ESTADÍSTICA INDUSTRIAL
Módulo II: CONTROL ESTADÍSTICO DE PROCESOS
CONTENIDO
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
7. Gráficos de control de atributos
1
ESTADÍSTICA INDUSTRIAL
CONTENIDO MÓDULO II: CONTROL ESTADÍSTICO DE PROCESOS
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
6.1. Introducción
6.2. Concepto de subgrupo racional
6.3. Gráfico X − s
6.4. Grafico X − R
6.5. Curva característica de operación
Soporte informático
7. Gráficos de control de atributos
2
ESTADÍSTICA INDUSTRIAL
CONTENIDO MÓDULO II: CONTROL ESTADÍSTICO DE PROCESOS
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
6.1. Introducción
6.2. Concepto de subgrupo racional
6.3. Gráfico X − s
6.4. Grafico X − R
6.5. Curva característica de operación
Soporte informático
7. Gráficos de control de atributos
3
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
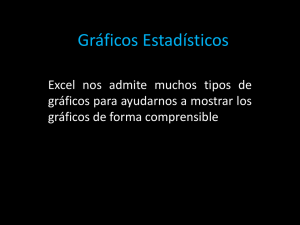
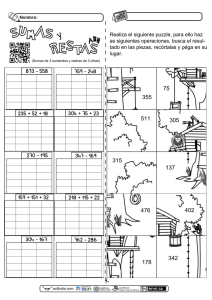
6.1. Introducción
¿VARIABLE
O
ATRIBUTO?
ATRIBUTO
¿# unidades defectuosas
o # total disconformidades?
# unidades defectuosas
VARIABLE
apropiado para volúmenes
medios/grandes y operaciones
continuas
# total disconformidades
¿Muestas o inspección
100%?
Inspección 100%
Muestras
1<n<10
n>2
X -R
X -s
¿Tamaño de lote constante?
NO
SÍ
p
np
c
u
I - RM
4
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.1. Introducción
Supondremos en esta sección que:
-Un proceso produce elementos cuya característica de calidad, X, es medible y
distribuida según un modelo probabilístico Normal.
-El proceso esta diseñado para proporcionar, como valor medio de dicha
característica de calidad el valor µ y variabilidad σ .
X~N (μ, σ)
PROCESOS
Mantenimiento
X≡
Tiempo transcurrido hasta completar el servicio
Fabricación
Longitud de una pieza, resistencia de un circuito,
capacidad de un chip
Servicio
Tiempo de servicio, grado de satisfacción de los usuarios
µ=Tiempo medio hasta completar el servicio
5
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.1. Introducción
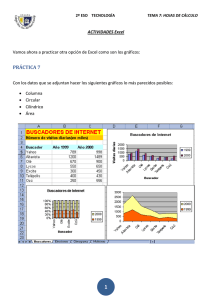
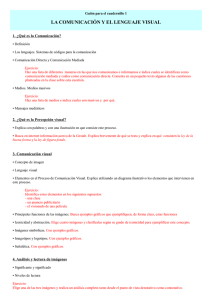
Un gráfico de control es una representación gráfica cartesiana de un
estadístico (T, por ejemplo media muestral, desviación típica, rango entre
otros) de una característica de calidad, medido o calculado a partir de una
muestra. A medida que avanza el proceso productivo, se extraen
periódicamente muestras de producción y se examina, en cada artículo de la
muestra, la característica de calidad.
50
Límite Superior
T =X
Característica de calidad
45
LSC=μT+3σT
LCC=μT
40
Línea Central
35
30
Límite Inferior
LIC=μT- 3σT
25
20
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Muestra
6
ESTADÍSTICA INDUSTRIAL
CONTENIDO MÓDULO II: CONTROL ESTADÍSTICO DE PROCESOS
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
6.1. Introducción
6.2. Concepto de subgrupo racional
6.3. Gráfico X − s
6.4. Grafico X − R
6.5. Curva característica de operación
Soporte informático
7. Gráficos de control de atributos
7
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.2. Concepto de subgrupo racional
Para estudiar los gráficos, X − s o X − R , se considera el concepto de subgrupos o
subgrupos racionales.
