño de la placa inferior La figura B.13 Solución-Edge con una vuelta de soldadura en un ángulo arbitrario a la Shell Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- tanque B-16 API S ORMA 653 B.4.2 Para tanques con liquidación borde superior a los límites y supuestos dados en B.2.3.1 través B.2.3.7, el tanque debe ser reparado. Cualquier placa superior cepas aceptables (típicamente 2% a 3%) debe ser reemplazado. Re-nivelar el tanque no eliminará la deformación plástica, por lo que la nivelación del tanque sin tener que reemplazar la cepa no puede ser una reparación suficiente. Las soldaduras en la zona de la alta cepas deben ser retirados y reemplazados, o ser sometidos a una evaluación de la aptitud por servicio por un ingeniero con experiencia en la evaluación de solución de tanque. La condición que conduce a la solución inaceptable debe ser corregida. Dependiendo de la severidad y la localización del asentamiento, las reparaciones necesarias pueden incluir la reclasificación del suelo en el fondo del tanque, y / o la reparación de la fundación. Jacking y re-nivelación de la carcasa puede ser necesario para evitar daños asentamiento adicional. Jacking y nivelación se realiza en conjunción con, no en lugar de, en sustitución de la placa y soldaduras dañado. En lugar de reparaciones, un análisis detallado de la zona asentado puede ser realizada por un ingeniero con experiencia en el diseño del tanque y la evaluación de liquidación. El análisis debe considerar la tensión primaria y secundaria y el riesgo de fractura por fragilidad. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST anexo C (informativo) Listas de comprobación para la inspección del tanque Anexo C contiene listas de control de ejemplo que ilustran los componentes del tanque y los elementos auxiliares que deben ser considerados para la inspección interna y externa de los tanques. Se provee esta información como guía para el propietario / operador para el desarrollo de un programa de evaluación de la inspección para cualquier instalación específica del tanque. El formato de lista de control facilita el registro de los resultados de inspección. NOTA 1 Los usuarios de listas de verificación no debe basarse exclusivamente en la información contenida en este documento. negocio Sound, científica, ingeniería, y el juicio de seguridad deben ser usados en el empleo de la información contenida en este documento. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- NOTA 2 En su caso, las autoridades competentes deben ser consultados. C-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST C-3 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tanque en servicio Lista de inspección de artículos Terminado √ C.1.1 Fundación Medida nivelación fundación y elevaciones inferiores (véase el Anexo B de alcance de las mediciones). Anillo de hormigón C.1.1.1 a) Inspeccionar para el hormigón roto, desconchado, y grietas, en particular bajo las barras de copia de seguridad utilizados en la soldadura de anillos anulares soldadas a tope bajo la concha. b) Inspeccionar aberturas de drenaje en el anillo, de vuelta de las cuencas waterdraw y superficie superior del anillo para indicaciones de fuga inferior. c) Controlar por cavidades menores de fundación y la vegetación contra el fondo del tanque. d) Comprobar que el agua de lluvia escorrentía de los desagües de la cáscara de distancia del tanque. e) Comprobar para el asentamiento alrededor del perímetro del tanque. C.1.1.2 asfalto a) Comprobar para la solución del tanque en la base de asfalto que dirigir la escorrentía del agua de lluvia debajo del tanque en vez de alejarse de ella. b) Busque las áreas donde la lixiviación de aceite ha dejado de relleno roca expuesta, lo que indica la fuga de hidrocarburos. C.1.1.3 tierra o arena engrasado Compruebe para el asentamiento en la base que dirigir la escorrentía del agua de lluvia debajo del depósito en lugar de alejarse de - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- ella. C.1.1.4 Roca Presencia de roca triturada bajo el fondo de acero da lugar generalmente a la corrosión severa inferior. Hacer una nota para hacer un examen adicional placa inferior (ultrasonidos, pruebas de martillo, o de giro de cupones) cuando el tanque está fuera de servicio. C.1.1.5 sitio de drenaje a) Comprobar el sitio para el drenaje del tanque y tuberías y colectores asociados. b) Comprobar el estado de funcionamiento de los drenajes del dique. C.1.1.6 limpieza Inspeccionar el área para la acumulación de basura, vegetación y otros productos inflamables acumulación. Protección catódica C.1.1.7 Revisar las lecturas de potencial de protección catódica. C.1.2 conchas Inspección visual externa C.1.2.1 a) inspeccionar visualmente en busca de fallos de pintura, picaduras y corrosión. b) limpiar la zona de ángulo inferior e inspeccionar la corrosión y el adelgazamiento en la placa y soldar. c) Inspeccionar el sello de abajo hacia fundación, si los hay. C.1.2.2 Interna (Floating tanque de techo) inspeccionar visualmente para el ranurado, la corrosión, picaduras, y fallos de revestimiento. C.1.2.3 clavado Inspección Shell a) Inspeccionar superficie externa que no haya fugas de remache y costura. b) localizar fugas de boceto o fotografía (ubicación se perderán cuando la cáscara se limpia abrasivo para la pintura). c) Inspeccionar los remaches para la pérdida de la corrosión y el desgaste. d) Inspeccionar las costuras verticales para ver si han estado llenos filete de vuelta soldadas para aumentar la eficiencia de la unión. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-4 API S ORMA 653 Tanque en servicio Lista de inspección (Continúa) Terminado ít. √ comentarios e) Si no existe ningún registro de las costuras verticales remachadas, dimensión y dibujar (o fotografía) el patrón de remache: número de filas, el tamaño de remache, longitud de paso, y tenga en cuenta si la unión es a tope o remachados regazo-remachado. C.1.2.4 Viga del viento (Floating tanques de techo) a) Inspeccionar viga viento y pasamanos para los daños por corrosión (insuficiencia pintura, picaduras, corrosión acumulación de producto), especialmente en los que se produce en la salida tack-soldada, y para soldaduras rotas. b) las soldaduras de apoyo Comprobar a Shell por picaduras, especialmente en placas de concha. c) Nota si los soportes tienen almohadillas de refuerzo soldadas a Shell. C.1.3 Sus accesorios de Shell C.1.3.1 pozos de acceso y Boquillas a) Controlar por grietas o señales de fuga en unión de soldadura en boquillas, pozos de acceso, y las placas de refuerzo. b) Controlar por placa para carcasa hoyuelos alrededor de boquillas, causada por deflexión del tubo excesiva. c) Controlar por fugas de brida y fugas alrededor de los pernos. d) Inspeccionar el sellado de aislamiento alrededor de pozos de acceso y boquillas. e) Consultar la brida del paso inadecuado y grosor de tapa en pozos de acceso del mezclador. C.1.3.2 tanque tuberías Colectores a) Inspeccionar conducción de colector, bridas, válvulas y fugas. b) Inspeccionar los componentes del sistema contra incendios. c) Compruebe las tuberías anclado que sería peligrosa para el proyectil de un tanque o de las conexiones inferiores durante el movimiento de tierra. d) Verificar para el alivio de la presión térmica adecuada de la tubería al tanque. e) Verificar el funcionamiento de los reguladores para tanques con sistemas de gas de purga. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- f) Comprobar las conexiones de la muestra para detectar fugas y para el funcionamiento adecuado de la válvula. g) Controlar deterioro y probar la exactitud de los indicadores de temperatura. h) consultar soldaduras de clips de pescante de concha montado por encima de válvulas 6 pulg. y más grandes. Sistema Autogauge C.1.3.3 a) Inspeccionar autogauge guía de cinta y la carcasa de la polea inferior (columpios flotantes) para detectar fugas. b) Inspeccionar autogauge cabeza de los daños. c) Bump el corrector en la cabeza autogauge para el movimiento apropiado de la cinta. d) Identificar tamaño y material de construcción de autogauge guía de cinta (tanques de techo flotante). e) Hacer operador si la cinta tiende a colgar durante el movimiento techo del tanque (tanques de techo flotante). f) Comparar el nivel de producto actual a la lectura en el autogauge (variación máxima es de 2 pulg.). g) En los tanques de techo flotante, cuando el techo está en la posición más baja, compruebe que no más de dos pies de cinta se exponen al final de la guía de cinta. h) Inspeccionar condición de la junta y la legibilidad de autogauges de tipo tablero. i) la libertad de prueba de movimiento del marcador y del flotador. Estación de la muestra montada en Shell C.1.3.4 a) Inspeccionar las líneas de muestra para la función de las válvulas y el taponamiento de líneas, incluyendo drenaje o retorno al tanque de línea. b) Comprobar que no haya fugas bomba de circulación y problemas operativos. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST C-5 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tanque en servicio Lista de inspección (Continúa) Terminado ít. √ c) Prueba de arriostramiento y apoyos para líneas y equipos de muestra. C.1.3.5 calentador (Shell Manway Montada) Inspeccionar de drenaje de condensado para la presencia de aceite que indica fugas. C.1.3.6 mezclador a) Controlar por brida de montaje adecuada y apoyo. b) Controlar por fugas. c) Inspeccionar condición de líneas eléctricas y conexiones al mezclador. C.1.3.7 líneas dobles: funcionamiento del cabrestante a) no flotantes. Levante y baje la línea de swing con el torno, y comprobar la estanqueidad de cable para confirmar que la línea oscilación bajado correctamente. b) flotante. Con el tanque lleno a la mitad o más, bajar la línea de swing, a continuación, dejar salir por cable y comprobar si se ha retirado oscilación del cable apretado, lo que indica que el cabrestante está funcionando correctamente. c) Indicador. Compruebe que el indicador se mueve en la dirección correcta: flotantes indicadores de línea oscilación muestran un nivel más bajo que el cable se enrolla en el cabrestante. indicadores no flotantes swing line demuestran lo contrario. C.1.3.8 líneas dobles: Guía Externa del sistema Compruebe si hay fugas en las uniones roscadas y bridas. C.1.3.9 líneas dobles: Identificar lastre tendrán Variando Comprobar si hay diferencias significativas en la acción gravedad específica. C.1.3.10 líneas dobles: Material del cable y Condición a) Para el cable de acero nonstainless, la verificación de la corrosión sobre toda la longitud. b) Todos los cables: comprobar si hay desgaste o quemaduras. C.1.3.11 líneas dobles: Muestra de Comparación de productos Compruebe si hay agua o de gravedad diferencias que indicarían una fuga de la unión de oscilación. C.1.3.12 líneas dobles: Destinatario Target debe indicar la dirección de apertura abatible (arriba o abajo) y la altura por encima del fondo, donde la succión se perderá con el oscilación en el apoyo inferior. C.1.4 tejados C.1.4.1 Placa de base Corrosión Interna Por razones de seguridad, antes de acceder al techo, comprobar con instrumento ultrasónico o ligeramente utilizar un martillo de bola para probar la placa de la plataforma cerca del borde de la cubierta para el adelgazamiento. (Corrosión normalmente ataca a la placa de cubierta en el borde de un techo fijo y en las vigas en el centro del techo primero.) C.1.4.2 Placa de base corrosión externa inspeccionar visualmente para el fracaso de la pintura, los agujeros, picaduras, y el producto de corrosión en la cubierta del techo. C.1.4.3 Techo de drenaje de cubiertas Buscar indicios de agua estancada. (Flacidez significativa de la cubierta de techo fijo indica un potencial fracaso viga. Grandes zonas de agua de pie en un techo flotante indican diseño inadecuado de drenaje o, si a un lado, un techo nonlevel con posibles fugas pontones.) C.1.4.4 Nivel de techo flotante En varios lugares, medir la distancia desde el borde del techo para una costura de soldadura horizontal por encima del techo. Una variación en las lecturas indica un techo nonlevel con posible shell fuera de todo el año, fuera de plomada, fugas de pontones, o colgar. En tanques de pequeño diámetro, una condición de desigualdad de condiciones puede indicar la carga desigual en ese nivel. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-6 API S ORMA 653 Tanque en servicio Lista de inspección (Continúa) Terminado ít. √ Techo flotante C.1.4.5 gas de prueba interna Prueba de gas explosivo en la parte superior del techo flotante interno. Las lecturas pueden indicar un techo con goteras, fugas de sistema de sellado, o una ventilación inadecuada de la zona superior del techo flotante interno. C.1.4.6 aislamientos para techos a) Inspeccionar visualmente en busca de grietas o fugas en el revestimiento aislante del tiempo, donde el escurrimiento del agua de lluvia podría penetrar en el aislamiento. b) Controlar por aislamiento mojado bajo la capa tiempo. c) Eliminar secciones de ensayo pequeñas de aislamiento y comprobar chapa de techo para la corrosión y agujeros cerca de áreas susceptibles a la entrada de agua (es decir, boquillas de techo, etc.). C.1.4.7 techo flotante Sistemas de Seal a) Inspeccionar el estado de la junta, medir y registrar espacios máximos de llanta y selladores huecos-a Shell alrededor de la circunferencia completa del techo en el nivel de la inspección. NOTA Inspección de la junta y la medición de los espacios de la llanta y las lagunas-sello-a shell en más de un nivel, puede ser necesario para determinar más completamente si existen problemas en otros niveles de operaciones de los tanques). b) Medida espacio anular y grabar al espaciamiento de 30 pies (mínimo de cuatro cuadrantes) alrededor de techo y registro. Las mediciones se deben tomar en pares directamente opuestos. 1) _______ _______ par opuesto 1. 2) _______ _______ par opuesto 2. c) Comprobar si la tela de sellado en los sellos de zapatos primarios está tirando de zapatos lejos de la cáscara (tela no lo suficientemente ancho). d) Inspeccionar la tela para deterioro, agujeros, lágrimas, y grietas. e) Inspeccionar partes metálicas visibles para la corrosión y el desgaste. f) Controlar por aberturas en los sellos que permitan vapor de emisiones. g) Inspeccionar para que sobresale cabezas de los tornillos o remaches en contra de la cáscara. h) Tire ambos sistemas de sellado primario y secundario de nuevo todo el shell para comprobar su funcionamiento. C.1.5 yo) Inspeccionar juntas secundarias para detectar signos de pandeo o indicios de que su ángulo con la cáscara es demasiado superficial. j) Inspeccionar los sellos del limpiaparabrisas de tipo cuña para la flexibilidad, resiliencia, grietas, y lágrimas. Sus accesorios de techo C.1.5.1 Hatch Muestra a) Inspeccionar la condición y el funcionamiento de las tapas de escotilla muestra. b) En los tanques que se rigen por reglas de Monitoreo Atmosférico del Distrito, la verificación de la condición de sellado en el interior de la tapa de escotilla. c) Comprobar la corrosión y enchufar el ladrón y medir tapa de la escotilla. d) Cuando la escotilla de la muestra se utiliza para desgranar medidor de nivel de stock, la verificación de marcador y la pestaña que indica la distancia de mantenimiento en desconexión. e) Verificar para el refuerzo de la almohadilla donde tubería escotilla muestra penetra en la cubierta del techo. f) En los sistemas de sombreado muestra de techo y de retroceso flotantes, inspeccionar el funcionamiento de la bobina de retroceso y la condición de cuerda. g) Prueba de funcionamiento de sistema. h) sobre las poblaciones de ultra limpias como JP4, la verificación de presencia y estado del revestimiento de protección o revestimiento interior de la escotilla de la muestra (la prevención de la herrumbre de la tubería de entrar en la muestra). - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-7 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tanque en servicio Lista de inspección (Continúa) Terminado ít. √ comentarios C.1.5.2 Gauge Bueno a) Inspeccionar parte visible de la galga bien para el adelgazamiento, el tamaño de las ranuras, y la condición cubierta. b) Compruebe si hay un marcador de distancia de mantenimiento en desconexión y la pestaña con la distancia de mantenimiento en desconexión (legible). c) En techos flotantes, inspeccionar la condición