] Centri(BookZZ.org)")
PUMPS
Sec 0 n d
Ed it ion
Dedicated to the memory of Igor J. Karassik, an engineer of note
whose career contributed handsomely to the general comprehension of pumps, hence their benefit to society at large.
PUMPS
Second Edition
Igor J. Karassik
(Deceased)
formerly Senior Consulting Engineer
Ingeool-Dressor Pump Comp;!flY
Liberty Comer, New Jersey
Terry cGuire
Consulting Engineer and Director, AlhllOCes
IngersoIl-Dressor Pump ComP<!flY
Liberty Comer, New .Jmey
CHAPMAN & HAll
I
JlONAI. THOMSON PUBUSHING
Thomson SctenCf:
New YorI> • AlbGny • 80m • Boston • ClIlOmlltI • DetrOit
laldon • M!Idod • Mdbolme • Meloco CIty . Poclflc GrO'<'e
PIYl5 • Sen FrllnClSCO
•
SI09IlPOI'I! • Tokyo • Torooto • Wasn'l19too
Join Us on the Internet
WWW:
EMAIL:
http://www.thomson.com
findit®kiosk.thomson.com
thomson.com is the on-line portal for the products, services and resources available from International
Thomson Publishing (ITP).
This Internet kiosk gives users immediate access to more than 34 ITP publishers and over 20,000 products.
Through thomson.com Internet users can search catalogs, examine subject-specific resource centers and
subscribe to electronic discussion lists. You can purchase ITP products from your local bookseller, or
directly through thomson.com.
Visit Chapman & Hall's Internet Resource Center for information on our new publications,
links to useful sites on the World Wide Web and an opportunity to join our e-mail mailing list.
Point your browser to: http://www.chaphaIl.com or http://www.thomson.comlchaphalllmecheng.htmi
for Mechanical Engineering
A service of
I®p®
Copyright © 1998 by Chapman & Hall
Softcover reprint of the hardcover 2nd edition 1998
Chapman & Hall
115 Fifth Avenue
New York, NY 10003
Chapman & Hall
2-6 Boundary Row
London SEl 8HN
England
Thomas Nelson Australia
102 Dodds Street
South Melbourne, 3205
Victoria, Australia
Chapman & Hall GmbH
Postfach 100 263
D-69442 Weinheim
Germany
International Thomson Editores
Campos Eliseos 385, Piso 7
Col. Polanco
11560 Mexico D.F
Mexico
International Thomson Publishing-Japan
Hirakawacho-cho Kyowa Building, 3F
1-2-1 Hirakawacho-cho
Chiyoda-ku, 102 Tokyo
Japan
International Thomson Publishing Asia
221 Henderson Road #05-10
Henderson Building
Singapore 0315
All rights reserved. No part of this book covered by the copyright hereon may be reproduced or used in
any form or by any means-graphic, electronic, or mechanical, including photocopying, recording, taping,
or information storage and retrieval systems-without the written permission of the publisher.
1 2 3 4 5 6 7 8 9 10 XXX 01 00 99 98
Library of Congress Cataloging-in-Publication Data
Karassik, Igor T., 1911Centrifugal pumps: selection, operation, and maintenance I by
Igor J. Karassik, J.T. MtGuire. -- 2nd ed.
p. em.
Includes index.
ISBN 978-1-4615-6606-9
ISBN 978-1-4615-6604-5 (eBook)
DOI 10.1007/978-1-4615-6604-5
1. Centrifugal pumps. I. MCGuire, J. T., 1947TJ919.K3 19%
621.6'7--dc20
II. Title.
96-1819
CIP
British Library Cataloguing in Publication Data available
"Centrifugal Pumps" is intended to present technically accurate and authoritative information from highly
regarded sources. The publisher, editors, authors, advisors, and contributors have made every reasonable
effort to ensure the accuracy of the information, but cannot assume responsibility for the accuracy of all
information, or for the consequences of its use.
To order this or any other Chapman & Hall book, please contact International Thomson Publishing,
7625 Empire Drive, Florence, KY 41042. Phone: (606) 525-6600 or 1-800-842-3636.
Fax: (606) 525-7778. e-mail: order@chaphall.com.
For a complete listing of Chapman & Hall titles, send your request to Chapman & Hall, Dept. BC,
115 Fifth Avenue, New York, NY 10003.
Contents
Preface to the Second Edition
Foreword (First Edition)
vii
IX
PUMP TYPES AND CONSTRUCTION
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
II
Classification and Nomenclature
Casings and Diffusers
Multistage Pump Casings
Impellers and Wearing Rings
Axial Thrust in Single- and Multistage Pumps
Hydraulic Balancing Devices
Shafts and Shaft Sleeves
Stuffing Boxes
Mechanical Seals
Breakdown Seals
Bearings
Couplings
Baseplates and Other Pump Supports
Special Designs: Vertical Pumps
Special Designs: Self-Priming Pumps
Special Effect Pumps
Materials of Construction
PUMP PERFORMANCE
18.
19.
20.
21.
Heads, Conditions of Service, Performance Characteristics, and Specific Speed
Suction Conditions and Limitations on Suction Performance
System-Head Curves
Pumps and Energy Conservation
3
18
44
62
91
104
116
136
161
195
211
272
298
311
347
352
367
399
401
473
506
545
v
vi
Contents
22.
III
CONTROLS, DRIVERS, AND PRIMING
23.
24.
25.
IV
Services
Procuring Centrifugal Pumps
INSTALLATION, OPERATION, MAINTENANCE, AND DIAGNOSTICS
28.
29.
30.
31.
32.
VI
Controls
Drivers
Priming
SERVICES AND SELECTION OF PUMPS
26.
27.
V
Pump Operation at Off-Design Conditions
Installation
Operation
Monitoring and Performance Testing
Maintenance
Diagnostics of Field Problems
DEVELOPMENT
33.
The Centrifugal Pump of Tomorrow
558
593
595
621
686
715
717
800
831
833
882
893
916
927
947
949
Data Section
957
Index
975
Preface to the
Second Edition
New Yorkers woke up to face a dismal morning, at least the New Yorkers who did not depend on
electric alarm clocks. It was cold, with the temperature hovering around 20 degrees. The electricity was
off and so was the heat. No hot water, no water of any kind issued from the faucets. No radio, no news.
Even battery-operated radios were no help, because the stations were not broadcasting. No gas to cook
breakfast. Badly shaven or not shaven at all, hungry, grumpy, and bewildered, men issued into the streets
to find no subways running, no traffic except for an occasional horse-drawn peddler's wagon. Those
who tried to start their cars had no success. A few men took off for their offices on foot. Most congregated
on street corners and asked each other questions. There were no newspapers because there was no way
of delivering them. Before long, all sorts of rumors were flying. A little later, rioting and looting broke
out allover New York. The police were handicapped by the fact that all normal communication had
failed. By noon, emergency telephone communication operated by batteries had been reestablished
between critical points in the city. But by noon, the situation itself had become critical.
Elsewhere in the world the picture was essentially the same in the cities and small towns, although
the smaller the towns, the less panic. In the country, matters were simpler. When farmers found that
there was no water, they went to the rivers, lakes, and ponds with buckets and brought some water back.
Just like their ancestors had done hundreds of years before.
All this happened because on that morning all the pumps in the world stopped running. But of course
this could not have happened. For had all the pumps stopped, I would not be writing this, nor would
you be reading it, because the human heart is also a pump and it too would have stopped.
Every industrial process that underlies our modern civilization involves the transfer of liquids from
one level of pressure or static energy to another level, and as a result, pumps have become an essential
part of all industrial processes. Carried farther, this means that pumps are an integral part of all modern
economic and social development. At the same time, as I have said in one of my papers, the role of the
pump industry should be much more than the development of new lines of pumps, the manufacturing
of these pumps, and their selling. It should also include making efforts to build more efficient and longer
lived equipment, to do so with less expenditure of natural resources, and, especially, to educate pump
users in practices that consume less energy, provide trouble-free operation for longer periods, and reduce
the incidence of premature failure.
vii
viii
Preface to the Second Edition
This last, the education of pump users, is precisely what this book was intended to do. To what extent
we must have achieved our purpose, our readers must decide.
My good friend and associate, J. T. (Terry) McGuire, and I have been working very closely together
for a long time. Our view of engineering problems and of their solutions coincide to an astonishing
degree. When I was asked to prepare a second edition of my book Centrifugal Pumps, it was logical
that I turned to Terry and suggested that he be my coauthor on this project. He agreed to do so, and his
cooperation has been most valuable, both in improving the resultant work and in easing my burden.
It would be presumptuous on my part to pretend that nothing has changed in the technology of
centrifugal pumps during the 30 years since I prepared the manuscript for the first edition of this book.
Let me, then, speak of some of these changes.
In the area of pump hydraulics, the most important addition to our knowledge has been the understanding of the phenomena that take place in a pump impeller as the capacity of a pump is reduced below
that at which best efficiency is achieved. These phenomena can lead to pntssure pulsations, vibrations,
and damage to the impeller and to certain adjacent pump areas. The understanding of the causes of these
phenomena has, in turn, led to a better evaluation of what should be the minimum operating flows for
centrifugal pumps. This subject is treated in a completely new chapter (Chapter 22).
Greater understanding exists today with respect to conditions at the pump suction and of the effect
of liquid properties on the behavior of pumps under cavitating conditions. The part of the book dealing
with this subject has been much expanded and is now covered separately in Chapter 19. The portion of
the chapter discussing guidelines for pump suction conditions recommended by the Hydraulic Institute
has been revised in a much simplified form.
Some improvements have been made in the range of attainable efficiencies, and means are now available
to correct these attainable efficiencies when pump design practices depart from certain preselected standard
constraints. These more refined guidelines are incorporated in Chapter 18.
In pump construction, the last 30 years have seen the application of finite element analysis to the
design of pump components, resulting in better hydraulic designs, refinement of the technology of rotor
dynamics, more effective pressure containing parts, and a significant increase in the service life of
mechanical seals.
The emerging technological improvements in the area of variable frequency motors will have a very
marked influence on the selection of drivers for centrifugal pumps and in the availability of pump speeds
other than the synchronous speeds at 60 and 50 cycles.
Pump applications have shown a trend to higher capacities, pressures, and, consequently, power levels.
There has also been a greater tendency to use centrifugal pumps to handle a variety of slurries and other
solids-laden liquids.
Finally, two new chapters are devoted to pumps and energy conservation and to the centrifugal pump
of tomorrow.
As in the case of the first edition of this book, we have tried to avoid using this as a vehicle to discuss
subjects that are possibly of great interest to pump designers but can contribute nothing but confusion
to pump users. We have guarded ourselves against the temptation to discuss the theoretical intricacies
of velocity diagrams, vane angles, or other similar design details. A doctorate in fluid dynamics should
not, we firmly believe, be a prerequisite to understanding what the user must do to achieve a successful
pump installation.
This second edition is dedicated to Henry R. Worthington. We've done this to mark the 150th
anniversary, albeit now 6 years ago, of the development of the direct acting steam pump by Henry R.
Worthington-an invention that laid the foundation for the entire pump industry.
Igor J. Karassik
Foreword
(First Edition)
The subject of centrifugal pumps has received much attention in technical literature both here and abroad.
However, the authors felt that most of this literature placed greatest emphasis on centrifugal pump theory,
with insufficient stress on the more practical side of the problem. This practical side is more important
to most engineers and users, as these people put centrifugal pumps to use while only a small minority
actually design the equipment.
One aim of this book is to guide the centrifugal pump user in system design and equipment selection
for the most satisfactory combination of the two. It is also intended to provide useful information about
equipment already installed as a guide to maximum service with minimum maintenance and unscheduled
outage. The structural details and component parts of centrifugal pumps are described and methods are
recommended for restoring each component to its initial condition after deterioration in service. In
addition, special chapters are devoted to vertical pumps, self-priming units, and the so-called regenerative
pumps. These are followed by a discussion of construction materials. A detailed presentation is given
on the concept of "heads," conditions of service, and performance characteristics of various types
of centrifugal pumps. System-head curves and their effect on pump output and selection are also
fully discussed.
An important factor in centrifugal pump application and operation that has often been neglected is
the controls. This subject has been given special attention. Because successful pump application also
depends on a harmonious combination of pump and driver, a chapter is included on pump drivers.
Another important subject, priming, is discussed in great detail.
Nearly all centrifugal pumping services have their individual problems and requirements. These
services range from general water supply, sewage, drainage, and irrigation to power plant, process work,
and other specialized applications. Growth and change in processes and industries have contributed to
the development of new designs for the ever-increasing number of pumps. Many special designs are
therefore available today that may be severely limited in application flexibility. Centrifugal pump users
should have a general knowledge of specialized designs to help assure proper application. The chapter
on services covers these special types and presents related operational information. It is supplemented
by a chapter on the preparation of inquiries and ordering procedures.
One important section of the book is devoted to the installation, operation, and maintenance of
ix
x
Foreword
centrifugal pumps. Finally, to make this book as useful as possible, a general Data Section contains
valuable data required for engineering pumping installations and analyzing the performance of existing units.
The authors have attempted to avoid complex technical explanations and involved theoretical discussions having little practical value to centrifugal pump users. Theoretical design data would only suggest
that the user is expected to judge the excellence of the designer. This aim is not part of, nor compatible
with, the objectives of the book, which are to provide practical and useful knowledge of centrifugal
pump construction, application, control, installation, operation, maintenance, and trouble-shooting.
The data in this book apply to all makes and types of centrifugal pumps. Wherever possible, therefore,
illustrations have been selected from a wide group of manufacturers. For obvious reasons, however, we
had greatest access to the extensive files of the Worthington Corporation. For many subjects-for
example, individual pump parts-the illustrations would be similar, regardless of source, and therefore
most of these were selected from the Worthington files. Wherever photographs of complete pumps or
sectional drawings that are not from Worthington are reproduced, the captions give credit to the pump
manufacturer responsible for the design. The authors wish to extend their thanks to the Worthington
Corporation, the Allis-Chalmers Mfg. Co., Byron-Jackson Co., the DeLaval Steam Turbine Co., IngersollRand Co., Pacific Pump Co., and many others who very graciously granted the right to reproduce
equipment photographs and drawings.
The authors also wish to thank numerous magazines including Air Conditioning, Heating and Ventilating, Power, Power Engineering, Southern Power and Industry, Water and Sewage Works, and many
others for their kind permission to utilize material from articles by the authors that had originally appeared
in their pages.
We are indebted to the Hydraulic Institute for the permission to reproduce a number of charts and
data from its Standards.
Finally, the authors wish to express their thanks to Messrs. A. H. Borchardt, G. F. Habach, L. H.
Garnar, W. C. Krutzsch, C. J. Tullo, and many other associates at Worthington Corporation for providing
valuable advice and constructive criticism.
Roy Carter and I decided to undertake this book a number of years ago. Unfortunately, Mr. Carter
did not live to see it completed. He passed away unexpectedly in September 1958. I decided that the
book should be completed and therefore continued the task alone. I hope it measures up to our mutual
expectations. Because its writing reflects our many discussions, and its chapters contain much that we
had conceived together as articles for technical magazines, this book carries both our names as coauthors.
Igor J. Karassik
PUMPS
Sec 0 n d
Ed i tiD n
I
PUMP TYPES
and
CONSTRUCTION
1
Classification and Nomenclature
Pumping can be defined as the addition of energy to a fluid to move it from one point to another. It is
not, as frequently thought, the addition of pressure. Because energy is capacity to do work, adding it to
a fluid causes the fluid to do work, normally flowing through a pipe or rising to a higher level.
A centrifugal pump is a kinetic device, meaning that it adds energy to the pumped liquid by increasing
its velocity. Because the addition of energy depends on liquid velocity, the amount of energy added
varies with the rate of flow through the pump. These are the fundamental physics behind the usual head
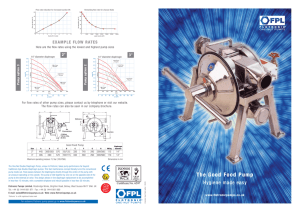
versus capacity characteristic of the centrifugal pump (Fig. 1.1). It is important to note the distinct
difference between the head (energy added) versus flow characteristic of a centrifugal pump and that of
a displacement pump (Fig. 1.1). Centrifugal pumps have low "flow regulation"; their flow varies widely
with variations in system resistance, a characteristic that lends itself to easy flow control. Displacement
pumps exhibit high flow regulation; their flow is largely independent of variations in system resistance,
making them ideal for services where a constant flow is necessary over varying system conditions. The
limitations of displacement pumps are machine size versus capacity and mechanical complexity.
A centrifugal pump is a simple machine consisting of a set of rotating vanes enclosed within a housing
or casing. Torque applied by the pump's driver is converted to total head by the action of the vanes on
the pumped liquid, and these vanes are the only component that adds energy to the liquid. This action
follows Euler's equation faithfully, provided it is recognized that the effective liquid velocities, magnitude,
and direction cannot be determined directly from the geometry of the vanes. That determination is part
of the centrifugal pump designer's "art." Stripped of all refinements then, a centrifugal pump has just
two main parts: (1) a rotor, made up of the vaned component, known as an impeller, and a shaft, and
(2) a stator, made up of the impeller enclosure, known as a casing, some form of seal where the shaft
passes thru the casing, and bearings to support the rotor. The structural details of these parts and all
refinements applied in modern pump construction are covered in Chapters 2 through 17.
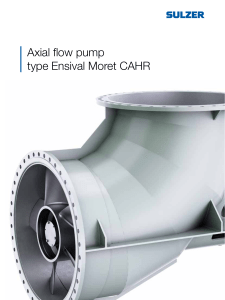
Most people find it difficult to visualize the path of the liquid passing through a centrifugal pump.
Figure 1.2 shows this path for a single-stage end-suction pump operating at its design capacity, that at
which best efficiency is obtained. The liquid, forced by either atmospheric or other pressure, enters the
impeller vanes at a relatively low velocity, is accelerated to a high velocity as it passes through the
3
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
4
Classification and Nomenclature
Displacement
I
"'i
Energy
Added
@ Constant Speed
Flow
Fig. 1.1
Head-capacity characteristic of centrifugal (kinetic) versus displacement pumps.
impeller. then is discharged into the casing, where the high velocity is converted into pressure, a process
known as "diffusion."
One of the most important factors contributing to the increasing use of centrifugal pumps has been
the universal development of electric power. This century has seen electricity replacing small steam
plants as the main industrial power source. Although reciprocating pumps were ideal for steam drive,
the development of the electric motor permitted use of the much lighter and cheaper direct-connected
centrifugal pump. Even though early centrifugal pumps would be considered inefficient by modem
performance standards, their lower first cost more than compensated for this shortcoming. The centrifugal
pump also immediately demonstrated other important advantages over the reciprocating pump. For
example, the centrifugal pump gives steady flow at uniform pressures without pressure surges. It provides
the greatest possible flexibility, developing a specific maximum discharge pressure under any operating
condition with delivery controlled by either speed variation or throttling.
Naturally, manufacturers working to widen the field of centrifugal pump applications through experience and research have greatly improved the operating range of pressures, the efficiency, and the
mechanical and hydraulic design of their product. Concurrently, electric motor builders improved their
designs, permitting pump manufacturers to use higher rotative speeds and develop pumps suitable for
higher heads. So, over the last 80 years, the application of centrifugal pumps has been greatly extended
in both pressure and capacity. Centrifugal pumps have been built in sizes ranging from tiny swimming
pool pumps handling a few gallons per minute to the very large reversible pump turbines at Bath County,
which deliver 116 m3/s (1.8 million gpm) against 387 m (1,270 ft) total head and absorb 410 MW
(549,000 hp) when running in pump mode. The range of differential pressures is just as wide, starting
with a single-stage cellar drainer pump which develops around 0.3 bar (5 psi), and rising to the multistage
pumps used for oil field water injection, which develop as much as 360 bar (5,250 psi) in a single casing.
And centrifugal pumps have been designed to run at speeds as high as 25,000 rpm for industrial
applications. Compounding all that, the centrifugal pumps used in the space shuttle for fuel supply are
the highest energy density machines yet made: 3,400 m3Jhr (15,000 gpm), 56,700 m (186,000 ft), 52,000
'"
()
f
6i
2
2t
3,500
166
200
GPM
FT TOTAL HEAD
RPM
IN. SUCTION DIAM
IN. DISCHARGE OIAM
IN. IMPELLER DIAM
IN. IMPELLER WIDTH
PUMP
Fig. 1.2
1 rPICAt
60
80
50
1\
SUCT ION
VANE TIP
-1-1-'
SUC TION
FL ANGE
o
10
20
r/
V
/
V
V
./
DE VELOP E 0
---
PATH
..:>,
OISCHARGE
VANE TIP
f"-.
I
I
I
I
I I
I I
VOLU TE THROAT
I
I
FLOW SURFAt.~
--f-
Flow path and velocity variation through an end-suction volute pump.
"
CD
~
...'":>
~
..J
g 30
I-
,:
z
- 40
...t:l
...
i!i0.
8w 70
'"
~
SECTION
THROUGH IMPELLER ANO VOLUTE
"LONG "'E"~
SECTION
FLOW LINE
\.
OISCHARGE
FLANG E
I- 1-1-
6
Classification and Nomenclature
100,000
Capacity, m3/h
10
100
""T"""~,r-.,......L..
"
10,000 -
1000
10,000
_ _ _.J..-_ _--L_ _ _..L..-_ _---L----,
""
Reciprocating
-----~'"
1000
Centrifugal
....
III
.0
100
1000 -
~
::J
CJ)
CJ)
~
Q..
I
I
I
I I
I i
100
10
~ i
10;----r_---,----r--~r_--~
10
100
1000
Capacity U.S. gpm
10,000
100,000
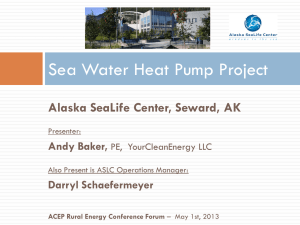
Fig. 1.3 Approximate upper limit of pressure and capacity by pump class.
(Reprinted with permission/rom "Pump Handbook," Me-Graw Hill, NY, 1976.)
kW (70,000 hp) at 37,000 rpm in a machine weighing 780 kg (1720 lb) including the integral gas
turbine driver.
Although the coverage of centrifugal pumps is very broad, it is not unlimited. For high-differential
pressures at low capacities, reciprocating pumps are necessary. Similarly for some services within the
normal coverage of centrifugal pumps, a displacement pump, either rotary or reciprocating and in that
order, may be the better choice for the service conditions. Figure 1.3 shows the approximate upper limits
of energy added (pressure rise) and flow for each of the three basic pump classes.
MODERN PRACTICE IN SMALL- AND MEDIUM-CAPACITY RANGE
In small- and medium-size centrifugal pumps, about 60 percent of all pumps in use are of centrifugal
design and over 75 percent of these are in a head capacity range that can be met by standardized endsuction pumps.
A typical example of this standardization is a line of pumps consisting of a number of liquid ends,
all suitable for mounting (1) on a motor in a close-coupled arrangement, (2) on a bearing frame for
separately coupled or belt drive, or (3) on a turbine in a close-coupled arrangement, although the last
is rare today. Many standard alternatives are then incorporated into the basic plan, both in materials
selected and mechanical construction, thereby eliminating "specials." The use of such an integrated line
can result in better delivery service, a wider selection of standardized units, and dollar savings through
the maximum use of interchangeable parts. In one typical case, some 100 sizes of pumps, using interchangeable parts, can produce over 60,000 different, standard combinations to suit almost any user's needs.
Classification and Nomenclature
7
CENTRIFUGAL PUMP CLASSIFICATION
Centrifugal pumps are produced in a wide range of design variations. To bring some order to these
variations, several classification systems are in use. The original system is based on the form of the
collector that surrounds the impeller and then the geometry of the impeller itself. Pumps employing a
volute collector (Fig. 1.2) are generally called volute pumps, and those having a multiple vane diffuser
(Fig. 1.4) are called diffuser pumps. Diffuser pumps were once quite commonly called turbine pumps,
but this term has become more selectively applied to vertical deep-well centrifugal diffuser pumps, now
called vertical turbine pumps. The impellers, in tum, are classified as radial flow, mixed flow, and axial
flow, now usually called propeller type. The impeller classifications are further subdivided by suction
arrangement, single or double, and vane closure (see Chap. 4).
Associated with classification based on the hydraulic components, there are terms related to the
arrangement of those components. If the pump is one in which the total head is developed by a single
impeller, it is called a single-stage pump. Often the total head to be developed requires the use of two
or more impellers in series, each taking its suction from the discharge of the preceding impeller. For
this purpose, two or more single-stage pumps may be connected in series, or all the impellers may be
incorporated in a single casing. The machine is then called a multistage pump.
In the early development of centrifugal pumps, birotor pumps (Fig. 1.5) and even trirotor pumps were
fairly common. In effect, these were two one-half capacity or three one-third capacity pumps built into
Casing
Fig. 1.4 Typical diffuser pump.
8
Classification and Nomenclature
Fig. 1.5
Birotor pump.
the one casing and operated in parallel. Modem versions of such designs, typically used for pipeline
service, are generally a series-parallel arrangement, for example, a three-impeller two-stage pump (two
single-suction first-stage impellers in series with a double-suction second-stage impeller; Fig. 1.6) or a
four-impeller two-stage pump (two single-suction first-stage impellers in series with two single-suction
second-stage impellers; Fig. 1.7.
The mechanical design of the casing provides the added classification of axially split or radially split,
and the orientation of the axis of rotation determines whether the pump is horizontal, vertical, or
(occasionally) inclined. Horizontal pumps are classified still further according to suction and discharge
nozzle locations, the more common arrangements being
Fig. 1.6
Two-stage, three-impeller pump.
(Courtesy Sulzer.)
Classification and Nomenclature
Fig. 1.7
1.
End suction, top discharge
2.
Top suction, top discharge
3.
Side suction, side discharge
4.
Bottom suction, side discharge.
9
Two-stage, four-impeller pump.
Some pumps operate with the total liquid flow conducted to and from the unit by piping. Other
pumps, most often vertical types, are submerged in their suction supply. Vertical pumps are therefore
either dry-pit or wet-pit types. If the wet-pit pumps are axial flow, mixed flow, twin volute, or vertical
turbine types, the liquid is discharged up through the supporting drop or column pipe to a point either
above or below the supporting floor. These pumps are consequently designated as above-ground or
below-ground discharge units.
An alternative to the classification system described here has been developed by the Hydraulic Institute
[1.1]. Figure 1.8 shows a subtle variation of this system, which first differentiates between the various
classes of kinetic pumps, of which the centrifugal pump is one. Centrifugal pumps are then classified
by their basic rotor construction, their drive arrangement, and finally their casing configuration. The
virtue of this system is that it focuses on pump configuration versus use, thereby leaving the choice of
hydraulic detail to the designer. Because the basic rotor construction has a significant effect on the
balance of a pump's design, having it as the first distinguishing feature means several fundamental design
issues are settled once the class of rotor is selected.
....
<:)
Pumps----i
Fig. 1.8
Displacement
,Kineuc
Between
Induced Vortex
Viseous Shear (Tesla)
Barske
Reversible Centrifugal
Rowllng Casing (Pilot)
Bearings
E
t
C
VerIIeaI Tu_
",-,Ie,
SIngle SIage
L _0$'-
Sepandely
SIIIge
Mulll-Slllge
c:: Single
r-SingIeSlllge
Overhung - - - - - - - i L - MuItI-"-
Vertical
Diffuser
Between
BearIng.
Classification of kinetic pumps (after Hydraulic Institute).
Effect
Special
I
L
-----i
Regenerative
Turbine
Centrifugal
CIIIIing
CasIng
c:: _
_ SplIt
SpIll
C A*I
_ SpIt
SpItCasIng
CIIIIing
~_ PIt Vol
Suppooted
Overhung-{-~_~~~
BlIICket
E ~ MouI*d
---, -
Classification and Nomenclature
11
CENTRIFUGAL PUMP COMPONENT NOMENCLATURE
The basic elements of a centrifugal pump are its impeller, casing, shaft, and bearings, but there are other
necessary parts. Various names have been given to these parts by different manufacturers, often leading
to confusion. Figures 1.9, 1.10, 1.11, 1.12 and 2.9 show typical constructions of a horizontal overhung
pump, a horizontal double-suction volute pump, a horizontal multistage pump (radially split), the bowl
section of a single-stage axial-flow propeller pump, and a vertical overhung pump. Names recommended
by the Hydraulic Institute for the various parts are given in Table 1.1.
EVOLUTION
The reader may be interested in comparing centrifugal pumps of the 1900s with their modem counterparts.
These are illustrated in Figs. 1.13 through 1.19, which clearly show many of the changes in mechanical
construction that were necessary for improved service life and maintenance. Other changes simply reflect
refinements in design, foundry, or machine shop practice.
Table 1.1 Recommended Names of Centrifugal Pump Parts
These parts are called out in Figs. 1.9, 1.10, 1.11, 1.12 and 2.9
Item no.
I
IA
IB
2
5
5A
5B
6
7
8
8A
8B
9
11
13
14
15
16
17
18
19
20
22
24
25
27
29
31
32
Name of part
Casing
Casing (lower half)
Casing (upper half)
Impeller
Diffuser
Diffuser, first stage
Diffuser, discharge
Shaft
Ring, casing
Ring, impeller
Ring, impeller, eye
Ring, impeller, hub
Cover, suction
Cover, casing
Packing
Sleeve, shaft
Discharge bowl
Bearing, inboard
Gland
Bearing, outboard
Frame
Nut, shaft sleeve
Locknut, bearing
Nut, impeller
Ring, suction cover
Ring, casing cover
Seal cage
Housing, bearing, inboard
Key, impeller
Item no.
35
37
39
40
40A
40B
50
55
56
59
60
63
65
72
73
73A
73B
73C
73D
78
80
85
86
89
99
101
103
115
123
Name of part
Cover, bearing, inboard
Cover, bearing, outboard
Bushing, bearing
Deflector
Deflector, inboard
Deflector, outboard
Locknut, coupling
Bell, suction
Drum, balancing
Cover, handhole
Ring, oil
Bushing, seal housing
Seal, mechanical, stationary element
Collar, thrust
Gasket
Gasket, casing
Gasket, bearing cover, inboard
Gasket, bearing cover, outboard
Gasket, compensator
Bearing spacer
Seal, mechanical, rotating element
Tube, shaft enclosing
Ring, thrust, split
Seal
Housing, bearing
Pipe, column
Bearing, connector
Bushing, balancing
Cover, bearing, end
12
Classification and Nomenclature
22
46
6
7
2
27
63 80 65
40A
16
60
37.
Fig. 1.9 Horizontal sil tgle-stage overhung refinery pump.
(Numbers refer 0 parts listed in Table 1.1.)
Fig. 1.10
Horizontal single-stage double-suction volute pump.
(Numbers n(er to parts listed in Table 1.1.)
Classification and Nomenclature
25
Fig. 1.11
Horizontal multistage double casing (barrel) diffuser pump.
(Numbers refer to parts listed in Table 1.1.)
Fig. 1.12 Vertical wet-pit diffuser pump bowl.
(Numbers refer to parts listed in Table 1.1.)
13
14
Classification and Nomenclature
Fig. 1.13
Old double-suction pump with separately cast suction elbows.
Fig. 1.14 Double-suction pump evolved from that in Fig. 1.13.
(Features integrally cast suction and discharge passages, separate casing heads, and radially split casing.)
Classification and Nomenclature
Fig. 1.15
Modern double-suction single stage pum p with an axially split casing.
Fig. 1.16
Old style multistage pump with radially split casing.
15
16
Classification and Nomenclature
Fig. 1.17
Modem high-speed high-pressure multistage pump (for over 175 bar gauge [2,500 psig))
with a radially split casing.
Fig. 1.18
Early motor-mounted pump (around 1905).
Classification and Nomenclature
Fig. 1.19
Modem close-coupled pump.
BIBLIOGRAPHY
[1.1] ANSI/HI 1.1-1.5, 1994, Centrifugal Pumps, Hydraulic Institute, Parsiopany, NJ, USA.
17
2
Casings and Diffusers
The term "casing" is generally used to describe the component that "contains" the pump. In practice a
pump's casing has five functions:
1. Provide pressure containment.
Incorporate the collector, either as an integral part of the casing or as a separate piece.
2.
3.
Permit rotor installation and removal.
4.
Support the pump or provide a structural connection to the pump's support.
5.
Maintain alignment of the pump and its rotor under the action of pressure and reasonable piping loads.
Traditionally pump casings have been classified by the type of collector used, so that aspect is dealt
with first.
The purpose of the collector is to gather and diffuse the high velocity liquid discharged by the impeller.
This process is necessary to (1) slow the liquid to a usable velocity and (2) convert the kinetic energy
into pressure energy, thus recovering more of the pump's energy input. Two basic forms of collector
are in use: the volute and the diffuser.
The volute-casing pump (see Fig. 1.2) derives its name from the spiral-shaped casing surrounding
the impeller. This casing section collects the liquid discharged by the impeller and converts velocity
energy into potential energy. A centrifugal pump volute increases in area from its initial point until it
encompasses the full 360 deg around the impeller and then flares out to the final discharge opening.
The wall dividing the initial section and the discharge nozzle portion of the casing is called the tongue
of the volute, or the "cut-water." The diffusion vanes and concentric casing of a diffuser pump fill the
same function as the volute casing in energy conversion.
In propeller and other pumps in which axial-flow impellers are used, it is not practical to use a volute
casing; rather, the impeller is enclosed in a pipe-like casing. Normally, diffusion vanes are used behind
the impeller proper, but in certain extremely low head units, these vanes may be omitted.
A diffuser-type centrifugal pump was illustrated in Fig. 1.4. The development of the diffuser appreciably
improved the efficiency of the rather crude volute forms characteristic of the early days of centrifugal
18
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
Casings and Diffusers
19
pump construction. Later improvements in the hydraulic desigJ I of impellers and volute casings made
the diffuser of little, if any, value in increasing pump efficiency. It is therefore seldom applied to a
single-stage volute pump, although it possesses structural as '",ell as hydraulic advantages that may
sometimes be useful.
The principal advantages of a diffuser-type collector are that °or a given stage performance, it allows
a smaller stage volume than an equivalent volute-type collector, and, with appropriate design and
construction, produces negligible radial reaction on the rotor. As a consequence, diffuser-type collectors
are used for all propeller and vertical turbine pumps (Fig. 2. L), most high-pressure, double-casing,
multistage pumps (Fig. 1.11), and some special design of meditm head pumps (Figs. 1.6 and 2.13).
Against the advantage of a smaller pump, a poorly designed diffuser can impair the hydraulic
characteristics of the pump. The fast-moving liquid from the inlpeller can meet the fixed vanes of the
diffuser without shock only when the pump is operating at rated capacity, for only then does the angle
of the vanes correspond to the angle at which the liquid leaves 1he impeller. At all other rates of flow,
the multiple vanes cause shock and turbulence, so that the pumr may operate in an unstable condition.
As a matter of fact, when flow is restricted to as low as 5-10 peJcent of normal capacity, the shock and
turbulence may become sufficiently severe to reduce the total llead generated. As a result, the head-
Fig. 2.1
Vertical mixed-flow pump with diflusion vanes.
20
Casings and Diffusers
capacity curve of diffuser-type pumps could easily acquire a "droop" in the shut-off capacity area,
making the pump unsatisfactory for parallel operation. Do not interpret this to mean that a diffuser pump
always produces a drooping characteristic. However, such a curve can result from this design unless
extreme care is taken in layout of the impeller and diffuser combination. Pump manufacturers have long
tried to stabilize diffuser pump head-capacity curves, and various solutions are available, based on proper
selection of impeller vane angles, curvature of the impeller blades, and careful design of diffuser passageways.
Another problem arising from the use of diffusers is potential pump flexibility. Obviously, pump
manufacturers try to obtain as much coverage from a single pump pattern as possible, to keep the number
of patterns comprising a complete line of pumps at a minimum and to reduce the necessary number of
parts in stock. With a volute pump, the impeller diameter may be decreased as much as 20 percent from
its maximum value without appreciably reducing the pump efficiency caused by increased hydraulic
losses. On the other hand, similar reduction in diameter of a diffuser-type pump impeller would produce
unacceptable performance. The increased gap between the impeller periphery and the diffuser inlet vanes
would result in excessive hydraulic losses. For this reason, a maximum-diameter impeller can be cut
only from 5 to 10 percent. Further reduction requires a different diffuser pattern with a smaller inlet
vane diameter.
Impeller cutdown restrictions necessitate an increased parts inventory. Also, the flexibility of constructed units is limited because a change in conditions of service, otherwise taken care of by an impeller
cutdown, may also require a new diffuser for satisfactory performance.
RADIAL THRUST
In a single-volute pump casing design (Fig. 2.2), uniform or near-uniform pressures act on the impeller
when the pump is operated at design capacity (which coincides with the best efficiency). At other
capacities (Fig. 2.3), the pressures around the impeller are not uniform, and there is a resultant radial
Fig. 2.2 Zero radial reaction in single-volute casing.
Pressure distribution is uniform at design capacity.
Fig. 2.3 Radial reaction in a single-volute casing.
Pressure distribution is not uniform at
off-design capacity.
Casings and Diffusers
21
100
80
Radial
Thrust
% Thrust
@O%
Flow
60
40
20
20
40
60
80
100
120
140
160
180
Flow-% BEP
Fig. 2.4 Characteristic of radial reaction in a single-volute casing.
F decreases from shutoff to design capacity and then increases with overcapacity. At overcapacity,
the reaction is roughly in the opposite direction from that at partial capacity.
reaction (F). A graphical representation of the typical change in this force with pump capacity is shown
in Fig. 2.4; note that the force is greatest at shutoff 1
For any pt>r(,~!l!::gc of ~apacIty, radial reaction is a function of the total head and of the width and
diameter of the impeller. The magnitude of the reaction, Fr in kN (16), can be estimated using the
following relationship:
Fr =
where:
kD 2W 2H(SG) .
.
.
F
kD2WzH(SG). US
.
10.21(104) III metnc umts or r =
2.31
III
umts
k = radial thrust factor
D2 = impeller diameter, mm (in)
W2 = impeller width, induding the shrouds, mm (in)
H =pump total head, m (ft)
The radial thrust factor k is determined by experiment, and varies with both percentage of design capacity
and pump specific speed (see Fig. 2.5). Zero radial reaction is not often realized. The more usual
characteristic is that shown in Fig. 2.4, in which the reaction is greatest at shutoff, least in the region
of best efficiency point (BEP). To complicate matters a little further, the direction of radial reaction
varies with capacity, typically being 90 deg away from the tongue at shutoff, moving to approximately
270 deg away at flows on the order 140 percent of BEP (see Fig. 2.6).
In a centrifugal pump design, shaft diameter and bearing size can be affected by allowable deflection
as determined by shaft span, impeller weight, radial reaction forces, and the torque to be transmitted.
Formerly, standard designs with maximum diameter impeller were only suitable for operation down to
lIn Fig. 2.2, 2.3, 2.4, and 2.7, no attempt has been made to show correct quantitative force values for a specific example nor
to locate the exact resultant force. The magnitude and direction of forces vary with the type of pump, casing design, and many
other factors.
22
Casings and Diffusers
0.4
..
0.3
u:
~
c5 0.2
a...
::.:::
0.1
o
". ....
•
20
40
60
80
100
120
---
".".".".~
100%
140
160
N5 - Specific Speed
Fig. 2.5
Radial thrust factor k.
90°
0°
0%
180° -------------------4~-----------------
140%
Ns = 1,700
Fig. 2.6
Direction of radial thrust.
50 percent of design capacity. For sustained operations at lower capacities, the pump manufacturer, if
properly advised, would supply a heavier shaft, usually at a much higher cost. More recently, sustained
operation at extremely low flows without informing the manufacturer at the time of purchase became a
common practice. The result-broken shafts, especially on high-head units.
Because of the increasing operation of pumps at reduced capacities, it has become desirable to design
Casings and Diffusers
23
standard units to accommodate such conditions. One solution is to use heavier shafts and bearings.
Except for low-head pumps in which only a small additional load is involved this solution is not
economical. The only practical answer is a casing design that develops a much smaller radial reaction
force at partial capacities. One of these is the double-, olute casing design, also called twin-volute or
dual-volute.
The application of the double-volute design principle to neutralize reaction forces at reduced capacity
is illustrated in Fig. 2.7. Basically, this design consists of two 1S0-deg volutes; a passage external to
the second joins the two into a common discharge. Although a pressure unbalance exists at partial
capacity through each ISO-deg arc, forces F, and F2 are approximately equal and opposite, thereby
producing little, if any, radial force on the shaft and bearings. Although the double-volute casing design
principle has been known for a long time, broad use of it had to await the development of improved
foundry techniques. The problems were two. In axially split casings, the second volute or "splitter"
spanned the split joint, and so casting accuracy had to be improved to avoid mismatch between the
casing halves. (Fig. 2.S) In all casings, there was a lower limit to the size of the cored passage that had
to be cast to produce the second volute. By the 1960's, these difficulties were overcome to the extent
that double volute construction became feasible in a commercial line of intermediate and large-size
double suction pumps. At the current state of the art, double volute construction is generally available
in pumps of 100 mm (4 in) discharge and larger.
The double-volute design has many "hidden" advantages. For example, in large-capacity mediumand high-head single-stage vertical pump applications, the rib forming the second volute and separating
it from the discharge waterway of the first volute strengttens the casing (Fig. 2.9).
When the principle of the double volute is applied t< I individual stages of a multistage pump, it
becomes a twin-volute. The question has been broached wbether this design should be called twin-volute
or a two-vane diffuser, but the first has become the accepted form. A typical twin-volute is illustrated
in Fig. 2.10. The kinetic energy of the water discharged from the impeller must be transformed into
pressure energy, then turned back ISO deg to enter the impeller of the next stage. The twin-volute,
therefore, also acts as a return channel. The back view in Fig. 2.10 shows this, as well as the guide
vanes used to straighten the flow into the next stage.
A double volute is not always practicable. In small low· specific-speed designs the second or hidden
DOUBLE-VOLUTE WALL
Fig. 2.7
Radial reactions in double-volute pump.
Fig . 2.8
Transverse view of double-volute
casing pump.
24
Casings and Diffusers
Fig. 2.9
Sectional view of vertical-shaft end-suction pump with a double-volute casing.
Numbers refer to parts listed in Table 1.1.
passage can become too small for reliable casting and cleaning. There may be a need to line the casing
waterway for corrosion or erosion resistance. The nature of the liquid pumped may preclude small
passages or fine tongues. In these cases, an alternative is a modified single volute. The modification
entails making part or all of the volute concentric. Figure 2.11 compares the shape and radial thrust
characteristic of these two modified forms with that of a conventional single volute.
The third approach to reducing radial thrust is to use a diffuser instead of a volute. Because a diffuser
is analogous to a series of small volutes spread equally around the impeller, any hydraulic reactions on
the impeller tend to be balanced. There are, however, limitations. Diffusers can develop quite high values
of radial reaction (Fig. 2.12) if there are irregularities in the vanes, if the impeller is not concentric with
the vanes or, in some designs, when the flow is reduced to the point where the diffuser develops rotating
Casings and Diffusers
25
Fig. 2.10 Twin-volute of a mul :istage pump.
Front view (left) and back view (right).
Spiral Volute
(conventional)
Semi-concentric
t
t
Head
Head
100%
100%
I
I
0-100%
1-110 .
...\i....... .
........,
t " ."
Concentric
...f.".#.
~
'.'.
t
.................,.,.,
I
"'"
100%
.'./,1 I,,.,,
m""
Head
HlO.
0-100%
'"
0-100%
Note: Radial force plotted as a percentage of the force at thrust off for spiral volute.
Fig. 2.11
Characteristic of radial reaction in modified volutes (semi-concentric and concentric) versus
normal single volute.
26
Casings and Diffusers
R
. egular@10-15%N
(
I. . .>---'-----t·..·
r
..
,,---,
,
,
I
Radial
Force
,
,
Irregular
~
,
,
Rotating Force
(Diffuser Stall)
~ /
,,
~
,,
~
,
,,
,,
~
Stationary Force
(Rotor Eccentricity)
I
100
Flow-%BEP
Fig. 2.12 Possible radial reactions in a diffuser.
stall (Fig. 2.12). The first two reactions are generally stationary, the third rotates at a low frequency,
typically 10-15 percent of running speed.
Efficiency can also influence the choice of collector design. Taking a well designed single volute as
a basis, the following general observations can be made:
1. Double volute-lower peak efficiency in small sizes, comparable in larger; characteristic similar.
2. Modified volute-lower peak efficiency in all sizes; characteristic broader thus offering comparable overall
power consumption in pumps running over a wide flow range.
3. Diffuser-higher peak efficiency in all sizes; efficiency characteristic narrower, thus tending to offset the
advantage of higher peak efficiency in pumps running over a wide flow range.
Some designs have a collector arrangement incorporating a diffuser discharging into a single volute
(Fig. 2.13). Resorting to this arrangement offers two advantages. First, in small- and middle-size pumps
the higher peak efficiency of the diffuser is realized. Second, the point of peak efficiency can be shifted
while maintaining high peak efficiency by changing both the impeller and the diffuser. Because the
~
Fig. 2.13
Single stage pump with a separate diffuser discharging into a single volute casing.
(Courtesy Sulzer.)
28
Casings and Diffusers
diffuser is discharging into a volute, this collector arrangement still exhibits radial thrust but of lower
magnitude than a volute alone.
Volutes can be either an integral part of the casing (Figs. 2.8 and 2.9) or separate and bolted into the
casing (Fig. 2.10). Except in very large pumps, diffusers are separate (Fig. 2.13), a consequence of the
care needed to produce their small passages.
SOLID AND SPLIT CASINGS
Solid casing is a design in which the discharge waterways that lead to the discharge nozzle are all in
one casting or fabricated piece. It must have one side open so that the impeller can be introduced into
the casing; however, it cannot be completely solid, and designs normally called solid casing are really
radially split (Figs. 2.14, 2.16, 2.17, and 2.18).
Split casing is a casing made of two or more parts. The term "horizontally split" had regularly been
used to describe horizontal double-suction pumps, indicating that the casing was divided by a horizontal
plane through the shaft centerline or axis (Fig. 2.15). That designation was an unfortunate choice because
applications of the same pump design for vertical use or with the nozzle position rotated caused confusion.
The term "axially split" is now preferred. Since both the suction and discharge nozzles of axially split
pumps are usually in the same half of the casing, the other half may be removed (upper half in the case
of horizontal pumps) for inspection without disturbing the bearings or piping.
Like its counterpart, "horizontally split," the term "vertically split" is unfortunate. It refers to a casing
split in a plane perpendicular to the axis of rotation. The term "radially split" is now preferred.
Fig. 2.14
Radially split, foot mounted, overhung pump with stuffing box head or cover for
back-pull-out capability.
Casings and Diffusers
Fig. 2.15
Axially split casing, horizontal, double suction volute pump.
Fig. 2.16
Vertical overhung pump with an elbow t) pe suction nozzle.
29
30
Casings and Diffusers
Fig. 2.17
Horizontal overhung process pump with a fiat elbow type suction nozzle.
A now obsolete casing configuration for horizontal pumps had an axial split but with the joint surface
inclined to the horizontal. The virtue claimed for this construction was the utility of top discharge
combined with the convenience of an axial split.
Whether to split a casing radially or axially depends on the impeller configuration, whether the pump
is single or multistage, the pressure to be contained, and to some degree the shaft orientation. Pressure
containment is influenced by liquid specific gravity (SG) and temperature, low SG or high temperature
or both tending to increase the split joint design pressure necessary to ensure a tight seat. Shaft orientation
reflects the influence of gravity on assembling the impeller or element into the pump's casing. For the
various combinations of these factors there is a casing split that represents the lesser manufacturing cost.
Usual casing splits for the more common pump arrangements and how the various factors influence the
choice is shown in Table 2.1. When factors beyond those previously listed have a bearing on the design,
the choice of casing split can be quite different.
SUCTION NOZZLE
Centrifugal pumps are sensitive to the flow distribution at the impeller inlet, and the sensitivity increases
with specific speed. Depending on its design, the suction nozzle can have a significant influence on the
flow distribution at the impeller inlet, thus it is an important part of a casing. In many instances, the
suction nozzle arrangement that provides the easiest installation also penalizes pump performance, raising
Casings and Diffusers
Table 2.1
31
Typical Casing Split for Various Pump Configurations and Pressure Ratings
Impeller
Number of Stages
Pressure
Single Suction
l
Single
All
Double Suction
Multi
Single
Low & Medium
High
I~
Shaft Orientation
Either
Horiz.
Vertical
Either
Casing Split
Radial
Axial
Radial
Radial
the net positive suction head required (NPSHR) and lowering efficiency. When this occurs, it is necessary
to strike a compromise between installation cost and energy wnsumption.
With only subtle variations, all pumps use one of three basic suction nozzle arrangements: end, elbow,
or flat elbow. End suction (Fig. 2.14) has the liquid entering the impeller eye without any turning.
Because the liquid approach is so direct, this arrangement offt~rs the best potential for low NPSHR and
high efficiency, and is therefore widely used in pumps with single-suction impellers.
An elbow suction is used for vertical single-suction pumps when the piping arrangement make it
desirable to tum the flow through 90 degrees before entering the impeller (see Chapter 14). With proper
design (large radius and tapered), these elbows do not seriously affect the pump's NPSHR and efficiency.
Refinement of the elbow suction to a flat elbow (Figs. 2.16 and 2.17) significantly shortens the axial
space required for the nozzle with only a minor effect on pump NPSHR and efficiency. Flat elbow
suction nozzles are particularly important for reducing bearing span when the impeller is located between
bearings (Figs. 2.13 and 2.15).
32
Casings and Diffusers
PREROTATION AND STOP PIECES
On occasion, the liquid in the suction pipe may swirl for some distance ahead of the actual impeller
entrance. This phenomenon is called "prerotation." When this occurs there are two possible causes: One
is that the pump is operating below its suction recirculation capacity and the prerotation is being induced
by same (see Chap. 22). The second is that the incoming flow is being distorted by the suction entrance,
piping, or nozzle. In the first case, the effect on pump performance is evident from test results, and can
only be corrected by changing the pump's impeller design. In the second case, the pump's performance
is often impaired (high NPSHR, low head and efficiency) because the liquid is not entering the impeller
as the design intended.
To confer some tolerance of flow distortions introduced by suction piping, most pump suction nozzles
include a stop vane or vanes to straighten the flow as it approaches the impeller. An exception to this
is pumps intended for services such as sewage and paper stock, in which solids in the liquid would
likely buildup on the stop vane and block the pump.
RADIALLY SPLIT CASINGS
At least one side of a radially split casing must be removable so the impeller or element can be installed
in the casing. Single-stage end-suction pumps are the most common example of radially split casings
and are built with one of three cover arrangements. If the cover is on the suction side, it becomes the
casing sidewall and contains the suction opening or nozzle (Fig. 2.18). This is called the suction cover
or casing suction head. Other designs are made with a stuffing box cover (Fig. 2.14), whereas still others
have both a suction cover and a stuffing box cover (Fig. 2.19).
For general service, the end-suction single-stage pump design is used extensively for both close
coupled (motor mounted) and separately coupled pumps up to 8-in. discharge size. In all of these, the
small size makes it feasible to cast the volute and one side integrally. Whether the stuffing box or suction
side is made integrally with the casing is usually determined by the service for which the pump is
intended. Designs for general, chemical, and process service have a so-called stuffing box or casing
Fig. 2.18 Section of frame-mounted end-suction pump with radially split casing.
Note the suction cover.
Casings and Diffusers
Fig. 2.19
33
Section of radially split, foot mounted end-suction pump with two covers (suction and stuffing box).
Fig. 2.20
Section of frame mounted, radially split, end-suction slurry pump with stuffing box cover and
replaceable casing liners.
34
Casings and Diffusers
cover (Fig. 2.14). For separately coupled pumps, provided the appropriate spacer coupling is furnished,
the virtue of this arrangement is the ability to remove the entire bearing frame, cover, and impeller
assembly without disturbing the pump's driver or suction and discharge piping connections. Such an
arrangement is often referred to as "back pull-out." When the casing is prone to high wear, as in slurry
service, or there is an advantage to being able to vary the discharge nozzle orientation (see nozzle
locations), the casing is frame mounted with a suction cover (Figure 2.18) or a stuffing box cover (Fig.
2.20). Dismantling pumps of this arrangement without disturbing the driver or the pump's bearing frame
requires a spool in the suction piping.
Radially split casings for other than end suction are available (see under nozzle locations). For pumps
of two or more stages, radially split casings are necessarily more complicated than for a single stage.
A detailed treatment of such casings is given in Chapter 3.
AXIALLY SPLIT CASINGS
Most axially split casings are designed with their mounting feet integral with the lower half (Fig. 2.15)
or with the fixed half in the case of pumps mounted with the split vertical. By being built in this way,
Fig. 2.21
Section of single stage volute pump with axially split casing and separate stuffing boxes.
Casings and Diffusers
3S
the pump can be dismantled without disturbing the driver (provided the coupling halves will separate
normal to the shaft axis) or the pump's suction and discharge connections.
Single-stage designs for general service usually have the stuffing boxes cast integrally with the casing
(Fig. 2.15), since that is an economical arrangement. For more severe service, where stuffing box cooling
or a special mechanical shaft seal is necessary, it is often better to employ a separate stuffing box (Fig.
2.21), to avoid the difficulty of having to cast a complex shape as part of the casing.
Bearing support is either by integral brackets (Fig. 2.15) or by brackets built into the bearing housings
and bolted to the casing sidewall (Fig. 2.21).
CASING CONSTRUCTION FOR OPEN IMPELLER PUMPS
In the simplest open impeller pump, the close axial clearances needed to seal the impeller are formed
by the casing and cover or head directly (Fig. 2.22). Such construction is employed in low-cost pumps
because it is simple; and in many chemical pumps, because it has the least number of potential crevice
corrosion sites. When the service is abrasive, the casing and in severe services the head are equipped
with a replaceable liner or wear plate (Figs. 2.20 and 2.23). Adopting this construction allows the wear
plate to be of a more abrasion-resistant material when necessary and enables ready replacement of the
wearing surface.
Except in very rare instances, the use of wear plates is limited to single-suction impellers. Early
designs extended this construction to double-suction impellers, but the difficulty of setting up and
maintaining the close axial clearances had rendered such arrangements obsolete.
Fig. 2.22
End suction chemical pump with semi-open impeller running directly against casing.
36
Casings and Diffusers
I
-1---- -j- l
[ -- - - - - -.- - - - - - - ]
1
:
Discharge
--- , I:
I
Fig. 2.23 End suction chemical and stock pump with semi-open impeller running against a wear-plate.
NOZZLE LOCATIONS
End suction single stage horizontal pumps are usually arranged for top-vertical discharge (see Figs. 2.14,
2.18, 2.20, and 2.22). Other positions, however, may be obtained when necessary. The most common
variations are top-horizontal (overshot), bottom-horizontal (undershot), and bottom-vertical. Figure 2.24
A
B
o
F
Fig. 2.24 Possible positions of discharge nozzles for horizontal end-suction solid-casing frame mounted pump.
Rotation illustrated is counterclockwise from suction end.
Casings and Diffusers
37
shows these positions plus intermediate positions (inclined) that may be available if the casing attachment
allows. Generally, the alternate nozzle positions are employed to simplify piping arrangements, save
space, or reduce pipeline erosion by the elimination of an elbow. Unless the casing is frame mounted
(Figs. 2.18 & 2.20), the provision of alternative nozzle locations requires a change in casting or a casing
with multiple mounting pads. With some older frame-mounted designs, interference between the discharge
flange and the bearing frame or base precludes the two bottom nozzle locations. In other instances,
access to auxiliary connections, such as stuffing box sealing, limits casing rotation.
Single-stage radially split horizontal pumps with an elbow or flat elbow suction are usually arranged
with both suction and discharge top-vertical (Fig. 2.17). Such an arrangement is generally known as
"top-top," referring to the suction first, then the discharge. Top-top nozzles are separated axially in
single-suction pumps (Fig. 2.17) and are in the same axial plane in double-suction pumps (Fig. 2.25).
When the piping arrangement dictates it, pumps of the form in Fig. 2.25 can be furnished with "sideside" instead of top-top nozzles.
Axially split casings always have the nozzles in the lower half, or what is termed the fixed half when
the pump axis is vertical, so the pump can be dismantled without breaking the suction and discharge
piping connections. Horizontal pumps, whether single or double suction, almost invariably have a side
discharge nozzle and either side or a bottom suction nozzle. If the suction nozzle is placed on the side
of the pump casing with its axial centerline at right angles to the vertical centerline (see Fig. 2.15), the
pump is classified as a side-suction pump. If its suction nozzle points vertically downward (Fig. 2.26),
the pump is called a bottom-suction pump. Single-stage bottom-suction pumps are rarely made in sizes
below lO-in. discharge nozzle diameter.
Fig. 2.25
Centerline supported, radially split single stage pump with top suction and discharge nozzles.
38
Casings and Diffusers
Fig. 2.26
Bottom-suction single stage axially split casing, single stage pump.
Special nozzle positions can sometimes be provided for double-suction axially split casing pumps to
meet special piping arrangements, for example, a vertically split casing with bottom suction and top
discharge in one half of the casing. As these special designs are usually costly, they should be avoided.
CENTRIFUGAL PUMP ROTATION
The direction of rotation of a centrifugal pump is a fundamental element of its specification; there are
only two directions, and running a pump in the wrong direction has dire consequences on its performance.
In many designs, the direction of rotation also affects the location of the suction and discharge nozzles,
so it's important in this discussion of casings to address the means used to define the direction of rotation.
According to Hydraulic Institute Standards, rotation is defined as clockwise or counterclockwise by
looking at the driven end of a horizontal pump or looking down on a vertical unit. Some manufacturers
still designate rotation of a horizontal pump from its outboard end. Therefore, to avoid misunderstanding,
clockwise or counterclockwise rotation should always be clarified by including the direction from which
one looks at the pump.
Casings and Diffusers
39
The tenns "inboard end" and "outboard end" are used only with horizontal pumps. Inboard end is
the one closest to the driver, whereas the outboard end is the one farthest away. The tenns lose their
significance with dual-driven pumps and are not then used. Many centrifugal pump casings produced
from one pattern can be built into a pump of either clockwise or counterclockwise rotation. One such
design is the axially split, single-stage double suction pump (Fig. 2.15). Other designs such as endsuction and some radially split double suction pumps have an integral head on one side, and therefore
require separate directional casing patterns.
CASING HAND HOLES
Casing hand holes are furnished primarily on pumps handling sewage or stringy materials that may
become lodged on the impeller suction vane edges or on the tongue of the volute. They pennit removal
of this material without dismantling the complete pump. End-suction pumps used for handling such
liquids are provided with hand holes for access to the suction side of the impellers. These are located
on the suction head or in the suction elbow. Hand holes are also included in drainage, irrigation,
circulating, and supply pumps if foreign matter may become lodged in the waterways. On very large
pumps, manholes provide access to the interior for both cleaning and inspection.
MECHANICAL FEATURES OF CASINGS
Most single-stage centrifugal pumps are intended for service with moderate pressures and temperatures.
As a result, pump manufacturers usually design a special line or lines of pumps for high operating
pressures and temperatures rather than make their standard line unduly expensive by having it cover too
wide a range of operating conditions.
Casings for higher pressure or temperature or both tend to be radially split, despite the difficulties
this arrangement entails in double-suction pumps and large horizontal pumps of either single- or doublesuction configuration. Axially split casings have inherent limitations, which generally restrict their
economical use to low and intennediate pressures. The two principal limitations are both products of
casing deflection under the action of pressure. First, when the bearing brackets are attached to the casing
sidewall, as they are in double-suction pumps (Fig. 2.15), "ballooning" or bulging of the casing sidewalls
rotates the brackets slightly, which raises the pump's rotor. In extreme cases, the rotor can be raised to
the extent it contacts the internal running clearances, thus rendering the pump inoperable. For the usual
design pressures, internal or external ribbing is used to avoid this deficiency.
Second, deflection of the casing, the bolting flange, and the bolting itself reduces the residual gasket
load, with the greatest reduction at the innennost diameter of the joint. If the gasket load is reduced too
much, the gasket is washed out, allowing internal leakage and eventually casing erosion. Chapter 3
discusses this problem and its solution in detail.
Most pumps are supported directly by feet on their casing or indirectly by feet on a frame or pedestal.
The virtue of this arrangement is a simple connection to the foundation, whether through a baseplate or
directly to the foundation. For higher pumping temperatures, the change in rotor position caused by
thennal expansion of the casing or frame poses a major coupling alignment problem. To avoid this
difficulty, pumps for higher temperatures are usually supported by feet located at or very close to the
casing centerline (Figs. 2.17 and 2.25). The temperature at which centerline support is necessary varies
with casing height and coupling misalignment capacity; a commrnon industry standard is 175°C (350°F).
With centerline support, the base or foundation must include pedestals to reach the pump's feet.
40
Casings and Diffusers
Contrary to past opinion, practicality and more sophistication in piping design mean that pump casings
now must also withstand moderate loads from the connected piping. Two effects should be considered
in assessing a particular design's piping load capability: distortion of the pump casing proper, leading
to contact at the internal clearances, and distortion of the pump as a whole, leading to misalignment at
the coupling. Close-coupled pumps are not, of course, influenced by the second effect, because driverto-pump alignment does not depend on a connection through earth. This feature affords close-coupled
pumps a notable advantage.
Casing distortion from piping loads is a function of pressure rating, material, and the path of load
transmission to the foundation. In general, casings designed for higher pressures will have relatively
higher piping load capability. The importance of material is stiffness, because for the same stress, bronze
and cast iron deflect about twice as much as steel. Thus, changing to a stiffer material offers lower
distortion if the stress levels are similar. Ideally, piping loads should pass directly from the nozzle to a
mounting foot and thence to the foundation. By doing this, the extent of the casing subjected to higher
loads is minimized, hence casing distortion is minimized. A casing with feet on its nozzles (Fig. 2.15
& 2.21) has the path of piping load transmission approaching the ideal. Centerline-supported pumps can
also approach the ideal provided the design seeks to realize a direct structural connection between the
nozzles and mounting feet rather than through the casing.
To maintain coupling alignment, the prime distinction is the number of points of support, whether
two, three, or four points. Most centerline-supported overhung pumps (Fig. 2.17) and some hightemperature foot-supported pumps are two-point supported. Because even relatively small deflections of
the feet and pedestal are usually magnified substantially as displacement of the shaft at the coupling,
two-point-supported pumps generally have the lowest piping load capability. Depending on the stiffness
of the pump and its bearing frame, three-point support (Fig. 2.14) can significantly increase piping load
capacity, a result of the third support close to the shaft end. The difficulty with this design is that it
turns the bearing frame and the bracket connecting it to the casing into structural elements subject to
part of the piping loads. Provided the bearing frame is sufficiently stiff to accommodate the additional
loading while maintaining bearing, seal, and running clearance alignment, this arrangement is quite
viable. For high-temperature pumps, three-point support with a foot-mounted casing requires care lest
differences in thermal expansion of the supports cause bearing frame distortion. To a lesser degree, but
still of some consequence, the same concern exists for centerline-supported casings. Four-point support
(Fig. 2.25) offers the greatest piping load capability, and although more expensive, should be given
serious consideration for services where high piping loads are likely. Two factors account for this. First,
the greater piping load capability may allow a less expensive piping layout. Second, the pump will likely
require less maintenance than an equivalent two- or three-point-supported overhung pump.
SERIES UNITS
For large-capacity, medium-high-head service conditions that require such an arrangement, two singlestage double-suction pumps can be connected in series on one baseplate with a single driver. Such an
arrangement is very common in waterworks applications for heads of 75 to 120 m (250 to 400 ft). One
series arrangement uses a double-extended shaft motor in the middle, driving two pumps connected in
series by piping (Fig. 2.27). In a second type, a standard motor is used with one pump having a doubleextended shaft (Fig. 2.28). This latter arrangement may be limited, because the shaft of the pump next
to the motor must be strong enough to transmit the total pumping horsepower.
If the total pressure generated by such a series unit is relatively high, the casing of the second pump
may require ribbing.
Casings and Diffusers
Fig. 2.27
Fig. 2.28
Series unit (motor in middle).
Series unit (motor at end).
41
42
Casings and Diffusers
CASING MAINTENANCE
Pumps that handle noncorrosive water or liquids are not usually subject to extensive casing wear.
However, the casing waterways should always be thoroughly cleaned and repainted during a complete
overhaul. A suitable paint should be used that finnly adheres to the metal so that the water velocity will
not wash or jet it off.
An enamel-like finish is the most efficient. A program of casing cleaning and repainting should be
established on the basis of local conditions. This will prevent the protective coat from ever fully eroding
before replacement, thereby preventing corrosion.
Pumps handling gritty or sandy water naturally are more subject to casing troubles. Erosion can be
reduced by selecting pumps with low-liquid velocities-that is, low head per stage-or employing more
erosion resistant materials, or a combination of both. Caution is needed, however, because conventional
water pump designs and materials can tolerate only relatively low concentrations of sand or silt. As a
general guide, special materials should be investigated if the concentration exceeds 1 percent, and a
pump designed for slurry should be used if the concentration exceeds 2-3 percent.
Progress has recently been made in processes of rubber-coating pump waterways, and this technique
may be desirable in some applications. If the casings of pumps handling sandy or gritty water are to be
protected primarily by periodic painting, a suitable type pump should be carefully selected for local
water conditions and a special maintenance schedule established.
In these difficult pumping applications, the casing should be regularly examined for corrosion, which
will be indicated by cast-iron graphitization. This occurs when the ferrous particles are washed out by
electrolytic action and deposited on bronze pump parts. If severe graphitization takes place, the manufacturer should be consulted on the possibility of substituting materials more impervious to the pumped liquid.
If the casing is pitted or eroded in places, it can be restored by welding, brazing, silver soldering, or
metal spraying, depending on the material and the facilities available. The authors know of several large
centrifugal pumps in waterworks service in which corroded areas, located where water velocities are
low, are actually filled with properly anchored concrete.
Special care must be taken to examine and recondition meta1-to-metal fits where stationary parts such
as casing rings, diffusers, or stage-pieces seat in the casing. If the casing is steel, and these fits show
signs of erosion, it might be advantageous to face them with 18-8 stainless steel and refinish.
Frequently, the cut-water, or volute tongue as it is also called, becomes eroded, for example, when
a pump handles water with some sand in suspension or when the periphery of the impeller is located
too close to the tongue. Another fairly common cause of erosion in this area is galvanic action between
a cast-iron casing and bronze fittings. The cast iron graphitizes and wears away most perceptibly in
areas of high velocity, like those near the volute tongue.
The best way to correct this condition is to cut back the tongue so that it is straight across .and then
file it to a smooth rounded edge (Fig. 2.29). This cut back does not affect pump capacity unfavorably;
on the contrary, it is often used to squeeze out an extra small percentage of capacity without putting in
an impeller of larger diameter. The added capacity comes from the increase in the casing throat area,
which causes an increase for a given casing velocity. If the pump is double volute, it is prudent to cut
back both the tongues so they are 180 deg apart after correction. Doing this helps to ensure there is
minimal radial thrust after correction. In cases where this is not feasible, consult the manufacturer to
detennine whether asymmetric tongues can be tolerated.
Care should be taken not to distort or warp the casing during overhaul. After repairs are completed,
the horizontal flanges of an axially split casing should be finished to a flat surface with hand tools. Of
course, if the repairs are very serious, the pump is serviced at the manufacturer's shop. The casing
flanges may have to be refinished at that time and the casing rebored.
Except for some special designs, every pump has gaskets that are subject to damage when the pump
Casings and Diffusers
Fig. 2.29
43
Method of filing worn volute tongue.
is opened. If the old gasket adheres to the lower half of the casing and is in good condition, it is not
necessary to replace it. However, it should be replaced if it is damaged in any way, and for this reason
a new gasket should always be available.
The new gasket should be of the same thickness as the original and, if possible, of the same type of
material so that it will have the same compression characteristics. Too thick a gasket usually leads to
leakage. If the gasket is thinner than the original, tightening of the two casing halves may exert undue
force on casing wearing rings and distort them.
In installing a new gasket, the inner edge must be accurately trimmed along the edge of the stuffing
box bore. At all points where the gasket abuts on the outer diameter and the sides of stationary parts,
the edges must be trimmed squarely and neatly, allowing sufficient gasket overlap. Tightening the upper
half of the casing will effectively press the gasket edges against the stator parts, insuring proper sealing.
This trimming operation is best accomplished by first cementing the gasket to the upper casing half with
shellac (this makes for easier gasket removal at the next overhaul) and then cutting all edges square
with a razor blade. Of course, all foreign matter must be removed from the casing flanges before the
gasket is applied to the lower casing half.
In reassembling the pump, it is recommended that powdered graphite be rubbed into the gasket before
the top casing half is replaced. This action will prevent the gasket from sticking to the lower half when
the casing is next dismantled.
3
Multistage Pump Casings
Although most single-stage pumps have volute casings, both volute and diffuser casings are used in
multistage pumps. Advantages of the volute casing are described in Chapter 2. However, the diffuser
casing or collector is a very strong competitor of the volute design in high-pressure applications. The
principal reason for this is that for the same pump capacity, a diffuser design is smaller (occupies less
volume) than a volute, thus making a diffuser pump less expensive to manufacture. When compared to
integrally cast volutes, the volume advantage of a diffuser design is compounded by symmetry, an
absence of complicated castings, suitability for radially split construction, and more uniform expansion
in high-temperature service. Arranging twin volutes in the same manner as diffusers (Fig. 2.10) overcomes
all the advantages except that of lower volume for the same capacity. At that point, the choice between
twin volutes and diffusers must be made based on pump cost versus operating cost, the broader efficiency
characteristic of the volute being an advantage when the pump has to run over a wide flow range. There
is evidence, too, that at conditions far from BEP, twin volutes produce lower rotor forces than diffusers.
In smaller, lower pressure multistage pumps, the cost advantage of diffusers is not so significant. At
the same time, ease of manufacturing favours volute pumps, at least down to around 2-in. discharge, so
most such pumps have volute casings. In all but the smallest sizes, twin volutes are used. The smallest
sizes use single volutes to avoid the casting problems inherent in small double volutes, and balance
radial thrust by staggering successive volutes 180 deg. apart. Figure 3.1 shows the principle for a twostage pump. Older designs successfully used staggered single volutes in larger sizes than is generally
done today. The advantage these designs had was a relatively robust shaft, able to withstand the moment
produce between impeller pairs. Modem designs tend to use more slender shafts in the interests of higher
efficiency and lower NPSHR, and have therefore had to use a twin volute at each stage.
AXIALLY AND RADIALLY SPLIT CASINGS
Both axially and radially split casings are used for multistage centrifugal pumps. Variety in pump design
is based on these two successful solutions for casing construction problems, which were arrived at in
44
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
Multistage Pump Casings
45
Radial
Thrust
Stage 1
Fig. 3.1
Multistage volute pump arrangement for radial thrust balance.
the early days of the centrifugal pump. Each of these designs, incorporated in pump models over many
years, has followed its own separate evolution.
Although the radially split casing design might logically seem to be a recent development motivated
by higher pressure requirements, it is really a reversion to the original type. The first centrifugal pumps
had a vertically split casing, with radial joints in a plane perpendicular to the shaft axis. Radially split
casings have been in continuous use both here and abroad ever since, especially in high-pressure multistage
centrifugal pumps.
The idea of splitting the casing axially, or parallel to the axis of rotation, was introduced to overcome
radially split casing limitations on accessibility for inspection and repairs. The casing suction and
discharge connections were located in the lower half. The upper half could be lifted and the rotor laid
bare for inspection or removal without disconnecting the pump proper either from its foundations or
from the suction and discharge piping. This was the key influence in the development of the axially
split casing. The change was made solely for reasons of cost. Less machining was deemed likely to
reduce the manufacturing cost, and the greater convenience of dismantling and reassembly would certainly
reduce maintenance costs.
As long as pump working pressures remained within modest limits, axially split casings proved
satisfactory. Higher working pressures, however, exposed a basic weakness. As pressures increased, it
became more and more difficult to maintain a tight axial split flange. The consequences of this were
intemalleakage between the stages with subsequent casing erosion and occasional axial thrust problems
at the least; leakage of the pumped liquid to the atmosphere at the worst. Distortion of the joint flange
46
Multistage Pump Casings
was recognized as the problem. The first remedies were to increase the flange thickness, stiffen the
casing with ribs, and increase the number and size of casing bolts. Although these remedies increased
the allowable working pressures to some extent, there was still an upper limit beyond which reliable
axial split operation could not be ensured.
Axially split against radially split pump casings was one of the most eontroversial design topics until
late in the nineteen-thirties. Then, the 1938 to 1948 period produced a definite trend, with 85 bar gauge
(1,250 psig) becoming the average working pressure at which a user changed from axially to radially
split casings. For some time after that, designer opinion on the proper pressure limits for the two casing
designs varied considerably, with some favoring a reduction in the changeover point to as low as 70
bar gauge (1,000 psig) and others convinced that the axially split casing limit could be safely increased
to 110 bar gauge (1,600 psig).
The limiting factor in the history of axially split casings was the difficulty in making even rough
estimates of the stress and strain (distortion) in such a complex shape (see the discussion later). An
entirely satisfactory design could be realized by "cut and try" methods, but usually at greater expense
than was commercially tolerable. To realize consistently well behaved axial split joints at reasonable
cost, it was necessary for the technique known as "finite element analysis" (FEA) to come into general
use. With this technique, the casing is modeled as many connected blocks, and its stress and strain
contours are calculated for a given set of loads, including piping loads and constraints. The beauty of
FEA is that it takes account of the interdependence between stress and strain and allows the casing to
be "tested" while it is still just a design. The drawback is that the solutions can only be run on a computer;
the extent of calculation is well beyond manual techniques. With FEA the working pressure limit for
axially split casings has risen to 275 bar gauge (4,000 psig). Such casings, however, tend to be more
expensive than an equivalent radially split design, so are used only when other circumstances, such as
floor space or ease of maintenance, dictate them. The general economical limit of axially split casings
in services such as boiler feed is 170 bar gauge (2,500 psig). For applications handling petroleum based
liquids, the limit can be lower.
API-61O [3.1], taking account of the consequence of casing leakage in oil refineries, the greater risk
of leakage when handling petroleum products at elevated temperatures, and the difficulty of remaking
axial split joints in the field, limits axially split casings to rated pressures of 100 bar gauge (1,450 psig),
pumping temperatures of 230°C (450°F) and liquids of SG 0.7 and higher at the pumping temperature.
These are conservative limits and there are many axially split casings operating reliably beyond them.
In contemplating axially split casings beyond the limits of API-61O, the pump user needs to consider
the ratio of the casing's maximum allowable working pressure to the rated pressure (the higher the
better), actual operating experience with the same casing in similar conditions, and finally the availability
of the skills necessary to successfully remake the casing joint.
CASING UPPER PRESSURE LIMITS
To analyze a bolted and gasketed flange joint, we must visualize the phenomena occurring during the
initial tightening process and when internal pressure is applied. As the flanges are pulled tight by bolt
action, the bolts are subjected to a tensile stress. The gasket itself is subjected to a compression stress
determined by the bolt stress and the relative bolt and gasket areas. As internal pressure is applied, the
bolt stress increases and the bolts stretch. Assuming that the deformation of the gasket under initial
tightening is not permanent, gasket thickness will increase by the same amount that the bolts are increased
in length. This requires that the gasket stress not exceed the yield strength of the gasket material and
Multistage Pump Casings
47
that the material possess sufficient resiliency. Although the gasket compression stress is thus reduced
under internal pressure, it remains sufficiently high to prevent leakage between the flanges.
This analysis assumes that the flange surfaces are sufficiently smooth to give relatively uniform gasket
stress under internal pressure, the stress never falling below the minimum required for effective sealing.
If flange surfaces are rough, large local stresses may develop in the gasket at flange high spots during
the initial tightening. Conversely, the gasket may have low-stress areas at flange depressions even when
high stress is applied during the initial tightening. When internal pressure is applied, highly stressed
gasket areas may not match the increase in gasket thickness found in other areas, and low flange areas
not sufficiently stressed initially may fail to hold the internal pressure, causing leakage.
For these reasons, planed or milled flange surfaces are only suitable for low or medium pressures. If
a satisfactory flange joint is desired in a high-pressure range, the flange surfaces must be very carefully
ground and low spots eliminated.
Analyses of the tightness of bolted flange joints vary in complexity. If the flange is symmetrical (for
example, a pipe flange), the bolt load distributed uniformly over the entire gasket contact area, and the
gasket material perfectly homogeneous, it is relatively easy to calculate initial bolt and gasket stress,
elongation of bolts caused by internal pressure, and the resulting increase in gasket thickness. If the
restoration characteristics of the gasket material are known, it can then be determined whether the joint
is sufficiently tight for its intended service.
Axially split casing flanges in multistage pumps do not, however, lend themselves to simple analysis.
Figure 3.2 shows the horizontal flange of a six-stage pump. The bolting distribution is usually very
complex, making it necessary to use finite element analysis to study overall joint quality under varying
pressure at the individual stages. By definition any "model" of a part is an approximation, so prudence
requires that FEA be occasionally verified or calibrated by experiment. Stress is checked using strain
gages, and gross strain or deflection by checking the actual movement, or joint separation, at critical
Fig. 3.2
Horizontal flange of an axially split six-stage pump casing.
48
Multistage Pump Casings
areas within the casing under working pressure. The critical areas, of course, are the projecting casing
tongues that separate the various pump stages and that are farthest removed from the bolting. These
data must be supplemented by stress-deflection tests on the gasket material to permit comparison between
the casing deflection under internal pressure and restoration of gasket thickness under reduced stress.
The comparison will indicate whether the flange joint will remain tight under pressure or leak. Special
gages (Fig. 3.3) permit experimental measurement of casing stretch. One or more such gages are clamped
to the internal ring bores on the lower casing half. They are so arranged that the spring pushes the soft
copper wedges into the split at the adjacent tongue. The gage plunger is retracted before installation and
secured with the holding screw. To determine gasket compression induced by the initial bolting, small
pieces of gasket are removed at the tongues. The measurement is obtained by using feeler gages.
After the casing stretch gages are installed, the upper half of the casing is put in place and the bolts
tightened. As the shaft and impellers are not in place for this test, it is possible to reach into the stuffing
Holding Screw
___"""""--__ Slot
Clamp
Fig. 3.3 Casing flange deflection gage.
Used in experimental analysis of axially split casing pump designs.
Multistage Pump Casings
49
box opening and release the gage-holding screws. The soft copper wedges are thereby pressed against
the closed split under spring pressure, free to advance as casing deflection occurs. It is also possible at
this stage to reach in with a feeler gage and measure gasket compression under initial tightening.
Endplates are fastened over the stuffing box opening, and the casing subjected to the desired hydrostatic
test pressure. The copper wedges penetrate into the split as far as it is opened up. After the casing has
been held at test pressure for the required length of time, the pressure is released. The two casing halves
resume their original position, and an indentation is made on the soft copper wedges at an easily
measurable point. When the casing is opened and the gages removed, this indentation permits exact
determination of casing deflection. Comparison of this measurement with the restoration curve of the
gasket material under varying stresses will indicate whether the selection of the size, number, and location
of the bolting material, the stiffening ribbing on the casing, and the gasket material will assure a pump
casing that will remain tight under working pressure conditions.
Interstage pump leakage along the horizontal flange with accompanying annoyance, maintenance
expense, and pump outage were common characteristics of multistage pumps for many years. They were
previously accepted as an unavoidable consequence of man's attempt to generate hydraulic pressures in
excess of those provided by the free state of nature. Fortunately, designs have today improved to the
point that an axially split casing pump need not develop this leakage.
Fig. 3.4 Two-stage axially split casing volute pump.
For small capacities and pressures up to 17.5 bar gauge (250 psig).
SO
Multistage Pump Casings
Fig. 3.5 Two-stage axially split casing volute pump.
For pressures up to 27.5 bar gauge (400 psig). Note the outline of integrally cast interstage passages.
Fig. 3.6 Five stage axially split casing volute pump.
For pressures up to 110 bar gauge (1,600 psig).
Multistage Pump Casings
51
Fig. 3.7 Ten stage axially split casing volute pump.
For pressures up to 175 bar gauge (2,500 psig).
AXIALLY SPLIT CASING DESIGN
The design and arrangement of stages within a casing is discussed in more detail later. Whatever the
arrangement, it is necessary to connect the successive stages of a multistage pump. In the low and
medium pressure and capacity range, these interstage passages are cast integrally with the casing (Figs.
3.4 and 3.5). Older designs for higher capacities and pressures used external crossovers (Fig. 3.6) to
keep casing dimensions small and avoid sudden changes in flow velocity or direction, hence higher
hydraulic losses. Improved understanding of casing flow, particularly in the crossover region between
stages, has yielded modern designs that realize equal or better efficiency without the added cost of
external crossovers (Fig. 3.7).
Interstage Construction
A multistage pump inherently has adjacent chambers at different pressures. These chambers must be
isolated from one another so that leakage from high to low pressure will occur only at the clearance
joints between stationary and rotating pump parts and will thus remain minimal. The isolating wall used
to separate two adjacent chambers of a multistage pump is called a stage-piece, a diaphragm, or an
interstage diaphragm. The stage-piece can be a single piece, or it may be fitted with a renewable stagepiece bushing at the rotor section immediately inside the stage-piece.
The stage-pieces, which are usually solid, are assembled onto the rotor along with impellers, sleeves,
bearings, and similar components to make the pump's element. It is important to note the distinction
between rotor and element; the former is the assembly of all the rotating components, the latter is the
rotor plus the removable stationary parts. A typical element for an axially split pump is shown in Fig. 3.8.
52
Multistage Pump Casings
Fig. 3.8 Inner element of six-stage opposed-impeller axially split casing pump.
Stage-pieces are assembled on the rotor between the impellers.
Upper Half
Locking
Surface ....
/
OfCasing
"
Lower Half
Of Casing
Fig. 3.9
Locked tongue-and-groove joint in lower half of axially split casing.
Multistage Pump Casings
53
To prevent the stage-pieces from rotating, a locked tongue-and-groove joint is provided in the lower
half of the casing (Fig. 3.9). (This tongue-and-groove is clearly visible in Fig. 3.8.) Clamping the upper
casing half to the lower half securely holds the stage-piece and prevents rotation.
Proper seating of a solid stage-piece against an axially split casing has given designers considerable
trouble not only because it presents alignment problems of a three-way joint but also because the joint
must be tight and leakproof under a pressure differential without bolting the stage-piece directly to
the casing.
A small-diameter casing is an important pump design factor in combatting stage-piece leakage. It
helps ensure a seal fitting of the two casing halves adjacent to the stage-piece when the casing bolting
is pulled tight. The small diameter also helps eliminate stage-piece cocking, which leaves leakage
clearance in the upper casing half when it is pulled down tight. No matter how rigidly the stage-piece
may be seated in the lower casing half, there must be a sliding fit between the seat faces of the stagepiece and the upper casing half so that the upper half may be pulled down. Also, each stage-piece must
be arranged so that pumping pressure differential will tend to seat it tightly against the casing (Fig. 3.10)
rather than open up the joint. Some designs incorporated an elastic seal ring in the stage-piece and
wearing ring (Fig. 3.11) to try to ensure pressure tightness at the face despite minor machining variations,
indifferent assembly, or thermal distortion. These worked as intended, but with better machining and
materials, the simpler arrangement shown in Fig. 3.10 has proved more cost effective. The use of
elastomer seals at axially split pump interstage joints is now limited to stage pieces with a radial seal
only or those with a very high pressure drop, where even minor leakage would quickly cause wiredrawing of the casing.
Although simplification of interstage joints is highly desirable, it should not extend to the point where
Low Pressure
High Pressure
Seating --t-::n"''--t---f---t:--,tI''''V
Surface
Fig. 3.10
Stage - Piece
Arrangement of stage-piece between pump pressure stages.
S4
Multistage Pump Casings
Neoprene
Seal Ring
Fig. 3.11
Arrangement of stage-piece elastic seal-ring.
joint perfonnance is impaired. To do so risks interstage leakage with a consequent reduction in pump
perfonnance and element service life. The heads per stage being developed in modem designs are a
product of the need for higher pressure and practical limitations on the number of stages. That these
higher heads can be developed reliably is in part the result of careful design and development of the
interstage joints.
General Considerations
Axially split casing pumps are used routinely for pressures up to 170 bar gauge (2,500 psig). Such
pressures introduce the extremely important subject of proper choice of material. High-pressure piping
systems, of which pumps fonn a part, are invariably made of steel because this material is stronger and
stiffer than iron, and is ductile, that is, it yields significantly before fracturing. Considerable piping strain
occurs in these systems, some of which is transmitted to the pump casing. The latter is essentially an
axially split barrel flanged at the split and fitted with two necks to serve as inlet and discharge openings.
Under the action of piping strain, these necks are the highest stressed regions of the casing and if not
made of a strong, ductile material they may fracture. Steel (or chrome steel; see materials in Chap. 17)
is therefore the safest material for pump casings whenever working pressures exceed 70 bar gauge (1,000
psig). This discussion points up a very important feature in suction and discharge flange design. Whereas
raised face flanges are perfectly satisfactory for steel casing pumps, their use is extremely dangerous
with cast-iron pumps. A lack of ductility in cast iron leads to flange breakage when the bolts are tightened
because the bending moment fulcrum is located inside the bolt circle. Therefore, be sure to avoid raised
face flanges on cast-iron casings, as well as the use of a raised-face flange pipe directly. against a flatface cast-iron flange.
Multistage Pump Casings
55
If a cast-iron pump casing is used, it remains possible to use a steel adapter piece in the shape of
either a straight pipe extension or an elbow. This adapter piece should have a flat flange face at the
pump discharge flange connection.
Most specifications are very conservative in specifying the type of discharge flange, but they frequently
overlook the most elementary safety requirements in describing the suction flange. Obviously, the latter
should be suitable for the pump casing hydrostatic test pressure. Therefore, if the hydrostatic test pressure
is over 35 bar gauge (500 psig), it would be improper to use an ANSI 150 flange.
Location of the pump casing support is not critical in smaller units operating under 17.5 bar gauge
(250 psig) and at moderate temperatures (see Fig. 3.4). Very little distortion is likely in this small unit,
whatever the support foot location. However, in larger units operating at higher pressures and perhaps
higher temperatures, it is most important to support the casing as close as possible to the horizontal
centerline and immediately below the bearings (Figs. 3.5-3.7).
Certain pump requirements are basic and normally accepted by all reputable pump manufacturers.
However, it is good practice to include them when preparing pump specifications.
1.
2.
3.
4.
5.
6.
7.
The analysis and physical characteristics of the recommended casing material should be outlined.
The manufacturer should specify the casing hydrostatic test pressure. Usually this pressure is 1.5 times the
casing design pressure, which equals or exceeds the maximum allowable working pressure at 38°C (lOO°F).
Because the pressure increment between standard flanges is large in the high pressure range, the maximum
allowable working pressure of multistage pump casings is often less than that of its suction and discharge
flanges.
If the casing joint is axially split, it should be provided with dowels for accurate reassembly after opening.
The casing should be provided with a suitable vent at the suction of the first stage impeller.
Suitable valved openings should be provided for venting the high points of the casing and for draining.
Necessary pressure instrument taps should be provided at suction and discharge flanges.
If shaft seal leakage can accumulate in the brackets connecting the bearings to the casing, the bracket should
have a suitable drain connection and overflow holes should be provided to prevent flooding of a bearing if
a drain becomes blocked.
RADIALLY SPLIT DOUBLE-CASING DESIGN
The oldest form of radially split casing multistage pump is that commonly called the "ring-casing" or
the "doughnut" type. When it was originally found necessary to use more than one stage to generate
higher pressures, two or more single-stage units of the prevalent radially split casing type were bolted
together. Figure 3.12 shows this type of two-stage pump, about 1907 vintage. This is a far cry from a
modem radially split casing pump, but it clearly illustrates the origin of today's design principles.
In later radially split casing pump designs (Fig. 3.13), the individual stage sections and separate
suction and discharge heads were held together with large through-bolts. These pumps, still basically
an assembly of bolted-up sections, had serious dismantling and reassembly problems because suction
and discharge connections had to be broken each time the pump was opened. The double-casing pump
retained the advantages of the radially split casing design and solved the dismantling problem.
The development of the double-casing high-pressure pump has been most interesting. Like the evolution
of several related but different animal families, it has evolved into several types, similar in principle but
different in conception.
The basic principle consists in enclosing the working parts of a multistage centrifugal pump in an
inner casing and in building a second casing around this inner casing. The space between the two casings
is usually maintained at the discharge pressure of the last stage. Some newer designs, however, effectively
56
Multistage Pump Casings
Discharge
Suction
Fig.3.12 Two-stage radially split "ring section casing" pump (around 1907).
revert to single casing construction by sealing each stage directly to the outer casing. The objective of
this arrangement is to reduce the size of the outer casing. That it does, but at the expense of casing
material and manufacturing complexity since the casing must now have a sealing fit for each stage.
The inner casing design follows one of two basic principles: (1) axially split (Fig. 3.14) or (2) radially
split (Fig. 3.15). The first of the two is a simple evolutionary step from the usual axially split casing
for low-pressure pumps. This type of single casing will distort and breathe, with consequent leakage at
the axial split and between stages, whenever final discharge pressure exceeds certain design limits because
practical flange thickness and bolting strength maximums are not adequate. To help prevent the leakage
at the axial split, the casing is enclosed in a solid barrel of cast or forged steel. As the outside of the
axially split casing is subjected to a pressure greater than the average internal pressure, the inner casing
is under compression and the axial flanges will remain tight.
The inner casing is usually of volute design. The main shortcomings of this particular design are as
follows: (1) it lacks the symmetry of a radially split inner casing and (2) it eliminates possible leakage
at the axial joint without ensuring against interstage leakage at the stage pieces, or leakage at the threecornered joint where the axial split meets the main sealing face in the outer casing. The principal
advantage of this design is that the rotors of high-speed pumps, those running at more than 4,000 rpm,
can be dynamically balanced, then installed without subsequent dismantling and reassembly.
The double-casing pump with radially split inner casing is an evolution of the ring-casing pump, with
added provisions for ease of dismantling. After assembly, it is inserted inside a cast or forged cylindrical
casing and supported by one of two basic means (see later discussion) to remain aligned within the
pump yet be free to expand under temperature changes.
Multistage Pump Casings
57
Fig. 3.13 Multistage radially split "ring section casing" pump of the 1930s.
Radial joints between the stages offer the advantage of greater accuracy in the manufacture of the
hydraulic passages, and because all the joints are ring-type, lower risk of leakage between the stages or
across the element-to-casing sealing face. The one disadvantage is that after the rotor is balanced it must
be dismantled, then reassembled with the inner casing pieces to make up the complete inner assembly
or element. With the appropriate construction (see Ch. 7), the rotor's balance can be maintained as the
element is assembled.
The difference in construction and assembly sequence of axially and radially split inner casings can
lead to confused terminology. A rotor is defined as the assembly of all the rotating parts of a pump, and
an element as the assembly of the rotor plus the stationary internal parts. In a single casing axially split
pump, the element is the rotor plus the wearing rings, stage pieces, and interstage bushings (Fig. 3.8).
In a double casing pump with an axially split inner casing, the same assembly exists, but it is now only
a sub-assembly of the complete inner element which necessarily includes the inner casing.
58
Multistage Pump Casings
Byron Jackson
Double Case Pump
Fig. 3.14
.... ..
Double-casing pump with axially split inner casing.
(Courtesy BW/IP International Inc.)
.
. -':i..-- .t
I I
',~-
Fig. 3.15
Double-casing pump with radially split inner casing.
Multistage Pump Casings
59
The assembled inner element is inserted into a cylindrical casing or "barrel", which is usually a
weldment of forgings. Support of the element within the casing and provision for its thermal expansion
are generally achieved by either: 1) a radial fit at the suction end of the casing and stay bolts through
the element to casing sealing face (Fig. 3.15), or 2) a radial fit at each end of the casing and a spring
or "compensator gasket" between the element and casing head to maintain contact at the casing sealing
face (Figs. 1.11 and 3.14). Of the two methods, the latter is less expensive, has proven reliable, and is
therefore used in most modem designs.
In Fig. 3.16 the inner element (radially split) of a double casing pump is being installed in the outer
casing. Fig. 3.17 shows the external appearance of this type of unit (see also Fig. 11.56). The suction
and discharge nozzles are an integral part of the outer casing, and the inner element can therefore be
withdrawn without disturbing piping connections. The most important advantages of this design are
symmetry of the outer casing and ring-type outer casing joints, both of which make for more reliable
sealing at high pressures and temperatures. Taking advantage of this, double casing pumps have been
built for pressures to 965 bar gauge (14,000 psig) and temperatures to 425°C (800°F).
CASING MAINTENANCE
Axially split single casings are maintained following the principles set out in Ch. 2.
In double casing pumps, the maintenance of axially split inner casings broadly follows the principles
for single casings, but does require special techniques to reduce the risk of leakage between the stages
and across the element-to-casing seal. Most axially split inner casings have opposed impeller rotors,
which means there is a second important seal, with a differential pressure equal to about half the pump's
pressure rise, between the inner casing and the casing head.
The maintenance of radially split inner casings typically involves checking the ring joint surfaces for
damage, checking that the locating fits between the pieces are correct, and inspecting waterway surfaces
for damage (erosion, cracks). Joint face damage and loss of fit between the pieces is repaired by welding,
stress relieving where necessary, and remachining to new dimensions. Any damage to the waterway
surfaces should first be investigated to determine and correct the cause. Once that is done, the damage
can usually be repaired by excavating to sound material, then welding, stress relieving where necessary,
and refinishing to the original surface contour.
Although the outer casings of double casing pumps usually do not require maintenance, this being
one of the objectives of the design, the following should be checked each time the pump is opened:
• Inner surfaces for corrosion (or casing wall thickness).
• Waterway overlays for substrate corrosion.
• Element-to-casing sealing face for mechanical damage and erosion or "wire drawing".
• Casing and head gasket faces for damage.
• Fillet adjacent to the element-to-casing sealing face for cracks.
Local corrosion can be repaired by welding and refinishing the surface to the original contour. Major
corrosion of the casing inner surfaces (beyond the design corrosion allowance) or substrate corrosion
under overlays is most efficiently done by machining out to sound material, building up with automatic
welding, stress relieving, then remachining to new dimensions. The build-up can include a corrosion
resistant overlay if required by the original design or deemed necessary from the actual corrosion rate
in service. Damage to sealing surfaces is repaired by welding, usually with austenitic stainless steel,
then remachining. Cracking in the casing is serious. Whether it can be repaired depends on the cause
60
Multistage Pump Casings
Fig. 3.16 Inner element of radially split double-casing pump being inserted into its outer casing.
Fig. 3.17
Multistage radially split double-casing pump.
Multistage Pump Casings
61
of the cracking and the extent of it. Extensive cracking caused by low cycle thennal fatigue should not
be repaired because there is a risk that all the material through the section has been damaged. For other
than minor repairs such as local corrosion or damage to sealing surfaces, the casing must be disconnected
from its piping and moved to a repair shop.
BIBLIOGRAPHY
[3.1] API-61O, 8th Edition, Centrifugal Pumps for Heavy-Duty Chemical, Gas Processing, and Refinery Service,
1995, American Petroleum Institute, Washington, D.C.
4
Impellers and Wearing Rings
---
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
IMPELLER TYPES
The function of the impeller is to convert torque applied to the pump shaft to pressure and kinetic energy
in the pumped liquid. It does this by the action of its vanes on the liquid and is the only component of
a centrifugal pump that does so. The other components, even those that convert kinetic energy to pressure,
absorb some energy from the liquid. Given its unique function, the impeller can be considered the
fundamental component of a centrifugal pump.
Impellers are classified by the following four design distinctions:
1.
2.
Shaft mounting
Inlet or suction arrangement
3.
4.
Vane shape and form
Vane closure.
Before discussing classification in detail, it is beneficial to address impeller nomenclature. Referring to
Fig. 4.1, liquid enters the impeller through the "suction eye," the minimum area just ahead of the vanes,
passes through the waterways formed by the "vanes," "hub," and "shroud," and leaves at the "discharge
tip." Torque is transmitted from shaft to vanes through the "hub." Leakage of high-pressure liquid from
the impeller discharge back to suction is limited by a close-running clearance at the "outer hub" or
"wearing ring hub."
Shaft mounting, although nominally a mechanical feature, has a bearing on impeller hydraulics and
so is dealt with first. When the impeller is attached to one end of the shaft, such that the shaft does not
extend into the impeller eye, the impeller is termed overhung. For hydraulics, this is the ideal arrangement,
because the shaft does not block the impeller eye. The alternative is to have the shaft passing through
the impeller eye, an arrangement usually referred to as shaft through eye. Because the shaft now blocks
the impeller eye, the eye diameter must be larger than that of an overhung impeller with the same eye
area. The larger eye diameter increases the NPSHR for an otherwise equal design. A further possible
62
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
Impellers and Wearing Rings
Outer Hub or
63
Center dividing wall of
Double Suction Impeller
Wearing Ring Hub
Suction Eye
Suction Vane
edge or tip
Hub
Shroud
Fig. 4.1 Nomenclature of double suction impeller.
effect is lower pump efficiency as the ratio of eye diameter to impeller diameter increases, a consequence
of overloading the vanes (trying to add too much energy over too short a vane).
There are two inlet or suction arrangements: single suction and double suction (Fig. 4.1). As the
terms imply, a single-suction impeller has one eye; a double suction, two. Pumps with double-suction
impellers normally have the two casing suction passages joined to a common suction nozzle and flange.
Whether to use single- or double-suction impellers depends on a number of factors.
Small, radially split pumps, either horizontal or vertical shaft, almost invariably have single-suction
impellers, because it is an economical arrangement and the NPSHR is tolerable. Very large verticalshaft pumps, too, invariably have single-suction impellers, the choice in this case being a product of
structural considerations (vertical) and realizing the highest possible efficiency (overhung impeller).
In medium and large pumps, the use of double-suction impellers has two advantages. First, it allows
lower NPSHR than a single-suction impeller of equal capacity. Second, double-suction impellers are
theoretically in axial hydraulic balance, thus reducing the size of the necessary thrust bearing (but see
Chap. 22 for cautionary remarks). When the service conditions allow an axially split casing (see Chap.
2), the added casing complexity is fairly easily accommodated. For those services requiring a radially
split casing, the construction is more complex but often employed for both lower NPSHR and the
advantage of a between bearings rotor.
Multistage pumps usually have single-suction impellers to avoid the casing complexity associated
with getting liquid to and from a series of double-suction impellers. The only exception is the first stage
of sizes 3-in. discharge and larger, which is sometimes double suction to avoid having to provide
additional NPSH.
64
Impellers and Wearing Rings
Pumps designed to handle liquids laden with solids or abrasives incorporate special leakage restriction
arrangements to avoid binding and allow for adjustment (see wearing rings). These arrangements are
not suited to double-suction impellers, so such pumps also normally have single-suction impellers.
Vane shape and form are generally divided into four groups:
1.
Plain vane (Figs. 4.2 and 4.9-4.11)
2. Francis vane (Figs. 4.3-4.5)
3. Mixed flow (Fig. 4.6)
4.
Propeller or axial flow (Fig. 4.7).
In a plain vane impeller, the vanes are of single curvature, with all vane surfaces straight lines parallel
to the axis of rotation.
The vane surfaces in a Francis-vane impeller have a double curvature. This impeller is also often
called the Francis screw-vane or screw-vane impeller.
An impeller design that has both a radial and axial flow component is called a mixed-flow impeller.
It is generally restricted to single-suction designs with a specific speed above 4,200. Types with lower
specific speeds are called Francis-vane impellers (see Chap. 18). Mixed-flow impellers with a very small
radial flow component are usually referred to as "propellers." In a true propeller or axial-flow impeller,
the flow strictly parallels the axis of rotation. In other words, it moves only axially.
The relation of impeller profiles to specific speed for single-suction impellers is shown in Fig. 4.8.
Impeller classification according to vane shape is arbitrary, because impeller types overlap in various
pump types. For example, impellers in single- and double-suction pumps of low specific speed have
vanes extending across the suction eye. This arrangement provides a mixed flow pattern at the impeller
entrance for low pickup losses at high rotative speeds, but allows the discharge portion to follow the
plain vane principle. In pumps of higher specific speed operating against low heads, impellers have
double-curvature vanes extending over the full vane surface. They are therefore full Francis-type impellers.
The mixed-flow impeller, usually a single-suction type, is essentially one-half of a double-suction highspecific-speed Francis-vane impeller.
Vane closure refers to the means used to "close" the waterways of the impeller. Some means of
closure is necessary lest the pressure difference across the impeller vanes (between the pressure and
suction sides, an inherent aspect of impeller action) cause leakage and a consequent drop in pump
performance. Three closure arrangements are generally recognized: (1) open, (2) semiopen, and (3) closed.
An open impeller (Figs. 4.6 and 4.9) essentially consists of vanes connected to a hub. Leakage across
the vane ends is limited by a close axial clearance at each side, formed by the casing and cover wall.
The design has two mechanical limitations. First, the vanes are weak in bending, and if at all long must
be stiffened with a rib or partial shroud. Second, either the casing or cover surface must be adjustable
or readily replaceable to allow economical restoration of running clearances.
With the appropriate vane design, open impellers are able to pump liquid containing significant solids
without suffering blockage of the waterways or binding between the impeller and casing. This capability
is a consequence of having a "cutting edge" at each end of the vane and not having a shroud, which
can accumulate material between itself and the adjacent casing walls. Open impellers are better suited
to stringy or bulky solids than abrasive materials, the latter being handled with longer service lives by
semi-open or closed impellers. Combined with the mechanical limitations, this restricts the normal use
of open impellers to small, general service solids-handling pumps.
In a semi-open impeller (Fig. 4.10), one side of the impeller waterway is closed by a shroud, usually
on the back side of the impeller, occasionally on the front side. With this refinement, the mechanical
limitations of the open impeller are largely overcome; vane bending strength is adequate and the impeller
Fig. 4.2
Plain-vane single-suction closed impeller.
Fig. 4.4
High-specific-speed Francis-vane doublesuction closed impeller.
Fig. 4.6
Open mixed-flow impeller.
Fig. 4.3
Fig. 4.5
Francis-vane double-suction closed impeller.
Low-specific-speed Francis-vane singlesuction closed impeller.
Fig. 4.7
Axial-flow impeller.
65
66
Impellers and Wearing Rings
I
0
0
...
,- - .....
0
0
CD
0
,...
0
Radi al '
0
0
IJI
~an,
0
0
'"
0
0
~-
li,ld
o
o
"'.
o
o
q
'"
Fr anc:is -
o
o
~
ler.. f ie ld
o
o
o.
o
o
o
¢-
'"
o
o
q
'"
o
o
~
MI.,d-fIO" f i' ld
o
o
0
0
0
0
0_
q
q
CD
'"
0
Al i a l - f1aoo l i,'d
Fig. 4.8 Variation in impeller profiles showing approximate range of specific speeds (US units).
Fig. 4.9 Open impellers.
Impellers at left and right strengthened by a partial shroud.
Fig. 4.10 Semi-open impeller.
o
o
..,
0.
Impellers and Wearing Rings
67
Fig. 4.11 Semi-open impeller.
Front view (left); back view (right) shows pump-out vanes.
to casing clearance can be maintained by an adjustable rotor. The shroud side normally has pump-out
vanes (Fig. 4.11) to (1) lower the pressure at the shaft seal and (2) keep the region between the shroud
and the casings free of any solids. When the shroud has balance holes in the region of the vane inlet
edge, the pump-out vanes also serve to minimize the leakage flow down the back shroud.
The compromise made by using a semi-open impeller is lower solids-handling capability than an
open impeller. For all but the most difficult services, the compromise is of little consequence, thus semiopen impellers are widely used in pumps for chemical, paper, slurry, and severe industrial services. An
argument made frequently for their use in such services, aside from resistance to blockage, is that
clearance wear, hence pump performance, can be restored to a worthwhile degree without having to
open the pump.
A closed impeller (Figs. 4.2-4.5) has both sides of its waterways closed with a shroud, an arrangement
that eliminates leakage across the ends of the vanes. Of course high-pressure liquid still tends to leak
back to lower pressure, so some form of cylindrical or axial restriction is incorporated between the
casing and the shroud at a convenient location to minimize the leakage (see wearing rings).
For a given pump, except in very small sizes, a closed-impeller design is more economical to make
for high efficiency than either an open- or a semi-open-impeller design. The reasons for this are the
sensitivity of the latter two designs to clearance at the ends of their impeller vanes and the need for
clearance adjustment. Sensitivity to end clearance requires additional care in machining to achieve
consistently high performance. The need for clearance adjustment complicates pump construction. Closed
impellers are also sensitive to leakage, but not to the same degree as open and semi-open impellers (the
leakage is around the impeller rather than back into the succeeding channel), and the close clearances
used to limit leakage are easier to manufacture accurately. Given this advantage, closed impellers are
used almost exclusively for clean liquid services, the exception being small, low-cost, nonadjustable
pumps designed to be replaced when worn out.
68
Impellers and Wearing Rings
SPECIAL DESIGNS
Given the myriad services to which centrifugal pumps are applied, there are many impellers designed
for specific applications. Details of some of the more prevalent are given here.
Liquids containing rags, stringy material, and solids like sewage will quickly clog the inlet region of
conventional impellers. The preferred solution is a closed impeller with large waterways and thick,
rounded vane inlet edges (Fig. 4.12), a variation known as a nonclog impeller. For pumps up to 12- to
16-in. discharge, such impellers usually have only two vanes, larger sizes have three and four vanes.
With hydraulic design compromised to allow the passage of large solids, nonclog impellers are not quite
as efficient as conventional designs and are prone to noisy operation at capacities below design (see
Chap. 22).
Solids-laden liquids that cannot be handled by nonclog impellers are often pumped with what is
known as afree-flow or induced-vortex impeller (Fig. 4.13). In this arrangement, the impeller is recessed
into the back of the casing, out of the pumped flow to give a free-flow path. The impeller is a simple,
radial vaned, semiopen design. Head is produced in the pumped flow by momentum exchange. Low
momentum liquid enters the impeller near the hub, is accelerated through the impeller, then issues as
high momentum liquid into the pumped flow where it gives up energy to the flow. Pump efficiency is
lower th.an conventional designs, but the performance characteristics are similar.
Closed impellers for liquids containing abrasive solids follow the usual slurry pump practices of
simple vane shape, thick vanes and shrouds for tolerance of wear, and pump-out vanes on the back
shroud. To both restrict leakage down the front shroud and keep the region free of solids, the front
shroud also has pump-out vanes (Fig. 4.14).
For high-energy impellers (head above 200 m [600 ft] and power more than 225 kW [300 hpJ) or
when low-pressure pulsations and low noise are important, it becomes necessary to modify conventional
impeller designs. The essential objective is to reduce the pressure pulsation produced as the impeller
vanes pass the stationary volute tongue or diffuser vanes.
Although it is really a casing design consideration, a good start is to have a certain minimum clearance
between the impeller and collector vanes (Fig. 4.15). How much is still a matter of some controversy
Fig. 4.12 Phantom view of radial-vane
non-clogging impeller.
Fig. 4.13 Induced vortex impeller.
Impellers and Wearing Rings
Fig. 4.14 Closed impeller for slurry pump (rough casting).
HIGH ENERGY PUMPS
DEFINITION
STAGE PERF GREATER
THAN: 200 M (650 FT)
COLLECTOR
TYPE
CLEARANCE
225 KW (300HP)
DIFFUSER
:3
VOLUTE
6
&
" R2
LEARANCE
I
~
ql
%
R2,,(R J
-
R2
R,l 100
1,1t
III,
II'I
:('1:,
I
I
t
\
, •
Fig. 4.15
Radial clearance between impeller and stationary vanes (gap "B").
69
70
Impellers and Wearing Rings
Fig. 4.16 Double suction impeller with split and staggered vanes.
because it is influenced by the head being developed, the impeller design, and the form of the stationary
vanes. There is, however, general agreement that values of diametral clearance equal to 1-2 percent of
impeller diameter are too small, and that increasing the clearance to 3-5 percent benefits both pump
efficiency and behavior (see Chap. 22 for further discussion).
Within the impeller itself, the objective is to minimize variations in the velocity of the liquid being
discharged. The most beneficial approach is to sacrifice efficiency and use a conservative design; one
with a relatively low discharge recirculation capacity (see Chap. 22). Further refinement involves such
measures as split and staggered vanes (Fig. 4.16), which is commonly used for double-suction impeller on
fan pump and similar service, and has also been used for single-suction impellers when circumstances
warranted it. The virtue claimed for split and staggered vanes is that the velocity variation (wake) associated
with each vane is halved, hence the pressure pulse caused by its passing is also halved. In very high energy
impellers (typically 750 m [2,500 feet] and 13,500 kW [18,000 hp)), split and staggered vanes have proven
necessary to ensure the bending strength of the vanes between the shrouds was sufficient.
An inducer (Fig. 4.17) is a special version of the propeller pump. Its function is to operate in series
with a conventional impeller and produce enough head to raise the net positive suction head available
(NPSHA) at the impeller to at least that required by the impeller. Being designed for only a very low
head, the inducer has inherently lower NPSHR and, to compound the benefit, is able to run with quite
a degree of cavitation without suffering damage or materially affecting the pump head. Correctly designed
and applied, an inducer enables pumping to higher heads with the same NPSHA or to the same heads
with lower NPSHA. In either case, the pumping installation is less expensive. There is need. however.
for emphasis on correct design and application. Inducers have a limited flow over which they operate
Impellers and Wearing Rings
Fig. 4.17
71
Inducer.
well. At higher flows, the head produced is not enough to provide the NPSH required by the impeller.
Recirculation (see Chap. 22) sets in at flows below the lower limit. Operation outside the "stable" flow
range therefore results in cavitation or noise and vibration or all three.