Trabajar con subgrupos racionales significa agrupar las mediciones que se
obtienen de un proceso de acuerdo con algún criterio de tal modo que es de
esperar que exista la máxima variabilidad o heterogeneidad entre dos subgrupos
distintos y la mínima variabilidad (máxima homogeneidad) dentro de las
observaciones de un mismo subgrupo.
Por ejemplo, si hay cuatro turnos de trabajo en un día, las mediciones obtenidas
en cada turno podrían constituir un subgrupo. Se considerará que el número de
unidades de cada subgrupo, en lo que sigue (a menos que se advierta lo contrario)
tales subgrupos se considerarán de igual tamaño, n.
8
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.2. Concepto de subgrupo racional
Ejemplo
X ≡ D im e n s ió n d e l v á s ta g o d e l o r ific io d e c e r r a d u r a d e 6 .3 5 m m .
Número del
subgrupo
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Suma
Fecha
Hora
12/23
8:50
11:30
1:45
3:45
4:20
8:35
9:00
9:40
1:30
2:50
8:30
1:35
2:25
2:35
3:55
8:25
9:25
11:00
2:35
3:15
9:35
10:20
11:35
2:00
4:25
12/27
12/28
12/29
12/30
Mediciones
X1
X2
X3
X4
35
46
34
69
38
42
44
33
48
47
38
37
40
38
50
33
41
38
35
56
38
39
42
43
39
40
37
40
64
34
41
41
41
44
43
41
37
38
39
42
35
40
44
41
55
40
42
39
36
38
32
36
34
68
44
43
41
38
47
36
39
41
47
45
43
29
29
28
37
45
45
35
39
35
43
37
41
36
59
40
34
46
36
45
42
38
37
35
42
45
39
34
58
38
48
37
40
36
38
44
Para facilitar el registro, cada medida está codificada tomando como base 6.00 mm.
Promedio
Rango
6.36
6.40
6.36
6.65
6.39
6.40
6.43
6.37
6.46
6.42
6.39
6.38
6.40
6.41
6.45
6.34
6.36
6.42
6.38
6.51
6.40
6.39
6.39
6.38
6.41
160.25
0.08
0.10
0.06
0.10
0.10
0.09
0.05
0.08
0.04
0.11
0.03
0.04
0.12
0.07
0.08
0.10
0.12
0.30
0.06
0.11
0.08
0.07
0.06
0.08
0.06
2.19
Xi
Ri
k=25; n=4
Comentario
Operario nuevo,
temporal
Linea de aceite
averiada
Material malo
9
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.2. Concepto de subgrupo racional
Los elementos de cada muestra se toman consecutivos, para que sean lo más
homogéneos posible.
x ij ≡ valor de la característica de calidad en el elemento j de la muestra i
(x11,…, x1n ), (x21,…, x2n ), .., (xk1,…, xkn )
Si el proceso
permanece
bajo control
durante todo
el periodo
j=1, 2,…,n
Muestra aleatoria simple
Valor medio
k
X =
i=1, 2,…,k
Variabilidad
n
∑ ∑ x ij
i =1 j =1
kn
x ij − X )
∑∑
(
i j
k
s2 =
n
=1 =1
kn − k
2
k
R=
⎡⎣( Xmáx )i −( Xmín )i ⎤⎦
∑
i
=1
k
10
ESTADÍSTICA INDUSTRIAL
CONTENIDO MÓDULO II: CONTROL ESTADÍSTICO DE PROCESOS
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
6.1. Introducción
6.2. Concepto de subgrupo racional
6.3. Gráfico X − s
6.4. Grafico X − R
6.5. Curva característica de operación
Soporte informático
7. Gráficos de control de atributos
11
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Dependiendo de las características del proceso objeto de estudio:
Gráfico de control para medias, X , sin patrón dado
Gráfico de control para medias, X , con patrón dado
Gráfico de control para desviaciones típicas, s, sin patrón dado
Gráfico de control para desviaciones típicas, s, con patrón dado
12
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Gráfico de control para medias, X , sin patrón dado
Se utiliza para comprobar si un conjunto de muestras del proceso
provienen de una distribución con la misma media μ, las observaciones
son homogéneas con la misma media.