de la guía de techo para el ancho de bien, particularmente la condición de los rodillos de ranurado. d) Si accesible, comprobar la distancia desde el tubo de pozo de calibre a la carcasa del tanque a diferentes niveles. e) Si el tanque tiene una bien arandela manómetro, válvula de retención de fugas y de la presencia de un tapón de toro o brida ciega. C.1.5.3 techo fijo Soporte Andamios Inspeccionar apoyo andamio para la corrosión, al desgaste, y la solidez estructural. C.1.5.4 Autogauge: Inspección Hatch y guías (techo fijo) a) Comprobar la escotilla de la corrosión y pernos faltantes. b) Busque corrosión en los anclajes de alambre de guía el flotador de guía de cinta y de. C.1.5.5 Autogauge: Flotador Bien cubierta a) Controlar por corrosión. b) Comprobar el cable de cinta de desgaste o quemaduras causadas por el roce en la portada. C.1.5.6 Muestra Hatch (interna techo flotante) a) Comprobar las condiciones generales. b) Cuando está equipado con un sello de tela, la verificación de sellado automático después del muestreo. c) Cuando está equipado con un dispositivo de apertura de retroceso del carrete, la verificación de las operaciones adecuadas. Vents montar en el techo C.1.5.7 (Interno techo flotante) Comprobar el estado de las pantallas de bloqueo, y pasadores de pivote. C.1.5.8 anillo de goteo Plataforma calibra En tanques de techo fijo con anillos gotear por debajo del área de la plataforma o de muestreo de medición, inspeccionar para el retorno de drenaje conectado al tanque. C.1.5.9 desagües del techo de emergencia Inspeccionar tapones de vapor para desagüe de emergencia: que los discos de tela de sellado son un poco más pequeño que el ID del tubo y que el sello de tela está por encima del nivel de líquido. C.1.5.10 extraíbles techo de la pierna Bastidores Compruebe si hay bastidores de la pierna en el techo. Breakers vacío C.1.5.11 de tallas, el número y tipo de interruptores de vacío. Inspeccionar interruptores de vacío. Si se establecen patas altas, la verificación de la configuración de interruptor mecánico en posición alta de la pierna. a) Comprobar el estado de la pantalla en la cubierta de llanta de ventilación. b) Verificar para el recubrimiento de apagado o eliminación de rejillas de RIM en el que las reglas de competencia no permitir la retirada. C.1.5.13 Pontón Inspección escotillas a) Abrir puerta de inspección cubre pontón y comprobar visualmente si hay fugas en el interior del pontón. b) Ensayo de gas explosivo (un indicador de fugas espacio de vapor). Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- C.1.5.12 Rim Vents C-8 API S ORMA 653 Tanque en servicio Lista de inspección (Continúa) Terminado ít. √ c) Si las escotillas de pontones están equipadas con calas cerradas hacia abajo, la verificación de tubos de ventilación. Comprobar que los tubos de ventilación no están tapados. Inspeccione los dispositivos de cierre total de su estado y funcionamiento. C.1.6 vías de acceso Ver tanque fuera de servicio Lista de inspección, artículo C.2.12. NOTAS - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-9 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. C.2.1 √ Visión de conjunto a) Comprobar que el depósito ha sido limpiado, está libre de gas, y seguro para la entrada. b) Comprobar que el depósito está completamente aislado de las líneas de productos, toda la energía eléctrica y líneas de vapor. c) Comprobar que el techo está soportado adecuadamente, incluyendo la estructura de techo fijo y las piernas de techo flotante. d) Comprobación de la existencia de riesgos de objetos que caen, tales como vigas corroídas-a través del techo, estalactitas de asfalto, y los hidrocarburos atrapados en equipo o accesorios sin abrir o enchufado, salientes, etc. e) Controlar por resbalones en las cubiertas inferiores y de techo. f) Inspeccionar soldaduras estructurales en vías de acceso y clips. g) consultar superficies pueda inspección para una acumulación pesada escala y comprobar costuras de soldadura y las superficies aceitosas, donde la soldadura se va a hacer. Tenga en cuenta las áreas que necesitan más limpieza, incluyendo las voladuras. h) Revisión de protección catódica posibles lecturas. C.2.2 tanque exterior a) Inspeccionar accesorios abiertas durante la limpieza, tales como conjuntos inferior flotantes oscilación de polea, interiores de boquilla (después de la eliminación de válvulas). b) Ensayo de Martillo o ultrasónicamente a prueba el techo. c) Entrar e inspeccionar los compartimientos del techo de pontones flotantes. C.2.3 Parte inferior de la superficie interior a) Uso de una linterna cerca de y en paralelo a las placas de fondo, y el uso de la disposición de la placa de fondo como una guía para inspeccionar visualmente y prueba con martillo todo el fondo. b) medir la profundidad de las picaduras y describir el aspecto picaduras (agudo filo, tipo lago, denso, disperso, etc.) c) zonas Marcar requieren parches o inspección adicional. d) Marque las ubicaciones para torneado cupones para su inspección. e) Inspeccionar todas las soldaduras para la corrosión y las fugas, en particular la soldadura-shell-a abajo. f) Inspeccionar placas boceto de la corrosión. g) Comprobar el estado del colector interno, en su caso. líquido de pie debe ser retirado del cárter para permitir la inspección completa y pruebas de vacío de costuras de soldadura según sea apropiado. parte inferior del colector de aceite y la placa de pared lateral y las costuras deben ser evaluados tanto del lado del producto y la corrosión del lado del suelo. h) Localizar y marcar vacíos debajo de la parte inferior. i) datos de abajo grabar en un croquis de diseño usando las placas de fondo existentes como una cuadrícula. Lista el número y tamaño de los parches necesarios. j) de vacío probar las soldaduras de solape inferiores. prueba k) Martillo o ultrasónicamente examinan cualquier mancha ligeramente descolorida o zonas húmedas. l) Verificar para el refuerzo de pastillas de bajo todas inferiores clips atados, soportes y apoyos. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- m) Inspeccionar almohadillas de pata de techo flotante de picaduras o de corte, y formación de hoyuelos excesiva (que indica una carga excesiva). n) Comprobar las bases de columna de techo fijo soporta para los cojines adecuados y clips de restricción. o) En las zonas de terremotos 3 y 4, comprobar que techo soportes no están soldadas a la parte inferior del tanque, pero sólo están restringido de movimiento horizontal. p) zona de la salida por debajo de la línea de cable columpio para indicaciones de corte del cable o de arrastre. q) Tomar nota de conexión de prueba de edad de aceite y aire para la extracción y aplicación de parches. r) Identificar y reportar las zonas bajas en la parte inferior que no drenar adecuadamente. s) Inspeccionar recubrimiento para agujeros, de desunión, deterioro y decoloración. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-10 API S ORMA 653 Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. C.2.4 √ comentarios Shell costuras y placa a) En cono hasta fondos, estrechamente inspeccionar y calibrar la profundidad de la pérdida de metal en la parte inferior 2 en. a 4 pulg. de la concha (área de agua estancada). b) Medir la profundidad de las picaduras en cada curso. c) Inspeccionar y estimar la cantidad de pérdida de metal en las cabezas de los remaches y tornillos. d) Inspeccionar shell a abajo remachada juntas de solape. e) Controlar por daños ranurado vertical desde salientes de montaje sello. f) Inspeccionar los revestimientos protectores existentes para daño, deterioro, y la desunión. g) verificación de las áreas de frotamiento (indicando demasiada presión por las zapatas de montaje precinto o el espacio anular inadecuada). h) una inspección visual de las placas para carcasas y las costuras para indicaciones de fugas. yo) Si la cáscara ha remachado o empernado costuras, registrar los lugares de fugas por la película o gráfico en el caso de los lugares se pierden durante la preparación de la superficie para la pintura. espacio anular j) Medir en intervalos de 40 ft. k) Encuesta de la cáscara para comprobar la redondez y la plomada. C.2.5 Desbordamientos montados en Shell a) Inspeccionar desbordamiento para la corrosión y la detección adecuada. b) Verificar la ubicación de desbordamiento que no está por encima de todas las válvulas o equipos de tanques. C.2.6 Impermeabilización de Superficies interiores C.2.6.1 general a) una inspección visual de la superficie inferior de las placas de techo para agujeros, la acumulación de sarro, y picaduras. b) Ensayo de Martillo o ultrasónicamente examinar en busca de áreas delgadas, en particular en el espacio de vapor de techos flotantes y en el borde de la azotea en tanque de techo cono. c) Comprobar todos los clips, soportes, abrazaderas, etc., soldadas a la placa de cubierta del techo para los cojines de d) Si no almohadilla está presente, prueba de penetración para el craqueo de la placa de soldadura o de la cubierta. e) Inspeccionar los revestimientos protectores de las pausas, la desunión y el deterioro. f) Spark probar el revestimiento de la superficie interior si de nuevo recubrimiento no está previsto. C.2.6.2 techo fijo Estructura de apoyo a) Inspeccionar las columnas de soporte para el adelgazamiento en la parte superior de 2 pies. b) En las columnas de la API (dos canales soldadas entre sí) consultar para la escala de la corrosión romper los puntos de soldadura, a menos que la unión entre los canales completamente es el sello soldada. c) Comprobar que la almohadilla de refuerzo en la parte inferior es el sello-soldada a la parte inferior del tanque con clips de restricción de movimiento horizontales soldadas a la almohadilla. d) Determinar si los soportes de columna tubería son tubo lleno o abierto hormigón. Si el tubo abierto, la verificación de una abertura de drenaje en la parte inferior de la tubería. e) Inspeccionar y medir vigas para el adelgazamiento, en particular cerca del centro de la cubierta. Reportar la pérdida de metal. f) Compruebe si hay vigas sueltas o retorcidos. g) Inspeccionar vigas para el adelgazamiento y comprobar que están unidos de forma segura a la parte superior de las columnas. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- refuerzo soldadas y ver que no se han liberado. C-11 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. √ comentarios h) Informe si las columnas tienen arriostramiento transversal en la zona entre la bomba de baja de la parte superior de la cáscara (para una futura instalación interna techo flotante). yo) Inspeccionar y reportar presencia de cualquier parachoques de línea media vuelta montadas en el techo. j) Fotografía de la estructura del techo si no existe ningún plano de disposición viga. C.2.7 Sus accesorios de techo fijo C.2.7.1 Las escotillas de inspección y ligeras a) Inspeccionar las escotillas de la corrosión, pintura y fallos de revestimiento, agujeros, y el sellado de cubierta. b) En las cubiertas flojas, la verificación de una cadena de seguridad en buenas condiciones. c) En escotillas de luz más de 30 pulg. de diámetro, comprobar para las barras de seguridad. d) Inspeccionar el estado de las juntas en las tapas de escotilla en negrita o bien sujeta. C.2.7.2 Staging sentido, apoyar - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Inspeccionar el estado del soporte de ensayo para la corrosión. C.2.7.3 respiraderos y rejillas de ventilación a) Inspeccionar y reparar el respiradero. b) Inspeccionar pantallas en conductos de ventilación y respiradores. Las escotillas C.2.7.4 emergencia de P / V a) Inspeccionar y servicios escotillas de presión / vacío. (El ajuste debe ser lo suficientemente alta como para pre castañeteo de ventilación de ventilación durante el funcionamiento normal. Consulte la guía del fabricante del respiradero.) b) Inspeccionar escotillas sello líquido para la corrosión y de nivel de líquido adecuado en el sello. C.2.7.5 Hatch Muestra a) Inspeccionar escotilla de la muestra para la corrosión. b) Compruebe que la cubierta funciona correctamente. c) Si el tanque tiene así ningún indicador, comprobar para un marcador de la distancia de mantenimiento en desconexión y comprobar surement medi-. C.2.8 techo flotante Cubierta de tejado C.2.8.1 a) martillo para ensayos de la zona entre el reborde del techo y shell. (Si el acceso para las pruebas de martillo es inadecuada, medir la distancia desde el borde inferior de la cubierta a la zona corroída y luego martillo de prueba desde el interior del pontón.) b) En el servicio de agua agria, limpio y probar todas las costuras de soldadura de la placa de cubierta para el craqueo a menos que las vueltas inferiores han sido sello-soldada. c) Comprobar que ya sea el desagüe techo está abierto o el tapón de drenaje en el techo está abierto en caso de lluvia inesperado. d) El fondo plano y cono cubiertas de techo inferior, la verificación de una presa de vapor alrededor de la periferia de la cubierta. La presa debe ser continua sin descanso para evitar el escape de vapores a la zona de sellado de debajo del centro del techo. C.2.8.2 techo flotante Pontones a) inspeccionar visualmente cada pontón para fuga de líquido. b) Ejecutar un cable de la luz a través de las rejillas de ventilación de cuello de cisne en bloqueado escotilla de inspección cubre para asegurarse de que están abiertos. c) Inspeccionar pestillos de encierro en cada cubierta. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST C-12 API S ORMA 653 Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. √ d) Controlar e informar si cada pontón es: 1) el vapor de apretado (sello de cierre soldada en un lado en la parte inferior, los lados y la parte superior), 2) estanco a los líquidos (sello de soldadura en el fondo y solamente lados), o 3) inaceptable (condición mínima aceptable es estanco a los líquidos). C.2.8.3 flotantes recortes Techo a) Inspeccionar inferior de recortes para daños mecánicos. b) Inspeccionar soldaduras en busca de grietas. c) Inspeccionar la placa para el adelgazamiento, picaduras, y la erosión. d) recortes mezclador medir y espesor de la placa de registro para futura instalación mezcladora o reemplazo. Espesor de la placa ______ . C.2.8.4 flotante sostenimientos a) Inspeccionar fija baja y alta extraíble soportes del techo flotante para el adelgazamiento. b) Controlar por muescas en la parte inferior de las piernas para el drenaje. c) Inspeccionar para la pierna pandeo o la tala en la parte inferior. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- d) Inspeccionar orificio del pasador en la guía de techo para las lágrimas. e) Verifique la plomada de todas las piernas. f) Controlar por cartelas de refuerzo adecuados en todas las patas a través de una sola porción de la cubierta. g) Inspeccionar la zona alrededor de las piernas de techo para el agrietamiento si no hay almohadilla de refuerzo interno o si la almohadilla parte superior no está soldada a la placa de cubierta en la parte inferior. h) Inspeccionar el sistema de sellado en las piernas de dos posiciones y los tapones de vapor en la baja de la pierna fija de deterioro de las juntas. i) Sobre soportes de techo de concha montado, comprobar si hay un espacio libre adecuado en base a la mamá movimiento techo flotante maxi- como se determina por la posición de la cubierta en relación con el medidor de bien y / o dispositivo de contra-rotación. C.2.9 Flotante conjuntos de sellos de techo Conjunto de zapata primaria C.2.9.1 a) Retirar cuatro secciones de troncos de espuma (juntas rellenas de espuma) para la inspección en 90 ° ubicaciones. b) Inspeccionar fijación percha a borde del techo para el adelgazamiento, flexión, soldaduras rotas, y el desgaste de orificios de pasador. c) Inspeccionar clips soldadas a borde del techo para el adelgazamiento. d) Zapatos-inspeccionan para el adelgazamiento y agujeros en los zapatos. e) Controlar por pernos metálicos poco, clips, y archivos adjuntos. f) sello de tela-inspeccionar para deterioro, rigidez, agujeros y lágrimas en la tela. g) Medir la longitud de la tela de la parte superior de zapato a borde del techo, y comprobar contra máxima anticipada espacio anular como techo opera. h) inspeccionar cualquier modificación de los zapatos sobre boquillas de concha, mezcladores, etc., para su despacho. yo) Inspeccionar zapatos para el daño causado por el impacto boquillas de concha, mezcladores, etc. C.2.9.2 Asamblea toroidal primaria a) Inspeccionar tela sello para desgaste, deterioro, agujeros, y lágrimas. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-13 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. √ b) sistema de pisador Controlar por pandeo o flexión. c) Inspeccionar espuma para absorción de líquido y el deterioro. Secondaries montados-Rim C.2.9.3 a) Inspeccionar la barra de empernado de borde montado para la corrosión y soldaduras rotas. b) Medir y tabla lagunas-sello-a shell. c) una inspección visual de costura desde abajo, en busca de agujeros como se evidencia por la luz. d) Inspeccionar la tela para el deterioro y la rigidez. e) Controlar por daños mecánicos, corrosión, y el desgaste de punta en contacto con la cáscara. f) Inspeccionar para el contacto con obstrucciones por encima de la parte superior de la cáscara. C.2.10 Sus accesorios de techo flotante C.2.10.1 Techo pasos de hombre a) Inspeccionar las paredes de pozos de acceso para deshuesar y adelgazamiento. b) En los tanques con autogauges de interfaz, comprobar sello alrededor de los alambres del cable y de guía de cinta de calibre a través de la cubierta manway. c) Inspeccionar junta de la cubierta y los pernos. C.2.10.2 Lamer Vent a) Comprobar ventilación borde de picaduras y agujeros. b) Registro de ventilación para la condición de la pantalla. c) En los tanques de techo donde las reglas ambientales requieren el cierre de la rejilla de ventilación flotante, comprobar el tubo de ventilación para la corrosión en la articulación-pipe-a borde y comprobar que el cegamiento es adecuada. C.2.10.3 Disyuntor de vacío, tipo respirable a) El servicio y la comprobación del funcionamiento de la válvula del respiradero. b) Comprobar que los proyectos de tuberías de la boquilla no más de 1/2 en. debajo de la cubierta del techo. C.2.10.4 Disyuntor de vacío, tipo mecánico Inspeccionar el vástago de adelgazamiento. Medir hasta qué punto la cubierta del interruptor de vacío se haya levantado del tubo cuando el techo está descansando sobre patas altas o bajas. a) En patas altas: _________. b) En las piernas bajas: _________. C.2.10.5 Techo Desagües: sistemas abiertos, incluidos los desagües de emergencia a) Comprobar el nivel de líquido dentro de desagües del techo de puertas abiertas para francobordo adecuado. Reportar si no hay suficiente distancia entre el nivel de líquido y la parte superior de desagüe. b) Si el tanque está bajo de Monitoreo Atmosférico reglas del Distrito, inspeccione el tapón de drenaje de vapor de techo. c) Si el drenaje de emergencia no está en el centro del techo, compruebe que hay por lo menos tres drenajes de emergencia. C.2.10.6 Sistemas de drenaje cerrado: cuencas de drenaje a) Inspeccionar para el adelgazamiento y picaduras. b) Inspeccionar revestimiento protector (parte superior). c) Inspeccionar cubierta de la pileta o una pantalla para la corrosión. d) Prueba de funcionamiento de válvula de retención. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-14 API S ORMA 653 Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. √ e) Comprobación de la existencia de la válvula de retención, donde la parte inferior de la cuenca está por debajo de nivel de producto. f) Inspeccionar cuenca (s) de drenaje para soldaduras de cubierta de techo para el craqueo. g) cuenca (s) de retención de drenaje tubo de salida para el refuerzo adecuado para cubierta del techo (incluyendo la almohadilla de refuerzo). C.2.10.7 sistemas cerrados de drenaje: Línea fija de drenaje en la parte inferior del tanque a) Prueba de Hammer línea de drenaje fijo en la parte inferior del tanque para el adelgazamiento y el taponamiento escala / desechos. b) Inspeccionar los apoyos y las almohadillas de refuerzo para los fracasos de soldadura y la corrosión. c) Comprobar que el tubo es guiado, no bloqueado rígidamente al soporte, para evitar el rasgado de la placa de fondo del tanque. C.2.10.8 sistemas cerrados de drenaje: el tubo de desagüe flexible a) Inspeccionar por daños a la exterior de la tubería. b) Compruebe si hay obstrucciones que puedan engancharse en la tubería. c) Inspeccionar escudos para proteger la tubería se enganchen. d) Inspeccionar resultados de prueba hidrostática en el sistema de drenaje de techo flexible. C.2.10.9 Sistemas de drenaje cerrado: Conjunto articulado de drenaje a) tubo rígido prueba Hammer en sistemas de unión flexibles para el adelgazamiento y el taponamiento escala / desechos. b) sistema Inspeccionar para detectar signos de flexión o de deformación. c) Inspeccionar resultados de sistema de prueba hidrostática. d) Inspeccionar pata de apoyo y la almohadilla. Sistema de Alarmas y Autogauge C.2.10.10 a) Comprobar la libertad de movimiento de la cinta a través autogauge guía de la cinta. b) Inspeccionar las poleas por la libertad de movimiento. c) Operación de prueba corrector. d) Inspeccionar la cinta y la cinta de cable para torcer y se deshilache. e) Prueba de la libertad de movimiento de la cinta a través de las poleas de guía y el tubo guía de la cinta. f) En los tanques de techo abierto, comprobar que las cintas de la puerta con los cables no tienen más de un pie de cinta expuesta con el flotador en el punto más bajo. g) Verificar flotador para fugas. h) flotador Prueba anclas de hilo guía para la acción del resorte de tracción en el alambre y la liberación. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- yo) Inspeccionar floatwells en cubiertas para el adelgazamiento de las paredes y picaduras justo por encima del nivel de líquido flotante. j) Verificar que la cinta autogauge está firmemente unida al flotador. k) Inspeccionar el cable de cinta y flotar las juntas de tela de alambre guía a través de la cubierta así flotador. l) Inspeccionar el clip de fijación del alambre de guía inferior: inspeccionar para una barra ponderada temporal en lugar de un clip soldada abajo permanente. m) Inspeccionar indicadores autogauge de tipo tablero para la legibilidad y la libertad de movimiento del indicador. n) Medir y registrar estas distancias para determinar si se producirá daños en la junta si el tanque es atropellado a partir de: 1) El mejor ángulo de Shell a la parte inferior de sistema de guía de cinta. 2) El nivel de líquido en la parte superior flotante al principio de la junta secundaria. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-15 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. √ o) Identificar techos flotantes, donde la cinta se conecta directamente al techo. p) sobrellenado de alarma: Inspeccionar interruptores de alarma de prevención de sobrellenado del tanque para su correcto funcionamiento. C.2.11 Sus accesorios tanque común C.2.11.1 Gauge Bueno a) Inspeccionar tubo de pozo de puerta para el adelgazamiento en aproximadamente dos tercios de la distancia por encima del fondo: busque el adelgazamiento en el borde de las ranuras. b) Consultar la corrosión en la junta de tubería. Compruebe que los cables de muestra, pesos, TER thermome-, etc., se han eliminado de la tubería. c) Comprobar cono en el extremo inferior de la tubería cerca de un pie por encima de la parte inferior. d) Comprobar el estado de la tubería de lavado bien y que su extremo abocinado está dirigida en el lado cerca de la almohadilla de mantener a raya. e) Comprobar que apoya para así calibre están soldados a la almohadilla o a pagar y no directamente a la placa inferior. f) Comprobar el funcionamiento de la tapa del pozo de calibre. g) Verificar la presencia de un marcador de la distancia de mantenimiento en desconexión en la tubería del pozo y registro de la distancia de mantenimiento en desconexión. Mantenga la distancia de despegue _________. h) Identificar y tamaño del informe y el horario de tubería, y si la tubería es sólido o ranurada. Correspondencia de tallas ranura. i) Comprobar que la placa de distancia de mantenimiento en desconexión es sello-soldada a la parte inferior y que cualquier soportes así calibre se sueldan a la placa y no directamente a la parte inferior. j) Inspeccionar flotador de control de vapor y el cable. k) Consultar la presencia y el estado de la lavadora bien calibre. l) Consultar la bujía macho o ciego placa en el manómetro bien válvula de lavadora. m) Inspeccionar calibre guía bien en el techo flotante para picaduras y adelgazamiento. n) Inspeccionar los rodillos de guía y las placas de deslizamiento para la libertad de movimiento. o) Inspeccionar condición de sistema de sello tubo de pozo de calibre. p) En servicios de petróleo y diesel negro: si bien calibre también se utiliza para el muestreo, la verificación de presencia de una escotilla ladrón- y del tipo de indicador para evitar derrames. q) inspeccionar visualmente el interior de la tubería para salientes de soldadura de tubería que podría atrapar o flotar de control de vapor daños. C.2.11.2 Muestreo de sistemas: escotillas de ejemplo Roof a) Inspeccionar escotillas de muestras montadas en el techo para el refuerzo de las almohadillas y el agrietamiento. b) Inspeccionar la cubierta para la operación. c) Para los tanques que cumplen con las reglas del Distrito de Calidad del Aire de supervisión, inspeccionar escotilla muestra cubre para un sellado adecuado. d) Comprobar la alineación horizontal de las escotillas de la muestra de techo flotante interno en las escotillas de techo fijo. e) Inspeccionar el sistema de sellado en la tapa de la escotilla muestra de techo flotante interno. f) Inspeccionar muestra de techo tapa de la escotilla carrete de retroceso y la cuerda flotante. C.2.11.3 Shell Boquillas a) Inspeccionar boquillas de concha para el adelgazamiento y picaduras. b) Inspeccionar boquillas de tomas calientes para el recorte de agujeros. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-16 API S ORMA 653 Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. √ comentarios c) Identificar tipo de boquillas de concha. d) Identificar y describir tubería interna, incluyendo el codo y tipos codo hacia abajo. C.2.11.4 Para boquillas extendido en el tanque a) Inspeccionar almohadillas de soporte de tubos con costura a fondo del tanque. b) Inspeccionar para ver que el tubo es libre de moverse a lo largo de soporte sin tensión o acción de desgarro en la placa inferior. c) Inspeccionar válvulas de boquilla para el embalaje de fugas y caras de las bridas dañadas. d) Inspeccionar bridas boquilla de chorro de calentador y válvulas para corte de alambre. e) Informe que boquillas tienen patrones y válvulas de alivio de presión térmica. f) En boquillas línea de llenado codo hacia abajo internos, inspeccionar la placa de desgaste en el fondo del tanque. g) en el codo-up llenar líneas en tanques de techo flotante, compruebe que la apertura se dirige contra inferior del techo, no contra espacio de vapor. Inspeccionar impacto son la erosión. C.2.11.5 difusores y sistemas de aire balanceo a) Inspeccionar tubo difusor para la erosión y el adelgazamiento. b) Verificar los agujeros en el difusor para un desgaste excesivo y la ampliación. c) Inspeccionar difusor apoya por los daños y la corrosión. e) Inspeccionar arañas de aire en la parte inferior de los tanques de aceite lubricante para enchufar y uniones roscadas dañado o roto. Líneas de Swing C.2.11.6 a) Inspeccionar junta flexible en busca de grietas y fugas. b) escriba la junta flexible a través de las dos caras en movimiento y elevar final de la línea media vuelta para comprobar la libertad de la articulación de movimiento, indicado por la separación de las marcas de trazado. c) Comprobar que las juntas flexibles sobre 6 en. son compatibles. d) Inspeccionar el tubo oscilante para profunda corrosión por picaduras y soldadura. e) Aflojar los tapones de ventilación en los pontones y escuche un vacío. La falta de un vacío indica un pontón fugas. f) Comprobar los resultados de la prueba de aire sobre pontones durante las reparaciones. g) Inspeccionar los pontones para el deshuesado. h) Inspeccionar las conexiones de los cables desplegable para el swing. yo) Inspeccionar el estado del soporte de montaje inferior, de techo fijo parachoques limitante, o shell montado limitar parachoques para condición madera, soldadura y corrosión perno, y soldadura de sellado a la parte inferior o shell. j) Inspeccionar la cadena de sujeción de seguridad para la corrosión y los eslabones débiles. k) Comprobar que hay una almohadilla de refuerzo soldada donde la cadena se conecta a la parte inferior. l) Si el swing flotando en un tanque de techo flotante o flotante interno no tiene un dispositivo limitador de la prevención de la oscilación de superior a 60 grados, medir y calcular el ángulo máximo posible con el techo en caso de desbordamiento. Max. ángulo en desbordamiento _____________. (Si el ángulo calculado excede 65 grados, la instalación de un soporte de limitar recomendado.) m) Inspeccione el cable desplegable para que se deshilache. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- d) Comprobar que los soportes del difusor restringir, no anclar, movimiento de la línea longitudinal. C-17 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. √ n) Controlar por tres abrazaderas de cable donde cable se conecta al extremo de la línea media vuelta (Devanado simple) o para el montaje de techo (doble Devanado). Inspeccionar las poleas de libertad de movimiento. o.) Inspeccionar el funcionamiento del cabrestante y comprobar el indicador de talla para la legibilidad y precisión. p) Inspeccionar conjunto de poleas de montaje inferior en el extremo del pontón para la libertad de rotación de la polea. q) Inspeccionar conjunto de poleas inferior shell-montado para la libertad de rotación de la polea, el adelgazamiento corrosión, y picaduras de caja de la polea. r) Inspeccionar conjunto de polea superior para la libertad de movimiento de la polea. s) Inspeccionar el conjunto de contrapeso cable para la corrosión y la libertad de operación. C.2.11.7 manway Calentador Bastidores a) Inspeccionar los bastidores calentador de paso de hombre para soldaduras rotas y la flexión de los carriles de deslizamiento. b) Medir y registrar la longitud del calentador y la longitud de la pista. C.2.11.8 mezclador Placas de desgaste y soportes Deflector a) Inspeccionar placas de fondo y de la cáscara y los soportes deflectores. b) Controlar por la erosión y corrosión en las placas de desgaste. Inspeccionar para la rigidez, solidez estructural, la corrosión y la erosión de las placas de cubierta y de refuerzo almohadillas que están selladores soldadas a la parte inferior bajo el deflector soportar las piernas. c) Medir para el despacho de la hélice entre el fondo del soporte de deflector y el techo cuando el techo está en las piernas bajas. C.2.12 Estructuras de acceso C.2.12.1 Pasamanos a) Identificar y reportar el tipo (tubo de acero, tubo galvanizado, tubo cuadrado, ángulo) y el tamaño de pasamanos. b) Controlar por picaduras y agujeros, insuficiencia pintura. c) Inspeccionar las soldaduras de fijación. d) Identificar juntas frías y bordes afilados. Inspeccionar los pasamanos y largueros intermedios. e) Inspeccionar bar gota de seguridad (o cadena de seguridad) para la corrosión, el funcionamiento, y la longitud. f) Inspeccionar el pasamanos entre la escalera a la rodadura y la plataforma de calibrado para una apertura ous PELIGRO DE cuando el techo flotante está en su nivel más bajo. Marco Plataforma C.2.12.2 a) Inspeccionar marco para la corrosión y el fracaso de pintura. b) Inspeccionar la fijación del marco a soportes y apoyos para tanque para la corrosión y el fallo de la soldadura. c) Comprobar refuerzo almohadillas donde están unidos soportes de shell o techo. d) Inspeccionar la superficie que la placa de cubierta o restos de rejilla sobre, por adelgazamiento y agujeros. e) Comprobar que la superficie plana a la superficie plana coyunturas son sello-soldada. C.2.12.3 Placa de base y rallado a) Inspeccionar cubierta placa para el adelgazamiento o agujeros a la corrosión causada (no agujeros de drenaje) y la insuficiencia de pintura. b) Inspeccionar soldadura de placa a marco para la acumulación de incrustaciones de óxido. c) Inspeccionar enrejado de adelgazamiento a la corrosión causada de barras y el fracaso de las soldaduras. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios C-18 API S ORMA 653 Tanque fuera de servicio Lista de inspección (Continuación) Terminado ít. √ d) Lazo del control de clips de rejilla. Donde rejilla ha sido modificado para reemplazar la placa, medir el aumento de la etapa de abajo y por encima de la superficie de rejilla y compara con otras bandas en la escalera. C.2.12.4 Escalera largueros a) Inspeccionar los largueros de escalera de caracol para la corrosión, la falta de pintura, y el fracaso de soldadura. Inspeccionar la fijación de bandas de rodadura de escalera a Stringer. b) Inspeccionar escalera apoya a shell soldaduras y almohadillas de refuerzo. c) Inspeccionar fijación de soporte de acero a base de hormigón para la corrosión. C.2.12.5 balanceo de escalera a) Inspeccionar los largueros de escalera de rodillos para la corrosión. b) Identificar y inspeccionar peldaños de escaleras fijas (barra cuadrada, barra redonda, ángulos) para la unión de soldadura a los largueros y la corrosión, en particular cuando peldaños ángulo están soldados a los largueros. c) Comprobar el desgaste y la corrosión, donde la escalera rodante se adhiere a calibrar la plataforma. d) Inspeccionar barra de pivote para el desgaste y secureness. e) Inspeccionar el funcionamiento de peldaños de escalera autonivelantes. f) Controlar por corrosión y el desgaste en las partes móviles. g) Inspeccionar ruedas de laminación de escalera para la libertad de movimiento, partes planas, y el desgaste en el eje. h) Inspeccionar alineación de rodadura escalera con barras de techo. yo) Inspeccionar superficie superior de la pista de rodadura de escalera para el desgaste por las ruedas para asegurar al menos 18 in. De pista no gastado (seguimiento de tiempo suficiente). j) Inspeccionar soldaduras de rodadura de la pista de la escala por la corrosión. k) Inspeccionar pista apoya en el techo para el refuerzo de los cojines de soldadas sellar a la placa de cubierta. l) Comprobar por dimensionamiento, el ángulo máximo de la escala de rodadura cuando el techo está en las piernas bajas. Max. ángulo ____________. m) Si pista de rodadura escalera se extiende a dentro de 5 pies del borde del techo en el lado lejano, la verificación de una barandilla en la parte superior de la carcasa en ese lado. NOTAS - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST comentarios anexo D (normativo) Certificación Inspector Autorizado D.1 examen Un examen escrito para certificar un inspector autorizado dentro del ámbito de la API 653 será administrado por un tercero designado por la API. El examen se basa en la corriente API 653 cuerpo de conocimiento según lo publicado por la API. Certificación D.2 D.2.1 Un certificado inspector autorizado API 653 se emite cuando un solicitante ha superado con éxito el examen de certificación API 653, y satisface los criterios para la educación y la experiencia. Educación y experiencia, combinados, son iguales a por lo menos uno de los siguientes. a) Una licenciatura en ciencias en ingeniería o tecnología más un año de experiencia en la supervisión o ejecución de las actividades de inspección como se describe en API 653. b) A título de dos años o un certificado en ingeniería o la tecnología, además de dos años de experiencia en el diseño, construcción, reparación, inspección, o el funcionamiento de los tanques de almacenamiento de superficie, de los cuales un año debe estar en la supervisión o el rendimiento de las actividades de - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- inspección se describe en API 653. c) Un diploma de escuela secundaria o su equivalente, más tres años de experiencia en el diseño, construcción, reparación, inspección, o el funcionamiento de los tanques de almacenamiento de superficie, de los cuales un año debe estar en la supervisión o ejecución de las actividades de inspección como se describe en API 653. d) Un mínimo de cinco años de experiencia en el diseño, construcción, reparación, inspección, o el funcionamiento de los tanques de almacenamiento de superficie, de los cuales un año debe estar en la supervisión o ejecución de las actividades de inspección como se describe en API 653. D.2.2 Un certificado de API para un inspector autorizado tiene una validez de tres años a partir de su fecha de emisión. D.2.3 Un certificado inspector autorizado API 653 es válido en todas las jurisdicciones y cualquier otro lugar que acepte o de otra forma no prohíbe el uso de la API 653. Agencia de Certificación D.3 API será el organismo de certificación. D.4 Retroactividad Los requisitos de certificación de API 653 no serán retroactivas o interpretado como la aplicación antes de los 12 meses después de la fecha de publicación de esta edición o adición de API 653. Los requisitos de recertificación de D.5 no serán retroactivas o interpretado como la aplicación antes de los tres años después la fecha de publicación de esta edición o adición de API 653. La recertificación D.5 D.5.1 Recertificación se requiere tres años a partir de la fecha de emisión del certificado inspector autorizado API 653. Se requerirá la recertificación por examen escrito para los inspectores autorizados que no han participado activamente como expertos dentro del período de certificación más reciente de tres años. exámenes de recertificación se hará de acuerdo con todas las disposiciones contenidas en la API 653. D-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST D-2 API S ORMA 653 D.5.2 Participa activamente como un inspector autorizado se define como una de las siguientes disposiciones: a) un mínimo de 20% del tiempo dedicado a la realización de las actividades de inspección o supervisión de las actividades de inspección, o soporte de ingeniería de las actividades de inspección como se describe en API 653 durante el período de certificación más reciente de tres años; b) la ejecución de las actividades de inspección o supervisión de las actividades de inspección o soporte de ingeniería de las actividades de inspección en 75 tanques de almacenamiento de superficie como se describe en API 653 durante el período de certificación más reciente de tres años NOTA Las actividades de inspección comunes a otros documentos de inspección API (ECM, mantenimiento de registros, la revisión de documentos de soldadura, etc.) pueden ser considerados aquí. D.5.3 Una vez que cada otro período de recertificación (cada seis años), los inspectores participa activamente como un inspector autorizado demostrar el conocimiento de las revisiones de API 653 que se instituyó durante los seis años anteriores. Este requisito será efectiva seis años desde la fecha inicial de certificación del inspector. Los inspectores que no han participado activamente como un inspector autorizado en el período más reciente de tres años deberán - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- certificar como se requiere en D.5.1. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Anexo E - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- (intencionalmente en blanco) E-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST anexo F (normativo) Resumen de los requisitos ECM Tabla de requisitos F.1-ECM Resumen Proceso VE VE VE VE Las soldaduras que requieren Inspección Sección de referencia API 653, 12.1.2.2 Cavidades de eliminación de repads. soldaduras completas de asambleas sin tensiones después de alivio de la tensión, pero antes de la prueba hidrostática. Todas las soldaduras de filete y las reparaciones efectuadas de soldaduras en ángulo. soldaduras completas de nuevos archivos adjuntos permanentes y áreas de destinos temporales eliminado. API 653, 12.1.2.4 API 650, 7.3.2.2 y API 653, 12.1.3.3 API 653, 12.1.4.2 VE Nuevos soldaduras-shell-placa-a Shell-placa. API 653, 12.1.5 VE puntos de soldadura dejan en su lugar. API 650, 7.2.1.8 VE placa inferior y todas las soldaduras, incluyendo la soldadura uniendo una placa de parche a la parte inferior, para las nuevas placas de fondo. API 653, 12.1.7.1 VE Root y pase soldadura final de la placa de parche a la parte inferior en la zona crítica. API 653, 12.1.7.2 VE Áreas de una placa de fondo reparados por soldadura. API 653,12.1.7.3 VE Áreas de una placa para carcasa para ser reparados por soldadura. API 653, 12.1.8.1 VE Las cavidades de eliminación de defectos de soldadura. API 653, 12.1.3.1 VE Anulares cantonera-soldaduras, pase raíz y último pase. API 653, 12.3.2.4.1.b VE Las áreas reparadas de la cáscara para soldadura inferior. API 653, 12.3.2.5.2 MT o PT Las cavidades de la eliminación de las soldaduras almohadilla de refuerzo existentes. API 653, 12.1.2.2 MT o PT Nuevos soldaduras de boquilla cuello-a-shell, boquilla de cuello-a-repad, y repad-to-shell. API 653, 12.1.2.3 MT o PT MT o PT soldaduras completas de asambleas sin tensiones después de alivio de la tensión, antes de la prueba hidrostática. API 653, 12.1.2.4 API 653, 12.1.3.1 Las cavidades de eliminación de defectos de soldadura. soldaduras completadas de nuevos archivos adjuntos permanentes y áreas de archivos adjuntos temporales alejados de MT o PT API 650 grupos de materiales IV, IVA, V, o VI (o en la aprobación del comprador, por el método de líquidos penetrantes) La superficie posterior-arrancado de la pasada de raíz y la superficie final de nuevas soldaduras chapa de la carcasa, donde la carcasa es más gruesa que 1 en. API 653, 12.1.4.2 API 653, 12.1.5.1 MT o PT shell a abajo soldaduras que estarán bajo una placa de parche, además de 6 en existente. en cada lado. API 653, 12.1.6.3 MT o PT Root y pase soldadura final de la placa de parche a la parte inferior en la zona crítica. API 653, 12.1.7.2 MT o PT Placa inferior restaurado por soldadura. API 653, 12.1.7.3 MT o PT Áreas de una placa para carcasa reparada por soldadura. API 653, 12.1.8.1 MT o MT PT o PT reparaciones a la placa anular o placas de fondo dentro de la zona crítica después de raíz API 653, 12.3.2.4.1.b MT o MT PT o PT reparaciones a las soldaduras-shell-a abajo antes y después de la pasada de raíz, y después de API 653, 12.3.2.5.2 y pase final. el pase final. La superficie posterior-arrancado de la pasada de raíz de la boquilla de penetración completa-cuello-a Shell y soldaduras repad MT o PT MONTE como lo requiere la API 653, 12.3.2.3.5, requisito específico exención prueba hidrostática. examen de partículas magnéticas solo se requiere para arco gouged áreas de eliminación de soldadura de las soldaduras de abajo hacia shell cuando la eliminación de una parte inferior. F-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API 653, 12.3.2.3.5 API 653, 9.10.2.3 - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- MT o PT API S ORMA 653 F-2 Tabla Requisitos F.1-ECM Resumen (Continuación) Proceso MONTE PT Las soldaduras que requieren Inspección Sección de referencia El estándar de aceptación examen de partículas magnéticas es ASME Sección V, el artículo 7. API 650, 8.2.1 Los estándares de aceptación de examen de líquidos penetrantes son ASME Sección V, artículo 6. API 650, 8.4.1 Utah áreas de Shell sobre el cual bañan placas de parche son a soldar. API 653, 9.3.1.9 Utah áreas de Shell sobre el cual refuerzo nuevas o calientes boquillas de toma están a soldar. API 653, 12.1.2.1 Utah reparaciones efectuadas a tope de soldaduras, a menos radiografiadas. API 653, 12.1.3.2 Utah La boquilla de penetración completa-cuello-a Shell y soldaduras repad son requeridos por API 653, 12.3.2.3.6, requisito específico de exención de la prueba hidrostática. API 653, 12.3.2.3.6 Utah Las reparaciones en anulares cantonera-soldaduras después de pase final. API 653, 12.3.2.4.1.b VB New shell a abajo soldaduras, a menos probado diesel. API 653, 12.1.6 VB Nuevas soldaduras de fondo, a menos que probaron gas trazador. API 653, 12.1.7.3 VB Las soldaduras nuevas chapa de techo para tanques diseñados para ser hermético a los gases. API 650, 7.3.7 VB vías de fuga placa de fondo potencial. API 653, 12.1.7.1 VB placas Patch soldadas en la parte inferior. API 653, y 12.1.7.1 12.1.7.2 VB Placa inferior restaurado por soldadura. API 653, 12.1.7.3 API 653, 12.1.7 - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Trazador-gas necesario para nuevos soldaduras de fondo, a menos que probó caja de vacío. Bolígrafo. Petróleo Bolígrafo. Petróleo La prueba del aire La prueba del aire El primer pase de nuevas soldaduras-shell-a abajo y de la soldadura final nuevo-shell-a abajo, a menos que la soldadura final es probado caja de vacío. Techo flotante cubierta costuras y otras articulaciones requeridas para ser ajustado apretado o vapor de líquido. Repad-a-shell, repad-a-boquilla, y la boquilla-a-shell soldaduras de toberas nuevas o alteradas de la cáscara. pase inicial de las soldaduras-shell-a abajo y dentro y fuera de la carcasa, si la soldadura no es probado por la caja de vacío o aceite penetrante. API 653, 12.1.6 API 650, H.6.2 y C.4.2 API 650, 7.3.4 API 653, 12.1.6.2 RT placas de inserción para la instalación de penetración a tope soldaduras deberán estar completamente radiografiadas. API 653, 12.2.1.8 RT reparaciones de soldadura a las soldaduras a tope, a no ser examinados por ultrasonidos. API 653, 12.1.3.2 Las juntas verticales y horizontales y las uniones de las nuevas placas para carcasas soldadas a nuevas placas de concha y nuevas RT placas soldadas a las placas existentes. Esta sección cubre reemplazo de placas de concha y las hojas de las puertas. API 653, 12,2 RT Tanque soldaduras shell a tope en los tanques reconstruida. API 653, 12.2.1.5 RT Nuevos articulaciones placa anular. API 650, 8.1.2.9 RT chapas y las hojas de la puerta soldaduras nuevos y reemplazados cáscara de inserción. API 653, 12.2.1.6 RT articulaciones shell vertical y horizontal, como lo requiere la API 653, 12.3.2.3.5, los requisitos específicos de exención prueba hidrostática. definiciones: MT = Partículas Magnéticas Pen = Aceite Aceite Penetrante de pruebas PT = líquidos penetrantes Examen TR = examen radiográfico UT = ultrasónica Examen VB = vacío Pruebas de Caja VE = Examen visual Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API 653, 12.3.2.3.5 F-3 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Normas de aceptación: Prueba de Aire: Ninguna pluma de aceite: Ninguno MPTP: ASME Sección VIII, Apéndice 8 (párrafos 8-3, 8-4, 8-5) RT: ASME Sección VIII (párrafo UW-51 (b)) de Tracer Gas: Ninguno UE: API Std. 650, Sección 8.3.2.5 VB: Ninguno VE: API Std 650, Sección 8.5.1 Calificaciones examinador: Prueba de Aire: Ninguna pluma de aceite: Ninguno MPTP: API Std 650, Sección 8.2.3 RT: ASNT SNT-TC-1A Nivel II o III. el personal de Nivel I pueden utilizarse bajo la supervisión de Nivel II o Nivel III personal con un procedimiento escrito de acuerdo con ASME Sección V, el artículo 2. Trazador Gas: Ninguno UE: ASNT SNT-TC-1A Nivel II o III. el personal de Nivel I pueden utilizarse bajo la supervisión de Nivel II o Nivel III personal con un procedimiento escrito de acuerdo con ASME Sección V, el artículo 2. VB: API Std 650, Sección 8.6.4 VE: API Std 650, Sección 8.5.1 Requisitos de procedimiento: La prueba del aire: API Std 650, Sección 7.3.5 de la pluma de aceite: Ninguno MPTP: ASME Sección V RE: ASME Sección V, artículo 2 trazador de gas: API Std 650, Estándar 8.1.11.c UE: ASME Sección V VB: API 650 , Sección 8.6 VE: Ninguno - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST anexo G (informativo) Calificación de Procedimientos de inspección del tanque inferior y Personal G.1 Introducción G.1.1 En este anexo se proporciona una guía para la calificación de los dos procedimientos de examen de fondo del tanque y las personas que realizan exámenes fondo del tanque. Propietarios / operadores pueden elegir ya sea aplicar este anexo como por escrito o modificarlo para satisfacer sus propias necesidades y aplicaciones. Tanque exámenes de fondo son un factor importante en la prestación del propietario / operador de una mayor garantía de la integridad del tanque. Como resultado de ello, es importante que los procedimientos de inspección y personal cualificado se utilizan en estos exámenes. acuerdos y requisitos para la calificación de los procedimientos de examen del fondo del tanque y examinadores fondo del tanque específicas deben establecerse entre el propietario / operador y el organismo de control autorizado. G.1.2 Ha habido muchas herramientas ECM desarrollados para el examen de fondo de los tanques. La mayoría de estas herramientas son complejas y requieren que el operador tenga un alto nivel de conocimientos y habilidades. La eficacia de estos exámenes puede variar mucho en función del equipo utilizado, el procedimiento de examen, y la habilidad del