Stress Corrosion Cracking in Ammonia Refrigeration
Anuncio

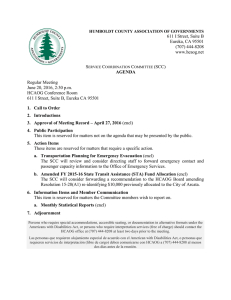
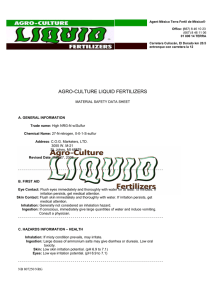
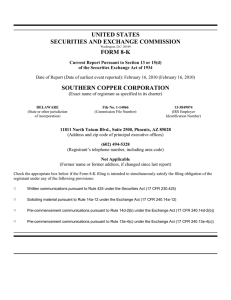
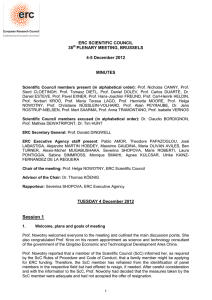
Technical Papers 29th Annual Meeting International Institute of Ammonia Refrigeration March 18–21, 2007 2007 Ammonia Refrigeration Conference & Trade Show Nashville Renaissance Hotel/Nashville Convention Center Nashville, Tennessee ACKNOWLEDGEMENT The success of the 29th Annual Meeting of the International Institute of Ammonia Refrigeration is due to the quality of the technical papers in this volume and the labor of its authors. IIAR expresses its deep appreciation to the authors, reviewers, and editors for their contributions to the ammonia refrigeration industry. Board of Directors, International Institute of Ammonia Refrigeration ABOUT THIS VOLUME IIAR Technical Papers are subjected to rigorous technical peer review. The views expressed in the papers in this volume are those of the authors, not the International Institute of Ammonia Refrigeration. They are not official positions of the Institute and are not officially endorsed. EDITORS M. Kent Anderson, President Chris Combs, Project Coordinator Gene Troy, P.E., Technical Director Kirsten McNeil, Staff Engineer International Institute of Ammonia Refrigeration 1110 North Glebe Road Suite 250 Arlington, VA 22201 + 1-703-312-4200 (voice) + 1-703-312-0065 (fax) www.iiar.org 2007 Ammonia Refrigeration Conference & Trade Show Nashville Renaissance Hotel/Nashville Convention Center Nashville, Tennessee Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry Rowe Bansch Refrigeration Valves & Systems Corp. Bryan, Texas Abstract Stress corrosion cracking (SCC) can occur on the inner surface of steel pressure vessels subjected to tensile stress, such as near major welds, in the presence of ammonia and oxygen. Such cracks may propagate through the vessel wall to create a pinhole leak, although cracks this severe are very uncommon in refrigeration applications. The paper reviews case studies of specific instances of known SCC, discussing failure modes, vessel applications, metallurgical analysis results, and methods of resolution. Finally, the paper presents methods of inhibiting SCC and makes specific recommendations for designing and inspecting vessels, and for repairing vessels that have experienced SCC. 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee © IIAR 2007 59 Stress Corrosion Cracking in the Ammonia Refrigeration Industry Background Stress corrosion cracking, often abbreviated to SCC, is cracking caused by subjecting a material to tensile stress in the presence of a mildly corrosive environment. Unlike conventional corrosion, there is very little metal loss associated with SCC. Most of the material surface remains unaffected while very fine-branching cracks penetrate the material. The stress level required to cause SCC may be less than the yield stress or even the design stress of the material. The stress can be applied due to structural loading, internal pressure, thermal stress or residual stress caused by welding or forming the material. An enabling chemical environment must be present to support stress corrosion cracking. Only specific combinations of metal and chemical environments are subject to SCC. Some common SCC systems are: • Stainless steel in contact with chlorides • Copper alloys in contact with ammonia solutions • Carbon steel in contact with nitrates, carbonates or anhydrous ammonia The propagation rate of stress corrosion cracks ranges widely from approximately 10 mm/hr to 0.3 mm/yr [0.40 in/hr to 0.012 in/yr] depending on the combination of metal alloy, environment and stress level. (Cottis, 2000) The growth rate of a crack may transition from the typically slow rate of stress corrosion cracking to the fast propagation rate associated with purely mechanical failure. This is most likely to occur if the source of the stress that initiated cracking is the result of an applied stress such as internal pressure. However, if the driving factor is fabrication stress due to welding or forming, the crack growth rate may slow or actually cease as crack propagation acts to relieve the residual stress. Technical Paper #4 © IIAR 2007 61 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee SCC of Steel in Ammonia Service SCC of carbon steel in ammonia service has been recognized as a problem in other industries besides refrigeration