1. Calcular la media y desviación típica de cada muestra ( x 1 ,..., x k ); (s1 ,...,s k )
n
( x 1 ,..., x k ) →
x1 =
x
∑
j
=1
1j
n
n
( s 1 ,..., s k ) →
s1 =
Primer
(x
∑
j
=1
1j
− x1 )
2
subgrupo racional
n −1
13
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
2. Estimar la media y desviación típica del proceso suponiendo homogeneidad
k
Estimador
insesgado de µ
Estimador
insesgado de σ
μˆ = X =
xi
∑
i
=1
k
si
∑
i
k
si no es un estimador insesgado de σ
=1
k
c4
σˆ =
Se demuestra que E (si )=c4σ
1/2
⎡ 2 ⎤
Factor tabulado c 4 = ⎢
⎥
⎣ n −1⎦
Nota:
X ∼ N ( μ ,σ )
⋅
=
s
c4
Γ(n / 2)
Γ ⎡⎣( n − 1) / 2⎤⎦
E ( s ) = c 4σ
Var ( s ) = σ s2 = σ 2 (1 − c 42 )
14
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Gráficos s
Gráficos X
n
2
3
4
5
6
7
8
9
10
LCC
A
2.121
1.732
1.500
1.342
1.225
1.134
1.061
1.000
0.949
A2
1.880
1.023
0.729
0.577
0.483
0.419
0.373
0.337
0.308
A3
2.659
1.954
1.628
1.427
1.287
1.182
1.099
1.032
0.975
c4
0.7979
0.8862
0.9213
0.9400
0.9515
0.9594
0.9650
0.9693
0.9727
LSC-LIC
B3
0
0
0
0
0.030
0.118
0.185
0.239
0.284
B4
3.267
2.568
2.266
2.089
1.970
1.882
1.815
1.761
1.716
B5
0
0
0
0
0.029
0.113
0.179
0.232
0.276
B6
2.606
2.276
2.088
1.964
1.874
1.806
1.751
1.707
1.669
15
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
3. Contrastar si todas las medias son homogéneas
( μ, σ )
( X ,σˆ )
(X
i
− X
)
n
σˆ
(X
i
−μ
)
σ
n
→
H 0 : μ 1 = ... = μ k
N ( 0;1 )
nk → ∞
∼ N ( 0 ;1 )
σˆ
Xi ∈X ∓3
n
Límites de control para el gráfico de la media
LSCX = X + 3σX = X + 3
σˆ
3s
=X +
= X + A3s
n
c4 n
k
LCCX = X =
Xi
∑
i
=1
k
LICX = X − 3σ X = X − 3
σˆ
3s
=X −
= X − A3s
n
c4 n
donde
A3 =
3
c4 n
es un valor tabulado
16
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Gráfico de control para medias con patrón dado
Cuando el valor nominal de la media y desviación estándar vienen dados,
con patrón dado, el límite central de control es:
LSCX = μ + 3 ⋅
μ= μ0
LCCX = μ
σ= σ0
donde A =
σ
= μ + Aσ
n
LICX = μ − 3 ⋅
3
n
σ
= μ − Aσ
n
es un valor tabulado
17
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Gráfico de control para desviaciones típicas, sin patrón dado
El control de la variabilidad se realiza estudiando o bien la desviación
típica, o bien el rango de la muestra.
La línea central del gráfico de control de la desviación estándar es:
k
LCC s = s =
El límite superior de control es:
De forma similar,
⎡
donde B 3 = max ⎢0, 1 − 3
⎢
⎢⎣
(1 − c ) ⎤⎥
2
4
c4
⎥
⎥⎦
si
∑
i
=1
k
s 1 − c42
LSCs = s + 3σs = s + 3
= B4s
c4
3s (1 − c42 )
LICs = s −
= B3s
c4
y B4 = 1 + 3
(1 − c )
2
4
c4
son valores tabulados
18
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Gráfico de control para desviaciones típicas con patrón dado
Cuando el valor nominal de desviación estándar vienen dados, con patrón dado,
el límite central de control es:
L C C s = c 4σ
)
(
LSCs =c4σ +3σs =c4σ +3σ 1−c42 = c4 +3 1−c42 σ = B6σ
donde B6 = c4 + 3 1 − c42 es un valor tabulado
De forma similar,
(
)
LICs = c4σ −3σs = c4σ −3σ 1−c42 = c4 − 3 1−c42 σ = B5σ
(
)
donde B5 = max 0, c4 − 3 1 − c42 es un valor tabulado
19
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Procedimiento operativo
σˆ X no fiable
NO
¿Gráfico s bajo control
estadístico?