MANUFACTURE
In the past most impellers were cast. Usually the casting was one piece unless small size and low specific
speed dictated casting in two pieces and permanently assembling after machining. Modem practice has
fabrication and molding making notable inroads into impeller manufacture. Small, closed impellers for
mass-produced standard pumps are now routinely spot welded together from stainless steel pressings.
The justification for this approach is better performance (accuracy of shape and finish) and lower cost
provided the production runs are high enough. Using a combination of cast and wrought (pressed) pieces,
very large impellers for pumps and pump/turbines are also being fabricated. Adopting this approach has
72
Impellers and Wearing Rings
improved the accuracy of shape and lowered cost, while maintaining mechanical integrity equal to or
better than that of a one-piece casting. Casting is, of course, still an entirely valid means of making
impellers, but it is a skill that is becoming more concentrated, hence more expensive, and so is fostering
the development of alternatives.
Molding is the means used to produce plastic impellers. For small water pumps and severe service
chemical pumps, plastic is being used with increasing frequency. The need to separate the mold limits
one-piece molding to semi-open plain-vane impellers. Closed impellers can be made in two pieces and
bonded together, but the vane shape is still limited to plain.
IMPELLER TYPE SELECTION
From the preceding text it is evident there are many possible configurations of centrifugal pump impeller.
Figure 4.18 is intended as a broad guide to selecting or identifying the most appropriate basic impeller
type. It does not address, to any extent, special designs, and it obviously cannot be more than a broad
guide given the variations in service conditions and available product.
WEARING RINGS
Wearing rings provide an easy and economically renewable running clearance between the impeller and
casing. A running clearance without renewable parts is illustrated in Fig. 4.19. To restore original
clearances after wear, the operator must either (1) build up the worn surfaces by welding, metal spraying,
or other means, and then true up the part; or (2) buy new parts.
The new parts are not very costly in small pumps, especially if the stationary casing element is a
simple suction cover. As a matter of fact, the cost of a renewable stationary ring would sometimes differ
very little from that of a totally new suction cover for these units. This would not be true for larger
pumps of course, nor if the stationary element is part of a complicated casting. If the first cost of a
pump is of prime importance, the designer can benefit the operator by providing means for both stationary
parts and the impeller to be remachined. Renewable casing and impeller rings can then be installed
(Figs. 4.20 and 4.21). A preferable approach, now common practice for large pumps, is to furnish the
new pump with single-ring construction (Fig. 4.20). This simplifies pump construction, provides a readily
renewable wearing surface in the component of lesser material (casing typically iron or steel), and
recognizes the durability of the impeller wearing surface (typically 13 chrome or 13/4 chrome nickel steel).
Nomenclature for the casing or stationary part that forms the leakage joint surface varies as follows:
(1) "casing ring" (if mounted in the casing); (2) "suction cover ring" or "suction head ring" (if mounted
in a suction cover or head); and (3) "casing cover ring" or "head ring" (if mounted in the casing cover
or head). Some engineers like to identify the part further by prefixing the word "wearing" to the word
"ring," for example, "casing wearing ring." A renewable part for the impeller wearing surface is called the
"impeller ring." Pumps with both stationary and rotating rings are said to have "double-ring" construction.
WEARING RING TYPES
There are various types of wearing ring designs, and selection of the most desirable type depends on
the liquid being handled, the pressure differential across the running clearance, the rubbing speed, and
the particular pump design. In general, centrifugal pump designers use the ring construction they have
found most suitable for each particular pump service. The most common ring constructions are the flat
Impellers and Wearing Rings
73
CLEAN LIQUIDS
PUMP SIZE
I
SMALL
MEDIUM
LARGE
'STAGES
'STAGES
SHAFT AXIS
I
I
I
MULTI
SINGLE
I
®
®
I
CD
0
I
I
I
I
MULTI
SINGLE
I
I
0
®
I
I
I
HORIZONTAL VERTICAL
I
I
0
CD
SOLIDS LADEN UQUIDS
ABRASIVENESS
NONE TO LOW
I
MODERATE
HIGH
@
®
PUMP SIZE
I
SMALL
I
@
®
o
I
MEDIUM
I
®
o
®
o
Fig. 4.18 Impeller type selection chart.
KEY: 1. Overhung, single-suction, closed. 2. Shaft through eye, single suction, closed. 3. As 2 but with doublesuction first stage. 4. Shaft through eye, double-suction, closed. 5. Overhung, single-suction, open. 6. Overhung,
single-suction, semiopen. 7. Overhung, single-suction, special design for service.
type (Figs. 4.20 and 4.21) and the L type. The leakage path in the fonner is a straight annular clearance.
In the L-type ring illustrated in Fig. 4.22 the axial clearance between the impeller and casing ring is
large so that the velocity of the liquid flowing into the stream entering the suction eye of the impeller
is low. The L-type casing rings shown in Fig. 4.22 and 4.23 have the additional function of guiding the
liquid into the impeller eye; they are called "nozzle rings." Impeller rings of the L type shown in Fig.
4.23 also furnish protection for the face of the impeller wearing ring hub.
74
Impellers and Wearing Rings
IMPELLER
SUCTION
RING
SUCTION HEA
SUCTION HEAD
Fig. 4.19
Plain flat running clearance (no rings).
Fig. 4.20
Single flat casing ring construction.
SUCTION
RING
SUCTION HEAD
Fig. 4.21
Double flat ring construction.
Impellers and Wearing Rings
CASING ---....\"
7S
CASING RING
CASING
CASING RING-__>/
IMPELLER
~~~LLER_+--_-++,
Fig.4.22 Casing ring with "L-nozzle".
Fig.4.23
Double ring with "L-nozzle".
CASING--ooooOoooo\l/
CASING----i"
RELIEF
CHAMBER
CASING RING
IMPELLER RING -+----+-+'
Fig. 4.24 Single labyrinth of intenneshing type.
Double ring construction with nozzle-type casing ring.
r-t-"-"''"---.J-IMPELLER
Fig. 4.25
Double labyrinth ring construction.
In the past, some designers favored labyrinth type rings (Figs. 4.24 and 4.25). The objective of these
designs was lower leakage for a given pressure drop. This was to be realized by two features: first, the
series of close clearances followed by expansions would increase the overall friction coefficient. Second,
the reentrant feature of the design increased the total length of close clearance. The objective was often
realized, but many pumps also suffered vibration problems, the cause of which was finally traced to
labyrinth type rings. By virtue of the liquid flow and pressure distribution within it, a leakage restriction
with both inside and outside close clearances is self-disturbing; that is, radial displacement of the rotor
develops a force causing even more radial displacement. As a result of this finding, labyrinth type rings
have been modified to have either inside or outside close clearances but not both. With this modification,
the single labyrinth (Fig. 4.24) offers little advantage. Double, or even more, labyrinth rings (Fig. 4.25)
are employed when space permits and the complexity is justified.
Wearing ring designs employing only intermediate expansions to raise the overall friction coefficient
are also used. One example is the stepped ring, which can be single step (Fig. 4.26) or multiple steps.
Another example is the serrated ring (Figure 4.27), in which a series of grooves serve as the intermediate
expansions. In addition to reducing leakage losses, serrating one of the surfaces of a radial running
clearance serves to significantly increase the clearance's resistance to galling in the event of internal
contact. For many applications, particularly those where materials with low galling resistance must be
76
Impellers and Wearing Rings
RELIEF
CHAMBER
Fig. 4.26
Single step-type running clearance
(double rings).
Fig. 4.27 Serrated casing wearing ring.
used, the anti-galling characteristic of a serrated ring is more important than any improvement in pump
performance, the logic being that a pump not running has zero performance.
Wearing ring grooves or serrations can be either normal to the axis or helical. There are arguments
advanced that helical grooving which acts to pump against the leakage flow, improves pump efficiency
by reducing the leakage. Considering that such a pumping arrangement is relatively inefficient, any
reduction in leakage would be offset by an increase in power. This leads to the suggestion that it is
better to allow the leakage to be repumped by the more efficient impeller. In those cases where reverse
pumping wearing rings have yielded higher efficiency, the change in leakage rate must have been enough
to affect impeller performance. Helical grooving does seem to offer better resistance to damage from
incidental contact between the surfaces. This is attributed to the helical groove "wiping" across the
adjacent surface rather than "scoring" into it.
For raw water pumps in water works service and large pumps in sewage service in which the liquid
contains sand and grit, water-flushed rings have become popular (Fig. 4.28). Clear water under a pressure
greater than that on the discharge side of the rings is piped to the inlet and distributed by the cored
~
___________ IMPELLER
,.--_ _ _ _ IMPELLER RING
,..-------- SUCTION HEAD RING
z----SUCTION HEAD
~---CI_E~,R
WATER INLET
Fig.4.28 Water-flushed wearing ring.
Impellers and Wearing Rings
77
passage, the holes through the stationary ring, and the groove to the clearance. Ideally, the clear water
should fill the clearance with some flow both to the suction and discharge sides to prevent any sand or
grit from getting into the clearance space. To realize this, the pressure drop across the downstream
portion of the ring considering the flush flow alone, must be greater than the difference between the
static pressure at the pump suction and that just upstream of the running clearance. In all but very low
head pumps, this requires a flush flow higher than is usually practicable, which is why flushed wearing
rings have not always performed as expected. Similar difficulties have been encountered in the petroleum
industry, and are often remedied by adding pump-out vanes to the impeller shrouds to lower the pressure
adjacent to the joint. That solution has the disadvantage of noticeably increasing the pump's power, a
consequence of the power absorbed by the pump-out vanes. The trend today is to avoid the complexity
of flushing and employ wearing materials or coatings able to yield acceptable service lives running in
the pumped liquid.
In large pumps (roughly 36-in. discharge, or larger), particularly vertical end-suction single-stage
volute pumps, mere size alone permits some refinements not found in smaller pumps. One example is
the inclusion of inspection ports for measuring ring clearance (Fig. 4.29). These ports can be used to
check the impeller centering after the original installation as well as to observe ring wear without
dismantling the pump.
The lower rings of large vertical pumps handling liquids containing sand and grit on intermittent
service are highly susceptible to wear. During shutdown periods, the grit and sand settle out and naturally
accumulate in the region in which these rings are installed, as it is the lowest point on the discharge
side of the pump. When the pump is started again, this foreign matter is washed into the clearance and
causes wear. To prevent this action in medium and large pumps, a dam-type ring is often used (Fig.
4.30), for it permits the pocket on the discharge side of the dam to be periodically flushed.
One trouble with the simple water-flushed ring previously described (Fig. 4.28) is its failure to provide
uniform pressure in the stationary ring groove. If the pump size and design permit, two sets of regular
flat wearing rings in tandem and separated by a large water space (Fig. 4.31) provide the best solution.
The large water space allows uniform distribution of the flushing water to the full 360 deg of each
running clearance.
For pumps handling gritty or sandy water, the ring construction should provide an apron on which
the stream leaving the clearance can impinge, as sand or grit will erode any surface it hits. Thus, a form
of L-type casing ring similar to that shown in Fig. 4.28 should be used.
STUFFING BOX HEAD
STUFFING BOX
HEAD RING
IMPELLER
RING
IMPELLER
Fig.4.29 Wearing ring design with inspection hole.
78
Impellers and Wearing Rings
IMPELLER----------~
I't-.------SUCTION HEAD
Fig. 4.30
Dam-type ring construction.
IMPELLER
IMPELLER RING NO.2
SUCTION HEAD RING NO.2
FULL CIRCLE
CORED PASSAGE
CLEAR WATER
INLET
HEAD
SUCTION HEAD RING NO. I
Fig. 4.31
Two sets of rings with space for flushing water.
WEARING RING LOCATION
In some designs used by one or two sewage pump manufacturers, leakage is controlled by an axial
clearance (Fig. 4.32). Usually this design requires a means of adjustment of the shaft position for proper
clearance. Then, if uniform wear occurs over the two surfaces, the original clearance can be restored
Impellers and Wearing Rings
79
IMPELLER ----~
Fig. 4.32
Axial running clearance.
Fig. 4.33
Adjustable axial-clearance
ring construction.
simply by adjusting the impeller position. This method does have its limitations, however, for the impeller
must be nearly central in the casing waterways.
Axial running clearances are not overly popular for double-suction pumps because a very close
tolerance is required in machining the ring fit in reference to the centerline of the volute waterways.
Radial clearances, however, allow some shifting of the impeller for centering. The only adverse effect
is a slight inequality in the lengths of the leakage paths on the two impeller sides. An ingenious ring
construction that overcomes this objection is illustrated in Fig. 4.33. However, this design is more
expensive than the conventional radial-clearance ring. Also, if it must be adjustable after wear, the
threaded parts must be corrosion proof for the liquid being handled.
So far, this discussion has treated only those running clearances located adjacent to the impeller eye
or at the smallest outside shroud diameter. Sometimes, however, the running clearance is located at the
impeller periphery (Fig. 4.34). In a vertical pump, this design is advantageous because the space between
the joint and the suction waterways is open and sand or grit cannot accumulate. But the design is
impractical in regular pump lines because of increased area and rubbing speed and because the impeller
diameters used in the same casing vary over a wide range.
There are, however, advantages to having some form of leakage restriction at or near the impeller
outside diameter (OD) in addition to the usual hub running clearance (Fig. 4.35). As used today, the
restriction is typically two-three times the clearance of the wearing ring and is not made up of renewable
surfaces. In solids-handling services such as sewage pumping, the restriction serves to minimize accumulation of solids in the region between the shroud and casing or cover wall. A second advantage is partial
isolation of the shroud region from pressure pulsations occurring at the impeller discharge during off
design operation (see Chap. 22). In high-head pumps this can be an important factor in realizing reliable
80
Impellers and Wearing Rings
IMPELLER
CASING
Fig.4.34 Running clearance at periphery of impeller.
operation over wide flow ranges. A disadvantage of the arrangement is a reduction in efficiency caused
by not being able to recover part of the energy put into disk friction as useful head.
STATIONARY WEARING RING MOUNTING
In small single-suction pumps with suction heads, a stationary wearing ring is usually pressed into a
headbore and can be locked securely by several set screws located half in the head and half in the ring
(see Fig. 4.21). Larger pumps often use an L-type ring with the flange held against a face on the head
(see Fig. 4.36). Single-suction radially split pumps designed for rings on the stuffing box side usually
have either a flat or L-type ring located in a shouldered bore in the cover (Fig. 4.29). Ring retention
can be by a shrink fit, an interference fit with pins, or a slide fit with machine screws, from either the
liquid or atmospheric side (Fig. 4.36). In the interests of reliability, it is desirable to minimize the use
of fasteners for wearing rings. Internal pins and machine screws can and do work loose. External screws
are easier to secure, but are a potential source of leakage unless sealed carefully. For service temperatures
up to 200°C (400°F), a simple shrink fit has proven reliable. Higher service temperatures or the need
for easier removal have been accommodated by using several short welds to retain interference fit rings.
In axially split casing pumps, the cylindrical casing bore (in which the casing ring will be mounted)
should be slightly larger than the outside diameter of the ring. Unless some clearance is provided, ring
distortion may occur when the two casing halves are assembled. However, the joint between the ring
and the casing must be tight enough to prevent leakage. This is usually accomplished with a radial
metal-to-metal joint (like the one marked "J" in Fig. 4.23) so arranged that the discharge pressure will
press the ring against the casing surface.
Impellers and Wearing Rings
r
"A" 2-3 TIMES "CLA"
t
CLR
+
t
Fig. 4.35
Shroud space isolation (gap "A").
Fig. 4.36 Double ring construction with machine screw fasteners.
Screws fasten wearing rings to casing and impeller.
81
82
Impellers and Wearing Rings
If the pressure differential is very high, leakage may occur between the casing and the ring, eroding
the casing. A sealed casing ring (Fig. 4.37) may be required, especially on multistage pumps with high
stage pressures.
As it is not desirable for the casing ring of an axially split design to be pinched by the casing, the
ring will not be held tightly enough to prevent its rotation (due to the impeller torque transmitted through
the liquid in the clearance space) unless special provisions are made to keep it in place. One common
way of preventing rotation is to place a pin in the casing that extends into a clearance hole in the ring
(Fig. 4.38). The same basic arrangement can be reversed, placing the pin in the ring, with equal
effectiveness. Pin-type anti-rotation devices are suitable for low-cost low-energy stages. They are not
really adequate for high-energy stages, often suffering pin or hole failure, and should not be used in
vertical-shaft axially split pumps, the single shoulder making for difficulty assembly. An alternative,
and very reliable, antirotation arrangement is to have a tongue on the casing ring, extending around 180
deg and engaging a corresponding groove in the one half of the casing (Fig. 4.39). This method can be
used with casing rings having a central flange (see Fig. 4.33) by making the flange of larger diameter
for 180 deg and cutting a deeper groove in that half of the casing.
Many methods are used to retain impeller rings. A shrink fit is the simplest, and has proven reliable
for temperatures to 150°C (300°F). At higher temperatures, there is a risk the ring may loosen and turn
should the pump be started from cold with hot liquid. In these circumstances, a legitimate question is
whether an impeller ring should be used at all. Many believe they should. Usual practice is to mount
the ring with an interference fit, then secure it with threaded axial pins (Fig. 4.21), machine screws (Fig.
4.36), or a number of short welds. The first two methods involve internal fasteners. Great care must be
taken to ensure the fasteners are locked, l~st they back out and cause premature failure (see comment
on casing rings also). Threaded axial pins can only be used when the impeller and ring materials are of
similar alloy and hardness. If the ring is appreciably harder than the impeller, a common requirement,
the tap drill will drift off center into the softer impeller. Short welds must be made with care to
._--IMPELLER
CASING RING
-----SEAL RING
ASING
Fig. 4.37 Sealed casing ring.
Impellers and Wearing Rings
83
UPPER HALF
CASING
~.-J.-~
LOWER HALF
CASING
CASING
Fig. 4.38 "Pin-in-casing hole-in-ring" locking device.
Fig. 4.39
Tongue-and-groove casing ring design.
avoid cracking in the weld or adjacent material. Provided this is done, it is a simple and reliable ring
retention method.
Impeller rings of brittle materials such as cast iron, Ni-resist and fully hardened 13 chrome steel,
should not be mounted in tension. One solution in older designs was to thread the hub and ring and
screw the parts together but is rarely used today because it is deemed too complicated. When a hard
surface is required on the impeller, it is really better to avoid a ring altogether and apply a hard coating
directly to the hub. Hard coating offers simpler construction and better use of resources by applying
exotic materials only where necessary. This technology has been proven in other forms of turbomachinery,
and although its adoption into centrifugal pump practice has been slow, its use will increase.
In impeller ring design, ring stretch due to centrifugal force must be considered, particularly if the
pump is a high-speed unit. For example, some boiler feed pumps operate at speeds that would loosen
the rings if only a press fit were used. For such pumps shrink fits should be used or, preferably, the
impeller rings eliminated.
IMPELLER MAINTENANCE
An impeller removed from a pump casing should be carefully examined on all surfaces for unusual
wear, such as from abrasion, corrosion, or cavitation. Most pumps for general service use bronze impellers,
which have a reasonably long life. Occasionally, these pumps operate on high suction lifts or at part
capacities, both of which affect impeller life. Manufacturers can suggest a more suitable impeller design
for such conditions.
Pumps handling water containing low concentrations of sand or silt may use bronze, cast-iron, nickelcast iron, or even chrome-steel impellers, depending upon the amount of sand, its abrasiveness, and the
character of the water.
Generally, impeller materials that form a protective coating or film, which adheres firmly to the
underlying metals and is not washed off by the water stream, should always be used. However, abrasive
material naturally erodes this protective film on many metals, making their use undesirable.
84
Impellers and Wearing Rings
Abrasion wear can be best tested by a sedimentation test. Some of the pumped liquid is allowed to
stand in a glass container for a few hours, and the settled particles are examined for grit. A chemical
laboratory analysis of the pumped liquid is usually necessary to determine whether corrosion is responsible
for undue wear. Of course, if corrosion wear is detected, the substitution of better materials becomes
necessary.
Cavitation is often accompanied by pitting in the impeller suction areas and can be detected by a
crackling noise during operation. If impellers rapidly become pitted or eroded, check the NPSHA then
the range of flows over which the pump is being operated (see Chap. 22). Unless the original impeller
was cast iron, changing to a better material usually is not sufficient to correct rapid cavitation erosion.
In small pumps, impeller wear is best corrected by replacement of the impeller, because the pump
size does not permit its being rebuilt. Whereas rebuilding by brazing, soldering, welding, and the like,
is feasible, the cost is high, and so replacement is usually the better solution.
Most large impellers will provide many years of service, regardless of abrasion, if eroded areas are
treated by "building up" the metal. Although unlikely, wear may sometimes occur in the impeller hub
over the shaft mounting or at the keyway. The first may be caused by a porosity in the impeller casting,
permitting water to seep from the higher pressure region to the fit between the shaft and impeller.
Sometimes, the shaft material is the one more readily attacked. Wear at the keyway may occur if the
impeller fits loosely on the shaft or the key is not properly fitted.
Finally impeller cracks may develop, the usual causes being vibration caused by pressure pulsations
associated with internal recirculation or vane passing (see Chap. 22) or subsurface defects not detected
during manufacture. Whether to repair or replace cracked impellers depends on their size, the material,
and the location and extent of the cracking. If repair is elected, the method must respect that an impeller
is a dynamic part, subject to cyclic stresses, and prone to catastrophic failure if a critical crack develops.
Impeller balance should be rechecked whenever the impeller is removed from the pump rotor during
overhaul. Whether to balance statically or dynamically depends on the impeller's width-to-diameter ratio
and the pump's rotative speed. One widely used guide is to dynamically balance whenever the diameter
to width ratio is less than 6 or the rotative speed above 3,600 rpm. If there is any doubt, consult the
manufacturer. When dynamic balancing is required, note that an impeller in dynamic balance is necessarily
in static balance, but the reverse is not the case. In fact, an impeller in static balance can easily be so
badly out of dynamic balance that correction is impossible. The significance of this is that impellers
requiring dynamic balancing should not be balanced statically first. Metal removal for balancing must
be done in a manner that will not affect the pump's hydraulic performance or mech;prical reliability.
This means not removing metal from impeller waterways unless there is an obvious variation in thickness
or profile, and not drilling or milling. Both techniques produce sharp corners, which can lead to erosion
or initiate cracking.
For balancing a shrouded impeller, the best practice is to mount the impeller off-center in a lathe and
take a cut (which will be deepest at the periphery) from the shroud (Fig. 4.40). The cut can be taken
from both shrouds, depending on their actual thicknesses and the amount of metal to be removed.
In semiopen impeller pumps, the removed metal can be taken from the shroud if the design permits
or from underneath the vanes if those on the heavy side are thicker than the others. The latter method
is the one used for balancing open impellers.
WEARING RING MAINTENANCE
Installation
Most rings are now pressed on the impeller. As distortion may occur during the mounting process,
it is advisable to check the shaft and impeller assembly on centers to see if the new ring surfaces are
Impellers and Wearing Rings
8S
Fig. 4.40 Metal removal for balancing impeller.
true and, if not, to true them up. If the proper facilities are available, it would be just as easy to get
slightly oversize rings and turn their wearing surface to the proper diameter after mounting.
Clearance
One manufacturer's clearance and tolerance standards for nongalling wearing joint metals in general
service pumps are shown in Fig. 4.41. They apply to the following combinations: (1) bronze with a
dissimilar bronze, (2) cast iron with bronze, (3) steel with bronze, (4) monel metal with bronze, and (5)
cast iron with cast iron. If the metals gall easily (like the chrome steels), the values given should be
increased by about 0.050 mm (0.002 in.). In mUltistage pumps, the basic diameter clearance should be
increased by 0.075 mm (0.003 in.) for larger rings. The tolerance indicated is "plus" (+) for the casing
ring and "minus" (-) for the impeller hub or impeller ring.
In a single-stage pump with a running clearance of nongalling components, for example, the correct
machining dimension for a casing ring diameter of 225.000 mm (9.000 in.) would be 225.000 plus 0.075
and minus 0.000 (9.000 plus 0.003 and minus 0.000 in.) and for the impeller hub or ring, 225.000 minus
0.450, or 224.550 plus 0.000 and minus 0.750 mm (9.000 minus 0.018, or 8.982 plus 0.000 and minus
0.003 in.). Actual diametral clearances would be between 0.450 and 0.600 mm (0.018 and 0.024 in.).
Naturally, the manufacturer's recommendation for ring clearance and tolerance should be followed.
A widely used industry standard for we~ng ring clearances is given in American Petroleum Institute
(API) Standard 610. These clearances are intended for pumping temperatures up to 260°C (500°F), so
are somewhat larger than those in Fig. 4.38 to allow for thermal distortion. The standard provides for
pumping temperatures above 260°C (500°F) and the use of materials with low galling resistance by
requiring an increment over the standard clearance. There is also provision for closer than standard
clearances in multistage pump balancing devices and similar critical components.
Allowable Wear
It is difficult to generalize on the amount of wear allowable before a pump should be dismantled and
the running clearances renewed, because too many factors are involved. Internal leakage through the
rings naturally means an efficiency loss. Ring renewal should be such that the overhaul cost will be
offset by the power savings. Thus, with constant use and high power costs, more frequent renewal can
be justified. The power lost to leakage decreases with increasing specific speed. At the same time it is
higher in multistage pumps of a given specific speed because of the need to balance axial thrust (see
86
Impellers and Wearing Rings
DIAMETER - MM
50
70
100
I
0.040
150
200
300 400 SOO
J
L
700
L
I
1,000
1,500 2,000
_J
1.00
I
,
~
::i!
~z
et -~ 0.030
!
UU
ZZ
etet
a:: a::
et UJ
UJ..J
~ 0.020
CLEARANCE
d
....
..J(!)
et Z
a::z
...,j
•
l5
o:t
etet
- .
3
4
5
6
,-
~--
f-'--
DIAMETRAL /
CLEARANCE?
Fig.4.41
I
.+-
-~
g
O!I
W
(,)
J
Z
<C
a:
0.25 <C
w
..J
_.
(,)
-t'
15
20
RUNNING CLEARANCE DIAMETER, IN.
0--/
O.SO
,
-- TOLERANCE s,_
! I
8
10
<C
a:
w
..J
~
0.010
-f-
Z
••
1--
~
ui
0.75 (,)
I
UJUJ
30
40
50 60
80
CASING RING
\
RADIAL
I
CLEARANCE'
Wearing-ring clearances for single-stage pumps using nongalling materials.
Chap. 5). A general rule of thumb is to renew the running clearances in single stage pumps when they
have increased 100 percent (leakage about 3 times higher), and in multistage pumps when they have
increased 50 percent (leakage about 2 times higher).
Even though the clearance is not excessive and the pump can be reassembled without renewing the
components, always check the impeller hub diameter and the inside diameter of the stationary wearing
ring for eccentricity of wear.
Measurement of Clearances
Wearing ring clearances may sometimes be measured by inserting a feeler gage between the stationary
and rotating parts. If the wearing ring is L type and the lip of the L prevents inserting the gage, the
clearance may be approximately checked without dismantling the element in the following manner:
1. Mount a dial indicator on the impeller (Fig. 4.42), and with the stationary ring resting on the impeller
wearing-ring hub, set the dial reading to zero.
Impellers and Wearing Rings
87
I"'QICA'TOR SUPPORT MO\.lNTED ON IMPEI.I.ER
Fig. 4.42
Measuring wearing ring clearances in a multistage pump with a dial indicator.
2.
Without moving the impeller or dial indicator, push up on the stationary ring from below and record the
maximum dial reading. This corresponds to the diametral clearance.
3.
Repeat this operation for every clearance joint and make a record of all readings.
This operation is best carried out, however, with the element removed from the pump casing. It is
best suited to multistage pumps because once the element is out of the casing of single-stage pumps,
the stationary rings may be freely removed and the clearance determined by measuring the two diameters
and calculating the difference.
One note of warning: This short-cut method gives no clue to the condition of adjacent clearance
surfaces. In other words, burrs, grooves, or indentations caused by foreign matter passing through the
clearances will go undetected, as will the resultant damage to the surfaces.
If the pump has been dismantled, normal procedure is to measure independently the inside diameter
(ID) of the wearing ring fit and the OD of the impeller wearing ring hub. Use inside and outside
micrometers, respectively (Figs. 4.43 and 4.44) Several measurements will determine whether or not the
wearing ring or impeller has become worn in an egg-shaped manner. The clearance is considered to be
the maximum difference between the maximum ID and the minimum OD readings.
Clearances may also be measured directly by placing the impeller within the wearing ring (Fig. 4.45)
and moving it laterally against a dial indicator to determine total diametral clearance. To determine
inequality in wear around the circumference, the impeller should be rotated and the dial indicator attached
to several points of the stationary part. If the pump has been dismantled, however, the "difference"
method is more reliable.
The impeller and wearing rings should be the same temperature before measurements are made. Some
high-pressure and high-temperature pumps use shrunk-on impellers that must be heated before removal
from the shaft to at least 200°C (400°F) and possibly to as much as 260 to 320°C (500 to 600°F). These
should be allowed to cool down to about 50°C (l20°F) so that measurements can be made comfortably.
But if the wearing ring is at 28°C (80°F), say, there will be a 22°C (40°F) difference between the two
parts and this difference can be quite significant. If the coefficient of thermal expansion is taken as 11.7
X 10-6 mm per mm per degree Celsius (6.5 x 10-6 in per in per degree Fahrenheit), and if the wearing
ring fit diameter is 200 mm (8 in.), the apparent clearance will be about 0.05 mm (0.002 in.) less than
88
Impellers and Wearing Rings
Fig. 4.43
Measuring wearing ring bore with an inside micrometer.
Fig. 4.44
Measuring OD of impeller hub with outside micrometer.
Impellers and Wearing Rings
Fig. 4.45
89
Measuring wearing ring clearance with dial indicator.
the true clearance. This error will, of course, be magnified if the impeller diameter is measured when
its temperature is even higher than the 50°C (120 0 P) we have assumed.
This possibility of error is frequently overlooked, as many people assume that such a small difference
in metal temperatures is not of consequence.
Restoring Clearances When No Rings are Used
To restore the clearance between impeller and casing when no ring is provided, the operator must
(1) buy new parts, (2) build up the worn surfaces by welding, metal spraying, or other means, or (3)
install a wearing ring or rings if sufficient metal is available in the casing part or on the impeller hub.
Restoring Clearances of Pumps with Single Rings
There are three ways to restore the clearance of a pump with single flat or L-type wearing ring construction:
1.
Obtain a new casing ring bored undersize from the manufacturer. Then, true up the impeller wearing ring
hub by turning down in a lathe.
2.
Build up the worn surface of the wearing ring by welding or metal spraying so that it can be bored undersize.
Then, true up the impeller wearing ring hub.
True up the wearing ring by boring oversize, build up the impeller wearing ring hub, and machine to give
correct clearance with the rebored ring.
3.
Of these, the first is the best approach. With impeller hubs sized for say 3 undersizes, the time between
having to restore the impeller hubs to original size can be 20 years or more. Once the impeller hub has
90
Impellers and Wearing Rings
been worn below its minimum undersize, it is built up by welding and remachined to its standard
maximum size. When the impeller is a material that cannot be welded, such as cast iron, double-ring
construction is preferred for all but small pumps.
Restoring Clearances of Pumps with Double Rings
If the pump has double flat or L-type wearing rings, clearances may be renewed, by one of the
following methods:
1.
2.
3.
4.
Obtain a new oversize impeller ring and use the old casing ring bored out larger.
Obtain a new casing ring bored undersize and use the old impeller ring turned down.
Renew both rings if necessary.
Build up either the casing or impeller ring by welding or metal spraying and machine the other part. By
altering the ring buildup, the original leakage joint diameter can be closely maintained.
The relative merits of various methods for renewing clearances in single-ring pumps mentioned earlier
in this chapter also apply to double-ring construction.
For rings other than the flat type, the manufacturer's recommendations for maintenance should be
followed. In axial running clearances (see Fig. 4.32) the stationary part, the impeller, or both may be
altered to accommodate rings. The complicated labyrinth rings (see Figs. 4.24 and 4.25) do not generally
permit either the building up of worn surfaces or the remachining of parts. Replacement of both labyrinth
rings is thus advisable.
5
Axial Thrust in Singleand Multistage Pumps
AXIAL THRUST IN SINGLE-STAGE PUMPS
The pressures generated by a centrifugal pump exert forces on both its stationary and rotating parts.
The design of these parts balances some of these forces, but separate means may be required to
counterbalance others.
Axial hydraulic thrust is the summation of unbalanced impeller forces acting in the axial direction.
As reliable large-capacity thrust bearings are now readily available, axial thrust in single-stage pumps
remains a problem only in larger units.
Theoretically, a double-suction impeller is in hydraulic axial balance with the pressures on one side
equal to and counterbalancing the pressures on the other (Fig. 5.1). In practice, this balance may not be
achieved for the following reasons:
1.
2.
3.
4.
5.
The suction passages to the two suction eyes may not provide equal or uniform flows to the two sides.
External conditions, such as an elbow being too close to the pump suction nozzle, may cause unequal flows
to the suction eyes.
The two sides of the discharge casing may not be symmetrical, or the impeller may be located off-center.
These conditions will alter the flow characteristics between the impeller shrouds and casing, causing unequal
pressures on the shrouds.
Unequal leakage through the two leakage joints will tend to upset the balance.
The pump is operating with discharge recirculation, which causes random, unequal fluctuations in the effective
pressure acting on each impeller shroud (see chapter 22).
Combined, these factors create definite axial unbalance. To compensate for this, all centrifugal pumps,
even those with double-suction impellers, incorporate thrust bearings.
The ordinary single-suction radial-flow impeller with the shaft passing through the impeller eye (Fig.
5'!), is subject to axial thrust because a portion of the front wall is exposed to suction pressure, thus
exposing relatively more backwall surface to discharge pressure. If the net pressure generated by the
impeller were equal to the stage pressure rise, and the pressure at the impeller discharge were uniform
91
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
92
Axial Thrust in Single- and Multistage Pumps
1II
-------,
IUW
"ex It
-- ___I
-I
::J _-_
_-_
11l
"0:----_
1:(/')--------<001
UIll _ _ _ ____1
l6-a:1L1 - - - - - - - I
1~-------I
4:(/')
(/')0:
li 0.
-------I
00..-------4
nr.,---,~
r - - - - - - III
/ 1 t - - - - - - ct
/ J t - - - - - - :J
At------ ~
/11------1L1
J I - - - - - ct
a.
~II;:~~----------- ~
A""-----((
t------<
t------0
.1......_----1/)
", ..._ _ _ _ _ 0
DOUBLE. SUCTION
IMPELLER
Fig. 5.1
-~----.
.-~~-
SINGLE SUCTION
IMPELLER
Origin of pressure acting on impeller shrouds to produce axial thrust.
over all the surfaces exposed to impeller discharge pressure, the axial force acting toward the suction
would be equal to the product of the net pressure generated by the impeller and the unbalanced annular area.
In reality this is not the case, for two reasons. First, the net pressure generated by the impeller is
lower than the stage pressure rise by the pressure recovered in diffusion (see Chap. 2). Typically this
pressure recovery is equivalent to 20-25 percent of stage head at BEP, and about 10 percent at shutoff.
Second, the pressure on the single-suction impeller shrouds is not uniform. The liquid between the
impeller shrouds and casing walls is in rotation, and the pressure at the impeller periphery is normally
appreciably higher than at the impeller hub. Although we need not be concerned with the theoretical
calculations for this pressure variation, Fig. 5.2 describes it qualitatively. Generally speaking, axial thrust
toward the impeller suction is about 20 to 30 percent less than the product of the net pressure and the
unbalanced area. Beyond pressure distribution over the impeller shrouds, two further factors can affect
the axial thrust in centrifugal pumps. The first is momentum. In any design where the flow changes
direction as it passes through the impeller, that is all designs other than axial flow, the change in direction
produces a momentum force. This force acts away from the suction (see Fig. 5.3), and its magnitude,
Fm , is estimated from
where
m=mass flow rate through impeller
em! = velocity at impeller inlet
cp = angle through which flow is turned.
Momentum is often neglected, with little ill effect, in small low-flow pumps. In larger pumps, particularly
those developing relatively low net pressure, momentum can be the major component of axial thrust
and therefore cannot be neglected.
The second factor is the axial component of the vane force exerted in accelerating the liquid into the
impeller vane cascade. This force acts toward the suction, and exists only in those impellers whose inlet
vanes reach into the impeller eye. Acceleration thrust is well understood in mixed- and axial-flow
impellers (discussed later), but it can also be of consequence in medium specific speed radial flow
impellers. Its magnitude is a function of specific speed (impeller shape; Fig. 4.8), then the detail design
of the particular impeller. At the current state of the "art", the magnitude of acceleration thrust can only
Axial Thrust in Single- and Multistage Pumps
93
Pr'SWry Dcf,,., on
,1ft/WII,r shroud.
/
!
/
/ _ _~
~------
------
- --
'----
Fig. 5.2
-
Actual pressure distribution on front and back shrouds of single-suction impeller with shaft through
impeller eye.
Fm
Fig. 5.3
•
Axial thrust produced by change in momentum of flow through impeller.
94
Axial Thrust in Single- and Multistage Pumps
Dischar~
/
prrssvre
Fronr wrorlng
ring .........
"
Balancing ......
hoI.
"
........
Sud/on pressure
~fr--
t
I
I
Svcfion
prrssv~
--f---
Fig. 5.4 Balancing axial thrust of single-suction impeller with wearing ring on the back and balancing holes.
be detennined with any accuracy from test data. Experience suggests attention be paid to it with radial
flow, single suction impellers of specific speed 2,000 and higher, and absorbing more than 300 kW
(400 HP).
To eliminate the axial thrust of a single-suction impeller, a pump can be provided with both front
and back wearing rings. To equalize thrust areas, the inner diameter of both rings is made the same
(Fig. 5.4). Pressure approximately equal to the suction pressure is maintained in a chamber located on
the impeller side of the back wearing ring by drilling so-called balancing holes through the impeller.
Leakage past the back wearing ring is returned into the suction area through these holes. However, with
large-single-stage single-suction pumps, balancing holes are considered undesirable because leakage
back to the impeller suction opposes the main flow, creating disturbances. In such pumps, a piped
connection to the pump suction replaces the balancing holes. Another way to eliminate or reduce axial
thrust in single-suction impellers is by use of pump-out vanes on the back shroud. The effect of these
vanes is to reduce the pressure acting on the back shroud of the impeller (Fig. 5.5).
Because axial thrust is reduced without additional leakage, such as occurs with back wearing rings,
pump out vanes are sometimes thought to offer higher efficiency. To realize the pressure reduction the
vanes absorb extra power, the net result being no notable difference in efficiency. For this reason, plus
the need to maintain a relatively close axial clearance, pump out vanes are generally used only in pumps
handling solids, where the design helps keep the space between the impeller shroud and casing free of
foreign material.
So far, our discussion of the axial thrust has been limited to single-suction impellers with a shaft
passing through the impeller eye and located in pumps with two shaft seals, one on either side of the
impeller. In these pumps, suction pressure magnitude does not affect the resulting axial thrust. On the
other hand, axial forces acting on an overhung impeller with one shaft seal (Fig. 5.6) are definitely
affected by suction pressure. In addition to the unbalanced force found in a single-suction, two-box
design (see Fig. 5.2), there is an axial force equivalent to the product of the equivalent shaft area through
Axial Thrust in Single- and Multistage Pumps
/'
95
,,--Pump-ouf van~s
-
/
/
R~ducflon In pr~ssur~ cau~d by pump - ouf van~s
Fig. 5.5
Reducing axial thrust of single-suction impeller with pump-out vanes.
the seal (shaft area for packed box seals; area of balance diameter for mechanical seals) and the difference
between suction and atmospheric pressure. This force acts toward the impeller suction when the suction
pressure is less than the atmospheric or in the opposite direction when it is higher than the atmospheric.
When an overhung impeller pump handles a suction lift, the additional axial force is very low. For
example, if the shaft diameter through the seal is 50 mm ([2 in.] area 19.6 cm2 [3.14 in.2])-and if the
suction lift is 6.1m (20 ft) of water (pressure 0.42 bar (abs) [6.06 psia]), the axial force caused by the
..
Adddional thrust ..,dh
suction I,f't ac fs In
thiS dlr~c tlon
Addtf,onal fhrust ..,dh
pOJlftv~ suctIon acts
In th,s dlr~ctlon
_=J
t=~:j
--~~W~~~r2~~~~--~
~=~j
/
,,--
./
./
/
Afmosph~rlc pr~ssur~
Fig. 5.6
Axial thrust problem with single-suction overhung impeller and single stuffing box.
96
Axial Thrust in Single- and Multistage Pumps
overhung impeller and acting toward the suction will be only 116 N (27 lb). On the other hand, if the
suction pressure is 6.9 bar gauge (100 psig), the force will be 1352 N (314 lb) and acts in the opposite
direction. Therefore, as the same pump may be applied for many conditions of service over a wide range
of suction pressures, the thrust bearing of pumps with single-suction overhung impellers must be arranged
to take thrust in either direction. They must also be selected with sufficient thrust capacity to counteract
forces set up under the maximum suction pressure established as a limit for that particular pump.
Special Applications
Special applications may induce extremely high axial thrusts, in boiler circulating pumps, for example.
To reduce shaft seal maintenance, these pumps are usually the single-suction, single-stage overhung impeller
type. Figure 5.7 shows that the force acting on the shaft toward the right is the product of 82.8 bar gauge
(1,200 psig) (the difference between suction and atmospheric pressures) and 78.5 cm2 (12.56 sq in.) the
unbalanced area of 10 cm (4-in. shaft), or 65 kN (15,072lb). Note that with such a high suction pressure
there is no condition which produces a thrust toward the left of the impeller. It is true that providing the
impeller with a back wearing ring would reduce stuffing box pressure by an amount equal to the net pump
pressure. But as this pressure is only 4.14 bar (60 psi), the back wearing ring would reduce the sealed pressure
by only 5 percent, which is negligible on a nominal 80 bar gauge (1,200-psig) boiler circulating pump. On
the other hand, the partial balance of the axial thrust obtained by eliminating the back wearing ring is very
useful. If the unbalanced area ofthe single-suction impeller is 258 cm2 (40 in.2), the net pressure, 4.14 bar
(60 psi), and the average pressure acting on the back shroud 80 percent of the net pressure rise, then the
unbalanced thrust acting to the left is 8.5 kN (1,920 lb) and the net force acting to the right is reduced to
56.5 kN (13,152Ib), or almost 13 percent less. When the pump is standing idle on standby duty, however,
this partial reduction disappears, and the end thrust returns to its former value of 65 kN (15,072lb). The
pump thrust bearing, therefore, must accommodate this higher thrust.
Except for very large units and certain special applications, the maximum thrust developed by mixedflow and axial-flow impellers is not of consequence because the operating heads are relatively low.
With axial-flow impellers, axial thrust is caused by the pressure on the vanes as they act on the liquid.
In addition, there is a difference in pressure acting on the two shaft ends, the end in the pump subject
to suction pressure and the other to atmospheric pressure. Occasionally, provision is made in an axial-
Line
-
VI
,;a;;;..;,.,.w-
Q. - ....
()
~
.....
.
-,- -- _ .
b~or,ng
- -- - - - - - "
Tltrusf bearlflg
_ _ ____
/
-t~I/lrust
• IJ.l521b
\
' 4 m sit art af sfurrmg box
Fig. 5.7
Axial thrust in single-suction boiler circulating pump.
Axial Thrust in Single- and Multistage Pumps
97
flow pump for a running clearance at or near the discharge hub periphery, with balancing holes through
the hub. This construction is used mainly in vertical wet-pit pumps with covered shaft designs so that
the seal at the lower end of the cover pipe will be subject to suction rather than discharge pressure.
With mixed-flow impellers, axial thrust is a combination of forces caused by action of the vanes on
the liquid and those arising from the difference in the pressures acting on the various surfaces. Wearing
rings are often provided on the back of mixed-flow impellers, with either balancing holes through the
impeller hub or an external balancing pipe leading back to the suction.
In the past, some large mixed-flow impeller designs and some high-head vertical pumps with singlesuction radial-type impellers had a running clearance on the back side of the impeller that was larger
in diameter than the leakage joint on the suction side. This disparity caused the axial thrust to act upward,
balancing the dead weight of the rotor. This practice was discarded once more reliable thrust bearings
became available.
The use of wearing rings on the back of large-capacity sewage pumps with mixed-flow impellers has
not met with general approval. Therefore, larger capacity thrust bearings must be used.
AXIAL THRUST IN MULTISTAGE PUMPS
It might seem that the advantages of balanced axial thrust and greater available suction area in a double-
suction impeller would warrant applying such impellers to multistage pumps. But, there are definite
shortcomings to this practice. The average multistage pump has relatively low capacity when compared
to the entire range covered by modem centrifugal pumps. It is seldom necessary, therefore, to use doublesuction impellers just to reduce the net positive suction head required for a given capacity. Even if a
double-suction impeller is desirable for the first stage of a large-capacity multistage pump, it is hardly
necessary for the remaining stages. As to the advantage of the axial balance it provides, it must be
considered that a certain amount of axial thrust is actually present in all centrifugal pumps and the
necessity of a thrust bearing is therefore not eliminated.
Most important, the use of double-suction impellers in a multistage pump adds needless length to
the pump shaft span. Additional space is required for the extra passage leading to the second inlet of
each successive stage. In a pump with four or more stages (Fig. 5.8), this increase becomes quite
appreciable and causes additional casting difficulties. If shaft diameter is increased to compensate for
the longer span so as to maintain reasonable shaft deflection, the impeller inlet areas are correspondingly
reduced. The result is that the advantage of superior suction conditions usually offered by double-suction
impellers is considerably reduced. Finally, as it is impractical to arrange the various double-suction
impellers in any but the ascending order of the stages, the impeller at one end of the casing becomes
the last stage impeller and the pressure acting on the adjacent stuffing box becomes the discharge pressure
of the next-to-Iast stage. To reduce this pressure, a pressure-reducing bushing must be interposed between
the last-stage impeller and the stuffing box, and this bushing further increases the overall length. The
result of all these considerations is that most multistage pumps are built with single-suction impellers.
Two obvious single-suction impeller arrangements for a multistage pump are as follows:
1. Several single-suction impellers may be mounted on one shaft, each having its suction inlet facing
in the same direction and its stages following one another in ascending order of pressure (Fig. 5.9), an
arrangement known as "in-line" or "tandem" impellers. The axial thrust is then balanced by a hydraulic
balancing device (see Chap. 6).
2. An even number of single-suction impellers can be mounted on one shaft, one half of these facing
in an opposite direction to the second half. With this arrangement, axial thrust on the one half is
compensated by the thrust in the opposite direction on the other half (Fig. 5.10). This mounting of singlesuction impellers back-to-back is frequently called "opposed impellers."
98
Axial Thrust in Single- and Multistage Pumps
....,'"
....
...
<;>
<!)
<I
0-
III
III
Sl UF F ING BOX UNDER
s ue T 0, 111 PRE SS u RE
.....
...
..,
.,....
<;>
<;>
....<I
III
'"
Slur riNG BOl( UNDER
STAGE ;, PRE SSuRE
Fig. 5.8 Four-stage pump with double-suction impellers.
Fig. 5.9 Multistage pump with single-suction impellers facing in one direction (tandem) and
hydraulic balancing device.
An uneven number of single-suction impellers can be used with this arrangement, provided the correct
shaft and interstage bushing diameters are used to give the effect of a hydraulic balancing device that
will compensate for the hydraulic thrust on one of the stages.
Intuition suggests that opposed impeller rotors inherently have zero axial thrust. In current practical
designs this is not achieved; there is normally some residual thrust when the pump is new, and it either
increases or is developed as the pump's running clearances increase with wear. To explain why this is
Axial Thrust in Single- and Multistage Pumps
99
OP POS ED IMPELLERS
Fig. 5.10 Four-stage pump with opposed impellers.
the case, it's useful to first state the conditions needed to achieve zero axial thrust with an opposed
impeller rotor. These are:
1. The pump must have two shaft seals of equal size.
2.
The opposing stages must be of identical configuration.
3.
The major pressure breakdowns within the pump must be the same diameter.
4.
There must be no leakage between the stages.
Except for some special pumps that have an internal product lubricated bearing at one end, and therefore
only one shaft seal, most multistage pumps fulfill the first condition. The second requirement is also
met in most designs, unless the pump has a special first stage impeller or an odd number of stages. And
when it does, the third requirement, which is normally met too, is varied to compensate as noted earlier
in this chapter. The practical difficulty arises with the fourth condition because there is leakage between
the stages. This has its greatest effect between the back-to-back impeller pairs, because the direction of
the leakage over the impeller shrouds affects the average pressure acting on the impellers' back shroud.
When the flow is radially inward, as it is for the higher pressure impeller, the average pressure is lower
than normal (Fig. 5.11). Similarly, when the flow is radially outward, as it is for the lower pressure
impeller, the average pressure is higher than normal (Fig. 5.11). The net result is that each pair of backto-back impellers has some residual thrust, whose magnitude increases with the leakage flow between
the stages. This residual thrust can be balanced for one condition with different diameter pressure
breakdowns, but for simplicity it is usually carried by the pump's thrust bearing. Good design practice
is to size the bearing to accommodate the thrust produced with internal running clearances worn to 2-3
times their new values.
100
Axial Thrust in Single- and Multistage Pumps
Residual Thrust
..
'--"-- Theoretical
L
Effect of Ql
Outward
Fig. 5.11
Effect of QL
Inward
Residual thrust in back-to-back opposed impeller pair.
The effect on axial thrust of wear at the pressure breakdown between back-to-back opposed impellers
can be reduced in 2 stage pumps by using a face-to-face arrangement (Fig. 5.12). Because the residual
thrust in this arrangement is produced by a small difference in head per stage, the result of leakage
across the interstage bushing raising the gross capacity of the first stage impeller, the increase in axial
thrust with wear at the clearances is much lower. In the pump shown in Figure 5.12, the pressure at the
shaft seals is equal to impeller discharge pressure less the pressure reduction down the back shroud. For
many applications this is quite acceptable. When it is not, various combinations of impeller axial balancing
(back wearing ring and balancing holes) and breakdown bushings, with appropriately sized bleed-offs,
can be used to lower the pressure at the shaft seals.
Axial Thrust in Single- and Multistage Pumps
Fig. 5.12
101
Two stage pump with face-to-face opposed impellers.
ARRANGEMENT OF STAGES IN OPPOSED·IMPELLER
MULTISTAGE PUMPS
Once a multistage pump is balanced by an opposed-impeller design, the best sequence in which the
individual stages are to be arranged within the pump casing must be determined. This problem is not
simple, as illustrated by analyzing the best arrangement for a six-stage pump. The total number of
possible arrangements is the permutation of 6, that is, 6 x 5 x 4 x 3 x 2 xl, or 720. Of course, half
this number are duplicates, because they describe the same arrangement as viewed in a mirror. The
problem is actually simplified by the fact that most potential sequences are rather complicated and can
be eliminated entirely. Figure 5.13 illustrates four of the most logical possibilities for a six-stage pump.
Three factors enter into the analysis of a satisfactory stage arrangement, and the final solution must
be a compromise between the "best" individual solutions, each satisfying the following requirements:
1.
The arrangement of stages provides the minimum possible leakage at the running clearances and maintains
this minimum over a long period of time.
2.
The various stage impellers are arranged so that the shaft seals are subject to the lowest pressure in the pump.
3.
The sequence of stages precludes excessive complications in the forming of interstage passages.
Running Clearance Leakage
To minimize internal leakage, the pump designer must determine whether it is preferable to keep a
single breakdown under relatively high pressure (as arrangement I in Fig. 5.13, in which breakdown A
102
Axial Thrust in Single- and Multistage Pumps
n
,
.
- ----
- -
- -- - -
_.. - -
:- - --,
~
-- - - -r- -- \
~ :JI-o-~~ i\J
m
5
-
4
---
-- -
;-- -)
lkj
c
6
-
.....
,
I
j1J
3
2
--':
;-- - - ~:..-=-:-..=- :::.-_-___..:- =- ::. ~-_=_.:-~ =-:::. ~-~ _~ .:::.:::- =- -=---~~
~ ~_~-~:~! --:-rJil~~) ~ J
E
6
4
III
( ---~_. -_-~~ ~ ~
..: =.=.;-
==::.
2
5
= ~_-_-~_--....
---',
\
I
I
5
- - - - - _.. - -_.---Fig. 5.13
-- - --
4
~j
:
2
Stage arrangements for six-stage axially balanced pump.
(I.) Breakdown A subject to three-stage pressure differential; one shaft seal under high pressure at B. (1/.)
Arrangement with two high-pressure breakdowns, including four-stage pressure differential at C and two-stage
differential at D. (Ill.) Breakdowns E and F under two-stage pressure differential. (IV.) All running
breakdowns subject to only one-stage pressure differential.
is subject to a three-stage pressure differential) or to have many breakdowns under a moderate pressure
differential (such as the five interstage breakdowns in arrangement IV (Figs. 5.13 and 5_14). Experimental
data show that the latter alternative allows the lowest internal leakage, hence the best hydraulic preference.
Before the development of more erosion resistant materials, operating experience showed multiple
breakdowns (arrangement IV in Fig. 5.13) was the arrangement most resistant to wear at the internal
clearances, thereby allowing longer periods between overhauls to restore hydraulic performance or correct
high axial thrust (see the discussion earlier in this chapter). As materials have improved, it has been
established that the simpler stage arrangement I, a single breakdown, relatively longer and with a closer
clearance to account for the higher differential pressure, yields comparable hydraulic performance and
achieves adequate periods between overhauls in most applications. The one exception is applications in
which the pumped liquid contains abrasive solids. For these, past experience suggests that the classic
stage arrangement IV, with essentially the same pressure differential across each running clearance,
would still achieve a longer period between overhauls. The difficulty with this solution is that the design
is very expensive to produce; see later discussion in this chapter.
Axial Thrust in Single- and Multistage Pumps
103
Fig. 5.14 Section of six-stage opposed-impeller pump.
Suction pressure equals zero; pressure generated by each impeller is indicated by P.
Shaft Seal Pressures
In all but one (arrangement I) of the stage arrangements shown in Fig. 5.13, the pressure at the shaft
seals is satisfactory. By placing the two lowest pressure stage impellers at the two ends of the pump,
the seals are subjected to only the lowest pressures in the pump, namely suction and first-stage discharge
pressures. For stage arrangement I, a second breakdown, B, is added to lower the pressure at the adjacent
shaft seal. The leakage from breakdown B is usually returned to pump suction, so the pressure at the
seals is nominally equal. To account for friction losses in the bleed-off piping, it is usual to say the
pressure at the seal adjacent to the breakdown is 1 bar (15 psi) above suction pressure.
Casing Simplicity
Comparing the four possible stage arrangements of a six-stage pump shown in Fig. 5.13, it can be
seen that arrangement I has two high pressure breakdowns, A and B, each with a pressure differential
of three stages, and requires only one casing crossover. Arrangement II has two high-pressure breakdowns:
C with a pressure differential of four stages, D with two, and requires two casing crossovers. Similarly,
arrangement III has two high pressure breakdowns, E and F, both with a pressure differential of two
stages, but requires five casing crossovers to achieve it. Arrangement IV achieves the ideal of having
only the differential pressure of one stage across each of its running clearances, but also requires five
casing crossovers to do so.
Casings with multiple external crossovers (Figs. 3.6 and 5.13) are far more expensive to produce
than those with a single integral crossover (Fig. 3.7). It is for this reason that pump manufacturers
pursued the development of running clearance materials to make stage arrangement I in Figure 5.13 viable,
and as a result established it as the dominant arrangement in modem opposed impeller multistage pumps.
6
Hydraulic Balancing Devices
A single-suction impeller is subject to axial hydraulic thrust caused by the pressure differential between
its two faces. If all the single-suction impellers of a multistage pump face in the same direction, the
total theoretical hydraulic axial thrust acting toward the suction end of the pump will be the sum of the
individual impeller thrusts. The thrust magnitude (in pounds) will be approximately equal to the product
of the net pump pressure (in pounds per square inch) and the annular unbalanced area (in square inches).
Actually the axial thrust turns out to be about 70 to 80 percent of this theoretical value (see Chap. 5).
Some form of hydraulic balancing device must be used to balance the axial thrust and to reduce the
pressure on the shaft seal adjacent to the last-stage impeller. This hydraulic balancing device may be a
balancing drum, a balancing disk, or a combination of the two.
In estimating axial thrust and assessing hydraulic balancing devices, there is a fundamental point to
be noted: axial thrust is only produced by pressures acting over the normal areas between rotating and
stationary surfaces. Figure 6.1 shows a simple axial thrust model. The thrust developed is equal to P
multiplied by the area between D3 and D2, and acts to the left. A much larger force, equal to P multiplied
p
Retention
Nut
_______
Fig. 6.1
104
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
t
D1
Elementary axial thrust model.
Hydraulic Balancing Devices
105
by the area between D2 and Db acts on the retention nut. This larger force is of great consequence to
rotor design but not to axial thrust.
BALANCING DRUMS
The simplest balancing device is a single diameter balancing drum (Fig. 6.2). This design produces a
balancing force by lowering the pressure acting on part of the back of the last stage impeller to close
to suction pressure. To do this the balancing drum, which is keyed to the shaft and therefore rotates
with it, runs with a close radial clearance in the stationary "balancing drum head" or "balancing bushing."
The balancing drum head is installed in a casing diaphragm or partition that separates the region behind
the last stage impeller from the balancing leak-off chamber.
The balancing leak-off chamber is connected either to the pump suction or to the vessel from which
the pump takes its suction. Thus, the back pressure in the balancing chamber is only slightly higher than
the suction pressure, the difference between the two being equal to the friction losses between this
chamber and the point of return. The leakage between the drum head is, of course, a function of the
differential pressure across the drum and of the clearance area.
To assess the effect of a balancing drum, the last-stage impeller and balancing drum can be considered
as a single piece (the pressure between the impeller and drum affects the separating force between them
but not the rotor axial thrust). Looking at Fig. 6.2, the thrusts acting on the balancing drum and last
stage impeller are
1.
Toward the discharge end-last stage suction pressure multiplied by the net thrust area at the last stage
impeller inlet (area "A").
2.
Toward the suction end--discharge pressure multiplied by the last stage unbalanced area (area "B"), plus
the back pressure in the balancing chamber multiplied by the back balancing area (area "C").
The first force is greater than the second, thereby counterbalancing the axial thrust exerted upon the
single-suction impellers. Actually, the drum diameter can be selected to balance axial thrust completely
or within 90 to 95 percent, depending on the desirability of carrying any thrust bearing loads.
[" --- --- --- --- --[Area'S'
Area 'A'
Fig. 6.2
Balancing drum.
rhL
Area 'C'
106
Hydraulic Balancing Devices
It has been assumed in the preceding simplified description that the pressure acting on the impeller
walls is constant over their entire surface and that the axial thrust is equal to the product of the total
net pressure generated and the unbalanced area. The actual pressure distributions are more complex.
They are not constant over the shrouds and generally not equal at two corresponding points on opposite
impeller shrouds (D and E, Fig. 6.2). Broadly, three factors account for this:
1.
2.
3.
Rotation of the liquid adjacent to the impeller shrouds produces a pressure reduction in the radial direction
(see Fig. 5.2).
Leakage flow direction and velocity affect the pressure distribution over the impeller shroud. Flow outward
increases the average pressure, whereas flow inward decreases it. For all but the last stage impeller of tandem
impeller pumps (Fig. 6.2), the leakage flow is outward over the back shroud, inward over the front, giving
a higher average pressure on the back shroud, hence higher axial thrust. As clearances increase with wear,
the higher leakage velocities act to further increase axial thrust. Figure 6.3 illustrates the point.
The clearance between impeller shroud and casing wall influences the average angular velocity of the liquid
in that region, hence the pressure reduction due to centrifugal action. Reducing the clearance tends to increase
the pressure reduction, thus lowering the average pressure over the shroud. Depending on the position of
the impeller, this effect may reinforce or oppose that of leakage.
The effects just described are for a given flow. As flow through the pump varies, there are two additional effects:
1.
The static pressure at the impeller discharge varies, ranging from 75-80 percent of stage pressure rise at
best efficiency point to about 90 percent at shutoff. As the static pressure at the impeller discharge varies
so does the average pressure over the shrouds.
- - - - - Centrifugal Force Only
- - - - With Influence of Leakage, QL, Direction
- - - - - Effect of Wear at Clearances
Pi
Pi
,~
\~
.\
p.
sf-
\
. \\
\ \
. I
Fig. 6.3
Effect of leakage direction on shroud pressure distribution.
Hydraulic Balancing Devices
2.
107
Axial thrust produced by the momentum of the liquid entering the impeller varies. Specifically, reducing
the flow lowers the momentum, thus increasing thrust toward the suction.
By drawing correction factors from actual thrust measurements and allowing for tolerable manufacturing
variations, axial thrust can be estimated with acceptable accuracy over the range of normal operating
flows. Because the thrust developed by the balancing drum is nearly constant, varying only with pump
differential pressure, the design task becomes one of trying to insure the thrust is always inboard over
the pump's operating flow range and its magnitude within the thrust bearing's capacity. The latter
requirement dictates care, as the thrust magnitude is the small difference between two large forces.
Figure 6.4 shows a typical axial thrust characteristic.
Depending On the actual pump design, the onset of secondary flows at the impeller discharge as flow
is reduced can significantly alter the shroud pressure distributions. The greater effect is usually over the
front shroud (inward leakage flow) and can produce thrust reversal (see Fig. 6.4). Being a product of
an unstable flow regime, these conditions also tend to fluctuate, which poses the possibility of fatigue
failure of the rotor or thrust bearing. When this problem is anticipated, designing the impeller and
adjacent casing wall to isolate the shroud space (Fig. 4.35) is an effective solution.
Most balancing drum designs incorporate some form of grooving on the drum. This is done to (1)
decrease the leakage flow by raising the friction coefficient and (2) reduce the risk of seizure at the
clearance should there be metal-to-metal COntact between the parts. The form of the grooves varies
markedly, a product of the degree of hydraulic rotor support sought by the design.
A balancing drum, correctly sized, satisfactorily balances most of the axial thrust of single suction
impellers and reduces the pressure at the discharge side shaft seal. It does this at some expense to
efficiency because the leakage is usually relatively high, but with the advantage of simplicity since there
is no close axial clearance to be set during assembly. What it lacks, however, is the virtue of automatic
Bypass
Bearing
Capacity
+ (positive)
Toward
Suction
Axial
Thrust
Q
Osap
- (negative)
Toward
Discharge
CD Ideal: Flat characteristic, no thrust reversal
® Acceptable: Steep characteristic, thrust reversal at part load
® Undesireable: Sudden thrust reversal at part load
Fig. 6.4
Typical axial thrust characteristics with balancing drum.
108
Hydraulic Balancing Devices
compensation for any changes in axial thrust caused by variations in pressure distribution over the
impeller shrouds (see earlier discussion). The net result is a fairly wide variation in residual thrust over
the pump's operating flow range (Fig. 6.4). To achieve automatic compensation for changes in impeller
thrust, it is necessary to have a balancing device whose balancing force varies with the rotor's axial
position. The simplest of these devices is the balancing disk.
BALANCING DISKS
The operation of the simple balancing disk is illustrated in Fig. 6.5. The disk is fixed to and rotates with
the shaft. It is separated from the balancing disk head installed as a casing part, by a small axial clearance.
The leakage through this clearance flows into the balancing chamber and from there either to the pump
suction or to the vessel from which the pump takes its suction. The back of the balancing disk is subject
to the balancing chamber back pressure whereas the disk face experiences a range of pressures. These
vary from discharge pressure at its smallest diameter to back pressure at its periphery. The inner and
outer disk diameters are chosen so that the difference between the total force acting on the disk face
and that acting on its back will balance the impeller axial thrust.
If the axial thrust of the impellers should exceed the thrust acting on the disk during operation, the
latter is moved toward the disk head, reducing the axial clearance between the disk and the disk head.
The amount of leakage through the clearance is reduced so that the friction losses in the leakage return
line are also reduced, lowering the back pressure in the balancing chamber. This automatically increases
the pressure difference acting on the disk and moves it away from the disk head, increasing the clearance.
Now, the pressure builds up in the balancing chamber, and the disk is again moved toward the disk
head until an equilibrium is reached.
To ensure proper balancing disk operation, the change in back pressure in the balancing chamber
4 --
Restricting Orifice
To Suction---...
Balancin
Balancing Chamber
Disk Head
Fig. 6.5
Simple balancing disk.
Hydraulic Balancing Devices
109
must be of an appreciable magnitude. Thus, with the balancing disk wide open with respect to the disk
head, the back pressure must be substantially higher than the suction pressure to give a resultant force
that restores the normal disk position. This can be accomplished by introducing a restricting orifice in
the leakage return line that increases back pressure when leakage past the disk increases beyond normal.
The disadvantage of this arrangement is that the pressure on the shaft seal is variable-a condition that
will shorten the life of the seal and is therefore to be avoided.
Many older pump designs used a balancing disc without a supplementary thrust bearing to limit the
rotor's axial movement. Under stable operating conditions, this simple design demonstrated adequate
reliability. The same was not so during transient conditions (flow swings, cavitation, or similar), which
usually resulted in serious damage to the balancing disc and often the rest of the pump. It is for this
reason that the use of a balancing disc without a thrust bearing is now generally limited to small pumps.
COMBINATION DISK AND DRUM
For the reasons just described, the simple balancing disk is seldom used. The combination balancing
disk and balancing drum (Fig. 6.6) was developed to obviate the shortcomings of the disk while retaining
the advantage of automatic compensation for axial thrust changes.
The rotating component of this balancing device is a long cylinder with a wide-faced flange. Acting
with the stationary component, known as a "disk head," the cylinder forms a balancing drum, the flange
a balancing disk. In this design, radial clearance remains constant regardless of disk position, whereas
t
1B
-+
A
-+
Axial
Clearance
Radial
Clearance
+
---1----+
L..::~O-=:::I
Intermediate
Relief Chamber
Fig. 6.6
Combination balancing disk and drum.
1
E
110
Hydraulic Balancing Devices
the axial clearance varies with the pump rotor position. The following thrusts are developed by this
device acting in conjunction with the last stage impeller:
1.
2.
Toward the discharge end-last stage suction pressure multiplied by area A, plus the intermediate pressure
multiplied by area C, plus the average pressure across the axial clearance multiplied by area D.
Toward the suction end-last stage discharge pressure multiplied by area B, plus the back pressure multiplied
by area E.
Whereas the "position-restoring" feature of the simple balancing disk required an undesirably wide
variation of the back pressure, it is now possible to depend on a variation of the intermediate pressure
to achieve the same effect. Here is how it works. When the pump rotor moves toward the suction end
(to the left in Fig. 6.6) because of increased axial thrust, the axial clearance is reduced, and pressure
builds up in the intermediate relief chamber, increasing both the value of the intermediate pressure acting
on area C and the average pressure acting on area D. In other words, with reduced leakage, the pressure
drop across the radial clearance decreases, increasing the pressure drop across the axial clearance. The
increase in intermediate pressure forces the balancing disk towards the discharge end until eqUilibrium
is reached. Movement of the pump rotor toward the discharge end would have the opposite effect of
increasing the axial clearance and the leakage and decreasing the intermediate pressure acting on area
C and the average pressure on area D.
Figure 6.7 illustrates the pressure distribution in a combination balancing disk and drum. No attempt
is made to describe the exact manner in which the pressure decreases between any two points, although
this curve is not necessarily a straight line. Also, this illustration is not quantitatively correct. It only
serves to show that changes in the balancing device position vary the internal pressure distribution
without altering the back pressure. The only possible variation may be caused by pressure changes at
the point where the balancing device leakage is returned to the system. An orifice may still be located
in the return line. Its function now, however, is not that of changing back pressure but rather of gaging
the volume of leakage flow. This flow should not be throttled outside the balancing device; the orifice
pressure drop is negligible, ranging from about 0.15 to 1.5 bar (2 to 20 psi).
Balancing device modifications
Most pumps employing a combination disc drum to balance axial thrust also have a thrust bearing
to limit rotor movement (see Balancing Disks). The bearing is typically sized for the residual thrust
produced with the disc faces at some minimum clearance determined by the pump manufacturer. In high
temperature applications, such as hot charge in refining, there have been instances where differential
expansion during thermal transients increased the minimum disc clearance to the point where the thrust
bearing became overloaded and failed.
Various modifications of hydraulic balancing devices are now in use. All try to retain the selfcompensating feature of the disk or combined disk and drum, while avoiding the risk of face contact
and scoring inherent in a close running axial clearance (typically 0.050 to 0.125mm [0.002 to 0.005
in.]). One means of realizing this is to soften the restoring action by lowering the proportion of the total
pressure drop taken across the axial clearance. This is done by narrowing the disk face of a combined
disk and drum, and either leaving the disk at the end of the drum (Fig. 6.6) or locating it between two
drum regions (Fig. 6.8). The latter design, often referred to as a stepped drum, has the added virtues of
a substantial back pressure at the disk, hence no flashing across the disk, and the ability to "fine-tune"
net thrust by changing the clearance at one drum. In some pumps using stepped balancing drums, the
design axial clearance is fairly large, typically 0.4Omm (0.015 in.), to further reduce the risk of contact
at the disk faces. Set this way, the disk's self-restoring action is normally inactive, serving only as
backup protection to control rotor position should the thrust bearing cease doing so.
Hydraulic Balancing Devices
111
Pel
w
a::
::;)
(/)
(/)
Pe2
w
a::
11.
Pc
RADIAL
CLEARANCE
ALANCING
CHAMBER
Fig. 6.7 Pressure distribution in combination balancing disk and drum.
Key:
PA = discharge pressure;
PB = pressure at intermediate relief chamber;
Pc = back pressure;
I = normal pressure distribution;
II = pressure distribution after disk moves away from disk head;
PA - PB = pressure drop through drum portion;
PB - Pc = pressure drop through disk portion.
Another approach to the problem of a close-running axial clearance is to change its detail configuration
so the restoring action is more stable. Tapering one of the faces so the axial clearance converges in
the flow direction (Fig. 6.9) achieves this. It does so by increasing the rate of pressure drop as the
clearance decreases.
Materials selection for balancing devices will be treated in a subsequent section. However, it is
imperative to remember that both the material and the design are extremely important. If the balancing
device wears appreciably, problems can develop, the nature of which depends on the type of balancing
device. With a single diameter balancing drum (Fig. 6.2), pump performance will deteriorate (from
increased leakage), and eventually axial thrust will increase as the back pressure in the balancing leakoff chamber rises. A balancing disk (Fig. 6.5) or combination disk and drum (Fig. 6.6) without a thrust
bearing poses the risk of contact between the impellers and some internal pump part as the rotor moves
axially to compensate for wear. When a thrust bearing is used, rotor axial movement to compensate for
wear is limited, and so wear leads to a drop in performance (from higher leakage) and higher thrust
bearing loads as the disk portion becomes less effective.
INDIVIDUAL AXIAL THRUST BALANCING
A design sometimes used to balance the axial thrust of single-suction impellers without the use of a
hydraulic balancing device is illustrated in Fig. 6.10. It provides the individual impellers with wearing
112
Hydraulic Balancing Devices
Fig. 6.8
Combination balancing disk and drum with disk located in center portion of drum.
- 11-
Disc
Clearance
Parallel
Faces
Press
Drop
Convergent
Faces
"-
~
Clearance
Fig. 6.9
Balancing disk modification for improved stability.
Hydraulic Balancing Devices
2nd Stage
Discharge
113
3rd Stage
Discharge
Fig. 6.10 Balancing axial thrust of single suction impellers with back wearing rings.
rings both in front and back, the inner diameter of both rings being the same to equalize the thrust areas.
Balancing holes are drilled through the impellers to equalize the pressures from front to back. This
prevents the leakage water that flows across the back sealing surface from collecting in the annular space
back of the impeller and building up the pressure at that point. For convenience, the back wearing ring
may form an integral part with the diffuser or stage-piece bushing.
This design theoretically provides axial balance. Although the pressures on the two impeller sides
may not be exactly equal in practice (because of unequal wearing ring leakage), the amount of unbalance
is rather small and can usually be accommodated by the thrust bearing. Unfortunately, the use of a back
wearing ring becomes less justifiable when one considers the effects of this construction on multistage
pump internal leakage and mechanical design.
Normally, pumps with impellers arranged in ascending stage order enjoy almost negligible pressure
difference and leakage across the stage-piece separating two consecutive stages. However, with a wearing
ring at the back of the impeller, this difference becomes equivalent to the pressure generated by one
stage. Thus, two additional clearance joints subject to a full one-stage pressure difference are now used,
namely, the back wearing ring and the stage-piece joints.
A back wearing ring design is lacking in one other respect, compared to a hydraulic balancing device.
That is, it does not reduce the pressure on the discharge-end shaft seal which is now subjected to the
suction pressure of the last stage. Unless this pressure can be reliably sealed (a pronounced improbability
in other than low pressure pumps), it is necessary to provide some form of pressure-reducing mechanism
ahead ofthe box. This requirement, in addition to the space needed for the back wearing rings, substantially
increases the total shaft span of a multistage pump and makes the design even less desirable.
COMPARISON OF BALANCING DEVICES AND OPPOSED IMPELLERS
On the surface, it would appear that the choice between using a balancing device and arranging impellers
in opposed sequence to balance axial thrust reflects a basic difference in design philosophy. Consequently,
this choice has always been controversial among designers and users. The argument supporting each
114
Hydraulic Balancing Devices
111
~
111
2
A
'If?
--3'------1.4- ----'-------'6---7'------'8'- - - - - - - -
Fig. 6.11 Balancing axial thrust with balancing device in eight-stage pump.
Breakdown A is subject to a differential pressure of eight stages.
method centers on the presence or absence of a balancing device subject to a differential pressure equal
to the total pressure generated by the pump, and the effect that it has on potential wear rate, rotor
dynamics, and sensitivity to wear.
The argument over potential wear rate is strictly semantic. To balance axial thrust and keep the
pressure at the seals low, the total differential pressure has to be broken down in either case. Whether
this is accomplished across a single breakdown (Fig. 6.11) or the balancing device is split into two
separate portions distributed throughout the pump (Fig. 6.12) and given a different name is immaterial
so long as the running joints in each case are of proper length. Wear is essentially a function of the
pressure drop per unit length of break down and if the lengths of the breakdowns are chosen to maintain
the same pressure drop unit length the wear will not be affected by the number of breakdowns nor by
the pressure differential across them. This assumes the risk of rubbing contact at the major breakdowns
is similar, since contact within clearances is also a factor in wear rate.
There is a significant difference between the two designs in their effect on rotor dynamics. Because
the major pressure breakdowns also act as hydrostatic bearings (see the Lomakin effect in Chapter 7),
their position along the rotor becomes important. The center bushing in an opposed impeller arrangement
(Fig. 6.12) is located close to rotor midspan, effectively halving the bearing span when the pump is
running with liquid in it, and so changing the rotor's dynamics considerably. It is this effect that allows
the satisfactory operation of slender shaft rotors. The balancing device of tandem impeller rotors also
acts as a hydrostatic bearing, but because it is located relatively close to one end of the pump, its effect
on the rotor's dynamics is much less. See Chapter 7 for further discussion on rotor dynamics.
Sensitivity to wear at the running clearances has two aspects: residual thrust and rotor dynamics. In
pumps with tandem impellers, the impeller thrust increases with wear. Balancing discs and combined
disc drums compensate for this up to the point where the disc clearance is controlled by the thrust
bearing. Balancing drums cannot compensate for the additional impeller thrust, and so the thrust balance
changes. The residual thrust mayor may not increase depending on whether the original balance produced
reverse thrust at some capacity (Fig. 6.4). Opposed impellers develop additional residual thrust at the
opposed impeller pair (see Chapter 5) and from any differences in flow within the pump caused by
B
2
3
4
8
7
6
5
Fig. 6.12 Balancing axial thrust with opposed impellers in eight-stage pump.
Breakdowns A & B are each subject to a differential pressure of four stages, for a total of eight stages.
Hydraulic Balancing Devices
115
uneven wear at the clearances. For most designs within the limits of nonnal wear at the clearances, the
increase in residual thrust is quite small.
Unless the running clearances have been intentionally designed to maximize the Lomakin effect, the
rotor dynamics of pumps with balancing devices are not very sensitive to wear at the clearances. Opposed
impeller pumps, on the other hand, are very sensitive, particularly those with slender rotors. As the
major breakdowns in these designs wear, the stiffness of the hydrostatic bearing at rotor midspan
decreases, thereby significantly changing the rotor's dynamic characteristics (see Chapter 7).
With some sensitivity to wear in both designs, it is useful to be able to measure the leakage through
the major breakdowns. These data give a direct indication of the condition of the major breakdowns,
and an indirect indication of the condition of the other clearances which nonnally wear at about the
same rate. Pumps with a balancing device have only one major breakdown at one end of the pump (Fig.
6.11), where the leakage from it can be easily measured. The same can be done with the end or balance
bushing in the usual opposed impeller arrangement (Fig. 6.12), but it is not practical to measure the
leakage through the center bushing, the other major breakdown in this design.
The various points of this comparison between balancing devices and opposed impellers as means
of balancing hydraulic thrust are summarized in Table 6.1.
Despite all that can be stated in comparing the two designs, there are, in the history of multistage
pump applications, many instances in which a pump with a balancing device perfonned better than one
with opposed impellers and vice versa. Many factors besides those already discussed can account for
this, hydraulic design, rotor stiffness, materials, and casing construction to name four, but from the pump
user's point of view one design perfonned better than the other, and therefore personal preference often
makes the choice between the two designs.
Table 6.1
Comparison of Balancing Devices and Opposed Impellers
Balancing Device
Factor
Suitable for high temperature
Wear rate
Effect on rotor dynamics
Residual thrust
Effect of wear on:
-residual thrust
-rotor dynamics
Measure leakage
Drum
Yes
Small(3)
Moderate(4)
Disc Drum
Opposed Impellers
Nd 1)
Yes
All approximately equal(2)
Minor
Major
Negligible
Small
Negligible(5)
Minor
Yes
Varies(6)
Major
No(7)
Notes:
1. Differential thermal expansion during thermal transients can open disc clearance leading to thrust
bearing failure from overload.
2. Provided pressure drop per unit length similar and no rubbing contact.
3. Residual thrust low at design capacity; generally increases as flow reduced.
4. Depends on thrust characteristic and original thrust balance.
5. Within limits of rotor movement allowed by thrust bearing.
6. Depends on number of stages, number of opposed impellers pairs, and equal wear at high
pressure breakdowns.
7. Leakage through the center bushing (Fig. 6.12) cannot be measured
7
Shafts and Shaft Sleeves
The primary function of a centrifugal pump shaft is to transmit torque to the impeller. At the same time,
the shaft and its support arrangements must maintain alignment of the rotor within its running clearances
and through the shaft seal.
These functions lead to the following design requirements: First, the shaft must be strong enough to
withstand sudden starting, such as occurs when a motor is started across the line. It should also tolerate
the higher power associated with expected abnormal operation such as starting a hot service pump on
cold liquid, variations in the process (resulting in high liquid sa or viscosity), reduced system head
(allowing the pump to run to high capacity), or, in axial flow pumps, increased system head (causing
the pump to run back at lower capacity, hence higher power). Second, the shaft must be designed for
tolerable deflection under the weight of the rotor and any hydraulic loads, either radial or axial. Third,
the shaft must not be liable to any significant response to a resonant condition (excitation of a critical
speed), lest it develop destructive vibration.
CRITICAL SPEEDS
As critical speed is a key factor in the selection of shaft diameters, the centrifugal pump user ought to
have a general knowledge of this subject.
Developments in pump design have compounded the need. Smaller pumps running at higher speeds
have brought about a significant improvement in the understanding of pump rotor dynamics. Applied
correctly, this improved understanding results in better pumps. Applied generally, it can result in unduly
restrictive, hence expensive, specifications for quite simple pumps.
Any object made of an elastic material has an infinite number of natural frequencies, each of a
different mode shape. When a pump rotor or shafting system rotates at any speed corresponding to a
natural frequency, the vibration produced by minor unbalance will be magnified. These speeds are called
the critical speeds.
In conventional pump designs, the rotating assembly is theoretically uniform around the shaft axis,
and the center of mass should coincide with the axis of rotation. This theory will not hold for two
116
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
Shafts and Shaft Sleeves
117
reasons. First, there are always minor machining or casting irregularities, and second, there will be
variations in metal density of each part. Thus, no matter how carefully a rotor is made, there will always
be some eccentricity of the center of mass to produce centrifugal force and therefore deflection as the
assembly rotates. A critical condition is reached when the rotative speed is such that the centrifugal
force equals the shaft's elastic restoring force. With these opposing forces equal, the only force restraining
the shaft, neglecting effects at the running clearances, is that produced by viscous friction within the
shaft material. If the rotor is allowed to run at this condition without external restraint, there is a high
risk that vibration will increase until the shaft fails. On occasion, the same phenomenon can occur at a
speed above or below the pump's rotative speed. For this to happen, the rotor must be excited by a
disturbing force rotating at or close to a critical speed. To rotate at a speed other than the pump speed,
the disturbing force must be of hydraulic origin.
Rigid and Flexible Shaft Designs
The lowest critical speed is called the first critical speed; the next higher is called the second, and
so forth. In centrifugal pump nomenclature, a "stiff shaft" means one with an operating speed lower
than its first critical speed, whereas a flexible shaft is one with an operating speed higher than its first
critical speed.
ROTOR MECHANICAL STIFFNESS
In the simplest analysis, the rotor of a centrifugal pump (Fig. 7.1) is considered running in air and
supported by infinitely stiff bearings (Fig. 7.2[a]). By taking the equation for the natural frequency of
a single mass rotor:
......:.... ............
_~~-~::~----- -- ---~~~ ':~~~.~~ ---- --- ---':'~_:~:'[~_ J
Fig. 7.1
Rotor assembly of a single-stage double-suction pump.
118
Shafts and Shaft Sleeves
(8)
(b)
Fig.7.2 Rotor support models.
a) Rotor supported by infinitely stiff bearings; critical speed determined by rotor mass and stiffness alone.
b) Rotor supported by bearings offinite stiffness and having damping, with additional support and damping at internal clearances; critical speeds determined by motor mass, rotor stiffness, support stiffness, and support damping.
O)n
= (k/m)D.5
where k is stiffness and m is mass, both in consistent units, and rearranging it, the first bending critical
speed, NCh can be estimated from
NCI
where
= 946/(Y,,)D.5 in metric units or NCI = 188/(y,,)D.5 in US units
NCI = critical speed in rpm
y" = rotor static deflection in mm (in).
The rotor static deflection Yst is that resulting from rotor weight alone, and is therefore a measure of the
rotor's mechanical stiffness. Under the action of radial hydraulic forces, the running rotor deflection
Shafts and Shaft Sleeves
119
may well be higher. That is of consequence to the shaft seal and running clearances, but has no bearing
on critical speeds unless seal or clearance considerations dictate a change in shaft geometry. For all but
the simplest shafts, calculating a rotor's static deflection requires either a reliable approximation for
manual work or use of a computer routine if greater accuracy is necessary.
The significance of mechanical stiffness can be gleaned by considering two rotor designs, one to run
at 1,800 rpm, the other at 3,600 rpm, both to be "stiff." A usual margin for rigid motors is to have the
critical speed at least 20 percent above of the running speed, giving critical speeds of 2,160 and 4,320
rpm for the two rotors being considered. The corresponding static deflections are 0.193 and 0.048mm
(0.0076 and 0.0019 in.) A rotor whose static deflection is 0.193mm (0.0076 in.) is relatively easy to
design, and, in fact, would likely be somewhat stiffer to avoid contact at the running clearances. Except
for pumps of only one or two stages, limiting the static deflection to 0.048mm (0.0019 in.) makes the
rotor design a great deal more difficult unless unusual proportions are resorted to. Most 3,600-rpm
multistage pumps, therefore, have rotors that are "flexible" when analyzed on the basis of mechanical
stiffness alone.
HYDRAULIC STIFFNESS (LOMAKIN EFFECT)
While analyzing critical speeds considering only rotor mechanical stiffness is simple, it is not sufficiently
accurate for many designs, because other factors significantly affect the actual dynamic behavior. The
dynamic behavior of all pump rotors is influenced to some degree by the following factors:
1.
Finite bearing stiffness, with sleeve bearings having the lowest stiffness of the arrangements used
2.
Additional rotor support and damping from radial type shaft seals such as packed box and breakdown bushings
3.
Additional rotor support and damping from hydraulic effects at internal running clearances
4.
Increased effective mass from motion of the liquid adjacent to the vibrating rotor.
These factors change the rotor support arrangement from the simple two infinitely stiff bearings arrangement in Fig. 7.2(a) to the much more complicated series of springs and dashpots in Fig. 7.2(b). The net
effect of these factors varies with pump detail design. In most cases where the net effect is of consequence,
typically multistage and high-speed pumps, the dominant component is that produced by a hydraulic
effect at the internal running clearances. This effect is known as the Lomakin effect after its discoverer
and can be termed hydraulic stiffness for comparison with a rotor's mechanical stiffness. Under the
action of significant Lomakin effect, the rotor's running critical speed is raised to a higher value (additional
support or stiffness) and the response through the critical speed reduced (damping; see Fig. 7.3). Note
that in very large low-speed pumps, the dominant factor tends to be increased effective mass, leading
to a reduction in the running critical speed.
The Lomakin effect is a product of hydrostatic (pressure) and hydrodynamic (velocity and viscosity)
action as liquid passes through a pump's internal running clearances under the action of a differential
pressure. As such, the magnitude of the Lomakin effect depends on the pressure drop across the running
clearances, the surface speed at them, their geometry (length, clearance, and surface form), and the liquid
viscosity. Given these dependencies, there is very little Lomakin effect until the pump is running at say
75 to 80 percent of rated speed. For the same fundamental reasons, clearances with a large length-toclearance ratio and smooth surfaces develop more Lomakin effect than those with a low length-toclearance ratio and one surface serrated. From the same reasoning, it is evident running clearance wear
will reduce the Lomakin effect. Tests show the reduction is greater in arrangements designed to produce
high Lomakin effect (Fig. 7.4).
120
Shafts and Shaft Sleeves
0.8
a.
I
J!1
'E
ai 6
/
"0
::I
:t:::
Without Lomakin Effect
a..
E
c:
<C 4
0
...
.0
~
:>
2
I
1000
2000
3000
r
With Lomakin
Effect
4000
5000
Pump Speed, rpm
Fig. 7.3 Influence of Lomakin effect on rotor dynamic response.
(I. J. Karrasik et ai, Pump Handbook, 1st Edition, 1976. Reproduced with permission of the
McGraw-Hill Companies)
Computer routines are used to estimate the running dynamic behavior of rotors, but the accuracy of
their estimates depends on how well the running clearances can be modeled, a process that does not yet
yield entirely consistent results. To check the accuracy of a prediction it is necessary to determine the
rotor's natural frequencies while it is running. Measurements during rundown give an approximation,
but they are on the low side since the Lomakin effect is decreasing rapidly as the pump's speed drops.
Measurements at running speed require some form of external excitation. Variable-speed shaking or
calibrated impact are two available methods; the second, with the appropriate instrumentation, is the easier.
To differentiate between the two approaches to analyzing rotor dynamics, the terms "dry critical"
and "wet critical" have been introduced. The former refers to an analysis assuming the rotor is supported
by infinitely stiff bearings alone, the latter refers to an analysis recognizing the influence of the Lomakin
effect, liquid around the impeller, shaft seal support, and the finite stiffness of bearings. Both values
tend to be used in pump evaluations because the difference gives a measure of the pump's sensitivity
to wear at its running clearances.
As a general rule, it is prudent to require rotors with low Lomakin effect to have at least a 20 percent
margin separating running and critical speeds. When the Lomakin effect is high, the rotor's relative
response to excitation at the critical speed becomes the governing criterion. This is necessary because
the high damping spreads the region of response (Fig. 7.3), making a clear separation hard to define.
The response of such rotors should always be calculated for both new and worn clearances, to reduce
the risk of destructive rotor vibration as the clearances increase with wear.
TORSIONAL CRITICAL SPEEDS
Two or more masses connected by a torsionally elastic shaft (Fig. 7.5), have n - I natural frequencies,
where n is the number of masses connected by the shaft. In a manner similar to lateral or bending critical
Shafts and Shaft Sleeves
121
7000
\.
6500
\\
6000
~
a.
~
al
~
5500
\.
"iii
o
+='
8
"
-
oo~
(/J
5000
........ r--......
4500
c:
Ol
·iii
4000
Q)
0
3500
Q)
0
~
D,.
(3
.01
0
~O\led
c:
co
Q)
.02
~
"
~- ~
P across wear ring
I = 300 PSI
.03
.04
.05
Diametral Clearance (Inches)
Fig. 7.4 Effect of running clearance wear on wet critical speed.
12 (Driver)
(P ump) 11
r--""-'-
-
-
- -- --
Fig. 7.5
I
t---- -
-
l-
kt
Shaftin 9
Torsional critical speed model.
speeds, sustained operation of a rotor under conditions where one of its torsional natural frequencies is
close to an exciting frequency, can lead to large amplitude torsional vibration with consequent shaft
failure. In centrifugal pump practice, torsional critical speeds are usually of consequence only when the
rotor has low torsional stiffness (long and slender) and the drive has a pulsating characteristic, for
example, an engine or variable-frequency-controlled motor. Since torsional natural frequencies are a
product of connected masses, they are a property of the pump plus its drive train, including couplings,
and can only be determined as such. A potential torsional resonance problem is best corrected by changing
122
Shafts and Shaft Sleeves
the stiffness of the connection, usually by modifying the coupling. In the rare instances where resonance
cannot be easily avoided, torsional stress analysis is carried out to determine whether the resonance can
be tolerated.
SHAFT SIZING
Sizing a shaft is an iterative process. In general, a minimum diameter is determined for strength, steps
to enable assembly are added, deflection is checked, then the dynamic characteristics are predicted. The
process is then repeated until an acceptable solution is realized. Pump designers, of course, have various
methods to enable them to quickly develop an approximate solution.
Sufficient shaft strength requires that the shaft not fail by fatigue, taking account of the loads imposed
during starting, normal operation, and any specified abnormal operation. This means that the endurance
strength of the shaft material, in the pumped liquid if that is the case, must be above the combined stress
at the critical point in the shaft. How far above (how big a design factor) depends on the certainty of
loading, liquid condition, shaft detail at the critical point, and material condition. Loading should assume
lO percent torsional fluctuation and make provision where applicable for some coupling misalignment.
Nominal torsional stress at the smallest diameter is a common evaluation approach. Conservative, but
not absolutely safe, values for nominal torsional stress are
Shaft Material
Carbon steel
Alloy steel, chrome steel
316 stainless steel
Typical Torsional Stress-MPa (psi)
48 (7,000)
55 (8,000)
35 (5,000)
A discussion of deflection and dynamics is easiest if the two basic rotor configurations, overhung and
between bearings, are considered separately.
For overhung rotors accepted design practice now requires the following:
1.
Deflection, static plus that caused by imposed forces under the worst expected operating conditions, should
be less than the available internal clearance.
2.
Deflection at the shaft seal should be less than 0.050 mm (0.002 in).
3.
First bending critical speed (dry basis) should be at least 20 percent above the running speed (except for
high-speed pumps).
These requirements have become accepted practice, because they have been proven reliable (running
clearance wear, seal, and bearing life), are simple to design for, usually do not exact any performance
penalty, and do not cause an undue increase in pump cost.
Determining all the data necessary to verify a rotor meets the preceding design requirements is quite
an extensive task. A simpler, and generally sufficiently accurate, alternative approach is to employ a
factor that is proportional to static deflection but can be calculated from shaft geometry alone. By
comparing factors or using an upper limit based on experience, a series of offers or a troublesome
pump can be quickly evaluated. For cantilever rotors of the form shown in Fig. 7.6, the deflection is
proportional to
Shafts and Shaft Sleeves
IMP
<t
BRG
<t
BRG
<t
1-.-~1--·1- L2-1
Fig. 7.6
IMP
<t
BRG
<t
123
BRG
<t
~ Li -1- ~2---1
Cantilever shafts.
where Ll is the impeller overhang, Lz is the bearing span, Dl is the shaft diameter under the shaft sleeve,
and D2 is the shaft diameter between the bearings.
Common practice for shafts with the larger diameter between the bearings (Fig. 7.6(a)) is to evaluate
them using the first term of the equation just given, specifically
since the .error introduced by this simplification is quite small. When Dl is greater than D2 (Fig. 7.6(b)),
the error can be significant thus the result quite misleading.
Acceptable values of the simplified shaft flexibility factor, L I3/D14, decrease with increasing pump
size. Figure 7.7 shows the characteristic of shaft flexibility factor over the normal range of process
pumps for designs that meet API-610 [3.1] and for designs intended to have shafts 2 times as stiff as
required by API-61O. The latter is an informal standard that has evolved in the United States over the
past decade from the oil industry's emphasis on shaft stiffness (see Chap. 27).
Between bearings, rotors for one- and two-stage pumps are usually relatively short and therefore
easily made to meet the simple requirements for cantilever rotors. Between bearings rotors for pumps,
having three or more stages, cannot be designed to withstand any appreciable radial thrust, so twin
volutes, diffusers, or staggered single volutes (see Chaps. 2 and 3) are employed to reduce radial thrust
to negligible values. The design of the rotors themselves is controversial. One philosophy, resting on
lower cost and higher efficiency, advocates low mechanical stiffness (slender shaft) and high hydraulic
stiffness (Lomakin effect). The opposing philosophy, claiming that reliability is more important than
first cost and efficiency (the efficiency of a failed pump is zero) calls for high mechanical stiffness (large
shaft) and low hydraulic stiffness. In a more general sense, it is worth noting that this controversy is
peculiar to liquid handling turbomachines; those handling gases must rely on mechanical stiffness because
the hydraulic stiffness is very low.
Slender shaft rotors are sized for torque, then stepped up to permit assembly and perhaps reflect some
empirical stiffness requirement. Their static deflection is greater than the available internal clearance
and the dry first bending critical speed is consequently well below the running speed. As the pump is
accelerated, the Lomakin effect rapidly increases the hydraulic stiffness such that at 100 percent speed
the rotor is classically "stiff' (Fig. 7.8). Most successful slender shaft pumps have opposed impeller
rotors (see Chap. 5), an arrangement whose center bushing is ideally suited to developing the high
Lomakin effect necessary for success. Large shaft rotors, on the other hand, are designed for static
deflection less than the available internal clearance. The dry first bending critical speed is therefore
124
Shafts and Shaft Sleeves
QH
N
5
100
=
USGPM(FT)
RPM
50
10
100
500 1,000
50
1,000
500
10
250
~&~.
l~ ,
5.0
..........<.\"-4,0
~.s'
~ 'ISfiftJ
~ ......
1.0
0.5
-
100
L3/D4
(in· 1 )
50
25
10
0.1
0.1
0.5
5.0
1.0
QH
N
=
10
50
100
M3/HR {M}
RPM
Fig. 7.7 Typical values of cantilever shaft flexibility factor UID" versus pump size factor.
significantly higher. There is also an increase in critical speed as the pump is brought up to speed, but
by design, it is small and the rotor typically remains classically "flexible" (Fig. 7.8).
Relying on high Lomakin effect to produce acceptable dynamics in slender shaft rotors is not an
unmixed blessing. Given the Lomakin effect's dependence on pressure differential and running clearance
condition, there are two cautionary comments. First, rubbing contact at the running clearances whenever
the pump speed is significantly below design (at startup and shutdown) dictates care in the choice of
materials for these clearances if damage is to be minimized, and even that may not prevent rapid wear
under frequent start/stop operation. Second, the dynamic behavior of such rotors may be quite sensitive
to running clearance conditions. In the worst case, the reduction in critical speed as clearances wear can
be sufficient to allow coincidence between the critical and running speeds. If this happens when the
clearances are worn to the point where damping is also significantly reduced, there is a risk the rotor
will develop severe vibration and further damage the pump.
As with overhung rotors, a factor proportional to static deflection is frequently used to quicldy evaluate
between bearings rotors. Various factors in use, with the most common being
Shafts and Shaft Sleeves
125
LOW MECHANICAL STIFFNESS,
HIGH HYDRAULIC
EFFECT
OF WEAR
Cl~
UJ{!)
UJ~
a..Cl
C/)Z
...,JUJ
«al
Q 1--
100% RUNNING
------------
SPEED
I-C/)
-a:
a:_
O!:S
HIGH MECHANICAL
STIFFNESS,
LOW HYDRAULIC
100
PERCENTAGE OF RUNNING SPEED
Fig. 7.8
Multistage pump rotor characteristics: variation of critical speed with running speed and running
clearance wear.
where L is the bearing span and D is the nominal shaft diameter. This factor is based on the stiffness
of the shaft alone and neglects the weight of components mounted on it. Such an approach is justified
on the grounds that the shaft provides most of a rotor's mechanical stiffness. The only published guideline
for L4/D 2 is a demarcation for rotor runout and balancing in the 8th edition of APlO-61O: rotors with
L4/D2 above 1.9x109 mm2 (3.0x106 in2) have higher allowable runout and are identified as difficult to
balance for operating speeds above 3,800 rpm. Beyond this, the choice of a limiting value of L4/D2 must
rely on the evaluator's experience.
There is opinion that neglecting the weight of the mounted components distorts the evaluation,
particularly for slender shaft rotors whose mounted components usually weigh more than the shaft, and
therefore have a significant influence on static deflection and dry critical speeds. A useful alternative
factor, one that is proportional to the rotor's first dry bending critical speed, is
where W is rotor weight and D and L are before. A notable advantage of this factor is that some guidelines
for limiting values have been published (Fig. 7.9). These allow a rotor to be classified as "too slender,"
"slender," suitable for "wet operation only," or capable of "running dry." Although a correlation such
as this can never be the last word on a particular design, it is consistent with the authors' experience.
Whether to use a slender or heavy shaft rotor is not a clear choice but depends on many factors. To
provide a starting point, the more significant factors are
• Neither design can tolerate high radial hydraulic forces, so the hydraulic design and selection must be good
or pump life will be short.
126
Shafts and Shaft Sleeves
1000
\
,
900
U'l
SLENDER SHAFTS
c:i
;;t
--
Cl
800
II
700
'"...J
~
:::.:::
+ I"
\
-
Possible Difficulties
In Achieving Rub - Free Initial Build
\
\
W(N)
W
::1! 600
«
a:
-
Unduly Affected By Out Of
Balance and Lack Of Initial
Straightness. Possibility Of
Premature Wear Of Internal
Clearances
\ i\.
~~
"
I":~
w
-
SLENDER SHAFTS
\
I-
~
(m,f::::::: r.:::: :~
:-'\
a:
CJ)
CJ)
Om
L(mm)~
~
-
-
Recommended Design Line ----For Wet Running Pumps
500
w
Z
LL
LL
400
i=
CJ)
l-
'" "
LL
«
300
I
~
CJ)
Recommended Upper Limit For - - - Pumps With Dry - Running Capability
200
~
~~
-
r::::::~
...............
r---
100
o
2
3
4
5
6
7
8
9
N = (RPM/100)
MAX OPERATING SPEED
Fig. 7.9
Guidance chart for stiffness of between-bearing rotors [7.1].
• At a given rotative speed, slender shaft pumps require less NPSH and are usually more efficient than large
shaft pumps. In modem designs, the latter advantage derives almost solely from slender shaft pumps having
more stages and consequently a higher specific speed. Hydraulic design refinements have overcome the loss
of efficiency traditionally associated with increasing the shaft size in a given impeller. The higher specific
speed of slender shaft pumps also makes them less expensive as cost varies with the 2nd or 3rd power of
diameter but only linearly with length, making a long, slender pump less expensive than one that is shorter
and larger in diameter.
• The service life (time between need to open the casing and renew internal clearances) varies markedly with
the application. Table 7.1 shows typical service lives for the two broad classes of multistage pump rotors in
various applications.
Shafts and Shaft Sleeves
Table 7.1
127
Typical Multistage Pump Service Lives in Various Applications
Typical Service Life-Hours
- - - - --- - - Slender Shaft
Large Shaft
- - - _.-
Application
Continuous operation at essentially constant flow
pumping benign liquid
Frequent start/stop operation with wide flow swings,
pumping liquid of low lubricity or containing low
concentration of abrasive solids
Frequent start/stop operation with wide flow swings,
pumping liquid with high concentration of
abrasive solids
- - - - -- - -- - -
-
-
50,000-75,000
150,000-200,000
7,500-10,000
30,000-40,000
Normally not used
7,500-10,000
ROTOR CONSTRUCTION
A centrifugal pump's rotor comprises the shaft plus impeller or impellers, balancing device if applicable,
sleeves, and some retention devices, usually nuts. The design and mounting of these parts is of consequence
to the rotor's integrity and sometimes even influences shaft sizing.
Mounting and retention of the impeller or impellers is determined by power, speed, and impeller
material. The most common arrangement is to center the impeller with a cylindrical slide fit, drive it
with a key, and locate it axially with a shoulder and nut or snap rings (Fig. 7.1). Small low-cost pumps,
some chemical pumps, and most slurry pumps have the impeller threaded onto the shaft and locked
against a shoulder (Fig. 7.10). Although the centering is not as accurate as a cylinderical slide fit, this
Fig. 7.10
Thread mounted impeller.
128
Shafts and Shaft Sleeves
arrangement does offer simplicity; low cost; and, for slurry pumps, a practicable means of mounting
hard metal, rubber-lined, or ceramic impellers. At high rotative speeds, dynamic balance requirements
dictate more accurate centering than can easily be achieved with slide fits. Taper mounting (single stage
only) or shrink fits are used to achieve this. Good practice requires that shrink fit multistage rotors have
the fits stepped to ease assembly. Most taper- and shrink-fit-mounted impellers have a key for torque
transmission. When the interference in the fit is high, the key serves as a backup device only, to prevent
rotation should the fit loosen during a thermal transient or similar event. At high powers or in severe
services, it is important that the impeller is not able to move on the shaft or its mounting fit could suffer
fretting corrosion. Medium-size pumps typically employ a tapered fit in these circumstances, large pumps
use a bolted flange (Fig. 7.11), in which the impeller is centered on a rabbet fit and the coupling is held
tight by fitted bolts.
Most rotors have renewable shaft sleeves to protect the shaft, locate parts on it, or both (see discussion
later in this chapter). There are, however, circumstances where sleeves are not desirable. For reasons of
manufacture and installation, shaft sleeves have a certain minimum thickness, typically 2.5mm (0.10
in.) for shafts to about lOOmm (4 in.) diameter. In small pumps, adding a minimum thickness sleeve to
a shaft sized for adequate stiffness usually results in an abnormally large diameter at the shaft seal. The
alternative is to make the shaft of a material able to offer reasonable wear resistance or hard-coat the
shaft with chrome or ceramic in the region of the seal. Figure 7.12 shows such a shaft, often referred
to as "solid" shaft construction. Solid shafts cost less to make than a shaft plus a sleeve. Taking account
of this and the simpler maintenance procedure, solid shafts are often the most cost-effective solution for
small pumps.
In multistage pumps, particularly those of large shaft design, the minimum thickness of a sleeve
would aggravate the effect of shaft size on impeller proportions. The prevailing practice, therefore, is
to make the shaft of a material able to resist erosion and corrosion of the exposed regions between
the impellers.
Fig. 7.11 Section of large vertical pump-turbine.
Note flange mounted impeller. tilting pad guide bearing. rigid line shaft coupling. (Courtesy: Voith)
Shafts and Shaft Sleeves
Fig. 7.12
129
Section of small centrifugal pump without shaft sleeves.
How the impeller and other rotor parts are mounted affects the rotor's mechanical stiffness. Parts
mounted with a shrink fit increase the effective diameter, hence the stiffness, in the region of the fit. In
most designs, however, the total length of shrink fits is a fairly small fraction of the rotor's bearing
span, so the overall increase in stiffness is not great. Slide fit parts held in compression with nuts, such
as the rotor in Fig. 7.1, often increase the stiffness significantly, although with notable dependence on
the tightness of the nuts. In multistage rotors, where such construction has many faces butting together,
the benefit in stiffness is usually offset by extreme difficulty in building and maintaining a straight rotor.
Most good specifications now require individually located impellers for multistage rotors to avoid this
vexing problem. Slide fit parts retained at one end, such as the hook-type shaft sleeve prevalent in
chemical and overhung process pumps, do not increase stiffness.
SHAFT MAINTENANCE
Except for small pumps with solid shafts, it is unusual to have to replace a centrifugal pump shaft.
Typically the shaft will last the life of the pump, unless damaged as a consequence of some other failure
or problem within the pump. Given this, any shaft failure should be investigated carefully to find the
cause, so it can be corrected and further failures prevented.
Although the shaft is nominally a lifetime component, it should be carefully cleaned and inspected
at each pump overhaul, and where necessary and feasible, repaired to ensure it is suitable for further
service. The important points in this process are
1.
Check for straightness, supporting the shaft on rollers at its bearing journals (next to the journals when they
are chrome plated). Avoid checking for straightness with the shaft between centers; the centers are often
130
Shafts and Shaft Sleeves
damaged during assembly and dismantling. The allowable shaft runout depends on the pump's design and
service and should be specified in the manufacturer's manual. As a general rule, bent shafts should be
replaced rather than attempting to straighten them. The usual straightening techniques (e.g., pressing, peening,
hot spotting) rely on local residual stresses. During operation, vibration tends to relieve the residual stresses,
thus allowing the shaft to assume its original bent shape. Compounding this, some of the techniques leave
sufficient residual stress to become the site of subsequent fatigue failure. Shafting for vertical turbine pumps
is the one exception to the general "no straightening" rule. This long, slender shafting is routinely and
successfully straightened by repeated pressing and subsequent stress relief. The procedure appears simple,
but is best carried out by a shop experienced in doing it.
2.
Inspect the shaft, paying attention to at least the following aspects:
• Coupling and antifriction bearing fits for fretting and scoring
• Impeller and sleeve fits for corrosion, erosion (from leakage), and scoring
• Wetted regions for corrosion and erosion (from liquid impingement)
• Keyways for wear, distortion, and corrosion
• Threads for corrosion and damage (e.g., torn or cracked threads)
• Fillets for damage (tool marks, scratches) and cracking.
Inspection for cracks can be visual, using some magnification, or by the various non-destructive evaluation
(NOE) methods (liquid penetrant, magnetic particle, ultrasonic).
3.
Take measurements to determine the exact extent of any damage found during the inspection. Whether to
replace or repair a shaft depends on the nature and extent of the damage, the availability of a new shaft,
and the available repair processes. Refinishing to remove scoring, scratching, and minor corrosion is acceptable
provided it does not leave the shaft undersize at a critical location. Machining down and building up by
plating (chrome or nickel) or spraying (flame or plasma) are viable processes to repair local corrosion,
scoring, and wear, provided they are carried out correctly. The major risks are weakening of the shaft,
leading to fatigue failure and spalling of the plating or coating in areas of rubbing contact or heavy press
fits. Welding is generally not a suitable repair technique. This is not to say shafts are not welded, those for
large pumps sometimes are, it just recognizes that the materials used for most centrifugal pump shafts are
not readily welded or require postweld heat treatment, a process that would distort the shaft. Because welding
is not usually viable, cracks in a shaft are cause for its replacement.
4.
If the shaft has been repaired, it should be checked again for straightness and the repaired areas carefully
inspected. It is well to note the location and extent of repair and the final inspection results in the pump's
maintenance file so there is some history should a problem develop later.
SHAFT SLEEVES
Pump shafts are usually protected from erosion, corrosion, and wear at stuffing boxes, running clearances,
internal bearings, and in the waterways by renewable sleeves. The most common shaft sleeve function
is that of protecting the shaft from wear at a stuffing box. Thus shaft sleeves serving other functions
are given specific names to indicate their purpose. For example, a shaft sleeve used between two
multistage pump impellers in conjunction with the interstage bushing to form an interstage running
clearance is called an interstage or distance sleeve.
In medium-size centrifugal pumps with two external bearings on opposite sides of the casing (the
common double-suction and multistage varieties), the favored shaft sleeve construction uses an external
shaft nut to hold the sleeve in axial position against the impeller hub. Sleeve rotation is prevented by a
key, usually an extension of the impeller key (Fig. 7.13). If the axial thrust exceeds the frictional grip
of the impeller on the shaft, it is transmitted through the sleeve to the external shaft nut.
In larger high-head pumps, a high axial load on the sleeve is possible, and a design like that in Fig.
7.14 may be favored. This design has the commercial advantages of simplicity and low replacement
Shafts and Shaft Sleeves
IMPELLER
KEY -=::;"-_j~
IMPELLER
Fig. 7.13
SLEEvE
SHAF
NUT
Sleeve with external lock nut and impeller key.
IMPELLER
SHAFT
GLAND
SHAFT NUT
IMPELLER NUT
SLEEVE
SET SCREW
Fig. 7.14 Sleeve with internal impeller nut, external shaft sleeve nut, and separate key.
131
132
Shafts and Shaft Sleeves
IMPELLER
SHAFT
GLAND
SLEEVE
Fig. 7.15
Sleeve threaded onto shaft with no external lock nut.
cost. Some manufacturers favor the sleeve shown in Fig. 7.15, in which the impeller end of the sleeve
is threaded and screwed to a matching thread on the shaft. A key cannot be used with this type of sleeve
and right- and left-hand threads are substituted so that the frictional grip of the packing on the sleeve
will tighten it against the impeller hub. In the sleeve designs shown in Figs. 7.13 and 7.14, right-hand
threads are usually used for all shaft nuts because keys prevent the sleeve from rotating. As a safety
precaution, the external shaft nuts (Figs. 7.13 and 7.14) and the sleeve itself (Fig. 7.15) use set screws
for a locking device.
In pumps with overhung impellers, various types of sleeves are used. Often, stuffing boxes are placed
close to the impeller, and the sleeve actually protects the impeller hub from wear (Fig. 7.16). As a
portion of the sleeve in this design fits directly on the shaft, the impeller key can be used to drive the
shaft sleeve. Part of the sleeve is clamped between the impeller and a shaft shoulder to maintain its
axial position.