for many years. A significant amount of research on ammonia SCC has been done by the agricultural, chemical, and power industries. (Alexander & Laucks, 2001) The findings and recommendations of this research are helpful in understanding ammonia SCC in the ammonia refrigeration industry. In the 1950s it was discovered that small ammonia storage tanks on farms were failing due to SCC. The tanks, constructed of low- to intermediate-strength carbon steel (i.e., 310-380 MPa [45-55,000 psi] tensile strength) per ASME Code, were developing cracks in the welds or in the heat-affected zone (HAZ), principally in the heads near the girth seam weld. In 1954, the Agricultural Ammonia Institute (AAI) sponsored research to determine the cause of the failures and to make recommendations for preventing cracking of vessels in agricultural ammonia service. The research results are as follows: • Air contamination of the ammonia seemed to promote SCC • Water added to the ammonia was found to inhibit SCC • SCC was more likely to occur in higher yield strength material • Residual stress (i.e., cold-forming, welding) promotes SCC AAI made the following recommendations: • Require ammonia to contain at least 0.2% water • Take care to avoid contaminating the ammonia with air during filling • Stress-relieve tanks after fabrication or, at a minimum, use hot-formed or stress-relieved heads The chemical transportation industry discovered in the early 1970s that some 20–25% of ammonia transport tankers had developed stress corrosion cracks. Most of these transport tankers were constructed of high strength quenched and tempered steel (i.e., over 690 MPa [100,000 psi] tensile strength). This led to Department of 62 © IIAR 2007 Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry Transportation (DOT) sponsored research confirming the SCC-inhibiting properties of water and resulting in requirements that all high-strength steel tankers receive a post-weld stress relief and be used only for ammonia containing at least 0.2% water. For applications where a water concentration of 0.2% could not be tolerated, the tankers were made of lower-strength normalized steels and only were required to be stress-relieved. The Energy Research and Development Administration sponsored a report by the Battelle Pacific Northwest Laboratories in 1976 which studied the compatibility of ammonia and various materials that were being used in the heat rejection system of a steam-turbine-driven electric generating plant. The report states that structural carbon steels are suitable for use in the ammonia system and SCC may be avoided provided that the following recommendations are followed: • The use of high yield strength steels should be avoided. As listed in a table in the report for loop components, the following steel types are suitable: for vessel shells and tube sheets, ASTM A-285C and ASTM A-516-70; for piping, ASTM A-53B/106B; and, for flanges and fittings, ASTM A-105. • Ammonia used in the cooling cycle should contain a minimum of 0.2% water as an inhibitor to SCC. It should be analyzed weekly for prescribed water content. • Extreme care should be taken to avoid air contamination of the ammonia system. • Where practical, all components of the system should be post-weld heat-treated or fabricated with steel that is hot-formed or stress-relieved. In Europe similar guidelines for avoiding SCC were being developed. The catastrophic rupture of an ammonia tanker in France and the discovery in Denmark of large numbers of corrosion cracks in ambient temperature ammonia storage tanks fueled research and led to the adoption of the Chemical Industries Association Code of Practice for the Storage of Anhydrous Ammonia under Pressure in the UK: Spherical and Cylindrical Vessels. (CIA, 1980) Some of the requirements of this Code are listed in Table 1. Technical Paper #4 © IIAR 2007 63 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee Extensive research conducted in the 1980s and 1990s by the Institute for Energy Technology of Norway quantified the effect of ammonia, oxygen and water content on SCC of carbon steel storage vessels. Tests were conducted with thin-walled tubular specimens stressed by internal gas pressure. To simulate typical storage conditions the specimens were exposed to both liquid and vapor ammonia at a uniform temperature of either 18°C [64.4°F] or –33°C [–27.4°F]. Cracking was found to occur in the presence of as little as 0.5 ppm oxygen when the water