SÍ
Gráfico de la media
20
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
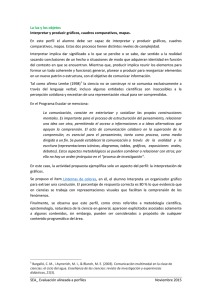
Caso práctico
El diámetro de las terminales de fusibles empleados en motores de aeroplanos es una importante
característica de calidad. Se seleccionan muestras de tamaño 4, y se mide el diámetro. La tabla
muestra la media, X , y la cuasidesviación estándar, s, de las 20 muestras. Los límites de especificación
son 3 8 ∓ 4 .5 m.m. Si el diámetro de un fusible es inferior a las especificaciones, el fusible puede ser
vendido como subproducto.
Muestra
1
2
3
4
5
6
7
8
9
10
X
36.4
35.8
37.3
33.9
37.8
36.1
38.6
39.4
34.4
39.5
s
4.6
3.7
5.2
4.3
4.4
3.9
5
6.1
4.1
5.8
Muestra
11
12
13
14
15
16
17
18
19
20
X
36.7
35.2
38.8
39
35.5
37.1
38.3
39.2
36.8
37.7
s
5.3
3.5
4.7
5.6
5
4.1
5.6
4.8
4.7
5.4
Se pide:
a) Calcular los límites de control del grafico X y s .
b) Suponiendo que los puntos de fuera de control se deben a causas asignables, determinar los límites de
control modificados.
c) Suponiendo que el diámetro de las terminales se distribuye según una ley normal, ¿qué proporción del
producto no se encontrará dentro de las especificaciones?
21
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
X −s
6.3. Gráfico
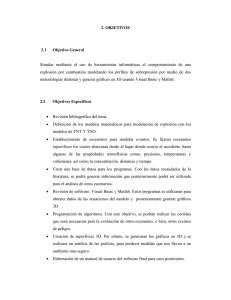
Caso práctico
Resolución
Límites del gráfico s
a)
LSC s = B 4s = 2.266 ⋅ 4.790 = 10.854
20
LCCs =
si
∑
i
=1
20
=
95.80
= 4.790
20
LIC s = B 3s = 0 ⋅ 4.790 = 0
12
Desviación estandar muestral (en micras)
LSC= 10.86
10
8
6
LCC= 4.80
4
2
LIC= 0
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Muestra
22
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Caso práctico
Resolución
LSCX = X + A3s = 37.175 +1.628 ⋅ 4.790 = 44.973
20
∑Xi
LCCX = X = i =1
20
=
743.5
= 37.175
20
LICX = X − A3s = 37.175 −1.628 ⋅ 4.790 = 29.377
50
LSC= 44.98
45
Media muestral (en micras)
a)
Límites del gráfico X
40
LCC= 37.18
35
30
LIC= 29.38
25
20
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Muestra
23
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Caso práctico
Resolución
b) Suponiendo que los puntos de fuera de control se deben a causas
asignables, determinar los límites de control modificados.
Límites de control modificados= Límites previos
c) Suponiendo que el diámetro de los fusibles se distribuye según una ley
normal, ¿qué proporción del producto no se encontrará dentro de las
especificaciones?
μˆ = X = 37.175
X ∼ N ( μˆ , σˆ )
σˆ =
s
4.790
=
= 5.199
c 4 0.9213
24
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −s
Caso práctico
Resolución
c) Suponiendo que el diámetro de los fusibles se distribuye según una ley
normal, ¿qué proporción del producto no se encontrará dentro de las
especificaciones?