Shaft sleeve seals
Older designs relied on a metal-to-metal joint between the sleeve and impeller hub (see Fig. 7.13)
to prevent leakage under the sleeve. For pumps handling water at moderate pressures with a packed box
shaft seal, in which a little leakage did not matter, this simple arrangement performed well. Most modem
designs are intended to be applied over a wide range of services, with a variety of shaft seals, thus have
to employ a means of ensuring there is no leakage under the sleeve. A common arrangement for sleeves
on between bearings rotors is shown in Fig. 7.17. Hook-type shaft sleeves (Fig. 7.18), are retained at
one end and sealed with a gasket or "0" ring. Retention at one end reduces the risk of bending the shaft
and allows for differential thermal expansion. In services where there is a risk of scaling or carbonizing
under the sleeve if the pumped liquid gets into the fit, making sleeve removal difficult, it is better to
seal the inner end of the sleeve. This is an inherent feature with hook-type sleeves on overhung rotors.
When sleeves are used to protect a shaft against corrosion, it is crucial to ensure the shaft does not
Shafts and Shaft Sleeves
SHAFT
GL
Fig. 7.16
133
STUFFING BOX
0
SLEEVE
IMPELLER
Sleeve for pumps with overhung-impeller hubs extending into stuffing box.
RUBBER "0" RING
SLEEVE
Fig. 7.17
SHAFT NUT
Shaft sleeve seal to prevent leakage along shaft.
get wet, or it could suffer crevice or concentration cell corrosion. Many users feel the added maintenance
procedures necessary to ensure this are time consuming and risky, so they insist on shafts that are able
to survive without protection.
Material for shaft seal sleeves
Most pumps are now equipped with mechanical seals. Many of these seals are assembled and mounted
as a cartridge, of which the shaft sleeve is an integral part. See Chap. 9 for details of the shaft sleeves
used with mechanical seals. The rest of this section, including Maintenance, deals with shaft sleeves for
packed box shaft seals, and has some relevance to breakdown-type seals (Chap. 10).
134
Shafts and Shaft Sleeves
Fig. 7.18 Hook-type sleeve for pump with overhung impeller.
Stuffing box shaft sleeves are surrounded in the stuffing box by packing; the sleeve must be smooth
so that it can tum without generating too much friction and heat. Thus the sleeve materials must be
capable of taking a very fine finish, preferably a polish. Cast iron is therefore not suitable. A hard bronze
is generally used for pumps handling clear water, but chrome or other stainless steels are sometimes
preferred. For services subject to grit, hardened chrome or other stainless steels give good results. For
more severe conditions, Stellite coated sleeves are often used and occasionally sleeves that are chromium
plated at the packing area. Sleeves made entirely of a hardened chrome steel are usually the most
economical and satisfactory.
SHAFf SLEEVE MAINTENANCE
Shaft sleeves are usually the fastest wearing pump part and the one most frequently requiring replacement.
Once sleeves are worn appreciably, the packing cannot be adjusted to prevent excessive leakage. As a
matter of fact, excessively worn sleeves frequently tear and score any new packing as soon as it is
inserted. Thus, sleeves frequently require repair or replacement when no other pump overhaul is necessary.
Sleeves of single-stage and low-head multi-stage pumps can be removed quite easily. As the long
sleeves sometimes used in high-pressure multistage pumps may be harder to remove, they are often
fabricated with external grooves so that a sleeve puller can be used (Fig. 7.19). In a design that uses an
impeller nut between the sleeve and the impeller (see Fig. 7.14), a tight sleeve can often be loosened
by backing off the impeller nut.
Shaft sleeves are occasionally reconditioned by welding or metal spraying and final grinding. This procedure is not recommended for a pump on severe service, or if existing facilities for the final grinding are
inadequate. It is necessary to assure both concentricity of grinding and the perpendicularity of the sleeve
radial faces to the sleeve bores. Concentricity should be double checked after reassembly on the rotor.
Although it may be easier to pack a pump with brand new shaft sleeves, the sleeves do not have to
Shafts and Shaft Sleeves
Fig. 7.19
135
Shaft sleeve puller.
be replaced each time new packing is installed. The degree of permissible sleeve wear grooving depends
on the type of grooving. Usually, the sleeve surface is highly polished under the packing action, and
the grooving is undulated rather than composed of sharp separate grooves under each individual packing
ring. Sometimes, slight grinding of these worn sleeves is permissible to permit reuse if the pump service
is not too severe. The controlling factors are the availability of the necessary tools, shop facilities, and
trained shop personnel. Restored sleeves must have a good, smooth surface, and the refinished parts
should neither be run-out nor distorted. If the facilities are available, it may be advisable to try regrinding
and reusing one set of worn sleeves to establish the practicability of this procedure.
The shaft sleeve OD should not be reduced to a point at which excessive clearance at the bottom of
the stuffing box permits any packing to be squeezed inside the pump when the glands are tightened. As
a rule, sleeves for packed boxes should not be ground down more than 0.65 to 0.75mm (25 to 30
thousandths) on the diameter and should be given a 0.40 micron (l6-microinch) finish.
Worn sleeves, however, are ordinarily replaced rather than reconditioned. Hammering to expand or
crack the material will facilitate their removal, but extra care should be taken to prevent shaft damage.
BIBLIOGRAPHY
[7.1] A. B. Duncan and 1. F. Hood, The Application of Recent Pump Developments to the Needs of the Offshore
ai/Industry, Proc. of the Conference on Pumps and Compressors for Offshore Oil and Gas, London, UK,
June 29-July 1, 1976, pp. 7-24.
8
Stuffing Boxes
INTRODUCTION
Strictly, the term "stuffing box" is related to the packed box shaft seal, long the principal device used
to seal a pump's casing where the shaft passes through it. Although the number and variety of devices
used for this purpose has increased significantly as processes and the pumps used have evolved, the
term stuffing box is still widely understood to mean the shaft seal, regardless of the type. For this reason,
retaining the existing title of this chapter uses a familiar term to introduce a very important subject.
The sealing of a pump is a crucial aspect of its design. Although it is not always obvious, even a
relatively minor deterioration in sealing performance can render a pump inoperable. Sensitivity to sealing
performance has increased with environmental concerns, with many services now being the subject of
legislation limiting allowable leakage. Even where specific leakage limits do not exist, there are often
implicit limits in general environmental legislation.
All centrifugal pumps are sealed, either to keep the pumped liquid in the pump or, if the internal
pressure adjacent to the seal is below atmospheric, to keep the atmosphere out of the pump. Most seals
are some form of dynamic liquid or gas device where the shaft passes through the casing. All these
seals leak to some degree, although in many designs, the rate is so low the leakage is not obvious.
Generally, the leakage passes to atmosphere. In those services where leakage to atmosphere cannot be
tolerated or a dynamic liquid seal is difficult to realize, a so-called "sealless" pump is used. Such pumps
are not actually sealless; they are either arranged so seal leakage is returned to the suction vessel or
they are hermetically sealed.
The types of shaft sealing devices and sealing arrangements commonly used in modern centrifugal
pumps are listed next. For quick reference, the chapter in this book dealing with the particular type or
arrangement is also listed.
Seal Type or Arrangement
Packed box (soft packing)
Fixed packing
Hydrodynamic
136
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
Chapter
8
8
8
Stuffing Boxes
Axial face (mechanical)
Breakdown bushing
137
9
10
Sealless; leakage to suction
14
Sealless; hermetically sealed
24
Sealless pumps involve special construction of either the pump or its drive arrangement, and are therefore
covered in the chapters dealing with the appropriate construction.
SEAL SELECTION
The various sealing devices and arrangements used in centrifugal pumps have different capabilities.
Selecting the most appropriate type of arrangement therefore depends on an accurate specification of
the conditions prevailing at the seal. All too frequently, this fundamental step is overlooked, only to
become the reason for a badly behaved or inoperable seal once a pump is put into service.
A comprehensive specification of sealing conditions, often referred to as seal environment, requires
the following:
1.
Pressure at the seal, taking account of the pump's internal arrangement, and including any range in pressure
likely from operating conditions or wear at the pump's running clearances
2.
Temperature at the seal, noting whether cooling or heating is being applied to the seal, and if so the estimated
temperature drop or rise
3.
Liquid being sealed, its properties (pH, SG, viscosity, specific heat) if not common knowledge, its condition
(presence of solids or contaminants), and any unusual characteristics (e.g., tendency to crystallize, precipitate solids)
4.
Surface speed at the sealing interface
5.
Rotor displacements, radial and axial, likely under expected operating conditions
6.
Operating mode (Le., intermittent, continuous, frequent stop/start)
7.
Allowable leakage rate.
Note that the only reference to size is the surface speed at the seal interface. This is intentional. Given
the importance of sealing, it is better if the appropriate device or arrangement determines the space
required rather than having the space available limit the seal design. To a degree, some of the more
modern pump specifications now recognize this by specifying minimum space provisions for certain
types of seals.
For the more difficult applications, selecting the sealing device or arrangement is an iterative process,
involving repeated checks of sealing feasibility against the prevailing sealing conditions or environment.
Figure 8.1 illustrates the process. Unless the pump selection or basic construction are changed, the only
characteristics of the sealing conditions that can be changed in this iterative process are pressure at the
seal, temperature at the seal, and liquid condition. Details of how these can be changed vary, to some
extent, with the seal type, and thus are addressed in the specific seal sections.
Selecting the appropriate sealing device or arrangement is a complex task. In a general sense, it is
possible to narrow the choices by first considering allowable leakage, then the liquid and service conditions
(see Figs. 8.2 and 8.3). Once the choice of seal types is narrowed, refinement of the selection depends
on the specific conditions, available seal capabilities and personal preference. Sealing technology is, of
course, continually evolving, so any selection guide is only approximate.
138
Stuffing Boxes
ACCURATELY DETERMINE
SEAL ENVIRONMENT
IS SEALING
FEASIBLE?
NO
CHANGE SEAL
ENVIRONMENT
FINAL SEAL
SELECTION
Fig. 8.1
Seal selection-fundamental.
Moderate-Soft Packing (packed box)
Allowable
Leakage
Minimum - [
None
i
Fixed Packing
Axial Face (mechanical)
Hydrodynamic* (1)
Breakdown (to pump suction)
Axial Face (double) (2)
Hermetically Sealed (isolated from atmosphere)
(1) *Zero Leakage when running
(2) Barrier Fluid Leakage to atmosphere
Fig. 8.2 Seal type versus allowable leakage.
Stuffing Boxes
139
Water at Low Temp.
Intermittent Operation - - Soft Packing
Water, Continuous
Operation
-{
Axial Face
Soft Packing
Hydrocarbon (1)
- { Axial Face
Continuous Operation
Hermetically Sealed
Liquid
and
Service
Liquid Difficult to Seal
- { Breakdown
Suction at
Atmospheric Pressure
Hydrodynamic
Dry Running Possible
Liquid Difficult to Seal
Toxic, Isolation from - - Hermetically Sealed
Atmosphere Required
Hydrodynamic
High Solids Content
{
Soft Packing
Fixed Packing
Axial Face
(1) Seal Selection depends on allowable leakage
Fig. 8.3 Seal type for liquid and service conditions.
PACKED BOX SEAL
In its elementary fonn, a packed box shaft seal consists of a number of rings of soft, compressible
packing in a cylindrical recess, generally known as a "stuffing box," around the pump shaft sleeve (Figs.
8.4 and 8.5). The packing is compressed axially by an adjustable gland to produce a close radial clearance
with the shaft, thereby minimizing leakage through the seal. To prevent extrusion of the packing into
the pump, it is necessary to have a close clearance at the bottom of the stuffing box. This clearance can
be an integral part of the casing (Fig. 7.16), a separate bottom ring (Fig. 8.5), or a separate throat bushing
(Fig. 8.4). The last arrangement is used as a manufacturing aid (it allows a larger boring bar) or when
it is considered necessary to be able to restore the close clearance (a legacy from pumps whose shafts
were too slender). Separate throat bushings are generally one piece and when the casing is axially split
are located with a tongue and groove fit.
To function correctly, a packed box seal must leak. The purpose of the leakage is twofold: First, it
lowers the friction between the shaft or sleeve and the packing, thus minimizing the heat generated.
Second, it helps remove the heat that is generated. See "Stuffing box maintenance" for instructions and
cautionary remarks on packing adjustment.
140
Stuffing Boxes
SLEEVE
STUFFING 80X
THROAT BUSHING
SEAL CAGE
GLAND
Fig. 8.4 Conventional stuffing box with throat bushing.
SEALING LIQUID
BOTTOMING RING
Fig. 8.5
PACKING
Conventional stuffing box with bottoming ring.
Stuffing Boxes
o
141
m/sec
10
20
30
100
1000
10 iu
III
i;
100
CD
en
II)
II)
en
...u
0
a..
«
~
:::l
II)
II)
10
~
a..
0.1
01234567
Relative Velocity @ Seal-1000 FtiMin
Fig. 8.6 Packed box seal capabilities (after Durametallic).
Figure 8.6 shows the general upper limit of packed box seal capability in terms of pressure versus
surface speed at the seal interface. It is possible to exceed these limits, but unless the design, manufacture,
installation, and operation of the seal are all carried out very carefully, the seal is likely to be a continual
source of operating difficulty.
SEAL CAGES
Most pumps are designed to have the region adjacent to their shaft seal at or very close to suction
pressure. When a pump so designed operates with negative suction head, the inner end of the stuffing
box is under vacuum, and air tends to leak into the pump. For this type of service, packing is usually
separated into two sections by a lantern ring or seal cage (Fig. 8.4). Water or some other sealing fluid
is introduced under pressure into the space, causing flow of sealing fluid in both axial directions. This
construction is useful for pumps handling flammable or chemically active and dangerous liquids since
it prevents outflow of the pumped liquid. To ensure adequate lubrication of the packing, it is also
advisable to use a seal cage when the pressure at the seal is 0.3 bar gauge (5 psig) or lower. Seal cages
are usually axially split for ease of installation and removal (Fig. 8.7).
Some installations involve variable suction conditions, the pump operating part time with head on
suction and part time with suction lift. When the operating pressure inside the pump exceeds the
atmospheric pressure, the liquid seal cage becomes inoperative (except for lubrication). However, it is
maintained in service so that when the pump is primed at starting, all air can be excluded.
142
Stuffing Boxes
Fig. 8.7 Lantern ring or seal cage.
Sealing liquid arrangements
When a pump handles clean, cool water, sealing liquid is usually taken from the pump discharge, or,
in multistage pumps, from an intermediate stage. An independent supply of sealing water should be
provided if any of the following conditions exist:
1.
2.
3.
4.
5.
6.
A suction lift in excess of 4.5 m (15 ft)
A discharge pressure under 0.7 bar or 7.0 m (10 psig or 23-ft)
Hot water (over 120°C [250°F]) being handled without adequate cooling (except for boiler feed pumps, in
which seal cages are not used)
Muddy, sandy, or gritty water being handled
For all hotwell pumps
The liquid being handled is other than water-such as acid, juice, molasses, or sticky liquids-without
special provision in the stuffing box design for the nature of the liquid.
When sealing water is taken from the pump discharge, an external connection may be made through
small diameter piping (Fig. 8.8) or internal passages. In some pumps, these connections are arranged so
that a sealing liquid can be introduced into the packing space through an internal drilled passage either
from the pump casing or an external source (Fig. 8.9). When the pumped liquid is used for sealing, the
external connection is plugged. If sealing liquid from an external source is required, it is connected at
the external pipe tap and the internal connection is plugged.
Because the leakage flow from a correctly adjusted packed box is relatively low, seals with sealing
liquid supplied from the pump discharge (Figs. 8.8 and 8.9) are normally subject to a pressure close to
pump discharge. For pressures up to 1.4-1.7 bar (20-25 psig) this is quite acceptable. At higher pressures,
it is advisable to use only external piping (Fig. 8.8) and to carry out most the adjustment of seal leakage
using the needle valve provided. Not taking this precaution generally results in operating difficulty with
the seal, the difficulty increasing with pump discharge pressure.
Stuffing Boxes
Fig. 8.8
Fig. 8.9
Piping connections from the pump discharge.
Arrangements for sealing liquid supply in an end-suction pump.
A. Internal seal. B. External seal.
143
144
Stuffing Boxes
Radial
Clearance
P1
Throat
Bushing
Fig. 8.10 Packed box arrangment with throat bushing and seal cage for pump handling gritty or dirty liquid.
Abrasive solids in the pumped liquid will cause accelerated seal wear (packing rings and sleeve) if
the liquid passes through the seal. To prevent this, pumps handling abrasive laden liquids and sealed
with a packed box often have a throat bushing and seal cage at the bottom of the stuffing box (Fig.
S.10). Clean liquid, compatible with the pumped liquid, is brought from an external source and injected
into the seal. The injection flow required is that to produce a liquid velocity through the throat bushing
clearance of 3-4.6 m/s (10-15 ftls). Experience shows velocities on this order are necessary to ensure
there is minimal mixing of pumped liquid and injection flow within the seal. The drawback of an injected
throat bushing is dilution of the pumped liquid, often a concern in mineral processing and petroleum
refining. When dilution is a concern, the choice is a seal cage located farther into the packing set (Fig.
S.4) and a higher rate of seal wear, or a different type of shaft seal (consult Fig. S.3).
In some services, pumps handle liquids containing low concentrations of fine solids, not sufficient to
erode the casing or impeller but enough to shorten sleeve and packing life if used as sealing liquid. Fine
filters can be used to remove the solids. The arrangement is complex, however, because filters tend to
plug, and therefore have to be monitored for pressure drop and arranged in duplex if on line cleaning
is required. This difficulty can be overcome in many instances by using cyclone separator to remove
the fine solids. Figure S.11 shows the flow diagram for such an arrangement. See Chapter 9 for a detailed
description of cyclone separators and the precautions necessary in their installation and use.
If clean, cool water is not available (as with drainage and irrigation pumps) or cannot be connected
directly to the pump (as with sewage pumps), grease or oil seals are often used. Most pumps for sewage
service have a single stuffing box subject to discharge pressure and are located below the liquid in the
suction reservoir. It is therefore not necessary to seal these pumps against air leakage, but forcing grease
into the sealing space and packing helps to exclude grit.
An automatic oil sealer that exerts discharge pressure in a cylinder on one side of a plunger, with
oil or light grease on the other side, is available for sewage service. The oil or grease line is connected
to the seal connection, which is near discharge pressure. As the inner end of the stuffing box would be
at about SO percent discharge pressure, there is a slow flow of grease or oil into the pump when the
unit is in operation. No flow takes place when the pump is out of service.
Some pumps handle water in which there are small, even microscopic, solids. Using water of this
kind as a sealing liquid introduces the solids into the leakage path, shortening the life of the packing
and sleeves. It is sometimes possible to remove these solids by installing small pressure filters in the
sealing water piping from the volute to the stuffing box.
Stuffing Boxes
145
Clean liquid
to seal cage
connection
Dirty liquid
to pump
suction
Fig. 8.11
Cyclone separator for packed box seal.
WATER-COOLED STUFFING BOXES
High temperatures or pressures or both complicate the operation of packed box seals by raising the
temperature of the leakage. Should the temperature rise to the point that the leakage flashes within the
packing set as the pressure drops (Fig. 8.12; from Ref. [8.1]), damage to the packing and the sleeve will
quickly render the seal inoperable. Direct injection with cool liquid is the most efficient means of
controlling seal temperature, but is not always acceptable for reasons of pumped liquid contamination
(e.g., boiler feed) or the availability of liquid at the correct condition. Therefore usual practice is to
provide pumps for the more difficult services with jacketed, water-cooled stuffing boxes. The cooling
water removes heat from the liquid leaking through the stuffing box and heat generated by friction in
the box, thus improving packing service conditions. In some special cases, oil or gasoline may be used
in the cooling jackets instead of water. Two water-cooled stuffing box designs are available. The first
(Fig. 8.13) provides cored passages in the casing casting. These passages, which surround the stuffing
box, are arranged with in-and-out connections. The second type uses a separate cooling chamber combined
with the stuffing box proper, the whole assembly being inserted into and bolted to the pump casing (Fig.
8.14). The choice between the two is based on manufacturing preferences.
Pressure and temperature conditions
With a more thorough understanding of the interrelation of stuffing box pressures, rubbing speeds,
and leakage temperatures, improved water-cooled stuffing boxes have been built for temperatures up to
200°C (400°F), and stuffing box pressures up to 35 bar (500 psig), without pressure-reducing breakdowns
or labyrinths. This type of stuffing box is illustrated in Fig. 8.15. For greatest cooling efficiency, the
temperature difference between the cooling liquid and the leakage through the box must be kept to a
maximum at all points. In this design (Fig. 8.15), the cooling water is introduced nearer to the outside
of the stuffing box. Before moving axially toward the interior of the pump, the cooling water is circulated
completely around that portion of the stuffing box which surrounds the packing. A cored passage is
146
Stuffing Boxes
Outer Ih ell cooliq
- ---- Frictional bell Dot removed - - Frictional beal removed
Precoolin. sec:1ion
Fig. 8.12
Sb.ftleal
Pressure and temperature profile through packed box.
(Courtesy Sulzer)
provided from this annular chamber toward the interior of the pump. The cooling water then circulates
in a secondary annular chamber extending inside the pump beyond the packing. This allows precooling
of stuffing box leakage before it reaches the packing. The cooling water then escapes through a second
cored passage to the cooling chamber exit. In this design, the coldest cooling water is adjacent to the
coldest leakage. Having picked up some heat, the cooling water flows into the pump at a higher temperature
and cools a higher temperature leakage. One such unit has operated continuously for over a year without
renewing the packing, under stuffing box operating conditions of 22 bar (325 psig) and 200°C (400 0 P).
The shaft diameter at the stuffing box was 100 mm (4 in), and the operating speed 3,600 rpm.
Stuffing box pressure and temperature limitations vary with the pump type, because it is generally
not economical to use expensive stuffing box construction for infrequent high-temperature or high-
Stuffing Boxes
QUENCHING UOIJID
STUFFING BOX BUSHING
Fig. 8.13
COOLING WATER INLET
Jacketed stuffing box with cored cooling passage cast in casing.
SECTION A-A
,
LE"MOF' TO
COO"' ... W"TlEIt OUTLlT
!
LOWE~ ~1t[SSUIt[
t
SlUFFING
C~I'"
Fig. 8.14
W"TlEIt CMAMIER
Separate jacketed stuffing box assembly with pressure-reducing stuffing box bushing.
147
148
Stuffing Boxes
COOLING WATER
OUTLET
CORED PASSAGE
INTO PRECOOLING
ANNULAR SPACE
PRECOOLING
OF LEAKAGE
"f-E~
- --- ---~I- ~
INTERIOR
ANNULAR
COOLING
AREA
AROUND
PACKING
Fig. 8.1S
Special water-cooled stuffing box for high pressures and high temperatures.
pressure applications. Therefore, whenever the manufacturer's stuffing box limitations for a given pump
are exceeded, the only solution is the application of pressure-reducing devices ahead of the stuffing box.
PRESSURE·REDUCING DEVICES
Essentially, pressure-reducing devices consist of a bushing or meshing labyrinth, ending in a relief
chamber located between the pump interior and the stuffing box. The relief chamber is connected to
some suitable low-pressure point in the installation, and the leakage past the pressure-reducing device
is returned to this point. The only drawback to application of these devices is the necessity of bleeding
a part of the effective pump capacity back to a lower pressure level, and the resultant reduction in
installation efficiency. If the pumped liquid must be salvaged, as with treated feed-water, it is returned
back into the pumping cycle. If the liquid can be wasted, the relief chamber can be connected to a drain.
There are many different pressure reducing device designs. Figure 8.14 illustrates a design for limited
pressures. A short, serrated stuffing box bushing is inserted at the bottom of the stuffing box, followed
by a relief chamber. The leakage past the serrated bushing is bled off to a low-pressure point.
With relatively high-pressure units, intermeshing labyrinths may be located following the balancing
device and ahead of the stuffing box (Fig. 8.16). Piping from the chamber following pressure-reducing
Stuffing Boxes
149
BALANCING DEVICE
LEAKOFF TO SUCTION
LAST
IMPEL
Fig. 8.16
LEAKOFF TO
LOWER PRESSURE
Labyrinth-type pressure reducing bushing on the discharge side of a pump equipped
with a balancing device.
devices should be amply sized so that as wear increases leakage, piping friction will not increase stuffing
box pressure.
Mining and mineral processing occasionally require slurry pumps arranged in series to develop heads
beyond the capability of a single pump. When the pumps are next to each other, one of the major
problems is sealing the latter pumps against leakage of high pressure slurry. One successful approach
is to provide a clear liquid breakdown bushing (Fig. 8.17) ahead of a conventional packed box. Highpressure clear liquid, generally water, is provided by a small reciprocating pump.
150
Stuffing Boxes
SEAL WATER
Pi
I
I
INLET
Pi +
SEAL WATER
OUTLET
P21.LOW PRESSURE)
ILAND
RADIAL
CLEARANCE
PRESSURE BREAKDOWN
IUSHING
Fig. 8.17
Breakdown bushing injected with clear liquid for pumps handling gritty or dirty liquid.
STUFFING BOX PACKING
Basically, stuffing box packing is a pressure breakdown device. The packing must be somewhat plastic
so that it can be adjusted for proper operation. It must also absorb energy without failing or damaging
the rotating shaft or shaft sleeve. In a breakdown of this nature, friction energy is liberated. This generates
heat that must be dissipated in the fluid leaking past the breakdown or by means of cooling water
jacketing or both.
There are numerous stuffing box packing materials, each adapted to some particular class of service.
Until recently asbestos, lubricated with graphite or inert oil, was one of the principal materials. Now
that asbestos is a proven carcinogen, it is no longer used to any significant extent as a packing material.
Although there is no one alternative material possessed of all the properties of asbestos, research has
produced materials able to outperform asbestos on specific services. These developments have led to
the simple packed box being again considered a viable shaft seal for modern pumps. Some of the
principal packing materials now in use are described in the following summary and their typical properties
set out in Table 8.1. Note that the pressure and PV limitations in Table 8.1 are below those shown in
Figure 8.6. The lower values reflect a conservative approach by the packing manufacturers, the likely
intention being to avoid those applications where success is so dependent upon the pump operator's skill.
1.
Plastic-a mixture of short strand synthetic fiber and lubricant, the latter usually graphite or mica and oil
or grease. Occasionally metal particles are added to act as a lubricant reservoir. Used alone, plastic packing
produces a low-leakage seal for moderate pressures and high temperatures. At higher pressures, the allowable
temperature decreases and back up rings of braided or metallic packing are recommended to avoid extrusion.
Chemical resistance is limited.
2.
Synthetic fibers-a wide variety of materials has been developed in the pursuit of non-asbestos packings.
Those currently in general use are Teflon®, aramid, and graphite. Teflon (PTFE) is an attractive material
because it is inert in most pumped liquids. Developing a suitable packing, however, has been hampered by
the material's low thermal conductivity and high coefficient of thermal expansion. PTFE yam treated with
colloidal PTFE as a lubricant and a silicon compound for improved heat dissipation is a viable packing for
high pressures, moderate to high temperatures and moderate surface speeds. Flitney [8.2] reports expanded
PTFE with 50 percent encapsulated graphite further improves thermal conductivity and allows surface speeds
on the order of 23 mls (4,500 ft/min). Aramid fiber is serviceable to moderate temperatures but has less
chemical resistance than PTFE. The virtue of aramid fiber is high strength and abrasion resistance, making
it a packing suitable for pumps handling slurries or solids laden liquids. The packing itself tends to be
Stuffing Boxes
Table 8.1
151
Properties of Common Packing Materials
Material
Plastic
PTFE yarn
Aramid fiber
Graphite filament
Graphite foil
Lead foil
Aluminum or copper foil
Pressure
bar (psig)
PV
(Note 1)
Temperature
°C (OF)
pH
7.0(100)
17.5(250)
17.5(250)
10.5(150)
17.5(250)
17.5(250)
17.5(250)
17.5(250)
70(190xI0 3)
165(470)
165(470)
116(380)
165(470)
165(470)
165(470)
165(470)
315(600)
65(150)
260(500)
65(150)
400(750)
400(750)
230(450)
400(750)
4.8
4.8
0-14
3-10
0-14
0-14
2-10
3-10
Notes
2
3
Notes
I. PV factor based on (m/s) x (bar) left/min) x (psi)].
2. Maximum surface speed 9.1 m/s (1,800 ft/min).
3. Maximum surface speed 6.6 m/s (1,900 ft/min); performance lowest of published values.
4. Values of pressure, PV, and temperature are maximum.
abrasive, and so is limited to moderate surface speeds and must run on a very hard shaft sleeve (Brinell
hardness 650 minimum, where BHN is the Brinell hardness number) shaft sleeve. Graphite or carbon filament
packings have wide chemical resistance, high temperature capability, and high pressure/speed capacity. The
material is expensive, however, and is therefore normally used only for severe chemical or high-temperature
service.
All the synthetic fiber packings are interbraid or interlace construction. This affords high flexibility and
enables the packing to remain intact even when individual strands wear through at the working surface.
3.
4.
Graphite foil-known generically as "exfoliated graphite" or more commonly as Graphol ®, graphite foil
realizes high thermal conductivity, which allows for a seal with very low leakage rates, nominally 50 percent
of that for asbestos packing. Chemical resistance and service capabilities are the same as for graphite filament,
the only notable difference being better thermal conductivity, therefore the capability of running with slightly
less leakage.
Metallic-composed of flexible metallic strands or foil with graphite or oil lubricant impregnation and with
either a synthetic or plastic core. The impregnation makes this packing self-lubricating for its start-up period.
The foils are made of babbitt or lead, copper, and aluminum. Babbitt or lead is used on water and oil service
for low and medium temperatures (up to 230°C or 450°F) and medium to high pressures. Copper is used
for medium to high temperatures and pressures with water and low-sulfur-content oils. Aluminum is used
mainly on oil service for medium to high temperatures and pressures. Babbitt or lead packing is not suitable
for operation on brass or bronze shaft sleeves. Cooper and aluminum packings require a shaft sleeve whose
Brinell hardness is at least 500.
Packing is supplied either in continuous coils of square cross section or in prefonned die-molded
rings. Plastic packing is sometimes supplied in bulk or in cartridges for injection by gun. Graphite foil
packing is produced as ribbon, but for pump packings, it is usually supplied as split die-fonned rings.
When coil-type packing (Figs. 8.18 and 8.19) is used, it is cut in lengths that make up individual rings.
The ends are cut with a diagonal, or scarf joint, and with a slight clearance to provide for expansion
and avoid buckling. The rings have a tendency to swell from the liquid action and the rise in temperature.
The scarf joint allows the ends to slide and laterally absorb expansion.
It is preferable, where possible, to use die-molded packing rings (Fig. 8.20), which are available to
152
Stuffing Boxes
Fig. 8.18
Synthetic fiber packing in continuous coil form.
(Courtesy John Crane Co.)
Fig. 8.19
Metallic packing in spiral form.
(Courtesy John Crane Co.)
exact size and in sets. A molded ring insures an exact fit to the shaft or shaft sleeve and to the stuffing
box bore and also establishes equal packing density throughout the stuffing box.
Hard packing such as metallic is not as resilient as fiber or plastic and is, therefore, more sensitive
to changes in operating conditions. One common means of improving seal performance under these
conditions is to use a combination of hard and soft packing, for example metallic and fiber or plastic
(Fig. 8.21). Combination packing sets always have the end rings of hard material to minimize extrusion.
Such sets are available in standard die-formed ring combinations from most packing manufacturers.
The pressure drop across a packed box seal is not linear. Figure 8.12 shows a five-ring arrangement
in which more than 50 percent of the pressure drop occurs across the outer ring, while the inner ring
Stuffing Boxes
Fig. 8.20 Metallic packing in ring fonn.
(Courtesy John Crane Co.)
Fig. 8.21
Combination of hard and soft packing.
(Courtesy John Crane Co.)
153
154
Stuffing Boxes
has essentially zero pressure drop. From the meager data available it seems this characteristic increases
with the number of rings, so there is little to be gained from using more than four or five rings of packing
for even the most severe services. In some instances, low pressure, for example, extra rings can cause
difficulties by limiting leakage through the packing.
Packing size typically ranges from 10 to 30 percent of the shaft or sleeve diameter. The minimum
practicable size is generally considered 6 mm (0.25 in.) square. Some industry standards, however,
dictate a larger minimum, API-610 [3.1] for instance, requiring 10 mm (0.38 in.) square minimum in
refinery pumps.
Packed box seal performance is influenced significantly by the shaft or sleeve surface, both hardness
and finish, and any cyclic radial motion of the surface during pump operation. Considering sealing
surface hardness first, good practice based on past experience suggests the following: For sealed pressures
below 2.5 bar (35 psig) conventional packing running on a soft sleeve (bronze or equal hardness) will
give good service. Raising the pressure to 5.2 bar (75 psig) requires a harder sleeve, the usual material
being 13 chrome steel (Brinell hardness 300-500 depending on grade and heat treatment). Conventional
packing will give reasonable service but the best results will be realized with metal foil and plastic or
graphite. At pressures above 5.2 bar (75 psig), the packing should be either metal foil and plastic or
graphite, and the sleeve fully hardened 13 chrome (Brinell hardness 450 minimum) or hard coated. Usual
hard coating materials are ColmonoyTM 6 or ceramic, either chrome oxide or tungsten carbide. Ceramic
is harder than ColmonoyTM but has lower resistance to thermal shock. In services involving abrasives,
both the nature of the liquid and the type of packing (aramid fiber or similar) dictate ceramic coated
sleeves. In all cases the sealing surface should be finished to Ra 0.8~m (32 ~in) or better.
Shaft or sleeve runout and vibration produce cyclic radial motion of the sealing surface. The packing
is not able to follow this motion so it runs with a larger clearance, hence more leakage. Flitney [8.2]
reports a linear increase in leakage with sealing surface runout. Good practice requires that sealing
surface runout not exceed 0.075 mm (0.003 in.) total indicated runout (TIR). Alignment of the shaft or
sleeve within the stuffing box is not as critical as runout and vibration because the packing is flexible
enough to accommodate small static eccentricities on the order of 0.25 mm (0.010 in). Care is necessary,
however, in high-pressure service where the risk of extrusion is higher.
STUFFING BOX GLANDS
Stuffing box glands may assume several forms, but basically they can be classified into two groups:
1.
2.
Solid glands (Fig. 8.22).
Split glands (Fig. 8.23).
Split glands are made in halves so that they may be removed from the shaft without dismantling the
pump, thus providing more working space when the stuffing boxes are being repacked. Split glands are
desirable for pumps that have to be repacked frequently, especially if the space between the box and
the bearing is restricted. The two halves are generally held together by bolts (Fig. 8.23), although other
methods are also used. Split glands are generally a construction refinement rather than a necessity, and
they are rarely used in smaller pumps. They are commonly furnished for large single-stage pumps, for
some multistage pumps, and for refinery pumps. Another common refinement is the use of swing bolts
in stuffing box glands. Such bolts may be swung to the side, out of the way, when the stuffing box is
being repacked.
Stuffing box leakage into the atmosphere might, in some services, seriously inconvenience or even
endanger the operating personnel-for example, when such liquids as hydrocarbons are being pumped
Stuffing Boxes
Fig. 8.22
ISS
Solid stuffing box gland .
•
Fig. 8.23
Split stuffing box gland.
at vaporizing temperatures or temperatures above their flash point. As this leakage cannot always be
cooled sufficiently by a water-cooled stuffing box, smothering glands are used (see Fig. 8.13). Provision
is made in the gland itself to introduce a liquid-either water or another hydrocarbon at low temperaturethat mixes intimately with the leakage, lowering its temperature, or, if the liquid is volatile, absorbing it.
Stuffing box glands are usually made of bronze, although cast iron or steel may be used for all ironfitted pumps. Iron or steel glands are generally bushed with a nonsparking material like bronze in refinery
156
Stuffing Boxes
service to prevent the ignition of flammable vapors by the glands sparking against a ferrous metal shaft
or sleeve.
STUFFING BOX MAINTENANCE
Stuffing box maintenance primarily consists of packing replacement. Although this sounds simple, it
must be done correctly, or pump operation will not be satisfactory. The following procedure should be
followed in repacking a stuffing box:
1.
2.
Never try to add one or two rings to the old packing. This is false economy. Remove the old packing
completely, using a packing puller, if available, and thoroughly clean the box. Inspect the sleeve to make
sure it is in acceptable condition. Putting new packing in a box against a rough or badly worn sleeve will
not give satisfactory service.
.
Be sure that the new packing is a proper type for the liquid, operating pressure, and temperature. Unless
the packing comes preformed in sets, make sure that each ring is cut square on a mandrel of correct size.
3.
Insert each ring of packing separately, pushing it squarely into the box and firmly seating it, using split
pusher rings of proper length, fitting the box nicely. Successive rings of packing should be rotated so the
joints are 120 or 180 deg apart.
4. When a seal cage is used, make sure to install it between the proper two packing rings so it will correctly
handle the sealing liquid supply when the box is fully packed and adjusted.
5. After all the required packing rings have been inserted, install the gland and firmly tighten the gland nuts.
Make sure that the gland enters the stuffing box squarely and without cocking, so the full periphery of the
packing is under uniform pressure.
6. After the first tightening of the gland, back off the nuts until they are only finger tight. Start the pump with
the gland loose, so that there will be excessive initial leakage. Tighten up slightly and evenly on the gland
nuts, at 15 or 20 min intervals, so the leakage is reduced to normal after several hours.
Normal seal leakage is not easily defined. In principle, the leakage necessary for a particular seal
depends on the amount of heat generated and how that can be dissipated. The heat generated is, in tum,
a function of sealed pressure, surface speed at the seal, packing type, and sleeve condition. Data on the
relative influence of these factors are meager and often conflicting. As a practical guide, Table 8.2 shows
the range of usual leakage rates for various sealed pressures. These data are for conventional packing
and typical conditions. With carbon or graphite packing (self-lubricating) and well-finished sleeves
running with minimum vibration, lower leakage rates are attainable.
Take care when adjusting the packing. Unless enough liquid leaks through the seal to remove the
heat generated, the packing will be burned and the sleeve scored. (On pumps with quenching glands,
stop the supply of quenching water at intervals, and observe actual leakage through the box, otherwise,
visual inspection cannot distinguish between leakage past the packing and the quenching liquid supply.)
Repacking and adjusting stuffing boxes should only be done by experienced personnel. Others assigned
Table 8.2
Packing Leakage Rates
Sealed pressure bar (psig)
4.0 (60)
4.0 to 7.0 (60 to 100)
7.0 to 17 (100 to 250)
Leakage rate liter/hr (gal/hr)
0.2-6.8 (0.06-1.8)
0.8-11 (0.20-3.0)
1.9-28 (0.50-7.4)
Stuffing Boxes
157
this work should be cautioned against putting too much pressure on the gland. It should be made clear
that excessive leakage is not as hannful as too little.
Packing removed from a stuffing box being repacked, should be examined in order to obtain as much
information as possible on the cause of packing wear. Often, correctable operating conditions or inadequate
packing procedures are revealed by this examination. Some of the more frequently encountered symptoms
are the following:
Excessive wear on rings nearest to the gland, while the bottom rings remain in good condition, is caused
by overtightening of the packing in one adjustment or by not inserting rings one at a time, and pushing each
home before inserting the following ring.
2. Charring or glazing of the inner circumference of the rings is caused by excessive heating, insufficient
lubrication, or inadequate packing material for the pressure and temperature conditions.
3. Wear on the outer circumference of the rings occurs when they rotate within the stuffing box.
4. Heavy packing ring wear on one selective portion of the inner circumference may be caused by excessively
worn bearings or eccentric rotor operation.
5. If some rings are cut too short or shrink excessively, the adjacent rings will bulge and be extruded into the
open space.
1.
FIXED PACKING
Conventional packed box seals using soft packing suffer from two distinct disadvantages. First, the
packing requires periodic adjustment to maintain acceptable leakage rates. Second, in pumps handling
abrasive laden liquids, the flush water necessary to realize reasonable seal life is a source of pumped
liquid dilution. Quite often, pumped liquid dilution is the greater of the two disadvantages, particularly
as energy costs increase.
Responding to both these problems, several manufacturers have developed fixed packing type seals;
arrangements designed for zero adjustment and minimum pumped liquid dilution. Three recent developments in the mining industry, reported by Pearse [8.4], are typical of the arrangements used:
1.
Hydrostatic gland-two feather-edged rubber seals are arranged with a seal cage between them (Fig. 8.24).
Water at a pressure above that inside the pump at the seal is injected into the region between the lip seals.
For typical slurry pumps, the injection pressure is approximately 75 percent of pump discharge pressure.
Leakage into the pump is reportedly on the order of 0.2 m3/hr (1 gpm).
Water @ 75% Pump Discharge
~
Rubber
Seal
Ring
J...../
= 0.2 m3 /hr (1 gpm) into pump
(Wilkinson Rubber Linatex)
Fig. 8.24
Hydrostatic gland (diagrammatic).
158
Stuffing Boxes
Actual
Seal
Pressure
Reducing
Element
Sand
Barrier
Fig. 8.25 IHe Liquidyne seal.
(Courtesy [HC Holland)
2.
"Simmering" seal-using the same principle as the hydrostatic gland, the Simmering seal employs two
opposed lip seals and has oil injected between them to effect a seal.
3.
"Liquidyne" seal:-three sealing elements are retained in a four-piece bolted housing (Fig. 8.25). Flushing
water at a pressure above that inside the pump is applied between the inner and intermediate sealing elements
(sand barrier and pressure reducing elements). A small part of this flush flow passes into the pump, thus
excluding the pumped liquid from the seal. The balance of the flush liquid flows through the pressurereducing element, then to an atmospheric drain. The outer seal serves only to contain leakage passing to
the drain.
All three of these designs rely on resilient radial sealing elements and a flush or injection liquid source
at a pressure above that inside the pump. The first two differ from the third in that leakage from the
pressure reducing element passes directly to atmosphere instead of being collected and passed to a drain.
HYDRODYNAMIC SEALS
Although the construction and operation of hydrodynamic seals is quite different from packing, their
frequent use in place of packing for difficult services and their reliance on some form of packing when
the pump is shut down are deemed sufficient reasons to justify their inclusion in this chapter.
Stuffing Boxes
159
A hydrodynamic seal is a device that produces, by hydrodynamic action, a pressure below atmosphere
at the shaft opening. Since the pressure inside the pump is below atmosphere, the seal has to be arranged
to maintain a stable liquid/air interface while the pump is operating.
Because the pump configuration suits it, hydrodynamic seals are generally applied to single suction,
overhung impellers. Figure 8.26 shows an arrangement employing a "sealing impeller," or "expeller"
as it more commonly known. Operation of the seal can be determined from the pressure profiles through
the pump (see Fig. 8.27). At the impeller periphery there exists a static pressure rise (less than the total
head-see Chap. 4) across the impeller. Pump-out vanes on the back shroud of the impeller (see Chap.
4) produce a pressure drop down the back shroud (PPOy) to yield a lower pressure Ph at the impeller hub.
The plain side of the expeller causes a small increase in pressure P L resulting in a slightly higher pressure
P, at the expeller periphery. Provided the pump is operating within the seal's capability, the vaned side
of the expeller lowers the static pressure to atmosphere part way down the vanes at rio Unless unusual
proportions are resorted to (e.g., expeller or pump-out vanes at larger diameter than the impeller vanes),
expeller-sealed pumps are limited to suction pressures on the order of 15 percent of the pump's differential pressure.
Some early hydrodynamic seals were developed for high-speed pumps, there being at the time no
other suitable sealing device. More recently, most applications are for pumps handling abrasive laden
Fig. 8.26
Expeller seal.
160
Stuffing Boxes
-
constant
XT.D.H.
I
Ppov-
..... ,
1-
r
Pg
!
't'
f
'i
--1-_
SHAFT
CENTERLINE
EXPELLER
Fig. 8.27
IMPELLER
Pressure profiles in pump with expeller seal.
or other difficult to seal liquids. The expeller has few parts and no close running clearances, and is
therefore well suited to such applications.
Beyond their tolerance of solids laden and other difficult liquids, hydrodynamic seals are often justified
on the basis of not having to provide a flush water system (difficult and expensive for a remote, arid
site), and the elimination of pumped liquid dilution.
Hydrodynamic seals have zero leakage while the pump is running. But when the pump is shut down
some form of auxiliary seal is necessary to prevent leakage if the suction pressure is above atmosphere.
Most designs use some form of packed seal, either soft packing grease lubricated or fixed packing such
as a lip seal. More sophisticated arrangements include pneumatic bushings (inflated once the pump is
shutdown) and centrifugally activated closures.
Being a pumping device, hydrodynamic seals absorb power, therefore their inclusion in a pump is
not a free means of effecting a seal. In most cases, however, the cost of additional power for the seal
probably equals that of a flush water system, so it is not significant in the total cost of the plant, and
may even be a saving in some cases. The one problem the seal power can cause is vaporization of
volatile liquids, In such cases, it is necessary to ensure a small circulation of liquid from the seal back
to the pump proper, so the heat generated is dissipated.
BIBLIOGRAPHY
[8.1] Schoffler, W. & Florjancic, D., Packed Stuffing Boxes in Pumps Circulating Hot Water, Sulzer Technical
Review, 3/1981, pp 99-103.
[8.2] Flitney, R. K., Soft Packings, Tribology International, vol. 19, #4, August '86, pp 181-183.
[8.3] Pearse, G., Pumps for the Mineral Industry, Mining Magazine, V152, #4, April '85, pp 299, 301, 303, 305,
307-309,311,313.
9
Mechanical Seals
-
~---~~------
Mechanical seals are widely considered superior to the other forms of shaft seals employed in centrifugal
pumps, particularly packed stuffing boxes and breakdown-type seals. This is generally correct, but there
are applications for which mechanical seals represent "too much technology," and services for which
they are not suitable (see the introduction to Chap. 8).
The general superiority of mechanical seals over packed boxes and breakdown seals derives from
the orientation of their sealing elements. Before proceeding with a detailed treatment of mechanical seals
themselves, it is worthwhile to develop the details of this fundamental difference.
Packed boxes and breakdown seals are classified as radial seals, those that act on the circumference
of the shaft (Fig. 9.1[aD. As such, these seals must be designed to accommodate variations in shaft
dimensions and radial position. Such variations result from manufacturing tolerances or movements
within the pump produced by operating loads or thermal expansion or both. Whether this accommodation
is provided by a resilient material, packing, or a specific clearance between shaft and seal, the seal
inherently has a certain amount of leakage. Compounding that, designs employing packing are limited
in surface speed, sealed pressure, and the nature of the sealed liquid.
Mechanical seals, sometimes referred to as face seals, are arranged so the seal acts against an axial
face (Fig. 9.1 [b D. With the sealing interface now normal to the shaft axis, it no longer has to accommodate
variations in radial dimensions and shaft position. Freed of this need, the sealing interface can now run
with a very close clearance and its design (proportions and materials) has only to consider wear resistance.
The advantages offered by mechanical seals are:
1.
2.
Greater sealing capability (defined as pressure containment with tolerable leakage and service life). With
appropriate face geometry and materials, acceptable leakage and seal life can be realized at surface speeds
on the order of SOmis (10,000 ft/min) and sealed pressures on the order of 140 bar (2,000 psi).
Lower leakage. Because the sealing interface can run with a very close clearance, the leakage from a
mechanical seal is significantly less than from an equivalent packed box seal. In most cases, the leakage is
so little it evaporates on coming into contact with the atmosphere and is therefore not obvious to an observer.
It is important, however, to recognize that there is some leakage from all mechanical seals, a fact of
consequence to plant safety and the more stringent pollution limitations coming out of environmental considerations.
161
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
162
Mechanical Seals
Pa
---'----+-
a) Radial seal acts on
cylindrical surface to
produce pressure drop
in axial direction.
Fig. 9.1
3.
4.
b) Axial seal acts on plane surface to
produce pressure drop in radial direction.
Fundamental seal arrangements for rotating shafts.
Tolerance of liquids. Many of the liquids handled by pumps in modern refining, petrochemical, and chemical
processing have little or no lubricity and act as solvents to the lubricants used in most packings. To seal
these liquids with a packed box requires the introduction of a compatible seal oil into the packing, a
requirement that complicates the installation and causes dilution or contamination of the pumped liquid.
No adjustment. Mechanical seals are self-compensating for wear, therefore they do not have to be adjusted
over the course of their service life. In a large, complex plant this confers a substantial advantage to overall
pump maintenance costs.
The advantages of mechanical seals have led to their playing a fundamental role in the evolution and
development of processes employed by mankind to raise the standard of living. It is true to say that
many of the processes now taken for granted would not have been possible without mechanical seals
for the pumps used in them. Despite this contribution to modem technology, the mechanical seal is not
a new device. Mayer [9.1] reports the use of mechanical seals "about 1900" for difficult services, and
Fig. 9.2 shows a design patented in 1915. As is so often the case with mechanical devices, the 1915
seal contains features that are now considered in the forefront of design.
Although they were obviously known early in pump history, mechanical seals remained a relative
novelty until general service conditions started to really tax the capability of packed box seals. To quite
a degree, this was entirely rational; the packed box is a simple seal, and there is no real advantage to
using more technology than is necessary for a particular duty. Where a mechanical seal was necessary,
however, the legacy of the packed box unduly influenced seal design for a long time, a circumstance
that impaired mechanical seal performance and has only recently been overcome.
PRINCIPLES OF MECHANICAL SEALS
Although there are a number of mechanical seal arrangements and a great many detailed design variations,
all incorporate the same fundamental elements. The sliding seal interface is effected between the fiat,
Mechanical Seals
Fig.9.2
163
Mechanical seal patented in 1915.
polished mating faces of two rings, one connected and sealed to the pump's rotor, the other to its casing.
To accommodate manufacturing tolerances, minor axial movement of the pump's rotor, and wear of the
seal faces, one of the rings is flexibly mounted and provided with a means of ensuring the sealing faces
remain in contact.
In much the same manner as sleeve bearings, mechanical seals depend on some form of lubrication
between the seal faces to lower the coefficient of friction and help remove the heat generated. Without
this lubrication, the faces will come into intimate contact and wear rapidly. The presence and quality
of face lubrication depends on a number of interrelated factors, namely: sealed pressure, nominal surface
speed, mechanical distortion of the seal faces, seal face materials, heat generated at the faces, heat
dissipation, proximity of sealed liquid to its boiling point, and thermal distortion of the seal faces.
Resolving all these issues to produce a reliable seal is the seal designer's problem. There is merit,
however, in briefly reviewing the principles behind these factors.
All mechanical seals derive their face lubrication from leakage of the sealed fluid, be it a liquid or
a gas between the seal faces. Seal leakage, and therefore the quality of face lubrication, is influenced
significantly by the sealed pressure and the characteristic of that pressure drop across the seal faces. The
pressure drop characteristic depends on face orientation in the running seal. Figure 9.3 shows the three
basic pressure distributions and the face orientation associated with each. In general, seal capability and
leakage rate both increase as the pressure drop characteristic moves from concave to convex (or as seal
face orientation changes from divergent to convergent in the direction of leakage flow).
For a mechanical seal to function, the forces tending to close its faces must exceed those tending to
open the faces. This net closing force gives rise to what is termed face loading. The significance of face
loading is that it has an upper limit, largely dependent on face materials and the sealed liquid conditions,
beyond which the lubricating film between the faces breaks down. From the simple seal shown in Fig.
9.4, the net force tending to close the faces is the resultant of the hydrostatic closing force (FH), the
hydrostatic opening force (F0), the flexible element compression force (F d, and the dynamic gasket
friction force (F/). Neglecting flexible element seal friction for the time being (see Design), the least
certain of these forces is the hydrostatic opening force. The usual assumption is that the pressure drop
164
Mechanical Seals
70
60
~
System
Pressure, 50
Percent
~)
40
30
20
10
00
Flat Seal Faces
H
L Low Pressure Side
10
20
Face Width, Percent
Fig. 9.3
Seal face orientation (exaggerated) versus pressure drop profile. (Courtesy Durametallic Corp.)
(+ ve to left)
-Face load
~n~
~------~I-.--· Ff
Face load
=
Fe
FH - Fa + Fe - Ff
FH = PSAH
Fa
= PA F
P=
rL
Fe
Mean
effective
pressure
between
seal faces
= Load from
compression
device
Ff = Friction
force@
dynamic
gasket
(if used)
Fig. 9.4
Force balance at mechanical seal faces.
Mechanical Seals
165
across the seal faces is linear, giving a mean effective pressure pi equal to half the pressure drop. If,
however, the pressure drop is concave, a result of the faces being divergent (Fig. 9.3), the opening force
will be lower and the net face loading higher, possibly to the extent that the face load capacity is
exceeded. At the other extreme, a convex pressure drop, the opening force will be higher and the net
face loading lower. To a certain extent this is desirable because it increases seal capacity, although at
the expense of higher leakage; but if the face loading is too low, the seal can become unstable with the
risk that its faces may "blow apart" and allow gross leakage.
As already noted, the face loading capacity of a seal is affected by the condition of the sealed liquid.
In its passage through the seal surface, the leakage flow of sealed liquid undergoes a pressure drop from
sealed pressure to atmospheric and a temperature rise, the latter from seal friction and the pressure drop.
When the sealed liquid is already close to its vapor pressure, the seal leakage may vaporize as it passes
through the seal interface. If vaporization occurs only a short distance across the seal face (Fig. 9.S[a]),
the liquid film may not be sufficient to support the face loading, a condition that will cause the seal to
wear rapidly. Three approaches are used to try to avoid this difficulty.
The classical solution is to avoid any tendency to vaporize by ensuring the temperature of the leakage
is below its atmospheric boiling point (Fig. 9.5 [c]). When this approach is feasible and its expense can
be accommodated, it represents an excellent solution. In this connection, it is of particular importance
for sealing hot water, where by reducing the temperature of the water at the seal to 70°C (160°F), good
sealing performance can be achieved with quite straightforward seal designs.
It is not always feasible to cool the liquid below its atmospheric boiling point, and in other cases it
is not deemed viable. In these circumstances, the approach taken is to raise the pressure at the seal or
cool the liquid or both to ensure vaporization occurs closer to the face ID (Fig. 9.S[b]), thus providing
nearly full face load capacity. Two criteria are used to determine the conditions necessary to ensure this
behavior. The pressure at the seal is required to be above the liquid vapor pressure by some margin
(e.g. 3.S bar or SO psi minimum per API-682 [9.2]). Alternatively, the temperature of the liquid at the
seal must be below its boiling point, at the sealed pressure, by some margin whose value is dependent
on the sealing conditions and the seal face materials (Fig. 9.6).
Careful examination of Fig. 9.S reveals an apparent paradox: vaporization between the seal faces
raises the mean effective pressure acting between them, thus raising the opening force, Fo, and lowering
the net face loading. This has been confirmed by testing but the difficulty is that while the net face
loading is decreasing so is the extent of the liquid film and thereby the face load capacity. Seal operation
in this region is therefore dependent on a delicate balance between net face loading and load capacity
and is not a desirable state, particularly for a single component liquid such as water.
When the sealed liquid cannot be cooled sufficiently, the pump cannot be rearranged to raise the
pressure at the seal, or the sealing conditions exceed the capability of these two approaches, the third
approach is to modify the characteristic of the pressure drop across the seal faces. Two means are
employed to do this: shaped grooves in the rotating face to promote hydrodynamic or convergent face
orientation for a convex pressure drop (Fig. 9.3). These are dealt with in more detail in the following
discussion of face lubrication technology.
Because the performance of mechanical seals has not always been as good as expected, particularly
in severe services, there has been a great deal of research into the precise nature of seal face lubrication.
The present state of the art identifies three classes of face lubrication: boundary, mixed film, and full
film. At the same time, there now exist computer routines able to predict the class of face lubrication
likely to prevail in a given seal whose operating conditions are known. Figure 9.7 shows the general
limits of seal capability for these three classes of face lubrication.
Most mechanical seals run with boundary lubrication, and as Fig. 9.7 shows, this class of face
lubrication provides broad capabilities. Boundary lubrication is largely a product of a favorable pressure
166
Mechanical Seals
Ps
-I
E7fvaJ~t~n--F
I.
Pv
Face load
capacity
LuqUid vapor
pressure @ TL
a) Vaporization close to seal face 0.0.
Ps,Ts
Ts
-t~{'
Path
.1TL
I-
Ps
I. Pv_
-I
Vaporization
P
b) Vaporization close to seal face 1.0. Sealed pressure, Ps, typically equivalent to
margin of 14°C (2S0F) over Ts; varies with liquid, face materials, & sealed pressure.
Ps,Ts
I--_l~l' V
Path
Ps
AT~I
I-Pv
D
T L < atmospheric boiling point
c) No vaporization across seal face.
Fig. 9.5 Effect of vaporization across seal faces.
Mechanical Seals
167
Product Water
30
\Silicon
\ carbide
\
25
20
\
Alumina
ceramic
-~
10
,,
\
,,
,,
\
5
o
\
50
Vapour pressure
curve (water)
\,
\
,
\
100
150
200
250
Temperatu ref" C
Fig. 9.6
Variation in
required" (temperature margin below boiling point) with sealing conditions
and seal face materials.
Operating limits for alumina ceramic, tungsten carbide, and silicon carbide inserted balanced seals
(stationary face-carbon): size 80 mm, speed 4,000 rpm. (Courtesy Flexibox)
"~T
drop (from sealed pressure to atmospheric), which forces liquid between the faces. Once the liquid is
between the faces, minor surface irregularities and face porosity serve to develop boundary lubrication conditions.
For conditions beyond the capability of boundary-lubricated seals, mixed-film lubrication offers a
worthwhile improvement in capability (Fig. 9.7). All seals designed for gases (sometimes used in pumps
as backup seals or for sealing cyrogenic liquids in the vapor phase) rely on mixed-film lubrication. The
distinguishing feature of mixed-film seals is the incorporation of specially shaped grooves in one of the
faces (Fig. 9.8), whose function is to develop mixed-film lubrication by hydrodynamic action. Most
designs have the face grooves at the pressure side of the face (usually the 00), and therefore act on the
sealed fluid to develop face lubrication. The difficulties with all mixed-film seals are performance
prediction (much of the design methodology is still largely empirical) and the accumulation of debris
in the grooves, which can result in unexpected wear.
168
Mechanical Seals
c-
0, 6,
PACKED BOX APPLICATIONS
mls
20
10
so
40
30
60
70
soo
~ ~ooo
1---""
~
:
i
~
0_0_.,\. \
100
•MIXED FILM LUBRICAnON
BREAKDOWN BUSHING
.
OR
\ . MECHANICAL SEAL-
\
.
'"
*BOUNDARY~.\
~a
.
f
100
so
20
10 a:
I::-----T--lr-----·~"
'\
200
s
2
.\
LUBRICATION
1.0
10~-----------I--------------~\-.--~~~----~
\
~
\
\. 0\
O.S
0.2
0.1
10~-L--~~~-L~~--~~-~~--~~~~~~
3
4
5
6
7
RELATIVE VELOCITY
Fig. 9.7
8
9
10 11
12 13 14 15
@ SEAL-1,OOO FT/MIN
Seal capabilities (After Durametallic).
Full-film lubrication offers the highest sealing capability, and because the faces are separated by a
full-fluid film, such seals also offer long service lives. Two means are employed to develop full-film
lubrication. The older approach is to inject lubricating fluid directly between the faces (Fig. 9.9). This
arrangement is generally known as a hydrostatic seal. With the advent of computer analysis (finite
element methods), it is now possible to design a seal so that at operating conditions it runs with its/aces
convergent in the direction of leakage. From the earlier discussion of seal face orientation, this arrangement
allows the pressure gradient to force liquid between the faces thus ensuring full face load capacity. At
the same time, the convex face pressure distribution (Fig. 9.3) lowers the face loading. Leakage from
both designs of full-tilm-Iubricated seals is higher than from boundary- and mixed-film designs, but is
still lower than from alternative seal types. Hydrostatic seals have the disadvantage of relying on a
separate lubricating fluid system. Convergent face seals avoid this, but their design must take account
of the actual range of operating conditions, and their manufacture and installation must accurately
reproduce the design configuration.
Mechanical Seals
169
5
1.
2.
3.
4.
5.
Fig. 9.8
Lubrication Flats
Lubrication Slots
Spiral Grooves, Unidirectional
Lubrication Slots
Lubrication Grooves
Various seal face groove fonns used to develop mixed-film face lubrication.
(Courtesy Durametallic Corp.)
HYDRAULIC BALANCE
In the discussion of face loading, the hydrostatic force tending to close the seal faces was identified as
one of the major components in that force balance. The magnitude of this force under a given pressure
depends on the seal's hydraulic balance. Two terms are in general use to classify this aspect of seal
design: unbalanced or balanced.
The seal in Fig. 9.1O(a) has the sealed pressure PSI acting over an annulus AH , bounded by the OD
of the face contact region and the ID of the flexible element gasket. As such, the area producing the
hydrostatic closing force is equal to or greater than AF , the area producing the opening force. A seal
with this ratio of effective hydrostatic force areas is termed unbalanced. Recognizing that the opening
hydrostatic force is produced by the average pressure acting over the face contact area AF , it is evident
the face loading in unbalanced seals increases significantly as the sealed pressure rises. This characteristic
limits the pressures and liquids that can be successfully sealed with unbalanced seals. Many users seek
to avoid the complexity of assessing whether an unbalanced seal will work in a particular service, and
instead specify a conservative upper limit on sealed pressure, or specify that all pusher-type seals are
to be balanced, as does API-682.
170
Mechanical Seals
9
Fig. 9.9
Axial face seal with hydrostatic injection.
(Courtesy Voith)
(8)
~
Fe
Fe-E::V
(b)
L
Fe
lL!::~~~
BALANCE
DIAMETER
AH
AF < 1.0
Fig.9.10 Mechanical seal hydraulic balance-a) unbalanced, b) balanced.
Mechanical Seals
PUMPED
LIQUID
SIDE
171
ATMOSPHERIC
SIDE
Fig. 9.11
Internal mechanical seal.
As the sealed pressure rises beyond the capability of unbalanced seals, it is necessary to lower the
hydrostatic closing force to keep the seal face loading within the capacity of the seal faces. This is done
by making the hydrostatic closing force area less than that for the opening force (Fig. 9.1O(b». Such a
seal is termed balanced. The actual degree of balance is defined by the ratio of hydrostatic force areas,
AH/AF' and typically ranges from 0.6 to 0.9 depending primarily on service conditions and face materials.
Balance ratios below 0.6 offer lower face loading, hence longer seal life, but at the expense of higher
leakage and lower seal stability (the risk of a minor fluctuation in operating conditions causing the seal
to "blow open").
SEAL ARRANGEMENTS
There are two aspects to seal arrangements. The first deals with fundamental arrangements of the basic
parts and the second with various arrangements of complete seals.
Fundamental arrangements of the basic parts considers the location of the rotating element. Internal
seals (Fig. 9.11) have their rotating element inside the seal housing and the sealed liquid at the OD of
the seal interface, therefore leakage is normally inward toward the shaft. Centrifugal action in the liquid
tends to oppose leakage across the seal interface. External seals (Fig. 9.12) are the opposite; the rotating
element is outside the seal housing and the sealed liquid is at the ID of the seal interface. Leakage is
therefore normally outward away from the shaft, with centrifugal action in the liquid tending to promote
leakage, and to promote the centrifuging of any solids in the liquid into the sealing interface.
ROTATING ELEMENT
ATMOSPHERIC
SIDE
t
SHAFT
Fig. 9.12
External mechanical seal.
172
Mechanical Seals
PUMPED
LIQUID
SIDE
ATMOSPHERIC
SIDE
\::i SHAFT
Fig. 9.13 Double mechanical seal.
Most centrifugal pumps equipped with mechanical seals employ a single seal, either intemal or
external. With this arrangement there is direct leakage of the sealed liquid to the atmosphere. This is
not always tolerable, for reasons of seal face life, liquid toxicity, liquid cost, or environmental pollution.
One solution is to use multiple seals, either double or tandem depending on the particular circumstance.
When the service is such that the pumped liquid cannot be allowed to leak into the atmosphere (toxic
or polluting) or must be kept out of the seal interface (abrasive solids in the liquid), a double seal offers
one solution (Fig. 9.13). The seal is made up of two single seals mounted either back to back (Fig. 9.14)
or face to face. The region between the seals is maintained at a pressure greater than the sealed liquid
pressure with a barrier fluid. By doing this, the sealed liquid is excluded from the seal, since the leakage
flow at the inner seal is from the barrier fluid to the sealed liquid. Until recently, the barrier fluid was
always a liquid. With a liquid, the heat generated at the seal faces is often high enough to require that
the liquid be cooled by circulation through some form of heat exchanger. For a long time, a double seal
with a liquid barrier was the only available solution for toxic, polluting, or abrasive pumped liquids.
This arrangement is complex, however, and somewhat unreliable as a consequence, a circumstance that
has lead to the development of better solutions for most services. Drawing from centrifugal compressor
technology, double seals using an inert gas as the barrier fluid (Fig. 9.14) have simplified the total sealing
system considerably. Such designs are now used quite extensively in pumps handling toxic and polluting
liquids, limited only by compatibility of the barrier gas with the pumped liquid. Similarly, research into
the behavior of seals in abrasive liquids has precipitated the development of specially designed single
seals for these applications; see Seal environment later in this chapter.
The objective of a tandem seal is to provide a backup so failure of the main or primary seal does
not result in gross leakage and the need to immediately shut down the pump. In services such as
hydrocarbon or crude oil, safety and pollution requirements alone can warrant tandem seals to prevent
even short-term gross leakage. A tandem seal has two or more single seals arranged in series, with each
successive seal serving to backup the preceding seal. The most common arrangement has two seals (Fig.
9.15), the inner acting as the primary, the outer as the secondary. Under normal conditions, the primary
seal contains the pumped liquid, whereas the secondary seal runs at a pressure below the sealed pressure,
usually atmospheric, in an inert buffer fluid. Leakage beyond a certain rate causes a pressure rise in the
secondary seal lubrication system, a condition that is used to close off the lubrication system vent, and
hence contain the primary seal leakage and sound an alarm.
For services where a high pressure must be sealed with the utmost reliability, staged mechanical seals
Mechanical Seals
Fig. 9.14
173
Section, non-contacting double seal with inert gas barrier.
(Courtesy John Crane, Inc.)
are sometimes used. The seals are arranged in tandem, but unlike in the tandem seal, the total pressure
drop is shared approximately equally between the seals. This is achieved by bleeding a small flow
through a throttling orifice in each seal housing (Fig. 9.16), and returning the flow to a point of lower
pressure in the system. The primary use for staged mechanical seals has been in nuclear reactor primary
coolant circulating pumps (see Chap. 26).
Buffer
Seal
Flush
I
Liquid
(circulated)
I
Atmospheric
Side
Pumped
Liquid
Side
Shaft
Rotating Elements
ct- - - - - - - - - - Fig. 9.15
Tandem mechanical seals.
174
Mechanical Seals
If Req'd:
Buffer
Liquid
P1 > P2 > P3
at P > P1
Bleed-off to
point at P = P3
~
Os
Atmospheric
Side
Pumped
Liquid
Side
Fig. 9.16
Staged mechanical seals.
SEAL DESIGN
Most who review this section on seal design will either be seeking to apply a seal or determine why a
particular seal is misbehaving. A mechanical seal cannot be looked at in isolation; a pump depends on
a seal to prevent leakage, but the design and ultimate performance of the seal is influenced significantly
by the design of the pump itself.
It is better if the pump design is looked at first, because doing so can save a great deal of wasted
effort and expense. The aspects that need to be investigated and finally quantified are
1.
What is the pressure at the seal? Does it change with operating conditions or pump wear or both? The pump
design needs to be studied carefully, and perhaps the manufacturer consulted, to determine the answers to
these questions. Sometimes the pressure at the seal is normally a vacuum. As already noted, mechanical
seals designed for liquids will suffer rapid face wear if run under conditions that do not produce a lubricating
liquid film. Therefore if the pressure is normally a vacuum, it is necessary to either change the pump design
to raise the pressure or resort to a more complicated seal, for example, a double seal.
2.
Does rotor deflection under some operating conditions produce significant angular misalignment through
the seal? Mechanical seals, particularly those with rotating flexible elements (see detailed seal design), are
susceptible to premature failure if run with high angular misalignment. Several industry specifications address
this problem by limiting rotor deflection at the seal to 0.050 mm (0.002 in.) under the worst expected
operating conditions.
3.
Is there significant axial rotor movement during pump operation? Pumps with hydrodynamic thrust bearings
(Kingsbury type; see Chap. 11) typically have 0.30 to 0.40 mm (0.012- to 0.Q15-in.) rotor endplay. Similarly,
but as a result of manufacturing tolerances rather than bearing clearance, pumps with antifriction type thrust
bearings can have as much as 0.50 mm (0.020-in.) rotor endplay. Most mechanical seals can accommodate
axial movements of this magnitude, provided the movement is slow and relatively infrequent. Usually this
is the case, but under adverse operating conditions (see Chap. 22) pump rotors can shuttle rapidly, a condition
that usually causes excessive seal leakage and premature failure. When this condition is the product of
operating flows alone, meaning that it is not influenced by an extreme hydraulic design, the better solution
is to avoid operating the pump down to such low flows.
4.
What is the housing arrangement available for the seal? It is now well recognized that the space for
conventional packing has little radial room for optimum seal geometry and heat dissipation, resulting in
seals that fail frequently and prematurely. Two industry standards, ANSI B73.1[9.3] and API 610, now
Mechanical Seals
175
mandate minimum radial dimensions for mechanical seal housings as one facet of an effort to improve seal
life in chemical and refinery pumps. An extension of this concept is the arrangement generally known as
an open seal housing (Fig. 9.17). The rationale behind this design is to provide as much room as possible
for free circulation of the pumped liquid around the seal, thus allowing optimum heat removal and avoiding
any tendency for the housing geometry to force solids into the improved heat dissipation. Experience in the
chemical- and mineral-processing industries has shown that pumps employing this housing arrangement
have longer seal lives than those with more conventional arrangements.
There are myriad variations in detailed mechanical seal design, far too many to cover in this text.
Compounding that, the design of mechanical seals is still changing rapidly, so the best course for this
text is to address the function of the basic parts and the fundamental differences in design, paying
attention to the points that are thought to have a significant effect on seal performance and life. When
a need arises for more detailed information, the reader should consult the literature (e.g. Mayer [9.1],
Lebeck [9.4]), or the seal manufacturers.
Beyond a seal face design able to maintain an adequate lubricant film under the expected operating
conditions, the design of a mechanical seal must also address the following basic functions:
1.
Sealing the flexibly mounted face; keeping it in contact with its mating face and driving it (resisting the
torque developed by friction between the faces).
Fig. 9.17
Open seal housing.
176
2.
3.
4.
Mechanical Seals
Whether to have the face loading or compression device rotating or stationary; wet or dry.
How to mount the seal.
How to introduce liquid into the seal housing for cooling.
Sealing the flexibly mounted face (secondary sealing), keeping it in contact with its mating face, and
driving it are the functions of what is generally termed the compression unit or flexible element. Sealing
is difficult because the design must effect a positive seal while allowing the sealed face to move freely.
This is accomplished by one of two basic methods: a dynamic gasket, frequently an O-ring (Fig. 9.18),
between the flexibly mounted face and its sleeve or housing, or a bellows, either elastomer (Fig. 9.19)
or metal (Fig. 9.20). Seals employing a dynamic gasket are often referred to as pusher seals, a term
derived from the gasket being pushed along the sleeve or housing to compensate for face wear. Although
a bellows provides the flexible seal, it still must be sealed to the sleeve or housing. Elastomer bellows
do this with a metal-banded, tight-fitting sleeve or nose at the end of the bellows (Fig. 9.19). A metal
bellows relies on some form of static gasket (Fig. 9.20), the form and material dependent on the service
conditions. Each of the means of secondary sealing has advantages for particular service conditions. As
an aid to selection, Table 9.1 summarizes the salient features of the two basic designs. The means of
secondary sealing is a principal distinction between mechanical seal design, and can therefore be used
as a basis for classifying seal designs (Fig. 9.21).
Springs are the usual means of energizing or compressing the seal to keep its faces in contact. Most
designs use coil springs, either a large single spring or an arrangement of multiple small springs. A large
single spring (Fig. 9.19) is simpler, has a low spring constant (making it tolerant of setting variations
Compression Springs
Coil
Fig. 9.18 "Pusher" type mechanical seal with dynamic gasket.
(Courtesy Durametallic Corp.)
Mechanical Seals
Fig. 9.19
Fig. 9.20
Elastomer bellows type mechanical seal.
(Courtesy John Crane, Inc.)
Stationary metal bellows type mechanical seal.
(Courtesy EG & G Sealo/)
177
178
Mechanical Seals
Table 9.1
Mechanical seal capability versus secondary seal type
Bellows
Secondary seal
Dynamic gasket
Compression
Size range
Pressure limit
Temperature range
Balance
Hysteresis
Risk of fretting
Special designs
Special materials
Number of parts
Cost
!
Elastomer polymer
Single or multiple
Broad; 12-500 mm
(0.5 to 20 in.)
High; to 200 bar
(3,000 psig)
Intermediate; -57 to 150°C
(-70 to 300°F)
Available
Moderate
High!
Available
Available
More
Base
Metal
springs
Broad
Bellows
Narrower; 20-125 mm
(0.75 to 5.0 in.)
Low; to 2 bar
Intermediate; to 35 bar
(30 psig)
(500 psig)
High; -270 to 425°C
Low; -18 to 50°C
(0 to 120°F)
(-450 to 800°F)
Available
Inherent
Negligible
None
Not available
Limited
Not available
Limited
More
Fewer
Usually lower
Usually higher
Reduced with stationary compression unit.
and face wear), and is less likely to become clogged with foreign material that may be in the sealed
liquid. Size, rotative speed, and available materials determine the limits of single springs. A multiple
spring arrangement (Fig. 9.18) allows a more compact seal, is said to apply more even face loading,
can tolerate higher rotative speeds, and the smaller springs are easily made in the more exotic alloys.
The smaller springs have a high spring constant, making the seal more sensitive to setting variations
and face wear, and are more likely to clog if there is foreign material in the sealed liquid (there are
design variations to avoid this; see dry compression units).
Elastomer bellows seals are generally spring energized (Fig. 9.19), the bellows typically being too
resilient for this function. Metal bellows seals, however, have as one of their virtues a bellows that
serves as both the secondary seal and the means of energizing the seal (Fig. 9.20). The spring constant
of metal bellows is high, thus they are sensitive to setting variations and face wear in the same manner
as multiple spring seals.
Coil springs are not the only device employed to energize mechanical seals. Wave washers are used
'O'Ring
g
'i,v'Rin
DynamiC
Wedge
gasket
'U'Ring
Seal {
'C'Ring
Bellows
Unbal'd
Balance
Comp'n
't
{ ."'"',,•.} ,m {
1
,~"""'
Rotating
Stationary
FI 'bl
Wt
eXI e
D'
}
ry
Single spring
Mit'
.
U I spring
Wave washer
E"""",,,_ wosh"
Elastomer washer
LElastomer
Polymer
Metal -+-Inherently balanced-+ comPt 'n -{ SRt °t~ating }- Flexible -l Metal Bellows
Un!
a lonary
Element
L
Fig. 9.21 Mechanical seal design classification.
Based on form of secondary seal.
Mechanical Seals
179
in some designs instead of multiple coil springs; the characteristics are similar. Some seals designed for
abrasive-laden liquids have used a plastic encapsulated Belleville washer or a rubber block in shear as
both the compression device and the secondary seal (Fig. 9.22). These have very high spring constants,
requiring that the seal be adjusted periodically to compensate for wear. Very large seals have used sealed
pressure, or some fraction of it, applied to a piston built into the moving face (Fig. 9.23) to energize it
by hydrostatic force. A novel design for small seals uses magnetic attraction (Fig. 9.24). The magnetic
materials limit the services to which this elegantly simple design can be applied.
Torque is transmitted through the compression unit by one of three basic designs. The most common
is an arrangement of drive pins (Fig. 9.18) or tabs and grooves (Fig. 9.19). Although a little complicated,
these arrangements have the advantage of being bidirectional. An alternative design for pusher seals is
to use a single coil spring to both energize the seal and transmit the face torque (Fig. 9.25). This
arrangement has the virtue of simplicity but the seal is now unidirectional, requiring care in specification
and installation to ensure the applied torque tends to extend (unwind) the spring. In metal bellows seals
(Fig. 9.20), the torque is generally transmitted through the bellows.
At the time of this writing, the more common arrangement is to have the compression unit rotating.
By and large that is a legacy of seals designed to fit in the space provided for packing and a belief that
rotating the compression unit improved heat dissipation from the seal faces. Once the requirement to
have mechanical seals and packing interchangeable is dispensed with, the better design is to have the
compression unit stationary. There are two distinct advantages. First, a stationary compression unit
accommodates angular misalignment between the rotor axis and seal housing face by taking a "set,"
whereas a rotating compression unit is subject to continual cycling in this circumstance (Fig. 9.26).
Second, a stationary compression unit does not have its action influenced by inertia effects caused by
rotation. For seals operating at nominal surface speeds above 250 mls (4500 ft/min), a stationary
compression unit is mandatory to avoid operating problems due to inertia effects. In the case of metal
bellows seals sealing solids-laden liquids, the point is moot. One argument is that rotating the bellows
ensures that it does not become clogged with solids. Another argument is that a stationary bellows is
less likely to be eroded by the solids. On balance, the better solution is probably to have the bellows
stationary and ensure adequate circulation within the seal housing (see pump design).
For clean, innocuous liquids, the simpler arrangement is to have the compression unit wet (Figs. 9.18,
9.19,9.20, and 9.26). When the liquid contains solids likely to clog the seal parts, the compression unit
needs to be a special design (Fig. 22) or arranged so it is dry (Fig. 9.27). Metal bellows seals, by way
of their construction, always have the compression unit wet.
Seals are mounted in one of two ways: direct or cartridge. In direct mounting (Figs. 9.18, 9.19, and
9.20), the major components of the seal (compression unit, faces, sleeve and flange) are assembled into
the pump separately or as subassemblies. The setting of the seal is therefore dependent on locating
surfaces within the pump or the mechanic's skill in positioning the parts correctly. On top of this, the
parts are all susceptible to damage and contamination until the seal is finally closed up. By preassembling
the seal, sleeve, and flange into a unit, an arrangement known as cartridge mounting, these problems
can be eliminated as possible causes of premature seal failure. Cartridge-mounted seals (Figs. 9.25 and
9.27) are set with locking tabs between the flange and sleeve. These keep the cartridge assembled as it
is installed into the pump. Once the cartridge is installed and the sleeve and flange secured, the lock
tabs are removed. A further advantage of cartridge mounting, one not related to reliability, is greatly
reduced tum around time for seal changing (provided, of course, that a spare cartridge is available). Not
by any means a new idea, cartridge mounting awaited a critical need to improve seal reliability before
its inherently greater expense became acceptable.
The usual means used to introduce liquid into the seal housing is a tapped connection in the housing
or flange. When the sole purpose of doing this is to cool the seal, the flow necessary is quite low and
provided the flow is controlled, a simple flange tapping (Fig. 9.20) is adequate. For cooling, it is important
ISO
Mechanical Seals
(a)
3 Fixed ring
a Ring insert
LO
L3
3
4 Rotating ring
b Ring insert
5 Cone spring
membrane
6 Drive rings
7 Sleeve
2 Shaft
(b)
Rotating unit
clamped between
Virtually
Indestructible
Rubber-In-Shear
element with
smooth contours
Clamping
plate for
quick seal
readjustment
impeller and sleeve
for easy installation
Fig. 9.22
Mechanical seals for slurry applications using two alternative compression devices.
a) Encapsulated conical spring. (Courtesy Cefilac)
b) Rubber in shear. (Type RIS; BWIIP International Inc.)
Mechanical Seals
181
1. Rotating Face (Composite)
2. Stationary Face
3. Inner Housing
4. Outer Housing
Shaft
Flange
5. Retaining Ring
6. Wear Indicator
7. Head Cover
8. Static Seal (Air Operated)
Shaft
Fig. 9.23
Axial face seal with hydrostatic loading.
(Courtesy Sterling)
that the flush liquid be directed into the region of the seal faces. If the flush or injection flow is intended
to both cool the seal and raise the pressure in the seal housing by pressure drop across a throat bushing,
the flow needed can be quite high. In this case, the velocity of liquid issuing from a simple flange tapping
may easily be high enough to disturb the bahavior of the seal by impact or eventually erode the seal
parts. This problem is avoided by either diffusing the flow through the flange connection (Fig. 9.28) or
adding a second connection in the housing proper and introducing most of the flow through that. Of the
two approaches, the former is the preferred because it is simpler. It is not always possible, however.
(1) stationary seat
(2) carbide-ceramic sealing head
(3) magnetic ring
(4) a-ring static seal,
also transmits the torque
Fig. 9.24
Magnetic axial face seal showing magnetic circuit.
182
Mechanical Seals
Fig. 9.25
Single spring, spring driven, and cartridge mounted seal.
(Courtesy Flexibox International)
~I''''~
9
¢ -Static Angularity
Between Rotor &
Stationary Face
(a) Rotating Compression Unit-Cycles Every
Revolution to Compensate
Rotating Face
Square To Shaft Axis
(b) Stationary Compression Unit-Adopts
Set Position To Compensate
¢-Static Angularity
Between Rotor &
Stationary Unit
Mounting Face
Fig. 9.26 Effect of angular misalignment on compression unit: a) rotating, b) stationary.
Mechanical Seals
Fig. 9.27
183
Seal for general purpose or slurry applications with stationary, external spring.
(Courtesy Flexibox International)
Materials
Face materials are chosen based on wear and corrosion resistance in the sealed liquid, heat dissipation,
and cost, there being a distinct connection between good performance and cost. The usual combination
is hard against soft, and the materials range from reinforced phenolic against cast iron to carbon against
silicon carbide (possibly zirconium carbide by the time this is published). As noted in the discussion of
vaporization at the faces, the choice of the hard face material can significantly affect the conditions
required for satisfactory operation of the seal (Fig. 9.6). General practice is to rotate the face with the
higher thermal conductivity. In some difficult hydrocarbon services (e.g., light ends), there are instances
where having the better conductor stationary seems to materially aid the development of a stable liquid
film between the faces. Seals for slurries employ hard against hard faces, typically silicon carbide against
tungsten carbide. This choice is dictated by the need for abrasion resistance; it is tolerable because the
surface speeds are relatively low.
Corrosion and endurance strength govern the selection of materials for the metal parts in mechanical
seals. Corrosion needs particular care because the relatively small parts usually cannot tolerate the degree
of metal loss that would be quite acceptable in, say, a pump casing. Metal parts are at least type 316
stainless steel. Welded metal bellows are typically Hastelby C® or similar materials suitable for hightemperature service. Shaft sleeves are frequently hard coated in the region under the dynamic gasket in
pusher seals to reduce the risk of fretting corrosion. Seal flanges are at least chrome steel for adequate
corrosion resistance at the critical sealing and locating surfaces.
Dynamic gasket materials range from neoprene to Teflon.™ Resilience is an important characteristic
184
Mechanical Seals
Multi-Point
Flush Injection
Fig. 9.28 "Multipoint" injection to diffuse injection flow.
(Courtesy Flexibox International)
or the seal may either leak (too loose) or have high hysteresis (too tight). For this reason when the
service conditions require Teflon,TM it is only used in a form (C ring, encapsulated a-ring) where its
lack of resilience is compensated for. Static gaskets are chosen for chemical and temperatures resistance.
Materials range from neoprene through GraphojlTM to soft iron or stainless steel.
Auxiliary Seals
Many mechanical seals are equipped with some sort of auxiliary seal. These can function to allow
the introduction of a quench fluid (often low-pressure steam) to remove deposits formed at the atmospheric
Mechanical Seals
185
side of the seal, or to contain leakage for a short time should the seal fail (similar to a tandem seal but
without the sophistication and durability). Designs range from a simple close clearance bushing, lip seal
or packed box for quench fluid, to dry running (gas type) mechanical seals (Fig. 9.29) and abeyant
mechanical seals (faces not normally in contact; Fig. 9.30) to contain leakage should the main seal fail.
Seal Environment
The importance of providing the correct seal environment cannot be overstated. Attention to this
aspect of seal application ensures the best seal choice in the selection phase and avoids the extremely
high costs that can be associated with a chronically unreliable mechanical seal.
From the discussion of vaporization at the seal faces, it is clear that dissipation of the frictional heat
generated at the faces is important. If the liquid being sealed is at a temperature well below its boiling
point at the sealed pressure and the housing design allows good natural circulation, (Fig. 9.17), the
prevailing seal environment is satisfactory. Should the housing design not allow good circulation, piping
a small flow from the pump discharge (API Plan 11, Fig. 9.31) to the seal flange will correct the
deficiency to an acceptable degree.
When the liquid is being sealed at conditions close to its boiling point, the requirements for satisfactory
operation become more complex. Depending on the seal face design selected (see face lubrication), it
will be necessary to cool the sealed liquid below the pumping temperature or raise the pressure in the
seal housing. Lowering the temperature can be achieved by injecting cool liquid from an external source
(API plan 32; Fig. 9.32), by cooling a small flow from the pump discharge (API plan 21; Fig. 9.33), or
by limiting the heat flow from the pump into the seal housing and circulating liquid from the housing
through a heat exchanger and returning it across the seal faces (API plan 23; Fig. 9.34). Of these three
approaches, the third, plan 23, has the highest thermal efficiency; that is, it dissipates the least amount
of energy to provide the environment needed for the seal. Plan 23 is expensive, although not significantly
more than plan 21, and requires a certain minimum peripheral speed to effect adequate circulation of
the sealed liquid. Despite these limitations, plan 23 is used extensively because it is reliable and does
not rely on exotic seal face materials.
Raising the pressure in the seal housing is achieved by either eliminating the balance holes in a singlesuction impeller (see Chap. 4) and circulating liquid from the seal housing back to the pump suction
(API plan 13; Fig. 9.35), or taking a large flow from the pump discharge (API plan 11) or an external
source (API plan 32) and developing the required pressure drop across a throat bushing. The former is
the better design since the seal housing pressure is not influenced by pump wear. It is not always feasible,
however, because the resultant axial thrust can easily exceed bearing capacity. The flows required for
plan 11 or 32 are often larger than expected, particularly when the liquid has low SG (see seal design
for cautionary comments on introducing large flows into mechanical seal housings).
Liquids pumped at high temperatures but still below their atmospheric boiling point, e.g. heat transfer
oil and refinery bottoms), can be sealed at or close to the pumping temperature using metal bellows
seals. The heat developed by seal friction is dissipated with small flow from the pump discharge (API
plan 11). Seal face life will be longer, however, if the temperature at the seal is lowered. Some users
have achieved a moderate reduction in temperature by adding a liquid to air heat exchanger (making it
plan 21; Fig. 9.33) located in the motor cooling air draft. A still more conservative approach, one that
is yielding very long seal face lives, is to keep the seal both cool and clean by injecting cool light cycle
oil from an external source (API plan 32) during normal operation.
Modern pump designs has all but eliminated the jacketed seal housing as a means of cooling seals.
When new their effectiveness was relatively low; once in service for a while, particularly at high
temperature, scaling on the water side reduced their effectiveness still further. Given this, the simplification
realized by eliminating this cooling more than offset the small advantage. There is perhaps some advantage
186
Mechanical Seals
INJECTION THRU
CAGE RING TAP
CAUTION:
BOll HOLES MUST
ClEAR OIA "W"
A
MIN
t - - - - - - - - J- - - - - -- + -- -C
- - - G-2
Fig. 9.29 Dry running (gas type) auxiliary seal.
(Courtesy BWIIP Inc.)
Fig. 9.30 Abeyant auxiliary seal.
(Courtesy Flexibox International)
Mechanical Seals
187
Orifice; Min. dia. 0.12 in.
Fig. 9.31
Seal flush from pump discharge; API plan 11.
From external
source
Fig. 9.32
Seal flush from external source; API plan 32.
in some form of cooling jacket to act as an additional thermal barrier in pumps employing self-circulating
seals (API plan 23).
If by way of pump construction and suction pressure, the pressure at the seal would normally be less
than 0.35 bar (5 psig), the seal housing pressure must be increased (see face lubrication). Two approaches
are used: The first is to use one of the methods previously described for raising the sealed pressure when
pumping liquids close to their boiling point. Note that unless plan 32 is used, seals pressurized by these
methods will be at suction conditions in pumps on standby, and may therefore suffer considerable "airin" leakage if the suction pressure is a high vacuum. The alternate is a double seal, a complex solution
most users try to avoid.
With modem mechanical seals, it is generally not necessary to lower the pressure at the seal. Should
188
Mechanical Seals
Heat
exchanger
Fig. 9.33
Seal flush from discharge through heat exchanger; API plan 21.
Heat Exchanger
Seal Water In
Fig. 9.34
Circulation of sealed liquid through heat exchanger; API plan 23.
Mechanical Seals
189
Fig. 9.35 Seal flush from within pump back to suction; API plan 13.
doing so be necessary for some reason, a breakdown bushing with bleed-off to a point of low pressure
(see Chap. 8) is the method used.
Solids-laden liquid cannot be sealed effectively with conventional mechanical seals. Slurries are being
sealed with varying degrees of success, using seals designed specifically for several abrasive service
(Figs. 9.22 and 9.27). Unless legislation dictates otherwise, slurry seals have all but replaced double
seals for these duties. Installing a throat bushing in the bottom of the seal housing and injecting clean
liquid from an external source, thus excluding the pumped liquid from the seal housing, will allow a
conventional seal to work. The drawback is the loss of plant efficiency caused by product dilution or
returning refined product to the cycle.
In services where the liquid is merely contaminated with solids, a simple means of cleaning up the
flush liquid is to use a cyclone separator (API plan 31; Fig. 9.36). These devices (Fig. 9.37) function
by accelerating a liquid stream to high velocity through an orifice, then feeding it into a cone. The highvelocity swirling in the cone centrifuges those solids heavier than the liquid to the outside of the liquid
body. Clean liquid is drawn from the center of the cone (outlet C) and piped to the seal flush connection.
The concentrated dirty liquid is piped from the bottom of the cyclone (outlet B) back to the pump
suction. For cyclone separators to function correctly, the pressures at outlets B and C need to be within
1.4 bar (20 psi) of each other. If the sealed pressure is more than 1.4 bar (20 psi) above suction pressure,
an orifice (not a valve) should be added in the line back to the pump suction to raise the pressure at the
cyclone outlet. By their very action, cyclone separators will not separate solids whose sa is lower than
that of the liquid. Their action is also impaired by high viscosity; the drag on the solids reduces the
degree of separation, particularly of the finer solids. To avoid having the cyclone plug at the inlet orifice
and stop all flow to the seal, it is prudent to install a Y-type strainer upstream (Fig. 9.37). The strainer
can be arranged for manual backflushing if on-line cleaning is deemed necessary.
Double mechanical seals, by definition, have the region between them filled with a barrier fluid that
is maintained at a pressure above that of the sealed liquid. When the barrier is a liquid, it is generally
necessary to circulate and cool it to dissipate the heat generated at the seal faces. In most cases, this
function is realized using an external, pressurized reservoir (API plan 53; Fig. 9.38). Circulation is by
a pumping device on the seal if that is feasible, otherwise by a separate pump. Multiple installations of
double seals are sometimes served by a single, central circulation system (API Plan 54; Fig. 9.39).
190
Mechanical Seals
'Y' type strainer
Cyclone
separator
Fig.9.36 Seal flush from discharge through cyclone (abrasives) separator; API plan 31.
Note addition of "Y" type strainer.
Clean Flow Outlet
.......... :>"'.......1.......... . .
.'
.
.......:.;-- Inlet
.'
Dirty Flow Outlet
Fig. 9.37
Abrasives separator; a) connections, b) principle of operation.
(Courtesy John Crane, Inc.)
Mechanical Seals
IJ:NII PRESSURE
9
191
lOW LEVl:L
ALARM
o
AlARM
IlELIEF IALVI:
FU
I
I
I
I
I
I
IJ:NII PRESSUflE
SWITCH
PUMP SHAFT
DOUBLE SEAL
Fig. 9.38 API plan 53 system for double (pressurized dual) seals.
(Courtesy Flexibox International)
Barrier liquid is circulated by the system; the pressure at the seal is maintained by an orifice or regulator
in the common return line.
The primary seal in a tandem mechanical seal arrangement has its environment maintained as if it
were a single seal (see earlier discussion). The secondary seal is lubricated and cooled by a buffer liquid
at atmospheric pressure. This function is carried out by an external, nonpressurized reservoir (API plan
52, Fig. 9.40). Practice for circulating and cooling the barrier liquid follows that for plan-53 systems.
192
Mechanical Seals
1_ _ _ .__ .._._.
Fig. 9.39
Central circulator for double seals with liquid barrier fluid; API plan 54:
a) circulator unit, b) flow diagram.
(Courtesy Durametallic Corp.)
In addition to lubricating and cooling the secondary seal, plan-52 systems must also detect primary seal
leakage and isolate it. This function is achieved with an orifice and motorized valve in the reservoir's
vent line. A high flow through the vent line will cause a measurable pressure rise in the reservoir. A
pressure switch in the reservoir detects this, sound an alarm, and closes the motorized vent line valve
to contain the primary seal leakage. From this point on, the pump is being sealed by the secondary seal
until it is shut down and the seal assembly replaced.
So far the discussion of mechanical seal environment has centered on the sealed liquid side of the
interface. This is by far the more important side, but for many services the environment at the atmospheric
side is also of major importance. The services in which this is the case are those that may produce
freezing, crystallization, carbonization, or precipitation on the atmospheric side as a result of the small
leakage that is inherent in mechanical seals. These physical phenomena must be avoided lest seal
operation can be impaired or the seal damaged by the build up of solids in the region of the seal interface.
Freezing is prevented using a dead-ended blanket (API plan 51). An external fluid quench of water,
steam, or a gas (API plan 62), is used to prevent crystallization, carbonization, or precipitation. In many
instances, it is necessary to incorporate a special sleeve or bushing in the seal flange to ensure the quench
fluid circulates into the region under the sealing interface.
Operation
An all encompassing rule often quoted by seal manufacturers is: Never start up seals dry. With the
variations in modem mechanical seal designs, this means: Do not start the pump before ensuring its seal
has the means needed for face lubrication.
Mechanical Seals
HGH I'RESSUIIE
AlAAM
9
I
r
I
I
I
193
o
lOW LEVEL
AlARM
RElIEf -AlVE
PRESSURE
INOICATOR
HGH PRfSSURE
SWITCH
lEVEL INDICATOR
PUMP SHAFT
TANDEM SEAL
Fig. 9.40
API plan 52 system for tandem (unpressurized dual) seals.
(Courtesy Flexibox International)
In the simpler cases, just following normal pump operating practice is sufficient to ensure the seal
functions correctly. As the seal becomes more complicated, however, it becomes necessary to include
some additional procedures. What is necessary can be determined fairly easily by considering the
provisions made to ensure the correct seal environment. When the temperature at the seal is maintained
at other than the pumping temperature, there should be means to check the actual temperature and the
temperature needs to be verified periodically. The same facility and periodic check is necessary when
194
Mechanical Seals
the pressure at the seal is maintained at other than that inside the pump. By doing this, a change in
temperature or pressure can be used as an indicator of some deterioration in the pump or seal, thus
leading to investigation before seal failure indicates there was a problem. The even more complicated
auxiliary systems used with double and tandem seals should be checked for cleanliness and function
before being put into service, and once in service, their operation requires periodic verification. In critical
services, monitoring equipment is being used to warn of a significant change in seal environment, for
example, return liquid temperature in a plan-23 system or high seal leakage. The latter rely on accumulation
of leakage in a vessel or a rise in pressure in the vent space of the seal flange. When contemplating this
degree of sophistication, it is worthwhile to weigh what has to be monitored automatically against the
added complexity of doing so. Often it is better to adopt a slightly simpler approach. And in that simpler
approach it is always worthwhile to pay heed to visual observation; instrumentation cannot tell all.
Maintenance
As a general rule it is better not to open a seal for maintenance unless a change in operation (pressure,
temperature, or leakage) or seal wear (some seals have wear indicators) dictates doing so. Once the seal
is opened, it is important to carefully inspect the parts to learn whether the deterioration of the seal was
due to normal wear and tear or an abnormality (operating condition or component) that could be
avoided the next time. As an aid to this activity, the major seal manufacturers have available excellent
troubleshooting guides, complete with illustrations of the various types of damage that can be encountered.
If examination of the seal parts identifies a correctable problem (e.g., seal environment or component
materials), correcting the deficiency should be the next step in returning the seal to service.
Restoring the seal to new condition can be handled one of two ways. The plant can have a stock of
replacement parts, preferably obtained from the seal manufacturer to ensure continuity of quality, and
draw from these to rebuild the seal. Alternatively, the plant can just stock replacement units, sending
the entire worn seal to a specialist shop for restoration. Unless the plant maintenance shop is very
sophisticated, this approach is necessary for seals such as metal bellows, which must be leak tested with
gas to verify bellows integrity. The concept of exchanging complete seal units is entirely consistent with
that of cartridge-mounted seals, and explains why the practice is on the increase. When the maintenance
practice is to exchange the seal unit, examining the replaced seal for abnormal damage becomes the
responsibility of the specialist shop. The plant, however, still needs to maintain a certain awareness of
what is normal so any tendency toward premature failure is quickly detected, its cause identified, generally
in conjunction with the repair shop, and the problem corrected.
Following the lines of the discussion of what pump design does for seals, it is important to pay heed
to what pump condition can do to seals. During maintenance, this refers to checking that the pump's
rotor is sufficiently straight, that its axis is sufficiently concentric with and square to the surfaces that
locate the seal flange, and that the adjacent bearing clearances, radial and axial, are within those for
which the seal was designed. Detailed diagrams of the checks that need to be made are invariably
included in the seal manufacturers' trouble shooting guides. Acceptance criteria are given on other the
seal drawing or in the installation instructions.
BIBLIOGRAPHY
[9.1] E. Mayer, Mechanical Seals, 5th edition, 1977 Newnes-Butterworths, London, UK.
[9.2] API-682, Shaft Sealing Systems for Centrifugal and Rotary Pumps, American Petroleum Institute, Washington,
D.C., 1995.
[9.3] ANSI B73.1, 1991.
[9.4] A. O. Lebeck, Principles and Design of Mechanical Face Seals, John Wiley, New York, 1991
10
Breakdown Seals
In the history of centrifugal pump development, breakdown-type seals were employed when the sealing
conditions of surface speed, pressure drop, or both exceeded the capability of packed boxes. Their
greatest use came with the advent of the high-speed boiler feed pump. At the time of this development,
the early 1950s, mechanical seals were not able to demonstrate the dependability necessary for such a
critical application. Today the circumstances are different; mechanical seals are an equal contender for
such services.
Breakdown seals act on the circumference of the shaft or rotor, and are therefore termed radial seals,
as are packed boxes. They are distinguished from packed boxes by having a specific clearance between
the shaft or rotor and the stationary breakdown device (Fig. 10.1). This arrangement eliminates the heat
generated by rubbing in packed boxes, but does, of course, allow greater leakage through the seal. The
magnitude of the clearance is a compromise between leakage rate and the need to accommodate rotor
runout and minor variations in the rotor's radial position.
All conventional breakdown seal installations require an auxilliary system to gather and dispose of
the seal leakage. Whether the installation also requires an injection system to introduce liquid from an
external source into the seal depends on the nature of the pumped liquid.
CONDENSATE INJECTION SEALING
Most of the breakdown seals in use today are in boiler feed pumps. The pumped liquid in these cases
is at a temperature above its atmospheric boiling point, and so would flash into vapor if allowed to leak
through the seal. To avoid this, the seals are injected with cold condensate to cool the leakage. This
arrangement is commonly known as "condensate injection sealing." The seals, given their development
from packed boxes, are often termed "packless" stuffing boxes.
The construction of a pump with condensate injection sealing is illustrated in Fig. 10.1. A labyrinth
breakdown bushing is substituted for the conventional packing, and the pump shaft sleeve runs within
this bushing with a reasonably small radial clearance. Cold condensate, available at a pressure in excess
of the boiler feed pump suction pressure, is introduced centrally in this breakdown bushing. A small
portion of the injection water flows inwardly into the pump proper; the remainder flows out into a
195
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
196
Breakdown Seals
Fig. 10.1
Breakdown seal construction for high-pressure boiler feed pump.
collecting chamber that is vented to the atmosphere. From this chamber, the leakage is piped back to
the condenser.
SOURCE OF SUPPLY
Cold condensate (at temperatures from 27-38°C (80 to 100°F)) is available at the condensate pump
discharge. In closed cycles (Fig. 10.2) and those open cycles where the feed pump takes its suction
directly from the deaerator (Fig. 10.3), the pressure at the condensate pump discharge is higher than
feed pump suction pressure. When the feed pump in an open cycle is preceded by a suction booster
pump (Fig. 10.4), feed pump suction pressure is generally higher than condensate pump discharge
pressure. In these cases, it is necessary to either lower the pressure at the feed pump seals (by bleeding
off to the deaerator) or use booster pumps to raise the pressure of the cold condensate. Some installations
employ a closed heater between the suction booster and boiler feed pump. Along with a certain penalty
in total pumping power, this arrangement dictates the need for condensate injection booster pumps, since
the pressure at the seals cannot be lowered appreciably.
The water for the injection in all cases should be taken immediately from the condensate pump
discharge before it has gone through any closed heaters. It is preferable to use injection water at
Breakdown Seals
SUCTION PRESSURE:
Z50 PSI AT FULL LOAD
337 PSI AT 1/4 LOAD
FRICTION LOSSES:
40 PSI AT FULL LOAD
3 PSI AT 114 LOAD
TEMPERATURES:
32O"F AT FULL LOAD
Z50-F AT 1/4 LOAD
'------11
CALIBRATED ORIFICE
STATIC
HEAD
IOPSI
I
CONDENSER HOTWELL
CLOSED
HEATERS
CONDENSATE INJ£CTION LINE
FRICTION LOSS:
5 PSI AT FULL LOAD
DISCHARGE PRESSURES'
300 PSI AT FULL LOAD
350 PSI AT 1/4 LOAD
Fig. 10.2
Application of injection breakdown seals in a closed feedwater cycle.
Pressure distribution indicated for full and one-quarter load.
DEAERATING
HEATER
316·F, 70 PSIG
AT FULL LOAD
23Z"F, 7 PSIG
AT 114 LOAD
STATIC HEAD
60FT
SUCTION PHESSURE:
906 PSIG AT FULL L0401
31 4 PSIG AT 1/4 LOAD
CLOSED
HEATERS
INJECTION PRESSURE·
I~~ PSIG AT FULL LOAD
200 PSIG AT 114 LOAD
DISCHARGE PRESSURE·
CONDENSATE 170 PSIG AT FULL LOAD
PUMP
ZI5 PSIG AT 1/4 LOAD
Fig. 10.3
Application of injection breakdown seals in an open feedwater cycle.
197
198
Breakdown Seals
Deaerating Heater
316°F, 70 PSIG at full load
232°F, 7 PSIG at V4 load
Antiflash Orifice LiP = 20 PSI
1/
Suction End
Bleed-off
Balancing Leak-off
\.------1~___f/ LiP = 5 PSI
Calibrated Orifice
- - - LiP=5PSI
1ft
20
j
'----./-"'1
-,
15 ft
Condenser
Hot-well
I
Closed
Heaters
-.1-ft-
f-_P..."ip_in..."g=-Li_P_=_5_P_S_I_--{
I
Allema.v~o \
Condensate Pump
Discharge Pressure:
170 PSIG at full load
215 PSIG at V4 load
Fig. 10.4
Suction Booster
Discharge Pressure
194 PSIG at Full Load
157 PSIG at V4 Load
Boiler Feed Pump
Suction Pressure:
188 PSIG at full load
151 PSIG at V4 load
Bleed-ofts back 10 deaerator
tI
0
,I
Injection Booster Pump
LiP = 59 PSI
Application of injection breakdown seals in an open feedwater cycle with a suction booster pump.
Pressure distribution indicated for full and one-quarter load.
temperatures below 49°C (l20°F) so as to avoid the slight steaming at the seal covers (steaming takes
place if injection temperatures in excess of that figure are used). This steaming is undesirable partly
because of the concern it may arouse in the operators and partly because of the possibility of its
condensation near the pump bearings.
Pumps arranged for condensate injection sealing, moreover, are usually not provided with any other
cooling means in that area. If the shaft sleeves rotating within the condensate seal breakdown bushing
are not adequately cooled, the heat from inside the pump will travel through the shaft to the pump
bearings and may be injurious to the bearing life.
In the closed feedwater cycle, all de aeration takes place in the condenser, and therefore the injection
water is fully deaerated. Although this is not quite true in the open cycle, an appreciable amount of
deaeration takes place in the condenser even though a deaerating heater is provided in the feed cycle.
Thus the injection condensate in a modem steam power plant will contain almost no oxygen (0.01 cc
per liter or less). As the saturation level at a temperature of 38°C (lOO°F) and atmospheric pressure is
Breakdown Seals
199
about 4.7 cc per liter, the oxygen in the injection supply itself has no significance. Moreover, the amount
of injection water that enters the pump proper and is not returned to the condenser is very small. Thus
no appreciable contamination of the feedwater will take place through the condensate injection sealing.
The one exception to this general rule can occur in an open cycle with a suction booster ahead of the
feed pump (Fig. 10.4). If both the feed pump and its suction booster have breakdown-type seals, and
condensate injection is achieved with a booster pump, the injection pressure available at the booster
pump is appreciably higher than its suction pressure. Unless the seal injection flow into the booster
pump seals is carefully controlled, the flow of partially deaerated condensate into the feedwater can be
high enough to materially raise the oxygen content.
The amount of the injection water will depend on (1) the diameter of the seal, (2) the clearance
between the shaft sleeve and the pressure breakdown bushing, and (3) the injection pressure. To give
some general idea of the values in question, if the sleeve diameter is 125 mm (5 in.) and the diametral
clearance 0.225 mm (0.009 in.), the amounts measured in a 3,600-rpm pump will be approximately
as follows:
1.
2.
3.
Total injection per seal-1.8 to 2.3 m3/hr (8 to 10 gpm)
Leakage into the pump interior, per seal-0.4-0.9 m 3/hr (2 to 4 gpm)
Return to condenser, per seal-1.4-1.8 m 3/hr (6 to 8 gpm).
It is essential that the injection supply be absolutely clear and free of foreign matter. It is, therefore,
necessary to install filters or strainers in the injection line to avoid the entrance of fine mill scale or
oxide particles into the close clearances between the stationary bushings and the sleeves. Pressure gages
should be installed upstream and downstream of these filters to permit the operator to follow the rate
at which foreign matter clogs up the filters and to clean these when the pressure drop across them
becomes excessive.
For overall reliability, the source of injection condensate must be adequate for all likely operating
conditions. To ensure this, the following influences need to be taken into account:
1.
2.
3.
Variations in the pressure at the pump's seals over the entire range of operating flows (see open cycle and
closed cycle)
An increase in the pressure at the seals as the pump's running clearances wear. This refers specifically to
those clearances located adjacent to the shaft seals (e.g., the balancing device in Fig. 10.5). As these wear,
the higher leakage raises the back pressure in the region of the seal.
Higher seal injection flows to maintain the same injection pressure (or seal drain temperature) as the seals wear.
DRAINS FROM CONDENSATE INJECTION SEALING
Two different systems are used to dispose of the drains coming from the collecting chambers. The first
utilizes traps that drain directly to the condenser. The second collects the drains in a condensate storage
tank into which various other drains are also returned. As this tank is under atmospheric pressure, it
must be set at a reasonable elevation below the pump centerline so that the static elevation difference
will overcome friction losses in the drain piping. A pump then transfers the condensate drains from the
storage tank into the condenser.
To our knowledge, no specific difficulties have ever taken place in installations in which the injection
sealing condensate is evacuated through traps, except for an isolated case of trap malfunctioning. Proper
maintenance of this equipment should hold such occurrences to an absolute minimum. A minor problem
may arise if boiler feed pumps are operated during the start-up before condenser vacuum is established.
200
Breakdown Seals
FILTERED
CONDENSATE
INJECTION
t
STATION
AIR SUPPLY
STATION
AIR SUPPLY
I CONTROL
DIAPHRAGM
VALVE
t
AIR
X-;>-_~_·~lTanf ER
SI
B~!!.S~~~~ I
SENSING LINE __
I
r---~
I
I
I
II
I'
BLEEDOFF TO DEAERATORA
OR BF PUMP SUCnON
( IF NO BLEEDOFF IS REQUIRED )
DRAIN
BALANCING
DEVICE LEAKOFF
Fig. 10.5
Pressure control of condensate injection.
This operation causes a rise in the back pressure on the seal drains and, unless provision is made to
relieve this back pressure, some overflow of injection condensate may take place at the collecting
chamber covers.
Neither system of evacuation has major advantages over the other, and the choice between the two
is dictated primarily by personal preferences. However, if the boiler feed pumps are located at the lowest
plant elevation (in some outdoor plants, for instance), it becomes necessary to use traps because there
is insufficient elevation difference to drain from the collecting chambers into an open tank.
The clearances between the sleeves and the breakdown bushings will increase about 50% in a time
approximately equal to the life of the internal wearing parts. With 50% larger clearances, the leakage
will double. This factor should be considered when sizing the return drain piping back to the condenser
or to the collecting tank if friction losses are to be kept to a minimum in this piping. The collecting
chamber at the pump stuffing box is vented to the atmosphere; the only head available to evacuate it is
the static head between the pump and the point of return. This head must always be well in excess of
the frictional losses (even after the leakage doubles); otherwise the drains will back up and run off at
the collecting chamber.