content was very low (i.e., less than 30 ppm). The highest susceptibility to SCC was found at oxygen concentrations of 3 to 10 ppm with less than 100 ppm water. Cracking occurred at both high- and low-temperature conditions; however, fewer specimens developed SCC at –33°C [–27°F] and the quantity and size of cracks were both smaller. With this background established, let us examine our experience with SCC in the ammonia refrigeration industry. Table 2 lists some confirmed cases of SCC experienced in North America over the last 20 years. Each of these vessels developed multiple stress corrosion cracks requiring the vessel to be replaced. Despite the difference in vessel types, the characteristics of each failure were very similar. Consider the specific details of one of these cases: H.P. receiver, 2003. The first indication of an SCC failure was the report of a pinhole leak in a horizontal high pressure receiver that had been in service approximately one year. The leak was discovered in the head approximately 1/2" [13 mm] outside of the girth seam weld at the 12 o’clock orientation. (Figure 1) The next morning a field service team was on site to inspect the vessel and make the repairs necessary to return the vessel to service. Based on the suspicion that this crack was caused by SCC, it was decided to schedule an ultrasonic (UT) examination of the vessel as soon as possible to check for additional cracking. 64 © IIAR 2007 Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry A certified welder began the repair by grinding into the “pinhole.” The defect was discovered to be a crack, approximately 3/8" [9 mm] long near the surface, which was transverse or perpendicular to the girth seam. Liquid penetrant testing (PT) was conducted to help follow the crack through the thickness of the material. The crack was determined to be 2" [50 mm] long on the inside surface of the vessel centered roughly 1/4" [6 mm] outside of the girth seam. The crack was ground out completely, checked by PT, and repaired by welding. An ASME Authorized Inspector inspected and accepted the repair per National Board Inspection Code (NBIC). An ultrasonic testing crew from a regional non-destructive testing company arrived at the plant later that afternoon. They were directed to inspect the welds and HAZ along both sides of the vessel girth and longitudinal seams. The UT inspection identified 16 additional cracks in the HAZ along the three girth seams of the vessel. Based on findings during the repair process and the results of the UT inspection, it was concluded that the cracks in the vessel had almost certainly been caused by ammonia SCC. As attempts to repair the 16 additional cracks would induce additional stress and accelerate the SCC, it was recommended that the vessel be replaced. Because the ammonia system chemistry (air and moisture content) appeared to be conducive to SCC, it was further recommended that the replacement vessel be stress-relieved by means of a post-weld heat treatment (PWHT). PWHT reduces the level of residual stress in the material associated with welding, thereby inhibiting SCC. In the rare instances where SCC occurs in a specific application, post-weld heat treatment has been very successful in preventing future SCC. It was also suggested that an automatic purger be added to the system to help reduce the oxygen content within the system. The replacement vessel, which was post-weld heat treated, was installed two weeks later and has been operating successfully for the past 2½ years. The original vessel was returned to the factory for further analysis. Magnetic particle inspection detected multiple cracks that had formed on the inside surface of the vessel in the HAZ of the Technical Paper #4 © IIAR 2007 65 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee girth seam welds. (Figure 2) Microstructure analysis by an independent laboratory identified them as mixed-mode (i.e., transgranular and intergranular) branching cracks consistent with SCC. (Figure 3) Based on analysis of the base material, the configuration and microstructure of the cracks and the vessel service conditions, the laboratory concluded that the failure was due to ammonia SCC. This particular failure exhibited characteristics common to all of the previously listed ammonia SCC failures. • There were multiple transverse cracks discovered. • The cracks originated in the heat affected zone of welds. • The cracks originated on the inside surface of the