⎛
P ⎡⎣{X < 33.5} ∪{X > 42.5}⎤⎦ = P ⎜ Z <
⎝
33.5 − 37.175 ⎞
42.5 − 37.175 ⎞
⎛
+ P ⎜Z >
⎟
⎟ = P ( Z < −0.71) + P ( Z > 1.02) = 0.3928
5.199
5.199
⎠
⎝
⎠
LIC=29.377
0.4
LSC=44.973
0.3
0.2
0.1
0.2389
0.1539
0
-5
-3 33.5 -1 37.175 1
LIE=
3 42.5 5
LSE=
25
ESTADÍSTICA INDUSTRIAL
CONTENIDO MÓDULO II: CONTROL ESTADÍSTICO DE PROCESOS
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
6.1. Introducción
6.2. Concepto de subgrupo racional
6.3. Gráfico X − s
6.4. Gráfico X − R
6.5. Curva característica de operación
Soporte informático
7. Gráficos de control de atributos
26
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.4. Gráfico
X −R
Desviación típica (s )
Control de la
variabilidad
Rango (R )
n
σˆ s
σˆ R
-Más frecuente su uso
-Más fácil su cálculo: simplicidad
-Para muestras pequeñas es tan eficiente como
la desviación típica
2
3
4
5
6
10
1.000
0.992
0.975
0.955
0.930
0.750
k
La media del rango o rango promedio R
será:
siendo Ri = Rango del subgrupo i-ésimo =
R =
Ri
∑
i
=1
k
( X m á x )i − ( X m ín )i
27
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.4. Gráfico
X −R
Gráfico de control para medias sin patrón dado
Cuando se extrae un muestra de una población distribuida normalmente, la
distribución del estadístico T=R/σ, conocido como rango relativo, depende del
número n de mediciones efectuados en cada subgrupo.
⎛R
⎝σ
E (T ) = E ⎜
⎞
⎟ = d2
⎠
σˆ =
Var (T ) = d 3
R
d2
Los límites de control para el gráfico X se calculan como sigue:
R
σˆ
= X + 3⋅
= X + A2R
LSCX = X + 3 ⋅
n
d2 n
LCCX = X
LICX = X − 3⋅
R
σˆ
= X − 3⋅
= X − A2R
n
d2 n
28
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.3. Gráfico
X −R
n
2
3
4
5
6
7
8
9
10
Gráficos X
A
A2
A3
LCC
d2
2.121
1.732
1.500
1.342
1.225
1.134
1.061
1.000
0.949
1.880
1.023
0.729
0.577
0.483
0.419
0.373
0.337
0.308
2.659
1.954
1.628
1.427
1.287
1.182
1.099
1.032
0.975
1.128
1.693
2.059
2.326
2.534
2.704
2.847
2.970
3.078
d3
0.853
0.888
0.880
0.864
0.848
0.833
0.820
0.808
0.797
Gráfico R
LSC-LIC
D1
D2
0
0
0
0
0
0.204
0.388
0.547
0.687
3.686
4.358
4.698
4.918
5.078
5.204
5.306
5.393
5.469
D3
D4
0
0
0
0
0
0.076
0.136
0.184
0.223
3.267
2.574
2.282
2.114
2.004
1.924
1.864
1.816
1.777
29
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.4. Gráfico
X −R
Gráfico de control para rangos sin patrón dado
Por ser R= σ T, se tiene que σ R = σ ⋅ σT . La desviación típica del rango se puede
calcular utilizando el coeficiente d3, que es la desviación estándar de la
distribución del rango relativo valor tabulado, que también depende del
número n de mediciones obtenidas en cada subgrupo:
⎛R ⎞
⎟ ⋅d3
d
⎝ 2⎠
σˆ R = ⎜
Los límites de control para el gráfico R se calculan como sigue
⎛R ⎞
⎟ = D4 R
d
⎝ 2⎠
LSC R = R + 3 ⋅ σˆ R = R + 3 ⋅ d 3 ⎜
LCC R = R
⎛R ⎞
⎟ = D3 R
d
⎝ 2⎠
LIC R = R − 3 ⋅ σˆ R = R − 3 ⋅ d 3 ⎜
donde D 4 = 1 +
3d 3
d2
⎛
3d ⎞
y D 3 = max ⎜ 0, 1 − 3 ⎟ son valores tabulados
d2 ⎠
⎝
30
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.4. Gráfico
X −R
Gráfico de control para medias y rangos con patrón dado
Cuando la característica de calidad se distribuya según una ley normal,X ∼ N ( μ ; σ )
En este caso no es necesario estimar los valores de µ y σ a partir de datos
muestrales, ya que el patrón de comportamiento viene dado.