The water thrown off the shaft into the ventilated collection chamber will probably reach 75 percent
saturation or more before it reaches the drain pipes. Assuming that there is a considerable length of
partially full piping between the collecting chamber and the trap in the drain line to the condenser, the
oxygen content of the returned condensate can well be assumed to have 100 percent saturation. Although
this figure may seem very high, the deaerating capacity of a modem condenser is greatly in excess of
average requirements and should be amply capable of handling the oxygen in a saturated return, for it
Breakdown Seals
201
makes up 2 percent or less of the normal flow. Its presence, nevertheless, makes it necessary to provide
vents in the drain lines to avoid the accumulation of air pockets produced by separation of the entrained
air. Without vents there is a risk of erratic drain operation, and some "cyclic" spillover at the seal covers
each time a slug of air forms in the drain piping. In installations where this has occurred, a smaller
"geyser" would rise from the collecting chamber vents; increasing static head in the collecting chambers
would then force the slug of air out through the piping, and the geyser would subside. The installation
of vents or breathers eliminated the difficulty entirely.
CONTROL OF THE INJECTION
To complement the advantages gained from breakdown seals in maintenance and availability, it is
desirable to reduce the consumption of condensate for injection to as little as possible. Throttling valves
in the seal injection lines are used to achieve this. Generally, a separate throttling valve is installed at
each injection point (i.e., two valves per pump). In some early applications of condensate injection
sealing, the desire to simplify the installation led to the use of two valves for each group of pumps
serving a common turbo-generator unit. Such an arrangement is unable to compensate for differences
in pump and seal condition (extent of wear), and is therefore no longer used. Two valves are used
because the pressure on the suction and discharge sides will not necessarily be the same. An examination
of Fig. 10.1 shows that the inward flow on the suction side has to overcome a pressure exactly equal
to the pump suction pressure. On the discharge side, the flow will proceed into the balancing-device
relief chamber. The pressure there will exceed the suction pressure by the amount of loss through the
calibrated orifice in the balancing relief line, which is used to measure the leakage past the balancing
device. This loss may be quite appreciable after the pump has become worn.
Control of the injection throttling valves is by one of three systems: manual, pressure, and temperature.
Manual
Each throttling valve is adjusted manually to give the desired drain conditions. As operating conditions
change, it may be necessary to readjust the valves, particularly for pumps operating in closed cycles.
The valves also have to be readjusted periodically to compensate for the effects of pump and seal wear.
Pressure
An automatic pressure controller adjusts the throttling valve to maintain a constant pressure differential
between the injection pressure and the pump's internal pressure, thus ensuring a flow of condensate into
the pump under all conditions (Fig. 10.5). Pressure control compensates for changes in operating pressures,
but injects a constant amount of condensate regardless of changes in condensate or pumped liquid
temperature. Further, pressure control is not able to distinguish between a running and a stationary pump.
At the suction end, this makes no difference, but at the discharge end, the balancing disk does quite a
deal of pumping when the pump is running. This results in the pressure at the seal being below the
balancing leakoff chamber pressure, which leads to higher condensate consumption since the control
has to be set for the higher pressure, which prevails when the pump is stationary.
Temperature
Instead of ensuring a certain condensate flow into the pump, temperature control automates manual
control by using a temperature controller to adjust the throttling valve to maintain a "safe" seal drain
202
Breakdown Seals
FILTERED
CONDENSATE
INJECTION
STATION
AIR SUPPLY
DIAPHRAGM
TROI.L£
I
4
+
A!!!_~X
SIGNAL
STATION
AIR SUPPLY
!==
I\-D-
AIR
_~_,.....JI"II.,..,-.:tnI
VALVE
VALVE
SIGNAL
I
I
I
I
ITEMP •
I TEMP.
jSENSING
LINE
I'EN SING
A
fiNE
I
I
I
BALANCING
DEVICE
IL _____ ~~
_ __- i. .~L~E~A~KO~F__~~__~
I
I
I
I
I
_ ______ -1I
DRAIN
Fig. 10.6 Temperature control of condensate injection.
temperature (Fig. 10.6). With this control, the consumption of condensate is kept to the minimum
necessary for all conditions. Accompanying the minimal consumption of condensate, there is a need for
additional care in the design of the seal and its injection control system. This is best explained by first
examining the nature of flow within a breakdown seal with temperature-controlled injection. Given a
normal drain temperature of 60 to 65°C (140 to 150°F), and having injection condensate typically at 27
to 38°C (80 to 100°F), it is reasonable to hypothesize that a small flow of "hot" feedwater from the
pump mixes with "cool" injected condensate to give "warm" seal leakage (Fig. 10.7). Field tests have
)
TH>TD>Tc
QD
= QL +Qj
Fig. 10.7 Flow within temperature-controlled seal.
Breakdown Seals
203
___ Approximately equal
to condensate
temperature
Injection Pressure, Pi
Fig. 10.8 Drain temperature versus injection pressure.
confinned this is the case. The existence of a small flow of hot water from the pump has three
ramifications:
1.
2.
3.
The operating temperature of the shaft sleeve at the inner end of the seal will be higher than at the outer
end. Since the labyrinth bushing has cool condensate circulating around it, it will remain cooler than the
sleeve, particularly at the inner end. To compensate for this difference in operating temperatures, and hence
thermal expansion, it is necessary that the inner end of the seal have a larger "cold" clearance than the outer end.
Once the injection pressure is reduced to the point where there is a flow of hot water out of the pump, the
drain temperature changes rapidly with only small changes in injection pressure (Fig. 10.8). To avoid flashing
in the seal (see later), it is crucial to measure the temperature of the seal leakage proper, not some reservoir
that would take too long to register the change in drain temperature, and to have a control system able to
respond quickly to small changes in that temperature.
Because there is little or no flow of cool condensate into the pump (the control valves have stops to prevent
their closing entirely so there will be flow into the pump under some conditions), temperature control aids
the warmup process and is critical for turbine-driven pumps, which must operate on turning gear. In the
latter case, pressure control would admit large flows of cool condensate into the pump, leading to temperature
stratification and consequent casing distortion, with pump seizure the likely result.
Although the objective of condensate injection control is to reduce the consumption of condensate, it is
of prime importance that the system be designed to avoid the possibility of inadequate injection and
consequent flashing in the seals. Should flashing occur, it is likely the seal will be destroyed by rubbing
between the shaft sleeve and labyrinth bushing. Compounding that, there is the possibility of shaft failure
from overheating in the region of the seal rub. In this connection the control system design needs to
pay due attention to the following:
.
1.
2.
3.
Accurate measurement of the control parameter (Le., pump internal pressure of seal drain temperature).
Design pressure drop across the control valve high enough to ensure the valve has control of the injection
flow. A pressure drop of 0.35 bar (5 psi) at maximum seal flow (typically two times the flow with "new"
clearances) has proven operable.
Control loop with minimum hysteresis.
204
Breakdown Seals
We must now examine the relationship between the pressure available at the injection of the condensate
and the internal pressure over the complete range of operating station loads. For reasons that will become
obvious, this relationship is vastly different for open and for closed feedwater cycles. The application
of breakdown seals to the two cycles should thus be studied separately.
OPEN CYCLE
The relationship between the various pressures under consideration is illustrated in Figures 10.3 and
10.4, both of which represent typical installations with condensate injection seals in an open cycle. In
the simpler arrangement (Fig. 10.3), the feed pump takes its suction directly from the deaerator. The
condensate pump discharges into a deaerating heater through a series of closed heaters. The discharge
pressure at the condensate pump rises from 11.1 bar (170 psig) at full load to 14.8 bar (215 psig) at
one-quarter load. The static head between the condensate pump and the deaerating heater is 24.4 m (80
ft), or approximately 2.4 bar (35 psi). The friction losses in the piping and through the closed heaters
are 3.1 bar (45 psi) at full load and only 0.20 bar (3 psi) at one-quarter load. Thus the pressure immediately
ahead of the heater will be 6.2 bar (90 psig) at full load and 12.2 bar (177 psig) at one-quarter load.
The condensate control valve located at the entrance to the deaerating heater will vary the admission of
condensate in accordance with load requirements, throttling off approximately 1.4 bar (20-psi) pressure
at full load and as much as 11.1 bar (170-psi) pressure at one-quarter load.
The boiler feed pump centerline is located 18.3 m (60 ft) below the waterlevel in the deaerating
heater. The friction losses in the suction piping are 0.20 bar (3 psi) at full load and 0.01 bar (0.2 psi)
at one-quarter load. Thus, the suction pressure at the boiler feed pump varies from 6.25 bar (90.6 psig)
at full load down to 2.17 bar (31.4 psig) at one-quarter load. The internal pressure on the suction side
of the pump varies the same.
On the discharge side, the internal pressure will be somewhat higher. In an open feedwater cycle
arranged with the feed pump taking its suction directly from the de aerator, the balancing device leakoff
is either returned to the deaerator (Fig. 10.3) or directly to the pump suction. Returning the leakoff to
the de aerator has a greater effect on the pump internal pressure, and so will be the arrangement considered
here. The calibrated orifice in this return line can be assumed to have a loss of 0.35 bar (5 psi) and the
return piping itself another 0.35 bar (5-psi) friction loss. Thus the internal pressure on the discharge side
will exceed that on the suction side by approximately 0.70 bar (10 psi) and will therefore range from
6.94 bar (100.6 psig) at full load to 2.86 bar (41.4 psig) at one-quarter load.
As the condensate pump is located 6.1 m (20 ft) below the boiler feed pump, the injection pressure
will range from 10.7 bar (155 psig) at full load to 13.8 bar (200 psig) at one-quarter load if we assume
friction losses of approximately 0.40 bar (6 psi) in the injection line. Thus the injection pressure will
exceed the internal pressures at all loads. If it is desirable to minimize both the amount of inward flow
and of the condensate being returned to the condenser and being repumped, the injection lines may well
be provided with control throttling valves. If it is desirable to maintain, let us say, a 0.35 bar (5-psi)
differential between the injection pressure and the internal pressure, the amounts of pressure to be
throttled will be the following:
1.
2.
At the suction side-4.44 (64.4 psi) at full load and 11.63 (168.6 psi) at one-quarter load
At the discharge side-3.75 (54.4 psi) at full load and 10.94 (158.6 psi) at one-quarter load.
There should be no difficulty in selecting control valves that will maintain the desired pressure differential,
and the rather high value of the pressure to be throttled will permit selection of a reasonably small valve
for the purpose.
Breakdown Seals
205
When the feed pump takes its suction from a booster pump (Fig. 10.4), the relationship between seal
and injection pressures becomes more complicated. The available injection pressure is that at the condensate pump discharge: 11.7 bar (170 psig) at full load, and rising to 14.8 bar (215 psig) at one-quarter
load. With the deaerator located 10.7 m (35 ft) above the booster pump centerline, deaerator pressure
ranging from 4.8 bar (70 psig) at full load to 0.5 bar (7 psig) at one-quarter load, and the suction piping
losses 0.20 bar (3 psi) at full load and 0.01 bar (0.2 psi) at one-quarter load, the suction pressure at the
booster pump varies from 5.6 bar (81 psig) at full load down to 1.5 bar (21 psig) at one-quarter load.
For a booster pump with breakdown type seals, the injection pressure exceeds that at the seals by 5.1
bar (74 psi), at full load and 12.0 bar (174 psi) at one-quarter load after allowing 1.0 bar (15 psi) for
head loss in the injection and filter piping. As discussed under source of injection, pressure differentials
on this order dictate injection controls to avoid the risk of oxygen contamination of the feedwater.
For the conditions described, the suction pressure at the boiler feed pump ranges from 13.0 bar (188
psig) at full load down to 10.4 bar (151 psig) at one-quarter load. Since the suction pressure at full load
exceeds the available injection pressure, injection is not available, so some modification is necessary.
Two approaches are used: lower the pressure at the seals or increase the available injection pressure.
Lowering the pressure at the seals is accomplished by adding a pressure breakdown bushing at the
suction end of the pump, then returning the suction end bleed-off and the balancing leakoff to the
deaerator (Fig. 10.4). The return line has to include an antiflash orifice sized to ensure the back pressure
at the balancing device is at least 0.35 bar (5 psi) above the leakage vapor pressure under all operating
conditions. For the installation being used as an example, the pressure drop necessary is 1.4 bar (20
psi), the limiting condition being pump start-up with the deaerator at full load temperature. With this
arrangement, the pressures at the seals and the consequent control valve pressure drops are the following
Seal
Discharge
Suction
Load
Pressure at Seal bar (psig)
Valve Pressure Drop bar (psi)
Full
7.5 (108)
(2.9) 42
Quarter
3.1 (45)
(10.3) 150
Full
7.1 (103)
(3.2) 47
Quarter
6.8 (98)
(10.7) 155
As the balancing device and suction end bleed-off bushing clearances increase with wear, the pressure
at the seals will increase by way of the higher pressure drop through the return piping and orifices. As
an illustration, consider taking the suction end bleed-off flow as 25 percent of the balancing leakoff
flow, an increase of approximately 30 percent in leakage (equivalent to only a 20 percent increase in
running clearance) will raise the pressure at the discharge end seal to 10.3 bar (150 psig). With the
pump in this condition, available injection pressure will be approximately equal to the pressure at the
seal during full load operation. Given that it is generally desirable to not have to restore the balancing
device clearance until it is worn to 150 percent of its new value, the system being used as an example
is marginal at best.
Increasing the injection pressure can be used either as an alternative to lowering the pressure at the
seals, or as a means of correcting a marginal design such as the example above. For the first case, the
balancing leakoff would be returned to the pump suction, typically with a total pressure drop of 0.35
bar (5 psi), all of it across the calibrated orifice. With the balancing device clearance worn to 150 percent
of its new value, the leakoff pressure drop will rise to 1.1 bar (16 psi). At full load, the resultant pressure
at the discharge end seal is 14.0 bar (204 psig). Allowing for injection piping and filter losses (1 bar or
15 psi total), 0.35 bar (5 psi) pressure drop across the injection valve, and a 0.35 bar (5 psi) margin of
injection over seal pressure, the minimum booster pump pressure rise is 4.1 bar (59 psi), at the flow
corresponding to worn seals.
206
Breakdown Seals
Evaluating the marginal "lower seal pressure" design for the same worn conditions yields a pressure
at the discharge end seal of 15.2 bar (221 psig). This is higher than the pressure with the balancing
leakoff returned to suction, and serves to illustrate an important point. When it is necessary to include
relatively high pressure drops to avoid flashing in a leakoff system, the effect of higher leakage flows
as the pump wears may well negate the advantage sought. For the example used, it would be necessary
to reduce the effect of increased leakage (by keeping most the back pressure constant with a regulator
or elevated flash tank) if injection booster pumps are to be avoided. If that is not feasible, the simpler
approach would be to return the balancing leakoff to suction and resort to booster pumps to increase
the injection pressure.
CLOSED CYCLE
When the breakdown-type seal is applied to a closed feedwater cycle, the conditions prevailing at the
discharge (balancing-device) end of the pump are actually more severe than at the suction end (Fig.
10.9). At full load and at some reduced load conditions, the injection pressure, PB, is greater than the
RETURN TO SUCTION
INJECTION FROM CONDENSATE PUMP
Fig. 10.9 Section through injection breakdown seal at the discharge end.
KEY:
(A) Suction pressure plus pressure drop through calibrated orifice in balancing device leak-off line;
(B) discharge pressure of condensate pump, less friction loss through supply piping;
(C) essentially same as (B);
(D) essentially atmospheric pressure.
Breakdown Seals
207
pressure in the balancing-device relief chamber, P A, because of the friction losses between the discharge
of the condensate pump and the suction of the boiler feed pump. As the pressure, Po is essentially the
same as the pressure at the injection point, it also exceeds the pressure in the balancing-device relief
chamber, and flow takes place inwardly from point C to point A as well as outwardly from point C into
the collecting chamber, D.
As the load is reduced, the friction losses between the condensate pump and the main feed pump
decrease approximately with the square of the capacity. Thus at some extremely low pump loads, the
boiler feed pump suction pressure may be only 0.10-0.15 bar (lor 2 psi) lower than the condensate
pump discharge pressure (neglecting the static elevation difference, which is the same for both suction
and injection piping).
A typical example of what happens is shown in Fig. 10.2. At full load, there is ample excess pressure
in the injection line to produce flow into the pump. When the load is reduced to one-quarter flow, the
following situation prevails:
1.
At the suction end, the suction pressure becomes 23.2 bar (337 psig) whereas the discharge pressure of the
condensate pump (less the static head) is 23.4 bar (340 psig). If the injection flow remains essentially
unchanged and the friction losses in the injection piping are still assumed to be 0.35 bar (5 psi), the available
injection pressure is reduced to 23.1 bar (335 psig), or 0.14 bar (2 psi) less than the suction pressure.
2.
At the discharge end, the pressure in the balancing-device relief chamber is equal to the suction pressure
plus the loss through that calibrated orifice in the balancing relief line which is used to measure the leakage
past the balancing device. When the pump is new, this loss is approximately 0.35 bar (5 psi), and the pressure
in this chamber at full load is 17.6 bar (255 psig). The injection-line pressure is 19.7 bar (285 psig), and a
2.1 bar (3D-psi) differential is available to cause inward flow of injection water. At one-quarter load, the
pressure in the relief chamber is 23.6 bar (342 psig), whereas the injection-line pressure is only 23.1 bar
(335 psig), or 0.5 bar (7 psi) less than the relief chamber pressure.
If the pump is worn and the pressure drop through the calibrated orifice is permitted to go up to 2.4
bar (35 psi), the relief chamber pressure will become 19.7 bar (285 psig), balancing exactly the injection
line pressure. At one-quarter load, the relief chamber pressure becomes 25.7 bar (372 psig) whereas the
injection pressure is only 23.1 bar (335 psig). Thus no excess pressure exists in a worn pump between
the injection pressure and the relief chamber pressure under any load conditions.
What actually does take place, then, in the packless stuffing box under these conditions? As the
difference between pressures at C and A in Fig. 10.9 diminishes, less and less flow takes place inwardly
from point C to point A. Finally, a condition prevails in which the pressure at A slightly exceeds the
pressure at C. At that time, a small amount of feedwater flows from point A to point C and mixes with
the injection water. The mixture proceeds as before toward the collecting chamber, from which it is
returned to the condenser.
Because of the breakdown between points A and C and because the pressure differential between
them is only a fraction of the pressure differential between points C and D, the amount of this "reverse"
flow is relatively small and should not raise the temperature of the mixture appreciably. Thus, even
though the reduction of the pressure drop between the condensate pump discharge and the boiler feed
pump suction results in a change of flow direction between points C and A, the operation of the breakdown
seal remains acceptable.
This description of the flow process eliminates the effects of the balancing device on the pressure at
point A for the sake of simplicity. Actually, this device develops a pumping action that leaves the pressure
at the shaft sleeve near point A some 1.4 to 2.1 bar (20 to 30 psi) below the pressure at the periphery
of the relief chamber in pumps running at 3,570 rpm, on the order of 3.5 to 5.2 bar (50 to 75 psi) in
208
Breakdown Seals
INJECTION PRESSURE-BALANCING RELIEF
CHAMBER PRESSURE, PSI
-80 -70 -60 -50 -40 -30 -20 -10
0
PUMP AT
~
~
IL.
C)
a:
0
~ -2
IL.
i-4
""-6
-
",...
i""""'"
----
~
~
~
~
V
~
~
,..,.-
3~70 RPM
or .....-
-
~ rJ.....}- 1--'+
lL ~
r-- PUMP
STATIONARY
-
!
~ -B
""
o
10 20 30 40 50 60 70 80
INJECTION PRESSURE-BALANCING RELIEF
CHAMBER PRESSURE, PSI
Figo 10.10
Effect of pump rotation on injection flow.
high-speed pumps. Figure lD.lD which shows the inward leakage (from points C to A) under varying
pressure differences between injection line and the relief chamber, graphically illustrates this condition.
Paradoxically, some flow still takes place inwardly, even though the pressure difference is negative, as
long as the pump is running. When the pump is idle, of course, the condition disappears.
Of course, if a continuous flow of injection water from point C to point A is desired regardless of
load, a small booster pump should be installed in the injection line, taking its suction from the condensate
pump discharge and raising that pressure by some 3.5 bar (50 psi). It should be noted that no flow takes
place through the balancing device when the pump is idle and that the inward pressures at the suction
and discharge sides are essentially equal. Thus there should be no problem in maintaining inward sealing
flow to a pump kept idle on standby service.
The fundamental principle of the condensate injection seals applied so successfully to boiler feed
pumps, a pressure breakdown bushing to control leakage, is not restricted to boiler feed pumps. In
applications where the leakage can be readily disposed of, a breakdown-type seal often represents a lowmaintenance solution to sealing the shaft. This typically occurs when the pumped liquid is below its
atmospheric boiling point and free of large, abrasive solids, thus removing the need for any injection
into the seal, which simplifies the installation. Pumps applied to water injection, hydraulic descaling,
and hydraulic presses are common examples of such a choice of shaft seal.
A further use of breakdown seals is in a form of "sealless" pump, one in which the leakage is returned
directly to the pump's suction reservoir (see Chap. 14).
Breakdown Seals
209
MECHANICAL MODIFICATIONS
The compromise that has to be struck in the design of a breakdown seal is between running clearance
and leakage. Make the clearance too small and incidental contact between the sleeve and bushing will
result in rapid wear and a commensurate increase in leakage. With a solid bushing, the clearance is that
necessary to accommodate minor eccentricity and runout from manufacturing variations, and small
Fig. 10.11
Floating seal ring design.
210
Breakdown Seals
changes in clearance and alignment during pump operation. One solution advanced to allow smaller
effective clearances without the risk of premature wear is the so-called .floating ring seal (Fig. 10.11).
The essential feature of this design is to make the seal radially "flexible." This is achieved, in theory,
by building up the seal with a series of alternate rings: seal rings having a close clearance over the
sleeve but free to "float" radially within the seal housing; spacer rings accurately located in the seal
housing and with a large clearance over the sleeve. All the rings are prevented from rotating by some
form of pin-and-slot arrangement. In practice, floating ring seals have not functioned as well as the design
promised. Although there were, and still are, examples of well-behaved seals, the general experience was
poor; the seals typically wore at a higher rate than comparable solid bushings. The principal difficulty
appeared to be limited radial flexibility, a result of not achieving sufficient axial force balance on each
seal ring to allow ready radial movement. But for isolated installations, floating ring seals are no longer
used in boiler feed pumps. With axial face (mechanical) seals demonstrating adequate capability for
most services, there is little incentive to refine the design until it works as expected.
11
Bearings
------------~-~-----~--~-
... -
~~~-
-.-~~---
- - - - - -
Centrifugal pumps require bearings to allow the rotor to tum while maintaining correct alignment between
the rotor and the pump's stationary parts under the action of radial and axial forces. Their design,
therefore, is as critical as any of the other major pump parts; a pump with unreliable bearings is a
continual cause of unnecessary outages and maintenance expense.
The provision of adequate bearings is not an easy task. Doing so is the pump designer's responsibility,
but some understanding of the process can aid equipment evaluation and trouble shooting, should that
be necessary. To start the process, the designer first determines accurately the bearing loads over the
pump's expected operating flow range. These data are supplemented with any unusual environmental
conditions that could influence the design, for example, high pumping temperature or pumps that are
exposed to wind-driven dust or frequent hosing down. Using these data, the designer then adopts a
sequence similar to the following to develop the design:
1.
Select bearing type and size.
2.
Select means of lubrication.
3.
Check heat load and dissipation; provide supplementary means of dissipation if necessary.
4.
5.
6.
Verify stiffness of bearing housing to avoid both bearing misalignment and resonant vibration.
Check the effect of bearing and bearing housing stiffness on the dynamic behavior of the pump's rotor.
Select means of sealing the bearing housing.
Each of these steps involves the consideration of several factors, all of which are dealt with in the
relevant sections of this chapter.
BEARING ARRANGEMENTS
Most centrifugal pumps are equipped with external oil- or grease-lubricated bearings in a classical twobearing arrangement. The bearing providing radial location is called a line bearing; that providing axial
211
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
212
Bearings
location, a thrust bearing. To realize the two-bearing arrangement, many designs have the thrust bearing
providing both radial and axial location. Others incorporate a radial and thrust bearing in one housing,
which is usually designated as the thrust bearing.
Overhung pumps, those with cantilever rotors (Fig. 11.1 [aD, have both the line and thrust bearings
on one side of the impeller. By convention the bearing nearer the impeller is designated the inboard
bearing and that farther away the outboard bearing. Generally, the outboard bearing is the thrust bearing
to better balance the total bearing loads. In pumps with the impeller or impellers between the bearings,
a simply supported rotor (Fig. 11.1 [bD, convention has the bearing adjacent to the coupling designated
the inboard bearing, that at the opposite end of the pump the outboard bearing. Again, usual practice is
to have the outboard bearing the thrust bearing to allow an optimum bearing selection (a thrust bearing
at the inboard location would be influenced by the shaft size necessary to transmit the pump's torque).
Fr
-·-- L1
1
----L2-
-
Inboard
Outboard
-
Coupling
- - - RT
(a) Overhung (cantilever) rotor
-
Outboard
I
L2
--··l. .
>-~-r--
L1 -
Inboard
I
Coupling
(b) Between bearings (simply supported) rotor
Fig. 11.1
Basic rotor configurations: (a) overhung (cantilever), (b) between bearings (simply supported).
Bearings
213
In modem pump designs, the bearings are almost invariably mounted in housings attached directly to
the pump casing. Occasionally the bearings for very large vertical and horizontal pumps are mounted
in housings attached to the pump's baseplate or foundation. In the case of horizontal pumps, this
arrangement is known as "pedestal bearings."
In many centrifugal pump configurations, the classical two-bearing arrangement cannot provide
sufficient rotor support to maintain internal alignment. This is primarily a consequence of low rotor
stiffness, and necessitates a multiple-bearing arrangement, with some of the bearings usually located
within the pump proper. These internal bearings pose a special set of problems (see internal bearings).
For a given set of imposed loads, radial and axial at the impeller, bearing loads vary significantly
with rotor configuration and geometry. To illustrate the point, consider the rotors shown in Fig. 11.1
are subject to a maximum radial load, F" of 2,200 N (500 lb) and an axial thrust, Fa, of 4,400 N (1,000
lb). Applying these loads to two versions of a cantilever rotor and one of a simply supported rotor
produces the bearing reactions, RL and Rr , set out in the table.
RT-N
Rotor
LI-mm
L2
Cantilever
Cantilever
Simply supported
254
191
254
RL
Radial
Axial
Total
254
125
254
4,440
5,550
1,110
2,220
3,330
1,110
4,440
4,440
4,440
4,970
5,550
4,580
RL
Radial
Axial
Total
500
750
250
1,000
1,000
1,000
1,118
1,250
1,031
RT-lb
Rotor
LI-in
L2
Cantilever
Cantilever
Simply supported
10
7.5
10
10
5
10
1,000
1,250
250
Two significant points need to be drawn from these results. First, although the second cantilever rotor
is, for the same diameters, notably stiffer than the first (65 percent less deflection; see shafts in Chap.
7), both the bearing reactions are higher, 25 percent at the line bearing, 12 percent at the thrust bearing.
For these two-bearing frames to have the same nominal bearing life, the bearings on the stiffer shaft
would have to have correspondingly higher basic capacities (see bearing life in this chapter). If rotor
geometry is not taken into account when evaluating cantilever bearing frames, the evaluation can be
quite misleading.
Second, changing to a simply supported rotor results in lower bearing reactions than even the best
case cantilever rotor, 75 percent lower at the line bearing and 8 percent lower at the thrust bearing. (The
lesser reduction at the thrust bearing is a product of the high axial thrust chosen for this example).
Evidently it is easier to achieve high bearing integrity (low bearing loads relative to basic capacity) with
a simply supported rotor than with a cantilever rotor. In small, low duty pumps (single stage, 10 to
12-in. discharge), the cost advantage of a simply supported rotor typically does not offset the higher
costs of other aspects of a between-bearings pump (heavier, more complex casing, additional shaft seal,
and bearing housing). For heavier duty single- and almost all multistage pumps, between bearings is the
normal configuration. In some services, however, such as sewage and slurry, the needs of the liquid end
design dictate overhung construction regardless of size. Very large pumps, those used for water transfer
and pumped storage, are overhung when vertical, the usual arrangement of modem designs, and between
bearings when horizontal.
214
Bearings
Fig. 11.2 Internal sleeve bearing.
BEARING TYPES
Centrifugal pumps employ a wide variety of bearing fonns, ranging from simple internal sleeve bearings
(Fig. 11.2) in low-cost water pumps to electronically controlled magnetic bearings in sophisticated highenergy pumps. All of the fonns, however, can be classified as one of three types, based on their method
of operation:
1. Antifriction or rolling element
2. Plain; either boundary lubricated, hydrodynamic, or hydrostatic
3. Magnetic
ANTIFRICTION BEARINGS
Relative motion within the bearing is through the rolling action of balls or rollers between an inner and
outer race (Fig. 11.3). The tenn "antifriction" derives from the very low coefficient of friction associated
with rolling motion as distinct from sliding motion. To function correctly, the rolling elements in
antifriction bearings must be kept equally distributed around the bearing. This is achieved with a separator
or cage (Fig. 11.3).
Although the fundamental motion in antifriction bearings is rolling there is nevertheless some sliding
present. First, the rolling elements are subject to dynamic action (acceleration and deceleration) as they
pass into and out of the loaded zone of the bearing, or as the rotor's speed is varied during the course
of operation. Second, there is defonnation at the points of contact between rolling elements and races,
the consequent "imperfect geometry" resulting in local sliding motion. Third, the cage or separator comes
into contact with the rolling elements in the course of keeping them in position. To minimize the heat
generated at these points of sliding friction, antifriction bearings require lubrication.
Bearings
215
, . . . - - - - - - - Outer Ring Raceway
r - - - - - - - Outer Ring Land
Cage ---_~~
Inner Ring ---1tf);.~=--.)
----jL-_ _ _ _ _
Bore Surface
,...,J...J::::;;;T-=;----- Inner Ring Raceway
+---- Inner Ring Land
Outer Ring ---:".-c-+- ' - I-
-+- - - - 00 Surface
Side Faces
Figure 11.3 Rolling-element bearing.
(Courtesy SKF Industries, Inc.)
TYPES AND APPLICATIONS
There are many types of antifriction bearings. To make assessment a little easier, it is common to
differentiate between "ball" and "roller" bearings. Of these two, ball bearings are the more common in
centrifugal pump practice, since they offer an excellent compromise between capability and cost. Roller
bearings have greater capability, but are more expensive and so are only used when the higher cost
is justified.
Most centrifugal pumps are equipped with single-row deep-groove ball, or Conrad, bearings (Fig.
11.4). This configuration can accommodate both radial and axial loads, the latter in either direction, has
reasonable speed capability, and can tolerate misalignment up to 0.25 deg. An alternate design with a
filling slot in the inner race allows more rolling elements, which increases the radial load capacity by
20 to 40 percent, but reduces thrust capacity and tolerance of misalignment by approximately 70 percent.
When used at all, filling slot bearings should be used in an arrangement which allows only radial loads.
Some industry specifications preclude their use regardless of loading.
For loads beyond the capacity of single row ball bearings, the usual next choice is a double-row
arrangement (Fig. 11.5). Although the radial load capacity is approximately 50 percent higher, the
maximum speed is lower, a consequence of the greater number of rolling elements within the bearing.
Thrust capacity and tolerance of misalignment depend on the detail design of the races. Designs with
the ball load paths converging outward (usual) generally have filling slots, hence low thrust capacity
and can tolerate only 0.05 deg misalignment. Those bearings with the ball load paths converging inward
(less usual) have higher thrust capacity and can tolerate more misalignment, but in no case more than
a single-row bearing. These limitations in speed, thrust capacity and misalignment often dictate the
choice of another bearing type.
If the designer foresees significant misalignment at the bearing (up to 2.5 deg, which in these days
when the advantages of relatively stiff shafts are well understood should be the exception), a self-aligning
ball bearing is available (Fig. 11.6). The bearing is double row to achieve a radial load capacity of
216
Bearings
Figure 11.4 Single-row deep-groove ball bearing.
(Courtesy SKF Industries, Inc.)
Figure 11.5
Double-row deep-groove ball bearing.
(Courtesy SKF Industries, Inc.)
Figure 11.6 Self-aligning double-row ball bearing.
(Courtesy SKF Industries, Inc.)
Figure 11.7 Single-row angular-contact ball bearing.
(Courtesy New Departure.)
approximately 70 percent of the comparable single-row deep-groove bearing. With a spherical bore in
the outer race, the thrust load capacity of self-aligning ball bearings is negligible, and they should be
arranged for radial loading only.
As the ratio of axial to radial load increases, it becomes necessary to introduce some matching
angularity into the ball load paths. Such bearings are tenned angular contact and are available with
contact angles ranging from 15 to 40 deg, although for high-speed angles above 30 deg are not recommended. Single-row angular-contact bearings (Fig. 11.7) have approximately the same radial load capacity
as comparable deep-groove bearings while offering up to 2.3 times the thrust capacity but in one direction
only. Misalignment tolerance is limited to 0.03 deg. Given their unidirectional thrust capacity, singlerow angular-contact bearings are used in centrifugal pumps only when it is certain the applied thrust
will always be in one direction, such as it generally is in vertical turbine pumps.
Bearings
Figure 11.8 Two single-row (duplex) angular-contact
bearings mounted back-to-back.
(Courtesy New Departure.)
Figure 11.9
217
Two single row (duplex) angular-contact
bearings mounted face-to-face.
(Courtesy SKF Industries, Inc.)
Most centrifugal pumps exhibit axial thrust in both directions, the direction generally changing with
operating flow or pump condition or both. When the load in either direction requires an angular contact
bearing, the usual practice is to use a duplex arrangement of "ground face" or "matched" single-row
bearings to provide bidirectional thrust capacity. There are two possible arrangements, usually known
as mounts: "back-to-back" (Fig. 11.8) and "face-to-face" (Fig. 11.9). Several aspects of the application
of duplex angular-contact bearings are currently quite controversial, and so warrant discussion in
detail.
1.
Mounting-From strict geometric considerations, duplex angular-contact bearings as applied to most centrifugal pumps should be mounted face-to-face. With the ball load paths converging inward, the bearing assembly
offers the lower resistance to moments and so approaches the point support condition assumed in its loading
calculations. There is a body of opinion opposing this on the grounds that the higher moment capability of
back-to-back mounting contributes to rotor stiffness (which it undoubtedly does in the case of low stiffness
shafts but at considerable expense to bearing loading). Ease of assembly and handling favors back-to-back
mounting since it is not possible to accidentally dislodge the outer races. Both mountings tend to "pump"
lubricant, back to back from the center out, face to face in toward the center. With back-to-back mounting
it is therefore ideal if the lubricant is introduced between the bearings, which requires accurately matched
spacers for the inner and outer races. In the absence of this complication, it is often necessary to use an oil
ring at each side of the assembly to ensure enough lubricant finds its way into the bearings. Face-to-face
mounting requires care to ensure an excess of lubricant is not retained within the bearing leading to churning
and subsequent overheating.
218
Bearings
2.
3.
Preload-In applications involving high unidirectional thrust and pumps with duplex 40 degree angularcontact bearings, there have been instances where skidding between the balls and races in the unloaded
bearing has caused premature failure. One remedy advanced to cure this problem has been to mount the
bearings with a "light" preload. The difficulty with this requirement is that component tolerances involved
in the bearing assembly produce a far wider range of installed bearing preload than was originally intended.
If the preload is too high, the additional loading from thermal expansion as the bearing warms up produces
loads high enough to cause immediate failure. Making the inner race a slide fit avoids much of this difficulty,
but poses the risk of fretting corrosion of the shaft under the bearing. Unless the pump is known to be
subject to high thrust in one direction, there is now general agreement that duplex angular-contact bearings
should not be preloaded.
Contact angle-Past practice has been, and some industry standards (e.g., API 610) have mandated it, to
have both bearings of a duplex arrangement equal, the logic being that the assembly cannot be made back
to front. In an attempt to overcome the problem that pre loading sought to correct, some bearing manufacturers
are offering duplex arrangements in which the nominally unloaded bearing is a 15-deg contact angle. In
this way, the bearing assembly offers bidirectional thrust capacity, although of unequal values, with the
lower capacity bearing better suited to running unloaded. Field experience suggests the arrangement realizes
its claims, the only qualification being that the assembly must be installed in the correct direction.
For thrust loads beyond the capacity of a single angular-contact bearing, there has been a practice of
using duplex angular-contact bearings mounted in tandem (Fig. 11.10) to provide higher unidirectional
capacity. This rather complex arrangement, usually involving three bearings in total for bidirectional
thrust capability, is particularly difficult to lubricate and is now rarely used. Modem practice is to employ
a single bearing of inherently higher capacity, for example, a tapered roller (see later).
Double-row angular-contact bearings (Fig. 11.11) are nominally the equivalent of a duplex pair. Their
usual arrangement is with ball load paths converging outward or back-to-back. Basic bearing capacity
Figure 11.10 Two single-row (duplex) angular
contact bearings mounted in tandem.
(Courtesy SKF Industries, Inc.)
Figure 11.11
Double-row angular-contact
ball bearing.
(Courtesy New Departure)
Bearings
219
Figure 11.12 Cylindrical roller bearing (without end rings).
(Courtesy SKF Industries, Inc.)
Figure 11.13 Double-row spherical roller bearing.
(Courtesy SKF Industries, Inc.)
is approximately 50 percent higher than that of the same size single-row bearing. Thrust capacity,
however, is reduced in one direction by the presence of a filling slot, needed to allow bearing assembly.
Given this limitation, double-row angular-contact bearings are used only when the thrust loading is low
and incidental. Some industry specifications preclude their use regardless of loading.
Roller bearings generally have higher basic capacities than ball bearings of equal size. Except for
one type, cylindrical or barrel roller, roller bearings have lower speed limits than equal size ball bearings,
and in all cases they are more expensive.
Cylindrical roller bearings (Fig. 11.12) are intended for high radial loads and high speeds. The
standard bearing does not provide any location between the inner and outer race, so it is necessary to
positively locate the outer race in the bearing housing. The inner race typically is mounted with an
interference fit and located against a shoulder on the shaft. Inner-races with locating rings are available,
but in centrifugal pump practice these additional points of sliding friction are usually avoided. Although
termed "cylinders," the rolling elements are actually barreled slightly (relieved at each end) to avoid
stress concentration at the ends of the rollers. Even with this refinement, allowable misalignment is only
0.08 deg, meaning that shaft stiffness has to be particularly high to ensure the bearing functions as
intended. Care is needed in bearing and related component design to avoid premature failure caused by
roller skidding in lightly loaded, high-speed bearings. European pump designs employ cylindrical roller
bearings quite extensively. As of this writing, the opposite is the case in the United States.
For high loads at low to moderate speeds, spherical roller bearings are frequently the only feasible
antifriction bearing selection. In centrifugal pump practice, the double-row convex configuration (Fig.
11.13) has been used quite extensively as the line and thrust bearing when the expected axial thrust was
220
Bearings
low, and as the line bearing only when high axial thrust was expected. This usage derives from the
bearing's geometry; with the axis of the rollers inclined at a small angle from the shaft axis, thrust
capacity is low, typically on the order of 25 to 30 percent of radial load capacity. With a spherical bore
in the outer race, tolerance of misalignment is high, 1.5 deg being the limit normally quoted. Recent
advances in bearing geometry have increased speed capability. Applications at the upper end of published
speed limits need care with lubrication (see lubrication in this chapter) to ensure overheating is not
a problem.
Thrust loads beyond the capacity of angular contact bearings can be accommodated by a spherical
roller thrust bearing (Figure 11.14) provided the speed is low. Two roller designs are used: symmetric
and asymmetric, the latter offering 50 percent higher bearing capacity. Misalignment tolerance is quoted
at 3.0 deg. Radial load capacity is limited, again a function of the bearing's geometry; therefore if the
loading includes a high radial component, a separate radial bearing is used. Typical applications of
spherical roller thrust bearings have been large vertical wet pit pumps, and large sealed (as distinct from
hermetically sealed or "sealless") boiler circulating pumps.
Tapered roller bearings accommodate both radial and axial loads. Single-row bearings (Fig. 11.15)
typically have thrust capacity on the order of 60 percent of radial load capacity, but this does vary with
the design of the bearing (inclination of the roller axes), and is significantly higher in bearings designed
for high thrust. Except in the case of thrust bearings subjected to a high unidirectional load, tapered
roller bearings must be used in pairs, either separate (Fig. 2.19) or duplex (Fig. 11.16). This is necessary
to maintain the bearings in their correct position and to resist the axial reaction that is produced when
radial load is applied to one of the bearings. (Note that when the axial reaction is opposed by a higher
~~'~
!f\ ,\------.
.....
t~
\. ~
~"..
:1_
.~
I
\
~-~~
J.~
----..;;;;;;:
Figure 11.14 Spherical roller thrust bearing.
Figure 11.15 Single row tapered roller bearing.
(Courtesy SKF Industries, Inc.)
(Courtesy Timken, Inc.)
Bearings
(a)
221
(b)
Figure 11.16 Duplex tapered roller bearings:
(a) mounted back-to-back (b) mounted face-to-face.
(Courtesy Timken, Inc.)
external thrust, only one bearing of the pair has a resultant axial load.) Tapered roller bearings have
limited tolerance of misalignment, therefore designs using separate bearings require high-stiffness shafts
and accurately aligned housing bores. Such designs also require provision for adjustment to set the
bearings at the correct "cold" or "bench" and play to allow for thermal expansion as the assembly warms
to operating temperature.
In centrifugal pumps, duplex tapered roller bearings are frequently resorted to when the loading and
speed exceed the capabilities of duplex angular contact bearings. Of the two arrangements face-to-face
is preferable because it more closely approached point support and is therefore less susceptible to
extraneous loads from minor misalignment. As with separate bearings, duplex assemblies must have the
correct "bench" end play when cold. To reduce the risk of incorrect adjustment, duplex assemblies are
generally furnished preset with a precision spacer between the cups or cones depending on the mounting
arrangement. As tapered roller bearings are loaded, the taper of the rolling elements results in a small
force tending to push the rollers out from between the races. This force is resisted by the cone rib. As
the speed of the bearing increased, lubrication at this point of sliding friction becomes critical (see
lubrication in this chapter).
222
Bearings
ANTIFRICTION BEARING LIFE
When correctly installed, operated, and maintained, antifriction bearings ultimately fail by fatigue of
their rolling elements and receways. Out of a great deal of testing, the bearing manufacturers collectively
have developed standard equations to determine the basic capacity, designated C, for the various bearing
types. Because the mode of failure is fatigue, there is inherently some spread in the test results, so the
basic capacity has a probability assigned to it. For regular machine applications such as centrifugal
pumps, the basic capacity of a bearing is that load at which 90 percent of production will meet or exceed
"standard" life.
The service life in a particular application is calculated from the ratio of the bearing's basic capacity
to the equivalent bearing load, P. To arrive at the equivalent bearing load, the designer first has to
determine the actual axial and radial loads the bearing will carry. These loads, designated Fa and Fro
respectively, are converted to an equivalent load using the equation
P =XFa + YFr
where X and Yare factors dependent on the bearing geometry, and in some instances the nature of the
loading (i.e., the ratio F alFr). The factors are obtained from the bearing design manual.
With the equivalent bearing load, P, and the bearing's basic capacity, C, the designer calculates the
bearing life, designated LIO for 10 percent probability of premature failure, using the equation
LIO = (c/p)n
where the bearing life is in millions of revolutions, and the exponent n is
3 for ball bearings
10/3 for roller bearings
reflecting the difference in stress distribution in the two bearing types.
Research into bearing fatigue life is a continual process, and as a result some manufacturers include
in their design manuals various "life correction" factors. Generally, these take account of actual lubrication
conditions, which can both increase and decrease the theoretical life, and the level of impurities in the
bearing materials.
LUBRICATION OF ANTIFRICTION BEARINGS
In the layout of a line of centrifugal pumps, the choice of the method of bearing lubrication is determined
by application requirements, cost considerations, and in many instances the requirements of the principal
market for the particular pump type.
Application requirements is a broad term, encompassing both the functions the lubricant has to perform
for the particular bearing type, and the dictates of the service for which the pump is to be used. For
example, the application requirements of a low-speed plain bronze lineshaft bushing in a cold-water
pump are distinctly different from those of a high-speed antifriction bearing in a high-temperature
hydrocarbon pump.
For antifriction bearings, the principal functions of the lubricant are to minimize the heat generated at
the various points of sliding friction in the bearing, and to provide elastohydrodynamic lubrication at the
points of true rolling contact. At the same time the lubricant has to serve as a heat transfer medium, protect
the highly finished bearing surfaces from corrosion, and help maintain the bearing housing environment.
Bearings
223
Speaking broadly, antifriction bearings are almost exclusively lubricated with either grease or oil, the
latter by at least five distinct methods. This derives directly from the need to protect the bearing
components from corrosion and abrasive solids. Only in rare instances, hermetically sealed cryogenic
pumps for example, is the nature of the pumped liquid such that it can be used to lubricate antifriction
bearings. And in those rare instances, the bearings are generally of special materials needed for the
service environment.
Grease lubrication (Fig. 11.17) offers simple design, low cost, and reliable operation, and is therefore
widely used in centrifugal pumps. It is ideally suited to low-speed pumps, used either intermittently and
so needing extra protection against bearing corrosion, or in severe service environments, such as mining,
where there is a critical need to exclude the atmosphere from the bearing housing. Vertical pumps are
often grease lubricated because it is easier to prevent leakage of the lubricant down the shaft (Fig. 11.18).
CENTERtNG
JACK-SCREW
Figure 11.17 Typical mounting of ball bearings in
double-suction pump. Pump uses grease lubrication;
the vertical jack-screw is for initial centering of the
rotor in its wearing rings.
Figure 11.18 Ball-bearing construction with seal in
vertical pump.
Seal guards against escape of grease.
224
Bearings
Grease is a suspension of oil in a carrier, usually a metallic soap, and provides lubrication by the
moving parts of the bearing becoming coated with oil as they contact the grease. Because there is
essentially no flow of lubricant through or around the bearing, heat dissipation is limited, and so the
maximum speed at which the bearing can be operated is also limited, generally to some 70 percent of
the limit for oil bath lubrication. The negligible circulation of lubricant has a second effect; it is necessary
to periodically remove the spent grease from the bearing, replacing it with fresh grease to relubricate
the bearing. How frequently this must be done depends on the type of bearing, its size, and the speed
at which it is being operated (see antifriction bearing maintenance).
The need for relubrication imposes some special requirements on the design of housings for grease
lubricated bearings. During relubrication the spent grease must be completely removed from the bearing.
For convenience, this is usually done by arranging the housing to allow fresh grease to purge the bearing
of spent grease, and providing a means of accommodating or expelling the spent grease. Figure 11.17
shows a housing designed to accommodate spent grease (although it will need to be cleaned out at major
overhauls). Expelling spent grease is accomplished with either a normally plugged drain connection or
an automatic grease relief valve (Fig. 11.19).
Grease is classified by stiffness, dropping point (temperature at which the oil separates from the
grease), and carrier compound. The National Lubricating Grease Institute lists nine stiffness grades, 000
to 6, based on tests by ASTM method D217, and there are at least nine generally recognized carrier
compounds, each having a particular dropping point and other characteristics such as moisture resistance,
oxidation resistance, behavior at high temperature, and so on. The choice of grease for a particular
application depends on bearing size, operating speed, operating temperature, and the pump's operating
environment, with high ambient humidity or wind-driven dust dictating special care.
For antifriction bearings a grease of #2 consistency provides a good balance between oil feeding
capability and resistance to churning within the bearing. Larger bearings, those with unsupported grease
depths greater than 1.2 in., usually require a grease of #3 consistency to avoid having the grease slump
into the bearing. Lithium soap is the most widely used carrier, offering a working temperature range of
-29 to 121°C (-20 to +250°F), very good resistance to oxidation, good corrosion protection (with
additives), and good water resistance. For bearing service conditions outside the range of lithium soap
greases, it is best to consult a lubricant manufacturer.
Figure 11.19 Automatic grease relief valve.
Bearings
225
LINE BEAR ING
HOU5 INC
Figure 11.20 Oil bath lubrication with constant-level oiler.
Oil lubrication overcomes the speed limitation inherent in grease lubrication, but at the expense of
added complexity. Just how much added complexity depends on the precise method of oil lubrication,
a choice made on the basis of expected or actual operating conditions.
Oil bath (Fig. 11.20) is the simplest of the methods of oil lubrication. Oil is maintained at a level
nominally 0.3 to 0.5d above the bottom of the lowest rolling element (where d is the diameter of the
rolling element). Lubrication is effected by the passage of the rolling elements thru the oil bath. A
constant level oiler (Fig. 11.20) is the usual means of maintaining oil level. In applications where the
bottle of a constant level oiler is likely to be broken, the bearing housing is provided with a sight gage
to indicate the actual level.
Adding a flinger contributes to oil lubrication in one of two ways. In the simpler arrangement, the
flinger, usually a "lobed" shape, creates an oil mist within the bearing housing, and so increases the
range over which the oil level can vary without impairing lubrication. The more complicated arrangement
uses the flinger to increase the rate of oil circulation in the housing beyond that achieved with oil bath
lubrication. This is necessary as pump operating speeds or pumping temperatures or both increase. In
the usual arrangement (Fig. 11.21) the circular flinger picks up oil from the housing sump and throws
it against the housing wall. The oil then drains into feed canals in the housing, which convey the cooled
oil to the bearing.
As the operating speed of antifriction bearings approaches its upper limit, most of the heat generated
by the bearing is a result of the rolling elements churning the lubricant. To avoid overheating under
these conditions, it is necessary to provide only just as much oil as the bearing needs for lubrication
and heat dissipation. Of the three methods used to do this, oil-ring lubrication is the simplest. In the
classical arrangement (Fig. 11.22), the oil level in the bearing housing is set below the bearings. Oil is
picked up from the sump by an oil ring, and transferred to the bearing by what is effectively "splash
lubrication." An alternative design, necessary for large bearings running at or close to their maximum
speed, is to convey oil to the bearing using feed canals as already discussed for flinger lubrication.
The second method is pure oil mist lubrication. With this approach, the bearing housing is set up for
226
Bearings
Figure 11.21 Flinger lubrication.
Bearing bracket integral with housing; bearing housing jacketed for cooling.
dry sump operation (Le., no oil is retained in the housing), and oil mist is supplied to the housing from
a centralized mist generator (Fig. 11.23). The bearing housing (Fig. 11.24) is designed to ensure the oil mist
passes through the bearing, thereby providing lubrication and cooling. Most of the oil mist accumulates in
the housing (up to 10 percent can be lost to the atmosphere through vents and seals), where it condenses
and is drained out to a collection vessel. Although dependent on an external system, a factor that often
reduces reliability, pure oil mist lubrication has yielded a distinct improvement in bearing lives in refinery
pumps. In many instances, its use has led to simpler overall installations by allowing high-temperature
pumps to operate without cooling water.
Purge oil mist is related to pure oil mist lubrication, but only in that it uses mist supplied from a
central system. The function of purge oil mist is to exclude the atmosphere from the bearing housing.
Lubrication of the bearing is by oil bath, flinger, or oil ring, as already described. The housing differs
from the normal arrangement only by the addition of an overflow drain (Fig. 11.25) to remove the
condensed mist. Purge oil mist has seen great usage in high-humidity environments, where bearing
housings vented to the atmosphere are prone to water contamination of the oil, a circumstance that can
lead to a significant reduction in bearing life (see Armstrong et al. [11.1]).
Forced circulation is used when the service conditions, load, speed, or heat load from the process
require heat dissipation beyond the capacity of pure oil mist. Filtered and cooled oil is supplied to the
bearing housing from a small lubricating oil system, then directed to the bearing's rolling elements by
drilled ports or spray nozzles (Fig. 11.26). After passing through the bearing, the oil is drained from the
housing back to the lubricating oil system. In most cases for centrifugal pumps, the bearing housing is
arranged for dry sump operation, since high speed is generally a factor in the application.
Bearings
Figure 11.22 Oil-ring lubrication.
Bearing bracket integral with casing cover; the bearing housing is fan cooled.
G
Air supply
Dr----+--.&. . .---+ ......
.....,..-~
~ ---- -----t- ---
IReservoir~
I
I
I
I
_.--~
.....
: Oil mist console
I
1______ - - - - - - - - - - - - - - - - - - -
MR
MR MR
MR MR
SR MR
MR SR
MR MR
MR
MR = Standard mist reclassifier, for light to moderately loaded antifriction bearings. Also used for purge mist
applications.
SR = Directed mist reclassifier. For heavily loaded antifriction bearings and bearings with pitch line velocities
over 10.2 mls (2000 ftlmin).
Figure 11.23 Central system for oil-mist lubrication.
(Courtesy Bloch)
227
228
Bearings
PURE-MIST (DRY SUMP)
LABYRINTH
SEAL
O IL RINGS AND
FLINGERS REMOVED
MIST-ALL"
DRAIN ASSEMBLY
,/
WITH OVERFLOW VENT
Figure 11.24 Bearing housing with pure oil mist lubrication.
(Courtesy Alemite Division of Stewart Warner Corporation.)
PURGE- MIST (WET SUMP)
d
MIST·ALL"
PURGE·M IST
ASSEMBLY
SPRAY FITTING'.,.J-_ _--.
CONSTANT
LEVEL
OILER
MIST·ALL"
OIL
LEVEL
/-
DRAIN A$SEMBL Y
WITHOUT VENT
Figure 11.25 Bearing housing with purge mist.
(Courtesy Alemite Division of Stewart Warner Corporation.)
Bearings
229
OUTLET FOR
WETSUMP (STATIC LEVEL)
MUST BE AT THIS
LEVEL ON ONE
-orr::J.:..:.=.~ . OR BOTH SIDES
~~;1;P"
OIL OUTLET
FOR DRY SUMP BOTH SIDES
Figure 11.26 Forced lubrication of anti-friction bearing.
(Courtesy SKF Industries, Inc.)
Lubricating oils are rated by viscosity, viscosity index (a measure of the change in viscosity with
temperature), pour point (lowest temperature at which the oil will pour), flash point (temperature at
which oil gives off flammable vapors), oxidation resistance, and special properties such as extreme
pressure capability or foaming resistance imparted by additives. Of these properties, viscosity is the
most important. The viscosity required for a particular application depends on the bearing's size and
speed, larger bearings running at lower speeds requiring higher viscosities (see Fig. 11.27). Note that
the viscosity determined from Fig. 11.27 is that at the oil's operating temperature. This is typically 3
to 5°e (5 to 20°F) above that of the bearing housing surface. Oil viscosity ratings are quoted today for
a "standard" temperature, commonly 40 0 e or 104°F, therefore a second chart is required to convert the
viscosity at operating temperature to a viscosity rating. Figure 11.28 is one such chart.
As noted in Fig. 11.27, the oil viscosity derived from it is the minimum acceptable. Within limits,
higher bearing lives can be achieved by using a higher viscosity. The limiting factor is increased heat
generated by churning of the more viscous lubricant within the bearing.
Generally solvent refined mineral oils are most satisfactory for temperatures up to 82°e (180°F). At
higher temperatures the oxidation rate (which doubles for each lOoe (18°F) temperature rise) becomes
too high, and if the oil cannot be cooled it is necessarj to resort to synthetic oils. In applications where
very low ambient temperatures are likely, it is important to ensure the pour point of the oil is above the
minimum temperature. This may require a higher-than-normal viscosity index, or providing some means
of warming the oil. For highly loaded bearings operating at high speed, particularly roller-type bearings,
specially compounded oils are generally necessary to realize the best results. The bearing manufacturer
or a reputable lubricant manufacturer should be consulted in such cases.
230
Bearings
1000
r---~-.-----~-r-----r-~--,..-----",,"----,
4600
(mm2/s
(cSt)
SUS
500~~--r-----~~--+--~~r----~~~-~2300
i
~
E
.......
200
930
:::>
~
Ul
100
460
~
.~
>
'fii
"c:
0
~
~
50
230
.~
c:
:-s
:::>
~
en
100
20
~
E
l
a.
c:(
10
60
Pitch Diameter (mm)
----....J..
~ dmmm
elm • (bearing bore + bearing 0.0.) + 2
III • required lubricant viscosity for adequate lubrication at the operating temperature
I and II refer to Examptes I and II, respectively, on page 43
Figure 11.27 Minimum required lubricant viscosity for antifriction bearings.
(Courtesy SKF Industries, Inc.)
MAINTENANCE OF ANTIFRICTION BEARINGS
If properly applied and lubricated, antifriction bearings in centrifugal pumps have long life and are
unusually troublefree. Failure can result, however, from the following: (1) use of the wrong type or size
for a particular application, (2) faulty mounting because of improper workmanship in manufacture or
Bearings
231
ApproXimate Temperature Conversions Degrees Fahrenheit
,
5000
3000
2000
"
500
400
300
.!!!
.§.
II>
'"
.l<
200
150
100
75
.i
50
40
()
30
0
E
..,..'"
II>
0
20
:>
15
&l
140
160
175
190
210
~~
""'
""" " """""
'"
~""" ~ ~
~
......
~
l '" .~ "", ~ ~
""l"-"
1000
E
120
I ...~
tOooo
~
90
50
20000
" ""
""- ,-"""
"-
~ ~""IiiiI
"" "" "'" "'"
~
2300
""'- "-
"""
~'"
'-'"
""'- IX:
~
i'oo..
......
f'..
~
, '-..... """
!oo..'" I"..
~""' ~
"' "'"""" ""-"'" "'" """"'"
"'" """ l ' "'
~,
gii>
~ ......
!Ioio.'
"
......
"""'" ~
~
""-0,.,"""
.....
" I"
......""
"""',
470
350
f""'Io..
~
"
""'";:.... ~N
~~~~
~ ~ ~
10
1250
900
.~~
700
"'~
~ 1'........
v",
" " l"-'"
~. ~
I'"""i tp,:"I\ r,;>.~ ~.
Ii(.
6
~ p",
5
-10
o
10
20
30
40
140
I.:>t...
l" ~ ~ L' ~ ~ ~ ~ ~
8
4
-20
240
190
50
60
70
80
90
""
100
,
""'"
r.....
~~
o c:
()o
~~
.~~
.!l ~
=: .~
~5
100
'§~
80
c(OO
e:~
60
" """"...... ""'.....
120
150
Temperature, Degree Celsius
NOTE Viscosity classification numbers are
aa:ordng to inlernalional Standard ISO 34481975 for oils having a viscosity index of 95.
Approximate equivalent SAE viscosity grades are
shown in parenthesis.
Figure 11.28 Oil viscosity versus temperature chart.
(Courtesy SKF Industries, Inc.)
during maintenance, (3) improper design of the mounting, (4) improper lubricant or lubricating practice,
(5) entry of water, dirt, or grit into the bearing, and (6) mechanical damage to the balls, rollers, or races.
Pump designers base their selection of bearing type, size, and lubrication to suit the field or fields of
service for which the lines of pumps will be used. Occasionally through a misunderstanding, a pump
will be used for conditions or in surroundings not suitable for its bearing design and consequently suffers
from short bearing life.
The inner race of antifriction bearings must not tum on the shaft; the outer race must not tum in its
housing; and the bearing must be in correct alignment. Antifriction bearings are usually pressed or shrunk:
on their shafts; if thrust loads are involved, they are further held in axial position on their shafts by
shoulders and shaft nuts. If the shaft is undersize, the fit will be too loose, allowing rotation of the inner
race on the shaft with resulting damage to the bearing, the shaft, or both. On the other hand, too large
a shaft diameter can result in expansion of the inner race, causing insufficient clearances between the
balls or rollers and their inner and outer races. Likewise, the mounting must provide sufficient holding
232
Bearings
force through proper gripping of the outer race in the housing to prevent the outer race from turning in
the housing. This force is generally more of a problem with radial bearings than with combined radial
and thrust bearings or straight-thrust bearings because the outer race is clamped between two shoulders
in the housing assembly if thrust is involved. In radial bearings, however, the outer race must be able
to move axially in its housing if temperature changes cause unequal expansion of the shaft and casing.
The fit of the outer race in its housing is therefore in the nature of a push fit. It is also very important
for antifriction bearings to be squarely mounted on their shafts and in their housing and to not be cocked.
A pump designer has to make sure that the casing will not distort unduly when pressure is applied, as
distortion would throw the bearing out of line. Antifriction bearings have close tolerances; pump design
and workmanship must meet them.
Some pumps incorporate means for adjusting the radial position of the bearing housings (Fig. 11.17)
so the rotor can be accurately centered within its running clearances. After replacing the bearings in
pumps so built, it is important to check the rotor centering and correct it if necessary. See the pump's
instruction manual for details on how to do this.
Many failures of antifriction bearings (and other bearings) can be traced to the use of improper
lubricants. Guidance on the correct type of lubricant is given under lubrication of antifriction bearings
earlier in this chapter.
Care should be exercised to prevent water from entering the bearing. If water gets into the housingexcept for small amounts with soda-soap base grease lubricant-the bearing parts are sure to become
rusted and hence fail. Too much cooling of the housing has been known to cause condensation of
atmospheric moisture inside the housing. In liquid-jacketed bearings, the flow of cooling liquid should
be regulated so that the bearing is reasonably warm and the supply cut off when the pump is idle.
Dirt or grit allowed into the bearing will naturally cause damage. As grease makes a good seal against
dust and dirt, grease lubrication is generally preferred if the pump is to be installed in a dusty location.
Mechanical damage to the balls, roller, or races causes early bearing failure. For that reason, proper
mounting and dismounting procedures should be followed.
RELUBRICATION PERIODS
It is not advisable to schedule any fixed time period for adding or renewing the lubricant in an antifriction
bearing but to follow instead the specified period set by the machine manufacturer. The time interval
for grease lubrication is a function of bearing type, size, operating speed, and operating mode. A large
bearing operating continuously at high speed may require additional grease every 2 months, for example;
the grease in a smaller bearing running at moderate speed might last for 4 to 6 months; while a very
small bearing operated intermittently at low speed would likely need additional grease every 1 to 2
years, and then only to offset possible deterioration of the grease itself. Figure 11.29 shows one bearing
manufacturer's recommendation for relubrication interval versus operating speed. This chart is based on
a good quality age-resistant grease and a maximum bearing operating temperature of 70°C (l58°F),
measured on the outer race. The chart interval should be halved for every 15°C (27°F) increase in
operating temperature over 70°C (l58°F), provided the operating temperature is still less than the
maximum allowable operating temperature of the grease. In service conditions where the grease is likely
to be contaminated with water or dust, the relubrication interval should be reduced. How much it should
be reduced can only be determined from experience with the particular service or one very similar.
Oil lubricated bearings may require that oil be added periodically to compensate for losses through
the housing seals and vent. The bearing housing generally has an oil level gage to indicate the level in
the housing. Note that the level should be checked only when the pump is shut down; while it is running,
there is quite a lot of oil in circulation within the bearing. The interval between complete oil changes
Bearings
c
25000
10000
6000
20000
4000
2000
"
t°
'0
I!?
°"
.r:
~
~
~
~
~
a:
b
15000
1000
800
600
500
400
15000
a
~ operating hours
o_ft
~nnnn
15000
10000
8000
6000
4000
3000
2500
2000
• ft.
oft
~~
t"-o...~...;;:..:-
.f""'ooo.....
~
r. < . . .; : ~~~
"
.~
1500
1000
ftftM
150
750
l~nn
100
80
500
400
Iftftft
60
50
300
"'::::--.. . .
I......:::...... ~~;::: ..... I':i'oo. . . ~ ~ ........... r-....I'-oo..
'-.
300
250
200
~ftM
i'..
-~-
I',
1\
200
150
20
100
15
75
10
50
"
~\ rY
\
"
f\.
':
\ \
..
I\~
"
'F'\ '\
it. ~ ~~W 161
I~
,
""
\ I\. '\
~
~~
~ ~
....:.">
"
",
~I\
1\
\ \
,
"-
1'\
""-
I'
I'\.
1\
\
~
\
'-
.NU
30
~.
~
,,~
rftft
40
233
i
.M
~
~M
...
r
•
~
~
,on
,
I
,M
2
100
3
456789
2
3
n r/min
456789
1000
10000
2QOOO
Scale a: radial bearings
Scale b: cylindrical roller bearings, needle roller bearings
Scale c: spherical roller bearings. taper roller bearings, Ihrust ball bearings: full complement cylindrical roller bearings (0,21,): crossed cylindrical
rolle~ bearings with cage (0,31": cylindrical roller Ihrust bearings, needle roller Ihrust bearings, spherical roller Ihrusl bearings (0.51r)
Scale d: bearing bore ciameter
Figure 11.29 Relubrication interval for grease lubricated bearings.
(Courtesy SKF Industries, Inc.)
is largely a function of the operating conditions and the quality of the oil used. With oil bath, flinger,
and oil-ring lubrication using conventional mineral oil the normal interval between oil changes is 1 year,
provided the operating temperature of the oil is less than 50°C (150°F) and there is negligible contamination. Higher operating temperatures or service conditions leading to contamination dictate more frequent
changes, for example, a conventional mineral oil operating at 100°C (220°F) should be changed every
3 months. Changing to a synthetic oil for such service temperatures allows a significant increase in the
interval between changes; consult a lubricant manufacturer for specific information. The interval between
oil changes for forced circulation systems also depends primarily on operating temperature and contamination, but the assessment is complicated by the effects of cooling, storage, and circulation (see maintenance
of oil lubricated sleeve bearings for further discussion). Oil mist lubrication is essentially a "once through"
system, therefore the question of oil change intervals does not arise.
RELUBRICATING PROCEDURE
In relubricating grease-lubricated bearings having housings with drain plugs, the usual practice is to
remove the drain plug and force grease through the bearing until new grease starts to come through the
234
Bearings
drain opening. The machine should then be allowed to run at least 20 min before replacing the drain
plug so that the excess lubricant in the housing can escape.
If it is desired to clean antifriction bearings without removing them from the pump, the following
procedure from SKF[11.2] may be used.
For cleaning bearings without dismounting, hot, light oil at 93 to 116°C (200 to 240°F) may be flushed through
the housing while the shaft or spindle is slowly rotated. In cases of badly oxidized grease and oil, hot, aqueous
emulsions may be run into the housing, preferably while rotating the bearing, until the bearing is satisfactorily
cleaned. The solution must then be drained thoroughly, providing rotation if possible, and the bearing and housing
flushed with hot, light oil and again drained before adding new lubricant. In some very difficult cases an
intermediate flushing with a mixture of alcohol and light mineral solvent after the emulsion treatment may be useful.
If the bearing is to be lubricated with grease, some of the fresh grease may be forced thru the bearing to
purge any remaining c.ontamination. This practice cannot be used unless there are drain plugs which can be
removed so that the old grease may be forced out.
Light transformer oils, spindle oils, or automotive flushing oils are suitable for cleaning bearings, but anything
heavier than light motor (SAB 10) is not recommended. An emulsifying solution made with grinding, cutting
or floor cleaning compounds, etc., in hot water, has been found effective. Petroleum solvents must be used with
the usual precaution associated with fire hazards.
Relubrication of oil lubricated bearings is usually just a matter of draining the old oil and adding the
correct amount of fresh oil. If the old oil is dirty, the bearing and housing should be cleaned using some
approved method, for example, that just given, before the new oil is added.
ANTIFRICTION BEARING CONDITION
For a long time, temperature was used as a indicator of bearing condition, a high temperature meaning
"trouble to come." Provided the measurement is made with a thermometer, and not a "calibrated finger,"
temperature is a useful indication of the conditions under which the bearing is operating, particularly if
the temperature measured is that of the bearing's outer race. In assessing bearing temperature, it is
necessary to establish the stable temperature, evident from a series of readings at say 10- to IS-min
intervals, then compare that to the prevailing ambient temperature and the allowable lubricant temperature.
It is necessary to take account of the ambient temperature because in most installations the bearing's
heat load is being dissipated to the surrounding air. If the bearing temperature will not stabilize, the
pump must be shut down and the cause of the overheating found and corrected. Typical causes of
overheating are lubricant level (or quantity for grease), shaft and housing fits, misalignment, frictional
heat from adjacent seals, rubbing contact between the bearings cage, and shaft or housing shoulders;
but consult the guides published by bearing manufacturers for detailed trouble shooting information. A
higher than "expected" temperature might be the result of a poor initial estimate or an indication of a
serious problem in the bearing's installation or operating conditions, and therefore should be carefully
investigated to determine the root cause. For most centrifugal pumps, an antifriction bearing temperature
(outer race) of 85 to 90°C (85 to 194°F) is the upper limit of "expected."
With modem vibration measuring techniques, it is now possible to learn a great deal more amount
an antifriction bearing's condition than can be gleaned from temperature measurement. As an antifriction
bearing operates, shock pulses are generated by contact between its rolling elements and races. Measuring
these shock pulses and comparing them against reference data shows whether the shock pulses being
generated are too high, and if they are whether bearing condition (rolling element and race damage) or
the nature of the service conditions is the cause. This form of monitoring offers two notable advantages.
Bearings
235
First, it allows a poor operating condition to be detected and corrected before it manifests itself as a
bearing failure. Second, it allows for the orderly replacement of bearings that are nearing the end of
their service life. In both cases, an unscheduled shutdown, with its high risk of associated damage and
plant downtime, is avoided.
MOUNTING AND DISMOUNTING ANTIFRICTION BEARINGS
As the fit between the outer race of an antifriction bearing and its housing classifies as a push fit, the
mounting or dismounting of a bearing in its housing offers little problem. Some housing designs make
it impossible however, particularly when dismantling, to apply the force that is necessary to pull the
bearing out of its housing anywhere except through the balls or rollers. Such a force can easily damage
the bearing.
It is desirable to mount a bearing on its shaft with the equivalent of a press fit. Actually, the bearing
may be pressed on the shaft or shrunk on. Bearings to be shrunk on are first heated in an oil bath or on
a induction heater to about 93°C (200°F) and then slipped into place on the shaft, the inner race being
tapped lightly with a tube over the shaft if necessary. Oil bath heating involves some fire hazard and
the condition of the bath needs to be carefully maintained to avoid the risk of bearing corrosion from
acidified oil. Induction heating avoids these problems. If the bearing is pressed on the shaft, the use of
an arbor press is desirable (Fig. 11.30). The force should be applied to the inner race through a tubular
sleeve or pipe, a ring, or small blocks of equal thickness. If an arbor press is not available, the bearing
can be driven onto the shaft by hammering alternately on opposite points on the circumference of a
tubular sleeve held against the inner race. Care must be taken to keep the bearing from being cocked,
and feeler gages should be used to make sure it is pressed firmly against the shaft shoulder.
Bearings to be dismounted from a shaft must usually be forced off, as the use of heat is seldom
feasible. The technique followed will depend on the design and the equipment available, but a split
f~­
.r ..
Pipe on
inner race
only
~:II-I~'-D" Bearing
Shaft
Figure 11.30 Two methods of mounting anti-friction bearing on a shaft.
236
Bearings
Figure 11.31 Removing anti-friction bearing with an arbor press.
washer is usually employed to bear against the inner race or against a shaft sleeve on which the bearing
has been pressed. A firm, steady pressure is applied through the split washer by an arbor press or a form
of wheel puller (Fig. 11.31). Care must be taken to keep the shaft straight, to avoid damage from cocking.
With proper tools the mounting or dismounting of antifriction bearings is no problem. Improper tools
usually cause damage.
ANTIFRICTION BEARING INSPECTION
After a bearing is removed, it should be dismantled and its components carefully examined to determine
how it failed. This is particularly important if the bearing has failed prematurely, because a prime
objective of the maintenance process in such cases should be to determine the root cause of the failure
and correct it. When examined carefully and the observations compared with reference illustrations
available from the various bearing manufacturers, it is usually possible to state how the bearing failed.
Working from there, the machine condition that provided the circumstances for failure can be identified
and corrected. Of course, if the bearing is essentially destroyed in the failure, finding out why it failed
is much harder and the problem may persist. Avoiding this is a further justification for monitoring
bearing condition using shock pulse measurement, which allows bearing replacement before catastrophic
failure and consequent destruction of evidence.
PLAIN BEARINGS
Plain bearings preceded antifriction bearings, and are nominally simpler because the relative motion is
by sliding rather than rolling. Although most centrifugal pumps made today have antifriction bearings,
Bearings
237
since they are generally the most cost-effective solution, the small proportion of pumps made with plain
bearings spans virtually the entire range of centrifugal pump applications. A better insight into this range
is given by considering the factors governing the choice of plain bearings.
1.
Economy-In small, low-cost pumps intended to handle clean liquids, a sleeve-type plain bearing (Fig.
11.2), lubricated by the pumped liquid, offers notable economy of construction.
2.
Operating environment-When some or all of a pump's bearings have to operate in the pumped liquid, as
they do in vertical turbine pumps, hermetically sealed pumps, and horizontal multistage pumps with slender
shafts, plain bearings of sleeve design, lubricated by the pumped liquid, offer the most practical solution in
nearly all cases.
3.
Configuration-Many pump designs require bearings with small radial dimensions to cause the least obstruction to hydraulic passages, for example, the liquid end and lineshaft bearings in vertical wet pit pumps. For
these applications, plain sleeve-type bearings offer the smallest radial dimension.
4.
Speed-Pumps used for high-pressure services such as boiler feed, hydrocarbon charge, and similar services
run at speeds from 3,600 to 10,000 rpm and have relatively large shafts. For all but the smallest pumps,
the d.,.N factor for antifriction bearings (mean bearing diameter in mm multiplied by rotative speed in rpm)
is too high, thus dictating the use of plain bearings of either sleeve or tilting pad design.
5.
Load-In high-pressure multistage pumps and very large pumps, the axial and radial loads imposed on the
pump's bearings generally exceed the capability of antifriction bearings, and thus dictate the use of plain
bearings, usually of segmental or tilting pad design.
6.
Preference-Some pump users prefer plain over antifriction bearings, the rationale being that the former
are easier to inspect and maintain and less susceptible to catastrophic failure. Under the influence of such
preferences, purchasers either specify sleeve bearings or devise a bearing selection rule that leads to the
same result.
From these factors it is evident there are wide variations in the design of plain bearings for centrifugal
pumps. To bring some order to the discussion, it is useful to classify the various designs.
A fundamental distinction for all plain bearings is the mode oflubrication. Three modes are recognized:
boundary, mixed film, and fluid film. One way to illustrate the difference between these is to plot the
coefficient of friction, f, against the bearing parameter, ZNIP, where Z is the lubricant viscosity in
centipoise, N is the rotative speed in rpm, and P is the bearing pressure in psi. Figure 11.32 shows a
plot. Boundary lubrication prevails when the film of lubricant between the bearing surfaces is so thin it
allows the high points of the surfaces to come into contact. Bearings operating in this mode have the
highest coefficient of friction (Fig. 11.32), and are therefore only suitable for very low speed or oscillating
motion. At the speeds inherent in centrifugal pumps, the existence of boundary lubrication will result
in rapid bearing wear. Mixedfilm is a transition state between boundary and fluid-film lubrication. Many
successful plain bearings operate with mixed-film lubrication (e.g., internal bearings in horizontal and
vertical pumps), but as Fig. 1l.32 shows, the coefficient of friction, hence the bearing's life, is critically
dependent upon the conditions at the bearing. Fluid-film lubrication results in complete separation of
the bearing surfaces and yields the lowest coefficient of friction (see Fig. 1l.32). Increasing the film
thickness causes the coefficient of friction to rise, a consequence of increasing shear forces in the
lubricant, but the rate of change is relatively insensitive to the bearing conditions. Bearings operating
with full-fluid-film lubrication theoretically have infinite life. In practice wear does occur, although
usually very slowly, as a result of starting and stopping the pump, momentary overloads during operation,
and imperfections in the lubrication.
In centrifugal pump practice, full-fluid-film lubrication is generally achieved by hydrodynamic action,
meaning that relative motion between the bearing surfaces generated the fluid film (Fig. 11.33). Hydrody-
238
Bearings
0.150
....
Mixed
c:
o
n
.;::
1
,
LL
-.. - - - - Fluid
1
'0
--w----
Boundry'
1-+-----1
E
II)
'u
~
o
()
0.001
O~----~----~----------------------~
o
Bearing Parameter,
W
Figure 11.32 Coefficient of friction, 'f: versus ZNIP showing various lubrication modes.
~'----~-'-oto-rLoad
_ _-'I +
~-M_i
OIL FILM MOVEMENT
Gap
1J1LJ.:...
Oil from pump
Figure 11.33 Ordinary cylindrical bearing with oil
film formed by pumping action.
Figure 11.34 Principle of hydrostatic lubrication.
Bearings
239
namic lubrication can be achieved only when the load is within the bearing's capacity, a function of its
detail design and the lubricant provided, and there is some minimum relative velocity between the
bearing surfaces. The other means of developing full-fluid lubrication is termed hydrostatic. With this
approach high-pressure lubricant is supplied to the bearing, and the leakage of that lubricant across the
bearing develops the fluid film (Fig. 1l.34). Hydrostatic lubrication is used in large pumps to "lift" the
bearings before starting (line bearings in horizontal pumps and thrust bearings in vertical pumps), and
it prevails to varying degrees in all of a pump's internal running clearances, whether designed as bearings
or not.
The detailed design of plain bearings is influenced significantly by the type of lubricant. From the
bearing parameter ZNIP, it is evident high viscosities make it easier to achieve fluid-film lubrication.
High viscosities are associated with oil, and low viscosities with the pumped liquid, therefore a simple
classification of plain bearing design is to consider oil lubrication and pumped liquid lubrication (or
product lubrication as it is often called). The following discussion takes that course.
OIL-LUBRICATED PLAIN BEARINGS
During normal operation, oil-lubricated plain bearings in centrifugal pumps almost invariably operate
with hydrodynamic lubrication. In fact the term "hydrodynamic bearings" is frequently used when
referring to oil lubricated plain bearings.
In plain bearing terminology, line or radial bearings are generally known as journal bearings. They
are either sleeve type or tilting pad (sometimes referred to as segmental), with sleeve type the more
usual. The design of sleeve bearings varies with speed. Designs for low speed (Fig. 11.35) generally
have a split babbitted bushing with a high LID ratio (length of bearing to journal diameter). The bushing
bore is cylindrical with two axial oil feed grooves at the split (Fig. 1l.36[aD. Bearings of this basic
design are used for journal velocities up to 12 m/sec (40 ft/sec). For higher speeds, the design must give
due consideration to the question of heat dissipation (see lubrication) and bearing stability.
OIL HOLE COVER
SPLIT BEARING
WATER
BODY
SH
OIL RING
Figure 11.35 Sleeve type journal bearing for low speed applications.
High LID ratio; oil ring lubrication; spherically seated for self-aligning capability.
240
Bearings
(a)
(b)
(c)
Figure 11.36
Typical sleeve bearing bore, (a) cylindrical with two oil distribution grooves, (b) single-pressure
dam, and (c) tri-lobe.
Bearings
Figure 11.37
241
Sleeve type, babbitted journal bearing for high speed applications.
As the speed of any turbomachine is increased, the rotor weight for a given journal size tends to
decrease. If the bearing design does not account for this reduced loading, there is a risk the bearing will
develop oil whirl, a self-exciting phenomenon that produces a rotating force on the journal at a frequency
just below 50 percent of running speed. Oil whirl can produce one of two results. If the rotor is light
enough and the damping is low enough, it can be forced to respond to the subsynchronous excitation,
and may develop vibration amplitudes equal to the bearing clearance. A more serious problem arises if
the rotor has a lateral critical speed (see Chap. 7) close to the oil whirl frequency. Should this be the
case and the rotor damping is low, the resulting resonant response can easily develop destructive vibration
amplitudes (sufficient to rapidly wear the internal running clearances). Centrifugal pumps, fortunately,
are not particularly susceptible to these problems. This relative immunity derives from the magnitude
of forces and damping produced within their internal running clearances. In spite of this, the design of
sleeve journal bearings for high-speed pumps does incorporate provisions to ensure the bearing loading
is high enough to produce stable operation.
The principal design refinement for high-speed plain journal bearings is a notably lower LID ratio
values on the order of 0.6 being typical, to raise the nominal bearing loading. The bearing itself can be
either a split babbitted bushing (Fig. 11.37) or a pair of precision "automotive"-type inserts in a bolted
retainer (Fig. 11.38). Automotive-type inserts are matching steel half shells with a thin deposit of babbitt
on a copper backing; they offer the advantage of lower parts cost and simple bearing restoration. A
variety of bearing bore profiles is employed to further enhance the bearing behavior at high speed. These
range from the simple and very effective single pressure dam (Fig. 11.36[bD to mUltiple pressure lobes
(Fig. 11.36[cD. Oil groove designs depend on the bearing bore profile.
242
Bearings
Figure 11.38 Sleeve type high speed journal bearing with "precision" automotive type insert.
Tilting pad journal bearings (Fig. 11.39) offer higher capacity than equivalent sleeve bearings, and
have the virtue of being immune to oil whirl. Citing both these advantages, some designers and purchasers
advocate their general use in any pump that requires plain journal bearings. In the majority of cases,
the added complexity of tilting pad bearings is hard to justify. As noted earlier, the bearing loading in
most centrifugal pumps is low, and the capacity of oil whirl to influence the rotor behavior is quite
limited. Where their use is warranted is in large pumps, with both horizontal and vertical axes (Fig.
7.11), In these machines, the loading can be high under some operating conditions, and in vertical-axis
designs there is a risk of oil whirl influencing the rotor behavior when the pump is running dewatered.
A further significant advantage in large machines is the ability to accurately set the bearing clearance,
something that is very difficult with a sleeve bearing, which usually has to be split into more than two
pieces to facilitate installation. Tilting pad journal bearings are installed with a specific "preload,"
meaning that the installed clearance between the journal and pad at the pivot point is less than that for
which the pads were machined. Without preload, there is a risk of unstable bearing operation under light
loading, a result of an unloaded pad tilting the wrong way (leading edge closer to the journal).
Plain journal bearings are sensitive to edge loading caused by angular misalignment between the axes
Bearings
243
Figure 11.39 Tilting pad journal bearing, conventional.
(Courtesy Kingsbury Inc.)
of the bearing and shaft. In older low-speed pumps, where quite large shaft deflections were likely, it
was common practice to spherically seat the bearing bushing (Fig. 11.35). Such sophistication is generally
not necessary in smaller high-speed pumps because the shaft deflection is usually quite low. For these
designs a narrow radial location for the bushing with some provision for rocking (Figs. 11.37 and 11.38)
has proven adequate and is simpler to produce accurately. In large pumps, the need for self-aligning
bearings is still controversial. Many of the more recent designs, however, have resorted to simple pivoted
pads in place of self-aligning spherically supported pads.
Rotors supported in plain journal bearings must be provided with some form of thrust bearing to
locate the rotor axially and to accommodate any axial thrust developed by the pump. One of the following
three arrangements is generally employed to achieve this:
1.
2.
3.
Babbitted faces on the sleeve type journal bearing acting against shoulders or collars on the pump shaft
(Fig. 11.40)
A separate antifriction type thrust bearing located in one of the journal bearing housings, usually the outboard
housing (Fig. 11.41)
A tilting pad thrust bearing incorporated into the bearing housing at one end of the pump, again usually the
outboard end (Fig. 11.42).
The first arrangement is the simplest design. In modem pumps, its use is limited to low-speed designs
with inherently low values of axial thrust, such as large horizontal-axis single-stage double-suction
pumps. And even in these cases, there are many purchasers who will insist on a more substantial thrust
bearing. An antifriction thrust bearing, the second arrangement, is used in medium-speed (journal
velocities up to 12 m/s (40 ft/sec)) pumps with relatively low axial thrust and operating at moderate
pumping temperatures. Within these limits the antifriction thrust bearing can meet the usual life requirements and the bearings can be ring-oil lubricated, thereby avoiding the added expense of a separate
lubricating oil system.
244
Bearings
Figure 11.41
Figure 11.40 Simple babbitted thrust bearing.
Anti-friction thrust bearing with sleeve
journal bearing.
WATER SLINGER
BEARING COVER
BEARING BRACK
INTERNAL RETURN TO
OIL RESERVOIR
RESERVOIR
ADJUSTING SCREW
Figure 11.42 Section of Kingsbury thrust bearing.
Incorporates sleeve type journal and flood lubricated tilting pad thrust bearing.
Bearings
245
For high-speed pumps or when the axial thrust is or can be high (e.g., when the pump is worn), it
is now standard practice to employ tilting pad thrust bearings of the Kingsbury (or Michell) type. Fixed
thrust bearings such as the "tapered land" design offer a capability between the simple babbitted face
and the relatively complex tilting pad bearing, but the precision necessary in their manufacture tends to
offset the initial cost advantage. Such designs are therefore rarely used in centrifugal pump practice.
TILTING PAD THRUST BEARINGS
The Kingsbury version of this design was first developed to meet the need for a high capacity thrust
bearing for vertical axis turbines and has, over time, been widely applied to other rotating equipment,
including centrifugal pumps. The operating principle is simple. An ordinary cylindrical or sleeve bearing
has a running clearance between the bearing shell and the journal. Because of the relation of the curved
surfaces and the capillary attraction of the oil particles, a "pumping" action takes place that draws a
lubricating oil film into this clearance (Fig. 11.33). If the oil is of correct viscosity, it will resist the
breakdown of the film except at excessive loads. To provide a positive and ample supply of cool oil to
the bearing, a simple gravity device is ordinarily used, although operation at higher speeds resulting in
maximum tendency to heat requires some form of forced feed lubrication. In an ordinary thrust collar
subjected to high pressures and high speeds, the parallel surfaces tend to squeeze out the oil film. The
metal-to-metal contact that results makes this type of bearing unsuitable for heavy loads.
The principle of the Kingsbury bearing can be described as follows: Suppose that a circular collar is
cut into little segments and that each block is suitably supported on its underside so that it may rock
slightly on the point indicated as the suspension point and yet stay in place. When the shaft begins to
rotate, the film of oil tends to be dragged in under the slightly rounded edges of the blocks. As the speed
of the shaft increases, this tendency increases, the block adjusting itself slightly by tipping at a greater
angle, riding up on the oil film as a sled runner rides up upon meeting the surface resistance of snow
underneath (Fig. 11.43). The higher the speed, the greater this tendency for the block to rock forward,
permitting an increased "sledding" action, and the greater the tendency to adjust itself to the increasing
oil film dragged underneath it. Construction details of a typical Kingsbury bearing can be examined
more closely in the sectional assembly shown in Fig. 11.42.
The thrust mounting of Kingsbury bearings used in horizontal pumps is arranged to take thrust in
both directions. Sometimes both loads are approximately equal; other times there may be a major thrust
in one direction and an occasional minor thrust in the opposite direction. In any event, the Kingsbury
bearing is provided with thrust shoes on each side to limit the axial motion of the rotor. The number of
shoes on each side mayor may not be equal, depending on the application.
Conventional tilting pad thrust bearings have symmetrical pads or shoes, meaning that they are
supported at their centre. This design allows equal thrust with either direction or rotation. In their usual
form, symmetrical tilting pad thrust bearings are pressure fed with oil at a specified rate and the oil
"floods" the entire bearing assembly, some of the flow actually passing through the load carrying oil
"wedge," most of it removing heat from the adjacent components. For a given loading the heat generated
in such a bearing is quite high. To reduce the heat load, and hence the size and expense of the lubricating
oil system, the bearing manufacturers have developed more sophisticated designs. The essential features
of these are asymmetric shoes or pads (point of support offset away from the leading edge) and the
introduction of oil close to or at the shoes' leading edges (Fig. 11.44). Figure 11.45 shows the reduction
in oil flow this refinement affords. At the same time, the bearing runs cooler because the cool oil is
being directed to where it's most effective. The one disadvantage of asymmetric bearings is that their
capacity in reverse rotation is reduced. For high speed uni-directional equipment, this is not deemed a
major disadvantage.
246
Bearings
SUSPE~SlO~
POtI\lT
THRUST LOAD
DIR[CTIOI\I OF ROTATION
SHAFT THRUST CO L LAR IN MOT ION
Figure 11.43
Principle of Kingsbury thrust bearing.
Figure 11.44 Kingsbury-type LEG thrust bearing.
(Courtesy Kingsbury Inc.)
Bearings
Feet/sec.
200
100
247
300
Standard thrust bearing
LEG thrust bearing
50
70
90
110
Meters/sec.
Mean sliding velocity
Figure 11.45 Lubricating oil requirements for flood lubricated versus Kingsbury type LEG thrust bearing.
(Courtesy Kingsbury Inc.)
MATERIALS
Tin-based babbitt is the most widely used material for oil-lubricated plain bearings in centrifugal pumps.
Although more expensive than lead based babbitt, it offers greater tolerance of boundary lubrication
under transient operating conditions, has higher corrosion resistance, is easier to bond to steel, is less
prone to segregation, and has better high-temperature properties. Babbitts have relatively low loadcarrying capacity and fatigue strength, and the capabilities decrease with increasing temperature. For
lightly loaded journal bearings, these limitations do not pose a significant design problem, but care is
needed with highly loaded thrust bearings. Good design practice is to keep local metal temperature
below 120°C (250°F). Note that the temperature indicated by temperature detectors will be lower than
this because they are measuring a bulk temperature.
Bearing journals are finished directly into the shaft when it is of carbon or low alloy steel such as
AISI 4140 or 4340. Alloy steels with more than 1 percent chrome and running at over 20 mls (65 ft/s)
pose the risk of "wire wool" damage to the bearing, a phenomenon whereby small embedded chromium
carbide particles "machine" the joumal to produce fine turnings, hence the term "wire wool," which
quickly destroy the bearing. To avoid this, such shafts have the journals hard chrome plated before being
ground to size.
Thrust collars are hardened and tempered low alloy steel.
248
Bearings
FEED LINE
PRESSURE RELIEF VALVE SET AT 20 PSI
PRESSURE GAUGE
TEIiW'ERATURE GAUGE
~~~~-f==~~==T==T~~~~COOLER
PRESSURE GAUGE
____ilt.IRVlCE OIL PUMP
OIL TANK
CHECK VALVE
OIL PUMP SUCTION
Figure 11.46 Typical forced-feed oil lubrication flow diagram.
PLAIN BEARING OIL LUBRICATION
A ring oiled bearing is furnished with a soft steel or bronze oil ring that rides on the pump shaft through
a slot cut in the middle of the top half of the bearing shell. This ring rotates as the shaft turns and picks
up oil from the reservoir in the bearing housing. The oil is wiped off on the top of the pump shaft, flows
between the bearing bore and the shaft, and is discharged at the ends of the bearing (see Fig. 11.35 and
Fig. 11.40). Lubrication by means of oil rings is fully satisfactory only at relatively low operating speeds.
A provision for automatic circulation of the oil-and if necessary, for cooling it-is an essential feature
of all higher speed (plain) bearings, especially thrust bearings.
In some bearings, the oil circulation is effected by a rotary positive-displacement gear pump directly
connected to the outboard end of the pump shaft by means of a flexible coupling (see Fig. 11.42). The
oil pump takes the oil from a reservoir, located either in the bearing housing itself or separately on the
pump baseplate, and delivers it under pressure through the oil cooler. From the cooler, the oil flows in
part to the outboard thrust bearing, from which it flows into the reservoir located in the lower half of
the bearing housing. It then overflows by gravity from this reservoir into the main reservoir on the
baseplate. This lubricating system is illustrated in Fig. 11.46.
General practice supplies the inboard line bearing of this system with oil under pressure through a
branch line in the discharge from the oil cooler. The oil from the inboard bearing is returned by gravity
through large return lines into the main reservoir. It is essential to provide an adequate pressure drop
from all bearings so that the oil will not overflow because of unsatisfactory evacuation.
Numerous alternative methods exist for supplying the bearing with forced-feed lubrication. For
example, some arrangements use a vertical oil pump driven from the main pump shaft by means of a
worm gear (Fig. 11.47). Other bearings employ the Kingsbury "adhesive lubrication" system (Fig. 11.48).
In this system, oil from the reservoir beneath the thrust bearing is drawn into a bronze ring (Fig. 11.48[a]),
called the "circulator" or "oil pumping ring," which is around the collar. The adhesion of oil to the
collar carries the oil around in the groove in the ring (Fig. 11.48[b]). The oil travels with the collar for
almost a complete revolution. It then meets a dam in the groove and is pushed by the stream behind it
into a port leading to spaces between the two lowest shoes on both sides of the thrust collar. Shaft
rotation carries it to the other shoes, and it finally escapes, above the collar, into a passage leading down
to a cooler. From the cooler it returns to the reservoir. The oil will circulate equally well with the collar
running the other way. When the collar changes direction, the adhesiveness of the oil carries the circulator
Bearings
Figure 11.47
249
Vertical oil pump driven from main pump shaft by worm gear.
with it through a short angle, until the lug at the top of the circulator meets a stop. In either of the two
"stop" positions, oil enters the groove in the circulator by the proper port for the direction of rotation
and is discharged through the middle port.
The Kingsbury "adhesion ring" does not produce sufficient pressure to allow a filter to be included
in the oil circuit. Concern over oil cleanliness in high-speed machines and the desire to avoid a separate
(8)
(b)
Figure 11.48 Pumping ring of Kingsbury bearing.
250
Bearings
Operation
1. Arotating drive hub fixed to the pump
shaft causes pressure ring to rotate by
viscous shear forces (VSF). The major
VSF occurs between the flanges of the
drive hub and sidewall of the pressure ring.
2. Surface velocity of the pressure ring,
aided by drive vanes internal to the ring,
accelerate sump oil to a velocity which
generates a static head (or pressure)
when rammed into the pickup tube.
This principle of pressure generation is
well known from Pitot tube gaging in
flowing pipes.
3. Sufficient pressure can easily be
generated to force lubricating oil through
a conventional filter and orificed inlets
to all types of bearings.
4. The pressure ring oil system is not
sensitive to variations in lube oil viscosity
and therefore works well at all
temperatures with a wide range of oil
grades. While fluid friction losses
increase somewhat with viscosity, the
pressure ring velocity also increases.
Therefore, the system is self
compensating.
Figure 11.49 Pitot tube integral oil circulation system. (Patented)
oil pump have led to the development of the "pitot tube" oil circulation device (Fig. 11.49). In this
device, oil is accelerated to a high velocity by hydroviscous action within the pumping ring. The pitot
tube gathers a portion of the high-velocity oil stream, diffuses it to a lower velocity and higher pressure,
then passes it to an oil circuit, which includes a micronic filter. Unlike the Kingsbury adhesion ring, the
pitot tube circulator is unidirectional.
Sometimes the forced-feed lubrication system supplies oil to the driver bearings as well. A typical
system combining pump and driver lubrication is shown in Figs. 11.50 and 11.51. If pumps are driven
by steam turbines or through gears, it is customary to have the turbine or the gear supply oil to the
pump bearings. Such arrangements require reconcilement of the lubricating oil characteristics and of the
operating temperatures established by the manufacturers of the individual pieces of equipment.
The use of oil rings for line sleeve bearings normally supplied with oil under pressure is optional
and not always justified. Their function is basically that of supplying oil to the bearing at the start of
the pump operation, supposedly before the forced-feed system has had the time to do so. It should be
remembered that sufficient oil is generally retained in the bearings to take care of their needs before
forced-feed delivery takes place.
If the normal retention of oil in the bearing or the use of oil rings will not afford adequate protection,
auxiliary oil pumps are called upon. These may be manually operated gear pumps (Fig. 11.52) intended
for use at scheduled intervals when the pump is standing idle. Operation of this auxiliary pump at weekly
or bi-weekly intervals is usually sufficient to keep the oil from draining out completely from the bearings
or the oil piping.
More elaborate lubricating systems incorporate a motor-driven auxiliary oil pump, which is started
before the main pump begins operating. The motor starter controls are interlocked in such a manner that
Bearings
251
1/2 IN. PT CONNECTION FOR PRESSURE SWITCH TO
STOP MOTOR-ORIVEN AUXI~IARY Ol~ PUMP WHEN
SERVICE PRESSURE REACHES 32 PSI AND TO START
PUMP WHEN PRESSURE DROPS TO 10 PSI
RELIEF VAL
SET AT 20
o
RELIEF VAL\IE--~HI
SET AT 30PSI
OIL RESERV'OIR·----jAUXILIARY OIL
PUMIP--t====~~~~L_~
Figure 11.50 Simple forced-feed system for pump and motor bearings.
the main motor cannot be started until the oil pressure in the system reaches a predetennined value. As
soon as the oil pump driven from the main pump shaft develops sufficient pressure, the auxiliary pump
is shut down by means of a pressure switch. A second pressure switch setting automatically restarts the
auxiliary pump on failure of the regular pump to maintain the desired pressure. This arrangement was
illustrated in Figs. 11.50 and 11.51. The settings for the pressure switch are indicated in the fonner, and
both drawings show the arrangements of oil cooler, oil filter, oil flow indicators, relief valves, and the like.
The lubricating oil system illustrated in Figs. 11.50 and 11.51 is the minimum necessary for the
functional requirements. Many purchasers today specify more elaborate systems in the search for higher
equipment reliability. Specifying API-61O adds approximately 25 percent to the system cost, by requiring
that the reservoir and all oil piping be fabricated from austenitic stainless steel. The next increment is
to specify API-614 [1l.3], which raises the system cost by a factor of 2.0 to 2.5. As an aid to evaluation,
the extra cost comes from the following:
1.
2.
3.
4.
Larger reservoir: 8 min retention time at minimum operating level versus 3 min
Reservoir and all oil piping fabricated from austenitic stainless steel
Duplex full-capacity heat exchangers
Dual-pressure system: oil pressure to downstream of the heat exchangers above the maximum available
cooling water pressure
5. More elaborate instrumentation
6. Extensive shop testing.
Whether the additional expense of more sophisticated lubricating oil systems is warranted is a question
only the purchaser can decide. It depends on recent experience with system manufacturers, the capabilities
of those installing and maintaining the plant, and the criticality of the equipment being lubricated.
PRODUCT LUBRICATED PLAIN BEARINGS
The tenn "product lubricated" refers to bearings that are within the pump and therefore lubricated by
the pumped liquid or product, or a liquid other than lubricating oil. The usual attraction of such bearings
N
~
J
A
Figure 11.51
Oil piping layout of lubrication system in Fig. 11.50.
!It:CTIOH
A-A
Ib t
,I
Ii
711
/./~~~~\TER
Bearings
Figure 11.52
253
Manually operated auxiliary oil pump for forced-feed system.
is a simpler pump. Whether the simpler pump is more reliable depends on the design of the bearings
and their means of lubrication and cooling.
Of the various centrifugal pump classes (see Chap. 1), vertical turbine or diffuser pumps and vertical
wet-pit volute pumps (see Chap. 14) rely exclusively on product-lubricated plain journal bearings. In
the past, some of these bearings were drip oil lubricated, but environmental considerations now preclude
that, so all modern designs use strictly product-lubricated bearings.
Vertical turbine and vertical wet-pit volute pumps have journal bearings in two locations: within the
liquid end or bowl assembly to guide the pump's rotor or spaced up the column to guide the pump' s
lineshaft. With some limitations imposed by pump design, these journal bearings can be either open or
enclosed, meaning the bearings are either exposed to or isolated from the pumped liquid. Because the
bearing arrangement is related to pump design and construction, the two options are dealt with in detail
in Chapter 14.
A wide variety of designs and materials has been advanced for vertical wet pit journal bearings. All
have had the objective of providing bearing life at low initial cost. Not all have been successful, usually
because the design failed to take into account variations in loading, liquid cleanliness, and realistic
bearing material properties. Successful designs have generally met the following guidelines:
l.
No reliance on internal seals with a high pressure differential (i.e., more than, say, 0.35 bar 5 psi), to exclude
solids laden pumped liquid from the bearings
2.
Design factor of at least 1.5 on the highest expected loading
3.
PV (unit pressure in bar [psi] times journal velocity in m/s (ft/min) no higher than 3.50 (10,000) at maximum
design loading
4.
Adequate lubrication grooving to allow a high flow of liquid for lubrication and cooling.
254
Bearings
Materials and design techniques are improving and will continue to do so. It is therefore quite likely
that the above guidelines, particularly that for PV, will eventually be too conservative. Noting that most
product lubricated bearings run with mixed film lubrication, a mode in which the coefficient of friction
varies widely with bearing conditions (Fig. 11.32), it should be evident that such a decision can only
be made on the basis of carefully conducted and validated tests. In the absence of such data, the
conservative guidelines will usually prove less expensive in the long term.
For pumps handling clean liquids and having open lineshaft construction (Fig. 11.53) bearings of
PTFE tape (petro coke flour filled), various reinforced plastics, metal impregnated carbon, or rubber
have proven successful. Journal materials are typically that of the shaft, unless the shaft is relatively
soft as is the case with austenitic stainless steels. In these cases, the shaft can be ceramic hard coated
in the journal areas or furnished with ceramic hard coated sleeves. The usual form of rubber bearing is
that known as "cutlass" (Fig. 11.54), which is intended to tolerate some solids and therefore runs with
larger than normal clearances. Since the guidance is not as accurate, designers generally choose this
material only when there is a risk of solids being present.
Figure 11.53 Open lineshaft bearing.
Bearings
255
Figure 11.54 Cutlass rubber bearing.
(Courtesy Johnson Duramax)
When it is known the pumped liquid will contain some solids, and open lineshaft construction is
being employed, most pumps are furnished with Cutlass rubber bearings running on 13 chrome or
ceramic hard coated journals. The tolerance of these bearings to solids is limited, particularly if the
journal surface speed is high. For difficult services, such as primary and secondary steel mill scale pit,
or even cooling tower basin in a dusty environment, the pump really has to have enclosed bearings,
lineshaft and liquid end, to achieve reasonable service line between overhauls. Enclosed bearings (Fig.
11.55) are typically either leaded bronze or reinforced plastic running on 13 chrome steel journals. When
the environment is corrosive to 13 chrome, such as in a sea water application, the duplex stainless steel
or Monel shafting typically used provides an adequate journal.
Horizontal-axis pumps employ product lubricated bearings in two ways. The first and nominally
simpler design has a slender shaft, one whose static deflection exceeds the internal radial running
clearances, and therefore needs additional internal bearings to prevent rubbing contact at the running
clearances. Pump designs following this principle have evolved using various combinations of metalto-metal bearings, with alloys, hardness, and surface finish all carefully chosen to reduce the rate of
adhesive wear and the risk of seizure. Most these bearings have only a low-pressure drop across them,
and therefore operate with mixed film lubrication at best. Given this, the life of the bearings, and
subsequently the running clearances, is very much determined by conditions that affect the lubrication
mode and bearing loading, for example, the frequency of starting and stopping the pump, its operating
flow range, the surface finish of the internal bearings, and the pumped liquid properties, particularly
viscosity and cleanliness. Recognizing these difficulties, designers have sought better materials. Filled
Teflon tape has proven moderately successful in small low-head-per-stage pumps (Fig. 11.56), where
speed and loading were within the material's capability. Metal filled carbon has also been employed
with some success in this application. And more recently so, too, have polymers such as polyetheretherketone (PEEK).
To be really effective, internal bearings in horizontal pumps need to operate with full-film lubrication.
This means that the bearings must be proportioned to develop a sufficient liquid film thickness by
hydrodynamic action, or be subjected to a pressure differential high enough to achieve the same by
hydrostatic action. For bearings spaced along the pump rotor, the latter is generally easier to achieve.
In pumps whose impellers are opposed to minimize axial thrust, (see Chap. 5) the usual impeller
arrangement has the pump's differential pressure broken down across two internal clearances, each
carrying approximately half the total differential. Being at rotor midspan, the center breakdown bushing
2S6
Bearings
1
r-
~
I-l-
~
~
- -+-
~
~
~
~
--+- ~ ~
~
~
r"
~~
---..J ~
-
~
--+i
'
..::::t=.
r-r~
~
;..;
~
~
~
~
~
~
~
~
~
r--r--r--r--r---
~
~
~~
~
r"
~
L-~ r-
Figure 11.55 Enclosed lineshaft bearing.
(Fig. 11.57) is also a very effective internal bearing, operating with hydrostatic lubrication once the
pump's differential pressure is high enough. Although these hydrostatic bearings are less sensitive to
adverse conditions than the mixed-film lubricated bearings already discussed, their design still needs
close attention to the same operating factors if it is to be reliable.
None of the internal· bearings spaced along the pump rotor, and therefore dependent on the pumped
liquid for lubrication, can tolerate running dry. If such an operating circumstance is thought likely and
the desire is to have the pump survive in an operable condition, the pump design must be based on a
rotor capable of running dry (see Chap. 7).
The second way product-lubricated bearings are employed in centrifugal pumps is at each end of the
rotor in place of the usual oil lubricated bearings. Two considerations can tum the design in this direction.
The first is hermetically sealed pumps (see Chap. 24), a requirement that is increasing as a consequence
of growing environmental concerns. The second, a desire to simplify the pump by eliminating one shaft
seal and the bearing lubricating oil system (Fig. 11.58). Product-lubricated main bearings are generally
designed for hydrodynamic lubrication, with bearing proportions and surface finish selected to ensure
an adequate liquid film with the available lubricant. Material selection has proven critical in the history
of these bearings, which suggests the hydrodynamic condition thought to prevail did not always do so.
This is not too surprising when it is recognized that the viscosity of the usual lubricant, water, is only
N
-.l
Ul
Figure 11.56
Multistage pump with polymer internal bearings.
1';"8
258
Bearings
Figure 11.57 Hydrostatic bearing at midspan of opposed impeller multistage pump.
Figure 11.58 Horizontal multistage pump with internal product-lubricated main bearings.
(Courtesy KSB)
Bearings
259
1/100 that of oil, and the bearing will therefore have a significantly lower minimum film thickness than
an equivalent oil lubricated bearing. Large low-speed designs have successfully employed various
reinforced plastics. Smaller high-speed designs have also had success with plastics, but are today turning
to silicon carbide for the bearing and the journal in the search for longer bearing life.
The lubrication of product-lubricated bearings is just as critical as that of oil-lubricated bearings, yet
it is often not given the same attention, frequently with disastrous results. As a general rule, product
lubricated bearings require a "clean" lubricant to yield tolerable bearing service lives. The one exception
is the Cutlass rubber bearing, and that is by no means a panacea, being limited at nonnal pump speeds
to only low concentrations of solids in the liquid.
By definition, the desired lubricant is the pumped liquid, and when the liquid is clean, that is what
is done. What constitutes clean varies with bearing design and service conditions. With conventional
materials at nonnal speeds, solids concentrations up to 0.5 percent by weight can be tolerated. Resorting
to ultrahard materials (e.g., silicon carbide) has raised the allowable solids concentration for nonnal
speeds to some 2.5 percent by weight. High-speed bearings require the lubricant filtered to at least 15
!lm, even with the use of ultrahard materials.
When the pumped liquid is "dirty," product-lubricated bearings will not survive unless isolated from
the pumped liquid and supplied with a clean lubricant. (This excludes vertical multistage pumps and
horizontal multistage pumps with slender shafts from such services because the pumped liquid cannot
be effectively kept out of the internal bearings; see Chaps. 14 and 7, respectively.) Since the lubricant
generally passes from the bearing into the pump, it has to be compatible with the pumped liquid. Clean
lubricant can be obtained by taking a stream from the pump discharge and cleaning it using a strainer
and a cyclone separator (Fig. 11.59). The virtue of a cyclone separator is that it does not accumulate
solids as does a filter. Installing a strainer upstream ensures the separator inlet does not become plugged
with an occasional large solid. Such a system must be monitored with a flow switch to shut down the
pump on a significant drop in lubricant flow. In a large critical pump, it is desirable to use parallel
"Y" strainer with backflush valve
From
pump
discharge
Cyclone
separator
--"
1
Orifice to
balance flows
CJ
Figure 11.59
Product lubrication from pump discharges through cyclone separator.
260
Bearings
strainers and cyclones, with a differential pressure switch to sound an alann when there is a high pressure
drop. When the pumped liquid cannot be cleaned up with a cyclone separator (low-SG solids or highviscosity liquid), clean lubricant is supplied from a central source. If there are several pumps in one
installation, it is often simpler overall to use a central source of clean liquid rather than equipping each
pump with its own cleaning system. Regardless of the source of clean liquid, it is crucial to monitor
lubricant flow to the bearings. Monitoring pressure, although easier, is not a suitable substitute; should
the lubricant path become plugged downstream of the bearing, there will be no flow through the bearing
but the pressure upstream will be normal or higher.
PLAIN BEARING MAINTENANCE
In theory, plain bearings operating with full-film lubrication have infinite life and therefore should not
require any maintenance beyond periodic renewal of lubricant and cleaning. The working practice is
otherwise; rubbing contact during start-up and incidental overloads combined with occasional lubricant
contamination produces some wear in even the most carefully designed and operated bearings. When
the operating conditions are less than ideal, for example, high bearing temperatures, high rotor vibration,
or poor quality lubricant, plain bearings are just as susceptible to premature failure as antifriction bearings.
Plain bearings designed for oil lubrication operate with close to ideal circumstances (full-film lubrication and a clean, viscous lubricant), and therefore require only periodic dismantling and inspection to
determine actual clearances and the condition of the working surfaces. As a general rule, a journal
bearing should be renewed when its clearance exceeds 150 percent of the original value. If the diametral
clearance is not given in the instruction book, it can be approximated on the basis of allowing 0.001
nun per mm (in. per in.) of journal diameter. Tilting pad thrust bearings and the larger sizes of tilting
pad journal bearings are adjustable so the working clearance can be reset at each inspection. When to
renew or restore the bearing pads is then a matter of allowable wear, and must follow the manufacturer's
recommendation.
If the working surfaces show signs of abnormal damage, for example, pitting, scoring, bearing metal
fatigue, cracking, or corrosion, the precise nature of the damage and its likely cause should be determined.
Comparing the damage to reference photographs provided by some of the manufacturers will often allow
the root cause to be identified, leaving the maintenance engineer to determine what is producing the
root cause. In complex cases, it is often beneficial to retain the services of a specialist familiar with
plain bearings and the type of pump involved.