vessel. • The cracks occurred in the first 5 years of service. There were other traits common to the previously-noted SCC failures of the high pressure receivers and shell-and-tube condensers. • The cracks occurred in vessels on the high-pressure side of the system where applied stresses due to pressure are higher, oxygen content is higher and water content is lower. • The cracks occurred in the vapor space of high-side vessels located outside where ambient temperatures would likely result in ammonia vapor condensing on the interior surface of the vessel. This phenomenon has been noted in several reports of SCC and is thought to be the result of very low water content at the point of surface condensation. Now that we have confirmed that SCC does occur in ammonia refrigeration applications, several questions come to mind. 66 © IIAR 2007 Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry Why is SCC so rare in refrigeration systems? The occurrence of ammonia SCC depends primarily on a very specific combination of the following three factors: • Material: the susceptibility to SCC increases as material yield strength increases • Chemical environment: the susceptibility to SCC increases with increasing oxygen content and is inhibited by water content • Applied stress: the susceptibility to SCC increases with increasing applied stress due to pressure, loading, and residual stresses from welding and forming All three factors are present in industrial ammonia refrigeration systems. This concept can be illustrated with the use of a Venn diagram. (Figure 4) Each of the three circles represents one of the factors that influence SCC. The small area where the three circles overlap represents the conditions that are most conducive to SCC. Thus, it is only in rare instances where these factors combine to cause SCC. Why should we be concerned with SCC? Despite the rarity of SCC in our applications, the consequences can be very significant. The loss of a high pressure receiver or other critical process engine room vessel can shut a refrigeration system down for weeks or months. The resultant loss of production and finished product can be substantial. Replacing a vessel is also expensive and challenging in the tight quarters of an enclosed and piped engine room. As a result, the total cost of an ammonia vessel SCC failure can be very high. In addition, there are potential safety issues with SCC failures. None of the failures described in this paper have resulted in anything more than a minor vapor leak with no injuries. This is probably due to the stress-relieving nature of crack propagation. However, if there were a system upset condition which created higher tensile stress in the area of corrosion, the result could be accelerated crack propagation and potential catastrophic failure. Technical Paper #4 © IIAR 2007 67 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee How do we prevent SCC? To answer this question, refer to the Venn diagram. Obviously, we need to move out of the area where the three factors of material susceptibility, tensile stress, and system chemistry converge to cause SCC. Our choice of materials is governed by commercial reality. The most economical, widely available steel plate suitable for refrigeration pressure vessels is SA516-70. The minimum yield strength of 262 MPa [38,000 psi] categorizes SA516-70 as a low to medium strength steel which is less susceptible to SCC. Actual yield strengths may be significantly higher; up to 386 MPa [56,000 psi] is common, with some yield strengths as high as 435 MPa [63,000 psi]. We could specify lower maximum yield strengths; however, our industry does not have the buying power to justify production runs of a special lower-strength material. Even if we are successful in hand-picking a lower strength material, forming and welding processes can create spot material hardness. Our particular application, refrigeration, defines the properties of the environment in which the ammonia operates. We can pull a vacuum prior to system charging and continuously purge the system of non-condensables but it is not possible to maintain the system completely free of oxygen. Inhibiting SCC with the addition of water, a recommendation from other industries, is more complicated in refrigeration systems. Water will tend to migrate to the low temperature side of the system making equal distribution impossible. This is compounded by the fact that the highest concentration of SCC-producing