examinador. A menudo, el propietario / operador no tendrá la capacidad de determinar fácilmente si el examen del fondo del tanque ha sido eficaz en la evaluación de la condición real del fondo del tanque. Los requisitos de este anexo proporcionarán el propietario / operador de seguridad adicional de que el examen del fondo del tanque se encuentra la pérdida de metal significativo. G.2 Definiciones G.2.1 agencia de inspección autorizada Las organizaciones que emplean un inspector tanque de almacenamiento sobre tierra certificado por API (ver 3.3). G.2.2 exploración inferior El uso de equipos más grandes porciones de la parte inferior del tanque para detectar la corrosión en un fondo del tanque. Un tipo común de equipos de abajo de exploración es el escáner de pérdida de flujo magnético (MFL). G.2.3 variables esenciales Variables en el procedimiento que no se pueden cambiar sin que los operadores de procedimientos de exploración y siendo re-calificado. G.2.4 examinadores operadores de exploración y técnicos que acrediten NDE-up indicaciones inferiores. G.2.5 las variables no esenciales Las variables en el procedimiento que se pueden cambiar sin tener que volver a calificar el procedimiento y / o operadores de escaneado. G.2.6 prueba de calificación La prueba de demostración que se utiliza para demostrar que un procedimiento o examinador puede encontrar y probar en marcha tanque de pérdida de metal inferior con éxito. G-1 - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST G-2 API S ORMA 653 G.2.7 operador de barrido operador El individuo que opera el equipo de abajo a la exploración. dimensionamiento G.2.8 demostrar en marcha La actividad que se utiliza para determinar con precisión el espesor remanente en el fondo en las zonas donde se encuentran indicaciones por el equipo de escaneado de fondo. Esto a menudo se lleva a cabo utilizando el método de UT. G.2.9 el examen del fondo del tanque El examen de un fondo del tanque con un equipo especial para determinar el espesor restante de la parte inferior del tanque. Incluye tanto la detección y demostrar en marcha de las indicaciones. No incluye el examen visual que se incluye en la inspección interna. G.2.10 tanque de examen de fondo procedimiento de TBP Un procedimiento escrito cualificado que se ocupa de las variables esenciales y no esenciales para el examen del fondo del tanque. El procedimiento puede incluir varios métodos y herramientas, es decir, inferior escáner, escáner de mano, y demostrar UT-up. G.2.11 examinador tanque inferior cualificación registro TBEQ Un registro de la prueba de calificación para un operador específico de exploración. Este registro debe contener los datos para todas las variables esenciales y los resultados de la G.2.12 tanque procedimiento de registro inferior cualificación TBPQ Un registro de la prueba de calificación para un procedimiento de examen a fondo del tanque. Este registro debe contener los datos para todas las variables esenciales y los resultados de la prueba de calificación. G.2.13 variables o variables de procedimiento Los datos específicos en un procedimiento que proporciona la dirección y las limitaciones para el operador de exploración. Los ejemplos incluyen: espesor de la placa, la superposición de exploraciones de fondo adyacentes, la velocidad de exploración, la configuración de los equipos, etc. G.3 Procedimientos de inspección del tanque inferior G.3.1 Cada organismo de control autorizado la realización de exámenes fondo del tanque es responsable de tener y usar los PDD. Estos procedimientos proporcionan dirección para los examinadores que realizan exámenes fondo del tanque. Un procedimiento también permite que el propietario / operador o inspector autorizado para verificar si los examinadores están funcionando correctamente los exámenes. G.3.2 El organismo de control autorizado que realiza los exámenes fondo del tanque debe desarrollar los programas de duración determinada. G.3.3 Cada PDD se dirigirá a las variables esenciales y no esenciales. Sección G.5.3 proporciona una guía para la determinación de las variables esenciales y no esenciales TBP apropiadas. Cada procedimiento debe especificar límites de variables apropiadas, por ejemplo, rango de espesor de la placa. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- prueba de calificación. T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN G-3 G.4 tanque examinadores Bottom G.4.1 Examinadores sólo tienen que ser calificado para el trabajo que realizan en el campo. Por ejemplo, los operadores de exploración que sólo usan el equipo de exploración de fondo y no prueban en marcha el defecto con un método de seguimiento sólo tienen que ser calificado para la operación de escaneado. G.4.2 El propósito de calificar el examinador fondo del tanque es determinar si el examinador es capaz de satisfactoriamente usando un procedimiento calificado para determinar la condición de la parte inferior del tanque. G.4.3 Cada organismo de control autorizado es responsable de entrenar, probar y calificar a los operadores de escaneado y los examinadores que emplean el uso de técnicas de seguimiento. Cualificaciones obtenidas a través de una agencia de inspección autorizado no son necesariamente válido para cualquier otro organismo de control autorizado [ver G.4.4 y G.4.9 f)]. G.4.4 El organismo de control autorizado es responsable de la formación de cada operador de exploración que emplean. Cada operador de exploración debe recibir un mínimo de 40 horas de formación. Esta capacitación debe incluir: a) instrucciones sobre la ECM principios / métodos utilizados por el escáner de fondo, limitaciones y aplicación del equipo específico de exploración y el procedimiento, la calibración y operación del equipo de exploración, las variables clave de operación del equipo de exploración, etc .; b) práctica en el funcionamiento del escáner inferior bajo la supervisión directa de un examinador de exploración cualificado. Cuando la contratación de examinadores experimentados, el organismo de control autorizado deberá verificar y documentar la formación examinador anterior y proporcionar una formación adicional si es necesario. examinadores experimentados deben proporcionar capacitación con respecto a determinadas condiciones de procedimiento y equipo de prueba para ser utilizados por el nuevo empleador. G.4.5 El organismo de control autorizado es responsable de probar cada operador de exploración mediante examen escrito. Las preguntas de la prueba deben ser apropiados para el que se utilizará el método de exploración. El organismo de control autorizado deberá establecer el puntaje de aprobación para el examen escrito. G.4.6 El organismo de control autorizado es responsable de calificar todos los examinadores que emplean. Todos los examinadores (operadores de escaneado y los examinadores que realizan resultar en marcha en las indicaciones) deberán ser calificados por la realización de un examen sobre placas de prueba como se especifica en G.5. Sólo las empresas de terceros, no tener ningún conflicto de interés en las aplicaciones del examen del fondo del tanque, o compañías propietario / operador puede facilitar las pruebas de calificación. El examinador se considerará calificado si se han cumplido los criterios de aceptación especificados en G.5.3. Los examinadores realizan demostrar-up de las indicaciones utilizando métodos de pruebas ultrasónicas deben ser calificados de acuerdo con API 650, Sección 8.3.2 y los requisitos suplementarios que figuran en este anexo. G.4.7 Durante la prueba de calificación, un TBEQ debe ser completada para cada examinador. El TBEQ es un registro de las variables utilizadas durante la prueba de calificación. Por TBEQ, la compañía que califica debe registrar: a) las variables esenciales de la prueba de calificación; b) los resultados de las pruebas de calificación; c) número de horas que el individuo ha sido capacitado; d) calificación de la prueba del examen escrito de capacitación. El TBEQ será certificado (firmado) como exacta por un representante de la agencia de inspección autorizado y un representante de la compañía de facilitar la prueba. G.4.8 El TBEQ se puede escribir en cualquier formato que contiene toda la información requerida. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST G-4 API S ORMA 653 G.4.9 Los examinadores de abajo de escaneo (operadores y / o los examinadores UT) deben ser re-calificado cuando cualquiera de los siguientes casos: a) cuando el examinador no está calificado para el PDD que se va a utilizar en la instalación de propietario / operador; b) cuando el organismo de control autorizado cambia el TBP y que el cambio requiere el procedimiento para ser re- calificado; c) cuando el operador no ha realizado un fondo del tanque escanear en seis meses; d) cuando el operador no ha utilizado el procedimiento específico (TBP) durante 12 meses; e) cuando el organismo de control autorizado tenga motivos para dudar de la capacidad del examinador; f) cuando un examinador cambia a un nuevo organismo de control autorizado que emplea procedimientos que utiliza con variables esenciales que son diferentes de los procedimientos del empleador anterior. G.5 Prueba de calificación Placas G.5.1 prueba de calificación G.5.1.1 La prueba de calificación se llevará a cabo en un fondo del tanque muestra con defectos diseñados. El fondo del tanque de la muestra debe ser de un mínimo de 70 pies 2 para proporcionar espacio para los defectos diseñados. El material de la placa utilizada para fabricar placas de muestra puede ser o bien de acero nuevo o acero utilizado. Cabe señalar que los resultados obtenidos durante pruebas de calificación podrían no ser indicativos de los resultados de los exámenes realizados en otras placas de diferente calidad o permeabilidad. Cuando el acero utilizado es utilizada a efectos de calificación, las normas de aceptación de las pruebas de calificación que se recomiendan en G.5.2 pueden no ser apropiados. El propietario / operador debe establecer sus propias normas de aceptación en tales casos. G.5.1.2 El número mínimo y tipos de pozos de prueba lado inferior situados en las placas de ensayo se describen a continuación: Parte inferior restante Espesor ( t) Número mínimo de Pozos (en.) t < 0,050 2 0.050 < t < 1/2 T 5 1/2 T <t < 2/3 T 4 dónde T es grueso inferior nominal; t es el espesor inferior restante en defectos de la placa de prueba. pits NOTA de prueba deben ser generalmente hemisférica que tiene una relación de profundidad a diámetro de entre 20% a 50%. Los pozos de prueba no deben ser agujeros de fondo plano ya que los examinadores pueden interpretar esto como una laminación. Además, los agujeros cónicos mecanizados no deben usarse ya que son difíciles de tamaño con los métodos de UT. El propietario / operador puede considerar la colocación de defectos adicionales cerca del borde de la placa, es decir, menos de 6 en. Desde el borde, para determinar si tales defectos pueden ser detectados por los procedimientos de la agencia de inspección autorizados. Cualquier defecto colocan más cerca que 6 en. Al borde de la placa debe ser además de los indicados anteriormente y no debe ser incluido en la determinación de la calificación menos que se requiera por un propietario / operador y tales defectos se indican como siendo detectable en los procedimientos de la agencia de inspección autorizados. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST G-5 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN G.5.1.3 El número mínimo y tipos de pozos de prueba secundarios producto situadas en las placas de ensayo se describen a continuación. Parte inferior restante Espesor ( t) (en.) Número mínimo de Pozos 2 0.050 < t < 1/2 T 1/2 T <t < 2/3 T 2 G.5.1.4 También debe haber al menos una zona que representa la corrosión general soilside. Esta área debe ser de al menos 10 pulg. 2 ( 64,52 cm 2) y tienen un grosor inferior restante de alrededor 1/2 T ( espesor de la placa nominal). Normas de aceptación Pruebas de Calificación G.5.2 G.5.2.1 Los siguientes criterios de aceptación se deben cumplir cuando se califica ya sea un procedimiento de examen o un examinador. Si se cumplen todos los criterios de aceptación, el procedimiento o el examinador se considerará calificado. Propietarios / operadores pueden sustituir los criterios de aceptación alternativos, ya sea más o menos conservador, en función de sus necesidades y requerimientos específicos. G.5.2.2 Cuando la clasificación, ya sea un procedimiento o un operador de barrido, el operador debe ser capaz de detectar los siguientes defectos. Parte inferior restante Espesor ( t) (en.) t < 0,050 0.050 in. < t < 1/2 T 1/2 T <t < 2/3 T Área de la corrosión general Defectos que deben ser encontrado 90% a 100% 70% a 90% 40% a 60% 100% G.5.2.3 Cuando la calificación sea un procedimiento o un examinador, que demuestra las indicaciones, el examinador debe ser capaz de determinar la profundidad del defecto de la siguiente manera: Tipo de Fondo del Tanque (profundidad del defecto) Demostrar-up no recubierto revestimientos finos <0,030 in. recubrimiento de espesor> 0,030. ± 0,020. ± 0,030. Previo acuerdo con el propietario / operador - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- El propietario / operador debe determinar si las dimensiones de defectos adicionales deben ser abordados en el proceso de calificación. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST G-6 API S ORMA 653 G.5.2.4 Mientras que las llamadas falsas, también se refirió a como el exceso de llamadas, tienden a ser más una cuestión de eficiencia examen de un problema de integridad fondo del tanque, el propietario / operador debe determinar si deben ser abordados en el proceso de calificación. Variables G.5.3 prueba de calificación G.5.3.1 variables esenciales son aquellos artículos que puedan tener un efecto significativo en la calidad del examen si se cambian a los utilizados durante la prueba de calificación. G.5.3.2 G.1 listas de mesa sugirieron elementos que pueden ser considerados como variables esenciales para la prueba de calificación cuando se califica ya sea un procedimiento de examen a fondo del tanque o un examinador de fondo del tanque. variables esenciales pueden ser diferentes para diferentes tipos de escáneres fondo del tanque. organismos de control autorizados son responsables de determinar qué variables adicionales se deben considerar variables esenciales para cada escáner fondo del tanque. G.5.3.3 las variables esenciales y los valores deben ser registrados en el PDD y en el TBEQ. G.5.3.4 Las variables no esenciales son aquellos artículos que tendrán un efecto menor sobre la calidad del examen. las variables no esenciales pueden ser diferentes para diferentes tipos de escáneres fondo del tanque. Tabla G.1-sugeridos variables esenciales para la Calificación Pruebas variable esencial Utilizan durante la prueba Calificado Equipo de escáner Como probado Igual que probado Equipo demostrar en marcha Como probado Igual que probado Procedimiento demostrar en marcha Como probado Igual que probado De espesor de revestimiento ( t do) T + 0.005 in. - T -0.130 en. T Sin recubrimiento utilizado 0.001 in. < t c < 0,030. 0,001 in. A 0,030 in. 0.031 in. < t c < 0,080 pulgadas. 0,031 pulg. A 0,080 pulgadas. t do > 0,080 Distancia de Shell ( re s) Configuración de los equipos críticos Valores del umbral ( T marido) Comprobar la calibración o funcional 0.000 pulg. re s Como probado T marido Como probado 0,081 pulg. A t do El menor de 8 pulg. O re s por fabricante <10% T marido Igual que probado Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Espesor de la placa ( T) T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN G-7 G.5.3.5 Las variables no esenciales deben estar inscritos en el PDD, pero no necesitan ser abordados en el TBPQ o la TBEQ. La siguiente es una lista de ejemplos de artículos que pueden ser consideradas como variables no esenciales. Los fabricantes de equipos y los organismos de control autorizados son responsables de determinar qué factores además se debe considerar variables no esenciales para cada escáner fondo del tanque: a) la velocidad del analizador; b) patrón de exploración; c) limitaciones de altura; d) se solapan entre exploraciones; e) Limpieza de la placa; - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- f) la configuración del equipo no críticos. NOTA Algunas de las variables no esenciales mencionados pueden ser en realidad variables esenciales para determinados tipos de escáneres. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST anexo H (informativo) Evaluación del Servicio similares En este anexo se proporciona como una guía para la realización de una evaluación de servicio similar. Este anexo no es todo incluido y no es obligatorio. No es la intención de prevenir el uso de otros métodos de evaluación de servicios similares. Este anexo contiene hojas de datos de ejemplo que ilustran los elementos que deben tenerse en cuenta al realizar una evaluación de servicio similar. El formato de la ficha técnica facilita el registro de los resultados de evaluación. NOTA 1 Los siguientes ejemplos son meramente ejemplos a modo de ilustración. Cada empresa debe desarrollar su propio enfoque. Ellos no han de considerarse exclusiva o exhaustiva en la naturaleza. API no ofrece ninguna garantía, expresa o implícita para la dependencia de u omisiones de la información contenida en este documento. NOTA 2 En su caso, las autoridades competentes deben ser consultados. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- H-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST H-2 API S ORMA 653 H.1 Alcance En este anexo se proporciona una guía para la realización de una evaluación de servicio similar para establecer intervalos de inspección de cisternas sobre los que las tasas de corrosión no han sido medidos directamente como se indica en 6.3.2 y 6.4.2. Este anexo está destinado para su uso por un inspector autorizado, ingeniero tanque de almacenamiento y otra persona (s) que tienen conocimientos y experiencia en la realización de evaluaciones de servicios similares. H.2 Evaluación Servicio similares Varios criterios deben ser evaluados para determinar si el tanque candidato está en servicio similar con el tanque de control. evaluación servicio similar requiere una cantidad suficiente de recogida y análisis de datos y necesita ser realizada de una manera sistemática y profunda de acuerdo con un programa de gestión de riesgo establecido. evaluación servicio similar se lleva a cabo a partir de datos de diseño, construcción, operación, mantenimiento e inspección. Los datos deben ser obtenidos mediante el uso de procedimientos de examen directos e indirectos, tales como MT y UT, la evaluación de la corrosividad del producto, la medición de niveles de PC, la determinación de las propiedades del suelo, y otros factores. Consulte el “servicio similar Assessment- Hoja de datos”, que proporciona un lugar para registrar los datos requeridos. Los datos deben recogerse para cada una de las características de tanques que aparecen en la ficha técnica, tanto para el tanque de control y los tanques de candidatos y una evaluación realizada para determinar si los servicios son similares. Por lo general, no habrá una coincidencia exacta de todos los datos, o algunos de los datos necesarios ni siquiera van conocido. Cuando no hay una coincidencia exacta entre uno o más criterios de evaluación de servicio similar. El “Servicio de Evaluación similares-Hoja de datos” es facilitar la comparación de los datos de los dos tanques. Si los criterios para el tanque de control y combinar tanque candidato, el candidato del tanque puede ser considerada en servicio similar como el tanque de control para ese criterio en particular. H.2.1 Evaluación adicional Cuando se requiere una evaluación adicional debido a un criterio básico individuo no coincide, la tabla hace referencia a la sección que describe los factores adicionales que deben ser evaluados. Si los factores adicionales en la sección de referencia especificado son evaluados para ser suficientemente similares, los tanques se consideran en servicio similar para ese factor. Si todas las disposiciones adicionales están satisfechos, los tanques se consideran en servicio similar. evaluación (s) adicional debe ser documentada y mantenida en el archivo de registro de acuerdo con 6.8. H.2.1.1 Tanque año Erigido: Si los criterios para el tanque de control y el tanque candidato no coinciden, las siguientes disposiciones adicionales se deben cumplir para considerar ambos tanques en servicio similar: a) la diferencia en las edades de los tanques debe ser considerado en los cálculos de la tasa de corrosión, y b) las diferencias sustanciales en el diseño y / o las normas de construcción a la que los tanques fueron construidos deben considerarse en la evaluación servicio similar. H.2.1.2 Material de fondo: Si los criterios para el tanque de control y el tanque candidato no coinciden, las siguientes disposiciones adicionales se deben cumplir para considerar ambos tanques en servicio similar: a) el material de fondo del tanque candidato debe tener propiedades resistencia a la corrosión similares a las del material del fondo del tanque de control, b) el depósito de candidato, o tanto el candidato y los tanques de control, utilizar un revestimiento eficaz para evitar la corrosión de la del lado del producto de la parte inferior, y c) el potencial de corrosión de la del lado del suelo de la parte inferior se evalúa para ser similar para ambos materiales fondo del tanque. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- evaluación adicional es necesaria para determinar si los tanques pueden ser considerados en servicio similar. Figura H.1 ilustra los pasos en la realización de una T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN H-3 H.2.1.3 Material de la cáscara: Si los criterios para el tanque de control y el tanque candidato no coinciden, las siguientes disposiciones adicionales se deben cumplir para considerar ambos tanques en servicio similar: a) el material de la cubierta del tanque candidato debe tener propiedades de resistencia a la corrosión similares a las del material de la cubierta del tanque de control, b) el depósito de candidato, o tanto el candidato y los tanques de control, utilizar un forro adecuado para evitar la corrosión de la del lado del producto de la concha, y c) el depósito de candidato, o tanto el candidato y los tanques de control, utilizar una pintura o recubrimiento adecuado para evitar la corrosión de la cara externa de la cáscara. H.2.1.4 Asignación a la corrosión, inferior / Shell: Si los criterios para el tanque de control y el tanque candidato no coinciden, la diferencia en la tolerancia de corrosión debe tenerse en cuenta en los cálculos de la vida y el intervalo de inspección restantes a considerar ambos tanques en servicio similar. H.2.1.5 Abajo Tipo Forro / Grosor / Edad: Si los criterios para el tanque de control y el tanque candidato no coinciden, se deben evaluar las diferencias en los sistemas de revestimiento inferior. Las disposiciones de la API 652 se deben utilizar para evaluar la protección contra la corrosión relativa proporcionada por los diferentes sistemas de revestimiento. H.2.1.6 Protección catódica: Si los criterios para el tanque de control y el tanque candidato no coinciden, se aplicarán las siguientes disposiciones adicionales. Las disposiciones de la API 651 se deben utilizar para evaluar la protección contra la corrosión relativa proporcionada por los sistemas de protección catódica: a) si el tanque candidato está protegido con un sistema de protección catódica bien diseñado y funcional, y el tanque de control no lo es, el tanque candidato puede ser considerado para estar en servicio similar con respecto a la protección catódica; b) si el tanque de control está protegido con un sistema de protección catódica bien diseñado y funcional, y el tanque no es candidato, el tanque candidato no puede ser considerado para estar en servicio similar con respecto a la protección catódica; c) si el tanque de control y el tanque candidato están protegidos con sistemas de protección catódica adecuadamente diseñados y funcionales, los tanques pueden ser considerados a estar en servicio similar con respecto a la protección catódica. H.2.1.7 Doble fondo: Si el tanque candidato y / o el tanque de control tiene varios fondos, la evaluación servicio similar de la corrosión del lado del suelo debe ser en base al material que está en contacto con la cara inferior de la placa de fondo primario (superior) H.2.1.8 Suelo / material en contacto con la placa inferior: Cualquier diferencia en los siguientes factores entre el control y el tanque candidato deben ser - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- evaluados para determinar si el tanque candidato está en servicio similar a la del tanque de control: a) el suelo o el material de tipo; b) pH; c) de alcalinidad; d) humedad; e) la salinidad; f) la resistividad; Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST H-4 API S ORMA 653 g) tipo de aceite (Fundación arena si aceitada); h) suelo / limpieza material; i) gradación del suelo; j) cloruros; k) sulfatos. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- H.2.1.9 Condiciones ambientales: Cualquier diferencia en los siguientes factores entre el tanque de control y el tanque candidato deben ser evaluados para determinar si el tanque candidato está en servicio similar a la del tanque de control: a) bajo temperatura media un día, b) la exposición a aire de la sal u otros elementos corrosivos. H.2.1.10 Condiciones de servicio actual: Cualquier diferencia en los siguientes factores entre el tanque de control y el tanque candidato deben ser evaluados para determinar si el tanque candidato está en servicio similar a la del tanque de control: a) clasificación de productos (véase la Tabla H.1); b) densidad específica del líquido; c) presión de vapor Reid a 60 ° F; d) la temperatura de funcionamiento normal; e) capa de gas inerte, si se utiliza; f) inferior de agua, si se utiliza; g) contenido de azufre; h) la duración de tiempo en servicio; i) corrosividad producto. H.2.1.11 Condiciones de servicio anterior: Si el tanque de control y / o tanque candidato se han utilizado previamente para diferentes servicios que el servicio actual, los mismos factores que se describen en H.2.1.10 deben ser evaluados para las condiciones de servicio anteriores. H.2.1.12 Clasificación del producto: Tabla H.1 clasifica una amplia variedad de líquidos comúnmente almacenados en los tanques de almacenamiento de superficie. Esta tabla sirve como guía para evaluar las condiciones de servicio actuales o anteriores. H.2.1.13 Consideraciones adicionales: Además de los factores mencionados anteriormente, los siguientes datos, si está disponible para el tanque de control y el depósito de candidato, deben evaluarse para determinar si el tanque candidato está en servicio similar a la del tanque de control: a) datos MFL para el fondo del tanque; b) de espesor por ultrasonidos (UT) de datos de medición; c) los datos del sistema de vigilancia de fibra óptica; Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST H-5 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN d) datos de tubo control de la protección catódica; e) los datos de las pruebas de integridad del fondo del tanque; f) los procedimientos de mantenimiento, incluida la frecuencia y los métodos de limpieza de tanques. Ejemplo H.3 de restante Determinación Vida Tanque H.3.1 Inferior Figura H.2 ilustra un método de determinar el intervalo de tiempo en el que una parte inferior del depósito alcanzará su espesor de la placa inferior mínimo, más allá del cual el tanque debe ser reparado o fuera de servicio. En este ejemplo, el espesor del metal original 1/4 en. cuando el tanque se construyó en 1970. El espesor de la placa inferior mínimo en el siguiente intervalo de inspección fue de 0,05 pulg. (Ver también la Tabla 4.4.) En el momento de esta evaluación (10 de junio, 1990), el tanque estaba en crudo ácido Servicio. de servicio anterior incluyó a 20 años en servicio crudo sulfuroso. Basado en espesores medidos y la tasa calculada a la corrosión, la vida útil restante, o el tiempo para alcanzar el espesor de la placa inferior mínimo de 0,050 in. Se prevé que sea aproximadamente de 20 años, o el 10 de junio de 2010. Ver 4.4.5 para el cálculo mínimo espesor para un fondo del tanque. Shell tanque H.3.2 Figura H.3 ilustra un método de determinar el intervalo de tiempo en el que un curso carcasa del tanque alcanzará su límite de pérdida de metal, más allá del cual el tanque debe ser reparado o fuera de servicio. En este ejemplo, el espesor del metal original 1/2 en. cuando el tanque se construyó en 1990. Se calculó el límite de pérdida de metal del curso carcasa superior para ser 1/4 en. En el momento de esta evaluación (15 de noviembre de 2002), el tanque estaba en el servicio de gasolina dulce. los servicios anteriores incluyen casi siete años en el crudo y casi tres años en el servicio crudo sulfuroso. Basado en espesores medidos a inspecciones periódicas y las tasas de corrosión calculados a partir de ellos, la vida útil restante, o el tiempo para alcanzar el límite la pérdida de metal de 1/4 en. se prevé que sea aproximadamente cuatro años, o 1 de agosto de 2006. Ver 4.3.3 para el cálculo de espesor mínimo para un curso de cáscara entero. Tabla H.1-similares categoría de servicio Producto UN Ejemplo Descripción Clase de aceite bajo la luz de azufre (<1% de azufre) aceite B luz alta de azufre (> 1% de azufre) No. 2 fuel oil, diesel, queroseno, combustible de aviación, gasolina aceite de calefacción sin terminar, destilado C dulce azufre aceite pesado (<1% de azufre) gasóleo pesado y D residual Sour azufre aceite pesado dulce (> 1% de azufre) Sour residual E Slop y el proceso de agua Ver la descripción F aceite lubricante terminado G lodos Automotriz, diesel y combustible para la aviación Ácido, no ácido aceite volátil de luz (clase 1) aceite no pegajoso (Clase 2) aceite aceites H crudo pegajoso pesado (Clase 3) no fluido (crudo pesado, alta parafina) (Clase 4) yo Aditivo aditivos de rendimiento Gasolina J Solvente Cetonas, alcohol, tolueno, xileno, glicoles, éteres de glicol K Químicos Fosfórico, sulfúrico, clorhídrico, fórmico y nítrico NOTA Esta tabla no es todo incluido. Adicionalmente, puede haber una variabilidad significativa en la composición química de los productos dentro de una clasificación en la lista. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST H-6 API S ORMA 653 Recoger tanque de datos para el depósito y el control tanque candidato Recoger Evaluación servicio similar utilizando la Ficha de datos Determinar si servicio similar puede aplicarse a el tanque Candidato Determinar las velocidades de corrosión para aplicar a la tanque candidato Establecer la siguiente Interna Fecha de inspección para el tanque Candidato Documentar la inspección interna Revisado Fecha de Determinar si el Datos adicionales Inspección Cambia el programa de inspección el tanque Candidato Para el tanque Candidato - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- A medida que se disponga de datos adicionales de inspección, Validar la velocidad de corrosión Establecida para el tanque Candidato Figura H.1-Pasos a realizar la identificación de servicio similares Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST H-7 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN METAL espesor en pulgadas 0 1970 3/32 5/32 1/8 Min. Inferior espesor de la placa en la Inspección siguiente (Ver Tabla 4.4) 1980 1/16 1/32 7/32 go ar El do ru am c Tank Bottom reparado a cuarto-in. Primera Inspección interna 10 de junio de, de 1990 AÑO 3/16 Nuevo depósito de 21 de de enero de, 1970 1990 go El c d ru o 2000 Curva corrosión extendido Límite de la pérdida de metal 10 de junio de, 2010 2010 Figura H.2-Ejemplo tasa de corrosión curvas para el fondo del tanque de almacenamiento - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST ar am 1/4 H-8 API S ORMA 653 METAL espesor en pulgadas 1/16 0 1990 1/8 3/16 5/16 1/4 7/16 3/8 1/2 Nuevo depósito de 21 de de enero de, de 1990 Límite del espesor de la parte superior de golf do d ulce En primer lugar para inspección 10 de junio de, de 1992 El c ru do am ar go En segundo lugar inspección 2 de diciembre de, 1996 - Servicio Changed 2000 a AÑO 20 Julio de 1999 - Servicio Changed Gas olin Cuarta Inspección 15 de noviembre de, 2002 Tercera Inspección 2005 Curva corrosión Límite de la pérdida de metal 1 de agosto de, de 2006 extendido 2010 Curvas Figura H.3-Ejemplo tasa de corrosión para Top Curso de Tanque de almacenamiento Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- El c ru 1995 H-9 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Servicio similar EVALUACIÓN-HOJA DE DATOS DIKNATLORTNOC : NOITACOL : (RETEMAID TF ): (THGIEH) : TF DIKNATETADIDNAC : SLBB YTICAPAC : NOITACOL : (RETEMAID TF ): (THGIEH) : TF SLBB YTICAPAC : SECCIÓN 1-tanque inferior (PRODUCTO-SIDE) EVALUACIÓN H.1.1 CARACTERÍSTICAS DE TANQUE SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No VEA SEC. 4 a) TANK AÑO erigido H.2.1.1 b) Material de fondo H.2.1.2 c) CORROSION ALLOWANCE H.2.1.4 d) BOTTOM tipo de forro H.2.1.5 e) INFERIOR espesor del forro H.2.1.5 f) BOTTOM AGE FORRO H.2.1.5 H.1.2 CONDICIONES servicio actual NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No VEA SEC. 4 a) NOMBRE DEL PRODUCTO ACTUAL H.2.1.10 SI b) Clase de producto. (H.1 TABLE) H.2.1.10 c) GRAVEDAD ESPECIFICA DE PRODUCTOS H.2.1.10 d) NORMAL TEMP. H.2.1.10 e) FONDO DEL AGUA? H.2.1.10 f) contenido de azufre H.2.1.10 g) el tiempo en esta SERVICIO H.2.1.10 h) CORROSIVIDAD PRODUCTO H.2.1.10 H.1.3 CONDICIONES DE SERVICIO ANTERIORES SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No véase SEC. 4 a) NOMBRE DEL PRODUCTO ANTERIOR H.2.1.10 b) Clase de producto. (H.1 TABLE) H.2.1.10 c) GRAVEDAD ESPECIFICA DE PRODUCTOS H.2.1.10 d) NORMAL TEMP. H.2.1.10 e) FONDO DEL AGUA? H.2.1.10 f) contenido de azufre H.2.1.10 g) el tiempo en esta SERVICIO H.2.1.10 h) CORROSIVIDAD PRODUCTO H.2.1.10 H.1.4 CONCLUSIONES o no a) ¿Esta evaluación incluye la evaluación de la documentación adicional (véase H.2.1), SI b) Sobre la base de los criterios revisados en esta evaluación servicio similar, servicio similar es O no es recomendado para este tanque (marque la casilla correspondiente) c) La velocidad de corrosión para ser aplicado a la banda de producto de la parte inferior del depósito es: ___________mpy. COMENTARIOS: NOTA la hoja informativa será mantenida en el archivo de grabación SEGÚN 6.8. YBDESSESSA : ETAD : YBDEVORPPA : ETAD : (Propietario del tanque / operador) NOTA 1 El tanque de control es el tanque para los que se conocen bien las condiciones de servicio y las tasas de corrosión. NOTA 2 El tanque candidato es el tanque para ser comparado con el tanque de control para determinar si se aplican los conceptos de servicio similares. NOTA 3 “Y” o “Sí” indica que el criterio del tanque candidato coincide esencialmente el tanque de control. NOTA 4 Si el criterio del tanque candidato no coincide con el criterio de tanque de control, ver H.2.1. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST H-10 API S ORMA 653 Servicio similar EVALUACIÓN-HOJA DE DATOS DIKNATLORTNOC : NOITACOL : (RETEMAID TF ): (THGIEH) : TF DIKNATETADIDNAC : YTICAPAC : SLBB YTICAPAC : SLBB NOITACOL : (RETEMAID TF ): (THGIEH) : TF SECCIÓN 2-tanque inferior (suelo-SIDE) EVALUACIÓN H.2.1 CARACTERÍSTICAS DE TANQUE SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No SEC. 4 a) TANK AÑO erigido H.2.1.1 b) Material de fondo H.2.1.2 c) CORROSION ALLOWANCE H.2.1.4 d) del doble fondo H.2.1.7 H.2.2 Suelo / material en contacto con o la placa alrededor del fondo 5 SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No SEC. 4 a) Tipo de suelo H.2.1.8 b) el pH del suelo H.2.1.8 c) SOIL ALKALINITY H.2.1.8 d) SOIL HUMEDAD H.2.1.8 e) La salinidad del suelo H.2.1.8 f) la conductividad del suelo H.2.1.8 g) tipo de aceite (IF FOUNDATION SAND OIL) H.2.1.8 h) La limpieza SOIL H.2.1.8 véase H.2.3 Condiciones de funcionamiento actuales PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No a) TEMP de funcionamiento normal. SI NO, véase véase SEC. 4 H.2.1.10 b) la protección catódica 5 H.2.1.6 c) ACUMULACIÓN / AGUA H.2.1.8 NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No VEA SEC. 4 H.2.1.10 a) TEMP de funcionamiento normal. b) la protección catódica 5 H.2.1.6 c) ACUMULACIÓN / AGUA H.2.1.8 SI H.2.5 CONCLUSIONES o no a) ¿Esta evaluación incluye la evaluación de la documentación adicional (véase H.2.1), SI b) Sobre la base de los criterios revisados en esta evaluación servicio similar, servicio similar es O no es recomendado para este tanque (marque la casilla correspondiente) c) La velocidad de corrosión para ser aplicado al lado del suelo del fondo del tanque es: ___________mpy. COMENTARIOS: NOTA la hoja informativa será mantenida en el archivo de grabación SEGÚN 6.8. YBDESSESSA : ETAD : YBDEVORPPA : ETAD : (Propietario del tanque / operador) NOTA 1 El tanque de control es el tanque para los que se conocen bien las condiciones de servicio y las tasas de corrosión. NOTA 2 El tanque candidato es el tanque para ser comparado con el tanque de control para determinar si se aplican los conceptos de servicio similares. NOTA 3 “Y” o “Sí” indica que el criterio del tanque candidato coincide esencialmente el tanque de control. NOTA 4 Si el criterio del tanque candidato no coincide con el criterio de tanque de control, ver H.2.1. NOTA 5 Véase API 651, Sección 5.3. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- H.2.4 CONDICIONES DE TRABAJO ANTERIORES H-11 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Servicio similar EVALUACIÓN-HOJA DE DATOS DIKNATLORTNOC : NOITACOL : (RETEMAID TF ): (THGIEH) : TF DIKNATETADIDNAC : YTICAPAC : SLBB YTICAPAC : SLBB (THGIEH) : TF SECCIÓN 3-TANK SHELL (PRODUCTO-SIDE) EVALUACIÓN H.3.1 CARACTERÍSTICAS DE TANQUE SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No VEA SEC. 4 a) TANK AÑO erigido H.2.1.1 b) Material de Shell H.2.1.3 c) CORROSION ALLOWANCE H.2.1.4 d) de carcasa de revestimiento TIPO H.2.1.5 e) El espesor del depósito FORRO H.2.1.5 f) la edad de carcasa de revestimiento H.2.1.5 H.3.2 CONDICIONES AMBIENTALES SI NO, PARTIDO 3 tanque de control Sí tanque candidato 2 1 No SEC. 4 a) BAJO UN MEDIO DÍA TEMP. H.2.1.9 véase b) la exposición a SALT AIR H.2.1.9 H.3.3 CONDICIONES DE SERVICIO DE CORRIENTE: SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No véase SEC. 4 a) NOMBRE DEL PRODUCTO ACTUAL H.2.1.10 b) Clase de producto. (H.1 TABLE) H.2.1.10 c) GRAVEDAD ESPECIFICA DE PRODUCTOS H.2.1.10 d) presión de vapor Reid @ 60 o F H.2.1.10 e) TEMP de funcionamiento normal. H.2.1.10 f) INERTE capa de gas? H.2.1.10 g) inferior de agua? H.2.1.10 h) el contenido de azufre H.2.1.10 i) TIEMPO EN ESTE SERVICIO H.2.1.10 j) CORROSIVIDAD PRODUCTO H.2.1.10 H.3.4 CONDICIONES DE SERVICIO ANTERIORES SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No VEA SEC. 4 a) NOMBRE DEL PRODUCTO ANTERIOR H.2.1.10 b) Clase de producto. (H.1 TABLE) H.2.1.10 c) GRAVEDAD ESPECIFICA DE PRODUCTOS H.2.1.10 d) presión de vapor Reid @ 60 o F H.2.1.10 e) TEMP de funcionamiento normal. H.2.1.10 f) INERTE capa de gas? H.2.1.10 g) inferior de agua? H.2.1.10 h) el contenido de azufre H.2.1.10 i) TIEMPO EN ESTE SERVICIO H.2.1.10 j) CORROSIVIDAD PRODUCTO H.2.1.10 H.3.5 CONCLUSIONES a) ¿Esta evaluación incluye la evaluación de la documentación adicional (véase H.2.1), SI o no b) Sobre la base de los criterios revisados en esta evaluación servicio similar, servicio similar es O no es recomendado para este tanque (marque la casilla correspondiente) c) La velocidad de corrosión para ser aplicado a la banda de producto de la carcasa del tanque es: ___________mpy. COMENTARIOS: Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- NOITACOL : (RETEMAID TF ): H-12 API S ORMA 653 Servicio similar EVALUACIÓN-HOJA DE DATOS NOTA la hoja informativa será mantenida en el archivo de grabación SEGÚN 6.8. YBDETTIMBUS : ETAD : YBDEVORPPA : ETAD : NOTA 1 El tanque de control es el tanque para los que se conocen bien las condiciones de servicio y las tasas de corrosión. NOTA 2 El tanque candidato es el tanque para ser comparado con el tanque de control para determinar si se aplican los conceptos de servicio similares. NOTA 3 “Y” o “Sí” indica que el criterio del tanque candidato coincide esencialmente el tanque de control. NOTA 4 Si el criterio del tanque candidato no coincide con el criterio de tanque de control, ver H.2.1. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST H-13 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN Servicio similar EVALUACIÓN-HOJA DE DATOS DIKNATLORTNOC : NOITACOL : (RETEMAID TF ): (THGIEH) : TF DIKNATETADIDNAC : YTICAPAC : SLBB YTICAPAC : SLBB NOITACOL : (RETEMAID TF ): (THGIEH) : TF SECCIÓN 4-TANK SHELL (lado externo) EVALUACIÓN H.4.1 CARACTERÍSTICAS DE TANQUE PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No SI NO, véase SEC. 4 a) TANK AÑO erigido H.2.1.1 b) Material de Shell H.2.1.3 c) CORROSION ALLOWANCE H.2.1.4 d) Tipo de aislamiento H.2.1.4 e) Espesor del aislamiento H.2.1.4 f) AGE AISLAMIENTO H.2.1.4 g) Tipo de recubrimiento H.2.1.4 h) de espesor de revestimiento H.2.1.4 i) AGE COATING H.2.1.4 H.4.2 CONDICIONES AMBIENTALES SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 SEC. 4 No a) BAJO UN MEDIO DÍA TEMP. H.2.1.9 véase b) la exposición a SALT AIR H.2.1.9 H.4.3 Condiciones de funcionamiento actuales PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No NO, véase SEC. 4 a) ACUMULACIÓN / AGUA H.2.1.10 b) TEMP de funcionamiento normal. H.2.1.10 SI H.4.4 CONDICIONES DE TRABAJO ANTERIORES SI NO, PARTIDO 3 Sí tanque candidato 2 tanque de control 1 No VEA SEC. 4 a) ACUMULACIÓN / AGUA H.2.1.10 b) TEMP de funcionamiento normal. H.2.1.10 H.4.5 CONCLUSIONES o no a) ¿Esta evaluación incluye la evaluación de la documentación adicional (véase H.2.1), SI b) Sobre la base de los criterios revisados en esta evaluación servicio similar, servicio similar es O no es recomendado para este tanque (marque la casilla correspondiente) c) La velocidad de corrosión para ser aplicado al lado ambiente de la carcasa del tanque es: ___________mpy. COMENTARIOS: NOTA la hoja informativa será mantenida en el archivo de grabación SEGÚN 6.8. YBDESSESSA : ETAD : YBDEVORPPA : ETAD : (Propietario del tanque / operador) NOTA 1 El tanque de control es el tanque para los que se conocen bien las condiciones de servicio y las tasas de corrosión. NOTA 2 El tanque candidato es el tanque para ser comparado con el tanque de control para determinar si se aplican los conceptos de servicio similares. NOTA 3 “Y” o “Sí” indica que el criterio del tanque candidato coincide - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- esencialmente el tanque de control. NOTA 4 Si el criterio del tanque candidato no coincide con el criterio de tanque de control, ver H.2.1. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST H-14 API S ORMA 653 Servicio similar EVALUACIÓN-HOJA DE DATOS DIKNATLORTNOC : (RETEMAID TF ): NOITACOL : (THGIEH) : TF DIKNATETADIDNAC : (RETEMAID TF ): YTICAPAC : NOITACOL : (THGIEH) : TF YTICAPAC : SECCIÓN 5-CONCLUSIÓN RESUMEN a) A partir de la sección 1, la velocidad de corrosión que se aplicará a la del lado del producto de la parte inferior del depósito es: ___________mpy. b) De la Sección 2, la velocidad de corrosión que se aplicará a la del lado del suelo del fondo del tanque es: ___________mpy. c) de la sección 3, la velocidad de corrosión que se aplicará a la del lado del producto de la carcasa del tanque es: ___________mpy. d) A partir de la sección 4, la velocidad de corrosión que se aplica al lado exterior de la cáscara t ank es: ___________mpy. e) Sobre la base de las tasas de corrosión aplicadas, la próxima inspección interna de este tanque se completará en el año _________. COMENTARIOS: NOTA la hoja informativa será mantenida en el archivo de grabación SEGÚN 6.8. YBDESSESSA : ETAD : YBDEVORPPA : SLBB ETAD : (Propietario del tanque / operador) - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST SLBB anexo I (informativo) Las consultas y sugerencias para el cambio I.1 Introducción Este anexo describe el proceso establecido por API para 1) la presentación de las investigaciones a API, y 2) para la presentación de sugerencias de cambios a esta norma. Las consultas y sugerencias para el cambio son bienvenidos y alentados porque proporcionan retroalimentación útil lector al Comité API responsables respecto a la exactitud técnica, el uso de la tecnología actual, la claridad, la coherencia y la integridad de la norma. API intentará responder a todas las consultas válidos. Las presentaciones que no cumplan con este Anexo serán devueltos sin respuesta. I.2 secciones a través I.7, a continuación, cubren el sometimiento de las investigaciones. Véase la Sección I.8 para obtener instrucciones sobre cómo enviar sugerencias para el cambio. I.2 solicitud Referencias I.2.1 API mantiene varios sitios web que proporcionan información que debe ser considerado cuando se considera la presentación de una investigación. I.2.2 Su consulta puede haber sido previamente abordado formalmente por el Subcomité y la interpretación resultante publicado en el sitio web de la API de la siguiente manera: - Para todos los estándares: http://mycommittees.api.org/standards/techinterp/default.aspx - Para los estándares de refinación: http://mycommittees.api.org/standards/techinterp/refequip/default.aspx Para ambos enlaces, haga clic en la norma en cuestión para descargar el archivo. I.2.3 Además, una adición o erratas, que pueden haber abordado el problema, se puede encontrar en el sitio web de la API de la siguiente manera: - Para todos los estándares: http://www.api.org/standards/addenda/ - Para los estándares de refinación: http://www.api.org/standards/addenda/add-ref.cfm Definiciones I.3 I.3.1 Consulta: Una pregunta que se pregunta ¿cuál es el significado de un párrafo específico, figura o tabla en la norma; es decir, ¿qué es lo que dicen las palabras. No es una pregunta que se le pregunta sobre la intención de la norma. I.3.2 La respuesta a la consulta. Por lo general, la respuesta es simplemente una respuesta “Sí” o “No”, con una breve aclaración, si es necesario. Este término también se utiliza para referirse a la pregunta y la respuesta combinada. Política de API I.4 relación con las investigaciones I.4.1 API ha establecido los siguientes límites a su actividad en el tratamiento de las reclamaciones. a) API no aprobar, certificar, tasa, o aprueba cualquier artículo, la construcción, el dispositivo patentado, o actividad. b) API no actúa como consultor en problemas de ingeniería específicos. I-1 - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST API S ORMA 653 I-2 c) API no proporciona información sobre la comprensión general o aplicación de la norma. I.4.2 Todas las consultas que dan lugar a interpretaciones serán puestos a disposición del público en la página web de la API. Presentación I.5 de consultas I.5.1 Un formulario electrónico para la presentación de una solicitud se puede encontrar en el sitio web del CDE en http://rfi.api.org/. Por favor, utilice este medio para enviar su consulta. I.5.2 Todas las consultas deben cumplir con lo siguiente. a) estándar actual: Si una investigación hace referencia a una versión o un anexo que no es el último, el Subcomité desarrollará la interpretación basada en los requisitos establecidos en la versión actual. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- b) una referencia específica: El número de párrafo aplicable, número de la figura, o número de la tabla deben ser citadas en la investigación. c) Estructura de la oración: Las consultas deben ser escritos de tal manera que la respuesta puede ser sí o no, con los detalles técnicos añadir en caso necesario. La declaración investigación debe ser técnica y editorialmente correcta, y escrito en Inglés comprensible. d) Antecedentes: Proporcionar una explicación de fondo es opcional, pero se recomienda para ayudar al comité en la comprensión de la consulta. e) Individual Asunto: El alcance de una investigación estará limitada a un único sujeto o un grupo de sujetos estrechamente relacionadas. f) Formato general: 1) El formato general de la investigación debe ser la siguiente: “¿Tiene el párrafo XXX del API-6XX requiere que ....?” 2) El investigador deberá indicar lo que se requiere en su opción, como la respuesta a la consulta. 3) Si se cree que una revisión de la norma también ser necesario, proporcionar redacción recomendada. g) El investigador no debe utilizar el proceso de investigación para mejorar su comprensión general, habilidades de diseño, y el uso de la norma. Los consultores no afiliados a la API están disponibles para este propósito. h) Es importante que el investigador de entender la diferencia entre una consulta y una sugerencia para el cambio. API anima a ambos, pero los procedimientos de presentación y de manejo comité son diferentes. I.5.3 directrices generales para la presentación también se pueden encontrar en el sitio web del CDE en: http://www.api.org/Publications-Standards-and-Statistics/FAQs-and-Inquiries/FAQs/Technical-Question/ Directrices fines de submission.aspx I.6 Procedimiento de Investigación Típica I.6.1 El procedimiento típico de una investigación es el siguiente. a) El investigador debe preparar la investigación, incluyendo cualquier información básica necesaria, en plena conformidad con el presente anexo y presentar al coordinador de las normas API. b) Coordinador normas API comprueba la consulta para verificar el cumplimiento de los requisitos de la presentación de una investigación. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST I-3 T ANK I NSPECCIÓN, R epair, A LTERATION, Y R ECONSTRUCCIÓN c) Si la pregunta no puede ser contestada por cualquier motivo, el Coordinador emitirá una respuesta al investigador asesorar a la razón (s) por no responder a la consulta. Una forma o lista de control típicamente se utilizan para esta respuesta. d) Si el Coordinador cree consulta es válida, será remitido a la Subcomisión para el estudio, y se informará al investigador usando la carta modelo. e) El Subcomité evaluará la solicitud y, o bien desarrollar una respuesta o determinar que la investigación no puede ser contestada, y asesorar al Coordinador en consecuencia. El Subcomité tendrá en cuenta la necesidad de modificar la norma para resolver los problemas técnicos, añadir nuevos requisitos, realizar correcciones de forma, mejorar la claridad, eliminar conflictos, etcétera. f) La interpretación será publicado en el sitio web de la API cuando sea aprobado por el Subcomité. I.6.2 El tiempo necesario para procesar una solicitud válida como se describe en I.6.1 puede llegar a tardar hasta un año. I.7 Interpretaciones responder a las consultas I.7.1 Una interpretación está escrito por el Subcomité para proporcionar la respuesta específica a una investigación. Por lo general no va a declarar la intención de la norma, ni dar razones para las necesidades, ni dar bases históricas, ni proporcionar la comprensión general de la norma. Si la pregunta se formula adecuadamente, la interpretación puede ser una respuesta de una sola palabra. Con muchas consultas, puede haber una necesidad de proporcionar declaraciones para aclarar, tales como los límites de la aplicabilidad. I.7.2 Aunque no es posible el desarrollo de interpretaciones rápidamente para remediar las necesidades inmediatas, los beneficios de la industria como un todo cuando las consultas son utilizados como medio de tratar de comprender los requisitos técnicos establecidos en la norma. I.8 sugerencias de cambios I.8.1 “Sugerencias para el cambio” no es una investigación; es simplemente una comunicación (email preferido) de un lector de API proponiendo que un cambio específico hacerse a la norma. I.8.2 Cualquier formato es aceptable, siempre y cuando el contenido es claro. I.8.3 El medio más eficaz para presentar propuestas es enviar un correo electrónico al Coordinador de la API (Standards@api.org). I.8.4 El contenido de una sugerencia debe incluir el número estándar, la edición, y la adición de que se trate. Los números de los párrafos pertinentes, número de la tabla, número de la figura, etc., también deben establecerse. Proporcionar tanta explicación como sea necesario para asegurarse de que el Subcomité entiende los problemas técnicos. Proporcionar un lenguaje específico que usted piensa que se necesita para implementar el cambio. Por último, incluya su nombre, afiliación de la compañía en su caso, y el retorno de correo electrónico o dirección postal. I.8.5 API reenviará todas las sugerencias que se escriben de forma adecuada al Subcomité para su examen. El Subcomité evaluará cada propuesta y determinar si es necesario un cambio. Sugerencias que son aceptadas por el Subcomité se reflejarán en una futura edición o adiciones, pero una respuesta asesorar al remitente de la decisión del Subcomité no podrán emitirse. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST anexo S (normativo) Tanques de almacenamiento de acero inoxidable austenítico S.1 Alcance S.1.1 Este anexo cubre la inspección, reparación, alteración, y la reconstrucción de depósitos de acero inoxidable que se construyeron de acuerdo con API 650, Anexo S. S.1.2 En este anexo se establece sólo los requisitos que difieren de las reglas básicas en esta norma. Para conocer los requisitos no establecidos, las reglas básicas deben ser seguidas. S.2 Referencias No hay cambios en la Sección 2. S.3 Definiciones No hay cambios en la Sección 3. Idoneidad para el Servicio S.4 S.4.1 En 4.2.4.1, los requisitos de API 650, Sección S.3.5 también estarán satisfechos. S.4.2 En 4.2.4.3, los requisitos del anexo M deberán cumplirse para depósitos de acero inoxidable con temperaturas de diseño sobre el 40 ° C (100 ° F) modificado por API 650, Secciones S.3.6.2 través S.3.6.7. la sección 4.3 En 4.3.3.1, la tensión máxima permisible S deberá ser modificado como sigue, para la condición de diseño ( S re) y la condición de prueba hidrostática ( S t) la tensión máxima admisible para todos los cursos de concha será la menor de 0,95 Y o 0,4 T. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- S.4.4 Tabla 4.2 debe estar de acuerdo con API 650, Tabla S-4. Cuando se desconoce la programación radiografía aplicado a la soldadura existente, se utilizará la eficiencia conjunta de 0,7. la sección 4.5 Sección 4.3.3.5 c), deberá ser cambiado para leer “El funcionamiento a temperaturas mayores de 40 años ° C (100 ° F)." S.4.6 En 4.3.3.6, el factor 2/3 Y se sustituye con 3 / 4 Y. S.4.7 En 4.3.4, estas reglas no cubren los depósitos de acero inoxidable. S.5 frágil fractura El tanque es adecuado para su uso continuado en servicio de la temperatura ambiente. S.6 inspección No hay cambios en la Sección 6. Materiales s.7 S.7.1 En 7.3.1.2, añadir una referencia a la norma ASTM A480. S.7.2 Estructural puede ser formas fabricadas a partir de la placa. Plancha y material de estructura deben cumplir con API 650, Sección S.2. S-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST S-2 API S ORMA 653 Consideraciones de diseño para S.8 tanques reconstruidos En 8.4.3, el esfuerzo admisible será revisada para satisfacer las tensiones admisibles de API 650, Sección S.3.2.2.1. S.9 de reparación de tanques y Alteración S.9.1 En la aplicación de 9.1.1 a los requisitos de fabricación y de construcción, API 650, Secciones S.4.1 través S.4.9 se satisfarán como aplicable. S.9.2 grifos calientes para los aceros inoxidables (referencia Sección 9.14) no se abordan en el presente anexo. S.10 Desmontaje y Reconstrucción S.10.1 En 10.4.2, soldadura también debe cumplir los requisitos de API 650, Sección S.4.11. S.10.2 corte térmico de acero inoxidable debe ser por la quema de hierro en polvo, arco de carbono, de plasma de arco, chorro de agua, o métodos de corte por láser. S.10.3 Los requisitos de almacenamiento de API 650, deberán cumplirse Sección S.4.2. S.10.4 Si se especifica por el propietario / operador, los requisitos de API 650, deberán cumplirse Sección sección 4.5. soldadura S.11 La soldadura también deberá cumplir los requisitos de API 650, Secciones S.4.11 y S.4.12. S.12 examen y ensayo S.12.1 Cualquier referencia a método de partículas magnéticas se sustituye con el método de líquidos penetrantes. S.12.2 En 12.3, la calidad del agua de ensayo debe cumplir API 650, Sección S.4.10.2. S.13 anexos Anexo F (NDE Resumen de los requisitos) referencias -Cualquier a examen de partículas magnéticas se tendrá en cuenta. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST anexo SC (normativo) Tanques de almacenamiento mixto de acero inoxidable y acero al carbono SC.1 Alcance SC.1.1 Este anexo cubre la inspección, reparación, alteración y la reconstrucción de los tanques de material mezclado construidos de acuerdo con API 650, anexo SC. SC.1.2 Esto indica anexo sólo los requisitos que difieren de las reglas básicas en esta norma, Anexo S de este estándar, el anexo X de esta norma y API 650, anexo SC. Para conocer los requisitos no establecidos, se seguirán las reglas básicas. SC.1.3 En este anexo el término “acero inoxidable” incluye acero inoxidable austenítico o dúplex a menos que se indique lo contrario. Referencias SC.2 No hay cambios en la Sección 2. Definiciones SC.3 No hay cambios en la Sección 3. Idoneidad para el Servicio SC.4 SC.4.1 Revisar a 4.2.4.1: Los requisitos de API 650, Secciones S.3.5 y API 650, y X.3.6, también deberán cumplirse para los componentes de acero inoxidable del tanque. SC.4.2 Revisar 4.2.4.3: Este anexo se aplica a los tanques en los servicios no refrigerados con una temperatura máxima de diseño no superior a 260 ° C (500 ° F). A los efectos de este anexo, la temperatura de diseño será la temperatura máxima de diseño según lo especificado por el propietario / operador. NOTA Las reacciones exotérmicas que se producen dentro de los tanques de almacenamiento sin calefacción pueden producir temperaturas superiores a 40 ° C (100 ° F). SC.4.3 Añadir a 4.3.3.1: La tensión máxima permisible S deberá ser modificado como sigue, para la condición de diseño ( Dakota del Sur) y la condición hidrostática ( st) la tensión máxima permisible para los cursos de la cáscara de acero inoxidable austenítico será el más pequeño de 0.95 Y o 0,4 T. SC.4.4 Tabla eficiencias 4-2-conjuntos para las uniones soldadas deben estar de acuerdo con API 650, Tabla S-4, o API 650, Tabla X-3. Cuando se desconoce la programación radiografía aplicado a la soldadura existente, entonces se utilizará la eficiencia conjunta de 0,7. SC.4.5 Revisar 4.3.3.5.c para leer 'El funcionamiento a temperaturas superiores a 40 ° C (100 ° F).' SC.4.6 Revisar 4.3.3.6 sustituyendo la 2/3 Y factores con 3/4 Y para los componentes de acero inoxidable austenítico. SC.4.7 Las reglas en 4.3.4 para los tanques remachados no cubren los tanques de materiales mixtos. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Consideraciones SC.5 frágil fractura Evaluación de la fractura frágil se hará de acuerdo con la Sección 5 de este estándar para acero al carbono, Sección S.5 de esta norma para el acero inoxidable austenítico, y la Sección X.5 de este estándar para componentes de acero inoxidable dúplex. SC-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST SC-2 API S ORMA 653 SC.6 inspección No hay cambios en la Sección 6. Materiales SC.7 Requisitos de los materiales para situaciones de materiales mixtos no se han modificado a partir del documento base excepto modificado por API 653 Apéndices S y X (S.7 y X.7) para aceros inoxidables. Consideraciones de diseño para SC.8 tanques reconstruidos La tensión admisible en el punto 8.4.2 y 8.4.3 para componentes de acero inoxidable se revisará para satisfacer las tensiones admisibles de API 650 Anexo S o API 650 Anexo X. SC.9 de reparación de tanques y Alteración - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- SC.9.1 Revisar 9,2 a leer: placas de inserción del depósito deberá ser hechas de acuerdo con API 650, anexo SC 3.2.2. SC.9.2 Revisar 9.3 para que diga: parches de vuelta se realizarán de acero al carbono de acero al carbono y acero inoxidable de acero inoxidable SC.9.3 Revisar 9,8 a leer: penetraciones Shell y de refuerzo deberá ser realizado de acuerdo con API 650, anexo SC 3.4. SC.9.4 9.10 revisar la manera siguiente: Reparación de fondos de tanques se hará de acuerdo con API 650, anexo SC 3.1. SC.9.5 9.14 revisar la manera siguiente: grifos calientes en el acero inoxidable no son tratadas por este anexo. Otro SC.10 Para el desmontaje y la reconstrucción, soldadura, examen y ensayo, y los anexos ver las siguientes secciones del documento básico: S.10 a través S.13 para el acero inoxidable austenítico, y X.10 a través de X.13 para componentes de acero inoxidable dúplex. Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST anexo X (normativo) Tanques de almacenamiento de acero inoxidable dúplex X.1 Alcance X.1.1 Este anexo cubre la inspección, reparación, alteración y la reconstrucción de depósitos de acero inoxidable dúplex que se construyeron de acuerdo con API 650, anexo X. X.1.2 En este anexo se establece sólo los requisitos que difieren de las reglas básicas de la presente Norma. Para conocer los requisitos no establecidos, se seguirán las reglas básicas. Referencias X.2 No hay cambios en la Sección 2. Definiciones X.3 No hay cambios en la Sección 3. Idoneidad para el Servicio X.4 X.4.1 En 4.2.4.1, los requisitos de API 650, Sección X.3.6 también estarán satisfechos. X.4.2 En 4.2.4.3, los requisitos de API 650, los requisitos del anexo M será satisfecho por depósitos de acero inoxidable dúplex con temperaturas de diseño de más de 40 ° C (100 ° F), modificada por la API 650, X.3.7.2 través X.3.7. 5. X.4.3 En 4.3.3.1, la tensión máxima permisible S se calcula de la misma manera que para el acero al carbono. X.4.3.1 = Y especificado mínima tensión de fluencia de la placa a la temperatura de diseño; utilizar las propiedades del material S32304 si duplex de material / especificación no - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- se conoce. X.4.3.2 T = especificado resistencia mínima a la tracción de la placa a temperatura de diseño; utilizar las propiedades del material S32304 si duplex de material / especificación no se conoce. X.4.4 Tabla 4-2 debe estar de acuerdo con API 650, Tabla X-3. Cuando el programa de radiografía aplicado a la soldadura existente es desconocida; se utilizará la eficiencia conjunta de 0,7. X.4.5 4.3.3.5c, será cambiado para leer “El funcionamiento a temperaturas superiores a 40 ° C (100 ° F).” X.4.6 Las reglas de 4.3.4 para tanques remachados no cubren los depósitos de acero inoxidable dúplex. Consideraciones X.5 frágil fractura X.5.1 En 5.3.2 la aplicable edición API 650 y adición para tanques de acero inoxidable dúplex es 11ª edición, Addendum 1 o posterior. X.5.2 5.3.5 no se aplica a depósitos de acero inoxidable dúplex. X.5.3 Las reglas de 5.3.8 se sustituyen con la siguiente: Los tanques construidos de aceros inoxidables dúplex cuyas pruebas o exención pruebas tenacidad conformados a API 650, X.2.3.2 pueden ser considerados para ser adecuadamente resistente para la operación continua. X-1 Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST X-2 API S ORMA 653 inspección X.6 No hay cambios en la Sección 6. Materiales X.7 X.7.1 En 7.3.1.2, añadir una referencia a la norma ASTM A480 y A240. X.7.2 secciones estructurales pueden ser fabricados a partir de formas de placa. Placa y material estructural deberán cumplir API 650, X.2. Consideraciones de diseño para Tanques X.8 reconstruidas En 8.4.2 y 8.4.3 del esfuerzo admisible deberá ser revisado para satisfacer las tensiones admisibles de API 650, anexo X. X.9 tanque de reparación y retoque X.9.1 En la aplicación de 9.1.1 a los requisitos de fabricación y de construcción, API Standard 650, Secciones X.4.1 través X.4.9 se satisfarán como se aplica excepto en lo permitido en X.10.2 de este anexo. X.9.2 grifos calientes para aceros inoxidables dúplex (sección de referencia 9.14) no se abordan en el presente anexo. X.10 Desmontaje y Reconstrucción X.10.1 En 10.4.2, soldadura también debe cumplir los requisitos de API 650, Sección X.4.11. X.10.2 corte por arco de carbono no deberá utilizarse, salvo cuando se acordó, por escrito, por parte del comprador como una excepción a X.9.1, para ciertas operaciones de desmantelamiento. X.10.3 Los requisitos de almacenamiento de API 650, deberán cumplirse Sección X.4.2. X.10.4 Cuando especificado por el comprador los requisitos de API 650, se reunió Sección X.4.5. soldadura X.11 La soldadura también deberá cumplir los requisitos de API 650, Secciones X.4.11 y X.4.12. X.12 examen y ensayo X.12.1 Cualquier referencia a método de partículas magnéticas se sustituye con el método de líquidos penetrantes. X.12.2 En 12.3, la calidad del agua de ensayo debe cumplir API 650, Sección X.4.10. X.13 anexos Anexo F, ECM Resumen de los requisitos; cualquier referencia al método de partículas magnéticas se sustituye con el método de líquidos penetrantes. - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST Producto Nº C65305 - - `,,` `` `` `` `` `` ``, `,,`, `` ,,, -`-`` ,, ,, `,` `,, --- Los derechos de autor Instituto Americano del Petróleo proporcionada por IHS bajo licencia con el API Licenciatario = Universidad de Texas Revisado subcuenta / 5620001114 No para Queda prohibida la reproducción o redes permitida sin licencia de IHS reventa, 24/12/2014 20:25:43 MST