Babbitt-lined sleeve-type bearings can be restored by melting out the old babbitt, pouring in a new
lining, machining the bore to the required dimensions, then cutting in the oil grooving. When the bearing
has a profiled bore, the machining is more complicated and may be beyond the capability of the usual
maintenance shop. In these cases, it is better to purchase replacement or exchange reconditioned parts
from the manufacturer. Thin wall liners and tilting pads are produced using specialized techniques and
should always be replaced with new parts obtained from the manufacturer.
Damaged journals or thrust collars can be restored by refinishing provided the resulting undersize is
acceptable considering strength, and the availability of undersized bearings or the ability to adjust to
maintain clearances with the undersized part. If there is any doubt, consult the manufacturer. When
undersized parts are not acceptable, journals can be restored by grinding to a smooth surface, chrome
plating, and finish grinding to size. The plating method must avoid hydrogen embrittlement of the shaft,
and the maximum thickness in anyone deposit is 0.40 nun (0.015 in.), ground back to 0.25 mm (0.010
in.) before any subsequent deposit. For example, a journal cleaned up at 1.50 nun (0.060 in.) undersize
would have to be plated and ground a total of three times.
Product-lubricated plain bearings generally do not enjoy operating conditions as good as those of
Bearings
261
most oil lubricated bearings. One immediate consequence of this is a higher wear rate and consequently
a greater need for maintenance. Since most these bearings are located within the pump, periodic inspection
to check clearance and condition is not a simple task. Accordingly, the general practice is to monitor
machine condition, typically vibration, and only open the pump when it is obviously worn. The one
exception to this is those bearings installed at each end of the rotor in the place of conventional oil
lubricated bearings (Fig. 11.58).
The principles for when and how to renew product-lubricated bearings follow those already discussed
for oil-lubricated bearings. New running clearances vary significantly, however, with materials and it
is therefore important to establish what the design values are before assessing bearing condition or
renewing clearances.
Bearing wear should be examined carefully and documented for future reference. Particular care
should be taken with the lineshaft bearings in vertical pumps, since wear patterns can be clues to
fundamental structural problems in the pump. Scoring is usually caused by solids in the lubricating
liquid, and if found should lead to providing cleaner liquid. Damage with the appearance of scoring can
also be caused by running at too high a load or running at too high a temperature. Microscopic examination
of the bearing surface and a section through it will often yield more specific information about the cause
of failure.
Worn bearing elements are almost invariably replaced with new, since the materials used do not lend
themselves to designs such as babbitted bushings. In most cases, worn journals must be either replaced
or restored to new size, as usually there is little or no capacity to accommodate undersize parts. Chrome
plating or hard coating are common means of restoring journals. Plating must follow the rules already
given for oil-lubricated bearings. Hard coating should be a relatively tough ceramic, applied by the ultrahigh-velocity oxy fuel process, then finish ground to new size. Coatings applied by lesser processes run
a high risk of spalling off in service, an event that destroys the bearing.
MAGNETIC BEARINGS
Compared to antifriction and plain bearings, the distinguishing feature of magnetic bearings is freedom
from contact, either rolling or sliding, within the bearing. This means the bearing no longer requires a
lubricant and is relatively immune to its operating environment. These two attributes coincide nicely
with two requirements that are emerging in centrifugal pump development, namely the elimination of
complex oil lubrication systems and the need for highly reliable bearings in hermetically sealed pumps.
Of these two requirements, the latter is likely to have the greater influence because it is associated with
rendering hermetically sealed pumps an entirely viable means of eliminating the emissions produced by
leakage from conventional seals. The viability comes from freeing the pump from dependence on product
lubricated bearings. A third but little publicized need is lower mechanical noise in pumps for military
service. Being contactless and not requiring any mechanical auxiliary system, magnetic bearings offer
a potential solution to that need.
The magnetic bearings now in use are termed "active" and operate as follows: Referring to Fig. 11.60,
a journal of magnetic material is surrounded by a number of electromagnets, all designed to attract the
journal. At each of the electromagnets, there is also a proximity probe to sense the rotor's position
relative to "zero." Signals from each proximity probe are sent to a controller which compares the rotor's
position with "zero" and varies the excitation of the electromagnets to position the rotor within tolerance
of zero. Typically the bearing system is designed to keep the rotor within 0.025 mm (0.001 in) of zero
at the rated load. The power absorbed by the bearing is essentially that required for magnet excitation,
and is lower than that required for lubricating-oil systems or absorbed by high-speed liquid-lubricated
262
Bearings
Electronic
control
system
Bearing
system
Bearing stator
Power
amplifier
Reference
~
signal .--_ _ _-,
Signal
processing
Error
signal
Power
amplifier
Sensor signal
Sensor
stator
Figure 11.60 Magnetic bearing control system.
bearings. The power can be lowered further by accommodating a portion of the load with permanent
magnets, and using the electromagnets for fine control, an arrangement known as "permanent magnet
biasing." Radial bearings (Fig. 11.61) have four or more poles distributed around the journal, positioned
such that the maximum load is shared between poles. Thrust bearings have two poles, one on either
side of a magnetic thrust collar.
Beyond contactless support, active magnetic bearings have two further advantages. The first is direct
measurement of actual bearing loads, a capability afforded by varying magnet excitation to maintain
rotor position. Associated with this, and an inherent feature of the controller, is raising an alarm and
shutting down the pump if the bearing loads exceed capacity. Following on this, it is possible to program
the controller to vary the bearing's stiffness and damping over its working speed range, thereby changing
the rotor's dynamic characteristic to avoid resonant conditions. This second advantage is of limited value
in centrifugal pumps because the liquid effects in internal clearances generally dominate the rotor's
behavior. Depending on the actual pump design, it could be beneficial to pumps required to be capable
of running dry.
The mechanical construction of an active magnetic bearing (Fig. 11.61) has several notable features.
First, the shaft must be magnetic or sleeved with a magnetic journal. Second, when the beining is for
a hermetically sealed pump, the journal, electromagnets, and proximity probes must be canned if the
pumped liquid is corrosive to the materials used for these components. Third, some form of backup
bearing is required to safely bring the rotor to standstill should the magnetic bearing fail, and to support
the rotor when it is at rest and the magnetic bearing is off. The backup bearing is normally inactive and
is designed with a normal clearance equal to half the magnetic bearing air gap. With the usual air gap
at 0.50 mm (0.020 in.), the backup bearing radial clearance is 0.25 mm (0.010 in). This means that
should the magnetic bearing fail, the pump's rotor will drop by some 0.25 mm (0.010 in.), a shift that
Bearings
263
Control Coil
annlng Material
Figure 11.61
Section of canned radial magnetic bearing.
(Courtesy Avcon)
needs to be taken into account in determining the pump's internal clearances to ensure loss of the
magnetic bearing does not result in destruction of the internal running clearances.
At the time of this writing, magnetic bearings have been incorporated in several designs of hermetically
sealed integral motor pumps (Fig. 11.62 shows one such design), and a multistage boiler feed pump.
Their use will increase as capability is demonstrated and as cost comes down, the latter reportedly
awaiting the development of self-programming digital controllers.
The maintenance of magnetic bearings can be likened to that of an electric motor with a variable
frequency controller. The bearing parts themselves should not need any maintenance beyond inspection
when the pump is opened for some other reason. Frequent "letdowns" or known corrosion or erosion
problems with "canned" bearings would be cause to increase the inspection frequency. Existing controller
designs have proven reliable to the point where the only built in redundancy is a battery power supply,
and therefore should only require periodic cleaning and changing of cards when a malfunction develops.
Cleanliness is very important; some of the early installations of magnetic bearings on centrifugal compressors were plagued by poor quality controller enclosures. One fundamental rule to close the discussion:
do not work the controller while the pump is running.
BEARING HOUSINGS
A wide variety of bearing housing configurations is employed for centrifugal pumps, with the choice
being influenced by the type of rotor (overhung or between bearings), the type of casing mounting (foot
264
Bearings
I
PUMP VIll..UTE CASE
PUMP IMPELLER
6
i!
3
MOTOR ADAPTOR
4
INBOARD POSITlON SENSOR
B
9
5
INBOARD BEARING STATOR
10
7
INBOARD BE ARING ROT [R
MOTOR STATOR
Ii!
IlUTBOARD BEARING ROTOR
IlUTBOARD POSITION SENSOR
MOTOR ROTOR
13
THRUST BEARING ROTOR
ELECTRICAL fEEDTHRDUGH
OUTBOARD BEARING STAT[R
14
THRUST BEARING STATOR
IS
AXIAL POSITiON SENSOR
II
Figure 11.62 Schematic of canned motor pump with magnetic bearings.
(Courtesy BWIIP International)
or frame), the casing joint (radially or axially split), access to the shaft seal, the pumping temperature,
and the designer's preference based on stiffness and manufacturing considerations. Within the basic
bearing housing configurations, there is a further distinction, namely, whether the housing itself is radially
or axially split. As a general rule, antifriction bearings are installed in radially split housings, and plain
bearings in axially split housings. There are exceptions. Very large antifriction bearings often have
axially split housings to facilitate installation; vertical axis plain bearings will be installed in radially
split housings unless the size of pieces for dismantling dictates otherwise.
In most designs of overhung pumps, both the line and thrust bearings are in a single housing, and
the bearings are antifriction. The housing is therefore radially split and is either connected to the pump
by a bracket or adaptor (Fig. 11.22), or is part of a frame assembly which has the casing attached to it
(Figs. 2.18, 2.20). Since overhung pumps usually have radially split casings, the bracket or adaptor can
easily be designed for "full-circle" support, which is inherently stronger than the alternative "half-circle"
support. Cutouts in the bracket, with suitable compensating reinforcement, allow access to the shaft seal
and ventilation when necessary. Depending on the design of the casing and housing and the pump's
intended service, the bracket or adaptor is either integral with the casing (actually the cover); as Fig.
11.22, integral with the housing (Fig. 11.21), or a separate piece. Having the bracket integral with the
casing ensures it has the same material properties, which is an important consideration in corrosive
services and applications involving very high or very low temperatures. Incorporating the bracket in the
housing allows greater flexibility in the configuration and manufacture of the casing cover. A separate
adaptor allows the greatest design flexibility and can accommodate any special material requirements.
Bearings
265
Against this, there is an additional bolted joint and centering fit involved in maintaining rotor alignment
within the casing.
Between-bearings pumps can have their casing either axially or radially split and are equipped with
either antifriction or plain bearings. As a consequence, they employ a wider variety of bearing housing
configurations than pumps with overhung rotors. When the casing is axially split the bearing housings
are normally "half-circle" connected to the lower or fixed half of the casing. This is the simplest
arrangement for such a casing, and when properly designed has adequate stiffness for the class of pumps
that usually employ axially split casings. The bracket connecting the housing and casing can be integral
with the casing (Fig. 11.20) or part of the bearing housing (Fig. 11.63), with the choice being based
on materials and manufacturing considerations. When abnormal service conditions warrant the added
complexity, pumps with axially split casings are equipped with full-circle bearing housing support. A
common example is pumps for navy combat vessels, in which full-circle support is necessary to survive
high-shock loading. Modem pumps with radially split casings employ bearing housing and connecting
bracket arrangements similar to those previously described for overhung pumps. The only justification
for half-circle-supported bearing housings was easy access to packed box shaft seals when the bearing
housing was axially split for plain bearings. Since packed box seals are rarely used today in radially
split between bearings pumps, there is no reason not to employ the inherently stiffer full-circle support.
Axially split bearing housings are either bolted to a bracket or adaptor or have an integral bracket,
meaning that it is also axially split (Fig. 11.64). The latter arrangement yields a compact design yet
provides good access for rotor, bearing, and seal setting when the upper half of the housing is removed.
Figure 11.63
Axially split pump with half circle supported bearing housing.
Bracket integral with housing.
266
Bearings
Figure 11.64 Full circle supported axially split bearing housing.
The stiffness and strength of bearings housings and their connection to the pump is a critical but
often overlooked requirement. Stiffness has two aspects. First, the bearing housings and their connection
to the casing must be stiff enough to transmit the bearing loads to the casing (or foundation in those
few instances where pedestal bearings are used) while maintaining alignment of the pump's rotor within
the casing. When the bearing housing or adaptor has support built into or attached to it, thus producing
a three point-supported pump (Fig. 11.65), the bearing housing and its connection must now withstand
portion of the piping load as well. Second, the bearing housing connection must be stiff enough to have
its first natural frequency above the highest excitation frequency the pump is likely to produce, which
is usually the vane passing frequency. If the bearing housing's natural frequency is close to an even
moderately intense excitation frequency, the bearing housing will resonate, producing vibration of high
velocity. Although this vibration is generally of very low amplitude, 6 11m (0.00025 in.) or lower, and
does not seem to cause any actual damage, the velocities are well above the limits currently deemed
acceptable, and can therefore pose an acceptance problem. Beyond being stiff enough to accommodate
normal loads, bearing housings need to be strong enough to tolerate some degree of abnormal loading,
such as might be imposed by shaft failure or a similar incident. In the petroleum refining industry there
have been several major fires caused by a cast-iron bearing bracket fracturing under abnormal loading
and allowing gross leakage of a product whose temperature was above the autoignition temperature.
Similarly, there have been instances where a running pump was within a fire but not contributing to it
until thermal shock from fire extinguishing efforts fractured the cast-iron bearing housing. It is for these
two reasons that API-61O now specifies that pumps handling flammable or toxic liquids have steel
bearing brackets, housings, and load-carrying bearing covers.
Depending on the method of lubrication, bearing housings incorporate various features to retain or
Bearings
2
+
267
3
Figure 11.65 "Three-point"-supported pump.
direct the lubricant. Housings for grease lubricated bearings have either space to accommodate spent
grease as it is purged from the bearing (Fig. 11.17) or means of expelling the spent grease, such as a
grease escape valve (Fig. 11.19). With oil bath, flinger, and oil-ring lubrication, the bearing housing has
a sump to hold the necessary volume of oil. Some designs for flinger and oil-ring lubrication go a step
farther and include channels and associated ports to circulate oil from the sump, thru the bearings and
back to the sump (Fig. 11.21). Pure oil mist, oil spray, and force-fed oil lubrication eliminate the need
for a sump, and instead have galleries, often with flow control orifices, to supply the oil to the bearing
and ports to drain it away for return to the lubrication system (Figs. 11.37 and 11.38). The oil from
tilting pad thrust bearings passes to the OD of the thrust collar where it collects in an annulus around
the collar, and is expelled through the oil outlet back to the housing's drain system. Bearing design and
speed influence the location and form of the oil outlet. With conventional pressure-fed flood lubrication,
the oil outlet is in the upper half of the bearing housing, and is usually radial for speeds to 23 mls (4,500
ft/min) (based on the mean collar diameter), tangential for higher speeds (Fig. 11.66). When the oil is
brought directly to the thrust shoes, as in Kingsbury's type LEG bearing, there is no need to flood the
thrust bearing assembly so the oil outlet is in the lower half of the housing. As these bearings are only
used for high-speed applications, the oil outlet is always tangential.
Heat dissipation is a fundamental element of bearing housing design. Although the heat load involved
is usually quite low, so, too, is the capacity of the housing to dissipate heat, which means that the
temperature of the bearings depends on a delicate balance between heat load and dissipating capacity.
The sources of heat load for a typical bearing housing are shown in Fig. 11.67. Some discussion of the
various sources is warranted.
QI,2
The heat generated by the bearings themselves is related to their design and operating conditions.
Antifriction bearings, as generally used in centrifugal pumps, generate most of their heat from the
action of the bearing rolling elements on the lubricant. The only exception to this is large low-speed
bearings whose heat generation is principally a function of bearing load. Plain bearings develop
heat by shearing action in the lubricant film. Figure 11.67 shows labyrinth seals adjacent to each of
268
Bearings
CONVENTIONAL FLOODED
OIL oun.ET LOCATION
OIL INLET·
OIL INLET"
L.E.G. OIL 0UT1.ET LOCATION
Figure 11.66 Tilting pad thrust bearing oil outlet arrangements.
(Courtesy Kingsbury Inc.)
the bearings. Such seals are not contacting and therefore do not develop any heat. The same is not
true for so-called "positive" seals such as the lip type. These seals function by contact and can generate significant additional heat when their rubbing speed is high.
Q3
Conduction along the shaft is a factor in high-temperature applications. Many designs include a heat
dissipating thrower (Fig. 11.22) on the shaft between the pump's liquid end and the bearing frame
to draw off some of the heat before it enters the bearing frame. In other instances, the shaft under
the sleeve has been coated with a low-thermal-conductivity ceramic to impede heat transfer. This approach works as predicted, but the coatings have proved vulnerable during pump maintenance.
Q4
High-temperature applications also raise the possibility of conduction through the bearing bracket or
adaptor. With judicious design, such as an air gap between the faces (Fig. 11.22) to form a thermal
barrier, the heat load from this source can be minimized.
Qs
In regions exposed to intense solar radiation, that same radiation can serve as a significant source of
heat into the bearing housing. Often, when this is the case, the bearing housing is equipped with a
sun shield to reduce the heat load from this source.
The means employed to dissipate the bearing housing heat load are:
1. Natural convection-For low-speed applications with lightly loaded bearings at pumping temperatures up
to, say, 120°C (250°F), natural convection to the atmosphere is sufficient to keep the bearing cool.
Bearings
269
Labyrinth
seal ..........
Figure 11.67 Heat balance on bearing housing.
KEY:
QI = line bearing heat input
Q2 = thrust bearing heat input
Q3 = conduction along shaft
Q4 = conduction through bearing bracket
Qs = solar radiation
Q6 = heat lost to convection, natural or
forced
Q7 = heat lost to cooling jacket
QI + Q2 + Q3 + Q4 + Qs = Q6 + Q7.
2.
3.
Forced convection-At higher speeds, such as those of pumps driven by two-pole electric motors, and
temperatures above, say, 95°C (200°F), natural convection will not keep the bearings cool. Raising the
velocity of the air over the housing by the use of a shaft mounted fan and the appropriate shroud significantly
increases the heat load the housing can dissipate. With thorough design, including fins on the housing to
increase the surface area, fan-cooled housing can maintain acceptable bearing temperatures for pumping
temperatures to 425°C (800°F) with ambient air of 43°C (110°F).
Cooling jacket or coil-Adding a cooling jacket around the bearing housing or inserting a cooling coil into
the housing sump is an alternative to fan cooling. A jacket around the housing (Fig. 11.21) is most effective
when the oil is circulated through the bearings by flingers and internal galleries; it ensures the oil delivered
to the bearings is cooled. Limiting the jacket to under the sump is usual when the housing does not include
oil circulation galleries. With such an arrangement it is crucial that the oil sump be well agitated by the oil
rings or flingers, otherwise the coolest oil will remain at the bottom of the sump where the cooling is being
applied. A principle common to all jacket-cooling arrangements is that the cooling be applied to the lubricant,
not around the bearing. Experience has shown that the latter, an old practice, keeps the bearing outer race
cool but can, by way of differential thermal expansion, lead to loss of internal clearance and consequent
bearing failure. Cooling coils are an alternative to a jacket under the sump, and provided the design is
correct, are probably a more effective approach, although at the expense of greater complexity.
270
Bearings
GREASE
'"
Figure 11.68 "Taconite" bearing housing seal.
4.
Forced-oil circulation-For high speeds, high loads, high pumping temperatures, or various combinations
of these, forced-oil circulation is the most effective means of keeping bearings cool. The flow needed depends
on the bearing type and the sources of heat. Antifriction bearings operating at high speed but in a cool
environment require only a very low flow. The same can be said for plain bearings, although the flow is
nominally higher because of the nature of the bearing. When the pumping temperature is high, higher flows
are needed to dissipate the additional heat load.
The final aspect of bearing housings that needs to be discussed is seals. Often overlooked as a minor
detail, the means of sealing bearing housings, both against the ingress of dirt and the like and the egress
of lubricant, can be a major factor in the reliability, and consequent availability, of a pump. A fundamental
principle in all designs is that there be some form of thrower between the bearing housing and any
adjacent pumped liquid seal. If a thrower is not provided or its design is inadequate (e.g., an elastomer
that expands during rotation to give a gap between the thrower and the shaft), leakage from the shaft
seal can pass practically unimpeded into the bearing housing and so contaminate the lubricant. Many
seal designs are employed; only those representing the basic types are discussed here.
For pumps installed indoors, a simple labyrinth machined into the bearing cover (Fig. 11.17) is quite
adequate. The drain from the labyrinth back to the bearing housing is an important feature of this seal;
without it oil will accumulate in the labyrinth and eventually leak out of the housing. Pumps installed
in a moderately severe environment or pumps whose axis is vertical often require a "positive" seal, the
most common form of which is, the lip seal (Fig. 11.18). Lip seals have finite life, very definite limits
on rubbing speed and service temperature, and tend to wear the journal on which they are running.
Given these limitations, they obviously cannot be used for all applications. API-61O precludes their use
in pumps for refinery service. When effective housing sealing is necessary but is outside the capability
of lip seals, a labyrinth plus a thrower offers an effective alternative. The labyrinth is frequently made
renewable (Figs. 11.21 and 11.22) to allow for ready restoration in the event of damage, and to allow
a nonsparking material where needed.
If it is mandatory that the bearing housing be positively sealed from the atmosphere but lip seals
cannot be used, one alternative is the magnetically energized face seal (Fig. 9.24). These seals, used
extensively in the aircraft industry, offer a very effective, albeit moderately expensive, solution to positive
sealing. A second approach, born in the mining industry, is the so-called "taconite" seal. Figure 11.68
Bearings
271
shows a typical design, the essence of which is a grease-filled space between the bearing housing and
the atmosphere. Taconite seals have earned a notable reputation in pumps operating under severe
conditions on mining and mineral processing sites.
BIBLIOGRAPHY
[11.1] E. L. Annstrong, W. R. Murphy, and P. S. Wooding. "Evaluation of Water-Accelerated Failure in Oil
Lubricated Ball Bearings"; Journal of the ALSE (January 1978): 15-21.
[11.2] Bearing Installation and Maintenance Guide, Publication #140-70, SKF USA Inc., King of Prussia, PA,
August 1988.
[11.3] API-614, Lubrication, Shaft Sealing, and Control Oil Systems for Special-Purpose Applications, American
Petroleum Institute, Washington, DC, January 1984
12
Couplings
Centrifugal pumps are connected to their drivers through couplings of one sort or another, except
for close-coupled units, in which the impeller is mounted on an extension of the driver shaft.
Couplings are either rigid or flexible. The choice is determined by the bearing arrangement of the
pump and driver combination. Rigid couplings permit neither radial nor axial relative motion between
the driving and driven shafts, effectively making them a single shaft. Their use is therefore limited
to pump and driver combinations with two or three bearings (Fig. 12.1[a] and [b]). This category
includes lineshaft-driven vertically suspended pumps, which are considered two-bearing machines
with additional precision aligned guide bearings.
A flexible coupling, on the other hand, is a device to transmit torque between the two shafts
while allowing for minor misalignment (angular, parallel, or a combination) between their axes of
rotation. Contrary to some popular perceptions, flexible couplings are not intended to accommodate
gross misalignment between pump and driver. If that is envisaged, the machines should be coupled
with a universal drive shaft. In a general sense, misalignment between axes of rotation imposes
bending on the shaft and additional loads on the coupled machines' bearings, and therefore has to
be kept to a minimum. The purpose of a flexible coupling is to accommodate the minor misalignment
that is either impractical to eliminate or occurs during some transient condition encountered in the
pump's operation. The necessary accuracy of alignment depends on the coupling type, its installed
configuration, and the rotative speed, details that will be dealt with in discussion of the various
coupling types. Unless the size of the pump precludes them, pump and driver arrangements with
four bearings (Fig. 12.1[c]) are almost invariably equipped with flexible bearings. Depending on
their detailed design, three-bearing machines (Fig. 12.1[b]) may be equipped with a flexible coupling
allowing only angular misalignment.
A flexible coupling must also permit some lateral float of the shafts so that the two shaft ends
may move closer together or farther apart under the influence of thermal expansion, hydraulic float,
or shifting of the magnetic centers of electric motors, and so move without introducing excessive
thrusts on the bearings. This aspect of flexible coupling design will be discussed in greater
detail subsequently.
272
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
Couplings
273
J C
J C
Coupling~
(Rigid)
(a) Two bearing arrangement:
- coupling transmits torque and bending moment
- no misalignment.
~
Coupling
)
~L.....----...J~~
(b) Three-bearing arrangement:
- coupling transmits torque and radial reaction
- angular misalignment only (if necessary).
Coupling
)
~L...------'~ ~ --=---I~[p
1 - - - = - - 1
Fig. 12.1
(c) Four-bearing arrangement:
- coupling transmits torque only
- angular and parallel misalignment.
Coupling requirements for various machine bearing arrangements.
RIGID COUPLINGS
Threaded Couplings
In a threaded coupling (Fig. 12.2), the threaded shaft ends are screwed into each end of the coupling
and butted together at the center. When torque is applied, the shafts tighten against each other until the
friction force on the thread faces equals that produced by the torque. The coupling is relieved at the
center to reduce stress concentration, and vented to allow for displacement of lubricant and air as the
coupling is assembled. These simple couplings are widely used to connect lineshaft sections in vertically
suspended pumps of low to medium torque. For higher torque applications, on the order of 7,000 N-m
(62,000 lb. in), the effort necessary to dismantle the couplings after they have been in service usually
dictates some other design.
Clamp Couplings
The clamp coupling (Fig. 12.3) is a typical rigid coupling. It consists basically of a split sleeve
provided with bolts so that it can be clamped on the adjoining ends of the two shafts and form a solid
274
Couplings
Fig. 12.2 Threaded coupling.
connection. Both axial and circular keys are commonly incorporated in the clamp coupling so that the
transmission of torque and thrust is not made solely dependent upon the frictional grip.
Sliding Sleeve Couplings
A sliding sleeve coupling (Fig. 12.4) is made up of a slide fit sleeve that fits over each shaft end and
engages a key in each, thereby allowing the transmission of torque. Axial thrust is transmitted via a
split ring that locks into a groove in each shaft end, and is kept in place by the sleeve. Once in its correct
position, the sleeve is located with two retaining rings, one on each shaft. Sliding sleeve couplings are
often used instead of threaded couplings when difficulty of assembly and dismantling is deemed a
major issue.
Tapered Sleeve Couplings
The tapered sleeve coupling (Fig. 12.5) is a classical design employed for high-torque applications
where the coupling assembly must be tight and of a diameter not significantly larger than the connected
shafts. Each end of the shaft is tapered with a key, usually parallel to the axis, and has a split ring
groove just beyond the taper. The coupling has a corresponding taper in each end, and a threaded
extension for a coupling nut. The coupling is tightened by drawing each coupling nut against its split
ring. Once tightened, each coupling nut is locked to prevent it coming loose during operation.
Flanged Couplings
Quite a wide variety of pumps employ flanged rigid couplings, which may be just a single coupling
(Fig. 7.11) or a double-flanged spacer (Fig. 12.6). All designs transmit torque by way of shear in the
fitted coupling bolts or dowel bushings around the bolts (many also rely on friction between the coupling
faces to transmit a portion of the torque). Bending is transmitted by tension in the bolts. Smaller sizes
employ a premachined rabbet or spigot fit to maintain concentricity. (Because each flange assembly
Couplings
CLEARANCE BETWEEN
HALVES TO AllOW
CLAMPING ON SHAFTS
Fig. 12.3 Clamp coupling.
275
Split lock ring
_ Coupling nut
-Coupling
Fig. 12.4 Sliding sleeve coupling.
Fig. 12.6
276
Fig. 12.5
Tapered sleeve coupling.
Double flange coupling (spacer or extension type).
Couplings
277
inherently has some eccentricity, double-flanged spacer couplings cannot maintain the same degree of
assembled shaft straightness as single-flanged couplings.) Larger sizes generally have plain faces, and
are carefully aligned then the bolt holes finished bored to size in situ.
Compression Couplings
All compression couplings rely solely on friction between the coupling and the connected shafts to
transmit torque and axial thrust. This requires that the coupling develop a substantial interference fit
with the shafts, and it is the means of developing the fit that distinguishes the various types of compression
couplings. For smaller sizes, designs using thread driven tapers have proven successful. In a typical
design (Fig. 12.7[a]), the central portion of the coupling is made up of a slotted bushing, bored to fit
the two shafts and taper machined on its outside diameter from the center out to both ends. The two
couplings halves are finish bored to match this taper. When the coupling halves are drawn together by
bolting, the bushing is compressed onto the two shafts, thereby producing the necessary interference fit.
(b)
(8)
Fig. 12.7
Compression couplings; (a) thread driven taper, (b) oil-injection.
278
Couplings
As coupling sizes increase, the radial force necessary for torque transmission is hard to achieve with
thread driven tapers, so shrink fitting or oil injection mounting is employed. Figure 12.7(b) shows a
vertical pump lineshaft coupling design that employs both methods. Each shaft end has a precision
finished stepped fit, and the coupling has corresponding stepped bores in each end. Assembly is carried
out with the shafting vertical, heating the coupling to shrink it on to the shaft ends. When dismantling
is necessary, oil injection is employed to dilate the coupling and push it off the shaft end (the small
annulus formed by the stepped fit serving as a hydraulic jack). Oil injection mounting and dismounting
involves high pressure oil, on the order of 1,000 to 2,000 bar, (15,000 to 30,000 psig), and significant
strain energy, and therefore must be undertaken with due care (see coupling mounting in this chapter).
FLEXIBLE COUPLINGS
A wide variety of flexible coupling designs are used to connect centrifugal pumps to their drivers. Despite
the variations, some order can be brought to the designs by first distinguishing between materials. There
are two classes: elastomer couplings, which employ some form of elastomer or polymer element to
realize flexibility, and all-metal couplings, arrangements relying on the flexure of or sliding between
metal components to achieve flexibility. Within the all-metal class, there is a further distinction. Couplings
that rely on flexure are nonlubricated, those that rely on sliding are lubricated. The net result is three
fundamental classes of flexible couplings. The designs or types commonly used for centrifugal pumps
are tabulated below. Figure 12.8 shows the nominal coverage of each class.
Coupling Class
Elastomer
All-metal, nonlubricated
All-metal, lubricated
Usual Types
Buffer, block, ring, sleeve
Disk, diaphragm
Spring-grid, gear
Choosing the type of flexible coupling most appropriate to a particular application requires consideration
of at least the following factors:
1.
2.
3.
4.
5.
6.
7.
8.
Torque to be transmitted
Rotative speed
Attainable alignment
Size and weight
Operating cycle
Type of driver
Service environment, i.e. temperature, atmosphere
Cost
How the commonly used designs relate to these application factors is dealt with in the discussion of
each design.
Elastomer Couplings
The principal advantages of elastomer couplings are freedom from the need for periodic lubrication,
and, provided the correct type is chosen, tolerance of quite high misalignment at moderate speeds.
Against these advantages, elastomer couplings tend to be larger than equivalent all-metal couplings,
Couplings
279
20,000
15,000
®
10,000
8,000
7,000
6,000
::2 5,000
a. 4,000
a:
I
"0
Ql
Ql
i-
O
- . , . ,
®
3,000
.,
•
C.
m 2,000
CD
1,000
®
500
100
1,000
10,000
100,000
Torque -# in
100
1,000
Torque- Nm
10,000
1,000,000
10,000,000
100,000
1,000,000
Fig. 12.8 Flexible coupling type coverage.
(Based on average rating data-consult manufacturer for specific couplings.)
KEY:
1. Elastomer
2. All-metal, non-lubricated (disk and diaphragm)
3. All-metal, lubricated (spring-grid and gear.)
because the torque is transmitted through a low strength material, and therefore they are limited in speed
and at some point become more expensive, despite the latter's inherently more expensive design.
Compounding that, the size and weight of the larger elastomer coupling can pose problems with rotor
inertia and overhung weight. Finally, the elastomer itself can be sensitive to the operating environment,
thus precluding the use of certain materials or the coupling class in general.
Pin and Buffer Couplings
A pin and buffer coupling is a flexible coupling with pins attached to one half of the coupling; these
projects into the buffers, which are mounted in the half of the coupling on the other shaft (Fig. 12.9).
The buffers are made of rubber or other compressible material to provide the necessary flexibility. The
driving bolts have an easy sliding fit in the bushings; slight longitudinal variations are therefore taken
care of whereas slight errors in angularity are compensated for by the flexibility of the rubber. Because
flexibility is achieved with the elastomer in compression, which means the rubber must elongate since
it is essentially incompressible, pin and buffer couplings have a low tolerance of misalignment.
280
Couplings
Fig. 12.9 Pin and buffer coupling.
Fig. 12.10 Lovejoy coupling.
Elastomer Block Couplings
Closely related to the pin and buffer coupling, elastomer block couplings transmit torque via elastomer
blocks in compression between "fingers" located alternately on each half of the coupling. The Lovejoy
coupling shown in Fig. 12.10 is a simple form of elastomer block coupling. Being relatively small, this
design has only four blocks that are made in the form of a cross. As the size increases it is necessary
to use more blocks, and the result is designs such as that shown in Figure 12.11. Elastomer block
couplings are torsionally soft, and the larger sizes are available with blocks of various hardnesses to
allow the coupling to be "tuned" to avoid torsional resonance, a potential problem when the drive is
pulsating. In the same manner as pin and buffer couplings, elastomer block couplings derive their
flexibility from displacement of the elastomer, which means they have high radial stiffness and therefore
low tolerance of misalignment.
Elastomer Ring Couplings
By taking an elastomer ring and putting it in compression during assembly, a practice termed "banding,"
a relatively simple design is produced that transmits torque by further compressing the loaded segments
of the ring, relaxing the compression on the unloaded segments. Figure 12.12 shows a typical design,
this version using radial bolts to provide the initial ring compression. Radial and angular flexibility is
achieved by flexure of the ring, and consequently the design has greater tolerance of misalignment than
Couplings
Fig. 12.11
Elastomer block flexible coupling.
(Courtesy Kop-Flex, Inc.).
281
Fig. 12.12 Elastomer ring coupling.
(Courtesy Lovejoy, Inc.)
elastomer block couplings. Despite this, it is recommended that the couplings be used in pairs if high
parallel misalignment is expected.
Elastomer Sleeve Couplings
Couplings of this design transmit torque by shear in an elastomer sleeve, an arrangement that offers
significantly higher misalignment capacity than elastomer buffer, block, and ring couplings. The most
common form of elastomer sleeve coupling (Fig. 12.13) has a split convex section sleeve. This confers
the highest torque capacity since the elastomer is acting at a large radius, but does limit the allowable
rotative speed. Resorting to a continuous diaphragm (Fig. 12.14[a]) raises the allowable speed, but at
the expense of added weight and complexity. Employing a concave section sleeve (Fig. 12.14[b]) is a
second means of raising the allowable speed, although in this case, the gain is at the expense of coupling
size since the elastomer is acting at a smaller radius. A third approach is to retain the split convex sleeve
but make it of a stiffer material, a variation that lowers the coupling's misalignment capacity. For
centrifugal pumps, elastomer sleeve couplings are widely used in mining and mineral processing, applications where pump speeds tend to be low, the service environment generally is not injurious to elastomers,
and the coupling 's negligible maintenance needs and high misalignment capacity offer significant advantages.
All-Metal Couplings
Compared to elastomer couplings, all-metal construction offers smaller lighter designs for the same
torque, greater ultimate torque capacity, higher allowable rotative speeds, and greater tolerance of adverse
service conditions such as high temperature and some forms of atmospheric contamination. None of the
all-metal coupling designs has the misalignment capacity of elastomer sleeve couplings, but several have
greater tolerance than elastomer buffer, block, and ring couplings.
282
Couplings
Fig. 12.13 Sleeve-type clamped elastomer coupling.
(Courtesy Dodge Manufacturing Division, Reliance Electric)
Flexible Disk Couplings
Flexible metal disk couplings (Fig. 12.15) transmit torque by tension in a disk, which is alternately
bolted to each side of the coupling. To raise flexibility without overstressing, the disk is generally a
laminate of thin disks, often of stainless steel for corrosion resistance. Coupling flexibility is achieved
by flexure of the disk. A single disk element has high angular flexibility but is very stiff radially. It is
therefore necessary to use a pair of disk elements to accommodate both angular and parallel misalignment.
Since parallel misalignment is accommodated by an angular displacement at each disk element, the
parallel misalignment capacity of the coupling increases with separation of the disk elements. Because
they do not have internal clearances and do not wear during operation, flexible metal disk couplings can
be accurately balanced and will maintain their balance, thus making them suitable for very high rotative
speeds (see Fig. 12.8).
Flexible Metal Diaphragm Couplings
Instead of transmitting torque at a constant radius, as a flexible disk coupling does, a flexible diaphragm
coupling (Fig. 12.16) transmits torque from one radius to another. Shear stress in the diaphragm at the
smaller radius determines the minimum diameter of the diaphragm. To achieve the required degree of
flexibility, the diaphragm must have a certain ratio of maximum to minimum diameter, which means
that for the same torque a flexible diaphragm coupling has a larger outside diameter than a flexible disk
design. As is the case with flexible disk couplings, a single diaphragm element has high angular
flexibility and high radial stiffness, meaning that a pair of elements is necessary to accommodate parallel
misalignment. Diaphragms are either one piece, profiled, or a laminate of thin plates to provide high
flexibility without overstressing. Some designs rely on the high shear stress at the diaphragm's minimum
radius to serve as a "shear pin" in the event of pump seizure. Such designs need to ensure the transmission
Couplings
(a) Continuous diaphragm-type
(Courtesy Dodge Manufacturing Division,
Reliance Electric)
Fig. 12.14
Fig. 12.15
Flexible metal disk coupling.
(Courtesy Rexnord)
(b) Continuous concave sleeve-type.
(Courtesy Falk Corporation)
Elastomer sleeve couplings.
Fig. 12.16 Flexible metal diaphragm coupling.
(Courtesy Bendix Fluid Power Division)
283
284
Couplings
unit (diaphragms plus spacer between them) is retained in the event of diaphragm failure. And if the
environment is hazardous, the coupling parts need to be nonsparking.
Spring-Grid Couplings
In a spring-grid coupling (Fig. 12.17) torque is transmitted by bending in a tempered steel spring
element acting in slots in each of the coupling halves. The slots are shaped such that the span between
the points of contact with the spring in each hub decrease as torque increases, thus increasing the stiffness
of the coupling as torque increases. This provides torsional flexibility and a certain capacity for momentary
overload. Misalignment is accommodated by a combination of flexure of the spring-grid and movement
of the grid within the hub slots. The latter requires that the coupling be lubricated. Because the springgrid is very stiff in bending in one direction, the coupling produces high cyclic forces if subjected to
significant misalignment, and therefore should only be used when close alignment can be assured.
Gear-Type Couplings
A gear-type coupling (Fig. 12.18) transmits torque by the mesh of gear teeth cut on the outside
diameter of the hub with internal gear teeth cut into the cover. To allow angular displacement between
the hub and cover axes, without tooth interference, the hub teeth are usually barreled and crowned. In
the same manner as flexible disk and diaphragm couplings, a single gear mesh or engagement can only
accommodate angular misalignment, therefore a pair of meshes is required to accommodate parallel
misalignment. Such a coupling is termed "double engagement," and the greater the separation of the
meshes, the greater the misalignment capacity. Any misalignment of a gear-type coupling produces
sliding in the mesh, which dictates that the coupling be adequately lubricated. Failure to properly lubricate
gear-type couplings results in large forces and moments being imposed on the shafts and bearings of
the coupled machines, thus significantly increasing the risk of premature, even catastrophic, failure. For
low-speed applications, the usual lubricant is grease. At higher speeds, grease tends to separate so oil
is used. If interruption of operation for the purpose of relubricating cannot be tolerated, continuously
lubricated couplings are used. An example of this is an unspared boiler feed pump or one driven directly
from the generator shaft. Figure 12.19 shows a typical arrangement of such a coupling. As a general
rule, the maximum allowable misalignment of a gear type coupling is that which produces a peak sliding
velocity at the teeth of 1.S to 2.4 mls (S to 8 ft/sec). Velocities beyond this will cause rapid wear
regardless of the quality of lubrication. Gear-type couplings can be balanced to operate at high speed,
but wear of the teeth eventually allows the covers to move radially, thus putting the coupling out of
balance. For this reason, today most high-speed pumps are equipped with flexible disk or diaphragm
couplings. The province of gear-type couplings is very high torque severe service applications.
Limited End-Float Travel
Horizontal sleeve-bearing electric motors are usually not equipped with thrust bearings but rather
with babbitted faces or shoulders on the line bearings. The motor rotor, which is allowed to float, will
seek the magnetic center, but a rather small force can cause it to move off this center. This movement
may sometimes be sufficient to cause the shaft collar to contact the bearing shoulders, causing heat and
bearing difficulties.
This effect is particularly noticeable in electric motors of ISO kW (200 hp) and more. As all horizontal
centrifugal pumps are equipped with thrust bearings, it has become the practice to use "limited endfloat" couplings between pumps and motors in this power range to keep the motor rotor within a restricted
location. The motors are built so that the total clearance between shaft collars and bearing shoulders is
not less than 12 mm (O.S in). In tum, the flexible couplings are arranged to restrict the end float of the
Couplings
Fig. 12.17 Spring-grid coupling.
(Courtesy Falk Corporation)
~· - -rI
I
L
Fig. 12.18
Fast double engagement gear-type coupling.
285
286
Couplings
Fig. 12.19
Continuously lubricated gear-type coupling.
COUPUNG SLEEVES
MOtOR
BURING
FACE
Fig. 12.20
Limited end-float coupling.
Couplings
287
motor rotor to less than 5 mm (0.2 in). To keep the gap open between the shaft collar and the shoulders,
one of the following methods is used:
1.
2.
For gear or grid couplings-by a "button" at the end of the pump shaft or by a predimensioned plate
between the two shaft ends (Fig. 12.20).
For flexible-disk or diaphragm couplings-by the stiffness of the flexible disks themselves, which have
inherent float-restricting characteristics.
Contact between the hubs and the coupling covers prevents excessive movement in the opposite
direction in gear or grid couplings. The stiffness of the flexible disks or diaphragms is the restraining
force in both directions in these types of couplings.
Spacer and Floating-Shaft Couplings
Regular flexible couplings are designed to connect driving and driven shafts with a relatively small
distance between the shaft ends, and therefore have only limited tolerance of misalignment. In some
applications provision has to be made for greater misalignment, or in others the shaft end separation
must be significantly greater to allow dismantling of the pump. Such is the case, for example, with endsuction pump designs in which the rotor and bearing assembly is removed by withdrawing it axially
toward the driver, an arrangement known as "back pull out." One of the principal objectives of back
pull out design is to allow dismantling of the pump without having to disturb either the pump casing
or the driver (Figs. 12.21 and 12.22). A second common example is the need to be able to remove the
inboard seal of a between bearings pump without having to disturb the pump or its driver (Fig. 12.23).
In either case, the distance between the pump and driver shaft ends has to be enough to allow the
dismantling. For this purpose, an easily removed spacer or extension of sufficient length is necessary.
Beyond providing room for dismantling the pump, an extension or spacer couplings is commonly
Fig. 12.21
Spacer (extension) coupling installed on back pull-out pump.
Fig. 12.22 Back pull-out assembly (bearing frame, casing cover, seal, and impeller) being removed. A spacer
or extension coupling enables the pump to be dismantled without disturbing either the driver or the pump casing.
Fig. 12.23
288
Between bearings pump with spacer coupling (spacer removed) to allow dismantling inboard
bearing and shaft seal.
Couplings
289
Fig. 12.24 Gear-type spacer (extension) coupling.
used for pumps handling hot liquids and therefore subject to thermal expansion and possible misalignment.
Their purpose in this case is to increase the separation of the flexible elements thereby avoiding the
harmful misalignment that would occur within the coupling with minimum separation of the driving
and driven shaft ends. Usually they consist of two single-engagement elements connected by a sleeve
(Fig. 12.24). Elastomer and spring-grid couplings are also furnished in spacer configurations. Most the
elastomer designs have the flexible coupling at one end of the spacer and a rigid coupling at the other
end (Fig. 12.25). With this arrangement, misalignment of the flexible coupling results in a force and
Fig. 12.25 Elastomer spacer (extension) coupling.
(Courtesy Falk Corporation)
290
Couplings
Fig. 12.26 Flexible drive shaft.
moment at the rigid coupling. Depending on the coupling type and the extent of misalignment, these
reactions can be high enough to cause fracture of the rigid coupling. Spacer versions of spring-grid
couplings have the coupling in the middle of the spacer, an arrangement that increases the overhung
weight and the potential for high reactions on the connected equipment shafts.
The floating-shaft coupling consists of two flexible elements connected by a shaft that must be supported
on each end by the flexible elements themselves. Different manufacturers use different approaches as
required by their basic coupling designs. For instance, each of the two couplings may be of the singleengagement type, may consist of a flexible half-coupling and a rigid half-coupling at each end, or may
be completely flexible couplings with some piloting or guiding construction.
In the smaller horsepower field (below 19 kW [25 hpJ per 100 rpm), "flexible drive shafts" are
commercially available. These use universal joints at each end with a tubular floating shaft and a splined
portion to provide for length variation (Fig. 12.26).
The floating shaft and flexible drive shaft are frequently used in vertical dry-pit pumps, an application
that is discussed with that type of pump.
CLUTCH COUPLINGS
Regular disk clutches are rarely used to connect a centrifugal pump to its driver for two major reasons.
The first is that most clutch designs impose a high additional thrust load on the pump thrust bearing;
the second is that very accurate alignment between the clutch parts is necessary, and this is difficult to
maintain. The two designs of clutch couplings that are commonly used to connect centrifugal pumps to
their drivers are centrifugal and overrunning. A centrifugal clutch coupling (Fig. 12.27) has spring
retained shoes that throw out on rotation to transmit torque by friction with the drum. All but the smallest
of these couplings have "leading" shoes (friction between the shoe and the drum acts to drive the shoe
into the drum) to keep the size and weight of the coupling to a minimum. Overrunning or Sprag type
clutch couplings (Fig. 12.28) employ cam-shaped elements, which lock and transmit torque by friction
when torque is from the driving to the driven machine, but unlock to allow relative motion should the
driven machine tend to overrun the driving. Overrunning couplings of the type shown in Fig. 12.28
require very accurate machine alignment, tend to overheat if run in the overrun mode for extended
periods, and require that the whole unit be shut down to replenish or change the oil in the clutch. When
these limitations cannot be tolerated, a separate, foot-mounted totally enclosed overrunning type clutch
is used (see Fig. 12.29).
Couplings
291
Fig. 12.27 Centrifugal clutch coupling.
(Courtesy Ameridrives International, Centric Clutch Products-formerly Zurn Industries)
Fig. 12.28
Sprag-type clutch coupling. Sprags are kept in contact with members by energizing springs; wedge
tight for one direction of drive and release for the other direction.
(Courtesy Dana Corporation, Formsprag, Warren, Michigan)
292
Couplings
Fig. 12.29 Overrunning-type clutch with separate bearings.
(Courtesy Ameridrives Internationl, Marland Clutch Products-formerly Zurn Industries)
COUPLINGS FOR DUAL·DRIVE
In dual-driven pump installations, it is generally desirable to have one driver idle either to save power
or to save wear. Internal combustion engines, however, cannot be allowed to tum over idle and must
be disconnected. The ideal type of couplings for such units are those that can be readily disengaged
and reengaged.
The simplest means of coupling and uncoupling one driver in a dual drive arrangement is to employ
a disconnect or "cut-out" type of coupling. Figure 12.30 shows a manually operated, gear type version
of such a coupling. The left view shows the coupling in the connected position; the right view, in the
disconnected position. It is a quick and simple operation to release the location pins, slide the sleeve
into or out of engagement, and thereby connect or disconnect the driving unit and the pump.
If time is of extreme importance or if the starting of the standby driver is automatically controlled,
Couplings
293
j
Fig. 12.30 Fast's gear-type disconnect coupling.
the disconnect coupling needs to be servo operated, a complex arrangement needing care in its operation
and maintenance. The alternative is to use some form of automatic or "free-wheeling" clutch type
coupling. Of these, the simplest is the centrifugal clutch (Fig. 12.27), which is installed with the shoes
in the driven half. The centrifugal action of these shoes can be controlled to any predetermined speed,
and no shoe engagement takes place until this speed is reached. Above this speed, the coupling automatically picks up the load. Centrifugal clutch type couplings are frequently used for dual driven fire pumps,
usually for the engine only, occasionally for both the motor and the engine.
A subtle variation of the dual drive arrangement is having a hydraulic power recovery turbine (HPRT)
driving a pump in tandem through an electric motor (Fig. 12.31). With the process operating at rated
flow, the HPRT produces power and so lowers the electrical energy consumed by the motor. As the
process flow drops, the turbine power also drops, and at some point the turbine starts to absorb power.
When this condition is reached it is necessary to automatically disconnect the turbine. The device
commonly used to do this is a separate foot-mounted overrunning type clutch (Fig. 12.29). An added
advantage of the separate foot mounted clutch in these cases is that it allows a positive separation of
the alternate driver from the train, thereby permitting safe work on it while the rest of the train remains
on-line.
Overrunning
Clutch
I
01
Fig. 12.31
Motor
Drive train of typical charge pump with hydraulic power recovery turbine.
294
Couplings
MOUNTING COUPLINGS
The means employed to mount a coupling hub on its shaft have a significant effect on machine balance,
the reliability of the drive, and the ease of subsequent maintenance. In order of increasing sophistication,
the following means are in common use: slide fit, taper-lock bushing, shrink fit, taper, and oil injection
or keyless.
Slide-fit mounting is convenient but is really only suitable for very small couplings. Torque is
transmitted by a key; the coupling is located axially with a headless set screw driven against the top of
the key. Machine balance is poor, and the clearance fit allows relative motion between the hub and the
shaft, which can lead to fretting corrosion. Taper-lock bushings (Fig. 12.32) offer the convenience of
slide-fit assembly with the integrity of a tight fit. Torque is transmitted by a key. The assembly is
tightened onto the shaft by drawing the taper-lock bushing into the hub with a pair or more of headless
set screws; loosened by moving the set screws to an alternate set of holes (see Fig. 12.32). Because the
maintenance of machine balance is not good and the coupling hubs are heavier, both a consequence of
the bushing, taper-lock mounting is generally limited to low-speed high-torque applications.
A high-integrity coupling mounting, capable of maintaining good machine balance, requires an
interference fit between the hub and shaft. Three means are employed to achieve this result. The simplest
is a cylindrical shrink fit (Fig. 12.33), in which the torque is transmitted by a key, and the coupling hub
is a light shrink fit on the shaft. Shrink fits involve the use of heat for assembly and dismantling. This
is not always convenient-a refinery pump that has to have its coupling removed in the field, for
example-so a tapered mounting (Fig. 12.34) is often used instead. Torque is still transmitted by a key,
but the interference is provided by drawing the coupling hub a predetermined distance along the taper.
In applications where the presence of a key in the coupling to shaft connection is undesirable (stress
concentration, hub size, balance), a keyless mounting employing oil injection is used. The fit may be
stepped cylindrical (Fig. 12.7[b]) or tapered (Fig. 12.35). In both cases, torque is transmitted solely by
friction between the shaft to coupling. The necessary interference is high, on the order of 0.00125 mm
per mm (in per in) of shaft diameter. Cylindrical fits (Fig. 12.7[b]) are assembled by shrink fitting;
tapered fits (Fig. 12.35) by oil injection dilation of the hub, then hydraulic advancement to give the
required interference. Dismounting is by oil injection for both designs. Successfully mounting and
dismounting keyless couplings requires the following:
Withdraw bushing
Fig. 12.32 Taper-lock bushing mounted coupling hub.
Couplings
L
Fig. 12.33
1.
2.
3.
4.
5.
6.
295
Interference fit
(otherwise require
secondary device to
lock axially)
Cylindrical shrink fit mounted coupling hub.
Fit surfaces must be a ground finish and free of scratches
Tapered fits must have at least 85 percent contact
Adequate grooving for oil drainage in the fit region of tapered shafts, particularly if assembly is being done
in a cold environment
Ensuring the installed fit is correct, by either measuring the diameters before assembling cylindrical fits or
measuring hub advancement as tapered fits are assembled
Having the correct tooling-measuring apparatus, lifting devices, oil injection pump and connections, hydraulic nuts, and a restraint for dismounting cylindrical fit hubs (the mounted hub has considerable strain energy
and moves off the last portion of its fit quite suddenly)
Taking safety precautions appropriate for the use of high pressure oil--equipment integrity, joint tightness,
venting air before pressurizing.
Taper: typically
0.625-0.750 in/ft on dia
Fig. 12.34
Taper-mounted coupling hub.
296
Couplings
Fig. 12.35 Oil-injection taper mounted coupling hub.
(Courtesy Flexibox International)
As the speed of the pump increases, so does the need for finer mechanical balance of its coupling.
This progresses through four stages. First, certain types are inherently limited in speed because their
construction does not achieve fine balance (see discussion of various types in this chapter). Second, the
precision of manufacture is raised (higher class number in the United States) to improve the balance of
the components. Third, each major component or sub-assembly is dynamically balanced. And fourth,
the entire assembly is dynamically balanced. In the oil industry, couplings for high power, high speed
pumps are generally purchased to API-671 [12.1].
COUPLING GUARDS
Left exposed, the coupling and the adjacent pump and driver shaft extensions pose a significant hazard
to the operator when the pump is running. To eliminate this, couplings and the adjacent shaft extensions
are enclosed in a metal guard, designed to prevent operators coming into accidental contact with the
moving surfaces. The guards are usually made of steel and supported from the pump base or foundation
in the absence of a base. Variations include partial mesh construction for visibility (but beware of small
parts falling through the mesh and being thrown back out at high velocity); a hinged opening for
inspection; heavy duty design (#10 gauge or thicker) to tolerate abuse; nonsparking materials (aluminum,
or bronze where there is concern over the potential for aluminum to spark under some circumstances);
and sealed construction for continuously lubricated couplings.
Couplings
297
COUPLING MAINTENANCE
The greatest contribution to coupling life comes from carefully aligning the coupled machines during
installation, then periodically checking the alignment during routine maintenance (see Chaps. 28 and 31).
Beyond checking alignment, couplings should be periodically inspected for wear of or damage to
their flexible elements. Abnormal wear must be investigated and the cause corrected. The usual causes
are poor alignment and lack of or incorrect lubrication. Damage, such as cracking of flexible disks or
diaphragms, requires careful investigation to ensure there is not an insidious influence, such as an
unexpected operating condition or an occasionally corrosive atmosphere, which could lead to sudden
failure. The damaged parts should, of course, be replaced. After each inspection, lubricated couplings
need to be relubricated.
MAGNETIC CLUTCHES, MAGNETIC DRIVES, AND
HYDRAULIC COUPLINGS
Magnetic clutches, magnetic drives, and hydraulic couplings are not couplings in the strict sense of the
word, as their function is to vary the speed of the driven unit rather than to provide merely a connecting
device between pump and driver.
Magnetic clutches are rarely used to connect a centrifugal pump to its driver because they require
accurate alignment and the few installations that have been made have not been very successful. Their
maintenance costs are also high. The only advantageous application of this device is in accumulatortank pumping or similar services for which the demand varies over a wide range. It is now the practice
either to start and stop the entire pumping unit or, if the cycle is too frequent for that, to allow the pump
to operate at reduced capacity during the period of small demand, incorporating a bypass so the capacity
will never fall below a safe value if the demand drops too low for proper operation.
Both hydraulic couplings and magnetic drives are used in centrifugal pumps if variations in operating
conditions warrant the use of variable output speed devices. Although they have approximately the same
overall efficiency as slip ring motors with speed control, they have the advantage of easily producing
any desired output speed, whereas the regular control for slip ring motors permits adjustment of speed
only by steps. A more complete discussion of these devices appears in Chapter 24.
BIBLIOGRAPHY
[12.1] API-671, 2nd Edition, Special Purpose Couplings, 1990. American Petroleum Institute, Washington, DC.
13
Baseplates and Other Pump Supports
For very obvious reasons, it is desirable that pumps and their drivers be removable from their mountings.
Consequently, they are usually bolted and doweled to machined surfaces that in tum are firmly connected
to the foundations. To simplify the installation of horizontal-shaft units, these machined surfaces are
usually part of a common baseplate on which either the pump or the pump and its driver have been prealigned.
BEDPLATES
The primary function of a pump baseplate is to furnish mounting surfaces for the pump feet that are
capable of being rigidly attached to the foundation. Mounting surfaces are also necessary for the feet
of the pump driver or drivers or of any independently mounted power transmission device. Although
such surfaces could be provided by separate bedplates or by individually planned surfaces, it would be
necessary to align these separate surfaces and fasten them to the foundation with the utmost care. Usually
this method requires in-place mounting in the field as well as drilling and tapping for the holding-down
bolts after all parts have been aligned. To minimize such "field work," coupled horizontal-shaft pumps
are usually purchased with a continuous base extending under the pump and its driver (Fig. l3.1);
ordinarily, both these units are mounted and aligned at the place of manufacture.
As the unit size increases so does the size, weight, and cost of the base required. The cost of a
prealigned base for most large units would exceed the cost of the field work necessary to align individual
baseplates or soleplates and to mount the component parts. Such bases are therefore used only if
appearances require them or if their function as a drip collector justifies the additional cost. Even in
fairly small units, the height at which the feet of the pump and the other elements are located may differ
considerably. A more rigid and pleasant looking installation can frequently be obtained by using individual
bases or soleplates and building up the foundation to various heights under the separate portions of
equipment. (Fig. l3.2).
When a baseplate is used, whether it be under both the pump and its driver, or separate bases under
each piece of equipment, it is a fundamental element of the structural connection that maintains alignment
298
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
Baseplates and Other Pump Supports
Fig. 13.1
Baseplate under pump and driver, bolted to the foundation.
Fig. 13.2 Pump and driver on soleplates with stepped foundation.
299
300
Baseplates and Other Pump Supports
MACHINE LOADS
INTO PEDESTALS
FOUNDATION PROVIDES
HIGH BENDING AND
TORSIONAL STIFFNESS
TO MAINTAIN ALIGNMENT
LOADS INTO FOUNDATION
VIA PEDESTALS,
SIDE BEAMS,
FOUNDATION BOLTS 80 GROUT
Fig. 13.3 Base supported by "stiff' foundation.
between the pump and its driver. Although this is clearly a very important requirement, it is frequently
sacrificed to cost, invariably at the expense of machine reliability.
Baseplates for horizontal axis pumps fall into two categories, which for this discussion can be termed
"supported" and "suspended." The distinction revolves around how the base is connected to and supported
by the foundation. Supported bases, the more common category, are bolted and grouted to a "stiff'
foundation (Fig. 13.3). Once installed, the function of a supported base is to transmit equipment loads
and drive reaction to the foundation. The remainder of the structural connection to maintain alignment,
bending, and torsion, is then provided by the foundation. Given these functions, supported bases are
designed for
1.
Moderate bending stiffness; sufficient for handling as an assembled unit without yielding (taking a permanent set)
2.
High pedestal and foundation connection stiffness; sufficient to maintain coupling alignment under the
imposed equipment loads (e.g., piping) and the drive reaction.
It is important to note that torsional stiffness is not a design requirement because the foundation provides
it. This reduces the cost of the baseplate, but increases the installation cost since the baseplate must be
carefully leveled after positioning it on the foundation (see installation in Chap. 28).
A noteworthy consequence of the deliberate lack of torsional stiffness is that precise shop alignment
of the equipment is meaningless; the alignment will change when the unit is moved. Two things are
important in the shop alignment of equipment on supported bases. First, the equipment mounting surfaces
must be carefully leveled before aligning the equipment to mark out the mounting surfaces for drilling
or to make a final check of alignment. Second, the equipment alignment must be accurate enough to
allow precise alignment in the field.
Suspended bases, the second and less common category, are those that do not rely on a foundation
for the bending and torsional stiffness necessary to maintain alignment. They are used in the following circumstances:
Baseplates and Other Pump Supports
301
MACHINE LOADS
INTO PEDESTALS
c
BASE
BASE PROVIDES HIGH BENDING
TO MAINTAIN ALIGNMENT
Fig. 13.4
1.
a
TORSIONAL STIFFNESS
Flexibility mounted baseplate.
Simplified installation-the unit is prealigned and can be positioned, connected, and started. Any attachment
to the foundation is nominal and usually three-point to be self-leveling.
2. Minimize structure-borne noise-The unit is suspended above the foundation on resilient mountings (springs
or elastomer pads).
3. Reduce piping loads-The unit is suspended on springs or stilts or free to slide so it can move to accommodate
piping expansion. A typical spring-mounted base is shown in Fig. 13.4.
Compared to supported bases, the additional design requirements for suspended bases are
1.
High bending stiffness-sufficient to maintain pump to driver alignment under equipment weight and
imposed loads.
2. High torsional stiffness-sufficient to maintain pump to driver alignment under drive reaction and any torsion
from imposed loads.
These two additional requirements raise the baseplate cost. Both requirements add weight, although not
significantly if well designed, but providing torsional stiffness involves more difficult fabrication. To
achieve worthwhile torsional stiffness, the base must either have a closed cross section (undesirable for
corrosion resistance) or diagonal bracing. Conventional cross-bracing makes little or no contribution to
torsional stiffness, a fact quite evident in Fig. 13.5.
Today, baseplates are furnished in fabricated structural steel, fabricated stainless steel, cast iron, and
reinforced polymer. Regardless of the material, the principal design criterion is stiffness. Structural or
carbon-steel bases generally realize this at minimum cost by a simple arrangement of moderately heavy
pieces. In stainless steel, a more expensive material, lighter, more complex shapes are warranted to
minimize cost. Cast iron is only half as stiff as steel, so (he sections need to be heavier, with the increase
in weight sometimes offset by the ease of producing more complex shapes. Reinforced polymers are an
order of magnitude less stiff than steel, which limits their use in structures designed for stiffness. When
they are used, the sections and configurations are necessarily quite different to those for metals.
The virtue of fabricated baseplates is the flexibility of form allowed to the designer, ranging from a
simple inverted channel (Fig. 13.6) to a complex, suspended skid (Fig. 13.7). Structural or straight carbon
steel is the usual material since it is available in a wide range of shapes and sections, and is relatively
(CI
Fig. 13.5 Effect of section and bracing on torsional stiffness; (a) flat plate, (b) cross-bracing,
and (C) diagonal bracing.
302
Baseplates and Other Pump Supports
Fig. 13.6
Fig. 13.7
Small frame-mounted centrifugal pump on inverted channel base.
Offshore water injection pump with pump, driver, and accessories mounted on suspended,
three-point supported skid.
303
304
Baseplates and Other Pump Supports
SLOPE
-
rA
SECTION 'A-A'
DRIP PAN
SECTION 'A-A'
(ALTERNATE SIDE BEAM)
SECTION 'A-A'
Fig. 13.8 Base drain arrangements.
inexpensive. Austenitic stainless steel is used when corrosion is a concern. Frequently pumps handle
liquids that cannot be allowed to fallon or accumulate on the foundation, since they would then pose
a problem of corrosion or combustion. In these cases, the base must also serve as a collector of incidental
leakage. Two arrangements are in use: drip pan and drain rim. Figure 13.8 shows the essential difference.
Drip-pan bases offer an extensive sloping drainage surface but require careful design to ensure structural
integrity and are difficult to fabricate. Drain-rim bases are usually easier to design and fabricate. Most
designs, however, suffer from the disadvantage of the regions where leakage falls being flat, and thus
prone to some leakage accumulation. Bending a "crown" into the top plate overcomes this, although at
some additional cost and fabrication effort. Openings in drip pans and the top plate of drain-rim bases
must be collared or bossed to avoid leakage through the opening.
Cast iron is restricted to small baseplates for standard pumps, where the quantity being produced is
sufficient to justify the pattern expense. Since the base is cast, it is relatively easy to produce a rimmed,
sloping drainage surface between the equipment mounting pads (Fig. 13.9). Reinforced polymer bases
are sometimes used in place of stainless steel when base corrosion is a problem. As with cast iron, this
material is only viable when the quantities are high enough to justify the mold cost. Because the shape
is molded, a rimmed, sloping drainage surface is easily incorporated in the design.
By definition, supported bases must be designed for grouting. If the base is well designed (meaning
that its pedestals do not rely on grout for stiffness), the essential functions of grouting are to
1.
2.
Ensure intimate contact between the base underside and the foundation.
Provide additional lateral restraint.
A secondary function is to fill voids in or under the base to prevent the accumulation of liquid or debris
or both. At one extreme the base is an open structure designed to be filled with grout (Fig. 13.10); at
the other, a closed structure designed for grouting to the underside of a drip pan (Fig. 13.11). Designs
with drip pans or deck plates require special features to ensure grout can completely fill the void beneath
Baseplates and Other Pump Supports
Fig. 13.9
305
Horizontal centrifugal pump and driver on cast-iron baseplate.
the plate or pan. If the void is not completely filled, there is a risk liquid will accumulate under the
plate, or the plate will "drum" and create unnecessary noise. Figure 13.12 shows the features necessary
for grouting under a drip pan.
Except for very small units, under, say, 225 kg (500 lb), the base generally includes provision for
lifting. In most cases the lift is four point, because rigging to equalize loading becomes complicated
with more than a four-point lift. The lifting lugs are positioned for balance. If equipment obstruction is
a problem, a spreader must be used for the lift.
Since baseplates are designed for stiffness, the volume of welding required in fabricated designs is
not high. Weld extent and size combine to give an actual weld volume greater than that required for
stiffness. Continuous welding is necessary for all joints. Intermittent welding should not be used because
joints so welded are prone to corrosion and subsequent distortion. Weld sizes are those necessary to
develop 50 percent of the plate strength.
As noted in the introduction to this discussion, the intention of a baseplate is to provide precision
surfaces on which to mount and accurately align the equipment. This function can only be realized when
the equipment mounting surfaces of the base are machined. When the fabrication involves extensive
Fig. 13.10 Grout-filled baseplate.
Fig. 13.11 Grouted drip-pan baseplate.
306
Baseplates and Other Pump Supports
UNDERPAN STIFFENERS
(WITH CLIPPED CORNER,
GROUT OPENING@ CENTRE)
+
+
~i
'L
I
I
I
/
/
~ ,
I
,
-$-rn -$+
I
I
I
c::=:=::J
\
!SIN. DIA OPENINGS
OFFSET IF NECESSARY FOR
ACCESS BENEATH EQUIPMENT
COLLARED, 112" HIGH
+
l
I
I
I
I
+\
J +
I
:~
I
\
/
1-
/
1/2" DIA DRILLED HOLES
FOR GROUT VENT
MAX SPACING 36"
(ci)HIGH POINT IN EACH
'COMPARTMENT'
NO COLLAR UNLESS
SPECIFIED
API-610 REQUIRES
AT LEAST 1-19 SQ. I N.
OPENI NG I N EACH
UNDERPAN 'COMPARTMENT.'
NOT ALWAYS PRACTICABLE
10. OPENING BENEATH EQUIPMENT
Fig. 13.12 Design features necessary for grouting under a drip pan.
welding, it is usual to oven-stress relieve the base before machining. Doing this eliminates the risk of
subsequent distortion as residual stress is relieved over time. The separation of the finished machined
surfaces normally provides for at least 3 mm (0.12 in.) of shims under the driver. Provided the base is
not "sprung" (twisted out of shape) on the machine tool, the machined surfaces in each plane will be
coplanar within 0.15 mm per meter (0.002 in. per foot) of separation, a common specification requirement.
When deemed necessary by the designer or the purchaser, baseplates are furnished with a number of
t:efinements to aid installation and equipment alignment. Typical of these are leveling screws adjacent
to the foundation bolts in supported bases and jacking screws on the pedestals of both supported and
suspended designs.
CENTERLINE SUPPORT
For operation at high temperatures, the pump casing must be supported as near to its horizontal centerline
as possible to minimize the consequences of thermal expansion of the casing. Failure to do this will
result in distortion of the pump if it is three-point supported (Fig. 13.6) and misalignment of the pump
to its driver, both of which can ultimately cause significant damage to the pump. Centerline support is
generally adopted when the pumping temperature reaches 175°C (350°F). The real criterion, however,
is not the temperature, but the thermal expansion as the casing comes up to temperature. Unusually large
pumps therefore require centerline support at temperatures below 175°C (350°F).
Centerline support complicates baseplate design significantly, because the tall pedestals must be
sufficiently stiff to accommodate loads imposed on the pump without any significant change in the
alignment of the pump and its driver. This is particularly difficult with single-stage overhung pumps
Baseplates and Other Pump Supports
307
Fig. 13.13 Centerline-supported overhung process pump.
(Pig. 13.13), which are effectively only 2-point supported. To develop the required stiffness, the pedestals
usually must be closed (box section) and directly connected to the side beam of the base. Units with a
large amount of accessory equipment around them often require baseplates so large the pedestals cannot
be directly connected to the side beams. In these cases, the connection between the pedestals and the
side beams must achieve the same stiffness, which is usually done with judiciously designed lateral and
longitudinal bracing underneath the drip pan or deck plate. Inadequate stiffness in bases for centerline
supported pumps has caused a great of deal of difficulty in the refining industry. So much, in fact, that
API-61O [3.1], the usual industry standard for refinery pumps, now includes requirements for combined
base and pump stiffness, and specifies a simple means of testing to verify the design.
At temperatures significantly above 175°C (350 0 P), say 290 to 315°C (550 to 600 0 P), many designs
have added water cooling to the pedestals, the idea being to remove any heat passed to the pedestals
by conduction and convection from the adjacent casing. Tests to measure the amount of heat gained by
the cooling water show that it is so little as to be of no practical benefit. In the light of this, it is possible
to simplify the installation of high-temperature pumps by eliminating water-cooled pedestals.
SOLEPLATES
Soleplates are cast-iron or steel pads located under the feet of the pump or its driver and embedded into
the foundation. The pump or its driver are doweled and bolted to them. Soleplates are customarily used
for vertical dry-pit pumps and also for some of the larger horizontal units to save the cost of the large
bedplates otherwise required.
HORIZONTAL UNITS USING FLEXIBLE PIPE CONNECTIONS
The foregoing discussion of bedplates and supports for horizontal shaft units assumed their application
to pumps with piping setups that do not impose hydraulic thrusts on the pumps themselves. If flexible
308
Baseplates and Other Pump Supports
Fig. 13.14 Vertical-shaft installation of double-suction single-stage pump.
Casing is provided with mounting support flange .
pipe connections or expansion joints are desirable in the suction or discharge piping of a pump (or
in both), however, the pump manufacturer should be so advised for several reasons. First, the pump
casing will be required to withstand various stresses caused by the resultant hydraulic thrust load.
Although this is rarely a limiting or dangerous factor, it is best that the manufacturer have the
opportunity to check the strength of the pump casing. Second, the resulting hydraulic thrust must
be transmitted from the pump casing through the casing feet to the bedplate or soleplate and then
to the foundation. Usually, horizontal-shaft pumps are merely bolted to their bases or soleplates so
that any tendency to displacement is resisted only by the frictional grip of the casing feet on the
base and by relatively small dowels. If flexible pipe joints are used, this attachment may not be
sufficient to withstand the hydraulic thrust. If high hydraulic thrust loads are to be accommodated,
the pump feet must be keyed to the base or supports. Similarly, the bedplate or supporting soleplates
must be of a design that will permit transmission of the load to the foundation. (For a more
complete discussion of flexible expansion joints, see Chap. 28.)
Baseplates and Other Pump Supports
Fig. 13.15
309
Large vertical-shaft double-suction single-stage pump. Note: outrigger supports for driver,
and tooling for removing and installing front-half casing.
(Courtesy Thompsons, Kelly and Lewis Pty. Ltd.)
BASES AND SUPPORTS FOR VERTICAL PUMPING EQUIPMENT
Vertical-shaft pumps, like horizontal-shaft units, must be firmly supported. Depending on the installation,
the unit may be supported at one or several elevations. Vertical units are seldom supported from walls,
but even that type of support is sometimes encountered.
Occasionally, a nominally horizontal-shaft pump design is arranged with a vertical shaft and a wall
used as the supporting foundation. The regular horizontal shaft unit shown in Fig. 13.9 could be used
for this purpose without modification, except that the bedplate is attached to a wall. For such installations,
it is advisable to lock the pump feet to the bedplate by keys or dowels rather than to rely strictly on the
friction between the pump feet and the pads of the bedplate. Of course, it is assumed that careful attention
will have been given to the arrangement of the pump bearings to prevent the escape of the lubricant.
Installations of double-suction single-stage pumps with the shaft in the vertical position are relatively
rare, except in some marine and navy applications and waterworks installations where floor space is at
a premium. Hence manufacturers have very few standard pumps of this kind arranged so that a portion
of the casing itself forms the support (to be mounted on soleplates). Figure 13.14 shows such a pump,
which also has a casing extension to support the driving motor. As the size of the pumps arranged in
310
Baseplates and Other Pump Supports
this manner increases, so does the need to pay particular attention to the design of the pump casing, the
pump support beneath it, and the motor support above it to ensure the structural stiffness is high enough
to maintain alignment and avoid resonant vibration. For large pumps, typically those for waterworks, it
is sometimes necessary to provide outriggers (Fig. 13.15) to achieve the required stiffness.
A complete discussion of the methods of supporting pumps that are specifically designed for vertical
mounting is given in Chapter 14.
14
Special Designs: Vertical Pumps
Preceding chapters on centrifugal pumps with horizontal-shaft construction should not obscure the
fact that many centrifugal pumps utilize vertical-shafting. Vertical-shaft pumps fall into two separate
classifications: (1) dry pit and (2) wet pit. The former operate surrounded by air, whereas the latter are
either fully or partially submerged in the liquid handled.
Vertical Dry-Pit Pumps
Dry-pit pumps with external bearings include most medium and large vertical sewage pumps, most
medium and large drainage and irrigation pumps for medium and high head, many large condenser
circulating and water supply pumps, many marine pumps, most nuclear reactor primary cooling water
circulating pumps, and an increasing number of vertical in-line pumps for petrochemical and refining
applications. A related design, hermetically sealed dry-pit pumps with integral motors, and hence internal
bearings, is employed for high-pressure circulating services in power generation and hydrocarbon processing (see Chap. 24). Vertical shaft designs are usually justified on the following grounds:
1.
2.
3.
4.
Floor space is limited; marine pumps are a particular example.
Suction conditions dictate that the pump be mounted at a low level, whereas the installation as a whole
requires that the driver be mounted at a high level.
Simplified installation and relative immunity to piping loads; afforded by having the driver mounted directly
on top of the pump.
Pump size; large vertical shaft overhung pumps achieve higher efficiency (no obstruction in the impeller
eye) and are more economical to manufacture and install than equivalent horizontal-shaft designs.
Many vertical dry-pit pumps are basically horizontal designs with minor modifications (usually in
the bearings) to adapt them for vertical-shaft drive (see Chap. 13, Figs. 13.14 and 13.15). The reverse
is true of small- and medium-sized sewage pumps; a purely vertical design is the most popular for that
311
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
312
Special Designs: Vertical Pumps
Fig. 14.1 Small vertical sewage pump with
intermediate shafting.
Fig. 14.2 Section of pump in Fig. 14.1.
service. Most of these sewage pumps have elbow suction nozzles (Figs. 14.1-14.3) because their suction
supply is usually taken from a wet well adjacent to the pit in which the pump is installed. The suction
elbow usually contains a handhole with a removable cover to provide easy access to the impeller.
To dismantle one of these pumps, the stuffing box head must be unbolted from the casing after the
intermediate shaft or the motor and motor stand have been removed. The rotor assembly is drawn out
upward, complete with the stuffing box head, the bearing housing, and the like. This rotor assembly can
then be completely dismantled at a convenient location.
Vertical-shaft installations of single-suction pumps with a suction elbow are commonly furnished
with either a pedestal or a base elbow (see Fig. 14.1). These may be bolted to soleplates or even grouted
in. The grouting arrangement is not too desirable unless there is full assurance that the pedestal or elbow
will never be disturbed or that the grouted space is reasonably regular and the grout will separate from
the pump without excessive difficulty.
Vertical single-suction pumps with bottom suction are commonly used for larger sewage, water
supply, or condenser circulating applications. Such pumps are provided with wing feet that are bolted
to soleplates grouted in concrete pedestals or piers (Fig. 14.4). Sometimes the wing feet may be grouted
Special Designs: Vertical Pumps
Fig. 14.3
313
Vertical sewage pump with direct mounted motor.
right in the pedestals. These must be suitably arranged to provide proper access to any handholes in the
pump and to allow clearance for the elbow section nozzles if these are used.
Vertical in-line pumps (Fig. 14.5) are also generally single suction but have an elbow-type suction
nozzle to produce a side-suction flange that is in line with the discharge flange. This configuration is
used for a variety of applications ranging from household hot water circulating pumps through hydrocarbon
processing to medium-size pipeline pumps. Small vertical in-line pumps are supported by the piping;
larger sizes have an additional support built into the bottom of the casing.
If a vertical pump is applied to condensate service or some other service for which the eye of the
impeller must be vented to prevent vapor binding, a pump with a bottom single-inlet impeller is not
desirable because it does not permit effective venting. Neither does a vertical pump employing a doublesuction impeller (Fig. 14.6). The most suitable design for such applications incorporates a top singleinlet impeller (Fig. 14.7).
If the driver of a vertical dry-pit pump can be located immediately above the pump, it is often
314
Special Designs: Vertical Pumps
Fig. 14.4
Fig. 14.5
Vertical bottom-suction volute pumps with lineshaft drive.
Close coupled (extended motor shaft) vertical in-line pump.
Special Designs: Vertical Pumps
Fig. 14.6
Vertical double-suction volute pump with
direct mounted motor.
Fig. 14.7
315
Section of vertical pump with top single
suction impeller.
supported on the pump itself (see Fig. 14.3). When the driver is so mounted, there are three common
arrangements for the pump and driver shafts:
1.
2.
3.
Separate shafts, flexibly coupled-The pump and driver each have their own radial and thrust bearings.
Some designs employ a spacer-type coupling and an open-sided driver support (Fig. 14.8) to allow removal
of the pumps bearing frame and impeller without disturbing the driver.
Separate shafts, rigidly coupled (Fig. 2.16)-Usually the pump rotor is supported by the driver's bearings.
When a mechanical shaft seal is used, the coupling is often a spacer type to allow replacement of the seal
without having to disturb the driver.
Extended driver shaft (Fig. 14.5)-The impeller is mounted directly on the driver shaft and is supported by
the driver's bearings. If a mechanical shaft seal is used, the pump must be dismantled to replace it.
Although the driving motors are frequently mounted right on top of the pump casing, one important
reason for use of the vertical-shaft design is the possibility of locating the motors at an elevation
sufficiently above the pumps to prevent their accidental flooding. The pump and its driver may be
separated by an appreciable length of shafting, which may require steady bearings between the two units.
It is extremely important that these steadying bearings be rigidly supported and maintained in strict
316
Special Designs: Vertical Pumps
Fig. 14.8 Separately coupled vertical in-line pump.
alignment. The support is generally provided by horizontal structural steel beams tied into the wall
structure, although occasionally a similar vertical support is used. For proper operation of the vertical
shafting, the deflection of the vertical guide bearings under any operating conditions must be kept within
the limits set by the design of the shafting and the operating speed. In small units, a channel located
between the walls of the station usually gives adequate support in all directions. Larger units with larger
reaction loads on the guide bearings may require two channels or beams with lattice bars. Some
installations incorporate reinforced concrete beams in the structure. Naturally, if the design of the building
requires the construction of an intermediate floor, this floor can be used to support the guide bearings.
The most common shafting connecting a small- or medium-size centrifugal pump with its driver
makes use of the universal joint with hollow tubing (Fig. 14.9). The lower section has a universal joint
at both ends whereas the upper sections (if more than one is used) have a guide bearing supporting the
lower end and a universal joint at the upper end. Such shafting compensates for angular misalignment
and, as the lower section incorporates a splined joint, also compensates for any minor discrepancy in
length. If speed permits, shaft sections as long as 3.0 m (lOft.) or more can be obtained. Sections longer
than 3.0 m (10 ft.) are easily sprung and must be handled carefully. As this shafting does not transmit
thrust, both pump and driver must have a thrust bearing.
Although a vertical motor may be mounted directly on soleplates grouted into the floor, a separate
Special Designs: Vertical Pumps
317
stand is sometimes necessary so that the motor may be raised to provide access to the coupling.
Occasionally, removable beams are placed directly across a large opening in the floor to serve as the
motor mounting. This method permits easy access to the pumps for servicing and simplifies lowering
them into place during the initial installation.
A driver supported on a stand above the floor provides access to the flange connection and upper
universal joint for bolting purposes and for relubrication. If the driver uses hollow-shaft rather than
solid-shaft construction, it must be provided with a head shaft guided by a lower bearing to act in the
same capacity. The weight of this shafting (excluding that of the lowest universal joint) is carried on
the motor; provided it is not extremely long, the total weight involved is relatively small and a normal
thrust motor can be used. When shafting weight is a concern, hollow fiber reinforced polymer (FRP)
shafting is an alternative that offers lower weight, albeit at higher cost, than equivalent hollow-steel
shafting. Actually, hollow shafting is more expensive than solid shafting. But the basic universal joint
is so widely used on automobiles and trucks that it is somewhat of a production item, and the increase
in cost it entails over solid shafting is very reasonable.
Units requiring more torque in their intermediate shafting than can be carried by the available sizes
of universal-joint shafting use solid shafting, either with solid or with flexible couplings. If solid or rigid
couplings are used, only one thrust bearing is needed (usually in the driver), and all other bearings are
merely guide bearings. This shafting has the disadvantage of requiring very accurate alignment of all
bearings, a difficult feat for open shafting employing more than three bearings.
Solid vertical shafting using flexible couplings usually consists of several shaft sections (including
pump and driver), each having two or possibly three bearings connected by floating shaft sections and
a piloted or guided flexible coupling at each end, thus acting in effect like a universal joint (see Fig.
14.4). Naturally each section has to have a thrust bearing to carry the weight of the shaft section.
The intermediate shafting for large pumps requiring large shafts is usually of solid construction with
solid flanged couplings that are often forged onto the shaft section (Figs. 7.11 and 14.10).
The size of the shafting used for an installation is initially determined by the torque to be transmitted.
However, if a certain span between bearings is desirable because of existing supports (floors or beams),
a shaft larger than that required by the torque may be necessary so that the operating speed will be
sufficiently below the critical speed. It is thus general practice to have the first critical speed ("first
bending natural frequency" in modem parlance) above the highest operating or runaway speed of the
pump. The critical speed of a vertical solid shaft is a direct function of the diameter and an inverse
function of the square of the span between bearings. Thus if a shaft is to run at twice the speed of
another, it must be twice as large in diameter for the same bearing span, or its permissible bearing span
will be reduced to 70 percent of that permissible with the lower speed.
Bearings for vertical dry-pit pumps and for intermediate guide purposes are usually antifriction
bearings that are grease lubricated to simplify the problem of retaining a lubricant in a housing with a
shaft projecting vertically through it. Typical ball steady bearings used as intermediate shaft steady
bearings are shown in Fig. 14.11. Larger units, for which antifriction bearings are not available or
desirable, use self-oiling babbitt bearings or forced-feed-oiled babbitt bearings with a separate oiling
system (Fig. 14.12 and 14.13). Figure 14.13 illustrates a vertical dry-pit pump design with a singlesleeve type line bearing. Th~ pump is connected by a rigid coupling to its motor (not shown in the
illustration), which is provided with a line and a thrust bearing.
The supports for the guide bearings of vertical shafting connecting a centrifugal pump and its driver
must be sufficiently rigid. The radial load is usually assumed to be the same as if the unit were in a
horizontal position. With this loading, the deflection of the supports in any direction should not exceed
A in the following equation:
318
Special Designs: Vertical Pumps
MOTOR
MOTOR
STANO
STEADY
BEARING
t
I
PUMP
DISCHARGE
SUCTION
Fig. 14.9 Elevation of vertical pump
with tabular lineshaft.
where
d
NCI
=the deflection in mm
=critical speed of the shafting in rpm.
or for US units
where
d = the deflection in inches.
Fig. 14.10 Elevation of vertical pump with solid
lineshaft. Motor supports rotating parts.
Special Designs: Vertical Pumps
Fig. 14.11
319
Ball bearing used for intermediate shaft guide bearings.
(Courtesy Seal Master.)
This critical speed is usually 125 percent of the pump rotative speed or some value above the possible
runaway speed to allow for back flow through the pump. If beams or channels support the bearings, the
design of the latter naturally depends on the span between them, the radial force, and the permissible
deflection. Small pump installations with short spans usually require a single channel (to which vertically
mounted bearings are most easily attached). Larger units with long spans often require fairly widely
spaced channels or beams with strengthening lattice work (for which a horizontally mounted bearing
resting directly on the beams or on a bridging plate is more convenient). These considerations tend to
make vertically mounted bearings preferable for small units and horizontally mounted bearings preferable
for large units.
Vertical dry-pit centrifugal pumps are structurally similar to horizontal-shaft pumps. It is to be noted,
however, that many of the very large single-stage single-suction (usually bottom) volute pumps that are
preferred for large storm water pumpage, drainage, irrigation, sewage, and water supply projects have
no comparable counterpart among horizontal-shaft units. The basic U-section casing of these pumps,
which is structurally weak, often requires the use of heavy ribbing to provide sufficient rigidity. Some
high-head pumps of this type have been made in the twin-volute design. The wall separating the two
volutes acts as a strengthening rib for the casing, thus making it easier to design a casing strong enough
for the pressure involved (see Fig. 2.9). Another approach is to borrow from water turbine practice and
employ a stay ring, a set of vanes between the impeller and casing, to act as a strut (Fig. 14.14). When
used in a pump, the stay ring is designed as a diffuser (see Chap. 2).
As the size of vertical dry-pit pumps increases, a point is reached where it becomes more practical
to form the casing as an integral part of the pump's foundation, an arrangement known as a "concrete
volute pump." Figure 14.15 shows such a design. The volute shape is produced by either embedding a
fabricated steel shell or pouring around conventional concrete form work. Most designs employ a stay
320
Special Designs: Vertical Pumps
;
1-)
L- _
f
I
I
.---&.1_ _ -,
Fig. 14.12
Fig. 14.13
Self-oiling steady bearing for large vertical shafting.
Section of large vertical bottom-suction volute pump with single guide bearing.
Special Designs: Vertical Pumps
........ ,... ...
. ... , ' , .
····, ...
... .... .. :.,:..': . :" : . :"
',
:"
'
.'
:.::. :":' :":' :.,', " . .... ... .. .
.:. ':" .:. :.'" ': .. ':' .': ..:.:.'...:.:: ::. ::.::"
':... :.
... .-: ..-:..-:...:...:.::..
, ..... . . . .... ;: . .'. ',. .': .':" ': ,': .
... ..... . . .
.· ......
. . . .
,'. , • " ' , ' 0' • " .' " " .'
, .. , ..... '.
'. '
·. .. . .. .. ., .....
..
. . .. ,. .. . ., ..
...... ,': .. ', .' .. '.
.... .......
..........' ..
",
", ", ",
" ,
,
','
,
,'.'
'
' .
'
' . '.'
"."'
.., ' ,',' ' , ' , ' , ' , -, ' . ' , ' :
", :', ':" :'::'::'a':' "" .:.... . . .
..
. ". ':" :" :"
,':' ':',':''':''':':.',.. ':' ........... : ..: ..: ..
", ....... :" :" :''':' :...:.::.:> .... :.'
"
",
"
"
"
'
',
, ' , ' , ,'
"
"
"
.'
, ',
'
"
.
Rat"" P"'!9 perlonnance
Flow
11 m~.
Head
Speed
-nroe,. 1'>'1;1 ..... ;
......... p..
.... ..... '-....
BOm
4!50rpm
~~=~R1rt~3
':;~~::;~,;~:;~:;::;::.~;:..,~
"'..., . ,. ....,.....,.....,..."T"". -'"'~~
· :', :"
....
. .. ....:', .
·': . : .': :.' . : :: ~.: ;'".: ",". .
'"
'"
'"
'"
"
,'.
·':'::" ':"-:" ':" ':'" ':': '" .....
,'
....
.. .
.., '..'..
' . .. ' . ' , . ' . '
. .. . .. ' . ' .
,
'
,
,
'
. . . .
.. . ... ... . . .....
'
'
..' ....:.:.::: :::':::':.':>.,':::: .
.................... : .. ......: .
,"
'
.: :.:. , :':.::~: :::: :::: :\ :::: :.:::.:. :
:~..., 'o!l'c-IR-o>JIg,·,
:
::
:.
'. '. .. .. .. .. .. '. •. '.
' . ' ...
•... : ,:', " . '" ". '.:
. , • . • • ' • • ••
, ' f"
"
Fig. 14.14 Section of large vertical bottom-suction pump with stay ring. (Courtesy Voith)
'.
321
....-==I
LOWER FLOOR
.
,
'
.
'. ' j
TOP OF 8EAR1NG COUAR
. -..;.
,
......
OAOUT~
ACCESS8TEP
I-~
'fl
PRIMARY CONa:lETE
I .......
---I
BOTTOM OF PEDESTAl
.- '.: ~'
I
1r
I
.. OIsalAROE
i~
, I
I·
I"@)
n ,
.r-$-J
RUNNING CLEARANCE DIAMETERS
Impeller to Cover
6.0 mm
Impeller to Wear Ri1g 2.2 mm on diameter
;
PRIIolARY CONCRETE
_1
Fig. 14.15 Section of bottom-suction concrete volute pump.
(Courtesy Thompsons, Kelly and Lewis)
322
I
.....
Special Designs: Vertical Pumps
Fig. 14.16
323
Wearing ring construction with extended skirt for large vertical pumps.
ring to support the pump's bearings and its driver. Concrete volute pumps have been used quite extensively
for high-flow duties, typically above 15,000 m3/hr (65,000 gpm), such as condenser circulating, water
supply and irrigation, where they can offer a more economical installation than conventional dry-pit
pumps or large "pull out" wet-pit pumps.
Vertical pumps equipped with bottom single-inlet impellers (see Fig. 14.2) have a leakage joint
between the wearing ring hub of the impeller and the suction head. When pumps of this type handle
gritty water, the grit separates out during periods of shutdown and concentrates at or near this joint. As
soon as the pump is started again, this concentration of grit is washed through the leakage joint, causing
wear. Large pumps may resort to a ring construction like that shown in Fig. 14.16, in which the stationary
ring is extended above the suction head to form a pocket for the grit to be deposited in and from which
it can be periodically flushed. A further aspect of large pumps is that they are often started dry or
"dewatered" to reduce their starting torque. When this is the intention, the wearing rings are designed
to be flushed during start-up so that any incidental contact within the running clearance does not cause
damage or seizure (see Chap. 4, Figs. 4.28 and 4.31). These and other refinements are feasible in large
but not in small pumps.
Vertical Wet-Pit Pumps
Vertical pumps intended for submerged operation are manufactured in a great number of designs,
depending mainly upon the service for which they are intended. Thus wet-pit centrifugal pumps can be
classified in the following manner:
1.
Vertical turbine pumps
2.
Propeller or modified propeller pumps
324
Special Designs: Vertical Pumps
3. Sewage pumps
4. Volute pumps
S. Sump pumps
VERTICAL TURBINE PUMPS
Vertical turbine pumps were originally developed for pumping water from wells and have been called
"deep-well pumps," "turbine-well pumps," and "borehole pumps." As their application to other fields
has increased, the name "vertical turbine pumps" has been generally adopted by the manufacturers. (This
is not too specific a designation because the term "turbine pump" has been applied in the past to any
pump employing a diffuser. There is now a tendency to designate pumps using diffusion vanes as
"diffuser pumps" to distinguish them from "volute pumps." As that designation becomes more universal,
applying the term "vertical turbine pumps" to the construction formerly called "turbine-well pumps"
will become more specific.)
The largest fields of application for the vertical turbine pump are pumping from wells for irrigation
and other agricultural purposes, for municipal water supply, and for industrial water supplies, processing,
circulating, refrigerating, and air conditioning. This type of pump has also been used for brine pumping,
mine dewatering, oil field repressuring, and other purposes.
These pumps have been made for capacities as low as 2.S or 3.5 m3/hr (10 or 15 gpm) and as high
as 6,000 m3/hr (25,000 gpm) or more, and for heads up to 300 m (1,000 ft.). Most applications naturally
involve the smaller capacities. The capacity of the pumps used for bored wells is naturally limited by
the physical size of the well as well as by the rate at which water can be drawn without lowering its
level to a point of insufficient pump submergence.
Vertical turbine pumps should be designed with a shaft that can be readily raised or lowered from
the top to permit proper adjustment of the position of the impeller in the bowl. An adequate thrust
bearing is also necessary to support the vertical shafting, the impeller, and the hydraulic thrust developed
when the pump is in service. As the driving mechanism must also have a thrust bearing to support its
vertical shaft, it is usually provided with one of adequate size to carry the pump parts as well. For these
two reasons, the hollow-shaft motor or gear is more commonly used for vertical turbine pump drive. In
addition, these pumps are sometimes made with their own thrust bearings to allow for belt drive or for
drive through a flexible coupling by a solid-shaft motor, gear, or turbine. Dual-driven pumps usually
employ an angle gear with a vertical motor mounted on its top.
The design of vertical pumps illustrates how a centrifugal pump can be specialized to meet a specific
application. Figure 14.17 illustrates a turbine design with closed impellers and enclosed line shafting;
Fig. 14.18 illustrates another turbine design with closed impellers and open line shafting.
The bowl assembly or section consists of the suction case (also called suction head or inlet vane),
the impeller or impellers, the discharge bowl, the intermediate bowl or bowls (if more than one stage
is involved), the discharge case, the various bearings, the shaft, and miscellaneous parts such as keys,
impeller locking devices, and the like. The column pipe assembly consists of the column pipe itself, the
shafting above the bowl assembly, the shaft bearings, and the cover pipe or bearing retainers. The pump
is suspended from the driving head, which consists of the discharge elbow (for above-ground discharge),
the motor or driver support, and either the stuffing box (in open-shaft construction) or the assembly for
providing tension on and the introduction of lubricant to the cover pipe. Below-ground discharge is
taken from a tee in the column pipe, and the driving head functions principally as a stand for the driver
and support for the column pipe.
Liquid in a vertical turbine pump is guided into the impeller by the suction case or head. This may
SI<><f
f"[[l)
"'lVE
FIIOONG FOLlCI'II'FR
---':~W~~~9tF~~Z\::t---- SHoFl'
-------/-+Y
TUllE TO<SI()IO SEARING
SO<
S~ I NG
'--_--TOP S>WT
lOP SHAFT TL&:
LIMO S>WT
~::::;lllllL4~:dlr-- OISOIAAG£ ~
F------SHoFl' CQAJNG
-------+-41
~------ TOP ~ PIP(
f-ff-------ENCL05£O l IN[ SlW'T OfARIIIe;
11n-------- ~ ~WG
--fml--
If-- - - - - - COLUMN
SHAFT TI.&:
S>tAf
PIPE _CEO
TL&: STASI.IZlR
iMf'{ll[ll SHAFT
11-------
TOP 80M.. COfoOo£C1OA OfARING
t - - - - - -- SlJll.
RING SPlOGER
""TAIN[R .....T£
9OWI.
"If------IMP£U.£R
RI1='------_1NG
RING
~------9OWI. SEARING
IW'UI.£R BiISHING
~f_----- ~ING
CAP
I--- \ - - - - -- - SUCTIOII >€AD OfAIIONG
~~wM~e--------SUCTIOII
1t------~<!CToa.
HEAD
PIPE
STRAINER
Fig. 14.17
Section of vertical turbine pump with closed impellers and enclosed line shafting (oil lubrication).
325
;-2\
1
'\
~
TOP SHIFT
PIU)QNG
STUFfIl«i IIOX II£""IHG
PII[-U8IICATlNG PlI'£
L
/
,--...,
-
TOP~PIP[
~
PIP£ COUPI. ING
eEAA II«i II[TAlr«A
5
01
I
~
!
SHAF T COUPI.ING
I HE
I
COl.~
\I.
I~
t
1'i ~~ r~;::~ ~ II ~
\.D.
~ :~
".
~I~
~
SHAFT
IlEAAING 8AAQ(£T
SOiAFT SLEEVE
OPEN LIN£5>W'T II!EAAINC<
UMlI Plp£
I MPELLER
,
,
~ ~
~~
~'rs !.
~
~
~
SHAFT
AIlING CAP
=
~
""'"
TOP
TOP IIOWL
IMP£LLER
WE AIliNG RING
~
BEAIIING
IMPELLEA
8I/SHING
IlEAAING CAP
SUCTION MUll 8£AIliHG
SUCTION HEAl)
sucnON PIP£
5
a~
i§
Fig. 14.18 Section of vertical turbine with closed impellers and open line shafting (water lubrication).
326
....... ----~...."""''''i
H......\l--~:r-·--
--
~1..._--- -- """-
Fig. 14.19
Section of bowl of vertical turbine pump (closed impellers) for connection to enclosed shafting.
327
328
Special Designs: Vertical Pumps
Fig. 14.20
Section of bowl of vertical turbine pump (open impeller) for connection to open line shafting.
Special Designs: Vertical Pumps
Fig. 14.21
329
Vertical turbine double casing ("can") pump for condensate and hydrocarbon service.
be a tapered section (Fig. 14.19 and 14.20) for attachment of a conical strainer or suction pipe, or it
may be a bellmouth.
Semi open and enclosed impellers are both commonly used. For proper clearances in the various
stages, the semiopen impeller requires more care in assembly on the impeller shaft and more accurate
field adjustment of the vertical shaft position to obtain the best efficiency. Enclosed impellers are favored
over semiopen ones, moreover, because wear on the latter reduces capacity, which cannot be restored
unless new impellers are installed. Normal wear on enclosed impellers does not affect impeller vanes,
and worn clearances may be restored by replacing wearing rings. The thrust produced by semi open
impellers may be as much as 150 percent greater than that by enclosed impellers.
Various applications in power generation and hydrocarbon processing involve pumping from vessels
in which the liquid level is not high enough to provide the NPSH (net positive suction head) required
by a conventional horizontal pump. This difficulty is often aggravated by the need to develop quite a
high head to move the liquid into the discharge vessel. Typical applications are condensate pumps, heater
drain pumps, and pumps transferring "light" hydrocarbons (propane and lighter). Building a pit alongside
the suction vessel to provide additional submergence for a horizontal pump is an expensive solution and
is not always practical. An alternative approach, widely used in modem power plants, is to mount a
vertical wet-pit pump in a tank: (often called a "can") that is sunk into the floor (Fig. 14.21). The length
of the pump has to be such that sufficient NPSH will be available for the first-stage impeller design,
and the diameter and length of the tank must allow for proper flow through the annulus between the
pump and can and then around the tum into the bellmouth. When the pump length necessary to achieve
this poses a problem, the use of a double-suction first stage (Fig. 14.22) allows a shorter but larger
330
Special Designs: Vertical Pumps
1 .Inlet from
condenser
2. On-line
condensate
polishing plant
3. Discharge to
heaters and
feed pump
}<'ig. 14.23 Passout or re-entry type vertical double
casing ("can") pump for condensate service.
(Courtesy Thompsons, Kelly and Lewis Pty. Ltd.)
Fig. 14.22 Section of vertical double casing ("can")
pump with double-suction volute type first stage.
diameter can. The application of can pumps to difficult services has lead to a number of novel designs.
One notable example is the so-called "pass-out" condensate pump (Fig. 14.23), in which the flow leaves
the pump at an intermediate stage, passes through an on-line polishing plant, then reenters the pump for
the balance of the head addition. A second is the use of low-specific-speed hydraulically balanced tandem
impellers (Fig. 14.24) to develop high heads without imposing intolerable loads on the thrust bearing.
PROPELLER PUMPS
Originally the term "vertical propeller pump" was applied to vertical wet-pit diffuser or turbine pumps
with a propeller or axial-flow impellers, usually for installation in an open sump with a relatively short
setting (Fig. 14.25 and 14.26). Operating heads exceeding the capacity of a single-stage axial-flow
impeller might call for a pump of two or more stages or a single-stage pump with a lower specific speed
and a mixed-flow impeller. High enough operating heads might demand a pump with mixed-flow impellers
and two or more stages. For lack of a more suitable name, such high-head designs have usually been
classified as propeller pumps also.
Although vertical turbine pumps and vertical modified propeller pumps are basically the same mechani-
~ ,,,
rl
...
-,,'"
"-'"
I'
II
I I
L
- r'
~ ~~
I
I
I
I
1
-l.,
...,1. _
-If
I
"1'- -r"
-
.J
-.
(j "
r.
._ t ."
~
I
~ l,
--. .....
I
f '"
, ;.
1;1= =
~t~~
~
! ~u..;
..........
./
~-===:r,;~~
-.
i:4
!l
ll· cW I;u ,· ,
werl-·
11\:" , , '
I! ;
I-
~
W
iii
.-
~,
II
f------oISCloE
.1
if . j
.. --.
I- ".
l~.
IIIII
:n
-;r .
-[1:
-
..
~-
ffi:-
'
&
" D
~
''II''
II
IIII'1'1
\l\.
\
\ \
p~ m
Irl
~~
1""'"""
I ~
I ~J5:i:i
~
~
Fig. 14.24
~t :11
"" .1
~v I
~
11 1
I,'
~
~! M
--, ~
~
I
~~ ~~!
~~ III
; r..l~
I
jllI
lJ
~
~r~'
"
I
1.,
~
...
~
)}:
/
k~;/~
Vertical double casing ("can") pump with low specific speed hydraulically balanced
tandem impellers.
331
332
Special Designs: Vertical Pumps
1ZZ:I:ZZl2D~-. P-p!hzzzz:zzz:z::o
I
i
Column
--- pipe
eov.r
- pip.
Impeller -----,t-~-"'Il
,BearlnQ
/Bearinll
/80wl
,haft
Impelle,-- __ _
Fig. 14.25
"
...-seal
Section of vertical propeller pump with
below-ground discharge.
Fig. 14.26 Vertical propeller pump with belowground discharge. (Courtesy Peerless Pump Co.)
cally and even could be of the same specific speed hydraulically, a basic turbine pump design is one
that is suitable for a large number of stages, whereas a modified propeller pump is a mechanical design
basically intended for a maximum of two or three stages.
Most wet-pit drainage, low-head irrigation, and storm-water installations employ conventional propeller or modified propeller pumps. These pumps have also been used for condenser circulating service,
but a specialized design dominates this field. As large power plants are usually located in heavily
populated areas, they frequently have to use badly contaminated water (both fresh and salt) as a cooling
medium. Such water quickly shortens the life of fabricated steel. Cast iron, bronze, or an even more
Special Designs: Vertical Pumps
333
corrosion resistant cast metal must therefore be used for the column pipe assembly. This requirement
means a very heavy pump if large capacities are involved. To avoid the necessity of lifting this large
mass for maintenance of the rotating parts, some designs (one of which is illustrated in Fig. 14.27) are
built so that the impeller, diffuser, and shaft assembly can be removed from the top without disturbing
the column pipe assembly. These designs are commonly designated as "pull-out" designs.
Like vertical-turbine pumps, propeller and modified propeller pumps are made with both open and
enclosed line shafting. Open line shafting is used only when it is certain the pumped liquid is free of
solids. In condenser circulating applications, the pumped liquid often contains unexpected solids, so
many power plant designers specify enclosed line shafting to be sure of satisfactory bearing life. When
Fig. 14.27
Section of modified vertical propeller pump with removable bowl and shafting assembly.
334
Special Designs: Vertical Pumps
the line shafting is enclosed, lubrication of the bearings is generally with water or a compatible liquid
if the pump is handling other than water. (Environmental concerns have all but eliminated drip feed oil
or grease lubrication in vertical wet pit pumps handling water.) The lubricating liquid comes from either
a separate source or the pump discharge. In the latter case, it is usually necessary to employ a small
booster pump to raise the pressure of the lubricant above that adjacent to the bottom bearing, which is
close to impeller discharge pressure (Fig. 14.27; see product lubricated bearings in Chap. 11 for details
on lubricant filtration and monitoring).
Propeller pumps have open propellers. Modified propeller pumps with mixed-flow impellers are made
with both open and closed impellers.
SEWAGE PUMPS
Except for some large vertical propeller pumps that handle dilute sewage (basically storm water contaminated by domestic sewage), vertical wet-pit sewage pumps have a bottom-suction volute design with
impellers capable of handling solids and stringy materials with minimum clogging.
Two configurations are used: suspended and submersible, with most modem installations being
the latter.
Suspended pumps (Fig. 14.28) usually employ an impeller without back wearing rings, a seal of some
form above the impeller to limit the amount of leakage back to the suction pit, and a guide bearing or
bearings separate from and above the shaft seal. Other lower-cost designs incorporate the lower guide
bearing in the stuffing box, which means the seal then has to prevent pumped liquid from entering the
bearing. Experience has shown this is not an effective design; it almost invariably suffers rapid guide
bearing wear. Guide bearings are lubricated with either oil or grease, as in Fig. 14.28, or clear water
(see product-lubricated bearings in Chap. 11). With either approach, the lubrication is not as good as
that in a conventional sleeve bearing, and therefore the bearings will wear relatively faster. Suspended
wet-pit sewage pumps should only be used for services requiring operation for a very limited portion
of the day.
Submersible sewage pumps (Fig. 14.29) are close-coupled pumps with the motor either dry or liquid
filled. In either case, the motor is isolated from the pumped liquid by some form of axial face seal, and
so the pump bearings are always well lubricated. It is this feature that affords greater reliability and
longer service life than the suspended design, and it has led to the almost exclusive use of submersible
pumps for sewage service, where size allows. Liquid end design follows usual nonclogging pump practice
for the impeller and casing. Some incorporate a form of grinding or shredding device upstream of the
impeller to allow the pump to better handle the tramp material found in sewage. Most installations have
the pump on some form of guide rail (Fig. 14.30) to allow removal and reinstallation without having to
drain the suction pit (see Chap. 24 for details on the construction of submersible motors).
VOLUTE PUMPS
Wet-pit volute pumps are used in a wide variety of applications beyond the sewage and sump services
dealt with so far in this chapter.
Single-suction cantilever pumps (Fig. 14.31) are designed so the rotor has its first critical speed at
least 25 percent above the maximum operating speed and does not rely on support from a submerged
bearing. With these features, the design is ideally suited to corrosive and erosive applications where
neither a suspended nor a submersible pump is suitable. Typical applications range from paint lines to
severe sump service to steel-mill primary scale pit. Liquid end construction is either chemical or slurry
pump, depending on the nature of the pumped liquid. If the mounting flange is sealed to the top of the
Special Designs: Vertical Pumps
Fig. 14.28
Section of vertical wet-pit sewage
(non-clogging) pump.
Fig. 14.29
335
Section of submersible sewage pump.
(Courtesy ITT Flyght AB)
suction vessel, and an effective vapor seal is made where the shaft passes through the mounting flange,
for example, grease injected double labyrinth; this configuration is a practical "sealless" pump.
Large single-suction suspended pumps (Fig. 14.32) have been used for low head condensate service,
and, with the appropriate liquid end materials, abrasive service in mineral processing and steel mills.
The difficulty with the latter application is keeping the pumped liquid out of the submerged bearings;
336
Special Designs: Vertical Pumps
Fig. 14.30 Guide rail system for submersible sewage pump. The pump slides down the guide and automatically
hooks up to the discharge connection. Normally two guide rails are used to ensure proper hook up.
(Courtesy ITT Flyght AB)
unless the lubricating water pressure is greater than that adjacent to the bearing and the seal clearance
close enough to produce a velocity of at least 2.1 mls (7 ft.), the pumped liquid will get into the bearings
and significantly shorten their life.
Double-suction suspended pumps (Fig. 14.33) are used extensively in utility, industrial, refinery, and
mineral processing services where the NPSHA is low, the liquid contains a low concentration of solids,
or the purchaser just wants a single-stage pump because it is simpler. Being double suction, the NPSHR
is 63 percent of that for an equivalent single-suction impeller (same capacity, speed, and suction specific
speed). With both the impeller guide bearings exposed to impeller suction pressure, keeping the pumped
liquid out of the bearings is easier than in a single-suction design. Because the design allows much
lower specific speeds than those used in vertical-turbine pumps (at the expense of pump diameter), it is
possible to develop in a single stage, heads that would require six or seven stages of vertical-turbine
pump. Lineshafts are either open or closed, depending on the cleanliness of the pumped liquid. As these
pumps get larger it becomes necessary to resort to more sophisticated lineshaft couplings than the simple
threaded coupling (see Chap. 12 for further details).
When the head necessary exceeds that attainable with a single-stage volute pump, a common solution
is to make the pump multistage by adding the required number of matching vertical-turbine pump stages
(Fig. 14.22). The vertical-turbine pump stages have to be a special design because the shaft is larger
than normal to accommodate the high first-stage power. This arrangement retains the lower NPSHR
Special Designs: Vertical Pumps
337
$
$
:=
~
1=
\Vr
~,.
~
'--
,
~
-
-
i"
I "",
i==
~
r?;.
.....
III
]1
[J
+
dB!
1+
Fig. 14.31 Section of vertical cantilever pump for abrasive service.
(Courtesy Lawrence Pumps, Inc.)
inherent in the double-suction first stage, and reduces the total number of stages needed. It is widely
used for condensate service and oil pipeline boosting.
SUMP PUMPS
The term "sump pump" ordinarily conveys the idea of a vertical wet-pit pump that is suspended from
a floor plate or sump cover or supported by a foot on the bottom of a well, that is motor-driven and
~
oc
Fig. 14.32
S . ~d
It
o
CDOLlJIo .,."....
.1~
...J • ....-c
"'''W'CD nu....... ~,nwl.. ...... J...
Section of single suction vertical suspended mixed flow volute pump for solids handling applications.
(Ingersoll-Dresser Pumps model QMN; patents pending)
~~U'tJ1D~
"''''lIIl-'''lIld~:~I''''iII
~
,-
.