LSC X = μ + 3 ⋅
σ
= μ + Aσ
n
LCC X = μ
:
LIC X = μ − 3 ⋅
σ
= μ − Aσ
n
donde A =
3
n
es un valor tabulado
Los límites de control para la amplitud con patrón dado se construyen
R
recordando que σˆ = y σ R = d 3 ⋅ σ
d2
LSCR = R + 3σR = d2σ + 3d3σ = (d2 + 3d3 ) σ = D2σ
LCCR = d2σ
LICR = R −3σR = d2σ − 3d3σ = (d2 − 3d3 ) σ = D1σ
donde D2=d2+3d3 y D1=d2-3d3, ambos valores tabulados
31
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.4. Gráfico
X −R
Caso práctico
En un proceso en el que fabrican bobinas de encendido para aviones, una característica de calidad de
interés es la resistencia (expresada en ohmios). Se extraen muestras de tamaño 5 de forma aleatoria,
midiéndose cada una de las bobinas Los resultados se reflejan en la siguiente tabla.
Muestras
Observaciones
(ohmios)
Xi
Ri
Comentarios
1
20
22
21
23
22
21.6
3
2
19
18
22
20
20
19.8
4
3
25
18
20
17
22
20.4
8
4
20
21
22
21
21
21.0
2
5
19
24
23
22
20
21.6
5
6
22
20
18
18
19
19.4
4
7
18
20
19
18
20
19.0
2
8
20
18
23
20
21
20.4
5
9
21
20
24
23
22
22.0
4
10
21
19
20
20
20
20.0
2
11
20
20
23
22
20
21.0
3
12
22
21
20
22
23
21.6
3
13
19
22
19
18
19
19.4
4
14
20
21
22
21
22
21.2
2
15
20
24
24
23
23
22.8
4
16
21
20
24
20
21
21.2
4
17
20
18
18
20
20
19.2
2
18
20
24
22
23
23
22.4
4
19
20
19
23
20
19
20.2
4
20
22
21
21
24
22
22.0
3
21
23
22
22
20
22
21.8
3
22
21
18
18
17
19
18.6
4
Temperatura elevada
23
21
24
24
23
23
23.0
3
Degradación del material
24
20
22
21
21
20
20.8
2
25
19
20
21
21
22
20.6
3
Nuevo proveedor
32
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.4. Gráfico
X −R
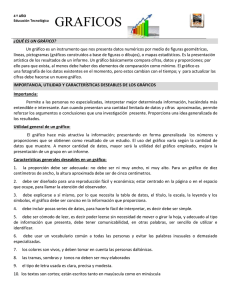
Caso práctico
Resolución
25
∑X
i
521
=
= 20.840
LCCX = X =
25
25
i =1
LSCX = X + A2 ⋅ R = 20.84 + 0.577⋅ 3.48 = 22.848
LICX = X − A2 ⋅ R = 20.84 − 0.577⋅ 3.48 =18.832
25
LCC R = R =
∑R
i =1
25
i
=
87
= 3.48
25
LSC R = D 4 R = 2.114 ⋅ 3.48 = 7.357
LIC R = D 3 R = 0 ⋅ 3.48 = 0
33
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.4. Gráfico
X −R
Caso práctico
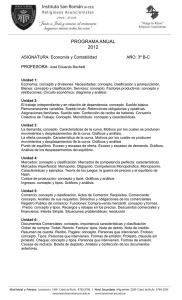
Resolución
M e d ia M u e s tr al
Las muestras 3, 22 y 23
se encuentran fuera de
control
1
23
LSC=22.847
U C L=22.847
22
__ LCC=20.84
X=20.84
21
20
LIC=18.833
19
LC L=18.833
1
2
¿Causas asignables?