oxygen will be on the high side of the system where the water content will be lowest. The surest approach to eliminating SCC in ammonia refrigeration applications is to reduce the tensile stress by stress-relieving. This approach has been used successfully by other industries and is a proven method of reducing the incidence of ammonia SCC. There are several large end-users that have included a requirement for post-weld 68 © IIAR 2007 Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry heat treatment in their standard ammonia refrigeration vessel specifications for many years. To the best of the author’s knowledge, there has never been an SCC failure of a stress-relieved vessel in our industry. And even in those unique cases where we have had vessel failures due to SCC, stress-relieving the replacement vessel has prevented any subsequent cracking. Stress-relieving requires post-weld heat treating the entire completed vessel in a large industrial furnace at 595°C [1100°F] and holding it at this temperature for one hour per inch of thickness. ASME Section VIII, Division 1, paragraph UCS-56 specifies the heating and cooling rates. (ASME, 2004) Final pressure test and inspection takes place after the heat treatment process has been completed. Because post-weld heat treatment is a standard requirement for many pressure vessel applications, there are large industrial furnaces available throughout the world. Many of these furnaces are capable of handling the largest vessels utilized by the refrigeration industry. (Figure 5) There are some negatives to post-weld heat treatment: • Additional time required to heat treat the vessel. In most cases this will add approximately one week to the lead time. • Additional cost for handling, shipping and heat treatment will increase the price of the average vessel by 10–15%. This cost is minimal in the total scope of a refrigeration project and is inexpensive insurance against the high cost of a vessel failure. • It may not be practical to stress-relieve some specialty vessels that incorporate internal parts which would be damaged by the heat treatment. • Post-weld heat treatment can cause internal vessel scaling and oxidation which could lead to system commissioning problems. Scaling can be minimized by thorough sand/shot blasting prior to assembly. Internal oxidation can be minimized by controlling the furnace environment. Technical Paper #4 © IIAR 2007 69 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee How do we inspect for SCC? Other industries’ standard method of detecting SCC cracks is wet magnetic fluorescent particle inspection (WMFP) which requires internal access to the vessel. This is not a practical method for inspection refrigeration vessels for the following reasons: • Most vessels do not have an access opening to allow internal inspection. • The safety risks involved in performing internal inspections of vessels far outweigh the risk of SCC. • The process of internal inspection increases the risk of SCC by introducing air into the vessel. The most practical external inspection methods to detect SCC include ultrasonic testing, and radiographic testing (RT). These processes have been used successfully to determine the extent of SCC after the initial discovery of a through crack. The methods are not infallible, though. Depending on the size and structure of the crack, detection can be difficult with these methods. Contact the American Society for Nondestructive Testing (ASNT) to find an ASNT-certified inspection contractor for more information on these and other inspection technologies. Recommendations The following recommendations are intended to minimize the likelihood of SCC for vessels constructed from carbon steel for use in ammonia refrigeration systems. • The presence of non-condensable gases (specifically, oxygen) increases the probability of SCC. As such, purging of air from the system during both initial start-up and during operation and maintenance is important. At initial start-up and during commissioning, adhere to evacuation recommendations in IIAR Bulletin 110. (IIAR, 2004) During refrigeration system operation, maintain effective air purging. 