~
/
~
b-0
Special Designs: Vertical Pumps
339
Fig. 14.33 Section of double suction vertical suspended volute pump.
automatically controlled by a float switch, and that is used to remove drains collected in a sump. The
term does not indicate a specific construction, for both diffuser and volute designs are used; these may
be single-stage or multistage and have open or closed impellers of a wide range of specific speeds.
For very small capacities serviced by fractional hp motors, "cellar drainers" can be obtained. These
are small and usually single-stage volute pumps with single-suction impellers (either top or bottom
suction) supported by a foot on the casing; the motor is supported well above the impeller by some
form of a column enclosing the shaft. These drainers are made as complete units, including float, float
switch, motor, and strainers (Fig. 14.34).
340
Special Designs: Vertical Pumps
Fig. 14.34 Typical cellar-drainer
sump pump.
Fig. 14.35 Typical duplex sump pump.
(Courtesy Sta-Rite Products)
(Courtesy Economy Photo)
Sump pumps of larger capacity may be vertical propeller or turbine pumps (single stage or multistage)
or vertical wet-pit sewage or volute pumps. If solids or other waste materials may be washed into the
sump, the vertical wet-pit sewage pump with a nonclogging impeller is preferred. The larger sump pumps
are usually standardized but obtainable in any length, with covers of various sizes (on which a float
switch may be mounted), and the like. Duplex units, that is, two pumps on a common sump cover
Special Designs: Vertical Pumps
341
(sometimes with a manhole for access to the sump) are often used (Fig. 14.35). Such units may operate
their pumps in a fixed order, or a mechanical or electrical alternator may be used to equalize their operation.
Most sump pumps are intended to run only occasionally, and therefore employ construction that will
yield several years "life" when operated intermittently. This low-cost construction will not realize an
acceptable service life (in hours) if the pump is run frequently or continuously. When the service involves
pumping more than a few minutes a day, and particularly when the liquid contains abrasive solids, the
more expensive vertical cantilever construction (Fig. 14.31) will prove less expensive to own. Vertical
suspended construction (Fig. 14.28), with clear liquid lubrication to the guide bearings, is le&s expensive
than vertical cantilever but does require the provision of clear liquid and will not realize the same service
life in severe applications.
APPLICATION OF VERTICAL WET-PIT PUMPS
Like all pumps, the vertical wet-pit pump has advantages and disadvantages, the' former mostly hydraulic
and the latter primarily mechanical. If the impeller (first-stage impeller in multistage pumps) is submerged,
there is no priming problem, and the pump can be automatically controlled without fear of its ever
running dry. Moreover, the available NPSH is greater (except in closed tanks) and often permits a higher
rotative speed for the same service conditions. There are two mechanical advantages. First, with the
appropriate arrangement, it is possible to eliminate a liquid shaft seal. Second, the motor or driver can
be located at any desired height above flood level. The mechanical disadvantages are the following: (1)
possibility of freezing when idle, (2) possibility of damage by floating objects if unit is installed in an
open ditch or similar installation, (3) inconvenience of lifting out and dismantling for inspection and
repairs, no matter how small, and (4) the relatively short life of the pump bearings unless the water and
bearing design are ideal. The vertical wet-pit pump is the best pump available for some applications,
not ideal but the most economical for other installations, a poor choice for some, and the least desirable
for still others.
TYPICAL ARRANGEMENTS OF VERTICAL PUMPS
A pump is only part of a pumping system. The hydraulic design of the system external to the pump
will affect the overall economy of the installation and can easily have an adverse effect upon the
performance of the pump itself. Vertical pumps are particularly susceptible because the small floor space
occupied by each unit offers the temptation to reduce the size of the station by placing the units closer
together. If the size is reduced, the suction arrangement may not permit the proper flow of water to the
pump suction intake. This difficulty is compounded by the pump's hydraulic design, with those of higher
specific speed being increasingly sensitive to irregularities in their inlet flow. As many factors are
involved in the design of a suction well and the location of a bellmouth and no simple rules or relations
can be reliably applied, none is included in this discussion. The physical size of the pumps (whether
propeller or volute) rarely affects the design of the suction well, the location of the bellmouth, or the
spacing of the units. These are usually controlled by factors governing the proper flow of the water to
the bellmouth.
Figure 14.36 illustrates an ideal arrangement for a multiple-unit station with dry-pit pumps. It provides
an unrestricted flow on the suction side to all the units. Stations using this arrangement for a group of
vertical volute pumps often have the suction bellmouths and elbows formed right in the concrete
substructure. If dry-pit pumps are installed with vertical bellmouths, adequate clearance must be provided
at the back wall and between the units (Fig. 14.37). This arrangement illustrates a common situation in
342
Special Designs: Vertical Pumps
ELEVATION
Fig. 14.36
Multiple-unit station with vertical dry-pit volute pumps alongside each other in wide suction bay.
Fig. 14.37
Multiple-unit station with vertical wet-pit volute pumps at end of conduit.
Special Designs: Vertical Pumps
TOP VIEW
~~. ;. : I~_ ~! .
p".~:.-r.
f.~~'
~{.',:1".'-=
[(!
~,~\
~}
~;~
~~. £- - .- - -
--J&~~.~~~(,.,i:.;;:.:; :.: ~} :";i::/:;,.:; :;L;::::';:\'i;:: ~-;-;'~;:;~,,·~.~;;:~~;::t~~_::. ·..;tiXf:;';i /;~:~ :'.-: ;;;;1 , ;',;A~:.~{{;,;~ ;{;.,~:,~;~ '~
1:~~:
.
Fig. 14.38
ELEVATION
Multiple-unit station of vertical propeller pumps with suction flow from one end of well.
Fig. 14.39
Pump installation with good intake design.
D = suction bel/mouth diameter.
343
344
Special Designs: Vertical Pumps
-$,
PARTITION WALL
B=2iO(MIN)
f MINIMUM
to RECOMMENDED
Fig. 14.40 Recommended channel and pit design.
KEY:
A = Minimum submergence above impeller centerline, approximately 1.5 to 2.0D depending on pump cavitation characteristics;
B = minimum width of sump or pit;
C = minimum depth of sump or pit;
D = suction bell diameter (normally same as
bowl diameter).
Cross-sectional area of sump (B x C) shall not be less than ten times the suction bell area (1CD 2/4).
Fig. 14.41
Vertical wet-pit propeller pump with gate valve and flap valve.
Fig. 14.42
Vertical wet-pit propeller pump with siphon discharge.
34S
346
Special Designs: Vertical Pumps
which the suction is located at the end of a conduit the width of which is less than the length of the
suction well. Without a flared section with division walls to guide the distribution of the incoming water
to the various units, the flow would be badly disturbed and the operation of the pumps adversely affected.
A propeller-pump arrangement that is often troublesome (vertical volute-pump arrangements with
suction bellmouths like those in Fig. 14.37 have the same problem) is shown in Fig. 14.38. Unless the
width of the suction well provides sufficient area and unless the locations of the bellmouths permit good
flow, the demand of the units first in line will disturb the flow in more removed units. Very often
installations of this general arrangement require extensive baffling to correct the distribution. Some
stations are made with walls that form individual wells for each pump, a channel to supply these wells
running lengthwise of the station.
Various recommendations have been developed over the years for the dimensioning of intake channels
and approaches. If feasible, an intake like that illustrated in Fig. 14.39 will give excellent results. The
dimensions for the channel width and spacing are given in terms of the suction bellmouth diameter.
Another example of good channel and pit design for vertical turbine pumps is given in Fig. 14.40, which
also indicates recommended clearances between the suction bellmouth and the bottom of the pit and
between the pump, the pit back wall, and the partition walls.
If long discharge lines are involved, valves are required in the piping. Normally, both a gate valve
and a check valve are used (Fig. 14.41). The check valve acts to prevent reverse flow, whereas the gate
valve functions when the unit is shut down for an extended period. In some installations, the gate valve
is omitted, and stop planks or a sluice gate are used. A cone valve that acts both as a check and a stop
valve appears in other installations. The high cost of this valve, however, usually restricts its use to
installations requiring a flow that is started and stopped gradually to prevent water hammer. A few
installations with long discharge lines for single pumps have no valve other than a flap valve at the
discharge end. If the unit is stopped, the water in the discharge line flows back through the pump until
the pipe is emptied.
If the design of an installation or the failure of a check or flap valve to close permits a reverse flow
of water through a pump, the pump acts as a water turbine. The torque developed by the pump as a
turbine will cause reverse rotation in freely rotating drivers like electric motors. Usually it is not sufficient
to cause reverse rotation in internal combustion engines. In motors, the reverse speed that will be attained
will depend both on the net head and the runaway speed of the pump acting as a water turbine. The net
head is then less than the static head because of friction losses. The runaway speed is dependent on the
specific speed of the pump. Higher specific speeds have higher runaway speeds (measured as a percentage
of normal speeds). The reverse speed obtainable in an actual installation is usually below the safe
operating speed of its component parts, and it is not necessary to use a special design.
The use of a siphon discharge eliminates the necessity for valves in the discharge line (Fig. 14.42).
The high point of the siphon must be above high-water level on the discharge to break the siphon and
prevent backflow of the water when the pump is shut down. When a pump operating on a siphon
discharge is started, the usual procedure is to exhaust air from the system by a priming device until the
pump is primed. The pump may then be started to help fill the siphon. The connection to the high point
of the siphon is also provided with a valved opening so that air can be admitted and the siphon broken
when it is desired to stop the unit. It is possible to control the admission of air automatically so that the
valve functions if the unit stops for any reason.
Although siphons with short legs are relatively simple and troublefree both in design and operation,
more care must be taken if they have long legs. Some siphons operate successfully, with legs exceeding
7.6 m (25 ft), but these are primarily limited to circulating systems in power plant installations. The use
of a siphon discharge is desirable in drainage installations for pumping over a levee because it provides
a lower head than would be obtained if the water were discharged at the top of the levee.
15
Special Designs: Self-Priming Pumps
.~--~---
-----
The standard centrifugal pump cannot handle air or vapors. Unless it is located beneath its source of
supply, some means must be found of filling both the pump and its suction piping with liquid, that is,
to prime it. A demand naturally developed, therefore, for a centrifugal pump able to handle appreciable
quantities of air and to reprime itself automatically when located above the water supply. This requirement
is especially important in the construction field because pumps may be used to dewater areas into which
seepage is slower than the pump can handle. A standard pump will operate until it uncovers the entrance
to the suction pipe, get air-bound, and then be unable to reprime itself even after sufficient seepage has
accumulated to prevent further air infiltration.
A true "self-priming pump" is one that will clear its passages of air if it becomes air-bound and
resume delivery of the pumped liquid without outside attention. Therefore, its basic requirement is that
the pumped liquid entrain air (in the form of bubbles) so that the air will be removed from its suction
side. The air must be allowed to separate from the liquid once the mixture of the two has been discharged
by the impeller, and the separated air must be allowed to escape or to be swept out through the pump
discharge. A self-priming pump therefore requires an air-separator, which is a large stilling chamber or
reservoir provided on its discharge side to effect this separation.
Several ways exist of making a centrifugal pump self-priming, the most important being the following:
1. Recirculation from discharge back into suction
2. Recirculation within the discharge and impeller itself.
These two basic methods have many variations; only one example of each will be discussed here.
RECIRCULATION TO SUCTION
A pump made self-priming by this method contains a liquid reservoir either attached to or built in the
casing. The first time the pump is to be started, this reservoir is filled. A recirculating port is provided
in the reservoir, communicating with the suction side of the impeller. As the pump is started, the impeller
347
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
348
Special Designs: Self-Priming Pumps
handles whatever liquid comes to it through the recirculating port plus a certain amount of air from the
suction line_ This mixture of air and liquid is discharged into the water reservoir where the two elements
separate, the air passing out of the pump discharge and the liquid returning to the suction of the impeller
through the recirculating port. This operation continues until all the air has been exhausted from the
suction line. The vacuum thus produced draws the liquid from the suction supply right up to the impeller.
It is essential that the reservoir remain filled with liquid when the pump is brought to a stop. This
is accomplished by incorporating either a valve or some form of trap between the suction line and
the impeller.
A typical self-priming pump operating on this principle is illustrated in Fig. 15.1. The pump housing,
B, consists of a conventional volute and an inlet passage. The inlet has a priming passage with a priming
valve, C, attached to it. This priming valve is a cylindrical rubber tube. The impeller, A, is of a conventional
semi-open design. During priming, the pump body is filled with water. This water is drawn into the
pump housing through the priming valve and discharged from the volute back into the pump body. The
suction created by the impeller draws air from the inlet passage at the same time that it is drawing water
through the priming valve. The air is mixed with the water and discharged into the pump body along
with the water. In the pump body, the air bubbles separate from the water, rise to the surface, and pass
out through the pump discharge while the priming valve picks up water that is relatively free of air.
After the air has been exhausted from the suction piping or hose and water is drawn into the pump,
sufficient pressure difference exists between the pump body and the inlet passage to cause the rubber
priming valve to collapse. The recirculation thereby being stopped, all the water that goes through the
Fig. 15.1
Self-priming pump with valved recirculation to suction.
(Courtesy Homelite Corp.)
Special Designs: Self-Priming Pumps
349
impeller is discharged from the pump body_ A ball check valve is built into the suction line to maintain
the vacuum in the line between operations.
RECIRCULATION AT DISCHARGE
This form of priming is called "volute priming" or "diffuser priming," depending on the design of the
discharge casing. It may be distinguished from the preceding method by the fact that the priming liquid
is not returned to the suction of the pump but mixes with the air either within the impeller itself or at
its periphery. Its principal advantage, therefore, is that it eliminates the complexity of internal valve mechanisms.
A typical "volute priming" self-priming pump is illustrated in Fig. 15.2. An open impeller, A, rotates
within a volute casing, B, discharging the pumped liquid through passage C into the sealing reservoir,
D. When the pump starts, the trapped liquid carries entrained air bubbles from the suction to the discharge
chamber. There, the air separates from the liquid and escapes into the discharge chamber, E. The liquid
in the reservoir returns to the impeller through the recirculation port, F, reenters the impeller, and mixing
once more with air bubbles is discharged through C. This operation is repeated continuously until all
the air has been expelled through E. Once the pump is primed, the uniform pressure distribution established
around the impeller prevents further recirculation, and the liquid is discharged into reservoir D both at
C and at F.
Some sizes of this pump incorporate an externally adjustable recirculation port (Fig. 15.3). The original
clearance between the impeller and the casing can be restored, when these parts become worn, by the
following steps:
Fig. 15.2 Self-priming pump with
volute recirculation.
Fig. 15.3
Adjustable recirculating port of volute
recirculation pump.
350
Special Designs: Self-Priming Pumps
Fig. 15.4 Self-priming pump with separate motor drive.
Fig. 15.5 Close-coupled self-priming pump.
I.
Remove cover nut
2. Turn adjusting stem until recirculating port touches impeller
3.
Back off adjusting stem I Y2 turns
4. Replace cover nut.
Special Designs: Self-Priming Pumps
351
Fig. 15.6 Portable engine driven self-priming pump.
This adjustment appreciably extends the usable life of the pump casing. An added advantage of this design
is the ability to use impellers of different diameters in the same casing without losing priming capabilities.
Such pumps are built with as many combinations of drives as ordinary nonpriming pumps. They are
commonly available either with separate drive (Fig. 15.4), close coupled (Fig. 15.5), or engine drive
(Fig. 15.6).
REGENERATIVE PUMPS
One of the "special effect" kinetic pumps, regenerative pumps are self priming provided the casing
retains sufficient liquid to effect a seal between the casing and the impeller. These designs have been
used alone as self priming pumps when their hydraulic characteristics suited the application, and as a
priming impeller acting in series with a conventional centrifugal impeller for other applications. Chapter
16 includes a detailed discussion of regenerative pumps, their characteristics, and typical applications.
16
Special Effect Pumps
Within the classification "kinetic pumps" (see Chap. 1), there is a group termed "special effect" pumps.
These are pumps in which the means of energy addition is still kinetic, the addition of velocity, but that
employ effects other than that of the classical centrifugal pump (see Chap. 2) to do so. At present there
are six distinct types of special effect pumps: regenerative, partial emission, induced vortex, viscous
drag, impact, and reversible.
Regenerative Pumps
The name "regenerative pump" describes a unit with a multi blade impeller that develops head or
pressure by a principle considerably different from that of a centrifugal pump. These pumps have had
a number of other names given to them, for example, "turbulence pumps," "peripheral pumps," "vortex
pumps," and "turbine pumps." The term "regenerative," however, best describes the actual pumping
principle involved.
Principle of operation. Figure 16.1 shows a cross section of a regenerative pump; Fig. 16.2 is an
"exploded" photograph of the same unit. The impeller has a multiplicity of radial vanes cut into its rim
that rotate within an annular chamber. The liquid enters the pump casing and flows to both sides of the
impeller either through a cored passage in the casing or through ports or openings provided for this
purpose in the web of the impeller. This design, in effect, makes the pump a double-suction unit and
balances the axial hydraulic thrust.
At one point of the periphery, there is a separating wall or "stripper" that the impeller passes, in its
rotation, with a very narrow clearance. Passages are provided from the suction into the annular chamber
surrounding the impeller rim, immediately beyond this dividing wall. The liquid is picked up in the
spaces between the impeller vanes and then thrown out again into the annular chamber because of the
kinetic energy it gains from the centrifugal force action in the impeller. The kinetic energy is transformed
into pressure energy as the liquid slows down in the casing.
The manner in which a regenerative pump develops head is illustrated in Fig. 16.3. The liquid enters
the casing and flows to both sides of the impeller, twin passages leading the liquid to the impeller blades
(Fig. 16.3[a]). Each casing is equipped with a dividing wall (or stripper) through which the impeller
352
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
Special Effect Pumps
IMPEL L ER
KE v
RING P",CK ING
353
WAT ER SL INGER
Fig. 16.1 Section of a regenerative pump.
passes with close clearance, as shown in Fig. 16.3(b) (at A). Just beyond this wall in the direction of
rotation, the twin suction passages, which have passed around the sealing wall, come into the impeller
chamber (at B). The impeller blade engages the liquid as it comes out of the suction passage, and
centrifugal force throws the liquid out to the periphery of the impeller (Fig. 16.3[c]). The liquid leaving
the impeller blade has had velocity energy added and leaves the impeller as shown in the vector diagram
(Fig. 16.3[d]). The casing passage causes a gradual reduction of velocity with the accompanying increase
in potential energy (pressure). The pump has thus generated head. The shape of the space between the
impeller vanes imparts a rotating motion to the liquid as it leaves the impeller cavities (Fig. 16.3[e]).
As the rotating motion continues in the annular chamber, the liquid is guided back into the "root" of
the cavities, proceeding circumferentially around the chamber (Fig. 16.3[f]). The cycle is then repeated,
adding energy to the liquid every time it leaves and reenters the impeller. The number of times the
process repeats itself may vary from 2 to 50 depending on the head to be developed by the pump. The
more times the liquid reenters and is discharged from the impeller, the higher the head. When the liquid
finally reaches the discharge side of the separating wall, it flows into the discharge passage and out the
discharge nozzle.
354
Special Effect Pumps
Fig. 16.2 "Exploded" view of regenerative pump.
c
d
Fig. 16.3 Development of pressure in regenerative pumps.
Special Effect Pumps
355
Performance characteristics. The perfonnance of a regenerative pump resembles that of a high
specific-speed centrifugal pump in that the head rises very rapidly with a reduction in capacity, as does
power consumption. Typical perfonnance characteristics are illustrated in Fig. 16.4. Both pumps follow
the same laws of speed variation: (1) the capacity varies directly with the speed, (2) the head varies as
the square of the speed, and (3) the power consumption varies as the cube of the speed.
The efficiency of regenerative pumps is considerably lower than that of centrifugal pumps. In the
past, this disadvantage was offset by their ability to develop much higher heads at low flows, applications
that would otherwise have required multistage centrifugal pumps. Typical regenerative applications were
for flows less than 25 m3/hr (100 gpm), with heads up to 150 to 180 m (500 or 600 ft), with a few
special designs capable of capacities to 45 m3/hr (200 gpm) and heads of 360 to 460 m (1200 to 1500
ft). Today, it is more usual to meet such applications with small, mass-produced vertical multistage
centrifugal pumps or single-stage partial-emission (Barske) pumps. For most applications, the fonner
offer lower overall cost, being more efficient than regenerative pumps and generally having a longer
period between the need to renew clearances. The latter have the virtue of large running clearances and
limited sensitivity to increases in the clearances.
Because they are designed only for low flows, regenerative pumps have relatively low NPSHR, and
therefore NPSH is generally not a concern in their application. For the same reason, however, entrained
240
\
220
200
\~
180
t-
IIJ
IIJ
~1b
160
~
~
La..
~
ci
«
IIJ
:t:
.J
«
t-
\~
140
\
120
100
o
t-
80
60
...
40
\
\
\
10
4
I'
~Jf~
~
o
5
20
CAPACITY, IN GPM
·2
--
30
40
Fig. 16.4 Typical performance characteristics of a regenerative pump.
Shut-off head of 102 m (355 ft), 1,730 rpm, and 4.6 m (15 ft) suction lift·
356
Special Effect Pumps
Fig. 16.5 Arrangement of trap in the suction of a regenerative pump.
gas is, because relatively small volumes significantly reduce the pumps' capacity. Given this, many
rating curves are published for various suction lifts, based on lifting water from a reservoir exposed to
the atmosphere.
The regenerative pump can handle viscous liquids up to about 48 cSt (250 ssu); when viscosities
exceed this value, performance falls off very rapidly, and the pump ceases to be practical.
Self-priming features. As long as sufficient liquid remains within the pump to seal the clearance
between the impeller and the separating wall in the casing, the impeller cavities will take up all fluid
present, whether simple liquid or a mixture of liquid and vapor or air. The regenerative pump will
therefore always prime itself-by evacuating the air out of its suction line-provided the installation is
arranged to trap sufficient liquid on shut-down. This condition is usually met by building in a trap in
the pump suction (Fig. 16.5). In addition, an enlargement is provided in the discharge of the pump to
slow down the velocity of the delivered liquid and to permit its separation from any vapor or air.
General application. Because the satisfactory operation of a regenerative pump depends on the
close clearance between the impeller and the separating wall, or stripper, this pump is not too suitable
for handling corrosive liquids or liquids containing abrasive foreign particles. The first may attack the
metal at the running clearance joint to a point that the pump will lose a major part of its capacity through
internal recirculation. Solid particles of the products of corrosion may also build up on the pump surfaces
and cause wear at the running clearances just as grit or other abrasive particles in the liquid would. The
regenerative pump should ordinarily be used to handle clean, clear liquids. To prevent the entry of
foreign material, a 40-mesh strainer is desirable.
Special Effect Pumps
357
The clearance at the dividing wall, moreover, has a greater effect on the effective capacity of this
pump than the clearances at the wearing ring of a centrifugal pump. Regenerative pumps thus require
more frequent maintenance and renewal of internal clearances. An ample margin over the maximum
requirement for pump capacity is recommended. Depending on the pump's construction, clearances can
be renewed either by replacement of parts (side-plates, casing heads, and the like) or by changing the
thickness of the gaskets that determine the relative location of the casing walls and the impeller itself.
Because of the steepness of its head-capacity curve, a regenerative pump operated at excessively low
capacities may develop excessive pressures. Consequently, a relief valve is usually arranged in the
discharge line to bypass some of the capacity back to the suction line whenever the discharge pressure
reaches a predetermined maximum.
Partial-Emission Pumps
Although not in the strictest sense special effect pumps, partial-emission pumps are sufficiently
different in their design and characteristics to warrant distinction from conventional centrifugal pumps.
The partial-emission pump was first described by Barske [16.1], and is therefore frequently so called.
Because of the shape of the impeller, partial emission pumps are sometimes also called "paddle
wheel" pumps.
Principle of operation. Figure 16.6 shows the impeller and casing insert of one design of partialemission pump. Energy is added to the liquid in the same manner as in a conventional centrifugal pump.
Where the operation differs is in the amount of energy added, and the means of controlling the pump's
best efficiency capacity. Because the impeller vane angle is very high, close to or equal to 90 deg, the
head developed by partial emission pumps is on the order of 50 percent higher than a low-specific-speed
centrifugal pump with the same impeller diameter and running at the same speed. When run at high
speeds (up to 25,000 rpm), heads up to 2,100 m (7,000 ft) in a single stage have been achieved in partialemission pumps intended for process and industrial applications. The term "partial emission" derives
Fig. 16.6 Impeller and casing insert of one design of partial emission pump.
358
Special Effect Pumps
250
:;
J: 200
1~ :
m
J:
40
j 30
Iii
120
10
Total Head
e
50
Q.
J:40
8
2.5
130
eU:I
2.0
::::iE
J:
1.5
z
m
1.0
z
I
Q.
011
~20
I
~
10
""
0
i
o
.""
10
4~
~.
.~·Tt
20
5
30
2
40
50
Flow-GPM
10
M3/Hr.
eo
70
i
15
80
I
Q.
0.5
90
20
Fig. 16.7 Typical perfonnance characteristics of a partial-emission pump.
from the nature of the radial flow through the impeller. Unlike higher specific speed impellers, in which
the radial flow is fairly uniform over the periphery of the impeller, partial emission impellers have radial
flow over only part of each passage at the impeller periphery. This is a result of having the ratio of
impeller normal flow area to casing throat area much larger than in conventional centrifugal pumps.
Experience has shown that for small, low specific speed pumps, these designs achieve higher efficiency.
With such an area ratio, the pump's capacity is limited by separation and consequent blockage in the
casing throat. As such, a given pump has a range of best efficiency capacities, each corresponding to a
particular casing throat area. For manufacturing convenience, the casing throat is usually produced by
drilling. Partial emission pumps have open or semiopen (Fig. 16.6) impellers, with relatively large axial
clearances between the casing and impeller, which means the pump performance is not greatly affected
by wear.
PerjormtJ"ce characteristics. With radial or nearly radial impeller vanes, the head characteristic is
effectively flat out to best efficiency capacity, dropping steeply beyond where separation in the discharge
occurs, whereas the power rises continually with increasing capacity. Impellers of "high solidity" (more
vanes of angle less than 90 deg) or other design refinements have constantly rising head characteristics
(Fig. 16.7) and generate less noise, an important factor in high-speed designs. Over a speed range of
2: 1, partial emission pumps follow the affinity laws for variations in speed.
AppUctJtio". For designs at the low end of conventional centrifugal pump specific speeds, partialemission pumps achieve equal or higher efficiency, and are therefore a good choice for applications
requiring high head at low capacities. Direct coupled pumps running at 3,600 rpm (Fig. 16.8) are available
for flows to 90 m3/hr (400 gpm) and heads up to 210 m (700 ft). High-speed designs are a viable
alternative to multistage centrifugal pumps in services where the pumped liquid sa, viscosity, and
lubricity are low, factors that reduce the reliability of multistage designs dependent on the Lomakin
effect for rotor stability (see Chap. 7). Motor-gear driven high-speed pumps (Fig. 16.9) are in regular
Special Effect Pumps
Fig. 16.8
Horizontal 3,600 RPM partial-emission pump.
Fig. 16.9 High-speed partial-emission pump.
(Courtesy of Sunstrand Fluid Handling Corporation)
359
360
Special Effect Pumps
use for flows to 90 m3/hr (400 gpm), at heads up to 1,900 m (6,200 ft). In most applications, high-speed
pumps are equipped with inducers to lower the NPSH that must be provided by the system.
Induced-Vortex Pumps
Known also as "recessed impeller," "free flow," or "torque flow" pumps, induced-vortex pumps
employ a means of head generation that makes them particularly useful for pumping liquids laden with
solids or moderate percentages of air or entrained gas.
Principle of operation. Rather than having the pumped liquid pass through the impeller as it does
in a conventional centrifugal pump, an induced-vortex pump has its impeller recessed back out of the
flow path, the degree of recess varying from 50 to 100 percent (Fig. 16.10), depending on the intended
service. Designs with less than 100 percent impeller recess sometimes have axial rotor adjustment to
allow the pump's performance to be "tuned" to a particular service. The recessed impeller imparts head
to the pumped liquid by momentum exchange. With the impeller out of the flow path, the pump's ability
to pass solids is limited by the size of its casing throat.
Performance characteristics. Over the range of specific speeds used for induced-vortex pumps,
typically 1,500 to 2,800, their head and power characteristics are similar to equivalent centrifugal pumps
(Fig. 16.11). Because the means of head addition is indirect, the head produced for a given size impeller
is lower and the power higher, resulting in lower efficiency, usually between 35 and 55 percent. NPSHR
tends to be lower than a centrifugal pump of the same capacity, because the rate of energy addition at
the impeller inlet is lower.
Fig. 16.10 Section of induced-vortex pump.
(Courtesy Met-Pro Corp; FYBROC Division)
Special Effect Pumps
100
361
100
Io
J
~ Recessed
v -
--
.. '0
.
~
- . .. ~- ..,- -
~
60
.,
~
,
:I:
0
~
,
40
V
~
,,
20
o
---
-. _.
. . .• 0 -
~b
/
----a-- '0 '
~
-
--a--0 -
60
-.:J
I--
,
100
-0-
-.
~
. . - '- 0
..---a-
,,
~.
o
0-
Standard
40
--,
..
-
~
- -
- -0
.-a--- f..--£I
.'
.
-
--
.
20
i<>'
o
200
300
400
500
600
700
800
Capacity (USGPM)
Fig. 16.11 Typical performance characteristic of an induced-vortex pump.
Dashed lines show performance of equal size conventional centrifugal pump; note similar head
but lower power than induced vortex pump.
Application. Induced-vortex pumps are used for pumping liquids carrying large or fibrous solids,
or having a moderate concentration of entrained gas. Such services are common in the food and waste
water industries. Flows typically range from 25 to 900 m3/hr (100 to 4,000 gpm), with heads to 30 m
(100 ft).
Viscous Drag Pumps
First developed in 1910 by Nikola Tesla, viscous drag or laminated-rotor pumps were intended to
effectively handle liquids whose viscosity ranged from 2,000 to 8,000 ssu. Today such applications are
generally handled more efficiently by rotary pumps.
Principle of operation. The "impeller" of a viscous drag pump is a series of coaxial disks, each
with one or more holes in the center, and separated from each other with spacers (Fig. 16.12). Energy
is imparted to the pumped liquid by viscous drag between the disks and liquid. The number of disks
and their spacing is varied, depending on the viscosity of the pumped liquid to maintain a moderate
relative velocity through the impeller, thereby achieving a reasonable efficiency.
362
Special Effect Pumps
I
t
Wearing
ring ' "
........... Concentric
casing
Fig. 16.12 Diagram of viscous drag (Tesla) pump.
Configuration shown is end suction with concentric casing.
140
120
100
~
0
~
c::
(I)
·13 80
w
==
o!S
CD
~ 60
a..
~
CD
J:
40
20
o
20
40
60
80
100
120
Flow-% BEP
Fig. 16.13 Type performance characteristics of a viscous drag (Tesla) pump.
Special Effect Pumps
363
Performance characteristics. Over the usual specific speed range of 700 to 1,000, the head characteristic of viscous drag pumps ranges from flat to continually rising with decreasing flow (Fig. 16.13),
whereas the power characteristic rises continually with increasing capacity. Because the energy lost to
friction is high, the efficiency is quite low, generally not exceeding 25 percent.
Application. With efficiency well below that of rotary pumps, viscous drag pumps are limited to
pumping abrasive viscous liquids at elevated temperatures, conditions not suitable for rotary pumps.
Because the separation of the impeller disks is relatively close, viscous drag pumps cannot handle solids
of any significant size. Known designs produce flows to 230 m3/hr (1,000 gpm) and heads to 90 m (300 ft).
Rotating Casing (Pi tot Thbe) Pump
Rotating casing pumps, known also as "pitot-tube" or "impact" pumps, are a design that has been in
use, to varying degrees, for the past 80 years. In keeping with regenerative and partial-emission pumps,
they are a special-effect kinetic pump, intended to develop high heads at low flows.
Principle of operation. The principle of operation draws from that of a pitot tube, which when
facing directly into an oncoming fluid stream indicates the total head of the stream at that point. In a
rotating casing pump (Fig. 16.14), liquid enters the casing along the axis of rotation, and has momentum
added as it passes through the enclosed radial vanes of the impeller into the rotating casing. The action
of the rotating casing maintains the high velocity of the liquid stream. High-energy liquid is then drawn
off through the pitot tube and passed to the pump discharge. The head developed by the pump is equal
to the sum of the static pressure created by centrifugal force and the velocity head.
Inlet
Fig. 16.14 Section of "Roto-Jet" pitot tube pump.
(Courtesy EnviroTech PUMPSYSTEMS)
75
50
Wr-;PSH REQUIRED
2800
~
2600
2200
..
•
:ez
l:
o
t=-i Obtainable
Minimum Rcquired Flow for Safc Pump Operation.
L
with Bypass Orifice (0.156" Dia.)(J.962mm) 1 + - - - 1 - - - - 1 - - - ;
2000
..
,....
-
~-
Iii 1600·..
W
~ 1400
t-=
~
I¥'
1800 ...
Q
w
~-~V-7''''--+--i1
2400
::r::
25
1....-----
Iii
1200
1000
800
600 i
400
./
~'"
200 .-t - -.........=--t--
-
t'">...
:">.
'" i-'
1m, RP"II
i
--
DO :'\OT OPERATE
BI:.YONDTHIS UKIo
J
400
~r-:-:-:=!:;-:,
!1750RP\1 !
o "'-~-~-~-~f4!I'~25~R~r~MJ--t---t---tI-~--t~~~+~~~~~i85~4'~K(='RTI'~=U~-t----1
t.--:~~ nm1
~I:=-:~
~
~
300
200
n:
::r::
100 ai
~
o
Perfo manCE Base ~ On VIi ater
o
100
200
300
400
500
600
FLOW·GPM
Fig. 16.15 Performance characteristics of a pitot tube pump.
(Courtesy EnviroTech PUMPSYSTEMS)
Performance characteristics. Design specific speed is typically within the range 60 to 500. The
head characteristic depends on the size of the pitot tube, ranging from continuously rising with decreasing
flow to "drooping" (Fig. 16.15). The power characteristic rises continuously with increasing flow. For
the range of specific speeds covered, efficiency is good, values on the order of 60 percent having been
achieved. NPSHR is typically lower than a centrifugal pump of the same capacity.
364
Special Effect Pumps
365
The hydraulic performance of rotating casing pumps, flows from 1.0-170 m 3/hr (5-750
gpm) and heads to 1,525 (5,000 ft), makes them suitable for the applications also met with regenerative,
partial-emission, or small multistage centrifugal pumps. The advantages offered by this design for such
applications are wide flow rangeability, no critical internal running clearances, smaller size than multistage
centrifugal pumps, and the ability to tolerate running dry. Its disadvantages are erosion when the pumped
liquid contains abrasive solids, and a low tolerance of air or entrained gas in the pumped liquid. Variations
of the design are used for integral lubricating oil pumps (Fig. 11.49).
Application.
Reversible Pumps
In the same manner as partial-emission pumps, reversible pumps are not strictly special effect pumps,
but their design, performance, and application are sufficiently different to warrant inclusion in this chapter.
Principle of operation. Head in reversible pumps is developed in the same manner as in
conventional centrifugal pumps. To be reversible, however, several compromises have to be made
in the pump design; specifically the impeller vanes must be radial, the casing concentric, and the
discharge nozzle radial. With this symmetrical construction, the pump performs equally in either
direction of rotation.
Performance characteristics. Unlike partial-emission pumps, whose impeller design is similar,
reversible pumps have a falling head characteristic (Fig. 16.16), a consequence of impeller discharge to
casing throat area ratios used in their design. The power characteristic rises with increasing capacity.
Efficiency at 30 to 40 percent is lower than a centrifugal pump of equal performance because the
design is compromised for reversibility. NPSHR is higher than an equivalent centrifugal pump for the
same reason.
140
120
100
cJ< 80
15<ll
J: 60
40
20
o
20
40
60
80
100
120
140
Flow-%
Fig. 16.16 Type head characteristic of a reversible pump.
160
366
Special Effect Pumps
Application. Reversible pumps are applied to low-energy auxiliary services, for example, cooling
water circulation through an engine, where it is necessary to have the pumped liquid move in one
direction regardless of the driver's direction of rotation. The one known design is specific speed 900,
with a capacity of 11.5 m3Jhr (50 gpm) and head of 12.2 m (40 ft) at maximum speed of 2,000 RPM.
BIBLIOGRAPHY
[16.1] Barske, U.M., and Dr. Ing.; "Development of Some Unconventional Centrifugal Pumps", Proc. Institute of
Mechanical Engineers (Britain), Vol. 174 No. 11, 1960.
17
Materials of Construction
- - . -..
~
-
- - - - - -
Centrifugal pumps are fabricated of almost all the known engineering materials, from simple thermoplastic
polymers through metals ranging from cast iron to the various nickel-based alloys to composites and
ceramics. The conditions of service and the nature of the pumped liquid finally determine which among
this wide range of materials will be the most suitable. A specific choice is based first on past experience
with the same liquid or a similar liquid. When past experience is lacking, material properties and known
performance must be used. Listings of the materials commonly recommended for various liquids can
be readily found in the Standards published by the Hydraulic Institute [1.1], in API-61O [3.1] and in the
catalogs and bulletins of pump manufacturers, particularly those who specialize in centrifugal pumps
for chemical service, the field that presents the greatest variety of material selection problems. Note, in
this connection, that the plant owner is ultimately responsible for the performance of the specified
materials, because the precise nature of the pumped liquid is solely under his or her control. It is the
pump manufacturer's responsibility to furnish the specified materials (provided, of course, they are
mechanically suitable).
The principal service conditions that affect the selection of materials are
1.
Operating pressure
2.
3.
Pumping temperature
Head per stage (affects both the peripheral velocity of the impeller and the liquid velocity in the waterways)
4.
Corrosiveness of the pumped liquid (can vary markedly with traces of halogens, halides, or compounds
of hydrogen)
5.
6.
Concentration and abrasiveness of any suspended solids
Load factor (fraction of time running) and expected life.
In selecting the material for any part of a pump, the material properties to be considered are
I.
Strength: tensile, impact and endurance or fatigue.
2.
Stiffness
367
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
368
Materials of Construction
3.
Thennal expansion and thennal shock resistance
4.
Corrosion resistance, considering the effects of velocity and stress
5.
Erosion resistance (both abrasion and cavitation)
6.
Feasibility of fabrication into the required component.
Table 17.1 gives a qualitative ranking of these properties for the usual pump materials.
In developing general guidelines for material selection, we first concentrate on the materials most
commonly used for individual parts. Table 17.2 summarizes these materials for the three major parts:
casing (plus inner casing where applicable), impeller, and shaft.
Table 17.3 lists the specification and chemical composition of the metals commonly used in centrifugal
pump construction.
CASING MATERIALS
The foremost requirement of the material of a centrifugal pump casing is that it be strong enough, given
the sections employed in the design, to safely contain the maximum working pressure. Next, the material
or combination of materials must be stiff enough to limit distortion of the casing under pressure and
imposed nozzle loads to that which will enable the pump to operate as intended. Finally, the material
must provide an economical balance between service life (determined by loss of wall thickness due to
corrosion or erosion or both) and cost.
Injection-molded polymers are viable materials for the casings of small, mass produced pumps for
low pressure, 1.0 to 1.4 bar (15 to 20 psig), at ambient temperature. Limited strength, low stiffness, and
the cost of molds generally preclude their use above these limits.
Cast iron has higher strength and stiffness than polymers, yet is still economical to produce. For these
reasons it is the material used for the casings of most centrifugal pumps. Its strength and stiffness are
limited, however, which places a practical upper limit on the pressure for which cast iron casings can
be built. This limit varies with size, being around 35 bar (500 psig) for small pumps and falling to 10
bar (150 psig) for large pumps. Cast iron has poor resistance to thermal shock, and therefore is generally
not used at pumping temperatures above 175°C (350°F), nor for services where the pumped liquid is
flammable or toxic. In the latter case, the concern is that should the pump be involved in a fire, attempts
to extinguish the fire may quench and fracture the heated casing.
Ductile iron offers higher strength, stiffness, and thermal shock resistance than cast iron, with the
degree of improvement depending on the grade specified. Many chemical pumps have high-elongation
ductile-iron casings to allow their use for flammable or toxic liquids. Larger pumps have ductile iron
casings, usually of lower elongation, to increase their pressure rating.
Carbon steel is stronger, stiffer, and more ductile than ductile iron. Beyond mechanical properties,
carbon steel has the advantage that it can be welded, thus enabling ready repair in the field, something
that is not feasible with either iron or ductile iron. Given its mechanical properties, carbon steel is the
usual material for medium- and high-pressure casings: in cast form for medium pressure and forged for
high pressure. Carbon steel is the standard casing material for pumps handling flammable or toxic liquids
in petroleum refining service, a practice related to the material's strength and thermal shock resistance.
Because they can be readily repaired by welding, carbon-steel casings are frequently used in mildly
erosive mineral processing services.
Chrome steels offer higher strength than carbon steel, superior corrosion resistance in some services
(e.g., boiler feed) and marginally better erosion resistance. When taking advantage of the higher strength
of chrome steels, the casing design must be able to accommodate the higher deflection that will occur
-
---"-
Above nil ductility transition temperature.
Code: L = low, I = intermediate, and H = high.
Varies with polymer and extent of reinforcement.
H
H
13
H
H
L
H
I
I
H
I
I
W
H
H
L
H
L
L
-
L-W
H
None
L
I
H
H
L
H
H
-
13 Chrome
Material
Steel
-"------------
Bronze
-----.-
l
L
L
L
L
L
L
I
H
L
I
-
Varies with alloy; aluminum and nickel aluminum bronzes have high tensile strength.
I
L
I
I
L
L
H
I
-
Hard iron
-------
I
L
L
L
L
L
L
I
L
L
H
--
Ductile iron
2
Strength
Tensile Impact
Endurance
Stiffness
Thermal expansion
Thermal shock resistance
Corrosion resistance
Erosion resistance: Abrasion
Cavitation
Ease of manufacture
Iron
Ranking of Properties of Usual Pump Materials
Property
Table 17.1
I
H
H
H
I
H
H
I
H
H
316
H
H
H
H
I
H
H
I
H
I
Duplex
-
-
-----
L
L
None
L
L
L
H
H
L
L
-----
L-I2
I
None
L
H
I
H
L
L
I
--
Ceramic
-
Polymer
$
g.
1';
~
~
~
~
1\
~
Mineral processing
Water injection
Petrochemical
Hydrocarbon
Low pressure
Medium pressure
High pressure
Normal
High pressure
Abrasive
High temperature
Corrosive
Corrosive
Noncorrosive
Corrosive
Corrosive
Corrosive
Nonabrasive
Abrasive
Abrasive
Abrasive
Fresh
Fresh
Salt
Condition
Common Pump Material Combinations
Condensate (water)
Boiler feed
Water
Service
Table 17.2
316
Hard metal
Rubber
Duplex
Cast iron
Alloy 20
Stainless
Steel
Steel
Steel
Steel
316
Alloy 20
Polymer
Chrome steel
Rubber lined
Hard metal
Hard metal
316
Duplex
317
Alloy 20
Polymer
Steel
Iron
Hard metal
Steel
317
317
Duplex
Ductile iron
Steel
Hard metal
Chrome steel
Chrome steel
Gray iron
Bronze
Steel
Steel
Monel
Steel
Steel
Chrome steel
Chrome steel
Alloy steel
Chrome steel
Chrome steel
Chrome steel
Duplex
Duplex
Steel
Polymer
Bronze
Bronze
Chrome steel
Bronze
Chrome steel
Chrome steel
Cast iron
Chrome steel
Hard metal
Chrome steel
Polymer
Cast iron
Bronze
Steel, Iron
Iron
Chrome steel
Steel
Steel
Steel
Steel
Chrome steel
Shaft
Inner casing/liner
Impeller
Casing
to>
"g.::s
~
.,~::s
~
1:;-
.iii·~
-.I
=
...
~
Carbon
Steel
Nickel
Chromium
White Iron
Ferritic
S.O. Iron
Austenitic
Cast Iron
Grey
Cast Iron
C
Type 2
Fe
Bal
Bal
P
C
C
C
LCA
WCA
C
WCB
NiHard4
WCB
LCA
WCA
ASTM
A352
ASTM
A216
2D
ASTM
A216
BS
4844
0.25
Max
0.25
Max
0.30
Max
2.8
3.2
0.50
Max
0.50
Max
0.50
Max
0.30
Max
0.30
Max
0.20
Max
0.20
Max
0.20
Max
0.50
Max
0.40
Max
0.50
Max
0.30
Max
0.5
Max
8.0
-10.0
Bal
Bal
Bal
Bal
V
0.03
Max
V
0.03
Max
V
0.03
Max
Si
1.5
-2.2
0.5
Max
5.5
-7.5
Others
Mn
0.2
-0.8
4.0
-6.0
Cu
At the discretion of the foundry
Mo
0.08
Max
1.5
-2.5
1.5
-2.5
Cr
Si
2.5
Max
3.0
Max
18.0
-22.0
13.5
-17.5
Ni
60-40-18
Pressure
Not
applicable
3.0
Max
3.0
Max
C
At the discretion of the foundry
ASTM
A395
Type 2
ASTM
A436
Class 40
ASTM
A48
Type 1
Class 25
ASTM
A48
ASTM
A436
Orade
No
Standard
60-40-18
C
C
C
Class 40
Type I
C
Class 25
Material Type
Prod.
Form
C=Cast
W=
Wrought
Table 17.3 Standard materials and their chemical composition
NOTE: Where the material is in wrought form, the International Standard defined is that relating to bar.
This table is supplied for information only and is not to be used for specification purposes.
(t) The materials defined here are proprietary alloys.
I
~
N
Austenitic
Stainless
Steel
Martensiticl
Ferritic
Stainless
Steel
C
W
C
C
W
3l6L
316L
317
347
XM19
C
CB7Cu-l
C
C
CA6NM
316
C
CA-15
-
-
Prod.
Form
C=Cast
W=
Wrought
CA6NM
CB7Cu-l
CF-SM
CF-3M
316L
CG-SM
CF-SC
XM19
ASTM
A4S7
ASTM
A747
ASTM
A744
ASTM
A744
ASTM
A276
ASTM
A744
ASTM
A744
ASTM
A479
----
CA-15
ASTM
A217
- -
Grade
No
Standard
0.06
Max
20.0
-23.5
1.5
-3.0
IS.0
-21.0
11.5
-13.5
16.0
-IS.0
10.0
-14.0
18.0
-21.0
3.0
-4.0
17.0
-21.0
9.0
-13.0
9.0
-12.0
2.0
-3.0
IS.0
-21.0
9.0
-12.0
0.08
Max
2.0
-3.0
15.5
-17.5
3.6
-4.6
9.0
-13.0
2.0
-3.0
11.5
-14.0
3.5
-4.5
0.4
-1.0
Mo
11.5
-14.0
Cr
1.0
Max
Ni
O.OS
Max
0.03
Max
0.03
Max
O.OS
Max
0.07
Max
0.06
Max
0.15
Max
C
Standard materials and their chemical composition (Continued)
Material Type
Table 17.3
2.5
-3.2
Cu
Bal
Bal
Bal
Bal
Bal
Bal
Bal
Bal
Bal
Fe
Mn
4.0
-6.0
Cb
SxC
-1.0
N
0.10
Max
Nb
0.15
-0.35
N
0.2
-0.4
N
0.05
Max
Cb
0.1
-0.3
Others
V
0.1
-0.3
~
High Alloy
Austenitic
Stainless
Steel
Duplex
Stainless
Steel
C
C
254sMo
W
255
CN3MN
C
CD3MWGJN
C
C
CD4MCuN
CN7M
C
255
Prod.
Form
C=Cast
W=
Wrought
I
Grade
CN3MN
CK3MCuN
ASTM
A351
ASTM
A351
UNS
32550
ASTM
A479
CN7M
6A
ASTM
A890
ASTM
A744
1B
ASTM
A890
Ferralium
255-3SC (t)
No
Standard
0.02
Max
0.03
Max
0.07
Max
0.04
Max
0.03
Max
0.04
Max
0.05
Max
C
Standard materials and their chemical composition (Continued)
Material Type
Table 17.3
3.0
-4.0
24.0
-26.0
24.0
27.0
19.0
22.0
20.0
-22.0
19.5
-20.5
6.5
-8.5
4.5
6.5
27.5
30.5
23.5
-25.5
17.5
-19.5
6.0
-7.0
6.0
-7.0
2.0
-3.0
2.9
3.9
1.75
-2.25
24.5
-26.5
4.75
-6.00
3
Mo
25
Cr
6
Ni
Fe
0.50
-1.00
0.75
Max
3.0
-4.0
1.5
2.5
0.5
-1.0
2.75
-3.25
2.5
Bal
Bal
Bal
Bal
Fe
Bal
Bal
Nominal analysis
Cu
Si
1.00
Max
Mn
1.2
Max
Si
1.0
Max
Mn
1.5
Max
Si
1.00
Max
Si
1.0
Max
Mn
1.0
Max
Mn
2.0
Max
Si
1.0
Max
Mn
1.0
Max
N
0.18
N
0.18
-0.24
N
0.18
-0.26
N
0.10
0.25
N
0.2
0.3
N
0.10
-0.25
Others
W
0.5
1.0
I
~
W
C
W
825
CW-2M
C276
W
K-500
Monel
+ Co.
C
Monel
C
W
625
Hastelloy
B
C
Worthalloy
55
(1) Range given for Ni is total for Ni
Nickel
Copper
Nickel
Molybdenum
Nickel
Chromium
Molybdenum
Material Type
Prod.
Form
C=Cast
W=
Wrought
Fed'l
ASTM
A494
ASTM
A494
0.35
Max
0.25
Max
QQ-N-286
Class A
0.12
Max
M-35-1
N-12MV
63.0
-70.0
(1)
Bal
Bal
1.0
Max
15.0
-17.0
Bal
14.5
-16.5
Hastelloy
C-276(t)
0.01
Max
15.0
-17.5
Bal
0.02
Max
15.0
-17.5
CW-2M
2.5
-3.5
19.5
-23.5
38.0
-46.0
0.05
Max
Incoloy
825(t)
26.0
-30.0
8.0
-10.0
20.0
-23.0
Min
58.0
0.10
Max
3.0
-5.0
Mo
Inconel
625 (t)
22.0
-24.0
Cr
Bal
Grade
Ni
0.12
Max
I
C
(t)
ASTM
A494
No
Standard
Table 17.3 Standard materials and their chemical composition (Continued)
Bal
26.0
33.0
1.5
-3.0
3.0
-5.0
Cu
W
1.0
Max
W
3.0
-4.5
Mn
1.0
Max
Mn
1.0
Max
Co
2.5
Max
V
0.20
--0.60
2.0
Max
4.0
-7.0
2.0
Max
3.5
Max
Co
(1)
Al
2.30
-3.15
Al
0.2
Max
Ti
0.6
-1.2
Min
22.0
Cb
1.0
3.0
Al
0.40
Max
Nb+Ta
3.15
-4.15
5.0
Max
4.0
-6.0
Si
3.0
-5.0
W
1.0
-3.0
W
0.35
--0.85
Si
1.0
Max
Si
0.08
Max
Ti
0.40
Max
Others
10.0
Max
Fe
Co
2.5
Max
V
0.35
Max
Co
1.0
Max
~
Titanium
--
---
-
W
C
C
C
Grade 2
C95500
C93700
Leaded
Bronze
Nickel
Aluminium
Bronze
PB2
C
C
LG4
C90700
C
C83600
Phosphor
Bronze
Tin Bronze
Leaded
Gunmetal
Prod.
Fonn
C=Cast
W=
Wrought
--
ASTM
B265
ASTM
B148
ASTM
B548
BS
1400
L - ____
2
---
C95500
C93700
PB2
C90700
LG4
BS
1400
ASTM
B584
C83600
Grade
ASTM
B-584
No
Standard
-
0.10
Max
C
Standard materials and their chemical composition (Continued)
Material Type
Table 17.3
- -
3.0
-5.5
1.0
Max
0.5
Max
0.5
Max
2.0
Max
1.0
Max
Ni
- -
Cr
------
Mo
---
78.0
Min
78.0
-82.0
Bal
88.0
-90.0
Bal
84.0
-86.0
Cu
---
0.30
Max
3.0
-5.0
0.03
Max
Fe
- -
N
0.03
Max
'-------
0
0.25
Max
- - '-------
H
0.015
Max
Mn
3.5
Max
-
Pb
8.0
-11.0
Zn
0.8
Max
Sn
9.0
-11.0
AI
10.0
-11.5
Pb
0.50
Max
Zn
0.30
Max
Sn
11.0
-13.0
Pb
0.5
Max
Pb
2.5
-3.5
Zn
1.5
-3.0
Sn
6.0
-8.0
Sn
10.0
-12.0
Pb
4.0
-6.0
Zn
4.0
-6.0
Sn
4.0
-6.0
Others
"-----
Ti
Bal
P
0.15
Max
-
P
0.15
-0.60
I
I
I
I
376
Materials of Construction
at sealing surfaces and locating fits. Chrome steels are weldable, with the 13 chrome, 4 nickel alloy
being considered the most weldable, and 5 chrome, 0.5 molybdenum the least. All require preheating
before welding, and any structural welds require postweld heat treatment.
The choice between a cast or forged casing depends on an assessment of the risk of in-service leakage
versus manufacturing cost. In high-temperature applications, repeated heating and cooling of the pump
can cause the internal shrinkage inherent in cast casings to develop into minor cracking, thereby allowing
an originally pressure-tight casing to leak. For medium-pressure casings, typically 100 bar (1450 psig)
at 230°C (450°F), cast casings are normally used because they are economical and can be repaired by
welding. At higher pressures, forged casings are deemed the better choice because they eliminate the
potential cracking problem. Although forged casings are more expensive to manufacture than cast casings,
the difference decreases with increasing pressure, and is generally negligible for pressures beyond 200
bar (3,000 psig).
At low temperatures, below what is known as the "nil ductility transition temperature" (which varies
with alloy, heat treatment, and section thickness), carbon steel and chrome steels becomes brittle. In
these circumstances, austenitic stainless steel, or in some cases alloys of aluminum, both of which do
not exhibit a "nil ductility transition temperature," are used.
Corrosive liquids pose a problem in that the corrosion resistance of the usual materials is almost the
inverse of their strength and stiffness. Reinforced polymers of the appropriate grades offer extremely
good corrosion resistance. These materials, however, have relatively low strength and stiffness, and
therefore casings made of them have a low pressure rating.
Bronze is produced in a wide range of alloys, from leaded gunmetals, which offer moderate resistance
to seawater corrosion (depending on temperature and contamination), through phosphor bronze, with
good resistance to seawater and mild acids, to nickel aluminum bronze and similar alloys, with excellent
resistance to seawater. All the bronzes have higher strength and stiffness than reinforced polymer, but
across the range of alloys cited, the mechanical properties vary from below that of cast iron to approaching
that of the chrome steels. Because bronze is not used extensively for centrifugal pump casings, most
casings produced are designs based on cast iron. As such, their pressure rating will depend on the alloy
being used. For leaded gunmetals and phosphor bronze, the pressure rating will be lower.
Lined casings afford high corrosion resistance without the expense of having to produce the entire
casing of an exotic or impractical material. Two forms of construction are used: a separate lining
contained by the casing (Figs. 26.42 & 26.43), or a lining bonded to the casing. Of the usual lining
materials, only glass and Teflon® are bonded to the casing. The linings have various properties. Rubber
exhibits high resistance to corrosion and erosion, but is limited by temperature. Ceramic is useful for
corrosive or erosive services at temperatures above the limit of rubber. Graphite, impregnated to make
it impervious, has high corrosion resistance but is soft and cannot tolerate any solids in the pumped
liquid. Teflon® is inert in most liquids but too soft to have useful resistance to erosion; its advantage
over graphite is simpler casing construction. Glass is inert to all liquids, but prone to microcracking
caused by differential thermal expansion at high temperatures, which can lead to corrosion of the substrate.
The pressure rating of lined casings is determined by the material of the structural portion of the casing.
This is usually cast iron or ductile iron, and so the pressure rating is limited to around 17 bar (250 psig).
Austenitic stainless steel covers a wide range of alloys, the most common being type 316 stainless
steel (or ASTM A744 CF8M for castings). The corrosion resistance of these alloys depends on the
particular alloy and liquid. They all rely on a passive oxide film for corrosion resistance. Localized
corrosion will start at damaged areas of this oxide film. An example of how this limits their application
is the high risk of corrosion if exposed to stagnant seawater. The chloride ion initiates pitting and the
stagnant conditions do not provide enough oxygen to re-establish a continuous oxide film. As a class
of materials, austenitic stainless steels have strength and stiffness higher than ductile iron but below
steel. Their elastic limit (yield point) is not well defined, which makes components of these alloys prone
Materials of Construction
377
to plastic deformation (permanent distortion) if stressed close to their yield point (usually based on 0.2
percent offset). With these mechanical properties, casing designs based on steel must be derated for
pressure when produced in austenitic stainless steel. On the other hand, if a casing is required for a
particular pressure rating, its effective sections in austenitic stainless steel must be larger than in steel.
The so-called "higher alloys," those with high nickel or molydenum contents, have excellent corrosion
resistance to a particular liquid, but often poor resistance if one element in the liquid's composition is
changed. For the purposes of casing pressure rating, the mechanical properties of the higher alloys are
similar to those of austenitic stainless steel.
Duplex materials, alloys whose structure is a mixture of two phases, austenite and ferrite, have
excellent resistance to corrosion by sea water and napthenic acid, and can be used for liquids containing
the latter at temperatures up to 260°C (500°F). Although the corrosion resistance of duplex alloys is not
equal to higher-nickel-based alloys for some liquids, they have the advantage of higher strength. Given
this, duplex casings can have pressure ratings close to those of chrome steel while achieving significantly
higher corrosion resistance.
Hard metals for solids-handling pumps range from austenitic manganese steels for dredge pumps
(whose casing material must have sufficient ductility to absorb the impact of large solids), through
Nihard® for high concentration slurries to high chrome irons for high concentration slurries of a corrosive
liquid. Solid casings are constructed entirely of hard metal, generally with replaceable wear plates
alongside the impeller (Fig. 2.20). Hard metals have limited strength and low ductility, therefore the
attainable casing pressure ratings are low. When the required pressure rating is beyond the limit of hard
metal, the casing is constructed by containing a hard-metal liner within a carbon-steel casing. In hydrocarbon catalyst slurry service, similar construction is used to achieve high erosion resistance while maintaining the pressure containment integrity required for flammable services.
INNER CASING MATERIALS
Axially split single and multistage pumps of the arrangements shown in Figs 2.13 and 5.9, and doublecasing (barrel) pumps (Figs. 3.14 & 3.15) have an inner casing that serves to collect, diffuse, and guide
the pumped liquid. Depending on the conditions of service, the inner casing can be a lesser material
than the outer casing, the same material, or a higher material. Table 17.2 shows the common combinations
of casing and inner casing materials. In corrosive hydrocarbon applications, there is also good experience
with duplex, 316, and 317 inner casings in carbon-steel casings.
IMPELLER MATERIALS
The impeller of a centrifugal pump is a dynamic component, which in operation is subjected to
1.
Stresses caused by centrifugal force
2.
Bending stresses produced by pressure differentials and fluctuations within the waterways.
3.
High liquid velocities
4.
Possible cavitation.
Drawing on the list of fundamental requirements given at the beginning of this chapter, the materials
for impellers must be
378
Materials of Construction
1.
2.
3.
4.
5.
Strong enough and stiff enough to withstand the stresses produced by rotation and pressure without fracture
or excessive strain
At least as corrosion resistant to the pumped liquid as the casing
Significantly more resistant to cavitation erosion than the pump casing
As resistant to abrasive erosion as the pump casing
Possessed of a thermal expansion rate able to maintain the required fit with the shaft at the pumping temperature.
Injected molded thermoplastic is used for the impellers of small, mass-produced single- and multistage
pumps on water, circulator, and boiler feed service.
Cast-iron impellers are used for hydrocarbon service up to peripheral speeds of 45 rn/sec (145 ft/sec)
and temperatures of 230°C (450°F). For water service, cast iron is really suitable only for small pumps,
up to about 170 m 3Jhr (750 gpm) (typically 4-in. discharge), because in larger pumps the localized
cavitation that frequently occurs has enough energy to cause premature impeller erosion. The same risk
does not exist in hydrocarbon services because the intensity of cavitation is much lower (see Chap. 19).
Bronze is widely used for impellers wherever it is suitable because (1) it is easy to cast in complicated
cored shapes, (2) it produces smooth as-cast surfaces, (3) it is easy to machine, (4) it does not rust, and
(5) its resistance to cavitation erosion, depending on the alloy used, is 3 to 40 times higher than that of
cast iron. Bronze impellers should not be used with cast-iron casings if the pumped liquid is a strong
electrolyte, or if the pumped liquid is basic (pH above 7).
The coefficient of thermal expansion of bronze is 1.4 times that of carbon steel, therefore the clearance
between a bronze impeller and a steel shaft will increase as the pumping temperature increases. At the
same time, the impeller hub will expand axially, thereby applying an axial load to whatever is retaining
the impeller and producing a corresponding tensile load in the shaft. To avoid these difficulties, bronze
is not normally used for pumping temperatures above 120°C (250°F).
Most of the bronze alloys used (leaded gunmetal, tin bronze, phosphor bronze, and leaded bronze)
have low tensile strength and stiffness, which limits the peripheral speed to which they can be used.
The centrifugal stress developed in an impeller and the resulting stretch at the impeller hub can be
significant at the higher peripheral speeds of high-head pumps. For example, a 305-mm (12-in.) bronze
or iron impeller mounted on a 75-mm (3-in.) shaft and rotating at 3,600 rpm will have its bore stretch
by approximately 0.028 mm (0.0011 in.). At a pumping temperature of 120°C (250°F), and assuming
the shaft is steel, a bronze impeller will have its bore increased a further 0.036 mm (0.0014 in.), producing
a total additional clearance of 0.064 mm (0.0025 in.) between the shaft and the impeller, which is
excessive. To avoid the cumulative effect of excessive centrifugal and thermal expansion, the empirical
limit on the peripheral speed of the common alloy bronze impellers handling hot liquids is approximately
59 rn/sec (160 ft/sec), or a head of 114 m (375 ft) per stage.
Aluminum, aluminum manganese, and nickel aluminum bronzes have high tensile strength (approaching that of 13 chrome steel) and excellent corrosion resistance. Provided the foundry has the necessary
expertise, their castability is as good as that of the lower-strength alloys. Aluminum bronzes are used
for seawater, in conjunction with a casing of the same alloy, and for high-head services where the lower
strength alloys will not withstand the centrifugal stress or the bending stress produced in the shrouds
by pressure pulsations within the impeller passages.
Steel impellers do not have the corrosion resistance of cast iron but do exhibit better resistance to
cavitation erosion. They are used to a limited extent in noncorrosive hydrocarbon services. For small
impellers, cast steel costs about the same as 13 chrome, therefore many manufacturers furnish only 13
chrome since it is a superior material.
The chrome steel alloys used for impellers are 13 chrome (CA15) or 13 chrome 4 nickel (CA6NM),
with the latter generally considered the better in terms of castability and weldability. In hydrocarbon
Materials of Construction
379
services where H2S is present, CA6NM is modified to limit the carbon to 0.03 percent so the castings
can be tempered to a hardness low enough to avoid stress-corrosion cracking. Chrome steel is necessary
for high-purity boiler feed water, and is suitable for all boiler feed waters over a pH range of 4.S to
14.0. Both alloys have proven useful in pumping caustic liquors at temperatures up to 120°C (2S0°F).
The nickel bearing alloy CA6NM has the better corrosion resistance, making it a suitable substitute for
cast iron in applications where copper-bearing alloys are not acceptable and cast iron will be prone to
premature cavitation erosion.
Austenitic stainless steel, of which type 316 (CF8M) is the most common, is used for its corrosion
and cavitation erosion resistance. These alloys are suitable for impellers that are mounted with a clearance
fit on an austenitic stainless steel shaft, such as chemical and some water pumps. They are usually not
suitable for impellers in high head multistage pumps at temperatures above 120°C (2S0°F), because
differential expansion with the high strength shafting (see Structural requirements later in this chapter)
will loosen the interference fit needed to maintain rotor balance.
For applications where cavitation erosion cannot be overcome with system or pump design changes,
there are now available proprietary austenitic stainless steels whose cavitation erosion resistance is 40
times that of cast iron. These are high manganese alloys, of high strength and toughness, that work
harden at the surface in the presence of cavitation. They are available as welding consumables for repairs
and castings for new impellers.
Chemical pumps whose casings are fiber-reinforced polymer use impellers of the same material. To
ensure the integrity of the impeller mounting on the shaft, a metal insert is frequently molded into the
impeller, then machined to the required dimensions. The low strength and stiffness of fiber-reinforced
polymer limits the head per stage to ISO m (SOO ft).
By definition, higher alloy chemical pumps are handling liquids that are strong electrolytes, therefore
the impeller, and all the other wetted parts for that matter, are of the same or a similar alloy.
Duplex impellers are used in two circumstances: (1) when the pump's casing or inner casing is a
duplex alloy or (2) when the pump's casing or inner casing is an austenitic alloy but the pump's
temperature or rotative speed or both preclude the use of austenitic impellers due to high-differential
thermal expansion or high strain. As already noted, under casings, duplex alloys cannot be used at
temperatures above 260°C (SOO°F) because of the risk of embrittlement.
Within its limits of temperature and strength, rubber offers outstanding resistance to erosion, therefore
the impellers of rubber-lined slurry pumps are also rubber lined whenever the service conditions allow
it. These impellers are fabricated by molding a thick rubber lining onto a ductile iron or carbon steel
"skeleton." The threaded connection used to mount the impeller on the shaft is machined into the metal
skeleton. Rubber lined impellers are limited to pumping temperatures of 6SoC (1S0°F) for natural rubber
and lOsoC (22S0F) for synthetic rubbers, and heads per stage of 4S m (1S0 ft).
For severe slurry applications (high concentration of solids, sharp or acicular fines, large solids), the
hard-metal slurry pumps used have hard metal impellers, usually of Nihard®, sometimes of high-chrome
iron when the liquid is corrosive. Hard-metal impellers are also used in rubber-lined slurry pumps when
the required head is higher than can be produced with a rubber-lined impeller, or in applications where
the combination of materials has demonstrated better erosion resistance than an all-rubber-lined pump.
WEARING PARTS
Usually a centrifugal pump's wearing parts are its impeller and casing wearing rings, any interstage
bushings and sleeves, the balancing device (if used), the shaft sleeves, and the throat bushings. When
mechanical seals are used, they also have wearing parts, which are specialized and dealt with in Chapter
380
Materials of Construction
Table 17.4 Impeller and Wearing Ring Material Combinations
Impeller/casing wearing ring
material combination
Steel/lron
Bronze/bronzea
13 chrome/17 chromeb
316/Stellite on 316U
Impeller material
Iron
L1
L1
L1
Bronze
Steel
13 Chr
316
L1
L1
L1
• Generally different alloys to improve galling resistance.
b Hardness difference at least 50 BHN unless softer ring 450 BHN or higher. Some manufacturers use different alloys of 13 chrome steel, for example, types 410 and 420, instead of 13
and 17 chrome.
, One-surface is fusion hard coated for galling resistance. The alternative is to use increased
running clearance.
9. Similarly, the impeller and casing of slurry pumps are wearing parts, and have already been discussed
under casing and impeller materials.
The purpose of wearing rings and important aspects of their mechanical design are covered in Chapter
4. Of particular note for the selection of materials is the very practical requirement of not putting brittle
materials in tension because they are prone to fracture. The choice of materials for wearing rings is
determined first by the impeller material, then by the need for the smallest running clearance consistent
with good galling resistance. Table 17.4 summarizes the usual wearing ring material combinations and
shows which impeller materials they are typically used with. Wearing ring materials always have corrosion
resistance at least equal to that of the impeller. Table 17.4 does not extend to the higher alloys. These
are almost exclusively used in chemical pumps, many of which have semiopen impellers and therefore
do not have wearing rings. In those cases where pumps with closed impellers are used, both the wearing
rings are the same material as the impeller, and usually the running clearances are increased to minimize
the risk of galling. The practice for duplex impellers follows that for 316 stainless steel. The impeller
wearing ring, if used, is duplex, and the casing ring is fusion hard coated duplex.
Hard coating has already been mentioned in connection with improving the galling resistance of
certain wearing ring material combinations. In this circumstance, only one of the surfaces needs to be
hard coated to achieve the desired effect. Fusion hard coating with Stellite or similar materials is the
most common method, and is entirely serviceable, provided the coating is applied to low-carbon alloys
when high corrosion resistance is needed.
In applications involving low concentrations of solids in the pumped liquid, it is often practical to
hard coat both the rotating and stationary surfaces of the impeller's running clearances to reduce the
wear rate. In these cases, it is preferable to hard coat the impeller hub, thereby avoiding the difficulty
of having to safely mount and retain a hard coated impeller ring. The means of coating can be fusion,
plasma transfer arc, or high-velocity oxy fuel spray. When spray coating is used it is important to use
a high-density coating material (e.g., tungsten carbide) to help ensure a good bond to the substrate.
Hard coating is not the only means of improving the abrasion resistance of pump wearing surfaces.
Components of hardenable material can have their wearing surfaces fully hardened to a depth of some
0.5 mm (0.020 in.) by induction or laser hardening, thereby providing better wear resistance while
retaining the general ductility needed for the component function. Alternatively, some materials can
have their abrasion resistance increased by surface conversion, boron diffusion being the most common
today (but not for austenitic or duplex materials, which are embrittled by this process), followed by ion
implantation, then nitriding. The surface conversion processes in use today produce only a relatively
Materials of Construction
381
thin hard region, ranging from 0.01 mm (0.0005 in.) for ion implantation through 0.25 mm (0.010 in.)
for nitriding applied to a suitable alloy.
Interstage sleeve and bushing materials follow the same practice as wearing rings. Balancing device
components, the balancing drum or disk and the matching bushing or head in tandem impeller pumps,
or the sleeves and bushings in opposed impeller pumps, are subject to a high pressure drop per unit
length and therefore have materials chosen for good resistance to high velocity liquid erosion. At the
same time, the running clearance needs to be kept small, so galling resistance is also important. For
small, low-pressure multistage pumps, bronze, Ni-resist, or even iron components have proven serviceable.
Pumps designed for higher pressures generally use 13 chrome versus 17 chrome components, with the
appropriate hardness differences, as a minimum. In applications involving even quite low concentrations
of solids, the rate of balancing device wear can be reduced by hard coating the drum, disk, or sleeves.
Higher concentrations of abrasive solids require even more elaborate treatment, some designs having
resorted to solid tungsten carbide components to achieve a tolerable service life. Corrosive services are
usually accommodated by making both the components of the same alloy as the impellers, then hard
coating the drum, disk, or sleeves for galling resistance.
Shaft sleeves for pumps with packed box seals are bronze, 13 chrome, or hard-coated 316 stainless
steel in order of ascending PV rating (pressure times velocity). The sleeves for mechanical seals are
generally 316 stainless steel because it is suitable for most applications. In high-temperature service,
however, differential thermal expansion is a concern, and the sleeve is the same material as the shaft.
Shaft sleeves for pusher-type mechanical seals (see Chap. 9) are more durable (resistant to fretting
erosion) if hard coated in the region under the dynamic gasket.
Throat bushing materials generally follow those used for wearing rings. When a close clearance is
needed to change the pressure at the seal, hard coating the sleeve under the bushing is desirable to enable
a close clearance without raising the risk of galling in the clearance. An alternative approach is to use
a floating carbon throat bushing.
SHAFTS
Unless a pump shaft is completely isolated from the pumped liquid, a rare and difficult achievement,
corrosion resistance is the first consideration in selecting its material. This is so for two reasons. First,
in general, the strength of typical shaft materials decreases with increasing corrosion resistance. Second,
corrosion, even at low rates of penetration, has a significant effect on endurance strength, an important
factor for a component subject to cyclic bending and torsional stress. Following corrosion resistance,
the next consideration is strength, both impact for shock resistance and endurance to avoid failure by
fatigue. The final consideration, of particular importance for multistage pumps, is dimensional stability,
a property necessary to maintain shaft straightness.
Low-carbon steel is suitable for the shaft in pumps handling a wide variety of liquids at low temperatures
or in noncritical services (see Table 17.2). When these pumps have a packed box shaft seal, the shaft
is usually fitted with shaft sleeves to avoid wear of the shaft. Alloy steels, typically AISI 4140 or 4340,
are employed when a higher strength material is needed, or when the service warrants a higher design
factor. High-speed boiler-feed pumps and pumps handling mildly corrosive water at ambient temperature
or hydrocarbon at 246°C (475°F) and higher, have shafts of 13 percent chrome steel, AISI Type 410.
This alloy is resistant to corrosion by high-velocity water, has strength close to that of the alloy steels,
and has superior high-temperature strength and stiffness. Provided the material used has been adequately
stress relieved, it has good dimensional stability.
Type 316 stainless steel is widely used for shafts in chemical pumps. Its strength is similar to lowcarbon steel, and its dimensional stability is poor, two factors that usually preclude its use for larger
382
Materials of Construction
pumps, where high strength is necessary, or for multistage pumps. Shafts of the higher austenitic alloys
are used only when necessary for their superior corrosion resistance. Most the alloys have mechanical
properties similar to type 316 stainless steel.
Bronze pumps for seawater service use either bronze or Monel shafts depending on the pump's size
and service. The preferred Monel alloy is KSOO, which has strength and stiffness close to that of 13
percent chrome steel.
In medium-temperature, corrosive hydrocarbon service, duplex shafts are used with duplex impellers
to avoid fit relaxation due to differential thermal expansion. Adequate stress relief is necessary to ensure
dimensional stability of duplex shafts at elevated service temperatures.
MATERIAL CLASSIFICATION
The material classification of a centrifugal pump can be determined by the materials of its three principal
components: casing (and inner casing where applicable), impeller, and shaft. This is not to say the
materials of the running clearances are unimportant, but they tend to be determined by the impeller
material and therefore do not have to be included in the classification. Table 17.2 shows a summary of
the common material combinations for the three principal components. API-610 [3.1] includes a detailed
tabulation of the material classes commonly used in the oil industry.
PUMP FITTINGS
During the history of pump development, the expression "pump fittings" has been used rather loosely
to mean two entirely separate things. In the water and industrial markets, it refers to the general
Table 17.5 Materials for Various Classes of Pump Fittings
Standard Fitted
All Iron Fitted
All Bronze Fitted
109
6
6-A
Cast iron
Cast iron
Bronze
Bronze
Bronze
Bronze
Cast iron or bronze
Cast iron or bronze
Steel
Chrome steel or steel
Bronze
Bronze
Bronze
Bronze
Bronze
Bronze
Bronze
Bronze
Bronze or Monel
Bronze or Monel
Shaft sleeve
14
Bronze
Gland
17
Bronze
Cast iron
Cast iron
Cast iron
Steel
Cast iron
Cast iron
Cast iron
Cast iron
Steel
Chrome steel
or steel
Steel or chrome
steel
Cast iron
Chemical;
non-corrosive
Salt water
Part
Casing
Stuffing box cover
Impeller
Impeller ring
Casing ring
Stuffing box ring
Diffuser
Stage piece
Shaft (with sleeve)
Shaft (without sleeve)
Typical service from
Table 17.2
Ref No.'
11
2
8
7
27
5
Fresh water
Bronze
Bronze
I Parts in this list and in Figs. 17.1 through 17.4 are numbered according to the Standards of the Hydraulic Institute [1.1]. This
standard gives stationary parts odd numbers and rotating parts even numbers. The standard was first proposed to the Hydraulic
Institute by Charles J. Tullo, Chief Engineer, Worthington Corporation.
Materials of Construction
Fig. 17.1
383
Section of a double-suction, single-stage pump with shaft sleeves.
Numbers refer to parts listed in Table 17.5.
construction features of the pump, for example, "ball-bearing-fitted pump," or to the combination of
materials used in the pump, for example, "all-iron-fitted pump." In the fire protection market (as in the
expression "underwriter fittings"), it may refer to various pieces of auxiliary equipment such as valves,
gauges, or even tools. Table 17.5 shows the various component materials for the three commonly used
"fitting" classifications, and includes a cross reference to the material classifications in Table 17.2.
Figures 17.1 through 17.4 illustrate the materials used for particular parts in four different pump types.
Beyond the three common pump "fitting" classes detailed in Table 17.4, there are two more worthy
of mention.
Acid-Resisting Pump
An acid-resisting pump is one in which all the parts in direct contact with the pumped liquid are
constructed of materials that offer the maximum resistance to its corrosive action. Typically such pumps
were produced in silicon iron, a highly corrosion resistant but very brittle material, or acid-resisting
bronze. Today, all 316 stainless steel or Alloy 20 construction would be more usual, the choice depending
upon the acid and its concentration and temperature.
Salt Water Pumps
Centrifugal pumps handling salt water may be standard fitted (cast-iron casing with bronze fittings),
all iron or all bronze, or with an iron casing and stainless steel fittings. Although thousands of standard
384
Materials of Construction
Fig. 17.2
Section of a single-suction, single-stage pump without shaft sleeves.
Numbers refer to parts listed in Table 17.5.
Fig. 17.3 Section of a two-stage axially split pump.
Numbers refer to parts listed in Table 17.5.
Materials of Construction
385
Fig. 17.4 Section of an end-suction, single stage pump.
Numbers refer to parts listed in Table 17.5.
fitted pumps are used for this purpose, such construction is not suitable if the sea water is contaminated
(for example, harbour water). Failures are usually caused by galvanic action between the bronze parts
and the cast-iron casing, which results in either the loss of the casing or the bronze parts. Failure in the
latter mode occurs if the casing wetted surface area is large enough to become an effective cathode once
the cast-iron surface is graphitized (see corrosion in this chapter).
An all-iron pump discourages galvanic corrosion, but it may occur nevertheless. A certain amount
of iron dissolution may take place, leaving graphitized areas that act as cathodes to the uncorroded areas
of cast iron. The resulting galvanic action is self-accelerating. To avoid the graphitization (and poor
resistance to cavitation erosion) of cast iron, the impellers and other small pump parts may be made of
stainless steel. The grade of stainless steel should be at least type 316 (CF8M), and that is suitable only
for well-aerated liquid. If the pump is to stand filled with liquid for long periods, austenitic stainless
steel containing at least 6 percent molybdenum or all-bronze construction is necessary.
MATERIAL PROPERTIES
A summary of the qualitative properties of typical pump materials is given in Table 17.1. Structural
requirements, and to some degree corrosion and erosion resistance, are dealt with in the discussion of
386
Materials of Construction
materials for the major components. The following text addresses corrosion and erosion resistance,
thermal expansion, and thermal shock resistance in more detail, then aspects of structural requirements
not dealt with in the discussion of components.
Corrosion
In centrifugal pumps, corrosion differs from general practice in two important respects. First, liquid
velocities in pumps are inherently higher than in pipelines or vessels, so corrosion data based on lowvelocity tests may not be applicable to pump parts. Second, some pump parts (e.g., seals and shafts)
cannot tolerate appreciable penetration or weight loss without failure, thus when corrosion determines
the material selection these parts may have to be made of materials superior to those in the rest of
the system.
Corrosion can be broadly defined as the deterioration of materials by chemical or electrochemical
action. For metals, whose electrons are free to move, the definition can be narrowed to the deterioration
of solids by liquid electrolytes. Nonmetals generally do not have free electrons, therefore any deterioration
is by chemical action alone. The corrosion of metals is fundamentally galvanic. From Fig. 17.5 the
essential requirements are a potential difference between two sites immersed in an electrolyte and
connected with an external electric circuit. The potential difference causes metal loss or oxidation at the
anode (metal ions go into solution and electrons move into the external circuit) and metal deposition or
reduction at the cathode (electrons from the external circuit reduce ions from solution). In pumps, the
prevailing high velocities generally wash away metal deposited at the cathode.
As in electroplating, the rate of anode consumption or corrosion depends on current density. Current
density, in turn, depends on the potential difference and balanced oxidation-reduction reactions. These
dependencies lead to means of limiting corrosion. First, the potential difference can be reduced. Second,
the oxidation-reducation balance can be kept at a very low level. Two means are available to achieve
the latter: cathode polarization, in which the reduction rate limits the balance, and passivation, in which
initial oxidation of the anode renders it essentially inactive. A mechanical factor of great consequence
to the oxidation-reduction balance is the relative size of anode and cathode; a relatively small anode is
susceptible to rapid corrosion. In this connection, materials protected by passivation are vulnerable if
the passive film is perforated, because the unprotected region becomes a small anode.
Corrosion damage to metals is generally identified by 10 types. While in some cases the whole mechanism
is not yet fully understood, these 10 types of corrosion are the products of three basic galvanic cells: unlike
electrodes, which is self-explanatory; stress-induced potential differences; and concentration, potential differences created by variations in electrolyte concentration. A brief description of each type follows. For a
detailed treatment of this complex subject, see the Corrosion Engineers Reference Book [17.1 J.
ANODE
(OXIDATION)
CORRMO+SION_
M
-
ELECTROLYTE
M+
M+
I __---'c=\=::... . _
+e~
e\
ELECTRICAL
CONNECTION
CATHODE
(REDUCTION)
PRODUCT OF CORROSION
M++e--M
)e-
POTENTIAL
DIFFERENCE
Fig. 17.5 Fundamental corrosion mechanism.
Materials of Construction
387
Influence of pH
The pH value of a liquid is a quantitative representation of its relative acidity or alkalinity. The value
is based on the concentration of H+ (positive hydrogen) ions as opposed to OH- (negative hydroxyl)
ions in the solution. It is calculated as follows:
1
pH = log ==0----=---,--H+ concentration
The lower the pH, the more acidic the solution. A solution with a pH value of 7.0 is neutral; values
above 7.0 indicate alkalinity and values below 7.0, acidity. Because pH values are expressed logarithmically, changes in pH represent more than a direct linear change. For instance, a solution having a pH
of 5.0 is 10 times more acidic than one with a pH of 6.0.
The pH of a given solution varies somewhat with temperature changes, decreasing rather rapidly up
to 150°C (300°F) and remaining fairly constant at higher temperatures. For instance, a solution with a
pH of8.5 at21 °C (70°F) will have a pH of about 7.0 at 150°C (300°F) and 6.8 at 260°C (500°F) (Fig. 17.6).
How pH affects metal corrosion depends on whether the metal oxide is stable in both acid and alkaline
solutions (as it is for noble metals), soluble in acid solutions, or soluble in both acid and alkali solutions.
14
I
I
13
12
II
w
z
:::::i
<l
-
~
...J
<l
\
10
w
:::J
...J
<l
>
:I:
Q.
9
8
7
\
-- .---,
~
I""
.....
'",
........
.... 1'-
u
0
....
<l
4
'I'-...
3
o
50
-------:::--
~
....... ........
r-..,
"-
NEUTRAL
......
...
6
5
70 DEG F - USUAL LABORATORY
/
TEMPERATURE
r--........ "'u.._
0
10
N
t- ~
..............
r-- -.!
I
I
I
...............
-
~
:
I
I
100 150 200 250 350 350 400 450 500
PUMPING TEMPERATURE, DEG F
Fig. 17.6 Effect of temperature on pH values.
A laboratory test for low pH usually involves contact with atmosphere, and as a result,
the value is about 0.5 high.
388
Materials of Construction
Table 17.6 Galvanic Series of
Metals Commonly Used in
Centrifugal Pumps
Corroded end (anodic)
Zinc
Iron, carbon steel
Chrome nickel iron
13 chrome steel (active)
316 & 317 stainless steel (active)
Aluminum bronze
Brasses
Bronzes
13 chrome steel (passive)
Copper-nickel alloys
316 & 317 stainless steel (passive)
Chrome-nickel alloy 20
Graphite
Protected end (cathodic)
Metal Corrosion Mechanisms
Galvanic: One metal in a multimetal system is preferentially corroded. Corrosion is produced by a
classic galvanic cell; a combination of metals far apart in a galvanic series in the presence of a strong
electrolyte. The series in Table 17.6 gives an approximate idea, based on the corrosion potentials in
seawater, of the interrelation of the metals most commonly used in centrifugal pumps. The active states
of 13 chrome steel and types 316 and 317 stainless steel occur in poorly aerated liquids or in oxygen
deficient regions. Graphite's nobility is of consequence to cast iron pumps handling seawater or brackish
water; once the casing is graphitized, the previously cathodic bronze impeller will be anodic to the
casing, thus subject to corrosion.
General: Corrosion of all surfaces, with greatest metal loss in regions of high velocity. Occurs when
the electrochemical potential of the pumped liquid is sufficient to remove the protective passive film,
and is accelerated where high velocity liquid quickly removes the products of corrosion.
Selective leaching: Only part of the material is corroded. Prevalent in metals whose structure is a
matrix of dissimilar materials (e.g., iron and graphite in cast iron), which in seawater will suffer selective
leaching of the iron until the exposed surface is graphite, a process known as graphitization.
Materials of Construction
389
Fig. 17.7 Corrosion-erosion damage to an impeller.
Corrosion-erosion: Rapid metal loss with the fluted appearance of fine erosion. Process whereby mild
general corrosion is accelerated by particles in the pumped liquid or the high liquid velocities inherent
in high head per stage designs. Figure 17.7 shows corrosion-erosion damage to an impeller.
Crevice: Metal is lost from the surfaces forming the crevice. Caused by a concentration cell in which
the liquid in the crevice has a different concentration than the bulk liquid; usually a lower oxygen content
leading to reduced passivation.
Pitting: Pinpoint penetration of the material, at an accelerated rate within the pits. Initiated at local
variations in the metal; accelerated as the pitting becomes deep enough to form concentration cells.
Stress corrosion cracking: Parts develop cracks at low nominal levels of tensile stress. The stress
may be residual or applied or a combination of both. By a mechanism not yet fully understood, a low
concentration of a corrosive element or compound (e.g., chlorine or hydrogen sulphide), in the presence
of water, promotes cracking at low tensile stress levels. The cracking is typically transgranular (Fig. 17.8).
390
Materials of Construction
Fig. 17.8 Photomicrograph of stress erosion cracking.
Corrosion fatigue: Parts subject to cyclic stress quickly fail catastrophically at stress levels below
the nonnal endurance limit of the material, a consequence of active corrosion reducing the material's
endurance limit.
Intergranular: Corrosion at the grain boundaries of austenitic materials. A direct result of the material
being "sensitized" by slow cooling from above the austenitizing temperature, with resultant chrome
depletion at the grain boundaries (fonnation of chrome carbide; Fig. 17.9).
Microbiological: Localized corrosion under microbiological deposits. A fonn of concentration cell
in which bacteria, either aerobic or anaerobic, alter the bulk environment within the colony.
Beyond the 10 metal corrosion mechanisms just cited above, there is one identified as "corrosion"
that appears not to be the result of electrochemical action.
Fretting corrosion: results from loss of metal from one or both of a pair of contacting surfaces.
Caused by minute, high-frequency movement between the surfaces, it occurs in both wet and dry
environments, and in inert gases, which suggests it is not dependent on electrochemical action.
Materials of Construction
391
•
Fig. 17.9
Photomicrograph of intergranular carbide precipitation.
Nonmetallic Corrosion Mechanisms
Chemical attack: Softening or swelling of hydrocarbon polymers, caused by the action of the pumped
liquid on the polymer's inter and intramolecular bonds.
Stress cracking: Cracking caused by the combined effects of tensile stress, either residual or imposed,
and a "stress cracking agent," a liquid not normally corrosive to the polymer. As is the case with metals,
even quite low concentrations of the stress-cracking agents will promote failure.
EROSION
Pump components can be eroded by either the action of solids in the liquid, a process termed abrasion,
or the action of collapsing vapor bubbles, a process known as cavitation erosion.
Abrasion
Three mechanisms of abrasion are generally recognized, with each having a distinct effect on the
material choice.
1.
Cutting or gouging: The solids contact the pump component surfaces at a relatively low angle (Fig. 17.10)
and thereby remove material by gouging or cutting the surface. The rate of material loss is related to the
392
Materials of Construction
Fig. 17.10
2.
3.
Abrasion-cutting or gouging.
relative velocity between the particles and the surface, and the size and shape of the particles. Cutting or
gouging erosion is the usual mechanism in pumps handling nonsettling slurries. Rubber-lined or hard-metal
components are used to achieve the best resistance to cutting or gouging erosion. Hard metal is required
for high-concentration slurries or slurries of sharp solids.
Impact: Large, high-mass solids impinging on the component surfaces at high angles produce fatigue failure
and spalling of the surface. Dredge pumps and pumps handling settling slurries typically suffer impact
erosion. To absorb the energy without spalling, their components are made from strong, ductile metals such
as high-manganese steel.
Grinding: Irregularly shaped particles get between the surfaces of the close running clearances and in the
process of passing through remove material by grinding. All pumps handling solids laden liquids are subject
to grinding erosion.
Cavitation
The cause of cavitation and its effect on pump performance are discussed in Chapter 19. Cavitation
itself, the formation of vapor bubbles, does not damage pump components. What can cause damage
(Fig. 17.11) is the subsequent collapse of the vapor bubbles (but not the noncondensible gases) as they
pass into regions of higher pressure. The mechanism is thought to be basically fatigue in nature, a
consequence of high pressures and temperatures associated with bubble collapse.
Corrosion has been suggested as a contributing factor, but data are lacking. In a pump handling
corrosive liquids, however, it is quite conceivable that the erosive action of bubble collapse could aid
corrosion, as in corrosion-erosion, and there could be sufficient temperature rise in the region to accelerate
the corrosion rate.
THERMAL EXPANSION AND SHOCK RESISTANCE
Thermal expansion has two consequences on pump components. First, at elevated temperatures, the
increase in the component's size can be sufficient to require special provisions to compensate for the
Materials of Construction
Fig. 17.11
393
Cavitation erosion in the fillet between the hub and vane underside at the suction side of an impeller.
expansion, or the component can be distorted, overstressed, or cause damage to a connected component.
Provision for up to 13 mm (0.5 in.) of movement in the casings of barrel pumps in hydrocarbon charge
service at temperatures of 400 to 425°C (750 to 800 0 P) is a good example. Second, at even quite low
temperatures, a large difference in the thermal expansion rate of materials used in an assembly can cause
what is termed "differential thermal expansion" to render the assembly unserviceable due to either
loosening or tightening of fits. Bronze impellers on a steel shaft is a good example (see impeller materials).
Thermal shock resistance is a function of a material's thermal conductivity, thermal expansion, and
ductility. Materials of low thermal conductivity and low ductility, ceramics, for example, develop a
significant stress gradient when heated rapidly and are therefore prone to fracture. Several of the chrome
steel alloys in the fully hardened state have a similar characteristic. Ductile materials will not fracture
immediately when subjected to thermal shock, but will suffer low cycle thermal fatigue if the rate of
heating is high enough to produce local stresses beyond the material's endurance limit.
STRUCTURAL REQUIREMENTS
Although the first pass at material selection is almost always based on corrosion and erosion resistance,
the structural features of a pump or the manufacture of the part or both may dictate either a compromise
in the material selection or a change in the pump configuration or its manufacture.
Starting with examples of compromises in material selection, the more usual are
1.
Multistage pump shafts: made from one of the duplex alloys or other high strength grades instead of type
316 stainless steel to overcome the low strength and difficulty maintaining straightness inherent in type 316.
2
Impellers: steel, chrome steel, or stainless steel is used instead of iron or bronze because the peripheral speed
is too high for both, the pumping temperature is too high for bronze, or the impellers must be mounted with
a shrink fit (see impeller materials).
394
Materials of Construction
(b)
-T
(8)
T
~
'-O.3T
Fig. 17.12
(a) Transition in casting section. (b) Coring of a double-suction impeller hub.
3.
Interference fit impeller wearing rings: steel or chrome steel is used instead of iron or similar materials to
avoid putting a brittle material in tension with the attendant risk of fracture.
4.
Shrink-fit-mounted single suction unbalanced impellers: plain back hubs are used regardless of what has
been done to the front hubs, to avoid putting a brittle material in tension and thereby the risk of it spalling.
Adequate galling resistance of the back hub running clearance is provided by increasing the clearance. When
resistance to abrasive wear is necessary, one of the surface conversion processes is used (see wearing parts).
The strength and pressure tightness of metal castings depends a great deal on the relative uniformity of
their cross sections, a fact that is at the heart of many discussions between pump designers and foundrymen.
The more uniform the cross sections, the stronger the casting, and the lower the risk of internal shrinkage
or tearing. Achieving this generally requires a compromise in the form of extra work in the manufacture
of the casting.
The shape of many of the components of centrifugal pumps is determined first by the hydraulic design
and then by the mechanical requirements, and generally the cross sections are not uniform. To avoid·
the ill effects of this, the designer resorts to gradual changes in section by either adding material (Fig.
17.12[a]) or removing it by coring (Fig. 17. 12[bD. The double-suction impeller (Fig. 17.12[bD is an
interesting case, because for hydrocarbon service the hub must be either cast solid or filled with a bighmelting-point solid. The reason is that during operation, hydrocarbon will accumulate in the cored space,
and if the impeller is heated for removal (a practice frequently necessary) there is a risk the hydrocarbon
will bum or explode with consequent personnel injury.
Finally, examples of changes in pump configuration or manufacturing method, include the following:
1. Pumps with lined casings often have the liner constrained within a radially split casing (Fig. 17.13), which
provides the structural strength the liner lacks.
Materials of Construction
Fig. 17.13
2.
3.
395
Hard metal slurry pump with "solid" casing liner.
(Courtesy of Lawrence Pumps, Inc.)
The impellers and casings of small, mass-produced pumps for water and industrial service are made by spot
welding together stainless steel pressings. This technique is employed because the necessary metal thickness
of the components is lower than can be produced by the economical casting techniques.
Critical-service single-stage pumps, such as nuclear reactor primary coolant circulating pumps, have casings
that are symmetrical and made of wrought material to achieve the highest possible mechanical integrity. A
diffuser within the casing achieves the hydraulic function normally carried out by the casing in singlestage pumps.
LOAD FACTOR AND SERVICE LIFE
It is obvious that a selection of materials to provide the longest possible service life for a temporary
installation would be very uneconomical. Thus, standard fitted pumps are frequently used for services
in which corrosion or erosion will wear a pump out in a relatively short time, if this pump will no longer
be used after the service is performed. The same reasoning applies to installations in which pumps
operate an extremely small percentage of the time, providing that contact with the pumped liquid during
idle periods does not continue the disintegration process, or else that the pump can be drained and
flushed out.
Plain common sense dictates that materials be chosen on the basis of optimum economic life, that
is, for an initial cost and a cost of part replacement (including the necessary labor) that will yield the
lowest overall total investment during the expected life of the equipment. The materials chosen, therefore,
may often be neither the cheapest nor the most expensive available. If outstanding reliability is desired,
on the other hand, the best materials are none too good, even if a pump is to operate once every 10
years. Although operation ofthe centrifugal pumps on board ships of the U.S. Navy is relatively infrequent
396
Materials of Construction
in peacetime, for example, and not constant even in war, the most rigid material specifications are
enforced because failure of any part of the equipment may prove fatal.
MATERIAL CHOICE AND MATERIALS ENGINEERING PROGRESS
Advances in materials engineering of both metals and nonmetals have had a marked effect on the design
of centrifugal pumps for pumping chemicals, hydrocarbons, corrosive waters (including boiler-feed
water), and slurries.
Looking at chemical services first, there has been a gradual evolution of the stainless steels and the
so-called "high alloys" to achieve better performance. The range of available metals has been extended
to include titanium and zirconium. At the same time, progress has been made with reinforced polymers
such that pumps of high corrosion resistance and adequate pressure containment capability are now
made of polymer alone.
As the quality of crude oil reserves has deteriorated over the past 20 or so years, refiners have been
faced with hydrogen sulphide stress corrosion cracking (of parts in tension), and general corrosion caused
by naphthenic acid. In 1975 NACE [17.2], published guidelines recommending various limits to the
hardness and strength of the commonly used materials to avoid hydrogen stress corrosion cracking. API610 has distilled those recommendations into requirements for refinery pump construction. Resistance
to naphthenic acid corrosion is achieved with either one of the duplex alloys, CD4MCu with nitrogen
added being typical, or C08M, the cast version of type 317 stainless steel. Duplex alloys are preferred
wherever possible because their coefficient of thermal expansion is close to that of steel. When CO 8M
is necessary, usually at high temperatures, care is needed in the pump's detail design to compensate for
differential thermal expansion where it occurs.
The term "corrosive waters" covers boiler feed through seawater and brackish water, the last two
being pumped by the oil industry for water injection, a process used in tertiary oil recovery. Boiler-feed
water is discussed first.
Most of the knowledge on boiler-feed pump materials was developed 50 years ago, and is largely
still valid today. The principal development was made in 1944 based on the findings of an investigation
conducted by the Boiler Auxiliary Subcommittee of the Prime Movers Committee of the Edison Electric
Institute. This investigation was initiated to determine the cause of the rapid pump deterioration being
experienced in many high-pressure power plants, a condition that had reached alarming proportions in
the early 1940s. Among the findings made by this subcommittee was the fact that steels containing 5
percent chromium or more (today known as chrome steels) were immune to corrosion by any boilerfeed water then known.
Table 17.7 is a current general guide to the selection of boiler-feed pump materials. It is more
complicated than earlier guides in that it requires careful attention to feed-water condition. Note that 13
percent chrome steel is recommended, with CA-6NM (the 13 chrome, 4 nickel alloy) being the most
widely used today. Although 5 percent chrome is sufficient to provide immunity to corrosion-erosion
by boiler-feed water, the usual alloy, designated C-5, has poor castability and is difficult to weld. Note,
too, that when austenitic stainless steel is recommended, the whole pump is to be of that material to
avoid difficulties with differential thermal expansion.
Pumping seawater and brackish water at high heads per stage in water-injection service precipitated
the development of several duplex (austenitic ferritic) alloys to overcome the problems of corrosion and
low strength inherent in the austenitic stainless steels used originally, particularly when subjected to
high liquid velocities and the stresses associated with high rotative speeds. The more notable are
Ferralium™ 255 (UNS-S32550) and Zeron™ 100 (UNS-J93380). Ferralium 255 castings are not covered
by an ASTM specification, but are produced by various foundries in the United States and Europe. Zeron
Materials of Construction
Table 17.7
Temperature
°C (OF)
:595 (200)
>95 (200)
>95 (200)
>95 (200)
397
Boiler Feed Pump Materials
Conductivity
(micromohs/cm)
O2
pH
(ppm)
Materials'
------~
I-I
0-14
4.5-14
6-9
6-14
9-14
1-2
S-1
S-6
C-6
A-8
~
~b
~b
0-14
4.5-14
>0.04
0-14
4.5-14
:50.04
0-14
4.5-14
6-9
6-14
9-14
:50.04
~
~
~
~
~
~
~
~
~
~
~
:520
~
~
~
~
~
:520
~
>20
~
~b
~b
~
~
~
~
~
~
~
~
~b
, Many chemistries are marginal; avoid selecting less expensive materials when C-6 is indicated. The code for these materials is
Code (API-610)
1-1
1-2
S-1
S-6
C-6
A-8
b
Casing, impeller
All cast iron
Cast iron, bronze
Cast steel, cast iron
Cast steel, 13 chrome
All 13 chrome
All CF-3M
Head less than 120 m (400 ft) per stage.
100 castings are available as ASTM A890 Grade 6A. Manufacturing methods also took an interesting
tum in some cases, one instance being impellers produced by electrodischarge machining (EDM) from
Ferralium 255 forgings.
Process designers have presented slurry pump manufacturers with slurries of a corrosive carrier liquid
or at temperatures above the operating limit of rubber or both. The result has been a series of highchrome hard irons, up to 35 percent chrome, with better corrosion resistance than the lower chrome
alloys. For those applications where hard metal did not have sufficient corrosion resistance, and the
temperature exceeded the limit of rubber, pumps with a ceramic impeller and ceramic-lined casing have
been produced. Silicon nitride bonded silicon carbide is one such material that has been used.
Materials engineering has made substantial progress over the past 20 years, much of it a direct result
of improving the performance of gas turbines. Applicable segments of this work are now gradually being
adopted by the pump industry. One worthy example is the use of hard coatings and surface-hardening
techniques to increase the wear resistance of running clearance surfaces while retaining the necessary
bulk structural properties of the part. This can also lead to simpler pumps. Impellers with hard-coated
hubs, as an example, do not require the added complexity of wearing rings.
Ceramic antifriction bearings running in the pumped liquid have been used for some time in pumps
for cryogenic services such as liquefied natural gas. Similarly, progress is being made in the development
398
Materials of Construction
of high-chrome corrosion-resistant antifriction bearings, raising the possibility of one day being able to
run such bearings in water and similar liquids. Product-lubricated hydrodynamic bearings, typically of
silicon carbide, are now in the proving phase.
Much of the current materials engineering effort is being devoted to ceramics. A new generation of
these materials based on zirconium holds the promise of ceramics with high strength and toughness,
characteristics that will allow their extensive use in tomorrow's centrifugal pumps.
BIBLIOGRAPHY
[17.1] Corrosion Engineers Reference Book, [2nd Edition, 1980] National Association of Chemical Engineers,
Houston, Texas.
[17.2] NACE MR-01-75, Sulfide Stress Corrosion Resistant Metallic Material for Oil Field Equipment, 1975,
National Association of Chemical Engineers, Houston, Texas.
II
PUMP PERFORMANCE
18
Heads, Conditions of Service
Performance Characteristics,
and Specific Speed
In selecting the most suitable centrifugal pump for a given application, the most important information
to be given the manufacturer is the desired capacity and the head against which the pump will be required
to operate while delivering the specified rate of flow.
UNITS OF CAPACITY
The standard unit of capacity for centrifugal pumps varies with the application of the pump as well as
the design standards of the country where the pump is used-gallons per minute in the United States,
occasionally imperial gallons per minute in countries of the former British Commonwealth, and cubic
meters per hour in countries using the metric system. In the United States, units vary with the pump
application as follows: million gallons per day, cubic feet per second, gallons per hour, barrels per day,
barrels per hour, pounds per hour, and acre feet per day. Common equivalent variations in the metric
system are: liters per second, cubic meters per second, and metric tons (tonnes) per hour.
It is a simple matter to convert the various units into gallons per minute (gpm). The equivalents for
most units are incorporated in Table 18.1. For a direct conversion chart, see Fig. 18.1.
The pump capacity required by an installation should be stated in cubic meters per hour (gallons per
minute) at the pumping temperature; any desired or imposed variation in the range of capacities should
also be clearly stated. The proper method of specifying required capacity in preparing an inquiry for
centrifugal pumps is discussed in some detail in Chapter 27.
HEADS
Pumping is the addition of kinetic and potential energy to a liquid for the purpose of moving it from
one point to another. This energy will cause the liquid to do work, such as flow through a pipe or rise
to a higher level. A centrifugal pump transforms mechanical energy from a rotating impeller into the
kinetic and potential energy required. Although the centrifugal force developed depends on both the
401
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
402
Heads, Conditions of Service Performance Characteristics, and Specific Speed
Table IS.1 Capacity Equivalents
For conversion chart, see Fig. 18.1
Various units
gpm
1 second-foot or cubic foot per second (cfs)
1,000,000 gallons per day (mgd)
1 imperial gallon per minute
1,000,000 imperial gallons per day
1 barrel (42 gal) per day (bbVday)
1 barrel per hour (bbl/hr)
1 acre-foot per day
1,000 pounds per hour (lb/hr)
1 cubic meter per hour (m3/hr)
1 liter per second (lIs)
1 metric ton per hour
1,000,000 liters per day = 1,000 cubic meters per day
448.8
694.4
1.201
834.0
0.0292
0.700
226.3
2.00'
4.403
15.851
4.403'
183.5
IThese equivalents are based on a specific gravity of I for water at 62°F for
English units and a specific gravity of I for water at 15°C for metric units.
They can be used with little error for cold water of any temperature between
32°F and 80°F. For specific gravity of water at various temperatures, see
Fig. 18.6.
peripheral speed of the impeller and the density of the fluid, the amount of energy imparted per pound
of fluid is independent of the fluid itself. Therefore, for a given machine operating at a certain speed
and handling a definite volume, the mechanical energy applied and transferred to the fluid-joules per
kilogram of fluid or foot-pounds per pound of fluid-is the same for any fluid, regardless of density.
The pump head, or energy in joules per kilogram (foot-pounds per pound), will therefore be expressed
in meters (feet). Barring viscosity effects, the head generated by a given pump at a certain speed and
capacity will remain constant for all fluids. Thus, it is natural to speak. of heads in centrifugal pumps in
terms of meters (feet) of liquid.
Before discussing the various head terms involved in pumping systems it should be mentioned that
(1) heads can be measured in various units, such as feet of liquid, pounds per square inch of pressure,
inches of mercury, and others depending upon the application and the units of measurement of the
country; (2) pressures and head readings can be in gage or absolute units; (3) the difference between
gage and absolute units is affected by the existing atmospheric pressure and thus by the altitude; and
(4) the pressure at any point in a system handling liquids must never be reduced below the vapor pressure
of the liquid.
Conversion of Pressure to Static Head
A column of cold water approximately 10.2 m high will produce a pressure of 1 bar at its base (as
will 2.31 ft produce 1 psi). Thus for water at ordinary temperatures, any pressure can be converted to
an equivalent head by multiplying by 10.2 for bars to meters or 2.31 for psi to feet. For liquids other
than water, the column of liquid equivalent to the basic unit of pressure (1 bar or 1 psi) can be calculated
by dividing the constant (l0.2 or 2.31) by the specific gravity of the liquid.
Figure 18.2 illustrates the effect that specific gravity has on the height of a column of various liquids
for equal pressures. Thus a pump that must handle 1.2 specific gravity brine against 6.90 bar (lOO-psi)
net pressure would be designed for a head of 58.8 m (193 ft). If the pump had to handle cold water
against the same net pressure, the head would have to be 70.4 m (231 ft), whereas a pump handling
Heads. Conditions of Service Performance Characteristics. and Specific Speed
CAPACITY ,101 GAllONS (Y S) Pel MlNYTE
I!!
:>
Z
2._
~
:>
Z
..
i
i
~ 1,_
g
'"Z
2
.
~
~
CJ
"
:>
:>
Z
z
«
r!I
..
0
0
«
~
~
~
~
'"z
~
J;
J;
~
:>
t
t
"«
3
~
3
CAPACITY 'N GAllONS IU S)
'U ..'Nun;
Fig. 18.1 Capacity conversions.
For more accurate values, calculate from the equivalents shown in Table lS.l.
403
404
Heads. Conditions of Service Performance Characteristics. and Specific Speed
GASOLINE
(SPECIFIC
GRAVITY 0.75)
WATER
(SPECIFIC
GRAVITY 1,0)
---1
BRINE
(SPECIFIC
GRAVITY 1.2)
---l
-
-
Fig. 18.2 Effect of fluid density on static head.
Comparison of the heights of a column of water. brine. and gasoline needed to
produce 6.9 bar (100 psig) pressure at datum level.
0.75 specific gravity liquid against the same net 6.90 bar (1oo-psi) pressure would require a head of
96.0 m (308 ft).
It is obvious that a pump designed to handle water but applied on brine service would develop a
70.4 m (231-ft) head of brine or 8.28 bar (120-psi) pressure while if it was applied to pump 0.75 specific
gravity gasoline it would develop a 70.4 m (231-ft) head of gasoline or only 5.17 bar (75-psi) pressure.
The equivalents for the conversion of various pressure and head units other than feet into feet of
liquid are indicated in Table 18.2. For quick conversion of pressures and heads into feet of liquid, see
Fig. 18.3.
Gage and Absolute Units
Pressures and their corresponding heads can be expressed either in absolute units or gage units. In
the metric system, pressures are gage unless noted, for instance, 6.90 bar is gage pressure, or 11.0 bar
(abs) is absolute. The same pressures are expressed as 100 psig or 160 psia, respectively. In gage readings
the pressure is given merely in relation to the atmospheric pressure, whereas absolute pressures are gage
readings plus the existing atmospheric pressure. In other words, the pressure is referred to an absolute
vacuum (Fig. 18.4).
To illustrate, assume a person standing part way up a hill, 7.60 m (25 ft) from the bottom. The
elevation or level at which he is standing would be his gage basis of measurement. Points below him
would be negative (-) gage elevations, and points above him would be positive (+) gage elevations.
Thus he would speak of a point 30.5 m (100 ft) up as 30.5 m (100 ft) gage elevation or of one 3.05 m
(10 ft) down as 3.05 m (10 ft) below gage level, corresponding to a vacuum in our problem. If he desired
Heads, Conditions of Service Performance Characteristics, and Specific Speed
405
Table 18.2 Pressure and Head Equivalents
For conversion chart, see Fig. 18.3
2.310
Ib/sq in.
1 in. mercury (32°F)
atmosphere2
kilogram/sq cm
specific gravity'
=
= 1.134 ft of 62°F water
1.134
ft of liquid
33.95
ft of liquid = 33.95 ft of 62°F water
specific gravity'
specific gravity'
= 1 metric atmosphere
32.85
specific gravity'
10.01
specific gravity'
1 bar
ft of liquid = 2.310 ft of 62°F water
33.51
specific gravity'
10.21
specific gravity'
1 meter
ft of liquid = 32.85 ft of 62°F water
m of liquid = 10.01 m of 15°C water
ft of liquid = 33.51 ft of 62°F water
m of liquid
= 10.21 m of 15°C water
= 3.281 ft
'These equivalents are based on a specific gravity of I for water at 62°F for English units
and a specific gravity of I for water at 15°C for metric units. They can be used, with little
error, for cold water of any temperature between 32°F and 80°F. For the actual specific
gravity of water for temperatures to 220°F, see Fig. 18.6.