Proceso fuera
de control
estadístico
Límites de
control
revisados
6
8
10
12
14
Muestra
16
18
20
22
24
1
8
SÍ
Ran g o M u e s tr al
NO
4
LSC=7.358
U C L=7.358
6
_ LCC=3.84
R=3.48
4
2
LIC=0
0
LC L=0
2
4
6
8
10
12
14
16
18
20
22
24
Muestra
34
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.4. Gráfico
X −R
Caso práctico
Resolución
459
= 20.864
22
72
LCC R = R =
= 3.273
22
LCC X = X =
Límites de control revisados
LIC X = X − A2 ⋅ R = 20.864 − 0.577 ⋅ 3.273 = 18.975
1
23
M e dia M ue s tral
LSC X = X + A2 ⋅ R = 20.864 + 0.577 ⋅ 3.273 = 22.753
U C L=22.751
22
_
_
X=20.864
21
20
LC L=18.976
19
2
4
6
8
10
12
Muestra
14
16
18
20
22
Rango M ue s tral
U C L=6.920
6.0
4.5
_
R=3.273
3.0
1.5
LC L=0
0.0
2
4
6
8
10
12
Muestra
14
16
18
20
22
35
ESTADÍSTICA INDUSTRIAL
CONTENIDO MÓDULO II: CONTROL ESTADÍSTICO DE PROCESOS
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
6.1. Introducción
6.2. Concepto de subgrupo racional
6.3. Gráfico X − s
6.4. Grafico X − R
6.5. Curva característica de operación
Soporte informático
7. Gráficos de control de atributos
36
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.5. Curva característica de operación
La Curva Característica de Operación (CCO) proporciona una medida de la
sensibilidad del grafico de control, es decir, evalúa la capacidad de éste para
detectar un cambio dado en la característica representada en el diagrama
de control respecto a un valor nominal de la misma.
La CCO es la curva que relaciona la probabilidad de que la muestra esté
dentro de los límites de control para cada posible situación del proceso.
La CCO resulta un instrumento útil para verificar la idoneidad de los
gráficos X y R, detectando cambios en la calidad del proceso.
37
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.5. Curva característica de operación
Curva característica de operación para el gráfico de control de la media
Considérese la CCO para un gráfico de control X , con desviación estándar
conocida y constante σ. Si la media del proceso se desplaza desde un valor
bajo control μ0 hacia otro valor μ0+kσ, la probabilidad de no detectar el
cambio en la primera muestra subsiguiente (posterior al cambio) para
distintos valores de n es:
⎡LIC −(μ0 +kσ) X −(μ0 +kσ) LSC −(μ0 + kσ)⎤
β = P ( LIC ≤ X ≤ LSC / μ = μ0 +kσ) = P ⎢
≤
≤
⎥=
σ
/
n
σ
/
n
σ
/
n
⎣
⎦
Probabilidad
del Error tipo II
3σ
3σ
⎛
⎞ ⎛
⎞
μ0 + −(μ0 +kσ) ⎟ ⎜ μ0 − −(μ0 +kσ) ⎟
⎜
LSC −(μ0 +kσ) ⎞ ⎛ LIC −(μ0 +kσ) ⎞
⎛
n
n
⎟ − P ⎜Z ≤
⎟=
= P ⎜Z ≤
⎟ − P ⎜Z ≤
⎟ = P ⎜Z ≤
σ/ n
σ/ n
σ/ n
σ/ n
⎟ ⎜
⎟
⎝
⎠ ⎝
⎠ ⎜
⎜
⎟ ⎜
⎟
⎝
⎠ ⎝
⎠
= P(Z ≤ 3−k n) −P(Z ≤−3−k n)
siendo Z ∼ N (0; 1)
38
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.5. Curva característica de operación
Curva característica de operación para el gráfico de control de la media
Supongamos un desplazamiento de la media de 2σ, μ, 1 = μ0 +2σ , no variando la
desviación estándar y siendo n=10. La probabilidad de que la media muestral
pertenezca a los límites de control es igual a la probabilidad de que no supere
el límite superior de 2σ.