70 © IIAR 2007 Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry • • Post-weld heat treat all high temperature vessels, especially vessels such as receivers, water chillers, intercoolers and economizers, to relieve the residual stress of welding and forming. Where low temperature vessels are critical to the process, or may be held at temperatures above 20°F [–5°C] for long periods of time, consideration should be given to PWHT. Exceptions should be made for compressor oil separators and specialized vessels, such as plate heat exchangers, containing internal components that could be damaged, e.g. internal bushings, gaskets, etc. Finally, PWHT may produce significant scale, which could cause operating problems in the system if not managed properly during construction and initial operation of the system. Conclusions SCC is very rare in pressure vessels in the ammonia refrigeration business, but it is occasionally found. It has been experienced in high-side and low-side vessels. It is not likely to cause a catastrophic failure but if it causes a leak the financial consequences could be severe. Simple precautions in the specification and design of pressure vessels can reduce the risk of SCC-related failures. If a vessel has been in service for more than eighteen months then it is very unlikely to develop a stress corrosion cracking leak. Technical Paper #4 © IIAR 2007 71 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee References Alexander, V. and F.M. Laucks. “Stress Corrosion Cracking of Steels in Ammonia – A Review of Various Research Reports.” Technical paper from the Proceedings of the IIAR Ammonia Refrigeration Conference. 2001. ASME. Boiler and Pressure Vessel Code. American Society of Mechanical Engineers (ASME). 2004. CIA. Code of Practice for the Storage of Anhydrous Ammonia Under Pressure in the UK: Spherical and Cylindrical Vessels. Chemical Industries Association (CIA). 1980. Cottis, R.A. “Stress Corrosion Cracking.” Guides to Good Practice in Corrosion Control. Corrosion and Protection Center, University of Manchester Institute of Science and Technology. 2000. IIAR. Guidelines for: Start-Up, Inspection and Maintenance of Ammonia Mechanical Refrigerating Systems. International Institute of Ammonia Refrigeration (IIAR). 1993 (revised 2004). 72 © IIAR 2007 Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry Additional Resources Cracknell, A. “Stress Corrosion Cracking of Steels in Ammonia.” Technical paper from the Proceedings of the Institute of Refrigeration, London. 1982. IRC. “Stress Corrosion Cracking: Defining and Diagnosing.” The Cold Front, Vol. 5 No. 1. Industrial Refrigeration Consortium (IRC). 2005. IRC. “Stress Corrosion Cracking: Prevention.” The Cold Front, Vol. 5 No. 2. Industrial Refrigeration Consortium (IRC). 2005. Krisher, A.S. “Corrosion by Ammonia.” ASM Metals Handbook, 19th Ed., Vol. 13. 1987. Loginow, A.W. “Stress-Corrosion Cracking of Steel in Ammonia Service.” Materials Performance, Vol. 25, No. 12, pp.18-22. 1986. Nyborg, R., and L. Lunde, P. Drønen. “Control of Stress Corrosion Cracking in Liquid Ammonia Storage Tanks.” Technical paper from Proceedings of The Fertiliser Society Meeting – London. 1996. Technical Paper #4 © IIAR 2007 73 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee Figure 1. Initial Discovery of “Pinhole Leak” Figure 2. Multiple Transverse Cracks in HAZ along Weld Seam 74 © IIAR 2007 Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry Figure 3. Discontinuous Branching Cracks in Head Material Figure 4. Venn Diagram Illustrating SCC Factors Technical Paper #4 © IIAR 2007 75 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee Figure 5. Car-bottom Furnace for Post-weld Heat Treatment of Vessels 76 © IIAR 2007 Technical Paper #4 Stress Corrosion Cracking in the Ammonia Refrigeration Industry Table 1. Sample Vessel Requirements, Code of Practice for the Storage of Anhydrous Ammonia under Pressure (CIA, 1980) Specified Minimum Yield St rength Maximum Operating Requirements Temperature (°F) >460 MPa [>66,700 psi] Any Vessel shall be stress relieved and 0.2% water added 350-460 MPa [50,700 to 66,700 psi] Any Vessel shall be stress relieved <350 MPa [<50,700 psi] -5°C and above [23°F and above] Strongly recommend stress relief <350 MPa [<50,700 psi] Below -5°C [<23°F] Stress relief not mandatory but recommended Table 2. Confirmed Cases of SCC in North America (1986-2006) Technical Paper #4 Year of Mfr . Type Size Yrs in Service C rack Location 1991 (2) S&T Condenser 42” x 18’ 5 Longitudinal 1999 Intercooler 96” x 12’ 5 Girth 2001 H.P. Receiver 84” x 24’ 2 Girth 2003 H.P. Receiver 42” x 18’ 1 Girth 2004 Surge Drum 42” x 10’ 1.5 Girth © IIAR 2007 77 2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee Notes: 78 © IIAR 2007 Technical Paper #4