2Not used in conjunction with pumps.
to express an elevation measured from the bottom of the hill (absolute datum level, corresponding to
zero absolute pressure or a perfect vacuum), he would add 7.6 m (25 ft) to his gage reading so that the
point 30.5 m (100 ft) above him would be 30.5 + 7.6, or 38.1 m (100 + 25, or 125 ft) above the bottom
of the hill (38.1 m or 125 ft absolute elevation), whereas the point 3.05 m (10 ft) below him would be
-3.05 + 7.60, or 4.55 m (-10 + 25, or 15 ft) above the bottom of the hill (4.55 mor 15 ft absolute elevation).
It is usually feasible to work in terms of gage pressure, but a complicated problem can occasionally
be clarified by working entirely in terms of absolute pressure.
Effect of Altitude on Atmospheric Pressure
For pumps installed at elevations above sea level, it must be remembered that there is a decrease in
atmospheric pressure of about 83 mm of mercury per 1,000 m (1 in per 1,000 ft) of elevation. At an
elevation of 1,220 m (4,000 ft) therefore, the atmospheric pressure is 101 mm of mercury or about 1.4
m of water (4 in of mercury or about 4.5 ft of water) less than that at sea level, with the result that a
centrifugal pump will operate satisfactorily for the same maximum capacities only if the suction lift is
1.4 m (4.5 ft) less than that at sea level. This effect should not, however, lead to the confused notion
that the net positive suction head required for a pump changes with elevation above sea level. It does
not, but the available atmospheric pressure is reduced. For barometric pressures at various altitudes, see
Fig. 18.5.
406
Heads, Conditions of Service Performance Characteristics, and Specific Speed
HEAD IN FEET OF COLD WATER
2
3
4
5 6
8 10
20
30
.a
60
80100
200
300
100
100
80
80
60
III
~
SO
SO
.a
40
30
30
«
20 ~
~
~
0
0
0v",
0V IX
... W
0:" 10
IX __
"'!
~z
.........
~v
-~
:1:«
~~
8
6
5
6
5
4
'"
~.
:::>~
3
:~
Got:)
10
8
v:::>
:I~
IX
2
2
%
~
--wZ
...
~v
w
~'"
"'~
'"
IX
Got:)
:.:0
IX~
:::>:w:
1.0 ~'"
... 0
0.8 :e
1.0
:0
0.8
:IE
...0
'"...
"'!
IX--
-'"
:1:«
4
~~
w
IX
3 IX
«w
:::>Go
:.:0
"'=
ot
v:::>
"'IX
v
III
w
...
0.6
0.5
0.6 0
0.5 ~
0.4
0.4 ~
0.3
0.3
0.2
0.2
:I:
0.1
0.1
2
3
4
5
300
HEAD IN FEET OF COlD WATER
Fig. 18.3 Pressure and head conversion chart.
Values are plotted for 18.7°C (62°F) water but can be used for water between DoC (32°F) and 26.7°C (80°F).
For liquids other than cold water, divide the head by the specific gravity (I8.7°C (62°F] water = 1.0) of the liquid at the pumping temperature to get the head in meters (feet). For more accurate values, calculate heads from
the head equivalents in Table 18.2 .
ANY PRESSURE ABOVE ATMOSPHERIC
1
GAGE
PRESSURE
ABSOLUTE PRESSUREGAGE PRESSURE +
BAROMETRIC PRESSURE
VACUUM
(A NEGATIVE
GAGE PRESSURE)
ANY PRESSURE BELOW ATMOSPHERIC
BAROMETRIC
PRESSllRE
ABSOLUTE
PRESSURE
Fig. 18.4 Graphical illustration of atmospheric, gage, and absolute pressures.
215
..........
so
29
'\.
21
co
:>
u
co
...'"0:I
'"'"r
u
~
r-.... -<::
2S
'\.
25
..........
.........
.........
~
200
-
"""""= .......
i'
20
""
2:5
'"'"
'"
"'"0
co
190 ~
......
4
5
•
T
...«:>
II<
'":I
...'"
~
19
o
II<
it
Q.
21
II
115
......... ....
;
""-
ATMOSPHERIC
PRESSURE
22
205
co
24
23
210
...... TEMPERATURE OF
BOILING WATER
\..
-~
27
>-
.......
t:
'"zr
'"r
•
•
10
~
1/
12
ELEVATION ABOVE SEA LEVEL,IN \p00 FEET
Fig. 18.5 Atmospheric pressures for altitudes up to 3,660 m (12,000 ft).
407
408
Heads. Conditions of Service Peiformance Characteristics. and Specific Speed
g
S
IS"
100
20
1099
18
lII.
~ 0.98
16
>= 0.91
14
~ 0.96
12
I-
~
095
Cl
- ......
~ .!PfClf'O;C
I
-i"'::~ry
j"ooo.
10
~ 8
-~
~ 6
::l
~ 4
LLJ
f
~
~
POR PRESSURE,
2
I
J
...... ~
/ 7~/
J
l/ ~~V
~,;' ~?o~'~~~ ~
-r"1
I " Of ~~
I'1APORP~
1 IRES~URE'~
"A
40
60
80
100
120
140
160
TEMPERATURE, DEGREES FAHRFNHEIT
180
200
Fig. 18.6 Specific gravity, temperature. and vapor pressure relations for water.
Vapor Pressure
The vapor pressure of a liquid at a given temperature is that pressure at which it will flash into vapor
if heat is added to the liquid or, conversely, that pressure at which vapor at the given temperature will
condense into liquid if heat is subtracted.
For homogeneous or single-component liquids, such as water, the vapor pressure has a very definite
value at any given temperature, and tables (such as steam tables) are available that give the vapor
pressure of such liquids over a wide range of temperatures (see Table 26.1). Certain mixed liquids,
however, such as gasoline, are made up of several components, each having its own vapor pressure, and
partial vaporization may take place at various pressures and temperatures.
In figuring heads for pumps, it is important that pressures expressed in bar (pounds per square inch)
or other pressure units be converted into meters (feet) of liquid at the pumping temperature. Care must
be taken not to use conversion factors applying to other temperatures for such conversions. For example,
the vapor pressure of 100°C (212°F) water is 1.01 bar (abs) or 14.7 psia (standard barometric pressure
at sea level). The equivalent head in meters (feet) of water is 10.34 m (33.9 ft) of 15°C (62°F) water.
As 100°C (212°F) water has a specific gravity of 0.959 compared to a gravity of 1.0 for 15°C (62°F)
water, its equivalent head would be 10.34/0.959, or 10.78 m (33.9/0.959, or 35.1 ft) (Fig. 18.6).
Head Terms
In its elementary form, "head" denotes the distance at which the free surface of a body of water lies
above some datum line; as such, it represents an energy or ability to do work. Energy can also exist as
a pressure. Some consider that static head is the sum of the pressure head and the static head of elevation;
Heads, Conditions of Service Performance Characteristics, and Specific Speed
409
however, these two factors are generally considered separately. In any pumping system, the liquid must
be moved through pipes or conduits that offer certain resistances or, in other words, cause certain
frictional losses. This energy dissipation, or head loss, is called a frictional head whereas the energy
that has been converted into velocity energy is called velocity head. Thus, static heads, pressure heads,
friction heads, and velocity heads may all be encountered in any system. When considering a pump by
itself, "head" is a measure of the total energy imparted to the liquid at a certain operating speed
and capacity.
SYSTEM HEAD
The total head of a system against which a pump must operate is made up of the following components:
1.
2.
3.
4.
5.
Static head
Difference in pressures existing on the liquid
Friction head
Entrance and exit losses
Velocity head.
Static Head
Static head refers to a difference in elevation. Thus the "total static head" of a system is the difference
in elevation between the discharge liquid level and the suction liquid level (Figs. 18.7 to 18.9). The
"static discharge head" is the difference in elevation between the discharge liquid level and the centerline
of the pump. The "static suction head" is the difference in elevation between the suction liquid level
and the centerline of the pump. If the static suction head is a negative value because the suction liquid
level is below the pump centerline, it is usually spoken of as a "static suction lift."
If either the suction or discharge liquid level is under a pressure other than atmospheric, this pressure
is sometimes considered as part of the static head, but it is often considered separately. The latter practice
usually permits a clearer picture of the system. If the suction supply is taken from a closed vessel and
the liquid level lies above the pump centerline, the difference in elevation of the suction liquid level
and the pump centerline is commonly spoken of as "submergence" instead of "static suction head."
Friction Head
Friction head is the equivalent head, expressed in meters (feet) of the liquid pumped, that is necessary
to overcome the friction losses caused by the flow of the liquid through the piping, including all the
fittings. The friction head varies with (1) the quantity of flow; (2) the size, type, and condition of the
piping and fittings; and (3) the character of the liquid pumped.
Entrance and Exit Losses
Unless it comes from a main under pressure, such as a city water supply, the suction supply of a
pump comes from some form of reservoir or intake chamber. The point of connection of the suction
pipe to the wall of the intake chamber or the end of the suction pipe projecting into the intake chamber
or reservoir is called the entrance of the suction pipe. The frictional loss at this point is called the
"entrance loss." The magnitude of this loss depends on the design of the pipe entrance, a well-designed
bellmouth providing the lowest possible loss.
Similarly, on the discharge side of the system where the discharge line terminates at some body of
liquid, the end of the piping is called the exit. This exit is usually of the same size as the piping, and
410
Heads, Conditions of Service Performance Characteristics, and Specific Speed
TOTAL
STATIC
HEAD
STATIC
DISCHARGE
HEAD
STATIC
SUCTION
HEAD
~
Fig. 18.7 Static heads.
System with pump suction and discharge vessels at pressures other than atmospheric.
the velocity head of the liquid is entirely lost. The end of the discharge piping is sometimes a long taper
so that the velocity can be effectively reduced and the energy recovered.
Some engineers consider entrance and exit losses as part of the suction and discharge pipe friction
losses. Others prefer to consider them separately to make sure that they are not overlooked. This method
has the additional advantage of clearly showing if either or both losses are excessive.
Velocity Head
Velocity head is the kinetic energy in a liquid at any point, expressed in joules per kilogram (footpounds per pound) of liquid, that is, in meters (feet) of the liquid in question. If the liquid is moving at
a given velocity, the velocity head is equivalent to the distance the mass of water would have to fall in
order to attain this velocity. Thus velocity head can be calculated by the equation:
V2
h=v
2g
where
hv = the velocity head, in feet
V = the liquid velocity, in feet per second
g = the acceleration due to gravity, or 9.81 rn/s 2 (32.2 ftls 2).
In determining the head existing in a pipe at any point, it is necessary to add the velocity head to
the pressure gage reading, for the pressure gage can indicate only the pressure energy, whereas the actual
Heads, Conditions of Service Perforrrumce Characteristics, and Specific Speed
----~
TOTAL
STATIC
HEAD
~-,L
STATIC
DISCHARGE
HEAD
STATIC
SUCTION
HEAD
1
Fig. 18.8 Static heads.
Suction and discharge vessels at atmospheric pressure and suction liquid level above pump centerline.
TOTAL
STATIC
HEAD
STATIC
DISCHARGE
HEAD
-
ST1TIC
SUCTION
LIFT
cQ.l
- -
--.--
~.
j
I......
Fig. 18.9 Static heads.
Suction and discharge vessels at atmospheric pressure and suction liquid level below pump centerline.
411
412
Heads, Conditions of Service Performance Characteristics, and Specific Speed
head is the sum of the kinetic (velocity) and potential (pressure) energies. Thus, to detennine the actual
suction head or discharge head, it is necessary to add the velocity head to the gage reading.
If the suction and discharge pressures of a centrifugal pump are taken at points at which the velocities
are the same, the velocity head component of each will be the same. The kinetic energy components of
both the suction head and the discharge head will also be equal, and the total head can be determined
by subtracting the suction gage reading from the discharge gage reading.
In high-head pumps, the kinetic energy is relatively small, but in low-head pumps, it is relatively
high. Thus failure to consider the velocity head in detennining heads in high-head pumps will not
appreciably affect the results. For example, consider a pump handling 34Om3/hr (1,500 gpm) with a 6in. discharge and 8-in. suction. The discharge velocity head is 1.37 m (4.5 ft), whereas the suction
velocity head is 0.43 m (1.4 ft). If the suction gage showed 2.62 m (8.6-ft) pressure and the discharge
gage showed a 32.17 m (105.5 ft) head, the true total head would be (32.17 + 1.37) less (2.62 + 0.43)
or 30.49 m [(105.5 + 4.5) less (8.6 + 1.4), or 100 ft], whereas the difference in gage readings would be
29.55 m (96.9 ft). Thus the error would be 3.1 percent of the total head. Had this been a pump in which
the discharge gage reading was 305 m (1,000 ft), the true total head would be 303.2 m (994.5 ft), whereas
the difference in gage readings would be 302.3 m (991.4 ft). The error of 0.3 percent is too small to be
of any concern. If this were a pump in which the discharge head was 13.87 m (45.5 ft), however, the
true total head would be 12.20 m (40 ft), whereas the difference in gage readings would be 11.25 m
(36.9 ft), for an error of 7.8 percent.
Whether or not the velocity head can be ignored depends on the desired accuracy of head detennination
and upon the accuracy of the pressure readings that can be made. For the cited 305 m (I,OOO-ft) head
reading, even with an accurate large scale gage it would be impossible for anyone to read the pressure
within 3.05 m (10 ft), a basic error of 1 percent.
SYSTEM FRICTION CURVE
The friction-head loss in a system of pipes, valves, and fittings varies as a function (roughly as the
square) of the capacity flow through the system. For the solution of pumping problems, it is often
convenient to show the relation between capacity and friction-head loss through the system graphically.
The resulting curve is called the "system friction curve," as shown in Fig. 18.10. The detenninations of
friction losses are usually rough approximations at best, for the roughness of the pipe is not known. As
the friction loss will increase when the pipe tuberculates or otherwise deteriorates with age, it is usual
to base the friction loss on constants that have been found from the average of pipe 10 or 15 years old,
thus allowing for friction losses in excess of those that will be obtained when the pipe is new. As a
result, the pump is generally designed for excess head and delivers overcapacity when installed in a
new system or in one that has not suffered from pipe deterioration. (For a complete treatment of friction
loss calculations, see Chap. 20).
SYSTEM·HEAD CURVE
The friction-head losses, pressure differences, and static heads of any system can be graphically related
(Fig. 18.11). The resulting curve is called the "system-head curve." For systems with varying static
heads or pressure differences, it is possible to construct curves for minimum and maximum static heads
or pressure differentials. The capacity that a pump will be able to deliver under varying conditions can
be predicted by superimposing such system-head curves on a pump head-capacity curve (see Fig. 27.3).
Heads. Conditions of Service Performance Characteristics. and Specific Speed
413
SYSTEM FRICTION CURVE
CAPACITY
Fig. 18.10 System-friction curve.
SYSTEM-HEAD CURVE
o
c
FRICTION
LOSSES
'"
%
TOTAL
STATIC
HEAD
CAPACITY
Fig. 18.11
System-head curve.
Definitions
Explanation of the head terms used with centrifugal pumps should be applicable to all installations
although one or more elements of the total head are usually not involved (because they have zero
414
Heads. Conditions of Service Performance Characteristics. and Specific Speed
values). Except as otherwise noted, the definitions given here are based on the current Standards of the
Hydraulic Institute.
SUCTION HEAD AND SUCTION LIFT
As now defined, the total suction head (h s) is the static head on the pump suction line above the pump
centerline minus all friction head losses for the capacity being considered (including entrance loss in
the suction piping) plus any pressure (a vacuum being a negative pressure) existing in the suction supply.
Rather than express the suction head as a negative value, the term "suction lift" is normally used when
the suction head is negative and when the pump takes its suction from an open tank under atmospheric
pressure. As the suction lift is a negative suction head measured below atmospheric pressure, the total
suction lift (symbol also hs ) is the sum of the static suction lift measured to the pump centerline and the
friction head losses as defined above. (It is sometimes advantageous to express both suction and discharge
heads in absolute pressure, but usually it is more suitable to measure them above or below atmospheric
pressure.) A gage on the suction line to a pump, when corrected to the pump centerline, measures the
total suction head above atmospheric pressure minus the velocity head at the point of attachment. As
suction lift is a negative suction head, a vacuum gage will indicate the sum of the total suction lift and
velocity head at the point of attachment.
The three most common suction supply conditions are illustrated in Fig. 18.12.
System I involves a suction supply under a pressure other than atmospheric and located above pump
centerline; it includes all the components of suction head (h s). If hs is to be expressed as a gage reading
and P s is a partial vacuum, the vacuum expressed in feet of liquid would constitute a negative pressure
I
II
rn
S
I
B
h. = S - h,s - hi
+ p.
hs=<-Sl-hfs-h j
- hs = S + his + hi
Fig. 18.12 Suction head determination for three typical examples.
KEY:
P, = pressure other than atmospheric
S = static head
hs = suction head
hI' = total friction loss from A to B
hi = entrance loss at A
-hs = suction lift
The gage reading at B corrected to pump centerline equals the suction head minus velocity head at B.
Heads. Conditions of Service Performance Characteristics. and Specific Speed
415
head and carry a minus (-) sign. If the pressure P s is expressed in absolute pressure values, hs will also
be in absolute pressure values.
A very common installation, II, involves a suction supply under atmospheric pressure located above
the pump centerline. As the suction head (expressed as a gage value) has a P s value of zero, the P s value
can be dropped from the formula.
System III, the most common installation for pumps handling water, involves a suction supply under
atmospheric pressure located below the pump centerline. It is optional whether the suction head is
expressed as a negative suction head or in positive values as a suction lift. As the source of supply is
below the pump centerline (which is the datum line), S is a negative value. It should be noted that the
suction lift formula is the same as that for suction head except that both sides have been multiplied by
-1. A gage attached to the pump suction flange, when corrected to the pump centerline, will register a
partial vacuum or negative pressure. To determine the suction head, it is therefore necessary to add the
velocity head to this negative pressure algebraically, or, if it is desired to work in terms of a vacuum,
the velocity head must be subtracted from the vacuum to obtain the suction lift. For example, if the
gage attached to the suction of a pump having a 6-in. suction and pumping at a capacity of 227 m3/hr
(1,000 gpm) of cold water showed a vacuum of 152 mm (6 in) of mercury (equal to 2.07 m or 6.8 ft
of water), the velocity head at the gage attachment would be 0.61 m (2.0 ft) of water, and the suction
head would be -2.07 + 0.61, or -1.46 m (-6.8 + 2.0, or -4.8 ft of water), or the suction lift would be
2.07 - 0.61, or 1.46 m (6.8 - 2.0, or 4.8 ft of water).
As most centrifugal pump troubles occur on the suction side of the pump, it is a very important part
of pump selection to supply complete information on suction conditions, including all operational
variations. For some complex problems, it is often necessary to superimpose the variation in total suction
head graphically on the suction head limitations of the pump being considered in order to make sure
the pump will be suitable.
NPSH
In the pumping of liquids, the pressure at any point in the suction line must never be reduced to the
vapor pressure of the liquid. The available energy that can be utilized to get the liquid through the
suction piping and suction waterway of the pump into the impeller is thus the total suction head less
the vapor pressure of the liquid at the pumping temperature. The available head-measured at the suction
opening of the pump-has been named "net positive suction head." It is usually indicated by its initials,
NPSH. A complete discussion of Suction Conditions and of the Limitations on Suction Performance is
given in Chapter 19.
Specifying Suction Conditions
The importance of accurately advising a manufacturer of the actual suction conditions for a centrifugal
pump cannot be overemphasized. A pump will be unable to meet its design capacity conditions unless
the suction head can provide enough energy to get the liquid into the pump as previously discussed. If
a cold nonvolatile liquid is to be handled, it is necessary to know whether there will be suction head or
suction lift, and if the latter, what maximum lift can be expected. If the liquid is to be hot or under a
pressure corresponding to or near its vapor pressure, the pump must be installed with head on suction,
and the available submergence must be indicated. For liquids other than water, information on the
pumping temperature and vapor pressure is also necessary. All expected or probable variations in suction
conditions should also be specified.
416
Heads, Conditions of Service Performance Characteristics, and Specific Speed
I
S
-13.0 FT
20.4FT
S
20.4 FT
I
n
m
v
Fig. 18.13 Seven installations of duplicate pumps referred to in Table 18.3.
Pumps have 8 in discharge and 10 in suction and all operate at 454 m 31hr (2,000 gpm), 24.4 m (80 ft) total
head, and 5.6 m (18.4 fl) NPSH.
Examples of NPSH Calculations
The NPSH calculations of seven different installations, with the same hydraulic conditions (gallons
per minute, total head, and NPSH), are shown in Fig. 18.13 and Table 18.3. This illustration and table
show the effect on the physical installation of a pump, for various applications, if the same NPSH is to
be available at the pump.
Installations I and II have the same conditions except for altitude. The reduction in barometric pressure
at 1,220 m (4,000 ft) elevation makes it necessary to raise the liquid level 1.46 m (4.8 ft) lower to obtain
the same NPSH.
Installation III illustrates how a liquid with a high vapor pressure forces a reduction in possible suction
lift. In this case the liquid is considerably lighter than water, and, if it had a vapor pressure equal to
water at 15°C (60°F), it would have been possible to have a static suction lift of 7.68 m (25.2 ft). The
effect of the specific gravity of the liquid on suction conditions is illustrated more clearly in installation
IV. Here, because brine has a specific gravity of 1.2, the atmospheric pressure corresponds to only
6.83 m (28.3 ft) of liquid instead of 10.34 m (34.0 ft) as with cold water (in installation I). As a result,
in order to obtain the same 5.61 m (18.4 ft) of NPSH, the value of S, the static component of the suction
head, can only be -2.38 m (-7.8 ft) instead of -3.96 (-13.0 ft) as with cold water. (Usually in installations
handling gasoline and brine, the pumps are located so that the liquid level is above the pump. Many
such installations have long suction pipes with considerable friction head loss, so that the same suction
conditions indicated here could logically result.)
Installation V is similar to many boiler feed pump installations. When the liquid handled is at a
temperature corresponding to its boiling point at the suction pressure, the suction head available to
overcome friction and provide the required NPSH must be entirely static as Ps - P vp is zero. This is also
demonstrated in installation VI, which shows a typical condition encountered in condensate or hotwell
pumps. Condensate pumps serving surface condensers are generally located on the floor, just slightly
below the liquid level in the hotwell, and pumps of a special design requiring a very low NPSH have
to be used.
~
hq = h.t - h vd , in m of liquid
hq, pressure gage
hVd
h.t = H + h., in m of liquid
P" bar absolute
P, in m of liquid, gage
P, in m of liquid, absolute
Pvp' bar absolute
P vp' m absolute
hr,+hb inm
S, in m
NPSH, in m of liquid =
S-(hr• + hi) + P, - Pvp
h., in m of liquid, gage =
S-(hfs + hi) + P,
h... in m of liquid
h.g = h. - hv.. in m, gage
h.g, pressure gage
Liquid
Temperature, in deg C
Specific gravity
Altitude, in m
Barometric pressure, bar absolute
P" gage
1.014
0
14.2
0.41
5.78
0.61
-2.17
5.6
-2.78
0.31
-3.09
165 mm Hg
vacuum
21.6
1.19
20.4
1.46
0.872
0
8.90
0.019
0.19
0.61
-2.50
5.6
-3.11
0.31
-3.42
252 mm Hg
vacuum
21.3
1.19
20.1
1.97
1.014
0
10.37
0.019
0.19
0.61
-3.96
5.6
-4.57
0.31
-4.88
358 mm Hg
vacuum
19.8
1.19
18.6
1.83
Gasoline
21
0.73
Sea level
1.014
0
III
Water
17
1.0
1,220 m
0.872
0
II
Water
17
1.0
Sea level
1.014
0
I
Table 18.3(a) Head calculations for pumps in Fig. 18.13 (metric units)
All suction and discharge heads are as corrected to centerline of pumps.
For explanation of head symbols, see Fig. 18.12.
0.31
-3.30
290 mm Hg
vacuum
21.1
1.19
19.9
2.34
-2.99
1.014
0
8.63
0.005
0.04
0.61
-2.38
5.6
Brine
0
1.2
Sea level
1.014
0
IV
30.0
1.19
28.8
2.71
0.31
5.31
0.50 bar
5.61
1.014
0
10.8
1.014
10.8
0.61
6.22
5.6
Water
100
0.959
Sea level
1.014
0
V
0.31
-4.44
325 mm Hg
vacuum
19.9
1.19
18.7
1.83
-4.13
Water
38
0.995
Sea level
1.014
714 mm Hg
vacuum
0.062
-9.74
0.63
0.062
0.64
0.61
6.22
5.6
VI
0.31
0.73
0.069
bar
25.4
1.19
24.2
2.30
1.04
1.014
0
10.7
0.58
6.10
0.61
1.65
5.6
Water
85
0.970
Sea level
1.014
0
VII
QO
........
hq =h.t - hVd' in ft of liquid
h.tg, pressure gage
hVd
h.t =H + h .. in ft of liquid
p .. psi absolute
P" in ft of liquid, gage
p .. in ft of liquid, absolute
PVP' psi absolute
PVP ' in ft of liquid, absolute
hr, + hi' in ft
S, in ft
NPSH, in ft of liquid =
S- (h,. + h;) + P, - Pvp
h" in ft of liquid, gage =
S - (hr. + hi) + P,
hv., in ft of liquid
hog =h, - hv.. in ft, gage
hog, pressure gage
Liquid
Temperature, in deg F
Specific gravity
Altitude
Barometric pressure, psi absolute
p .. gage
-10.2
1.0
-15.0
1.0
-16.0 ft
14.1 in. Hg
vacuum
65.0
3.9
61.1
26.4
9.9 in. Hg
vacuum
69.8
3.9
65.9
28.5
-11.2 ft
12.65
0
29.2
0.275
0.6
2.0
-8.2
18.4
Water
62
1.0
4,000 ft
12.65
0
II
14.7
0
34.0
0.275
0.6
2.0
-13.0
18.4
Water
62
1.0
Sea level
14.7
0
I
Table 18.3(b) Head calculations for pumps in Fig. 18.13 (US units)
All suction and discharge heads are as corrected to centerline of pumps.
For explanation of head symbols, see Fig. 18.12.
1.0
-10.1 ft
6.5 in. Hg
vacuum
70.9
3.9
67.0
21.2
-9.1
14.7
0
46.5
6.0
19.0
2.0
-7.1
18.4
Gasoline
70
0.73
Sea level
14.7
0
III
1.0
-10.8 ft
11.4 in. Hg
vacuum
69.2
3.9
65.3
33.9
-9.8
14.7
0
28.3
0.Q7
0.1
2.0
-7.8
18.4
Brine
32
1.2
Sea level
14.7
0
IV
98.4
3.9
94.5
39.2
1.0
17.4 ft
7.2 psi
18.4
14.7
0
35.4
14.7
35.4
2.0
20.4
18.4
Water
212
0.959
Sea level
14.7
0
V
1.0
-14.6 ft
12.8 in. Hg
vacuum
65.4
3.9
61.5
26.5
-13.6
Water
100
0.995
Sea level
14.7
28.1 in. Hg
vacuum
0.9
-32.0
2.2
0.9
2.2
2.0
20.4
18.4
VI
83.4
3.9
79.5
33.4
1.0
2.4 ft
1.o-psi
3.4
14.7
0
35.08.38
20.0
2.0
5.4
18.4
Water
185
0.970
Sea level
14.7
0
VII
Heads, Conditions of Service Performance Characteristics, and Specific Speed
419
A comparison of installations V and VII shows how the reduction in temperature below that corresponding to suction pressure affects the required suction conditions.
DISCHARGE HEAD
The discharge head (h d) of a centrifugal pump is the head measured at the discharge nozzle. It is the
algebraic sum of the static head, the friction head losses for the capacity being considered, the exit loss
at the end of the discharge line, and the terminal head or pressure. It can be expressed with absolute or
gage readings in meters (feet) of liquid.
Established practice expresses the discharge and suction heads of a horizontal pump with the pump
centerline as datum. Usually, discharge and suction heads of a vertical pump are given with the centerline
of the discharge as datum. Both heads can be given with other elevations as datum, but it is then necessary
to indicate the datum at which they are measured. This practice is often necessary because the exact
elevation of the pump centerline or discharge centerline have not been determined prior to the purchase
of a pump. When the reading of a gage at the pump discharge has been corrected to the pump centerline,
it will indicate the discharge head minus the velocity head at the point of attachment.
TYPICAL DISCHARGE SYSTEMS
Some typical discharge systems are illustrated in Fig. 18.14.
System I shows a system of pump delivery to an elevated tank in which a pressure other than
atmospheric exists; it therefore includes all the components of discharge head.
System II is similar to I except that atmospheric pressure exists on the discharge-liquid level (typical
of pumps delivering to open reservoirs and elevated tanks). If the discharge head is to be expressed as
a gage reading, Pd equals zero and is therefore not shown in the formula. Should it be necessary to
express the discharge head in absolute values, the atmospheric pressure expressed in feet of liquid must
be added to the discharge head expressed as a gage reading.
Although system III illustrates an overhead tank, it applies to all conditions of "overboard discharge."
The actual useful static head (the distance from the pump centerline to the discharge-water level) is less
than the actual static discharge head, D. It is possible to recover all or part of this difference by
incorporating a siphon leg on the discharge. Although systems IVb and V would theoretically be the
most efficient, it is often desirable not to use a sealed discharge. One reason is to prevent the possibility
of back siphonage when the pump is stopped.
In systems IVa and IVb, the effectiveness of the siphon will depend both on the length of the leg
and the design of the piping. Design differences can make the recovery vary from 0 to 100 percent. For
example, if the pipe in IVa was very large in relation to the capacity, the pipe would not run full and
the actual static discharge head would consequently become the distance to the actual water level in the
loop of the piping. All systems using a siphon leg must be investigated carefully to see what percentage
of recovery can be expected and what loss is to be included in the friction loss (hid)'
As the absolute pressure at any point in a siphon must exceed the vapor pressure of the liquid, it is
theoretically possible to employ a siphon leg nearly 10.3 m (34 ft) long with airfree cold water at sea
level. The water being handled is usually not airfree and a reduction in pressure to below atmospheric
causes separation of this air, reducing the effectiveness of the siphon. Water siphons more than 6 m
(20 ft) high are rarely encountered. It is even questionable if many of those under 6 m (20 ft) are 100
percent effective.
Siphon design must provide for the washing out or removal of entrapped air when operation begins,
420
Heads. Conditions of Service Performance Characteristics. and Specific Speed
n
I
A
hd= 0
+ hfd + he + Pd
m
No
B
llt:j
o
I
rr-T~
0
I
O2
~~l
A
I2:b
B
A
Fig. 18.14 Determination of discharge heads for six typical discharge layouts.
KEY:
Pd = pressure deviation from atmospheric
he = exit loss at B
litd =friction loss from A to B (including any siphon losses)
h.rJ = velocity head at A
Heads, Conditions of Service Performance Characteristics, and Specific Speed
421
so that the siphon will be established. Unless the air in the loop can be evacuated, the pump will have
to operate during the starting period against a maximum static component DI (!Vb). In some condenser
circulating installations, this condition results in a starting head much higher than the normal operating
head, and special consideration has to be given to the head-capacity curve of the pump. The same effect
can occur in system I if Pd is a negative pressure that is not established until after pumping has commenced
(as in a barometric condenser).
In systems with variable discharge head, it is usually advantageous to establish the head at various
capacities and prepare a graph showing the variation with capacity. When this graph is related to the
suction head, the resulting chart will indicate the system head.
The proper method of specifying discharge heads in preparing an inquiry for centrifugal pumps is
discussed in some detail in Chapter 27.
TOTAL HEAD
The total head, H, of a centrifugal pump is the energy imparted to the liquid by the pump, that is, the
difference between the discharge head and the suction head. As a suction head lift is a negative suction
head, the total head is the sum of the discharge head and the suction lift. If the discharge head and the
suction head are not determined independently, the total head can be calculated (Fig. 18.15) by determining
the algebraic sum of the static head from supply level to discharge level, H sr, plus all friction losses for
the capacity being considered, hI' plus the entrance hi, and exit, he> losses plus the terminal pressure, Pd,
minus the suction supply pressure, Ps• For complex systems involving both vacuums and pressure, it is
often easier to convert all the vacuums and pressures into absolute pressure values of the liquid being
handled, expressed in meters (feet). (To convert bar to m of liquid, multiply by 10.21 and divide by the
specific gravity of the liquid at the pumping temperature. Similarly, for psi to ft of liquid, multiply by
2.31 and divide by the specific gravity.)
As measured by gages attached to the pump suction and discharge openings, the total head is the
discharge head (the sum of the discharge gage reading corrected to the pump centerline and the velocity
Hst
(0-5)
B
A
H = h d - h,
e
Hit
+ hf+ hl+h.+
(Pd - PI)
Fig. 18.15 Detennination of total head.
422
Heads, Conditions of Service Performance Characteristics, and Specific Speed
head at the point of attachment of the discharge gage) minus the suction head (the sum of the suction
gage reading corrected to the pump centerline and the velocity head at the point of attachment of the
suction gage). As the plus and minus signs of the various elements are easily reversed, and as there are
numerous precautions to be considered in taking gage readings, it is advantageous in any test to follow
the instructions in the Test Code of the Hydraulic Institute.
Outmoded Terminology
Total dynamic head, dynamic suction head, dynamic suction lift, and dynamic discharge head are
outmoded terms. Total dynamic head referred to what is now called total head; dynamic suction head,
dynamic suction lift, and dynamic discharge head were defined as the heads measured by a gage corrected
to the pump centerline, and thus did not include the velocity head element.
Misunderstandings arose if the size of the pump suction and discharge openings were not specified,
resulting in different head values for pumps working under identical conditions if their openings were
not the same. Furthermore, in determining the total dynamic head from the dynamic discharge head and
dynamic suction head it was necessary to correct for any difference in velocity head. The present method
of specifying heads is more satisfactory than the dynamic head method.
HEAD TERMS FOR VERTICAL WET-PIT PUMPS
Vertical wet-pit pumps can be either the volute or the turbine type, the latter covering both propeller
and vertical turbine pumps, which were formerly called deep-well pumps. The special hydraulic and
mechanical problems of vertical turbine pumps have caused them to become virtually independent of
the regular centrifugal pump field with different practices and terminology.
Both volute and propeller wet-pit pumps have been handled primarily by engineers in the regular
centrifugal pump field. With these two types, total head is the discharge head measured at the centerline
of the discharge nozzle, with velocity head included, plus the static distance to the suction water level.
Thus, the loss in the suction bell and further losses of the suction strainer and suction piping, if either
is furnished, as well as the losses in the column pipe and elbow in propeller pumps are charged to the pump.
The following head terminology is used by the National Association of Vertical Turbine Pump
Manufacturers for vertical turbine pump applications.
1. Laboratory head-discharge pressure by gage in feet plus static vertical distance to suction water level in
a test setup using the minimum length of column and shafting for a laboratory test.
2.
Total head-discharge pressure by gage in feet plus distance to suction water level. (In case of a closed
suction, the total head is discharge pressure plus distance to centerline of suction gage minus suction pressure
in feet.)
3.
Dynamic laboratory head-laboratory head as defined above plus velocity head at the point of the discharge
gage attachment.
4.
Total dynamic head-total head as defined above plus velocity head at the point of the discharge gage
attachment minus the velocity head at the point of the suction gage attachment, in case of a closed suction.
(What was formerly called field pumping head in vertical turbine pump terminology is now called total
head.) In most vertical turbine pumps, the velocity head is a very small portion of the head developed by
the pump, and its omission is of little importance.
Heads. Conditions of Service Performance Characteristics. and Specific Speed
423
Pump Characteristic Curves
Unlike positive displacement pumps, a centrifugal pump operating at constant speed can deliver any
capacity from zero to a maximum value dependent upon the pump size, design, and suction conditions.
The total head developed by the pump, the power required to drive it, and the resulting efficiency vary
with the capacity. The interrelations of capacity, head, power, and efficiency are called the pump
characteristics. These interrelations are best shown graphically, and the resulting graph is called the
characteristic curves of the pump. The head, power, and efficiency are usually plotted against capacity
at a constant speed, as shown in Fig. 18.16. It is possible for special problems, however, to plot any
three components against any fourth component. When variable-speed drivers are used, a fifth component,
the operating pump speed expressed in rpm, is involved. Where suction conditions may be critical,the
limit of suction-lift-capacity curve or required NPSH-capacity curve is often shown. Many other
relationships can be shown on the same graph as required for specialized studies, for example, specific
speed plotted against capacity.
The curve H-Q in Fig. 8.16, showing the relationship between capacity and total head, is called the
head-capacity curve. Pumps are often classified on the basis of the shape of their head-capacity curves
as described below.
The curve P-Q in Fig. 8.16, showing the relation between power input and pump capacity, is the
180
H-o~HEAb-cJp4cl
160
w 140
w
u...
z
120
r
100
0
<f
w
j'c]'~~
'l..!!!
()
,;.
Ij,./
::r
....J
<f
10-
~
0
~
40
20
o
~
~
lI'",'pOINT O~-= ~
~
MAXIMUM
~
80
60
~~
~ .............
~
90
I
.K'
EF!,CIENC,(
4a ~~;t"~\
./
,.,.,-
w
"\
'-
80
\.
"" \,
\
I
u...
w
40 u...
30
10
6
8
10
12
14
16
18
20
22
]z
20
4
Q.
50 w
u
I
2
a::
60 >u
\,
L
a
u
w
70
\
'\
~,Q
~
z
--a::::r
Q.
CD
0
CAPACIT Y (a), IN 100 GPM
Fig. 18.16 Typical centrifugal pump characteristics.
Double-suction, single-stage volute pump with 8 in suction and 6 in discharge at 1,760 rpm.
424
Heads. Conditions of Service Performance Characteristics. and Specific Speed
power-capacity curve, but is generally referred to as the power curve, the brake horsepower curve, or
the bhp curve.
The curve T\-Q in Fig. 18.16, showing the relation between efficiency and capacity, is properly called
the efficiency-capacity curve, but is commonly referred to as the efficiency curve.
Usually the graph of a pump characteristic is made for a capacity range from zero to the maximum
operating capacity of the unit. The scales on the graph for head, efficiency, and brake horsepower (bhp)
all have the same zero line at the base of the graph (Fig. 18.16).
In some cases, the curve is made for a limited range in capacity. In other cases, to permit clearer
presentation, the head, efficiency, and power scales are so selected that their zero lines do not coincide,
and sometimes these scales are so enlarged that their full range cannot be shown on the graph.
CLASSIFICATION OF HEAD·CAPACITY CURVE SHAPES
Pump head-capacity curves are commonly classified as follows:
1. Rising characteristic-or rising head-capacity characteristic, meaning a curve in which the head rises
continuously as the capacity is decreased (Fig. 8.17).
2. Drooping characteristic-or drooping head-capacity characteristic, indicating cases in which the headcapacity developed at shutoff is less than that developed at some other capacities. This is also known as a
looping curve (Fig. 18.18).
3. Steep characteristic-a rising head-capacity characteristic in which there is a large increase in head between
that developed at design capacity and that developed at shutoff. It is sometimes applied to a limited portion
of the curve; for example, a pump may have a steep characteristic between 100 per cent and 50 per cent
of the design capacity (Fig. 18.19).
4. Flat characteristic-a head-capacity characteristic in which the head varies only slightly with capacity from
shutoff to design capacity. The characteristic might also be either drooping or rising. All drooping curves
have a portion where the head developed is approximately constant for a range in capacity, called the flat
...:r~
CAPACITY
CAPACITY
Fig. 18.17
Rising head-capacity curve.
Fig. 18.18
Drooping head-capacity curve.
Heads. Conditions of Service Performance Characteristics. and Specific Speed
425
o
'"
III
:r
CAPACITY
Fig. 18.19
5.
6.
Steep head-capacity curve.
CAPACITY
Fig. 18.20 Flat head-capacity curve.
portion of the curve. Other curves are sometimes qualified as fiat, either for their full range or for a limited
portion of their range (Fig. 18.20).
Stable characteristic-a head-capacity characteristic in which only one capacity can be obtained at anyone
head. Basically this has to be a rising characteristic (Fig. 18.17 and 18.19).
Unstable characteristic-a head-capacity characteristic in which the same head is developed at two or more
capacities. (Fig. 18.18 and 18.21). The successful application of any pump depends as much upon the
intrinsic characteristics of the system on which it is operated as upon the head-capacity characteristic. Most
pumping systems permit the use of pumps with moderately unstable characteristics.
CLASSIFICATION OF POWER CURVE SHAPES
Power-capacity curves are also classified according to shape. Fig. 18.22 illustrates a pump characteristic
with a power curve that flattens out and decreases as the capacity increases beyond the maximum
efficiency point. This is called a nonoverloading curve. When the power curve continues to increase
with an increase in capacity, as in Fig. 18.23, the pump is said to have an overloading curve. The shape
of the power curve varies with the specific speed type. As a result, the power curve may have a very
low value at shutoff (see Fig. 18.22 and 18.23), it may have a high value at shutoff (Fig. 18.24), or any
value in between. Whereas in Fig. 18.23 the power curve is an overloading curve with a decrease in
head and increase in capacity, the power curve in Fig. 18.24 is an overloading curve with an increase
in head and decrease in capacity.
Pumps with nonoverloading power curves are advantageous because the driver is not overloaded
under any operating conditions, but they are not obtainable in all specific speed types of pumps. The
actual range of operating conditions encountered in the operation of a pump determines the range in
power requirements, and the driver size should be selected for the power to be encountered.
426
Heads, Conditions of Service Performance Characteristics, and Specific Speed
CAPACITY
Fig. 18.21
....
z
~ 90
a:
w
a.. 80
I
-
HEAD_
w
()
u.
~
~ 20
-' 10
/
J~'
I
""n
~
.'\.
,
,
~
V
o
140
120
100
80
60
40
/
::c
~
~ 0
~
I
o
...-
-",vyr--.... '"'««? --- V ---I~
~
~ 40
w
u.
z 30
I
-~/r't' /
~70
iL60
w
50
Potentially unstable head-capacity curve .
CL
:x:
III
20
20
40
60
CAPACITY, IN 100
80
100
o
G PM
Fig. 18.22 Characteristics of a pump with a non-overloading power curve with reduction in head.
Heads, Conditions of Service Performance Characteristics, and Specific Speed
90
~
70
IZ
UJ
60
0::
UJ
50
u
c..
.,:
40
zUJ
u
iL:
LL
UJ
~
30
20
z
V
/ ..,.,..,
J:
...J
«
l-
0
~~
~
V
~
I--
\
80
60
~
40
~
I
c..
z
III
20
o
o
40
20
60
CAPACITY, IN 100
Fig. 18.23
\
"\ \
/
cS
~20
0
~/7')-
I/j
LL
10
~~('.4P4 1'\
~,(j
1:j30
~ 10
v~/
~
1j7
UJ
u
.........
I--"""
40
80
100
80
G PM
Characteristics of a pump with an overloading power curve with a reduction in head.
~o
IZ
..... ~
40
-...!:!.f4 D-C
w 30
~
............
0
..........
.........
~
UJ
:r
~O
...J
~
I-
0
I-
10
0
r--....
"\
~rzr....... <:v9'Y
IUJ
LL
~
,.G~~
V
o
V
V
10
/
V
/
-<.... ......
~ K....
8H
V
20
30
CAPACITY. IN 100
"-
~
(J
80
Q.
60
iL:
~
.....
'"
~
50
0:
UJ
.,:
(J
70 z
!!;!
(J
50
r-- ~
40
\\
UJ
90
LL
UJ
40
~
\
60
30
20
c..
z
III
10
0
G PM
Fig. 18.24 Characteristics of a pump with an overloading power curve with an increase in head.
427
428
Heads, Conditions of Service Performance Characteristics, and Specific Speed
MATHEMATICAL RELATIONS OF HEAD, CAPACITY, POWER,
AND EFFICIENCY
The useful work done by a pump is the weight of liquid pumped in a period of time multiplied by the
head developed by the pump and is generally known as the hydraulic power. It is usually expressed as
kilowatts or horsepower and can be calculated from the relations:
.
specific gravity
hydraulIc power, kW = QH
368
where
Q = pump capacity in cubic meters per hour (m3/hr)
H = total head in meters (m)
or
.
specific gravity
hydraulIc power, hp = QH
3960
where
Q = pump capacity in gallons per minute (gpm)
H = total head in feet (ft)
The power required to drive the pump is regularly determined in kilowatts or horsepower and is
called the power input to the pump. The ratio of the hydraulic power to the power input is the pump
efficiency. The relation between power, capacity, head, and efficiency is therefore:
QH specific gravity
power, kW =
.
efficIency 368
or
QH specific gravity
h
power, p = effi·
ICIency 39 60
Type Characteristics
If the operating conditions of a pump at the design speed, that is, the capacity, head, input power,
and efficiency at which the efficiency curve reaches its maximum, are taken as the 100 percent standard
of comparison, the head-capacity, power-capacity, and efficiency-capacity curves can all be plotted in
terms of the percentage of their respective values at the capacity at maximum efficiency. Such a set of
curves represents the type characteristic or 100 percent curve of the pump. Figure 18.25 shows the type
characteristic of the pump whose performance is shown in Fig. 18.16.
Centrifugal Pump Characteristics Relations
A set of relations, known as the affinity laws, allow the performance of a centrifugal pump to be predicted.
for a speed other than that for which the pump characteristic is known. These same relations also allow
prediction of the performance of a pump if the impeller is reduced in diameter (within a limit dependent
upon the impeller design) from the characteristics obtained at the larger diameter.
Heads. Conditions of Service Performance Characteristics. and Specific Speed
130
-r-- r--t.
120
c
•
~
-
110
W
100
0
A-
Q»
Zu
4.Z
>w
uz~
WI&.
-I&.
~w
a
\oJ:)
I&.
I&.
da
cw)(
XC
a
...°c~
70
60
40
u
30
z
w
c
W
A-
~i'l:
80
~
...V J
V
~
20
10
""-
~
",."".
...-
~ """-'
c.... ~ ~t/
~~
/ ~
"~
'1/'
90
~O
r--....
oI
o
I
/
I
~
429
~/
i\.
"~'
,.....
~
\ \
~
,
~
-_.
/
20
40
60
80
120
140
160
PERCENT OF CAPACITY AT MAXIMUM EFFICIENOY
Fig. 18.25 Type characteristic, or 100 percent curve.
When the speed is changed (1) the capacity for a given point on the pump characteristics varies as
the speed; and at the same time; (2) the head varies as the square of the speed; and (3) the brake
horsepower varies as the cube of the speed. These relations take the form of equations as follows:
Q = Q,(n/n,)
H = H,(n/n,)2
P = P,(n/n,?
or
where
n
=new speed desired, in revolutions per minute
Q = capacity, at desired speed n
H =head, at desired speed n for capacity Q
P = power, at desired speed nat H and Q
n, = a speed, in revolutions per minute, at which the characteristics are known
430
Heads, Conditions of Service Performance Characteristics, and Specific Speed
Q.
H.
p.
=a capacity, at speed n.
=brake horsepower, at speed n. at H. and Q.
=head, at capacity Q. at speed n.
For example, a pump is tested at 1,800 rpm and gives the following results:
Capacity
m3/hr
gpm
908
795
681
454
227
0
4,000
3,500
3,000
2,000
1,000
0
Head
Power
bhp
m
ft
kW
47.9
56.1
61.3
67.4
69.5
70.1
157
184
201
221
228
230
142
138
131
106
80
57
Efficiency
decimal
190
185
174
142
107
76
0.83
0.88
0.87
0.78
0.54
0
To obtain the performance of this pump at 1,600 rpm, the first set of values is corrected to 1,600
rpm, as follows:
=4,000 (1,600/1,800) =3,556 gpm
= 157 (1,600/1,800)2 = 124 ft
= 190 (1,600/1,800)3 = 134 bhp
Q = 908 (1,600/1,800) = 807 m3/hr
H = 47.9 (1,600/1,800)2 = 37.8 m
P = 142 (1,600/1,800)3 = 100kW
Changing the other sets of values yields the following (Fig. 18.26).
Capacity
gpm
m3/hr
807
706
606
404
202
0
3,556
3,110
2,667
1,777
890
0
Head
Power
bhp
m
ft
kW
37.8
44.2
48.2
53.4
55.1
55.5
124
145
158
175
181
182
100
97
91
75
56
40
134
130
122
100
75
54
The capacity and head figures for these various points can be calculated on a slide rule with one setting.
In this case 1.8 on the C scale would be set over 1.6 on the D scale, and the new capacities would be
read on the D scale opposite the 1,800-rpm capacities on the C scale. The new heads would be read on
the A scale opposite the 1,800-rpm heads on the B scale. Although it is possible to obtain the cube of
a ratio on a slide rule, errors are often made in this step. Except for shutoff (zero capacity) the bhp can
be calculated from the new head and capacity (at 1,600 rpm) using the same efficiency as for the
corresponding head-capacity at 1,800 rpm. Thus the power for the first point can be calculated as (807
x 37.8)/(368 x 0.83) or 100 kW, and in US units as (3,556 x 124)/(3,960 x 0.83) or 134 bhp. The shutoff
horsepower can only be obtained by using the cube of the speed ratio, as both the capacity and the
efficiency are zero.
These relations for a change in speed can be used safely for speed changes up to 2: 1.
431
Heads, Conditions of Service Performance Characteristics, and Specific Speed
240
HE~D-~APlCITly
IAoo IRPJ
-r-- r--
-
220
200
I-
IU
IU
~
HEAD-CAPACITY 1600
180
RPf.f
-:-.;.,.
~
0
~
IU
:J:
..J
I
r-
140
. . .V V
200
(i~ ~~
100
,~
C
180
~
c)~
lc.lc."
160
~
V/
140
120
60
«.,~
c
/, V
Il.
:J:
CD
80
~4.
h
,
'"
VI
'/
!
J V
/
V
V
..........
-
~
V
r-....
I-""
"\
.....
"-
,,/
. /V
i
J
l.J' '"
~
..
'"
1\
,-
1\
9o
~
-
"
,.. ~
I'
7o
r'"
-
50
a:
0 .,:
u
Z
IU
u
3 0 iL
ro~
~
IU
~
20
./
I0
~
~
o
10
20
30
CA PACITV. IN 100 G P M
Fig. 18.26
IZ
IU
U
IU
Il.
~~~
./
8o
0
1
:?-~~
/~
- I--
_-
..
".
oo1J" I
~~ ~
V
l'/ V:
JI
0
~~~
'f ~
It
,.q,O
l"
j
100
O~
V~
I
K ........
160
120
/
-t"-.....
.........
J
~
I0
I-
,
........ ........
Effects of speed change on pump characteristics.
40
0
432
Heads, Conditions of Service Performance Characteristics, and Specific Speed
The diameter of an average impeller can be cut down on a lathe by 20 percent of its original maximum
value without adverse effect. Cutting it down to less than 80 percent will generally result in a significant
reduction in head and consequently a much lower efficiency. This 20 percent limit is approximate, as
some impeller designs can be cut more than this, whereas others cannot be cut more than a small
percentage without adverse effect. Any change in diameter will affect the proportions of the impeller,
and some variations from the theoretical results should be expected when tested.
If an impeller is cut in diameter, it is found that, at the same speed, the characteristics of the pump
will have a definite relation to its original characteristics.
These relations are (1) the capacity for a given point in the pump characteristic varies as the impeller
diameter, and at the same time; (2) the head varies as the square of the impeller diameter; and (3) the
horsepower varies as the cube of the impeller diameter. Expressed as equations, these are
Q = Q.(D/D.)
H =H.(D/D.)2
P = P.(D/D.)3
or
where D. = original diameter
D = cut-down diameter
Q. = capacity with D. impeller
Q = corresponding capacity with D impeller
H. = head with D. impeller at Q.
H = corresponding head with D impeller at Q
p. = power with D. impeller at Q. and H.
P = power with D impeller at Q and H.
Changing only the impeller diameter of a centrifugal pump alters its design slightly, and so the affinity
laws do not exactly predict the new performance, the usual case of reducing the impeller diameter
producing a greater reduction in head and capacity than predicted. To compensate for this, the theoretical
impeller diameter ratio has to be corrected in some way. Fig. 18.27 gives a correction for radial impellers
(Ns up to 2,500) in the form of the required diameter ratio versus the theoretical, both expressed as
percent of the original diameter. At the same time, the power varies as approximately the cube of the
actual impeller diameter ratio, so it doesn't decrease at the same rate as the head and capacity, and
consequently pump efficiency tends to decrease as the impeller diameter is reduced. An example will
help to clarify all this.
Referring back to the tabulation of values of the pump tested at 1,800 rpm (with an impeller diameter
of 14.75 in.), if the impeller is reduced to 14.00 in. in diameter, the actual impeller diameter ratio is
0.949, and from Fig. 18.27 the effective ratio for head and capacity will be 0.940 (read from the theoretical
axis.) Applying these ratios, the first set of values is corrected as follows:
Q = 908 (0.940) = 854 m3/hr = 4,000 (0.940) = 3,760 gpm
H = 47.9 (0.940)2 = 42.4 m = 157 (0.940)2 = 139 ft
P = 142 (0.949)3 = 121kW
= 190 (0.949)3 = 162 bhp
The other sets of values yield the following (Fig. 18.28):
Heads, Conditions of Service Performance Characteristics, and Specific Speed
Capacity
gpm
m 31hr
854
747
640
427
214
0
3,760
3,290
2,820
1,880
940
0
Head
Power
bhp
m
It
kW
42.4
49.6
54.2
59.3
61.4
62.0
139
163
178
195
201
203
121
118
111
90
68
48
433
Efficiency
decimal
162
158
149
121
91
65
0.82
0.85
0.85
0.76
0.52
0
These relationships are most commonly used to determine the change in speed, the change in diameter
of an impeller, or the combination of both that is necessary to produce a head capacity curve passing
through a given point. For example, suppose the pump whose characteristics are shown in Fig. 18.26
has to meet the conditions of 681 m3/hr (3,000 gpm) at 54.9 m (180 ft) total head. Since this falls below
the head-capacity curve of the 375 mm (14.75 in) impeller at 1,800 rpm, the desired head capacity is
obtained by reducing the speed or reducing the diameter of the impeller.
If the pump, which is to give 681 m3/hr (3,000 gpm) at 54.9 ft (180 ft) were speeded up, or the
impeller diameter increased so that point on the characteristic became 704 m3/hr (3,100 gpm), the head,
at the same time, would have become 54.9 (704/681)2 or 58.7 m (192 ft). Similarly, if 727 m3/hr (3,200
gpm) were obtained by a further increase in speed or impeller diameter, the head would be 54.9 (727/
681)2 or 62.5 m (205 ft). Plotted as shown in Fig. 18.26, these values form a section of a curve (A).
This intersects the 1,800 rpm (375 mm or 14.75-in. D2) head-capacity curve at 712 m3/hr (3,135 gpm)
and 60.1 m (196 ft), indicating the desired point on that characteristic. To obtain 681 m3/hr (3,000 gpm)
and 54.9 m (180 ft), the required speed can be determined by calculation of 1,800 (681/712) or by 1,800
(54.9/60.1)°.5, both of which give 1,722 rpm.
100
a::
wa::
I-W 95
WI:::2:W
e(:::2:
-e(
0a::
°
w...J
...Je(
...Jz 90
wo..S2
:::2: a::
-0
°LL
~o
5~ 85
Oz
wa::
80
./
/
V
./
75
~
V
/
80
/
V
/
/'
/
/
/ "
85
90
95
100
CALCULATED IMPELLER DIAMETER IN % OF ORIGINAL DIAMETER
Fig. 18.27
Correction for theoretical impeller diameter reduction.
434
Heads, Conditions of Service Performance Characteristics, and Specific Speed
1,800 RPM
240
14.75 IMPELLER
TOTAL HEAD
220
14.00
t:L: 200
~ 180
w
::c
160
140
0.9
4.75
EFFICIENCY
200
0.8
180
0.7
160
0.6
::c
I
a:
140
0.5
~
120
0.4
100
0.3
80
0.2
60
0.1
a.
w
a.
0
10
20
CAPACITY - 100 GPM
30
>zw
U
U
u:::
L1.
w
40
Fig. 18.28 Effects of change in impeller diameter on pump characteristics.
If no speed change was desired, it would have been necessary to change the impeller diameter. The
theoretical impeller diameter ratio is the same as the speed ratio, namely 0.957. From Fig. 18.27 the
actual ratio would be 0.965, therefore the impeller diameter would have to be reduced to 375 (0.965)
or 362 mm (14.25 in). Had the new driver run at 1,760 rpm, the 375 mm (14.75 in) diameter impeller
would have given 696 m 3/hr (3,065 gpm) and 57.3 m (188 ft) head requiring, in addition, a cut in the
impeller diameter to 369 mm (14.53 in). In all three cases a new curve that would pass through 681 m31
hr (3,000 gpm) at 54.9 m (180 ft) can be plotted by stepping down a number of the 1,800 rpm and 375
mm (14.75 in) diameter impeller points, the capacities being reduced by the ratio of 681n12, while the
corresponding heads are reduced by the ratio of (681nI2)2, and for the speed reduction only the
corresponding power is reduced by the ratio of (681n12)3. For reduced impeller diameters, noting the
point made earlier in this discussion, the corresponding power is reduced by the cube of the actual
impeller diameter ratio.
Heads. Conditions of Service Performance Characteristics. and Specific Speed
435
CALCULATIONS OF SPEED AND DIAMETER
FOR OFF-THE-CURVE CONDITIONS
The process just described in detail is essentially the application of the affinity laws. It is a powerful
tool for calculating the speed or impeller diameter or a combination of both that a pump must operate
with to meet a head and capacity condition that does not correspond to the performance at the speed
and diameter for which test data are available. A simplified approach to its use is illustrated in the
following example.
Let us assume we are dealing with a known pump performance as given on Fig. 18.29 at a speed of
1,800 rpm. We want to determine the speed at which this pump would have to run so as to deliver 454
ml/hr (2,000 gpm) at a total head of 45.7 m (150 ft). The steps required would be as follows:
1.
Since the required condition point is below the known pump performance, select an arbitrary capacity greater
than the 454 m3jhr (2,000 gpm), such that it will be located on the parabola defined by the affinity laws:
Say, for instance, that Q3 = 568 m 3/hr (2,500 gpm), then,
H3 = HI
(~:)2 = 45.7 (568/454)2 = 71.5 m (234 ft)
2.
Draw the portion of the parabola defining the affinity laws between 454 m 3/hr at 45.7 m and 568 m 3/hr,
71.5 m (2,000 gpm at 150 ft and 2,500 gpm, 234 ft). It can be assumed that this is essentially a straight line.
3.
The intersection of this straight line with the head-capacity curve of the pump at 1,800 rpm corresponds to
544 m 3/hr and 65.6 m (2,395 gpm and 215 ft). We can now determine the speed required to meet the desired
conditions of 454 m3/hr (2,000 gpm) and 45.7 m (150 ft):
n2 = 1,800 (45.7/65.6)°.5 = 1,503 rpm
240
/-- H: 150_(~ggg)2
H-Q 1800 RPM
220
: 234A ft.
-
intersection --"
at
ft.
.'
215
200
,
--: 180
:1800-J150
215
:1503 RPM
,,
::I:
~
,
1L2 for 2000 gpm. 150 ft.
160
•
14O~____~~____~~____~~~____~~
o
1000
2000
3000
4000
Capacity in G.P.M
Fig. 18.29
Calculation of speed change.
436
Heads, Conditions of Service Performance Characteristics, and Specific Speed
Although the ratio of the capacities could also have been used to calculate the speed, it is easier to read the
head values accurately and taking the square root of them halves any errors in reading. A similar process is used
to determine the impeller diameter required to meet conditions at the same speed and a reduced impeller diameter.
In the example just given, assuming that the original impeller was 375 mm (14.75 in), the new impeller would
have to be cut down to a ratio of (45.7/65.6)°.5 or 83.3 percent theoretically. Applying the correction indicated
in Fig. 18.27, however, we would cut the diameter to 85.5 percent of its original diameter, or 320 mm (12.6 in).
Design Constants
The designing of centrifugal pumps is not an exact science because of the many interrelated factors
whose combined effect cannot be accurately foreseen and thus must be determined experimentally. The
development of centrifugal pumps has been largely a result of the accumulation of data on the performance
of both specific designs in service and of experimental designs, the result of research and experiences
in other hydraulic fields, and the application of this information to the development of new designs. In
analyzing data, centrifugal pump designers use various constants, formulas, and relations, two of which
are of interest to users of centrifugal pumps: (1) model pump relations and (2) specific speed.
Pumps are analyzed and compared basically at their so-called design conditions; that is, at the head
and capacity condition at rated speed at which maximum efficiency is obtained. Thus, for the pump
whose characteristics are shown in Fig. 18.16, the design conditions would be 336 m3Jhr (1,480 gpm)
and 40.2 m (132 ft) total head at 1,760 rpm.
MODEL PUMPS
A model pump has the design features of a full-size unit on a smaller scale. To meet the requirements
of a strict model, all linear dimensions of the model must be in the same proportion as the corresponding
dimensions of the full-size pump. The theoretical relationship of the performance of a model pump can
be easily visualized by considering two pumps identically proportioned, with one having twice the linear
dimensions of the other.
The impeller of the smaller pump will be half the diameter of the larger and will, therefore, have to
run at twice the rotative speed of the larger for the same peripheral velocity and equal design head. The
areas through the waterways of the smaller pump will be one-half squared or one-quarter the areas of
the larger pump. Thus, at equal velocities, the capacity of the smaller pump will be one-quarter that of
the larger pump. Therefore, it is apparent that for the same design head the interrelationship of exactly
similar pumps would be theoretically:
f=~=~=~~
Lb
where
na
"'VQb
f = the ratio or factor of the two pumps
La and Lb = comparable dimensions of the two pumps
na and nb = the rotative speeds of the two pumps
Qa and Qb =the capacities of the two pumps at comparable points on their characteristic curves.
From dimensional analysis the general equations for the performance of model pumps are:
Qb = Q af3(Ilt,/n.,)
Hb = Haf2(nb/na)2
Heads, Conditions of Service Performance Characteristics, and Specific Speed
437
The preceding equations are based on the assumption that the two pumps are proportional in every
way and that the same relative degree of smoothness is obtained in the two pumps. This is difficult to
attain, as the actual smoothness of castings is approximately the same, regardless of size. Thus, the
relative internal smoothness of a larger pump is greater than that of a smaller pump. This is reflected
in the head losses in the pump waterways; the larger pump should produce a higher head than the smaller
pump for points of similar capacity. Inasmuch as part of the liquid pumped leaks through the wearing
rings, this loss may not be in exact proportion in both sizes of pumps, thus affecting the net quantity
delivered. Part of the power input goes into mechanical losses (bearings and stuffing boxes), that are
roughly but not exactly proportional to the pump sizes, resulting in a third discrepancy. Good mechanical
design (especially in the production of a commercial line of pumps) precludes making the shaft, casing
thickness, or thickness of impeller vanes of two pumps in exact proportion to their size factor. A
comparison of the largest and smallest pumps of a closely homologous line of a commercial design,
therefore, will show some difference in performance. The magnitude of this difference will depend upon
the size factor and the actual physical sizes of the two pumps. Centrifugal pump designers are careful,
when making model pumps, to use a size that will be close enough to the full-size pump so that the
results of the model will permit a reasonably close prediction of the performance of the full-size pump.
Model pumps have been used to prove within a reasonable degree of accuracy the performance of
the full-size unit for almost every case involving special large-capacity pumps.
SPECIFIC SPEED
An analysis of the performance of a projected centrifugal pump would be difficult without the progress
achieved in the science of hydrodynamics in the four centuries of its existence. This progress may be
directly credited to the almost universal application of model study, which precludes the necessity of
experimenting upon full size commercial constructions that are too expensive and least convenient for
securing the necessary information. Sir Isaac Newton evolved the theory of dynamical similarity, in
1687, thereby introducing the mathematical background for model investigations.
The application of the Newtonian principle of dynamical similarity has since given rise to the wide
use of models in hydraulic machinery, as well as in other fields of science, and to an extensive knowledge
of the relative performance of models and prototypes.
One such application of the principle of model and prototype relationship has enabled engineers to
predict the performance of centrifugal pumps on the basis of the behavior of other machines, smaller
or larger in size, operating over a wide range of design conditions, but modeled from and similar to
each other.
The principle of dynamical similarity expresses the fact that two pumps geometrically similar to each
other will have similar performance characteristics. In order to afford some basis of comparison among
various types of centrifugal machines, it became necessary to evolve a concept which would link the
three main factors of these performance characteristics-capacity, head, and rotative speed-into a single
term. The term "specific speed" is such a concept. The mathematical analysis used to establish the
relationship between the specific speed of a pump and its operating characteristics does not enter the
scope of this book. In its basic form, the specific speed is a non-dimensional index number which is
numerically equal to the rotative speed at which an exact theoretical model centrifugal machine would
have to operate in order to deliver one unit of capacity against one unit of total head. It is mathematically
expressed as:
-~
Ns - (gH)"3t'4
438
Heads, Conditions of Service Performance Characteristics, and Specific Speed
in which:
N, = specific speed
n = rotative speed
Q = capacity
H = head (head per stage for a multistage pump)
g = gravitational constant, 9.81 m/s2 (32.2 ft/S2) at sea level.
In order for this relation to remain dimensionless, when using English units, the rotative speed would
have to be expressed in revolutions per second, the capacity in cubic feet per second and the head in
foot-pounds per pound or foot. However, since specific speed is used only as an index or type number,
certain liberties are permissible in selecting the units used. Thus, the gravitational constant, g, is dropped
out of the relation, leaving:
The rotative speed is expressed in revolutions per minute. For some time, two units of capacity, gallons
per minute and cubic feet per second, were used in the United States to determine specific speed, but
the gallons per minute basis has been accepted as standard by the Hydraulic Institute and is now the
approved basis. The unit of head is one foot.
In countries using the metric system, specific speed is today designated nq and the usual unit for flow
in pump design is cubic meters per hour (m3Jhr). The unit for head is one meter (m). The mathematical
relationship between values calculated in the two systems of units is
The formula for the specific speed of a pump remains unchanged whether a single- or a doublesuction impeller is used. It is customary, therefore, when listing a definite value of specific speed, to
mention what type of impeller is in question.
Type Specific Speed
The type specific speed, by definition, is that operating specific speed that gives the maximum
efficiency for a particular pump and is the number that identifies the pump type. It should be noted that
this index number is independent of the rotative speed at which the pump is operated, since any change
in speed carries with it a change in capacity in a direct proportion and a change in head varying as the
square of the speed.
The normal range in specific speeds encountered in single-suction impeller designs is from 500 to
15,000. Basically, the lower the specific speed type, the higher the head per stage that can be developed
by the pump.
Normally, the conditions of service for which a pump is sold are relatively close to the maximum
efficiency point, and the specific speed determined from the conditions of service will be a close indication
of the pump type. For example, the true type specific speed of the pump whose characteristics are
illustrated in Fig. 18.16 is 1,740. This pump would normally be applied for a range of conditions between
295 m3Jhr and 42.7 m (1,300-gpm and l40-ft) total head and 363 m3Jhr and 38.1 m (1,600-gpm and
125-ft) total head.
Significance of Type Specific Speed
One of the most important applications of the specific speed concept is the fact that all sizes of pumps
can be indexed by the rotative speed of their unit capacity-unit head model. Thus, the specific speed
Heads, Conditions of Service Performance Characteristics, and Specific Speed
439
concept can be used in such a manner that for homologous designs, the performance of any impeller of
the series can be predicted from the knowledge of the performance of any other impeller of the series.
Because the physical characteristics and the general outline of impeller profiles are intimately connected
to their respective type specific speeds, the value of the latter will immediately describe the approximate
impeller shape in question. As an illustration of this statement, Fig. 18.30 represents a few typical
impeller outlines tied down to their type specific speeds.
The specific speed of a given pump will also definitely be reflected in the shape of the pump
characteristic curves, and, whereas some variations in the shape of these curves can be obtained by
changes in the design of the impeller and casing waterways, the variation that can be obtained without
adversely affecting the pump efficiency is relatively small. Approximate type characteristics for four
single-suction impeller types are shown in Figs. 18.31 to 18.34. Figure 18.35 shows the variation of
head with the specific speed for shutoff, 25, 50, 75, and 110 percent capacity. Figure 18.36 shows the
variation of power with specific speed for the same capacities, while Fig. 18.37 shows the variation of
efficiency with specific speed for these same capacities. The values shown in Figs. 18.31 to 18.37 are
for more or less normal impeller-casing designs and combinations. Variations in the shape of the curve
will be found, depending on the individual design of the pump.
The variation in the shape of the type characteristics between a single-suction impeller with shaft
through the eye and an overhung single-suction impeller is small, therefore Figs. 18.31-18.37 can be
applied to either type. Historical practice for double suction impellers was to design them as two halfcapacity single-suction impellers back-to-back, and so they had a type characteristic approximating that
of a single-suction impeller having a specific speed 70.7 percent or l/-{2 of that of a double-suction
impeller. Modern practice is to design double-suction impellers for the full capacity, changing only the
inlet portion to reflect the different suction arrangement. These designs therefore have efficiency and
type characteristics similar to that of single-suction impellers of the same specific speed. Figure 18.30
also indicates the maximum range of efficiencies obtainable from pumps of different specific speeds.
Low specific-speed impellers have a lower maximum efficiency than medium-specific-speed impellers
because the former have considerably more disk area for a given set of operating conditions and, therefore,
a greater loss in disk horsepower.
The curve of efficiencies in Fig. 18.30 was compiled from data assembled in the late 1940s. More
recent experience gives somewhat different and improved efficiencies, particularly in the range of lower
specific speeds. In addition, the curves in Fig. 18.30 do not take into consideration a number of variables,
all of which affect the efficiency of a pump to a significant degree.
The latest available data on today's commercially attainable efficiencies are provided in two papers
published in 1986 and 1987 [18.1, 18.2]. The data published in these two papers are based on certain
constraints on the following variables:
1.
Single-stage pumps only
2.
Finish and dimensional fidelity are comparable to precision cast impellers with a I-percent plus or minus
tolerance on all dimensions of the vanes and hydraulic passages.
3.
A relative roughness of all hydraulic waterways of the impeller and casing be 0.000020 or better.
4.
Standard commercial diametrical clearances of all wearing rings-that is, approximately 0.0015 of the
ring diameter.
5.
A suction specific speed (see Chap. 19) not exceeding 8,500 for single-suction overhung impellers or 7,500
for single-suction shaft-through-eye or double suction impellers.
This corresponds to incipient suction recirculation at about 55 percent of best efficiency point (BEP) for
pumps of Ns 500-2,500, rising to about 70 percent for pumps of Ns 2,500-10,000. See Chap. 22 for a
method of estimating the incipient suction recirculation capacity.
440
Heads. Conditions of Service Performance Characteristics. and Specific Speed
§.
8
II')
0
§
~
~
8
~
... ~
I \()A ~l9- ~~ r-f!~~ ~ (;\'~
8
7
)-
t
~,
/
V
~
/
,1G; c..\'+ ...-Vo ~+
~~~,O
--
r--
00
i
~
---- --G in;::;.- -- :0:
~
90
50
~
a-
--
I:':-~
r<' ~ PAl ~~ iP..-
90
80
70
60
~i;;
50
J
§
St
J
0
0
~
it
0
0
40
~
CENTER OF
ROTATION
Fig. 18.30 Approximate relative impeller shapes and efficiency variations with specific speed.
Heads. Conditions of Service Performance Characteristics. and Specific Speed
130
120
>-
100
u..
w
90
Li:
::e
:::>
::e
x
«
::e
HEA D-CA PAC I Y
110
u
z
w
u
>f-
U
«
a.
«
u
u..
0
f-
z
w
u
a::
w
V
E FICIENCY
V
80
70
f-
«
60
50
40
30
/'
20
/
a.
10
0
--- .....- V' -V"
...........
~
/J
f
)
I/:V
/
I"
./
V
./
/
/"
"""""
BHP
V
/
I
V
o
10
20
30
40
50
60
70
80
90
100 110
120
PER CENT OF HEAD,EFFICIENCY, AND POWER AT MAXIMUM EFFICIENCY
Fig. 18.31 Type characteristics for N,
= 600 single-suction impeller.
441
442
Heads. Conditions of Service Performance Characteristics. and Specific Speed
130
120
HEAD-CAPACITY
110
Q
~
100
~~
,.:Z 90
u'"
zu
"'- Lt..
ULt..
80
ti ~
70
G:'"
02
cc'" ~
::r 2
60
EFFICIENCY
/
~
~ ~ 50
~~J
za:
i
u.152
~
'" '"
40
~
30
i
i
/
V
Ii
oV
o
20
~
~V
--... ~
V t:::::
~ .......... ~
V
~V
"
po.
r--.
8HP
r'
V
II
10
T
i
I
10
20
30
40
50
60
70
80
90
100 110
PER CENT OF CAPACITY AT MAXIMUM EFFICIENCY
Fig. 18.32
Type characteristics for N, = 1,550 single-suction impeller.
120
Heads, Conditions of Service Performance Characteristics, and Specific Speed
160
u>
z
150
w
140
LA.
LA.
130
2
:;)
2
120
U
UJ
X
~
r-- r--
r---...
"""""" ............
~
110
2
.~
II:
LIJ
~
0
n,
0
z~
~
u
z
w
U
Li:
100
90
60
~
40
0
LIJ
-
70
50
I
%
""0
.-z
LIJ
0
cr:
LIJ
Il.
30
20
10
'"
BHPr
80
LA.
LIJ
HEAD-CAPACITY
/
I
J
V
V
Y
~
"'-
./
~
~
-",-
..
K
[\
EFFICIENCY
i
!
I(
j:t
1/
10
20
30
40
50
60
70
80
90
100 110
PER CENT OF CAPACITY ATMAXIMUM EFFICIENCY
Fig. 18.33 Type characteristics for N,
=4,000 single-suction impeller.
120
443
444
Heads, Conditions of Service Peiformance Characteristics, and Specific Speed
300
280
>u
260
z 240
w
U
~
~
w
~
220
"
'"
~
"-
200 ~
;:)
!)(
1\\
180
~
c(
...
~
~
0
Q.
0
Z
C(
'\~
V"'"
""
~
"
~/
~
f'
/ ""
w
:r
l&..
...z
0
w
a:
160
~
140
)
120
100
80
/
60
u
40
l&.I
20
Q.
100
/
0
C(
-. i"-
90
FFICIENCY
C(
a:
w
HEAD-CAPACI T Y
t1
V
10
j
1/
~
V
80
~
r---.....
B~
..........
p
70
~
60
r----. ~.
50
~~
t\
40
30
1/
>-
u
z
l&.I
U
~
~
l&.I
~
;:)
~
X
c
~
~
...z
0
l&.I
U
20 «
~
10
20
30
40
50
60
70
80
90
100 li D
120
PER CENT OF CAPACITY AT MAXIMUM EFFICIENCY
Fig. 18.34 Type characteristics for N, = 10,000 single-suction impeller.
o
445
Heads, Conditions of Service Performance Characteristics, and Specific Speed
-
300 .
300
.J.
/
2~O
>-
u
z
w
U
IL.
IL.
W
j
I
20 0
!
25 PER CENT CAPACITY ~
I
::>
:E
b(
!
I
)(
150
~
«
14 0
a
«
13 0
J:
Lo-
12
:E
w
o
z
w
~
u
V/
I
i
-
...
10 0
lL..l IL
J/
-
I
i
.
I)
o
•
0
0
...
0
0
ID
0
o
2-
./ V-
~
./
150
I
,
:/
140
L
130
0
o
~
~
•
120
I
110
j
100
-
110 PER CENT CAPACITY
.....-.,1
!
80
-
V
~
~ ~.
j
.-A"
~ ~
~ io""""
-----75 PER CENT CAPACI!)
0
7
./
if
200
II'
LL
50 PER CENT CAPACITYL
a:
w
/
/
.l L . /
II 0
Il.
/
I
~
V
--, 1/
SHUTOFF
I
«
250
I
I)
I)
o
~-
0
o
~
0
2- i
90
r--- r-......
o~
.0
~
TO
i
SPECIFIC SPEED, SINGLE-SUCTION TYPE
Fig. 18.35
Variation in head values at shutoff, 25, 50, 75, and 110 percent capacity with specific speed.
446
Heads, Conditions of Service Performance Characteristics, and Specific Speed
'00
:5 00
100
~
~
./ l/~
L.:~
~
!<.,o
,;.:~v~ t-~ H so
IS 0
./
,
•
,•
110 PER CENT CAPACITY
- ....
- .- --
~
._.-
-
-
10- 50 PER CENT CAPACITY
10
..
,. ~to.P\t!,.....
.1
1.' pI
0
RCE'L--
....
1ft
.8
.....:::
,
.....
.......
V ...... ~
~
i""'"
~
~
-
I 00
10
70
~
L
•.oo
""7
I
~\' 1/
~-J"O/
"
0
~
f- ~5, ~ ¥-ENT CAPA,cITY
10 0 I - -
,
I 00
.o
.,~
!,...-o i--'"
~
t-
I
..
8o
0
8
0
:o
~
8
•
til
.
8o
."
:5 o
,
0
o
•
SPECIFIC SPEED, SINGLE -SUCTION TYPES
Fig. 18.36
Variation in power values at shutoff, 25, 50, 75, and 110 percent capacity with specific speed.
/11 o PER CENT CAPACITY
10 0
•
100
I
0
to
75 PER CENT CAPACI TV
I 0
-r- -
50 PER CENT CAPACITY
10
1'--0.
10
0
""--
.. 0
-
-
l"- t--
..
•o
g
•
o
o
9-
o
;.
0
SPECIFlC SPEED, SINGLE - SUCTION
Fig. 18.37
TO
10
SO
IS PER CENT CiPAclTv
0
I
10
0
t-- ......
0
)'-.
o
o
~
~
o
o
o
:50
10
2
TYPE
Variation in efficiency values at shutoff, 25, 50, 75, and 110 percent capacity with specific speed.
Heads. Conditions of Service Performance Characteristics. and Specific Speed
447
6.
For single stage pumps with a shaft through the eye, the shaft-to-eye diameter ratio is sufficiently low to
preclude blockage in the fluid passages of the impeller inlet.
7.
The discharge recirculation value is not less than nor more than 80 to 90 percent of the maximum
efficiency capacity.
8.
A uniform velocity profile of the fluid entering the impeller inlet. This requires an evaluation of the piping
or channel flow at the pump inlet to assure that a uniform velocity profile is achieved at the rated
flow conditions.
9.
Pumped liquid is clear water at 66°C (l50°F) or less.
10.
Efficiencies for maximum impeller diameters. Cutdown impellers usually result in a two to three point loss
in efficiency.
11.
Wet-pit pump efficiencies are based on impellers with no back wearing rings or balancing holes.
The results of analyzing the perfonnance of pumps meeting these constraints are shown in Fig. 18.38
for single- and double-suction pumps and in Fig. 18.39 for wet-pit pumps.
To use these curves requires some measure of the pump speed. The curve shown in Fig. 18.40 relates
speed to capacity, and is based on a n-/Q parameter of approximately 115,000, where n is the rotative
speed in rpm and Q is the rated capacity in gpm. In practice, first enter Fig. 18.40 with the maximum
efficiency capacity of the pump in question and then read off the standard speed from the ordinate. The
capacity of the pump is then corrected by the ratio of the speeds. Next enter Fig. 18.38 or Fig. 18.39,
depending on the type of pump, with this capacity and the specific speed detennined from the original
pump rating. As an example, consider the following conditions of service for a single stage single
suction pump.
1,100 gpm
225 ft. thd
1.750 rpm
1,000 Ns
Enter Fig. 18.40 for speed correction. The corrected speed is 3,450 rpm then
3,450
1,750 x 1,100 gpm
= 2,200 gpm
Enter Fig. 18.38 with I,OOONs and 2,200 gpm to detennine the efficiency as equal to 81.9 percent.
The second paper referred to above provided correction factors to be applied to the efficiencies given
in Figs. 18.38 and 18.39 when deviations occur from the constraints established for the basic efficiencies:
1.
The effect of changing hydraulic surface roughness from 0.000002 per inch of impeller diameter to 0.00001
per inch of impeller diameter is shown in Fig. 18.41.
2.
The effect of increasing or decreasing ring clearances from the stated value of 0.0015 ratio of ring clearance
to ring diameter is shown in Fig. 18.42.
3.
The loss of efficiency associated with an increase in the Suction Specific Speed over the 8,500 and 7,500
values chosen as the basic constraint is shown in Fig. 18.43 for an impeller without a shaft through the eye
and in Fig. 18.44 for an impeller with a shaft through the eye and a shaft to impeller diameter ratio of 0.2.
4.
Finally, the effect of discharge recirculation values on pump efficiency is illustrated on Fig. 18.45.
448
Heads, Conditions of Service Performance Characteristics, and Specific Speed
96
94
-"~
92
90
88
86
84
82
~
0
z
80
78
76
>-
74
(3
70
~
68
()
zw
u::
w
72
66
64
62
~
~ ~ """'
"
~ ~ i""""
~~ ~ ~
~ ~~ V-'" ~
W 1/ V/ i-"""
fHv I.; V L ~ ~
~rl II 1.1 V-" V-" ~
r/) 'I II
//V
V )) .... ~ V
/ If)r/ ~I ' /
rr; I{j ~V,
Vl V. V
J
f/j Vj
rJ.V
'/
60
58
56
54
52
--
V
1/
V
/
~
V
500,000 GPM
~~~
g
:888
10,000 GPM
1r'000
5,000 GPM
2,500GPM
1,000 GPM
750 GPM
500 GPM
400 GPM
300 GPM
,.....
200 GPM
100 GPM
~
V
j
V
50
48
46
500
1,000
2,000 3,000
5,000
10,000
VALUES OF SPECIFIC SPEED Ns = RPM~
H%
Fig. 18.38 Efficiency of single stage end suction and double suction centrifugal pumps.
Heads, Conditions of Service Performance Characteristics, and Specific Speed
;:.!!
0
z
>-
<.)
z
w
C3
u:::
LL
w
96
94
92
90
88
86
84
82
80
78
76
74
72
70
68
66
64
62
60
58
56
54
52
50
48
46
-
I 00,000
40,000
20,000
10,000
1,000 GPM
i'" t--"",
r- t- t--"",
- l-
I"'"
t--,...
-
500GPM
400GPM
300GPM
r- ~
-~
~
1,000
GPM
GPM
GPM
GPM
5,000GPM
-
500
449
t--....
2,000 3,000
5,000
VALUES OF SPECIFIC SPEED Ns= RPM..JGPM
H%
Fig. 18.39 Bowl efficiency of wet-pit centrifugal pumps.
10,000
200GPM
100GPM
§
1
1
100
100
1.5
2
3
2.5
4
5
1,000
9
8
7
6
RPM
1.5
2
3
2.5
9
8
7
6
5
4
10,000
1.5
1.5
2 2.53
2 2.53
4
4
2 2.5 3
~
........
.............
1.5
FLOW-GPM
5 6 7 891
1.5
10,000
.......
5 6 7 891
......... ~
4
........
4
Fig. 18.40 Chart for speed correction.
1.5
.......
2 2.5 3
""
1.5
.............
5 6 7891
1,000
5 6 7891
ro......
2 2.5 3
="'" .......
2 2.5 3
4
~
2 2.5 3
........ ......
2 2.5 3
........... ~
1.5
5 6 7 891
1.5
100,000
r--....
5 6 7 891
r.....
4
5 6 789 1
1.5
2
3
2.5
4
5
1,000
9
8
7
6
RPM
1.5
2
3
2.5
10,000
9
8
7
6
5
4
100
4567891
1,000,000
.........
4
Heads, Conditions of Service Performance Characteristics, and Specific Speed
CJ)
10
9
8
7
I-
6
0a..
5
z
I
4
0
3
>z
w
u:::
u.
w
\.
i\.
2
Z
w
CJ)
«w
a:
0
w
Cl
,
~
0
1
.9
.8
.7
\
",
\
"-
",
.6
.5
.4
451
500
1,000
2,000 3,000
5,000
VALUES OF SPECIFIC SPEED Ns = RPM~
H%
Fig. 18.41
Loss of pump efficiency with specific speed for change in relative roughness of waterway surfaces.
Relative roughness increased from 0.000002 to 0.00001 per mm (in) of impeller diameter.
We repeat that the charts on Figs. 18.38 through 18.45 reflect results obtainable with modern pumps.
For the efficiency obtainable from older pumps, it is more prudent to use values from Fig. 18.30.
Approximating Specific Speed Type
From Impeller Outline
Prior to the general adoption of specific speed as a type indicator, the ratio of outside diameter (D 2)
to suction eye diameter (D,) or the reciprocal of this relationship, was generally used for that purpose
(Fig. 18.46). An approximate relation of the DJD, ratio to N, for single-suction impellers is shown in
Fig. 18.47. These values are necessarily approximate, as a true curve would be a fairly wide band. One
reason for this can easily be seen if one considers an impeller for a given set of conditions. The velocity
of the liquid would have to be approximately the same whether the impeller had no hub or a hub
extending into the eye. Thus an impeller with a hub extending into the eye would necessarily have a
larger D, for the same capacity and head or the same D 2• Multistage pumps require a large shaft because
of the power involved, so that the impellers of such pumps would have relatively large hubs. The impeller
would have an abnormally large D, or a smaller DJD, ratio than normal for its specific speed type.
This method of identifying the specific speed fails for axial-flow impellers. Axial-flow impellers fall
into a 9,000 to 20,000 specific-speed range. Their output and, therefore, their specific speed depends on
452
Heads, Conditions of Service Performance Characteristics, and Specific Speed
-10
en
en
0
....J
-5
=__
~
z
0a..
=,
2
X STD. CL.
_1.5
0
x STD. CL.
STD. CLEARANCE
0.0015 IN/IN
0.5 STD. CL.
~
5
z
<C
CJ
10
1,000
2,000
3,000
4,000
SPECIFIC SPEED
Fig. 18.42
Variation in pump efficiency with specific speed for various running clearances.
the angle and length of the vanes as well as the number of vanes. To predict the characteristics of axialflow impellers, a designer would require very detailed information on the impeller and other pump parts.
No simplified guide can be offered for general use for this type of pump.
HEAD AND CAPACITY CONSTANTS
Two design constants can be used to approximate the performance of a centrifugal pump. One expresses
the relation between the impeller peripheral speed and the total head. The second relates the radial
discharge velocity from the impeller (and, therefore, the capacity) and the total head. The formulas for
these constants are:
U2
cp = ...j2gH
and:
in which: U2 = peripheral velocity, in mls (ft/s)
g = gravitational constant 9.81 mls2 (32.2 ft/s2)
Heads, Conditions of Service Performance Characteristics, and Specific Speed
12,000
0
w
W
DC/)
0
11,000
u:::
C3
W
D-
C/)
z
0
10,000
t=
-3 POINTS
0
:::>
C/)
u...
0
9,000
-2.5 POINTS
C/)
w
:::>
....J
~
8,000
7,OOO...L----.,-------.---------r------1,000
2,000
3,000
VALUES OF SPECIFIC SPEED
Fig. 18.43
Loss of pump efficiency with specific speed for various suction specific speeds, hdD2 = O.
Cm2 = radial discharge velocity, in mls (ft/s)
H = total head (per stage), in m (ft).
These relationships can be converted into terms of impeller dimensions that can be measured:
and
QxlO"
Q.
.
.
m2 = 3,600Az = 0.36A2 m metnc UnIts
C
C
m2
144Q
Q.
= 7.48 x 60 x A z = 3.117Az m
us .
UnIts
where Dz =outside diameter of impeller, in mm (in)
n = speed, in revolutions per minute
Q = capacity, in m3/hr (gpm)
A z = circumferential discharge area of impeller, cm 2 (in2) (Fig. 18.46)
453
454
Heads. Conditions of Service Performance Characteristics. and Specific Speed
12,000
o
I±l
0-
en
(,)
u:::
C3
~
en
11,000
10,000
z
o
i=
(,)
~
u..
9,000
o
en
-3 POINTS
w
=:l
...J
~
-2.5 POINTS
8,000
-2 POINTS
-1 POINT
7,000
6,000...L..----r--------r----------,---1,000
2,000
3,000
VALUES OF SPECIFIC SPEED
Fig. 18.44
Loss of pump efficiency with specific speed for various suction specific speeds, hdD2 = 0.2.
(In high-speed Francis vanes, mixed-flow, and axial-flow impellers, the effective discharge diameter
is not D2 but a geometric mean: ""D~ + h'Y2. When there is little difference between D2 and h2' an
arithmetical mean is commonly used. However, for simplicity, constants presented here are calculated
on the basis of D 2 , not the effective diameter that most designers would use in calculating their constants.)
The equations for the design constants can now be replaced by
'"
'f'
= 19.1
D2n
D2n..
4> =
D 2n
=
D 2n
in US units
229 ....j2gH 1,840 -{ii
and
K
cr
.
x 1()3 (2gH)0.5 = 84.6 x 1()3 (H)0.5 m metnc umts
=0.36A
Ker =
QQ...
(2gH)0.5 = 1.60A2 (H)0.5 m metric umts
2
Q
=
Q
in US units
3.117A2 ....j2gH 25A 2 -{ii
Heads, Conditions of Service Performance Characteristics, and Specific Speed
455
10
9
8
7
6
5
4
3
2
en
I-
z
6
Il..
W
(!)
z
«
I
DISCH REC = 1.1 BEP CAPACITY
DISCH REC = 1.0 BEP CAPACITY
0
0
-1
zw
-2
(5
-3
u::
u.
w -4
-5
-6
>-
DISCH REC = 0.7 BEP CAPACITY
0
DISCH REC = 0.7 BEP CAPACITY
-7
-8
-9
-10
500
1,000
2,000
3,000
4,000
SPECIFIC SPEED
Fig. 18.45
Variation in pump efficiency with specific speed for various ratios of discharge recirculation to
design capacity.
RADIAL TYPE
MIXED-FLOW TYPE
AXIAL-FLOW TYPE
AXIS OF
ROTATION
r';I>. -Z2~
A,o ••
Fig. 18.46
Dimensional symbols for impellers and formula for determining discharge area A2•
These equations can be further transformed to give head and capacity values directly:
H
D2n
103<\1
= ( 84.6 X
)2.
III
. .
metrIc umts
D2n)2. US .
H = ( 1,840<\1
III
umts
456
Heads, Conditions of Service Performance Characteristics, and Specific Speed
SPECIFIC SPEED DOUBLE - SUCTION TYPES
-I
I
8
7
6
5
o.....
~
~
*-<1,./
3 ........
......
D.
-::-.....'
r~
V
Q
O•II
o.7
.....
V
-L
o
a
...
--
1/
./'
.....
.....
/
.-
~
/
/
0.:5
0.4
./
0.2
0.15
I":
~
'u"
~
L4.
0
&/
V
(f)
3
~
........
~
o
g2·
0.6
0.3
.....~/O
2
1.0
/
/
/
/
0.8
0.7
§
g
~
SPECFIC SPEED SINGLE-SUCTION TYPES
Fig. 18.47 Variation with specific speed of DJDI ratio,
<I>
0.10
0.09
0.08
0.01
and Kcr constants.
and
Q
= 1.60Ka AzeH)o.5 in metric units
Q = 25Kcr AzeH)05 in US units
Both <I> and Kcr vary with the specific speed type and, to some extent, with the individual impeller
and casing design. They are also affected by the physical size of the pump. Figure 18.47 shows a <I>-N,
relation and a Kcr-N, relation that are representative for normal pump design. Like the DJDJ-N, curve,
these curves show average values; the true values for an individual design will vary somewhat from
those shown.
Approximating Characteristics From
Physical Measurements
Generally, a centrifugal pump user who wishes to determine the performance characteristics of a given
pump in his possession has a large reservoir of information from which these data can be determined:
Heads, Conditions of Service Performance Characteristics, and Specific Speed
1.
2.
3.
457
A copy of the order on which the pump was purchased.
The nameplate of the pump. This nameplate generally carries the pump shop serial number, the manufacturer's
type designation, and the rated conditions of service, including the operating speed.
The pump driver nameplate. If this nameplate is missing, a direct measurement on the driver will give the
operating speed.
If the pump make and serial number are known, it is a simple matter to get the desired information
from the manufacturer. If the make, but not the serial or other identifying number or letter is known,
most manufacturers can identify the pump type and impeller design, if given the following: (1) the
nozzle sizes, (2) a sketch showing the external appearance and dimensions of the pump, and (3) the
major impeller dimensions.
It is seldom that a pump is without both pump and driver nameplates and that no record of the
purchase is available, leaving the physical presence of the pump itself as the only thing certain. But
even in this case it is possible to carry out certain measurements and calculations to obtain the desired
information with some degree of accuracy.
Two separate phases exist in the problem of estimating the performance of a centrifugal pump when
nothing is known except the physical dimensions and proportions. The first phase of the problem is the
theoretical aspect, which gives a reasonable approximation of the pump head-capacity curve at any given
operating speed and the expected power consumption of the pump. This phase requires the application
of the data presented on the preceding pages and in Fig. 18.31-18.37 and 18.46-48 for its solution.
The second phase of the problem concerns the practical aspects of the application of the pump to a
particular service. Is the physical design of the pump suitable for the power and the speed selected? Is
the casing design suitable for the operating pressure? Will the pump operate satisfactorily under the
suction conditions contemplated?
MAXIMUM SPEED LIMITATION
Present-day practice in the United States places a limit on pump speed by limiting the suction specific
speed for a given class of service and pump (see Chap. 19). A much earlier approach was to determine
the maximum rotative speed of an impeller by limiting the peripheral velocity of its suction eye (D 1) to
a certain value, depending on the suction conditions. This velocity can be established exactly, as in the
case of the peripheral velocity of the outside impeller diameter:
·
I'
SuctlOn
eye ve OClty
.
.
= 19.1Din.
X 10310 metnc umts
· eye ve Ioelty
' = Din.
.
SuctlOn
229 10 US umts
A reasonable maximum peripheral velocity for the suction eye is shown in Fig. 18.48 for various
suction conditions.
EXPECTED POWER CONSUMPTION
Determining the possible head and capacity of a pump would be of little value if the power required to
drive the pump could not be predicted. Data on the preceeding pages show the approximate maximum
efficiency for both single- and double-suction pumps that can be obtained with present-day designs.
458
Heads, Conditions of Service Performance Characteristics, and Specific Speed
FEET OF SUCTION HEAD AT SEA LEVEL AND 85- F
-I'
-20
10
o
-5
.10
.,
10
~
00
>Z
....
0
_u
uw
0(1)
...1«
....
10
"
1£11£1
>CL
...I ....
C(w
«1£1
50
W~
I Z
CL_
ii .
wllJ
CL>
IIJ
~Z
40
./
=>0
"
V
V
10'
.......
......
~
.JI
~-
-~
Xu
C(::>
~(I)
50
I'
10
10
10
I'
40
NET POSITIVE SUCTION HEAD. IN FEET
Fig. 18.48 Approximate limit for peripheral velocity of suction eye and required NPSH.
How close an existing pump would approach these values would depend on the individual pump.
Multistage pumps, with abrupt crossover passages from one stage to the next, should be expected to be
less efficient by two to three percentage points.
DETERMINATION OF SAFE POWER INPUT
The shaft of a centrifugal pump is subject to both bending and torsional stresses. Usually, its smallest
diameter is at the coupling and this section is subjected primarily to torsional stress only. Generally,
centrifugal pump shafts are designed not to exceed a torsional stress at the coupling of 48 MPa (7,000
psi) for safe maximum continuous loading. Therefore, in predicting pump performance, a check should
be made to see if the maximum expected power at the selected speed keeps the torsional stress within
the recommended 48 MPa (7,000-psi) limit. If not, the pump is not mechanically safe for operation at
the selected speed. The relation between transmitted horsepower, speed, shaft diameter, and permissible
torsional stress is given by the formula
kW
SntP.
.
.
H)6 m metric uruts
= 48.6 x
h
p
SntP. US
= 321,000 m
.
uruts
Heads. Conditions of Service Performance Characteristics. and Specific Speed
where kW
hp
S
n
d
459
= power in kilowatts
= horsepower
= allowable stress, MPa (psi)
= rotative speed, rpm
=shaft diameter at coupling, mm (in)
DETERMINATION OF SAFE OPERATING PRESSURE
Detennination of the safe operating pressure of a given pump requires a very detailed study. Some idea
of a possible maximum can be obtained by examining the size and drilling of the discharge nozzle
flange. This is an indefinite limit, especially in the United States where the "125-lb flange," which is
good up to 175-psi hydraulic operating pressure, is generally used for all pressures below that value.
Many pump designs using such flanges, however, are not good for operating pressures that high.
It is more satisfactory to make a check of safe pressures at the bolting of the casing or casing heads.
In actual design studies, maximum safe bolt stresses are calculated with full knowledge of the areas
subjected to internal pressures, of the maximum expected hydraulic pressure, and of the forces required
to compress joint gaskets. A good approximation can be obtained by limiting the bolting stress at the
root of the threads to 35 MPa (5,000 psi); thus, safe working pressure can be computed as follows:
swp =
A,nb 35 x 10 1
A
swp =
where
swp
A,
nb
A
•
ill
A,nb 5,000. US
A
ill
•
•
metnc umts
.
umts
= safe working pressure, bar (psig)
= root area of bolt, cm2 (in2)
= number of bolts
= area subjected to hydraulic pressure, cm2 (in2).
For purposes of analysis, assume a 20-year-old double-suction, single-stage centrifugal pump with
an 8-in. discharge and lO-in. suction, both with 125-lb flanges. Various relevant dimensions (see Fig.
18.46) are given below for the impeller:
D2 = 311 mm (12.25 in)
DI = 156 mrn (6.12 in)
W2 = 52.5 mm (2.06 in)
Z2 = 7
S2 = 10 mm (0.38 in)
The shaft diameter is 39.6 mm (1.56 in) at the coupling, increasing to a maximum at the impeller.
The area of the horizontal split is 1290 cm2 (200 in2). The pump casing is held together by 21 qty 19 mm
(0.75 in) studs and bolts. The intended drive is a 60-cycle induction motor.
DJDI
= 311/156 = 2.0
Referring to Fig. 18.47, a DJD I ratio of 2.0 indicates an impeller type with specific speed Ns
if single suction or Ns = 2,400 if double suction. The head and capacity constants are
= 1,700
Heads, Conditions of Service Performance Characteristics, and Specific Speed
"'=1.06
Kcr = 0.13
Assuming that the pump will be applied to an installation involving a 4.6 m (I5-ft) suction lift at sea
level, handling cold water, the NPSH will be, roughly, 5.2 m (17 ft). From Fig. 18.48, it can be established
that the maximum safe peripheral velocity at the impeller suction eye is about 15.2 rn/s (50 ft/s). Solving
for the rotative speed gives:
n
= 15.2 x (19.1 x 1()3) = 1 860
156
'
rpm
n=
50 x 229
6.125 = 1,860 rpm
Therefore, 1,750 rpm will be the maximum possible rotative speed with a 60-cycle motor.
The pump head can now be calculated at 1,750 rpm:
311 (1750) ]2
H = [ 84.6 x 1()3(1.06) = 36.8 m
H = (12.25 X 1,750)2 = 121 ft
1,840 x 1.06
Using the formula in Fig. 18.46, A 2, the discharge area of the impeller, can be calculated:
- (7)10] _ 476
2
A 2-- 52.5 [1t(311)
102
cm
= 2.06[1t(12.25) - (7)0.38] = 74.0 in2
The pump capacity is estimated:
Q = 1.60(0.13)476(36.8)°·5 = 600 m 3Jhr
= 25 (0.13)742(121)°·5 = 2,645 gpm
When operated at 1,750 rpm, this pump will deliver 600 m 3/hr (2,645 gpm) against a total head of
36.8 m (121 ft) at its best efficiency point. Its specific speed can be recalculated:
N. = 1,750(600)°.5/(36.8)°·75 = 2,865/1.16 = 2,470 (double suction)
= 1,750(2,645)°·5/(121)°·75 = 2,470
For an older pump, Fig. 18.30 shows that, for this specific speed and capacity, the maximum efficiency
would be somewhat over 85 percent. If 85 percent is used, the power consumption would be
power
= 600(36.8)1.0/368(0.85) = 71 kW
= 2,645(121)1.0/3,960(0.85) = 95 bp
Working from these values of capacity, head, efficiency, and horsepower, and using the percentages
in Figs. 18.35 to 18.37 (for a single-suction N. of 2,470 x 0.707 = 1,746), the points in Table 18.4 can
be obtained. Plotting these points, the approximate curve shown in Fig. 18.49 is obtained. (The actual
test curve of the pump has been superimposed on the same graph for comparison.)
461
Heads, Conditions o f Service Performance Characteristics, and Specific Speed
Table 18.4
Characteristics Predicted From Impeller Measurements
Capacity
Head
Power
Percent
0
25
50
75
100
110
mlfhr
gpm
Percent
m
ft
Percent
kW
bhp
0
150
300
450
600
660
0
661
1,322
1,987
2,645
2,915
117
43.0
142
115
110
100
93
42.3
40.5
36.8
34.2
139
133
121
112
54
63
75
88
100
103
38
45
53
62
71
73
51
60
71
84
95
98
0
46
76
94
100
99
150
~
w 140
w
...
--- -- --
-...;;
~
~
Q
c
w 1 20
I
'"........ .... ,.............. i'-...
I- 1 10
0
I100
[fI1'1C1!NCY
eo
,. ,.
10
/'" '" ,/
.0
..,
/
/
II:
40
~
30
>
U
e:
III
20
10
0
/
,...
I
o
/;
/
_.... ,,/'" -:;:.
-~
~
V
7- -- -- -,/' V
50
Go
" ,
"~
ItO
u
0
0.39
0.65
0.80
0.85
0.84
HEAD- CAPACITY
........
:J:
oJ
C
11
COI'~5
ACTUAL TUT CUIND
I
-
- --
I"ttEDlCT£O I
-----
~ 150
w
- ----
Percent
of max.
1.0
IZ
Efficiency
-
~-- -~- - - - -- - ~- - -- - - -- -
v:- -- ...
.e::::
... --:::..
--
~
- --
------
100
...-:: --
_Mit
eo
60
Go
:J:
40 GI
20
o
10
IS
20
30
CAMCITY. IN 100 GPM
Fig. 18.49
Comparison of characteristics predicted from impeller measurements and actual characteristics
determined by test.
Dash lines are predicted curves, and solid lines are actual test curves.
462
Heads, Conditions of Service Peiformance Characteristics, and Specific Speed
To detennine if the pump shaft is suitable for this application:
- 107 kW
Safie power -- 48(1750)(39.6)3
48.6 x 106 7,000 x 1,750 X 1.5623 = 145 h
321,000
P
The shaft is obviously safe for 1,750-rpm operation.
It remains to check the pump for safe operating pressure. The 19 mm (0.75 in) bolts and studs holding
the two halves of the casing together have an area of 1.95 cm2 (0.302 in2) at the root of the threads.
.
35(1.95)21 X 101
Safe working pressure =
1290
= 11.1 bar
5,000 x 0.302 x 21 _ 159 .
200
pSlg
This is approximately 2.6 times the expected shutoff head of 43/10.21 or 4.2 bar (142/2.31 or 62 psi),
when operating at 1,750 rpm. The casing will be strong enough for the intended operation. (The actual
pump design is good for 12 bar (175-psig) operating pressure.)
The foregoing example has demonstrated that it is possible to approximate the perfonnance of
centrifugal pumps other than those of the axial-flow impeller type. Nevertheless, this should be used
with caution and only in the absence of a more reliable method.
Rating Curves and Charts
Rating curves and rating charts were originally intended for pump salesmen to use for making pump
selections. They are now also common in bulletins and other sales literature.
A rating curve for a centrifugal pump of specific design shows in a condensed fonn, the possible
range of applications of that pump, either for a range in speed or for a range in impeller diameter. In
earlier days, some small centrifugal pumps for belt drive were manufactured in lots for stock sale, and
the most efficient operating speed for each installation was obtained by selecting a proper pulley ratio
to give the head and capacity condition desired. A curve showing the head, capacity, and brake horsepower
for such a pump at a number of speeds, could be utilized for detennining the speed necessary and the
power involved, but these rating curves were rarely used. Instead, a table (Table 18.5) was generally
more convenient and pennitted showing a number of pump sizes on the same sheet.
Before the recent energy crisis a few lines of pumps, notably small motor-driven stock units, were
made with several different impeller diameters, of the same or different patterns, that load up various
sizes of motors. A rating curve for this type is shown in Fig. 18.50. With such a line of pumps, a pump
with a 19 kW (25-hp) motor and an impeller that would approximate the results shown on curve (2)
would be furnished if the desired head condition fell anywhere within the zone between the head-capacity
curves (2) and (3) in Fig. 18.50. Thus, for some customers' requirements, such as 57 m 3/hr (250 gpm),
61 m (200 ft) total head, the pump supplied would produce more capacity or head than required. When
installed, this unit would either give excess capacity or excess pressure, depending upon the system,
e
250
--
-
-
-
Size-type
hp
rpm
Size-type
hp
rpm
-
-- -
2V2-CF-1
2.2
1,095
-----------
225
-
2V2-CF-l
1.9
1,055
Size-type
hp
rpm
Size-type
hp
rpm
200
-
-
--
-
-
-
-
--
-
--
2V2-CF-l
2.7
1,205
3-CF-l
2.9
907
2V2-CF-l
2.4
1,170
3-CF-l
2.6
890
30
-
2V2-CF-1
2.6
1,170
3-CF-1
2.9
870
2V2-CF-1
3.1
1,245
3-CF-1
3.2
927
-----------~---------------
2V2-CF-l
2.3
1,130
3-CF-l
2.6
850
-
2V2-CF-l
2.0
1,090
3-CF-l
2.25
830
2V2-CF-l
1.6
1,010
25
20
Portion of Pump Rating Chart
Size-type
hp
rpm
Size-type
hp
rpm
gpm
Table 18.5
--
-
--
-
--
-
2V2-CF-1
3.6
1,315
3-CF-1
3.6
980
-
2V2-CF-l
3.2
1,280
3-CF-l
3.3
962
2V2-CF-l
2.8
1,240
3-CF-l
3.0
945
35
- - --
-- --- -
2V2-CF-l
4.1
1,385
3-CF-1
4.0
1,035
----
2V2-CF-l
3.65
1,345
3-CF-l
3.6
1,015
2V2-CF-l
3.25
1,310
3-CF-l
3.3
1,000
40
Total head, in feet
-------
----
2V2-CF-l
4.6
1,450
3-CF-1
4.4
1,085
-- -
-
-----------
21/2-CF-l
5.1
1,510
3-CF-l
4.9
1,130
2V2-CF-l
4.7
1,470
3-CF-l
4.6
1,113
2V2-CF-l
4.2
1,440
3-CF-l
4.1
1,095
21/2-CF-l
3.75
1,380
3-CF-l
3.6
1,048
2V2-CF-l
4.15
1,410
3-CF-l
4.0
1,065
50
45
21/2-CF-l
5.55
1,585
3-CF-l
5.5
1,205
21/2-CF-l
5.05
1,550
3-CF-l
5.0
1,185
60
2V2-CF-1
5.6
1,565
3-CF-1
5.5
1,175
2V2-CF-1
6.2
1,620
3-CF-l
5.9
1,220
---~-------
2V2-CF-l
5.1
1,530
3-CF-l
5.0
1,155
2V2-CF-l
4.65
1,500
3-CF-l
4.6
1,140
55
464
Heads. Conditions of Service Performance Characteristics. and Specific Speed
unless throttling were employed to increase the frictional head artificially. Today, this practice has
essentially disappeared.
For pumps which are built-to-order with an impeller pattern and diameter individually selected for
the prevalent service condition, a curve showing the range in conditions that can be met by a given
impeller design or by several impeller designs for a given speed is used. These are generally complicated
in appearance because the efficiency that can be obtained varies with the diameter of the impeller. This
variation in efficiency is covered either by isoefficiency curves, as shown in Fig. 18.51 or by figures on
the curves of similar points (Q/Qt = -VH/Ht relation) or lines approximating that relation as shown in
Fig. 18.52. For their proper use, rating curves must also show the required minimum NPSH shown in
Fig. 18.52.
A different chart is required for each motor speed for which the particular pump may be offered. For
unusual conditions of driver speeds not covered by a curve, the use of standard relations for speed
changes permits determining what the pump will do.
EFFECT OF SPECIFIC GRAVITY ON PUMP CHARACTERISTICS
The only effect that specific gravity of liquids with viscosities equal to water has on the operation of a
pump is to vary the power required to drive it. The capacity and head (measured in feet of liquid) are
the same as for water and so is the efficiency. The power input for any capacity is that required with
cold water multiplied by the specific gravity.
EFFECT OF VISCOSITY ON PUMP CHARACTERISTICS
Two of the major losses in a centrifugal pump are through fluid friction and disk friction. These losses
vary with the viscosity of the liquid so that the head-capacity output, as well as the mechanical input,
differ from the values produced when handling water.
It is not practical to present here a complete discussion on viscosity as a property of liquids and on
the effect of viscosity on flow of liquids. The reader can find such a discussion in textbooks on fluid
mechanics. It is necessary, however, to know the three different units that may be encountered describing
the viscosity of a specific liquid:
1.
Saybolt seconds universal, or ssu
2.
Centistokes-defining the kinematic viscosity
3.
Centipoises-defining the absolute viscosity.
Data for the conversion from one to another of these units and relations between the viscosity and
temperature of a number of liquids are given in the Data Section of this book.
Considerable experimental testing has been done in determining the effect of liquid viscosity on the
performance of different centrifugal pumps. Even with extensive data on the effect of viscosity, it is
difficult to predict accurately the performance of a pump when handling a viscous fluid from its performance when handling cold water. The Hydraulic Institute has published the charts shown in Figs. 18.53
and 18.54 which permit approximating the characteristics on uniform liquids (not paper stock, slurries,
or the like) of conventional single-stage centrifugal pumps, not of the mixed-flow or axial-flow
types, up to about 8 in discharge. These charts can also be used for multistage pumps if the
Heads . Conditions of Service Performance Characteristics. and Specific Speed
~ 2~
......
~
,,..
r-
Jo-o.I.
I-
r-
<I
~ 2vv
..J
<I
r r"-
JII
,....