k
CCO
5
1
0.7775
5
2
0.0705
6
1
0.7090
6
2
0.0288
7
1
0.6384
7
2
0.0110
8
1
0.5681
8
2
0.0039
9
1
0.5000
9
2
0.0013
10
1
0.4355
10
2
0.0004
1.0
Probabilidad de aceptar
n
0.8
n =5
n =7
0.6
n =10
0.4
0.2
0.0
0.025 0.05
0.1
0.15
0.25
0.5
0.75
1
1.25
1.5
1.75
2
2.25
2.5
2.75
3
3.25
3.5
3.75
Promedio del proceso
39
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.5. Curva característica de operación
Longitud Media de Racha (LMR)
En el apartado anterior se ha visto que la probabilidad de detectar el cambio
de un valor bajo control hacia otro en la primera muestra (longitud de racha,
LR=1) es 1- β. La probabilidad de detectar el cambio en la segunda muestra,
LR=2, es β(1- β) y la probabilidad de detectarlo en la tercera muestra, LR=3,
es β2(1- β). En general la distribución de la LR se puede expresar como,
P(LR=h)= β h-1(1- β) para h=1, 2, … LR ∼ Ge (1 − β )
La media esta distribución se denomina longitud media de la racha (LMR),
el número esperado de subgrupos que hay que analizar hasta detectar el
cambio será:
∞
LMR = E(LR) = ∑h ⋅ β
h=1
h−1
1
⋅(1 − β ) =
1− β
40
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
6.5. Curva característica de operación
Longitud Media de Racha (LMR)
Aumenta la probabilidad de detectar que el
proceso esta fuera de control
n=5
n=10
400
k
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
β
0.9973
0.9972
0.9968
0.9960
0.9950
0.9936
0.9916
0.9892
0.9860
LMR
370.37
357.14
312.50
250.00
200.00
156.25
119.05
92.59
71.43
β
0.9973
0.9966
0.9944
0.9900
0.9823
0.9701
0.9514
0.9243
0.8871
LMR
370.37
294.12
178.57
100.00
56.50
33.44
20.58
13.21
8.86
β
0.9973
0.9959
0.9909
0.9798
0.9586
0.922
0.8649
0.7842
0.6809
LMR
370.37
243.90
109.89
49.50
24.15
12.82
7.40
4.63
3.13
0.90
1.00
1.25
1.50
1.75
2.00
0.9821
0.9772
0.9599
0.9332
0.8943
0.8413
55.87
43.86
24.94
14.97
9.46
6.30
0.8383
0.7750
0.5812
0.3616
0.1806
0.0705
6.18
4.44
2.39
1.57
1.22
1.08
0.5612
0.4355
0.1703
0.0406
0.0056
0.004
2.28
1.77
1.21
1.04
1.01
1.00
350
L o n g itu d m e d ia d e ra ch a
Decrece LMR
n=1
300
250
n =1
200
n =5
150
100
n =10
50
0
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.25
1.5
1.75
2
Promedio del proceso
41
ESTADÍSTICA INDUSTRIAL
CONTENIDO MÓDULO II: CONTROL ESTADÍSTICO DE PROCESOS
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
6.1. Introducción
6.2. Concepto de subgrupo racional
6.3. Gráfico X − s
6.4. Grafico X − R
6.5. Curva característica de operación
Soporte informático
7. Gráficos de control de atributos
42
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
Soporte informático
http://www.r-project.org/
# Se cargan datos
data(pistones)
attach(pistones)
# Se muestra el numero de observaciones
>dim(pistones)
# Se muestran los subgrupos racionales
diametro <- qcc.groups(diametro, muestra)
dim(diametro)
diametro
# Se muestra el gráfico de las medias
obj <- qcc(diametro[1:25,], type="xbar")
#Otros gráficos [type=“R” ],[type=“S”], [type=“xbar.one” ],
# Resumen de los principales estadísticos
summary(obj)
# Curva característica de operación
oc.curves(obj)
43
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
Soporte informático-STATGRAPHICS
44
ESTADÍSTICA INDUSTRIAL
6. Gráficos de control de variables
Soporte informático-STATGRAPHICS
45
ESTADÍSTICA INDUSTRIAL
CONTENIDO MÓDULO II: CONTROL ESTADÍSTICO DE PROCESOS
5. Introducción y fundamentos del Control Estadístico de Procesos
6. Gráficos de control de variables
6.1. Introducción
6.2. Concepto de subgrupo racional
6.3. Gráfico X − s
6.4. Grafico X − R
6.5. Curva característica de operación
7. Gráficos de control de atributos
46