-
1
ci
J-,
r- ~
,.
""'"
l - t-...
-
3 L
..... .....
.....
o
.....
""'"
r"-po."
r--
r" r-....
r"-
'"
1"'"
""
~
I'.
I""-
i'oo..
r-..
'"
5C)
...30 HP MOTOR
.....
.....
I""-
r--
.....
~ I-Z5
I-IP MOTOR
_ r-ZO HP MOTOR
I~
200
100
CAPACITY. IN GPM
Fig. 18.50 Rating curve of 2V2-in motor mounted pump.
Pump equipped with different impellers that load up several sizes of motors.
I~ ':':-r-~
250
~I!-~~-~il
I.1:-- ;:1
!
f-
.
P[RCEHTAQES
N
00
/
I'-! i'-o
h V
rr
V
1/ r::: r- h
7 f'")I V
r.L"
~
",i
. . ~ '! /~.;
Vr"
I
I
50
/
I
......
V. . . . .L
II
J
1 I
uFo-
"-. 1-.
". "-r .':I)
• P- f-I..
r--
..... ~ ....
",'"
V
i"
1
"
{) I-r:ttil
r---~ j
:
r--1.
j
~
Io.i
)
: .. K, 1/
2
.....
r, ~I'
V
II
""
/
"~II ~, /
V L~ ./ r--.~
1' ...
~ "./
r-",
.iC. V
V:'
V. . . ~ l.r'
t"'S ~ '"
'"
vv
v"
i
r~
..
l'~ -
"" I"v...,
...
!~
....~
I~
~
20
CAPACITY, IN 100 G PM
Fig. 18.51 Rating curve of 10 in double-suction single-stage pump.
Revealing the wide range that can be covered by an impeller of single design by machining it to the proper
diameter for a particular service.
465
466
Heads, Conditions of Service Performance Characteristics, and Specific Speed
IW
W
IJ...
Z
cl
I
<X
f.I
'" /
w
:x:
...J
~
I
5
11
o
I
I
/,
/
/
/
~,() -
,
~
I-
250
20
15
10
o
50
Fig. 18.52
-
--
-
5
100
.....
150
CAPACITY, IN GPM
.-,.",.
,.",.
,.... .....
200
Rating curve of 2 in discharge, 3,500-rpm pump.
250
1.00
.90
.eo
CIl
0:
.70
b
.60
Z
.50
0
~
0
~
r-F
-=
I
"\..<;;
i=
(J
W
0:
0:
0
.-::
Cif
I--
.~
.30
(J
..20
Il"-
I
t-
- r--
.10
.0
10
I~
20
25
30
40
50
60
10
eo
go
100
CAPACITY-GALLONS PER MINUTE (at SEP)
Fig. 18.53 Performance correction for viscous liquids.
Pump design capacities up to 23 m31hr (100 gpm).
(Courtesy Hydraulic Institute)
467
468
Heads, Conditions of Service Performance Characteristics, and Specific Speed
100
0
C/)
cr
0
<
w
J:
~
>
U
Z
I
100
90
Li:
10..
~ w
70
W
60
cr
cr
0
z
c
0 >
I
I
I
-r--. i'-.-
-
K
.........
I"'-- .......
'('
I
~9
\
\
~
f-
1'\
50
I
I
I
U
\
\
I
30
i
~ "(,~
\'\ 1\
;~ b~
'4 t.t,.
\
'\
\
\
"-
'-O.8.Q.
-O.8.Q.
' -I.O.Q.
1'-12'Q.
r-.....
I
I
't--c
20
~ I'
I
U t: 40
~
u
"
I
70
Z w
0 u 80
U
;:::::.. ely
T~ ~ ~
80
60
U
~
~~
90
,~~
~ \~
~ b~
~'~ ~
1\\ 1\ 1\1\
,~
1\
\
\
CENTISTOKE'S
,\
~
1\\ \\ 1\ \ \1\ 1\ \ \ i\ \\ \
'\ \ 1\\\ \ 1\ 1\\ \ 1\1\ \ '\ l\\r\\
1\
v-:: ~
1\ \' ~\\ \ I~ \ 1\:\ \~~~ [\; ~ ~ ~ ~
\
\ \ \ 1\ \~Ps;.- ~ ~ ~ ~ ~
\ \\ \ ~ ~~ ~flI~ ~ ~ ~ \
3
\ \
~ ?(\
\[\
\
v
~ v-
I--': v
I-- ~
~ ~~~ ~
1\ \ \
&00
400
300
200
Irsso
40
~ v- ~I-:;....-
\
~~
.W
W
~
Z
a
4(
W
J:
~
;::;:.
~
~
~
~~~
&00
400
300
200
\ 1\f\1: 1\ 1\ \ \
~ ~~ V
t::Y
!830 ~
~
188
I'
VISC~I"?, - s~u
L5
2
\
_\
1\ \
1\ \
\
\\ \\ 1\ \ \ 1\ 1\
1\\r\\ 1\\ 1\ 1\ l\ 1\
1\1\1"\I I\l\\ \\ l\\' \\ 1\ 1\ \ \\ 1\
\
20
\\ \
'\ \\ \ \\
./"'::
~~ ~~
~ t:/:: ~ ~ tx v~
\ \ .\ 1\\
~ ~ ~ ~ ~ ~ 11\ \ \
CI!~,:< ~
~I( p~\ ~~
oc Ibo & ~
I
0
.]"
\
5
II 7 II 1110
CAPACITY
15
20
30
IN 100 GPM
Fig. 18.54 Perfonnance correction for viscous liquids.
Pump design capacities above 23 mllhr (100 gpm).
(Courtesy Hydraulic Institute)
\
\~ ~ ~,
"\
"""'
40 50 110 1011011000
Heads, Conditions of Service Performance Characteristics, and Specific Speed
469
correction factors are selected on the basis of the head per stage, and provided the losses (which
result in heating the liquid) do not cause sufficient increase in the temperature to change the viscosity
of the liquid appreciably. The correction factors in Fig. 18.54 are selected for the head (per stage)
and capacity at which the pump gives maximum efficiency on cold water. For example, a pump
whose maximum efficiency capacity (1.0 x Qn) was 170 m3jhr (750 gpm) at a 30.5 m (100 ft)
total head on water would, on a 1,000-ssu viscosity liquid, have the following characteristics: (1)
A reduction of capacity to 95 per cent of its corresponding water capacity, (2) a reduction in the
head produced at these reduced capacities to 96, 94, 92, and 89 per cent of the cold water heads
at 60, 80, 100, and 120 per cent of normal capacity respectively, and (3) a reduction in the efficiency
to 63.5 per cent of that produced on water for the corresponding capacities. The power required
to drive is determined by calculating by the formula:
kW
=
QH x specific gravity .
36811
.
.
m metnc umts
.
h _ QH x specific gravity. US
P3,96Ort
m
umts
in which Q = capacity, m3jhr or gpm (corrected for viscosity)
H =total head, m or ft (corrected for viscosity)
11 =efficiency (corrected for viscosity).
Applying these corrective factors to a pump whose cold water characteristics are identified in Fig. 18.55
by 32 ssu, the approximate performance for 100-,400-, 1,000-,2,000- and 4,000-ssu liquids have been
developed, the values for bhp being calculated on basis of 1.0 specific gravity. Whereas the pump
produced a maximum efficiency of 76 percent when pumping 100 m3jhr (440 gpm) of cold water against
a 40.2 m (l32-ft) total head, it would be expected to produce a maximum efficiency of only 19.7 percent
when pumping 73 m3/hr (321 gpm) of a 4,000-ssu liquid against a 31.2 m (102 ft) total head.
In applying regular cold-water pumps for use in pumping viscous liquids, care must be taken to make
sure that the shaft design is strong enough for the required power, which may be considerably in excess
of the cold-water brake horsepower, even though the specific gravity of the liquid may be less than that
of water.
EFFECT OF AIR OR GASES IN THE LIQUID ON
PUMP CHARACTERISTICS
If as little as 1 percent by volume of air or gases is present in the liquid pumped, the head-capacity
curve is affected very significantly, as illustrated in Fig. 18.56. As this percentage increases, the unfavorable effect becomes even more drastic, until at 6 percent by volume for the pump illustrated in Fig.
18.56, we reach a condition when the pump almost ceases to perform satisfactorily.
The presence of air or gases creates a fairly complex phenomenon and, at this moment, cannot be
described by an exact mathematical relation that could be applied indiscriminately to any given pump.
Figure 18.57 illustrates another test of the effect of air content on the performance of a pump. The
deterioration in this case appears to be less severe than in the case of the pump illustrated in Fig. 18.56.
The reason for the difference is that a large number of variables in the geometric configuration of the
impeller and of the casing playa major role in the extent of the deterioration. But the exact relationship
between design and performance still remains an unknown.
470
Heads, Conditions of Service Peiformance Characteristics, and Specific Speed
180
160
0
CI
ILl
l:
..J
140
CI
I-
0
lIILl
ILl
12 0
10 0
LL
80
60
0
80
70
60
EFFICIENCY
I-
Z
ILl
50
()
Q:
ILl
Q.
~
40 ()
Z
/
/
.... 5 "v
ILl
v
30 (3
~
20
j
--
I
+++-+-+-+-+-+-+-+-+-r-r-r-r-r-~.~OOOSSU~-r~~~+
l--,
I
V
o
~4 0
BHP
>-
--
Q:
C)
~ 30
--
Q.
l:
CD
2000 SSU
,
,J..06 SUr,v . 'SU
400 SSSU-
20
'O~2 S~
0
o
100
200
300
400
500
600
CAPACITY, IN GPM
Fig. 1S.55 Predicted characteristics for a centrifugal pump for liquids of various viscosities.
I&.
ILl
Heads, Conditions of Service Performance Characteristics, and Specific Speed
"-
100
90
IW
w
u.
80
ci
«
w 70
:x:
...J
~
60
0
l-
SO
6%
250
750
500
1,000
CAPACITY, GPM
Fig. 18.56
25
Effect of entrained air on the head-capacity curve of a centrifugal pump.
(Courtesy Chemical Processing, June 1987.)
,,
O%AIR
M
.......
20
r-....
"
r\
10%AIR
'"
"-
\.
\
~
~
15
",
,
\
,
l
\
\
,
\
\
10
9
Fig. 18.57
11
13
M3/H x 1,000
Another example of the effect of entrained air on centrifugal pump performance.
(Courtesy Sulzer)
471
472
Heads, Conditions of Service Performance Characteristics, and Specific Speed
BmLIOGRAPHY
[18.1] E. P. Sabini and W. H. Fraser. ''The Effect of Specific Speed on the Efficiency of Single Stage Centrifugal
Pumps." Proceedings of the Third International Pump Symposium, Houston, Texas, May 1986.
[18.2] E. P. Sabini and W. H. Fraser. ''The Effect of Design Features on Centrifugal Pump Efficiency." Proceedings
of the Fourth International Pump Symposium, Houston, Texas, May 1987.
19
Suction Conditions and Limitations on
Suction Performance
Every piece of machinery is preordained to have its Achilles' heel. That of the centrifugal pump can
generally be found in its suction. This fact must have been discovered quite early in the commercial
application of centrifugal pumps and, probably, accepted as an inescapable penalty exacted in return for
the advantages that were made available by this newer means of raising water to a desired location at
a reasonable cost. And because most centrifugal pump troubles occur on the suction side of the pump,
it is imperative to understand how to relate the suction capability of a centrifugal pump to the suction
characteristics of the system in which it will operate.
Most difficulties at the suction of centrifugal pumps have as their root cause the phenomenon known
as cavitation: the process whereby the pressure at some point in a pump or turbine falls below the
liquid's vapor pressure thus allowing local vaporization. The resulting vapor can have two effects: a)
its extent can be sufficient to obstruct the machine's waterways leading to a deterioration of hydraulic
performance, or b) the subsequent collapse of the vapor as it moves into regions of higher pressure can
produce noise and erosion of the waterway surfaces in the vicinity of the collapsing vapor. Recognizing
this, it is therefore important in the pumping of liquids to ensure there is always sufficient energy
available at the pump suction to move the liquid from the pump suction nozzle into the impeller
without vaporization to the extent that pump performance deteriorates noticeably or pump parts are
damaged prematurely.
Pump performance is normally presented in the form of curves, such as in Fig. 18.16, showing head
and power versus capacity at fixed speed. The head a pump will produce and the power it will absorb
at various capacities are two of its three fundamental performance characteristics. The third is the net
positive suction head (NPSH) required. This is the energy in meters or feet required at the pump suction
over and above the vapor pressure of the liquid to permit the pump to run without undue deterioration
of performance or expected life. As simple as this definition seems, the practical application of it is
actually quite complicated, with the pumped liquid, impeller energy level, and impeller material having
a profound effect on which of these two criteria determine the NPSH required; see Definition of NPSH
required later in this chapter.
Considering deterioration of performance first, changes in available NPSH do not affect pump performance materially, as long as it remains above the value of required NPSH. The characteristics labeled
473
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
474
Suction Conditions and Limitations on Suction Performance
J:
(J)
a.
z
~
ou::
UJ
tt
HE~. ___ ·~·!
I
•
AMPLE NPSH
~L---AVAILABLE
1
'~IN~UFFICIENT
N~SH
~r-----:i~::lA~V~A~'LA~B~LE~N;P;S:H~=~R:E:Q~U~/t---~~~____ ~
J:
INSUFFICIENT NPSH
NPSH=
REQUIRED
RED
NPSH REQUIRED
CAPACITY
Fig. 19.1 Effect of cavitation on pump performance.
"Ample NPSH" in Fig. 19.1 show such performance. Lowering the available NPSH to the required value
causes cavitation sufficient to degrade performance and the pump "works in the break" (Fig. 19.1).
Running in this condition, a decrease in system head will produce only a small increase in flow, to the
point where the available NPSH is "insufficient" and the head developed "breaks down". At this condition,
lowering the system head further produces no increase in capacity.
In the early days of pump application, the term NPSH was not used frequently, and the suction
characteristics of centrifugal pumps were generally expressed in terms of "suction lift" and "suction
head," as defined in Chapter 18.
NET POSITIVE SUCTION HEAD
The use of "permissible suction lift" or of "required suction head" has very definite shortcomings. First,
it can only be applied to water, since it refers to the energy of barometric pressure expressed in feet of
water. Second, changes in barometric pressure, whether caused by differences in elevation above sea
level or by climatic conditions, affect the value of these two terms. Finally, changes in pumping
temperature affect these values as well, since they affect the vapor pressure of the liquid. For this reason,
all references to suction conditions today are made in terms of NPSH (net positive suction head above
the liquid vapor pressure).
Both suction head and vapor pressure should be expressed in meters (feet) of liquid being handled,
and must both be expressed either in gage or absolute pressure units. A pump handling 17°C (62°F)
water (vapor pressure of 0.18 m [0.6 ft]) at sea level, with a total suction lift of 0 m (ft), has an NPSH
of 10.34 - 0.18 or 10.16 m (33.9-0.6, or 33.3 ft), whereas one operating with a 4.6 m (15-ft) total
suction lift has an NPSH of 10.34 - 0.18 - 4.6, or 5.56 m (33.9-0.6-15, or 18.3 ft).
A pump operating on suction lift will handle a certain maximum capacity of cold water without
Suction Conditions and Limitations on Suction Performance
475
hj=3FT
1
!
15 FT
ATMOSPHERIC
j
PRESSURE
water, BO°F
PVP = 0.5 PSIA
(a) AT SEA LEVEL
NPSHA = (14.7 - 0.5) x 2.31 -15 _ 3
1.0
= 32.B -
15 - 3 = 14.B FT
(b) AT 5,000 FT ABOVE SEA LEVEL
NPSHA = (12.2 - 0.5) x 2.31 -15 _ 3
1.0
= 27 -
15 - 3 = 9.0 FT
Fig. 19.2 NPSHA for suction lift at sea level and at 1,525 m (5,000 ft) above sea level.
cavitation. The NPSH or amount of energy available at the suction nozzle of such a pump is the
atmospheric pressure minus the sum of the suction lift (including friction) and the vapor pressure of the
water. To handle this same capacity with any other liquid, the same amount of energy must be available
at the suction nozzle. Thus, for a liquid at its boiling point (in other words, under a pressure equivalent
to the vapor pressure corresponding to its temperature), this energy has to exist entirely as a positive
head. If the liquid is below its boiling point, the suction head required is reduced by the difference
between the pressure existing in the liquid and the vapor pressure corresponding to the temperature.
It is necessary to differentiate between available NPSH and required NPSH. The former, which is a
characteristic of the system in which a centrifugal pump works, represents the difference between the
existing absolute suction head and the vapor pressure at the prevailing temperature. The required NPSH,
which is a function of the pump design, represents the minimum required margin between the suction
head and the vapor pressure. Figures 19.2, 19.3, and 19.4 illustrate the manner in which available NPSH
at a given capacity should be calculated for a typical installation with a suction lift, for a pump taking
its suction from a tank, and for a pump handling a liquid at the boiling point, respectively.
Both the available and required NPSH vary with capacity (Fig. 19.5). With a given static pressure
or elevation difference at the suction side of a centrifugal pump, the available NPSH is reduced with
increasing capacities by the friction losses in the suction piping. On the other hand, the required NPSH,
being a function of the velocities in the pump suction passages and at the inlet of the impeller, increases
basically as the square of the capacity.
476
Suction Conditions and Limitations on Suction Performance
WATER 80°F
PV=0.5 PSIA
r
10 FT
1
=4FT
NPSHA = (14.7 + 5 - 0.5) x 2.31 + 10 _ 4
1.0
= 44.3 + 10 - 4 = 50.3 FT
Fig. 19.3 NPSHA for pressurized suction.
N-BUTANE
PV = 52.2
____
PSIA""""'SPGR = 0.56
r
10 FT
1
NPSHA = (37.5 + 14.7 - 52.2) x 2.31 + 10 _ 2
1.0
=0+ 10-2=8 FT
Fig. 19.4 NPSHA for liquid at boiling point.
A great many factors, for example, eye diameter, suction area of the impeller, shape and number of
impeller vanes, area between these vanes, shaft and impeller hub diameter, impeller specific speed, the
shape of the suction passages, all enter in some form or another into the determination of the required
NPSH. Different designers may use different methods to produce an impeller that will perform satisfactorily with a specific value of required NPSH. As a result, it is not recommended that users attempt to
Suction Conditions and Limitations on Suction Performance
477
T
z
~
B
NPSH = Z + (Ps - Pvp ) - (hfs +
ALL UNITS IN FEET
h/~
CAPACITY
Fig.19.5 Available and required NPSH.
estimate required NPSH from the knowledge of just one or two of these factors. Instead, they should
base their selections on the data provided by the manufacturers.
HISTORICAL BACKGROUND
In the early days of centrifugal pumps, limitations on permissible suction lifts were imposed by the
manufacturers on strictly empirical grounds. Because the understanding of the phenomenon of cavitation
was imperfect, these limitations were sometimes overconservative and sometimes quite optimistic. However, the commercial pressures of a very severe competitive situation seem to have outweighed sound
engineering judgment much too often in the 1920s. The attendant difficulties could not have failed to
Suction Conditions and Limitations on Suction Performance
478
stimulate a considerable amount of head-scratching by centrifugal pump designers. The thinking of the
designers must have been heavily influenced by the experience of water turbine builders. In 1922, at
the Hydroelectric Conference held at Philadelphia, H. B. Taylor and L. F. Moody first presented the
concept of a parameter, Sigma, to facilitate the description of the conditions under which cavitation
occurs. Sigma was defined as
.
Sigma = (J
NPSH
=H
where H is total head. At about the same time, Dr. Thoma was developing the same concept in Germany
and, therefore, "Sigma" has since then been known to centrifugal pump designers as the ThomaMoody parameter.
Means were now available to relate the operating conditions of a centrifugal pump-its capacity,
head, and rotating speed-to the minimum net positive suction head required for satisfactory operation.
But commercial pressures seem to have again outweighed sound engineering judgment much too often
in the 1920s. The number of companies manufacturing centrifugal pumps proliferated without there
necessarily being a corresponding increase of knowledgeable and experienced designers. Spurred on by
the advantage of offering a higher operating speed than the competition or of guaranteeing satisfactory
operation with higher suction lifts, some companies made installations that had disastrously expensive
consequences for user and manufacturer alike. As field difficulties continued to occur, it became evident
that some official guidelines were necessary. An organization for the discussion and solution of technical
problems in the realm of pumping machinery had been formed some years before by the older, larger,
and most reputable pump manufacturers under the name of the Hydraulic Institute. Standards had been
developed and published by this institute to codify sound practices, including testing and guarantee practices.
At this point, the Hydraulic Institute (HI) appointed a committee to investigate centrifugal pump
suction problems. The committee proceeded to collect information on centrifugal pump installations in
which cavitation troubles had been experienced as well as on satisfactory installations. It was found that
to avoid difficulties for any given total head and suction lift conditions, the specific speed of the pump
should be kept below a certain value. The conclusions of the committee were published in October 1932
in the Hydraulic Institute Standards in the form of charts that became commonly known among centrifugal
pump engineers and users as "specific speed limit charts."
As experience was accumulated on better design than described in these first charts of 1932, revised
charts were prepared and published by the Hydraulic Institute. Ultimately, charts were provided for
several varieties of pump design as follows:
Double-suction pumps
2. Single-suction pumps with shaft through the eye of the impeller
3. Single-suction overhung impeller pump
4. Single-suction mixed and axial flow pumps
5. Single-suction hot water pumps
6. Double-suction hot water pumps
7. Condensate pumps with shaft through the eye of the impeller.
1.
Figure 19.6 illustrates one such chart, giving specific speed limits for single-suction overhung impeller
type pumps, such as the ANSI pumps.
For the record, it is important to remember that these charts were strictly empirical. They did not
Suction Conditions and Limitations on Suction Performance
o 0
o
!D
0
It)
o
a
0
a<t
0
a
,..,
a
4,000
~
x~~
~
J"
~
3,500
~t~~
I?
;$' 11~
3,000
..J
..J
!oJ
2
"
~
I
C>
Z
I
~
::I:
0::
o
z
a
~
~~
~{ I
1,500
(/')
I
a
u.
o
I
W
~
...,
V V
't?.,'4.
"v
,,0
I/~
V
1/
V
JL"
etl
i::
1/
,,~
~I
"
4.1
~
V
~/
I?
~
I
,,0
V
4.
~
V
~
"
u
~I
.,
...,...."
let
u"
,,0
~
~ I- --:~L
....1
t1
"
~
t
, --~ I---
-;
~
"v
II
§I-
~I ~ ,,~
Co;
VII
C>
Z
0::
(\j
-oJ
~
-oJ '
~
1/
~
o
(/')
I
~
t-
!oJ
d.
~
r-
~ 2,000
!oJ
..J
°
~~
" v.,r"
2,500
I
~
(/')
I
a
0
,..,
f-_J...
~
,,~/
~
d.
0
V
A
2
d.
0::
!oJ
0000 a a
00'1 (I) ""!D 10
It)
(\j
479
V
V
I II
1,000
V
u.
oW
900
0..
(/')
800
700a
a a
!Dill
a
aV
a
0
If')
0
a
(\j
a
III
0000 a
00'1 CI) ""!D
a
It)
a
V
a
If')
a
(\j
TOTAL HEAD,IN FEET(FIRST STAGE)
Fig. 19.6 Specific speed limit chart formerly recommended by the Hydraulic Institute.
Circa 1960; for single-stage. overhung-impeller pumps
indicate that pumps built for the limit allowed were necessarily the best design, nor that pumps built to
lower limits were not more economical in certain cases, nor finally that pumps could not be designed
and built for higher limits. All that these charts were intended to indicate was that for a given set of
head, capacity and suction conditions, a certain maximum rotative speed should give assurance that the
pump would be capable of giving satisfactory service.
480
Suction Conditions and Limitations on Suction Performance
It must be realized that pumps built for the allowed limit are not necessarily the best design for the
intended service and that a lower specific speed type might be more economical. It must also be realized
that the individual pump design limits its application for both maximum head and for suction condition
limitations. For example, using the HI charts, the maximum recommended specific speed for a doublesuction, single-stage pump would have been 1,990 for a 61 m (200 ft) total head and a 4.6 m (15 ft)
suction lift. It does not follow that all double-suction, single-stage pumps of 1,990 specific speed type
are suitable for operation at speeds which will cause them to develop a 61 m (200 ft) total head (at
maximum efficiency); nor that the pump, if suitable for operation at a 61 m (200 ft) total head, is suitable
for operation with a 4.6 m (15 ft) suction lift; nor that a pump of this type operating against a 61 m
(200 ft) total head would on test be found capable of operating on only a 4.6 m (15 ft) maximum suction
lift. These charts were intended to indicate only the maximum rotative speed for which experience had
shown a centrifugal pump could be designed with assurance of reasonable and proper operation for the
combination of operating conditions.
Nothing in these charts suggested that the specific speed indicated corresponds to the point of maximum
efficiency. However, pumps are normally applied for conditions near their maximum efficiency points.
Thus, even though the service conditions do not correspond exactly with the design conditions, the
specific speed value is generally sufficiently close to the specific speed of the design condition.
SUCTION SPECIFIC SPEED
The application of the specific speed limit charts as they were originally developed, however, had a very
important shortcoming: the fact that satisfactory suction conditions were tied directly to the total head
developed by the pump. The perceived flaw was that the performance of an impeller from the point of
view of cavitation cannot be affected too significantly by conditions existing at its discharge periphery,
which, however, are the prime factors in determining the total head that the impeller will develop. This
statement must be qualified to some extent: as the specific speed, Ns, increases, the loading of the suction
region of the impeller vanes extends far enough along the vanes to influence the total head and the
power consumption. Expressed in another way, we can say that as the dynamic portion of the total head
increases, the nature of the flow around the whole vane assumes a greater importance in both the net
positive suction head required and in the total head produced by the impeller. This was recognized much
later than the time when the suction specific speed concept was developed, when the onset of internal
recirculation at the discharge of the impeller was found to trigger off that of internal recirculation at
the suction in the case of higher specific speed pumps (see Chap. 22 for a detailed discussion of
this phenomenon).
Returning to the perceived flaw, the argument was that, if an impeller exhibits certain suction
characteristics, cutting down its diameter within reasonable limits and thus, reducing its head, should
have no influence on its suction capabilities. At the same time, since the total head is changed, a strict
interpretation of the specific speed limits charts would indicate that, unless the suction lift were to be
commensurately altered, the maximum permissible specific speed must be changed. Likewise, to maintain
a fixed value for the Thoma-Moody parameter, a reduction in head by cutting the impeller diameter
should be followed by a proportionate reduction in the net positive suction head.
This inconsistency was finally resolved in 1937 by the development of the suction specific speed
concept. It is essentially an index number descriptive of the suction characteristics of a given impeller.
It is defined as:
n(1J.5
S = NPSH o.75
Suction Conditions and Limitations on Suction Performance
where
S
481
=suction specific speed
n =rotative speed, RPM
Q = flow per impeller eye, gpm (total flow for single suction impellers; one-half of the total flow for
double suction impellers)
NPSH = required net positive suction head, ft.
As with specific speed, countries using the metric system assign a different designation to suction specific
speed, namely nqn and express Q in m3/hr, NPSH in m. The mathematical relation between values
calculated in the two systems of units is
If one refers to the papers in question,! it will be seen that the specific speed index number can be
derived by considerations of the laws of similarity and by means of dimensional analysis. The fact is
that the steps which led the authors to the solution were much simpler and involved no complex
considerations. We had developed reasonable evidence of the fact that cr, the Thoma-Moody parameter,
appeared to be a function of the specific speed, but the head seemed to refuse stubbornly to disappear
from the relationship. However, we knew that, at least for a certain range of specific speeds, conditions
at the impeller discharge could not be affecting suction conditions.
We suddenly saw that all that was required was a mere algebraic manipulation. If instead of trying
to relate Sigma to the specific speed, we looked for a relation between the specific speed and the 3/4
power of Sigma, the total head disappeared very conveniently from the relation.
To say that this concept was received with unanimous approval would be an exaggeration. In keeping
with any suggestion for a major change from the status quo, there immediately developed a substantial
controversy over the validity of the concept. Fortunately, the controversy was short-lived and the suction
specific speed was soon accepted at the most convenient parameter for describing the suction capabilities
of centrifugal pumps.
The Hydraulic Institute specific speed limit charts have been revised several times since they were
first adopted as a guideline for centrifugal pump suction conditions. Unfortunately, for a long time they
continued to be based on the erroneous concept that the total head developed by the pump plays a part
in determining the maximum permissible rotative speed for a given set of suction conditions, despite
the recognition of the concept of suction specific speed in the Hydraulic Institute Standards.
Finally, in 1983, the 14th edition of the Hydraulic Institute Standards incorporated charts that had
been significantly revised. They are now based on a suction specific speed of 8,500 throughout, that is,
for both sing1e- and double-suction impellers. Thus, the total head factor has finally been eliminated
from these charts. In addition, the recommended values are now expressed in terms of NPSH instead
of suction lifts or suction heads, significantly simplifying their use (see Figs. 19.7 and 19.8).
A final note of caution is necessary. The published Hydraulic Institute Standards suction limitation
charts should be considered as guidelines, in that they represent conditions that have shown satisfactory
operation. As such, they are conservative in certain cases, and a manufacturer may sometimes guarantee
performance at suction specific speeds higher than these Hydraulic Institute ratings, because the manufacturer has evidence of successful operation at such ratings. In such a case, the user needs to consider the
reputation of the manufacturer and/or any previous experience with him. If this reputation and experience
t"Some Notes on a New Method of Representing Cavitation Results" by Dr. O. F. Wislicenus, R. M. Watson, and I. 1. Karassik,
presented at the Hydraulic Institute Meeting in New York, December 6, 1937; and "Cavitation Characteristics of Centrifugal
Pumps Described by Similarity Considerations" by O. F. Wislicenus, R. M. Wilson, and I. 1. Karassik, presented at the Spring
Meeting of the ASME at Los Angeles, California, March 23-25, 1938 (ASME Transactions for January 1939).
482
Suction Conditions and Limitations on Suction Performance
Capacity - m3lh
6
4
8 10"
2
, ii'
4
iii
8
4
2
8 10'
8
8 10'
6
4
2
it' ,
8 10"
iii i
l00~.-..-.. -. . -.. .~.;.. -.. ~
.. ,~
. .-.. ~
< ..-..~
:..~
.; ~
.. ;~.;~.<~.,...-..- .-.. -...~,--~~~~~~----~~~~~~~~~~~~~~~~
80
20
80
.
· ··, il TU•1•
20
Gi
at
~
en
CL
,:::::::::::::t::::::::t:~:::i: : ::~:::~:: l::~ ::~ :
.:'l':::~~:: ~:: 1:: 1:+:1 : :::::::::::::~::::::::~: ~: : :~::::~:::~:: j::~: +:
... .... ,
6
4
.~
..... ! ... ': .. ,t··!··!· ':- ,! .............. !........ ~ ..... ~" .. ~ ... ~ .. !. ,!. '? '
2
··;r·:r]:!!: ~~~t
4
... r
2
II
, •• •• : •• : •.! . :
.
8
10
8
~
10
Z
.
- :' .~ ·~··~··~·t,
.8
.8
.4
1
10"
8
4
2
8 10'
..
2
8
8 10'
4
2
8
8 10"
4
2
II
8 10"
capacity U.S. GPM
Fig_ 19.7 Hydraulic Institute recommended maximum operating speeds for single-suction pumps.
(Courtesy of the Hydraulic Institute)
.
6
8 10"
2
Iii
8
4
,
8 10"
I
2
I,
8
4
2
8 11),'
ii'
..
8
8 10"
i i
100
80
20
80
40
10
8
20
II
Gi
at
~
en
CL
Z
4
···1·
10
---- --- _. __ ........ ...................
;r-
.. ............... . .
8
6
··::::::::I::::.::.I .. :.:i:...l .
4
,.~
.
t·l: i:I:
NPSHA va Capacity for speeds
shown at eonatant S = 8500.
For use wtth double suctlon pumps.
2
········.. ····1········, .. ·· ., ....,...1-___"_=_::._85:00:'-'-(,6~/=-:-P_::)H7._6~:=·7=6_ .,.....,.... ..,-!
I ~~~~~~~~~~~~~~~~~--~~~~~~~----~~~~~~
10"
2
4
8
8 10>
2
4
8
8 104
2
4
8
8 10"
2
4
8
8 10"
capacity U.S. GPM (total pump capacity)
Fig. 19.8
Hydraulic Institute recommended maximum operating speeds for double-suction pumps.
(Courtesy of the Hydraulic Institute)
2
.8
.8
.4
Suction Conditions and Limitations on Suction Performance
483
are favorable, the user should have no concern, with but one qualification, over accepting these recommendations. The one qualification is consideration of the effect of designing a pump for low values of NPSH
required on the permissible operating range of this pump (see Chap. 22).
EFFECT OF LIQUID CHARACTERISTICS ON PUMP SUCTION
PERFORMANCE OR NPSH
As has been stated, cavitation occurs when the absolute pressure within an impeller falls below the vapor
pressure of the liquid and bubbles of vapor are formed; these bubbles collapse further within the impeller
when they reach a region of higher pressure. The minimum required NPSH for a given capacity and at
a given pump speed is defined as that difference between the absolute suction head and the vapor pressure
of the liquid pumped at the pumping temperature that is necessary to prevent cavitation.
The fact that a pump is cavitating manifests itself by one or more of the following signs: noise,
vibration, drop in the head-capacity and efficiency curves, and, with time, damage to the impeller by
pitting and erosion. All of these signs are obviously inexact and it became necessary for pump engineers
to agree on certain ground rules to establish some uniformity in the detection of cavitation.
The minimum NPSH required is determined by a test in which the total head is measured at a given
speed and capacity, with varying NPSH available conditions. Preferably this test is conducted in a closed
loop such as is described on Fig. 19.9. The pump takes its suction from a closed vessel in which the
pressure level can be adjusted or varied by the gas pressure over the liquid level, by the temperature of
the liquid, or by a combination of these two variables. This variation in pressure level, in tum, controls
the available NPSH.
Results of such a test, plotted against NPSH appear in a form similar to that in Fig. 19.10. At the
higher values of NPSH, the values of head remain substantially constant. As the NPSH is reduced, a
point is finally reached where the curves break, showing the impairment of pump performance caused
by cavitation. The exact value of NPSH where cavitation starts is, as mentioned before, difficult to
Gas Pressure
Suction
Vessel
Flow
Distributor
Heating or
Cooling Coil
Suction
•
Fig. 19.9 Pressure and/or temperature control NPSH test with closed loop.
(Courtesy of the Hydraulic Institute)
484
Suction Conditions and Limitations on Suction Performance
a
l
:=: t
H = 3 PERCENT OF H1
!(
HEAD AT CAPACITY Q
AND AT SPEED N
0
II:
:f!!
HSo NET POSITIVE SUCTION HEAD
Fig. 19.10 Detennination of required NPSH as presently defined by the Hydraulic Institute.
Pressure Gauge
Dampening Valve
Thermometer
Dampening Device
Control Valve for
Throttling Suction
Flow Meter if
Located in Suction
Constant
Level
Pump
on
,-,
f1,
Test
traightening
t~
Vanes
Booster Pump may be Installed
if additional suction pressure
Is required
Retum to sump
Dlactwge
nl~====~
,
Discharge Control Valve, or '. - - •
Adjustable Spring Loaded
Back Pressure Valve or
Ac:f)UStable Choke Valve
Heat exchanger, if required -r-------I
-
Note:
Position of these
devices may be reversed
in some set ups.
Fig. 19.11 Suppression type NPSH test with constant level sump.
(Courtesy of the Hydraulic Institute)
Suction Conditions and Limitations on Suction Performance
485
pinpoint. To overcome this difficulty, engineers have generally agreed that a drop of 3 percent in the
head developed is taken as evidence that cavitation is taking place. For that particular speed and the
capacity being tested, the NPSH that produces a 3 percent drop in head is stated to be the minimum
required NPSH.
The Hydraulic Institute Standards for centrifugal pump testing [19.1] permits two simpler forms of
cavitation tests. In the first arrangement (Fig. 19.11), the pump takes its suction from a constant level
sump through a throttle valve, which is followed by a section of pipe containing a screen and straightening
vanes. The operation of the throttle valve is used to vary the available NPSH and is therefore often
termed a "suppression test." In the second arrangement (Fig. 19.12), the pump takes its suction from a
relatively deep sump in which the level can be varied to establish the desired available NPSH.
Generally, a "new" pump, that is a brand new design that has not been manufactured before, is always
NPSH tested by the "closed loop" method. If one is dealing with pumps that have been manufactured
before, considerable expense can be saved by using one or the other of the two alternate test methods.
There is a risk, however, that the required NPSH determined by either of these alternate methods will
be higher than that from a "closed loop" test. If the liquid pumped on test contains dissolved air or gas,
some of this will come out of solution at the lower pressure in the suction line and can cause a drop in
head similar to that caused by cavitation (but is actually caused by pumping a two-phase flow (see air
entrainment in Chap. 18). In discussing the various NPSH test methods, the Hydraulic Institute Standards
draws attention to this possibility and its effect. The risk of inaccurate results rises with decreasing
NPSHR, and it is therefore better to test by the "closed loop" method in all cases where the NPSHR is
below 4.5 m (15 ft).
NPSH tests of centrifugal pumps are normally carried out on cold water and both the Hydraulic
Institute Standards curves and pump manufacturers' rating curves indicate NPSH requirements on cold
water. Thus, it might be assumed that the NPSH required by a centrifugal pump for satisfactory operation
PUMP SUCTION
FLANGe~
It IMPELLER EYE
~1It""-"ffi---.ffi-_1
-ttt--.fiIor-----r
10 ft. min.
(3 m)
o .. DIAMETER OF PIPE
~
Fig. 19.12 Suction line for static lift test.
(Courtesy of the Hydraulic Institute)
486
Suction Conditions and Limitations on Suction Performance
NPSH Requirement by Test, at Design Flow and 3
Percent Drop in Head
Table 19.1
Temperature
Fluid
°C
COF)
Water
21.1
121.1
148.9
1.67
12.8
32.2
29.4
48.9
( 70)
(250)
(300)
( 35)
( 55)
( 90)
( 85)
(120)
Butane
Freon-ll
NPSH, min.
accuracy
(± 0.5 ft)
0.15 m
(m)
(ft)
3.75
3.35
2.62
2.99
2.68
1.07
3.11
2.56
12.3
11.0
8.6
9.8
8.8
3.5
10.2
8.4
~NPSH
m
ft
0.0
0.4
1.13
0.76
1.07
2.68
0.64
1.19
0.0
1.3
3.7
2.5
3.5
8.8
2.1
3.9
= 1.600
= 3,585 rpm.
Pump Ns
N
is independent of the liquid vapor pressure at the pumping temperature. This is actually not true. It is
merely an oversimplification used to illustrate the definition that NPSH is a measurement of the energy
in the liquid at the pump suction over the datum line of its vapor pressure.
At the same time, both laboratory and field tests run on pumps handling a wide variety of liquids
and over a range of temperatures have always shown that the NPSH required for a given capacity and
with a given pump apparently vary appreciably. For example, the required NPSH when handling some
hydrocarbons is frequently much less than that required when the pump handles cold water. Even when
pumping water, there is definite evidence that required NPSH decreases when the water temperature
increases. For example, Table 19.1 illustrates test results of a pump at 3,585 rpm, specific speed of
1,600, and handling different liquids at several different temperatures.
It became evident quite a number of years ago that the reduction in the required NPSH must be a
function of the vapor pressure and of the characteristics of the liquid handled by the pump. In general,
it can be proved that the factors affecting the required NPSH are, at least, the following three:
1. The ratio of the specific volume of the vapor to that of the liquid at the pumping temperature
2. The homogeneity of the liquid
3. The effect of subcooling derived by any partial flashing of the liquid in question.
Because in the case of hydrocarbons this reduction in NPSH could play a most important role in the
relative costs of a refinery installation, most efforts were directed at understanding the phenomena
involved in connection with hydrocarbons. Thus, it was felt that rules could be developed to predict the
effect of liquid characteristics on the required NPSH to take advantage of this phenomenon without the
risk of overoptimistic assumptions. Such rules have been developed by the members of the Hydraulic
Institute and incorporated in its standards. We shall examine these rules, but before doing this, let us
consider the effect of temperature on the required NPSH for water, because this may help us better
understand the effect of other liquids.
Suction Conditions and Limitations on Suction Peiformance
487
PERFORMANCE ON WATER AT VARYING TEMPERATURES
It has been noted for some time that pumps handling hot water seem to require less NPSH than shown
by cold water tests. The theory underlying this effect is fairly simple and need not be discussed in detail
here. It is based on the fact that mild and partial cavitation can take place in a pump without causing
extremely unfavorable effects. The degree of interference with the proper operation of the pump caused
by such minor cavitation will bear a definite relation to the temperature of the liquid handled by the
pump. Remember that when we say that a pump is cavitating we mean that somewhere within the
confines of the pump, the pressure will have fallen below the vapor pressure of the liquid at the prevailing
temperature. Thus, a small portion of the liquid handled by the pump will vaporize and this vapor will
occupy considerably more space within the impeller than the equivalent mass ofliquid before vaporization.
If the pump is handling water at normal temperatures, the volume of a bubble of steam is tremendously
larger than the volume of the original quantity of the water. For instance, at 4.4°e (40°F), 0.45 kg (1
lb) of water occupies 0.0004 m3 (0.016 fe), while steam at the same temperature occupies 69.2 m 3 (2441
ft 3). The ratio of the two volumes is 152,500. The rapidity with which this ratio diminishes as water
temperature increases is illustrated in Fig. 19.13, which presents a plot of the ratio of the volume of
steam to the volume of the equivalent mass of water for temperatures between lOoe (50°F) and 374.1 °e
100,000
10,000
1000
l
'\~
a:
w
\ \.
~
!;t
3:
.J
0
100
>
--
::i:
«
w
IrJ)
.J
0
10
RATIO OF STEAM
TO WATER
>
'"'"
""~
\
TEMPERATURE IN OF
100
200
300
400
500
600
Fig. 19.13 Ratio of steam to water volumes versus temperature.
488
Suction Conditions and Limitations on Suction Performance
(705.4°F) (the critical temperature of water at which steam occupies the same volume as water). At
lOO°C (212°F), 0.45 kg (lib) of water occupies 0.00047 m3 (0.0167 ft 3) and 0.45kg (lib) of steam
0.76 m3 (26.S1 ft3), so that the ratio of volumes is only 1,605-almost 100 times less than at lOoC
(50°F). Thus, the higher the temperature of the water, the more NPSH reduction can be permitted for
the same degree of effect on the pump performance.
There is another important thermodynamic factor that affects the relative cavitation characteristics of
a liquid-the difference in the effect of subcooling caused by any flashing of the liquid. The reduction
in the vapor pressure corresponding to a given change in temperature of the liquid varies for different
liquids as well as for different temperatures of the same liquid. Consider, for instance, what happens
with water at 204.4°C (400°F) and at 26.7°C (SO°F), respectively. The vapor pressure of 204.4°C (400°F)
water is 17.03 bar abs (247 psia). A 0.56°C (1°F) degree drop in temperature to 203.SoC (399°F) will
reduce the vapor pressure to 16.S4 bar abs (244.2 psia), a reduction of 0.19 bar (2.S psi) or 2.3 m (7.5
ft). This, then, is equivalent to instantaneously increasing the available NPSH by these same 2.3 m (7.5
ft). On the other hand, the vapor pressure of water at 26.7°C (SO°F) is 0.035 bar abs (0.507 psia). With
the same 0.56°C (1°F) drop, at 26.1 °C (79°F) the vapor pressure is 0.034 bar abs (0.490 psia), a difference
now of only 0.001 bar (0.017 psi) or 0.01 m (0.04 ft), a completely insignificant contribution to the
available NPSH. Meanwhile, since the available NPSH is calculated based on the liquid temperature
measured at the pump suction (before any flashing and subcooling will have taken place), the apparent
result is that there is a reduction in NPSH required rather than an increase in NPSH available and that
this reduction is greater for water at 204.4 °C (400°F) than at 26.7°C (SO°F).
NPSH FOR PUMPS HANDLING HYDROCARBONS
Pump applications for hydrocarbon processes frequently impose restrictive limitations to the available
NPSH. On the other hand, it was found that variations between the required NPSH when handling
hydrocarbons and that in cold water service were generally in a favorable direction. These two circumstances led both pump designers and designers of refineries to direct their efforts at understanding the
phenomena involved and at establishing rules that could be applied to predict the effect of any special
liquid characteristics on the required NPSH of any centrifugal pump.
At first it was thought that these variations were only apparent and that if "true vapor pressures" or
"bubble point" pressures were to be used in the calculations of test NPSH, the discrepancies would
disappear and complete correlation with water test cavitation data would exist. Corrections for NPSH
with hydrocarbons were nevertheless used, as a matter of policy rather than based on accepted theoretical
deductions. It was believed that a reduced NPSH could be justified for the following reasons:
1.
2.
Oil companies' specifications generally called for a maximum capacity and head at a minimum NPSH. In
practice, it was unlikely that these two requirements would be imposed simultaneously. In fact, some of the
field conditions are self-regulating-for instance, low capacity occurs at low NPSH, as a result of a reduced
flow in the system. Under these conditions, even if the pump capacity falls off, available NPSH is increased
and equilibrium is eventually attained.
The effect of cavitation with hydrocarbons was noted to be not as severe as with water, that is, the headcapacity curve does not break: off suddenly for two reasons: (a) only the lighter fractions will boil first and
(b) the specific volume of hydrocarbon vapors is very small in comparison with that of water vapor.
Obviously, these facts do not tell the whole story, as many other factors affect the behavior of a pump
handling hydrocarbons with low NPSH. Thus, attempts to arrive at a more reasoned understanding
continued while some interim correction factors of an approximate nature were being used.
Suction Conditions and Limitations on Suction Performance
489
These efforts centered in the accumulation and comparison of many tests, using a variety of pumps
and handling many different hydrocarbons. These tests, in turn, helped generate a variety of correction
curves for NPSH. Some of these charts occasionally led to rather impractical conclusions and additional
rules were then introduced to avoid this situation.
In 1951, the Hydraulic Institute Standards incorporated a conversion chart for hydrocarbons which
has since been updated. It provided an estimate of the NPSH required by a centrifugal pump handling
hydrocarbons of various gravities and vapor pressures in percentages of that required by the same pump
when handling cold water. These curves were derived from an accumulation of experimental data and
did not pretend to be arrived at by analytical means.
The latest revised correction chart is incorporated in the 1983 edition of the Hydraulic Institute
Standards (see Fig. 19.14). To use this chart, enter at the bottom with the pumping temperature in
degrees Fahrenheit and proceed vertically upward to the vapor pressure in psia. From this point follow
along or parallel to the sloping lines to the right side of the chart, where the NPSH reductions in feet
of liquid can be read on the scale provided. If this value is greater than one-half of the NPSH required
on cold water, deduct one-half of the cold water NPSH to obtain corrected NPSH required. If the value
read on the chart is less than one-half of the cold water NPSH, deduct this chart value from the cold
water NPSH to obtain corrected NPSH required.
Because of the absence of available data demonstrating NPSH reductions greater than 3m (10 ft), the
chart has been limited to that extent and extrapolation beyond that limit is not recommended. In addition,
warnings are included in the Hydraulic Institute Standards regarding the effect of entrained air or gases.
This circumstance can cause serious deterioration of the head-capacity curve, of the efficiency and of
the suction capabilities even when relatively small percentages of air or gas are present (see Chap. 18).
The fact remains that there is insufficient correlation at this moment among the many tests cited in
the technical literature. It appears rather probable that the very characteristics of a pump-that is, its
specific speed and its actual design-play some role in the actual reduction in NPSH right along with
the characteristics of the hydrocarbon. This role may be minor, but it probably does exist.
A more exhaustive analysis of the phenomena that take place in a pump handling hydrocarbons is
beyond the scope of this discussion. As a matter of fact, such an analysis would at best be open to
argument, because several somewhat conflicting interpretations still exist with respect to what actually
takes place.
Whether a more rigorous theoretical derivation of NPSH reduction is ever developed is really immaterial. The important fact remains that as further experience is gained and more and more experimental
data are accumulated, the validity of correction charts will be even greater. At the same time, we would
like to incorporate here a word of caution: it is probably best to use this correction factor as an additional
safety factor rather than as a license to reduce the available NPSH. This is a personal opinion, but one we
share with a number of rotating machinery specialists of some of the major petroleum and petrochemical
companies, and one that is reflected in the refinery pump specification API-61O [3.1].
NPSH REQUIRED FOR CRYOGENIC PUMPS
It has been frequently claimed by users that the required NPSH curve of cryogenic pumps has a marked
increase as the capacity falls to some 20 or 30 percent of design conditions. The question involves us
with some ambiguity introduced by our semantics. If we consider this statement strictly on its literal
interpretation, the answer is, no, a pump handling cryogenic liquids does not require any greater NPSH
at reduced capacities than would be the case if the pump were to handle water. But if we instead word
the question, Should a pump handling cryogenic liquids be provided appreciably more available NPSH
490
Suction Conditions and Limitations on Suction Performance
J!!
I/)
a..
6000
1000
600
400
-----.. .
-... -1-
Temperature OC
o
·10
20
40
60
80
200
100
i i
' : :
-~.-..-....I..------
-.-..~.
::=j!..~-·-t--:--Ir
"-r
!
•••.. , .•- i f -......-+-It-
I
i
-,'-+-+-+-+-
200
i
1000
i
I
;
100
600
400
80
10
3.0
8
2.4
8
5
1.8
1.5
4
1.2
3
0.9
2
0.6
80
40
1.5 0.45
200
c::
o
".1:1
()
::J
"t:J
!
a:
J:
en
a..
z
1.0 0.3
20
100
0.5 0.15
10
60
8
40
8
..-...k~-+-+-++
4
. -+-+-+
~
20
/ !
I ,
! : :
I
i j
··.... -r--r·-!-+--++
2
I
;
I
10
o
.!
I
I
I
!,
50
100
150
200
300
400
Temperature OF
Fig. 19.14
NPSHR reductions for pumps handling hydrocarbons and high-temperature water.
(Courtesy of the Hydraulic Institute)
than it would require when handling water, if the pump is expected to operate at reduced flows?-the
answer is an unequivocal yes.
The problem of semantics arises from our accepted definition of NPSH, be it required or available.
The only practical means to define NPSH is to refer to conditions prevailing at the pump suction flange,
corrected to the pump centerline (assuming for the sake of simplifying this explanation that we are
Suction Conditions and Limitations on Suction Performance
491
dealing with a horizontal pump). The energy at that location less the vapor pressure of the liquid,
expressed in foot-pounds per pound or feet, is defined as the NPSH available, whereas the NPSH required
by the pump at a given speed and for a given capacity is defined as the NPSH available when the total
head of the pump is reduced by exactly 3 percent. The observed facts are strictly apparent and not real.
What one sees in a test for NPSH of a cryogenic pump is an error in measuring the NPSH available
and not an increase in NPSH required. One does not measure the NPSH required, one measures the
available NPSH and then determines the required NPSH by observing the test values and calling that
NPSH available at which a 3 percent drop in head occurs the required NPSH. The available NPSH is
stated to be equal to the energy over and above the vapor pressure at the pumping temperature at the
pump suction flange.
In most cases, the fact that the vapor pressure at the impeller inlet differs to some extent from the
vapor pressure at the suction flange can be neglected because this difference is negligible. But in the
case of cryogenic pumps this difference can become so large under certain conditions that the effect is
quite dramatic. At or near the best efficiency point, this cannot introduce any significant error, since the
temperature rise in the pump is negligible and the flow past the wearing ring of the first stage is but a
diminutive fraction of the flow into the pump. Thus, the temperature at the eye of the impeller does not
change appreciably from the temperature at the suction flange and the assumed vapor pressure is
essentially correct.
As the capacity is reduced, the temperature rise increases while the leakage flow increases as a
percentage of the suction flow. Of course, the calculated temperature rise takes place as the liquid passes
through the impeller and casing passages. But some of the liquid from the impeller discharge passes
back through the running clearances, where its temperature rises still farther, and mixes with the incoming
flow at the impeller suction. The net effect is that the temperature at the eye of the impeller is no longer
the same as at the suction flange, nor, of course, is the vapor pressure. The effect of the temperature
rise in cryogenic pumps at reduced flows is frequently discussed under the subject of recommended
minimum flows, since it generally dictates the setting of the minimum flow for this type of service.
Consider, for instance, the effect of an increase in liquid temperature of 0.56°C (lOP) on the vapor
pressure of water at 26.7°C (SOOP) and, say, of methane at the usual pumping temperature of -151°C
(-240°F). Por water,
Temperature
26.7°C (80°F)
27.2°C (81°F)
~T
= 0.56°C WF)
Vapor pressure
0.035 bar abs (0.507 psia)
0.036 bar abs (0.526 psia)
Difference = 0.001 bar (0.019 psi)
or 0.012 m (0.04 ft)
whereas for methane,
Temperature
-151°C (-240°F)
-140°C (-220°F)
~T = 11 °C (20°F)
~T = 0.56°C (1°F)
Vapor pressure
2.28 bar abs (33 psia)
4.41 bar abs (64 psia)
Difference = 2.13 bar (31 psi)
Difference = 0.107 bar (1.55 psi)
or, at SG of 0.4 = 2.7 m (8.9 ft)
In other words, an increase in temperature of 0.56°C (1°P) increases the vapor pressure of 26.7°C (SOOP)
water by 0.012 m (0.04 ft) and that of -151°C (-2400P) methane by 2.7 m (S.9 ft).
492
Suction Conditions and Limitations on Suction Peiformance
If we were to imagine that at some low flow the effect described raises the liquid temperature at the
eye of the impeller by 0.28°C (0.5°P) over that at the suction flange, the result is to increase the vapor
pressure by a negligible amount if the liquid is 26.7°C (80 0P) water, but by as much as almost 1.4 m
(4.5 ft) if it is methane at -151°C (-2400P). This increase in vapor pressure is not normally taken into
account when running the NPSH test, and therefore the real NPSH available is 1.4 m (4.5 ft) less than
the apparent NPSH available, if we use the temperature rise we have assumed. Since by definition the
NPSH required is that NPSH available that will not cause a drop in total head of over 3 percent, it
appears that the NPSH required has gone up. But it has not, actually.
EFFECT OF SUCTION CONDITIONS ON PUMP CHARACTERISTICS
The suction limitation of centrifugal pumps is determined by the fact that the impeller cannot impart
energy to the liquid until the liquid is in the impeller between the vanes. Thus, the energy necessary to
overcome the frictional losses up to the entrance of the suction vane ends of the impeller and the energy
necessary to create the velocity required at this point have to come from some outside source. Furthermore,
sufficient additional energy must be available in excess of these and other requirements so that the
absolute pressure at all points is above the vapor pressure of the liquid, to prevent its flashing into vapor.
Figure 18.16 shows the characteristics of a 6-in. pump. If it is operated in a system in which the
available external energy on the suction side could only force 320 m3/hr (1,400 gpm) into the impeller,
and if the total head of the system with this capacity is 30 m (100 ft), the pump will work to pump over
430 m3/hr (1,900 gpm) against this head. As there is insufficient suction head to get more than 320 m3/hr
(1,400 gpm) into the impeller, however, the pressure at that point would be reduced below the vapor
pressure of the liquid and part of the liquid would flash into vapor.
If there is not sufficient available NPSH to permit a pump to develop its normal characteristics,
cavitation will result and the pump will "work in the break." Thus, the characteristics of a centrifugal
pump will vary with the available NPSH. Por the specific pump shown in Fig. 19.15, the characteristics
in solid lines are for 0 suction lift (9.8 m [32 ft] NPSH) whereas with a 6.1 m (20 ft) suction lift (3.7 m
[12 ft] NPSH approximately) the pump follows the 0 suction lift characteristics out to 1,500 gpm when
cavitation starts, evidenced by the pump producing less head. Some increase in capacity results with
further reduction in head until 420 m3/hr (1,850 gpm) is reached, when further reduction in head causes
no increase in capacity. Thus the pump characteristics with a 6.1 m (20 ft) suction lift would be shown
by the solid lines out to 340 m3/hr (1,500 gpm) capacity, and then by the broken line.
The pump illustrated in Fig. 19.15 is of a fairly low specific speed type. In higher specific speed
types, such as the high-speed, Francis screw vane and mixed-flow impeller designs, the operation at
reduced NPSH also reduces the head developed at or near shut-off. With high-specific-speed types this
reduction in head is even more pronounced. Unlike the low-specific-speed types, the higher-specificspeed types may deliver (with reduced NPSH), with lower total heads, up to a maximum capacity, and
then, as the total head is further reduced, the capacity may be reduced below this maximum, reversing
the head-capacity curve on itself.
Usually cavitation is to be avoided. However, one type of pump, the condensate pump operating on
nonthrottled systems, is especially designed for such operation. Figure 19.16 shows the normal headcapacity curve, with sufficient NPSH to prevent cavitation, and the system head-capacity curve; Pig.
19.17 shows the layout of the system on the suction side. If the amount of steam being condensed is
equivalent to 11.8 m3/hr (52 gpm), the level in the hotwell will be that which gives 0.31 m (12 in) NPSH
at the suction nozzle, so that the pump is operating in the break at 11.8 m3/hr (52 gpm) capacity and a
16.5 m (54 ft) total head, as dictated by the system head curve. If the amount of steam increases to
equal 16.1 m3/hr (71 gpm), the liquid level in the hotwell will build up until it is 0.46 m (18 in) plus
Suction Conditions and Limitations on Suction Performance
100
200
... 90
180
z
w
u
a:
w
Q.
20
10
o
8
4
12
16
20
24
28
CAPACITY, IN 100 GPM
Fig. 19.15
A typical group of curves for a pump operating under varying suction conditions.
100
90
...
80
~
60
W
1&.1
..... 70
0
cI
w 50
%
...
..J
cI
....0
N
40
>...
r-
~
>...
•
N-
>30 r---i---+--+--f---+t ~ r - U ~ !:;a:
f
~
cI t--~­
20 I----lf----t--+--+-_t_ ucI r - .... u
I
I
....
W
%
t--~--1&.1
00
10 r-~~-+--+-~--+_c1
W
o
%
'
%
I
o
20
40
60
80
100
CAPACITY. IN GPM
Fig. 19.16 Characteristics of a condensate pump operating on a submergence-controlled system.
493
494
Suction Conditions and Limitations on Suction Performance
SURFACE CONDENSER
WATERlEVEl~~~~
__~
__
~_~I __~~=t__-.~~~
-
-r
+---
HOTWEll
SUCTION.LINE LOSSES
NE\
PoSITIVE
SUCTION
HEAD
~--,-_L
Fig. 19.17 Typical installation of submergence-controlled condensate pump.
the friction losses above the pump centerline, and the pump will be delivering 16.1 m3/hr (71 gpm)
against a 17.7 m (58 ft) total head (the intersection of the head-capacity [0.46 m or 18 in] and the
system-head curve). A regular impeller design on such service would be noisy and would show evidence
of cavitation by damage to the vanes after a short time. For hotwell or condensate service, special
impeller designs have been developed with larger suction areas (to operate on low NPSH) and with
special suction vanes to give quiet operation and long life even though cavitating all the time they are
in operation.
In handling liquids containing dissolved gases, the pressure reduction on the suction side of the
impeller vanes can be sufficient to allow the gases to be liberated and so the pump is actually handling
a gas-and-liquid mixture. If the amount of gas liberated is not excessive, the only effect may be a
reduction in capacity output and efficiency. This separation of gas from liquid is often mistaken for
cavitation; it is not. If both cavitation and gas separation occur in a pump, the cushioning effect of the
gas often quiets the cavitation noise. The cushioning effect has sometimes been used to quiet noisy
cavitating pumps by bleeding air into the suction. Although it serves as a temporary expedient, the most
economical solution should be replacement of the impeller by a design suitable for the suction conditions
or a redesign of the pumping system so that the pump has sufficient NPSH to operate on its normal characteristics.
WHEN SUCTION CONDITIONS ARE INADEQUATE
When a system offers insufficient NPSH available for an optimum pump selection, there are several
ways to deal with the problem. Basically, to correct the situation we can either find means to increase
Suction Conditions and Limitations on Suction Performance
495
the NPSH available, means to reduce the NPSH required, or combine both approaches. Under the first
category, we can
1.
Raise the liquid level.
2.
Lower the pump.
3.
Reduce the friction losses in the suction piping.
4.
Use a booster pump.
5.
Subcool the liquid.
To reduce the NPSH required, we can
6.
Use slower speeds.
7.
Use a double-suction impeller.
8.
Use a larger impeller eye area.
9.
Use an oversize pump.
10.
Use an inducer ahead of a conventional impeller.
11.
Use several smaller pumps in parallel.
Each of these methods presents some advantages and some disadvantages and we shall examine and
evaluate these methods individually.
1.
Raise the liquid level-At first glance, this appears to be the simplest solution unless it is impractical
because (a) the liquid level is fixed as in the case of a river, a pond, or a lake; (b) the amount by which
the level must be raised is completely impractical; or (c) the cost of raising a tank or a fractionating tower
is excessive. But frequently it will be found that only a few extra feet may permit the selection of a much
less expensive or much more efficient pump and the resultant savings in first cost, energy, or maintenance
will far outweigh the additional costs incurred by raising the source of the liquid.
2.
Lower the pump-Just as in the case of raising the liquid level, the cost of lowering the pump may not
be as prohibitive as one might imagine from past experience, since it may permit the selection of a higher
speed, less costly and more efficient pump. An alternate approach may be to use a vertical pump with the
impeller located below ground level. The penalty for this solution lies in the fact that the pump bearings
may have to be lubricated by the liquid pumped. Although successful bearing designs and materials have
been developed for this purpose, it should be well understood that the pump life cannot compare with the
life obtainable from external bearings either grease or oil lubricated. Thus, one should expect more frequent
scheduled overhauls with this solution.
3.
Reduce piping friction losses-This is recommended under any circumstances and the cost of doing so
will be easily repaid by both improved suction conditions and savings in energy.
4.
Use a booster pump-This solution is particularly effective in the case of pumps intended for high-pressure
service, where the resulting permissible higher speeds will yield great savings in first costs of the main
pump, higher efficiencies, and frequently a lesser number of stages, which in itself leads to greater reliability.
The booster pump can be selected as a low-speed, low-head pump of single-stage design.
5.
Subcool the liquid-This approach increases the available NPSH by reducing the vapor pressure of the
liquid pumped. It is most readily accomplished by injecting liquid taken somewhere from the stream where
it is available at a colder temperature. In many cases, particularly at higher pumping temperatures, the
amount of injected cold liquid is very small. As an example, if we are pumping water at 163°C (325°F),
the injection of only 4 percent of 79°C (175°F) water will subcool our stream to the point that the available
NPSH will have been increased by 6.1 m (20 ft) (see Figs. 19.18, 19.19, and 19.20).
496
Suction Conditions and Limitations on Suction Performance
Q = INJECTION FLOW
T2 =TEMP
CONTROL
VALVE
0= TOTAL FLOW
T3 =TEMP
T3 =
Fig. 19.18
0
wz
(0- Q) T1 + QT2
o
Sub-cooling pumped liquid.
v
50
~o 45
a:wC/)
offl
lift:
ZW
_0
:x:W
40
.~
35
~ 1~V ~
'r>~«7-V / 1~ V V
L~~
C/)a: 30
a.:::J
Z!;(
C/)a: 25
:::Jw
....I a.
a.;:E 20
a: w
:::JI- 15
C/)w
W:x:
~I-
I-;:E
Uo
~a:
u..u..
W
10
5
V /
/ / /
/ . . .V / /'
l-<U~
~~ V .....V
~ ~ ~V ~ V
~
~ ~ ::::::: ~ ~ ~ ~
I"""
~~,
==== ~ E:::::
--
V
220
::::::~
240
~
~~
~
j ; fI'"
6° /
.:;,.-
T
4° ..,..".
~
2°
".
rr
V
L
L
-
V
~
~~
,,/
~
~
,
I
260
280
300
TEMPERATURE IN OF
320
340
350
Fig. 19.19 Effect of sub-cooling on available NPSH with water.
6.
Use slower speeds-Once a reasonable value of suction specific speed has been selected, it becomes obvious
that the lower the pump speed, the lower will be the required NPSH. The problem, however, is that a
lower speed pump will be more expensive and less efficient than a higher speed pump selected for the
same conditions of service. Thus, lowering the pump speed will seldom prove to be the most economical
solution.
Suction Conditions and Limitations on Suction Peiformance
497
20
z
18
0
Cii
en
w
16
1I:u.
n.
WO
14
Wz
12
0
oz
II: 0
=>-
1----+-+--b'-7~~A-r-~~~r*~""""~~r__::74 0.07
~G 10
0.06
II:=>
wen
8
~+-4,~~~~~~~~~~~~~~
6
~~~~~~~~~~~~~~~~~~T-=t~0.~
~~
4
~~~~~~::::::r1t:~=r-1'""1:JO.03
=>
en
w
II:
2
n.n.
::!:::!:
w=>
I-n.
(!)
!:i
~~§~::;~~~Ftf=-t'=::::=r-::::f~ 0.02
0
Fig. 19.20
7.
0.05
Effect of cold water injection.
Use a double-suction impeller-Particularly for larger capacities, whenever a double-suction impeller is
available for the desired conditions of service, this presents the most desirable solution. It is based on the
following considerations: First, if we select the same suitable S value for both single and double suction
impellers such that
where SUbscript I refers to a single-suction impeller and subscript 2 refers to a double-suction impeller.
Since
We can assume first that
(a)
in which case NPSHR 2
= O.63NPSHR
h
or that
NPSHR 2 = NPSHR 1
(b)
in which case n2 = 1.414 nl' Keeping the pump speed the same in both cases, as in equation (a), we can reduce
the required NPSH by 27 percent if we use a double-suction impeller. Alternatively, with a given required NPSH,
as shown in equation (b), we can operate a double-suction pump at 41 percent higher speed (see Figs. 19.21
and 19.22).
8.
Use a larger impeller eye area (Fig. 19.23)-This solution reduces the required NPSH by reducing the
entrance velocities into the impeller. These lower velocities may have little effect on pump performance
at or near its best efficiency point. But when such pumps run at part capacity, this practice can lead to
noisy operation, hydraulic surges, and premature wear. This problem will be discussed in greater detail in
Chapter 22. At this point, suffice it to say that it is a dangerous procedure and should be avoided if possible.
498
Suction Conditions and Limitations on Suction Performance
14
a:W
...J
...J
W
12
10
Q..(f)
~a:
OW
wti:i
9:2:
wO
8
(f)a:
...J~
al w
=>w
6
011.
0
11.
0
4
~
/
2
~
V
/
V
V
..L
V
l/
~
I
2
4
~
ASSUME:
S= CONSTANT
RPM = CONSTANT
Q= CONSTANT
...-~
o
V
./ ~
..L
V
,;'
6
8
10
12
14
I
16
I
I
I
18
20
Hs OF SINGLE SUCTION IMPELLER, FEET OR METERS
Fig. 19.21
Required NPSH of double-suction impeller versus single suction impeller.
9.
Use an oversize pump-Because the NPSH required by a pump decreases as the capacity is decreased, a
larger pump than would otherwise be applied to the service is occasionally selected. This practice is risky
and can lead to undesirable results. At best, the penalty is the choice of a more expensive pump that
operates at a lower efficiency than might otherwise have been obtained (see Fig. 19.24). At worst, the
operation at a lower percentage of the best efficiency flow can lead to exactly the same problems as the
use of excessively enlarged impeller eye areas.
10. Use an Inducer-An inducer is a low head axial type impeller with few blades which is located in front
of a conventional impeller (Fig. 4.17). By design, it requires considerably less NPSH than a conventional
impeller, so it can be used to reduce the NPSH requirements of a pump (Fig. 19.25) or to let it operate at
higher speeds with a given NPSH. The inducer is a very adequate solution for many situations but must
be applied with care, as the permissible operating range of pumps with inducers is generally narrower than
with conventional impellers.
11. Use several smaller pumps in parallel-Obviously, smaller capacity pumps at the same speed require less
NPSH. Although this appears to be a costly solution, this is not necessarily so. In many cases, three halfcapacity pumps of which one is a spare are no more expensive than one full-capacity pump plus its spare.
As a matter of fact, in many cases, two half-capacity pumps may be installed without a spare, since partload can still be carried if one pump is temporarily out of service. In addition, if the demand varies widely,
operating a single pump during light load conditions will conserve energy, as we shall see in Chapter 21.
DEFINITION OF NPSH REQUIRED
The traditional definition of required NPSH for centrifugal pumps is that value at which the total head
developed by the pump has deteriorated by exactly 3 percent. This value is often designated NPSH 3•
Simplicity of testing (within reason) lead to the use of deterioration in performance as the indicator of
Suction Conditions and Limitations on Suction Performance
2600
ASSUME:
S=CONSTANI
Hs = CONSTANT
Q=CONSTANT
2400
J
I
2200
2000
J
II:
w
...J
...J
)
1800
W
a..
/
)'
~
uj
ci
1600
II:
0
u.
:::ii:
a..
1400
II:
J
1200
1000
800
/
/
I
/
499
'/
V
/
V
V
"
V
)~
)'
600
800
1000
1200
1400
1600
1800
RPM FOR S.S. IMPELLER
Fig. 19.22
Allowable speed of double-suction impeller versus single-suction impeller.
cavitation, and a deviation well beyond the accuracy of measuring total head (generally about 1 percent)
to the measure of 3 percent. In the 1960's, as the heads and capacities of pumps staged a spectacular
climb upward, there developed a growing number of field problems with severe cavitation erosion, even
when the available NPSH exceeded the required NPSH by a generally acceptable margin. As a result
of these problems, pump users started asking themselves and the pump manufacturers whether the
traditional definition of 3 percent head drop needed to be reexamined.
The initial approach, driven by intuition, was to say that the extent of cavitation allowed by 3 percent
head drop is evidently so great it causes erosion in some circumstances, so the solution is to base the
required NPSH on less cavitation, hence a lower head drop. From this came the suggestions of NPSH
required based on 1 percent and 0 percent head drop. Defining NPSH required as that at which the total
head has deteriorated by 1 percent suffers the limitation that the deviation is equal to the accuracy of
measuring the parameter whose deviation is being sought. In other words, the deviation necessary to
500
Suction Conditions and Limitations on Suction Performance
Fig. 19.23
Enlarging impeller eye area to reduce required NPSH.
CAPACITY IN M3 HR.
25
50
75
100
125
100
300
IUJ
UJ
U.
V
250 75
lUi
t;;
..J
150
50
z
I
~
0
I-
100
25
I
~ r--
""
/
L
...... ~
'"
70 ~
o
~
B
-- r-.... r-.....
60
A = DESIRED O,H.
B = BEST EFF. O.H.
30
J
-
I(
~
~
./
~
8
/
I{
160
240
320
IUJ
rn
cc
6 20 ~
w
~ 4
~
80
tl::
UJ
50
/
o
A
JIf'
:IE
CI
J:
~~
(J)
~ 200
c:(
UJ
/
-r---.
l"oo" ~
80
~
en
10 ~
2
400
480
560
CAPACITY IN GPM
Fig. 19.24 Effect of oversizing a pump.
640
o
Suction Conditions and Limitations on Suction Performance
a>
2
(/)
.....
<D
a>
E
0
0
<0
0
0
C\J
<Do
::M
3,550 rpm
,
\
\
\
~
5.90 in.
1,
-.:t
-.:t
"C
C1l
Dia., in.
6.50 in.
6.20 in.
0
0
5.60 in.
5.30 in.
a>
2
C1l
~
0
<X>
0
C\J
501
0
C\J
0
<0
ll')
(/)
.....
.i!l
<D
E
<0
ll')
-.:t
0
------o _
ll')
6.50 in.
__-:::::::::~::
5.30 in.
,~~~~;;;==~~====~:~5.90
in.
w,
bhp
100
50
o
Fig. 19.25
,
10
150
M
C\J
o
o
"C
.0"
:::c
CI)
a:
z
<D
a..
200 gpm
,
20
30
Capacity
40 m3/hr.
Performance of pump with and without inducer.
define NPSH required cannot be separated from the inherent variations in the measured pump head.
Zero percent head drop has no meaning in a definition based on deviation of a measured parameter, and
therefore is not a valid definition. From the point of view of achieving rated performance, it is important
in applying the pump to know the NPSH needed to ensure it produces 100 percent head. This is one
purpose of the NPSH margin, but that value will be a conservative estimate from test data not an attempt
to discern just where the head starts to deviate from 100 percent.
These problems with lowering the defining head drop were compounded by experience that showed
some pumps were suffering severe cavitation erosion even when operating with NPSH well above that
at which there was any discernible deterioration in the total head (Fig. 19.26). This pointed to the need
to adopt another means of investigating the development of cavitation in these pumps. Flow visualization,
the technique used to verify the cavitation performance of model hydro-turbines and pump-turbines,
filled this role. Research by many investigators, [19.2], [19.3], [19.4], [19.5], [19.6] established that the
principal factors leading to rapid erosion despite high NPSH margins were the following:
• Impeller energy level, which is related to the inlet peripheral velocity, VI' Generally impellers with VI of 30
m/s (100 ft/s) and higher are considered "high energy". Specific speed does have an effect, however, and at
high specific speeds the defining limit falls to 25 m/s (80 ft/s).
S02
Suction Conditions and Limitations on Suction Performance
Fig. 19.26
Effect of erosion, noise, and pressure pulsations as available NPSH is decreased.
(Reprinted with pennission from Oil & Gas Journal, Nov. 19, 1984)
• Operating capacity as a fraction of impeller shockless capacity(l).
• Intensity of cavitation associated with suction recirculation, which generally increases with suction specific
speed, S (see chapter 22), but varies for any given S with the detail design of the impeller inlet, particularly
its vane geometry.
• Nature and temperature of the pumped liquid, with pure liquids of high specific gravity, e.g. water and water
solutions, being the most aggressive, mixtures of low specific gravity, e.g. light hydrocarbons, the least.
• Strength and resilience of the impeller material, with high strength and high resilience lowering the erosion rate.
One suggestion that arose out of flow visualization research was to redefine required NPSH as that
at the inception of caviation (Fig. 19.27). This was a philosophically "pure" concept, but one that quickly
ran afoul of practicality when it was realized that the 90 percent or more of the pumps currently giving
good service would need a significant increase in NPSH to satisfy this new definition. Following that
short flirtation with a radical definition, the needs of the pump user began to prevail. These reduce to
two simple questions:
1.
How much NPSH should be provided to ensure the pump develops essentially rated total head?
2.
How much NPSH should be provided, what materials should be used, and what precautions must be applied
in operation to obtain a reasonable life for the component parts of the pump?
In current application practice, the answers to these questions depend primarily on the energy level of
the impeller (first stage impeller of multistage pumps). The impeller categories used and the corresponding
application practice are:
High energy impellers (VI ~ 25-30 m/s (80-100 ft/s); see earlier discussion). The design or a model
(I) Capacity at which the liquid flow angle equals the impeller vane angle at the eye periphery; usually above pump BEP by
10 percent or more depending on the design.
Suction Conditions and Limitations on Suction Performance
.,
1_
POTENTIAL ....
EROSION /
NPSHd
1
NPSH
1
NPSHR
(2) ....
iI
1
I,
NPSHA
.,
"
,
503
+
-I
• '" .
"""-- '
~
__ •
/ '
1/
1
MARGIN
1
'_~_--,-+_
...... ----,,,,.
(1)-~--~
(1) Typical test characteristic
(2) Rise in characteristic observed in some tests
1
1
BEP
MAX
FLOW
Fig. 19.27 Desired relationship between available NPSH,
operating flow range.
NPS~,
and NPSH3 over a pump's
of it is verified by flow visualization to ensure cavitation develops uniformly, and to establish the NPSH
at 3 percent head drop, NPSH3, and at what NPSH the impeller is likely to suffer damage at a rate
compatible with desired impeller life. This value, which is designated NPS~, corresponds in most
practical cases to vapor cavities 10 mm (0.4 in) long. Production tests of the design or others factored
from it are by 3 percent head drop. Such impellers are applied with the available NPSH above NPS~
over the expected operating flow range (Fig. 19.27). The margin over NPSH 3 for well designed impellers
ranges from 100 to 200 percent. In applications subject to transient conditions that can lower the available
NPSH substantially, such as boiler feed, it is necessary to check that this margin is sufficient to prevent
the pump from flashing during the transient (see chapter 26).
Medium and low energy impellers. Pumps that fall into this category-more than 90 percent of
applications-are applied with various margins over NPSH3• The magnitude of the margin is sufficient
to: a) ensure the pump develops essentially rated total head, and b) from experience, avoid serious
cavitation erosion in impellers of moderate suction specific speed (see Chapter 22 for a detailed discussion
of the effect of suction specific speed on impeller erosion). Table 19.2 summarizes typical margins for
both categories of impellers. These margins assume impellers of adequate materials (see Chapter 17).
The lower margin value for each application corresponds to low energy impellers, those whose inlet
peripheral velocity, VI. is 15 m/s (50 ft/s) or lower.
In assessing past experience against these margins, it is important to recognize that many, if not in
fact most, centrifugal pumps normally operate with a greater NPSH margin than that given by the
difference between the NPSH available from the data sheet and NPSH3 for the pump. The additional
504
Suction Conditions and Limitations on Suction Performance
Table 19.2
Typical NPSH Margins
Application
Cold water
Hydrocarbon
Boiler feed-small
High energy
NPSH Margin
(% of NPSH3)
35-50(1·2)
10(1)
50(3)
100-200
Notes:
1. 1 m (3 ft) minimum
2. Varies with pump size
3. Pumps to 1,850 kW (2,500 HP) at
3,600 RPM
margin generally comes from conservatism in plant design by using an abnonnally low liquid level, an
abnonnally high liquid temperature if the suction vessel is not saturated, an abnonnally high suction
line friction loss, or a combination of all three. This is not always a conservative approach since it can
lead to a pump that operates poorly all the time rather than cavitating on the few occasions extreme
suction conditions are encountered (see Chapter 22). If we, pump users and manufacturers alike, are to
refine the application of centrifugal pumps in tenns of cavitation, it is important that the data used are
accurate. This means the stated NPSH available should be that under nonnal conditions with the minimum
under extreme conditions given for additional infonnation.
Doolin [19.7] has proposed a general approach to the question of impeller life. By this method, a
series of factors is applied to detennine the relative life of a given impeller in various applications. The
factors considered are:
•
•
•
•
•
•
•
•
Actual margin over NPSH3
Thermodynamic properties of the pumped liquid
Corrosiveness of the pumped liquid
Impeller material
Operating speed
Off-design operation
Suction specific speed
Pump duty cycle
The NPSH margin is assumed in all cases to be sufficient to allow the pump to produce rated head.
And all the factors assume the suction piping is able to deliver unifonn. swirl-free flow to the impeller
(see Chapter 28).
With a "base" impeller life and a "standard" value of NPSH required, this method can be used to
determine the NPSH that should be made available to ensure the pump impeller achieves its desired life
in any given service. Because the calculation is relative, the "standard" NPSH required can be whatever
is convenient. which today is NPSH3• The difficulty with this approach is detennining the value of the
various "life" coefficients. At the present state of the art, we have only meager data on the effect of the
numerous factors known to affect impeller life, and are hampered in improving those data by the difficulty
of carrying out qualified erosion rate tests. The saving grace is that reasonable data are available for the
effect of water, both cold and hot. on various materials. Since water has a very high potential for causing
Suction Conditions and Limitations on Suction Performance
505
cavitation erosion, the data that are available allow adequate designs for those services. The lack of data
for other liquids may mean that today's applications involving these liquids are overly conservative, but
that is both a safe approach and an opportunity for the future.
Taking account of where we are today and noting the progress being made in cavitation research,
the future holds the possibility of being able to state the required NPSH in terms of a given life, what
we might term NPSHLxo with the value "x" being selected at the design stage taking account of the cost
of impeller replacement versus the cost of providing various amounts of NPSH. In this connection,
Vlaming [19.4] has already proposed 40,000 hours impeller life as a standard and presented means to
estimate the NPSH that must be provided to achieve it. More recently pump manufacturers, [19.8],
[19.9], have reported the development of computer models able to estimate impeller life and the probability
that the estimated life will be achieved. These computer models are based on correlations of cavitation
intensity and impeller erosion rate. Cavitation intensity is, in tum, derived from bubble length and
cavitation noise measurement. Although these models are not yet in wide use, and don't take into account
all the factors involved in the complex phenomenon of cavitation, they do represent a notable step toward
being able to assess impeller life in terms of cavitation erosion in the same way we now treat other
components of turbomachines such as bearings and shafts.
BIBLIOGRAPHY
[19.1] ANSI/HI 1.6, 1994, Centrifugal Pump Test, Hydraulic Institute, Parsippany, NJ, USA.
[19.2] Robert R. Ross, Theoretical Predictions of Net Positive Suction Head Required (NPSHR) for Cavitation Free
Operation of Centrifugal Pumps, United Centrifugal Pumps, San Jose, USA. [or similar paper by Johnson
that preceded this].
[19.3] E. Grist, Net Positive Suction Head Requirements for Avoidance of Unacceptable Cavitation Erosion in
Centrifugal Pumps, I. Mech. E Paper C163n4, London, 1974.
[19.4] D.J. Vlaming, A Methodfor Estimating the Net Positive Suction Head Required by Centrifugal Pumps, ASME
Paper No. 81-WA/FE-32, 1981.
[19.5] P. Cooper and F. Antunes, Cavitation Damage in Boiler Feed Pumps, Symposium Proceedings: Power Plant
Pumps-The State of the Art, EPRI CS-3158, July 1983, pp. 2-24 to 2-49.
[19.6] B. Schiavello, Visual Study of Cavitation-An Engineering Tool to Improve Pump Reliability, EPRllst
International Conference on Improved Coal Fired Power Plants, Palo Alto, California, November 19-21, 1986.
[19.7] J.H. Doolin, Judge Relative Cavitation Peril with Aid of These 8 Factors, Power Magazine, pp. 77-80,
October 1986.
[19.8] J.F. Gulich and S. Pace, Quantitative Prediction of Cavitation Erosion in Centrifugal Pumps, Proc. of the
13th IAHR Symposium on Progress in Technology, Montreal, Canada, September 1986, Paper #42.
[19.9] B. Schiavello and M.R. Prescott, Field Cases Due to Various Cavitation Damage Mechanisms: Analysis and
Solutions, Porch. EPROM Symposium: Power Plant Pumps, June 1991, Tampa, Florida.
20
System-Head Curves
A centrifugal pump must be suitable for operation with the system in which it is used. To select a
suitable pump, the characteristics of the system must be considered. It is usually easy to determine the
characteristics of the system, but, occasionally, a complicated system that requires analysis of each of
its parts is encountered. It is not possible to provide a detailed analysis of every type of problem that
may be encountered when using centrifugal pumps. However, the following discussion of a few typical
examples will acquaint the reader with the general method of solving such problems.
The total operating head for a given capacity through a system is the algebraic sum of the static head
from supply level to discharge level (Hst ); the terminal pressure minus the suction pressure (P rIPs); all
friction losses at this capacity (hI); and the entrance and exit losses (h j and he). These values are expressed
in meters (feet) of the liquid being handled (see Fig. 18.15).
Ideally, the simplest system would have only one static head. In an actual system, there would also
be some friction losses. If there is no static head component and no difference in pressure on the suction
and discharge liquid levels (Fig. 20.1), the head would be entirely frictional.
CAUSES OF FRICTION
The characteristics of the flow of liquid in a pipe vary with the velocity. When the velocity is very low,
the flow is laminar. Under these conditions, the effect is that of concentric cylinders of the liquid shearing
past each other in an orderly fashion. The greatest velocity is at the center of the pipe; the velocity falls
to zero at the pipe walls. With water, laminar flow occurs when the average velocity is very low. As a
result, laminar flow with water is rarely encountered in normal applications. As the average velocity of
the liquid is increased, the flow becomes turbulent. Under turbulent flow conditions, the axial velocity
measured across the pipe diameter is more uniform than in laminar flow; the flow is laminar in an area
adjacent to the pipe walls. The average velocity at which the flow changes from laminar to turbulent is
not absolute; there is a critical range in which the character of the flow may be of either type.
The flow of any liquid is accompanied by two types of friction: internal friction caused by the rubbing
of the fluid particles against one another and external friction caused by the rubbing of the fluid particles
506
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
System-Head Curves
DISCHARGE PIPING
ONE a-IN. CHECK VALVE
ONE a-IN. GATE VALVE
ONE 8- x 12-IN. INCREASER
3,000 FT OF 12-IN. PIPE
TWO 12-IN. LONG RADIUS ELBOWS
THREE 12-IN. 45 DEG ELBOWS
SUCTION PIPING
ONE 10- xI2-IN. REDUCER
ONE 12-IN. LONG RADIUS ELBOW
20 FT TOTAL OF 12-IN. PIPE
Fig. 20.1
507
Simple pumping system with head that is entirely friction.
against the pipe walls or against the static layer of liquid adhering to the walls. Energy must be expended
to overcome this friction.
If the flow is turbulent, the friction developed is partly dependent on the roughness of the walls.
Because the interior surfaces of pipes of the same material are practically the same irrespective of
diameter, small pipes are relatively rougher than large ones. Thus, for equal velocities, the larger the
pipe, the smaller will be the friction loss. The roughness of the pipe wall also depends on the material
from which the pipe is made and, after the pipe has been in service, on any change that occurs at the
inner surface.
Numerous pipe friction experiments and studies have been made, and a great number of tables and
charts are available. The Williams and Hazen tables are one of the earlier standards for water and have
been found particularly reliable for cast-iron pipes of 3-in. or larger diameter. These tables are based
on an empirical formula that can be modified to the following form:
hi = 10.45 (QIC)L852(L/(N 87
where hi =loss in head for length L, in feet of water
Q = flow, in gallons per minute
d =inside diameter of the pipe, in inches
C =coefficient of pipe smoothness
L = length of pipe, in feet
The coefficient C is an index of the smoothness of the interior pipe surface (the smoother the pipe
interior, the higher the C value), and the selection of the proper value of this coefficient will determine
the accuracy of the friction head loss calculated for any problem. For new unlined cast-iron pipe, a C
of 130 is the common value, but some new pipes in which the friction head losses indicate C values of
140 or higher have been encountered. Pipes coated on the interior to give a smoother surface naturally
have a higher C value. There are also records of pipes made of rolled metal and very smooth cement
that have C values of 145 to 150 or higher.
50S
System-Head Curves
Most pipes deteriorate with age, and thus the C value becomes lower. This decrease in C value or
increase in friction head loss depends upon the material of the pipe, the pipe coating used (if any), and
the character of the water. Therefore, any C value selected for an old pipe represents a pure guess. When
it is necessary to ascertain friction head losses in such pipe, a test should be made, if possible, to find
the friction loss at some known capacity so that the coefficient can be approximated. If such a test cannot
be made, some guide to indicate the average C change with age is desirable. Figure 20.2 shows in chart
form the coefficients that might be expected for cast-iron pipes handling soft, clear, unfiltered water.
Pipes carrying water that has been filtered but not chemically treated have been found to deteriorate
less rapidly than pipes handling unfiltered water. Chemically treated waters have sometimes been found
to produce more corrosion in the pipe than untreated water. Brackish water usually results in increased
tuberculation. Some moderately hard waters have been found to cause a slow rate of deterioration. On
the other hand, they are also capable of depositing calcium carbonate on the interior of the pipe, thus
both reducing its size and increasing its roughness. Smooth cement and cement-lined pipes have been
found to maintain a high C value for many years.
140
I
'NEW'
130
I 30
II:
S'YEARS
120
\)
...:
Z
....
2
~
~
....0
liD
100
-
Z
....
N
c(
:J:
./
•
Z
c(
<II
:E
!!
,J
90
0
80
~
~
i
70
,/'
V
~
~
./
/
/
60
3
Zo
Qo
~-
10 yEARS
..,..",.. ~
u
,
~
i"""
4
~
".,..,..
~..J
I 00
~
~
~
,/
,r
",
~
8
10
1.2
~Z
a. ....
1.4
ell:'
Z
-en
Z ....
".,.
"". i-""
l JA~
)9-
Q\)
~c(
~ 'liAR"!.
""""
~~
~
i"'"""
-
:J:
-:;,
:E~
1I:c(
1.6
1.8
~>
~\)
II:~
Oz
.......
.... 11:
2.0
..J ....
c(~
u~
enO
60
6
1.0
II:
~'ARS
~
,
5
....:;,
--.-- io""""
~
...i o....
YEiRS
J
25 yEARS
.",...
~
V
~
I""'"
"" /
V
u~
I 10
26 yJARS
"""".
.
00
... -,
I 20
12 14 16 1.20 24
3036 4248
2.5
60
INSIDE DIAMETER OF PIPE. IN INCHES
Fig.20.2
Change in Williams and Hazen coefficient C with years of service, for cast-iron pipes handling soft,
clear unfiltered water.
System-Head Curves
509
All these possibilities make it difficult to select, with any assurance of accuracy, the proper coefficient,
so that any guide should be used with reservations. In important studies it is often possible to locate a
similar installation and use the head losses obtained on that installation as a guide.
ESTIMATING FRICTION LOSS
When selecting pumping machinery, it is particularly desirable to consider the friction head loss that
may occur when the installation is new, as well as that which may result some years after it has been
in service. Most charts and tables based on the Williams and Hazen formula have been made for a C
value of 100, which is approximately the value expected for pipe that is 15 years old. A C value of 100
is commonly used as a design value; no calculation is made to determine the friction when the installation
is new. This practice tends to distort the problem of compensating for friction losses, and may result in
trouble when centrifugal pumps are used. For example, in a new installation in which most of the
pumping head is friction, the actual friction head would be lower than that allowed for in the selection
of the pump. As a result, the pump would deliver more capacity at some reduced head that would equal
the system head. The increased capacity would depend on the pump characteristics and the increase in
system head with capacity, but might be 15 to 25 percent more than the capacity for which the pump
was selected. Operation at this increased capacity might cause the pump to require more power, thus
overloading the driver. If the installation was such that the available net positive suction head (NPSH)
at the design capacity exceeded only slightly the NPSH required by the pump for this capacity, the
resulting increase in pump capacity with the lower operating head would result in cavitation.
Table 20.1 shows pipe friction losses for 3-in. to 24-in. inside diameter pipes based on the Williams
and Hazen formula with C of 100. The usual values of C for new pipe are:
Smooth, unlined cast iron
Asphalted cast iron
Cement asbestos
Very smooth cement or cement-lined cast iron
Ordinary cement
Drawn steel or wrought iron
Riveted steel
130
140
130-140
130-140
110-120
130-140
90-110
Conversion factors for changing friction values based on C = 100 to other values are indicated on
the right-hand side of Fig. 20.2. For example, with a flow of 700 gpm through a 6-in. pipe, the friction
head loss is 6.23 ft per 100 ft of pipe with C = 100. For C = 130, the conversion factor is 0.613;
therefore, the friction head loss will be 6.23 x 0.613 or 3.83 ft per 100 ft of pipe.
Steel and wrought-iron pipes are used extensively in sizes up to 8 in. and larger with cold water. In
drainage and irrigation work, steel pipe is used almost exclusively with larger sizes fabricated of steel
plate. Cast-iron pipe is now seldom used for water lines in sizes less than 3 in. Most long water lines
are cast iron, although plastic is growing in popUlarity for smaller diameter lines. Cement asbestos is
not used in new lines today. Steel pipe is made with the same outside diameter for a number of different
weights or wall thicknesses. Therefore, the inside diameter will not be the same as the nominal diameter,
and the friction losses for a given capacity must be corrected for such differences. With steel and
wrought-iron pipe, it is more difficult to predict the change in friction head that will result when the
pipe becomes older than it is to predict the changes in cast-iron pipes. In some situations, the pipe
decreases in area due to tuberculation, while in other situations the pipe corrodes and the film is washed
...
~
u.
300
350
400
450
500
550
600
650
700
750
800
900
1,000
1,100
1,200
100
125
150
175
200
225
250
275
90
50
60
70
80
40
30
gpm
f
0.99
1.13
1.28
1.42
1.56
1.70
1.84
1.99
2.13
2.27
2.55
2.83
3.12
3.40
0.059
0.076
0.094
0.114
0.136
0.160
0.186
0.214
0.242
0.273
0.339
0.412
0.492
0.578
12-in. ID pipe
VI
f
0.94
1.04
1.15
1.25
1.36
1.46
1.56
1.67
1.88
2.08
2.29
2.50
0.044
0.054
0.064
0.076
0.088
0.100
0.114
0.129
0.160
0.195
0.232
0.273
14-in. ID pipe
v
f
13.6
15.9
18.2
37.9
50.4
64.6
0.82
0.98
1.14
1.31
1.47
1.63
2.04
2.47
2.86
3.27
3.68
4.08
4.50
5-in.
v
4.90
5.72
6.54
7.36
8.18
8.99
9.81
10.6
11.4
12.3
ID pipe 13.1
14.7
0.034 16.3
0.041
18.0
0.048
9.34
12.4
15.9
19.8
24.1
28.7
33.7
39.1
44.9
0.131
0.224
0.338
0.475
0.631
0.808
1.01
1.22
1.85
2.59
3.44
4.41
5.48
6.67
7.96
0.77
1.02
1.28
1.53
1.79
2.04
2.30
2.55
3.19
3.83
4.47
5.10
5.74
6.38
7.02
0.534
0.910
1.38
1.92
2.56
3.28
4.08
4.96
7.50
10.5
14.0
17.9
22.3
27.1
32.3
1.36
1.81
2.27
2.72
3.18
3.63
4.08
4.54
5.68
6.81
7.95
9.08
10.2
11.3
12.5
f
ID pipe
v
ID pipe 4-in.
f
3-in.
v
7.65
8.93
10.2
11.5
12.8
16-in. ID pipe
14.0
15.3
0.96 .039
18-in. ID pipe 16.6
1.04 .046
1.12 .052
17.9
1.20 .060
0.95 0.034
1.01 0.038 20-in.
1.28 .067
1.44 .084
1.13 0.047
1.60 .102
1.26 0.057 1.02
1.76 .121
1.39 0.068 1.12
1.51 0.080 1.23
1.92 .143
v
3.13
4.20
5.38
6.68
8.12
9.69
11.4
13.2
15.1
17.2
19.4
24.1
29.3
35.0
0.114
0.160
0.213
0.273
0.339
0.412
0.623
0.874
1.16
1.49
1.85
2.25
2.68
ID pipe
f
1.30
1.73
2.21
2.75
3.34
3.99
4.68
5.43
6.23
7.08
7.98
9.92
12.1
14.4
16.9
0.088
0.112
0.139
0.170
0.256
0.360
0.478
0.613
0.762
0.926
1.11
0.79
0.91
1.02
1.14
1.42
1.70
1.99
2.27
2.55
2.84
3.12
3.41
3.97
4.54
5.10
5.68
6.24
6.81
7.38
7.94
8.51
9.08
10.2
11.4
12.5
13.6
ID pipe
f
6-in.
v
0.320
0.425
0.545
0.678
0.823
0.982
1.15
1.34
1.53
1.74
1.97
2.44
2.97
3.55
4.17
0.089
0.118
0.151
0.188
0.228
0.272
0.96
1.12
1.28
1.44
1.60
1.76
1.91
2.23
2.55
2.87
3.19
3.51
3.82
4.15
4.47
4.78
5.10
5.74
6.38
7.02
7.66
ID pipe
f
8-in.
v
f
1.23
1.43
1.63
1.84
2.04
2.24
2.45
2.65
2.86
3.06
3.26
3.67
4.08
4.50
4.90
1.02
1.12
0.108
0.144
0.184
0.228
0.278
0.331
0.389
0.452
0.518
0.589
0.666
0.825
1.00
1.20
1.41
0.077
0.092
IO-in. ID pipe
v
Table 20.1 Velocity and Friction Head Loss in Old Piping
Friction values apply to cast-iron pipes after 15 years service handling average water. Based on Williams and Hazen's formula with C = 100 .
300
350
400
450
500
550
600
650
700
750
800
900
1,000
1,100
1,200
100
125
150
175
200
225
250
275
90
50
60
70
80
40
30
gpm
........
III
12-in.
3.69
3.97
4.25
4.54
5.11
5.67
7.09
8.51
9.93
11.3
12.8
14.2
15.6
17.0
18.4
19.9
ID pipe
0.671
0.770
0.875
0.985
1.22
1.49
2.25
3.16
4.20
5.38
6.68
8.13
9.70
11.4
13.2
15.2
14-in.
2.71
2.92
3.12
3.33
3.75
4.17
5.21
6.25
7.29
8.33
9.38
lOA
11.5
12.5
13.6
14.6
15.6
16.7
18.8
Continued
ID pipe
0.316
0.363
00413
00465
0.578
0.703
1.06
1.49
1.98
2.54
3.15
3.83
4.58
5.38
6.24
7.16
8.13
9.16
11.4
16-in.
2.08
2.24
2.40
2.55
2.87
3.19
3.99
4.78
5.59
6.39
7.18
7.98
8.78
9.68
lOA
11.2
12.0
12.8
1404
16.0
17.6
19.2
ID pipe
0.165
0.190
0.215
0.243
0.302
0.367
0.555
0.778
1.04
1.33
1.65
2.00
2.39
2.81
3.26
3.74
4.24
4.79
5.95
7.24
8.63
10.1
·Velocity, in feet per second.
lfriction head loss, in feet of water per 100ft of pipe.
1,300
1,400
1,500
1,600
1,800
2,000
2,500
3,000
3,500
4,000
4,500
5,000
5,500
6,000
6,500
7,000
7,500
8,000
9,000
10,000
11,000
12,000
13,000
14,000
15,000
16,000
18,000
20,000
25,000
Table 20.1
18-in.
1.64
1.76
1.89
2.02
2.27
2.52
3.15
3.78
4.41
5.04
5.67
6.30
6.93
7.56
8.19
8.82
9045
10.1
11.3
12.6
13.9
15.1
1604
17.6
18.9
ID pipe
0.093
0.107
0.121
0.137
0.170
0.207
0.312
00438
0.583
0.746
0.928
1.13
1.35
1.58
1.83
2.11
2.39
2.69
3.39
4.07
4.86
5.71
6.62
7.59
8.63
20-in.
1.33
1.43
1.53
1.63
1.84
2.04
2.55
3.06
3.57
4.08
4.59
5.10
5.61
6.12
6.73
7.15
7.66
8.17
9.18
10.2
11.2
12.3
13.3
14.3
15.3
16.3
1804
ID pipe
0.056
0.064
0.073
0.082
0.102
0.124
0.187
0.262
0.349
0.447
0.555
0.675
0.806
0.947
1.10
1.26
1.43
1.61
2.01
2.44
2.91
3042
3.96
4.54
5.27
5.82
7.24
6-in. ID pipe
24-in. ID pipe 14.8 19.6
15.9 22.5
1.06 0.030 17.0 25.5
1.13 0.034 18.2 28.8
1.28 0.042
1.42 0.051
1.77 0.077
2.13 0.108
2.48 0.143
2.83 0.184
3.19 0.228
3.54 0.278
3.90 0.332
4.25 0.390
4.61 00452
4.96 0.518
5.32 0.589
5.66 0.664
6.38 0.825
7.09 1.00
7.80 1.20
8.51 1.41
9.12 1.63
9.93 1.87
10.6 2.13
11.3 2040
12.8 2.98
14.2 3.62
17.7 5048
8-in. ID pipe
8.30 4.83
8.93 5.54
9.55 6.30
10.2 7.10
11.5 8.83
12.8 10.7
16.0 16.2
19.1 22.8
lO-in.
5.31
5.72
6.12
6.53
7.35
8.17
10.2
12.3
14.3
16.3
1804
ID pipe
1.63
1.87
2.13
2.39
2.98
3.62
5048
7.67
10.2
13.1
16.3
1,300
1,400
1,500
1,600
1,800
2,000
2,500
3,000
3,500
4,000
4,500
5,000
5,500
6,000
6,500
7,000
7,500
8,000
9,000
10,000
11,000
12,000
13,000
14,000
15,000
16,000
18,000
20,000
25,000
512
System-Head Curves
away. With smaller steel piping, it is best to consider what the friction head will probably be when the
pipe is new and to make allowance for an increase in the loss based on local conditions. If a basis of
comparison is not available, an increase in friction of 25 percent with age would be a reasonable allowance.
A general solution for the head loss caused by incompressible flow in piping is given by the DarcyWeisbach equation [20.1]
where:
hI
ht =head loss caused by friction,
=j(UD)(V'l!2g)
in meters (feet) of liquid
L = length of straight pipe run, in meters (feet)
D = inside diameter of the pipe, in meters (feet)
V = average liquid velocity, in m/s (ft/s)
g = acceleration due to gravity; 9.S1 m/s2 (32.2 ft/s 2)
1 =friction factor
The value of the friction factor, f, depends on the relative roughness of the pipe, kID, and the Reynolds number
Re = VDlv
where: k = pipe roughness, in m (ft)
v = kinematic viscosity, in m2/s (ft2/s)
For laminar flow, Re < 2,320, the value of / is independent of the relative roughness of the pipe bore,
and is given by the Hagen-Poiseuille equation
1 = 64IR e
The flow in most pumping applications is turbulent with Re > 2,320, for which the value of/is determined
from the Prandtl-Colebrook equation
1/"1 = -2log (2.51/R;.JI + kI3.71D)
For the limiting case of hydraulically "rough" piping, R.(k/D) > 1,300, the value of/can be determined
from the simpler Nikuradse equation
INI = 1.14 -
2log(klD)
Typical values of k are:
k
Pipe material and lorm
Smooth; plastic, glass, copper, brass;
drawn, extruded, ground finish
Cast iron, cement lined
Cast iron, asphalt lined
Cast iron, unlined, new
Cast iron, encrusted
Seamless steel, new
Welded steel, new
Galvanized steel
Welded steel, corroded
Concrete, new, rendered
Heavily encrusted, timber, masonry
mm
up to 0.002
in
SOJ1in
0.025
0.10-0.15
0.15-0.25
1.5-3.0
up to 0.05
0.05-0.10
up to 0.15
0.15-0.20
0.20-0.S0
0.5-2.0
0.001
0.004-0.006
0.006-0.010
0.060-0.120
up to 0.002
0.002-0.004
up to 0.006
O.OO6-O.00S
0.OOS-O.030
0.20-0.S0
System-Head Curves
513
To allow estimates of piping friction loss without having to repeatedly solve the Prandtl-Colbrook
equation, charts or tables are often used. Table 20.2(a) [20.2] gives friction losses in metric units for
liquids of v = 1.236 mm 2/s (pure fresh water at 12°C or 54°F) and k = 0.10 mm. Friction losses in pipes
with k other than 0.10 mm, are determined by applying the correction factor from Table 20.2(b). Table
20.2(c), drawn from data published by the Hydraulic Institute [20.3], shows friction losses in US units
for liquids of v = 1.130 mm2/s (l2.16xlO-6 ft 2/s; equal to pure fresh water at 60°F) and k = 0.05 mm
(0.002 in or 0.00015 ft).
I~.5
2
I
,
3
5 6
flowa,ele 0
Flowrate 0 In m'lh 20
3O~
& 10
eo 100
60
200
In
60
50
40
JO
.
600 800 1000
_I
I
"
2o
dl
I
§
0.&
;;;
0.6
0.5
Co
:t
".,.
10
~
~
&
I'll
"
~
l'
's
5
S
<
$
3
r{
1
111
V
...
2
''/s
!!
i
"'·,6
r---.
...
~s
.
co
c
E
I 00
"'
~IL
<
27-
50000
$
y.....
6
5
Co
20 000
50
50
<0
&
c,
'0
10000
10
~
0
3
5000
......
::;
"!O
m' /h - -
t!
0
Qj
In
2000 JOOO
I ~.~
l'.
.
JOO
0.1
~
0.2
~s
11
04
Il'
II
0.6
0oS
IS;
I
V
...
...
0'
oa
"!- ...
004
001
001
l-
~
f'
0.02
'll
-.....
001
0.5
3
< 5 6
&10
Flowrale
203040
a In m )/h
-
60
eo 100
200 JOO
2000 JOOO 5000
FlowratftO inm'/h _
_
600 1001000
Table 20.2(a) Head loss, hI' per 100 m of straight pipe.
(Based on Prandtl-Colebrook equation with k = 0.1 mm, turbulent flow, and v
(pure fresh water at 12°C).
10000
20000
= 1.2136 mm2/s
~
...,
~
O.OS
~
J.
~
0.2
0,06
0.02
i
~
0.0&
o,00.
8
0.3
0-'
Q06
0.os
!!
E
.' =
0
I
'J
0,1
00&
~
1.,/
11$
I
l',
'tl
'0
;:
'"c
II'
"
11,
0,4
!2
"-s
~
I
.
E
8.
'c,
0&,01
514
System-Head Curves
2.1
U
'r-...
r--..r-...
2.6
I" '
2.4
.........
r-....
2.2
2.0
i"-. ........
.........
~
..........
1.8
t"-.
(;
U
~
c:
I""-
~
f'..
r... ~~
1.&
" I'r--
,
. . . r-
2.6
'-!,I
2.4
"~~
r--
r-- ~..~
i'"- r-!-.: I
......
~
r- r- "'1-
l"'- I"'-
I'-~ r-
I.'
" • 0.25 mm
II .'0.1
1.0
U
~
c:
.~
U
1.4
1.2
~
(;
I.)
1.2
~~
1.0
k • 0.05 mm
0.1
o•
I.e
(;
1.4
o
2.2
2.0
r--r--
U
(;
r- 1"-1'-
"'",
.~
I.)
r--t---.,
0.'
1-":0.01 mm_
,...
o" 25
• ~ , ml,
y! 1 m~'
y. 1m"
j
2
;0
iO
85
D.gs
eo
I
0.s
)()
200
400 Soo! 00
nominal pipe diameter in mm.
100
15()
8)0 1100
mm
2t,a
.6
Table 20.2(b) Correction factors for roughness k ± 0.1 mm.
For k = 0.05 to 3.0 mm the differences between the correction factors due to flow velocity can be neglected,
therefore average values are shown. However, for k = O.OJ mm the effect of flow velocity must be taken
into consideration.
...
III
III
0.10
0.13
0.23
0.34
0.48
0.63
0.82
1.00
1.24
1.82
2.55
3.40
4.35
5.44
6.59
1.01
1.26
1.51
1.76
2.01
2.27
2.52
3.15
3.78
4.40
5.04
5.66
6.29
0.12
0.18
0.25
0.34
0.43
0.54
0.65
1.00
1.39
1.90
2.40
2.98
3.68
2.83
4.88
7.12
15.0
25.6
0.11
0.39
0.82
1.37
2.08
5-in. pipe
(5.047-in. 10)
1.12
0.11
1.28
0.15
1.44
0.18
0.22
1.60
2.00
0.33
2.40
0.47
2.80
0.62
3.20
0.80
0.97
3.60
4.00
1.19
0.81
0.97
1.30
1.62
1.94
2.27
2.59
2.91
3.24
4.05
4.86
5.66
6.48
7.30
8.10
25
30
40
50
60
70
80
90
100
125
150
175
200
225
250
4-in. pipe
(4.026-in 10)
f
I-in. pipe
(1.049-in. 10)
v
(3V2-in. pipe
(3.548-in. 10)
f
2.23
2.97
3.71
5.56
7.41
v
6
8
10
15
20
h/
2
3
4
5
VI
0.37
0.74
1.11
1.49
1.86
gpm
f
10.3
14.4
0.76
1.29
1.95
4.06
6.80
0.10
0.21
0.36
0.54
1.11
1.39
1.66
1.94
2.22
2.50
2.77
0.09
0.13
0.18
0.24
0.31
0.38
0.47
6-in. pipe
(6.065-in. 10)
5.35
6.43
1.28
1.72
2.14
3.21
4.28
0.43
0.64
0.86
1.07
1V4-in. pipe
(1.380-in. 10)
v
v
f
1.44
1.60
0.10
0.12
8-in. pipe
(7.981-in.lO)
4.70
6.60
11.2
16.6
0.35
0.61
0.90
1.87
3.12
0.95
1.26
1.57
2.36
3.15
3.94
4.72
6.30
7.87
0.10
0.17
0.26
0.47
0.63
0.79
1V2-in. pipe
(1.61O-in 10)
Table 20.2(c) Velocity and Friction Head Loss in New Piping
Friction values apply to Schedule 40 (standard weight) steel pipe carrying water.
f
2.38
2.86
3.82
4.77
5.72
6.68
7.62
8.60
9.56
0.57
0.76
0.96
1.43
1.91
1.39
1.92
3.35
5.00
7.00
9.40
11.9
14.7
18.7
0.10
0.17
0.26
0.54
0.92
2-in. pipe
(2.067-in. 10)
v
f
1.67
2.00
2.68
3.34
4.02
4.68
5.35
6.02
6.70
8.37
10.0
11.7
0.67
1.00
1.34
0.58
0.81
1.36
2.06
2.85
3.80
4.95
6.05
7.47
11.1
15.4
20.8
0.11
0.23
0.38
2Y2-in. pipe
(2.469-in. 10)
v
f
1.08
1.30
1.73
2.16
2.60
3.03
3.46
3.89
4.34
5.41
6.50
7.58
8.66
9.75
10.8
0.87
0.20
0.28
0.47
0.72
0.99
1.33
1.72
2.13
2.58
3.90
5.44
7.30
9.18
11.6
14.0
0.13
3-in pipe
(3.068-in. 10)
v
25
30
40
50
60
70
80
90
100
125
150
175
200
225
250
6
8
10
15
20
2
3
4
5
gpm
!Jl
...
0\
4-in. pipe
(4.026-in. ID)
6.92
4.35
7.55
5.04
8.80
6.85
10.1
8.67
11.3
10.9
12.6
13.3
13.9
16.0
19.1
15.1
5-in. pipe
(5.047-in. ID)
4.40
1.43
4.80
1.65
5.60
2.21
6.40
2.89
7.20
3.56
8.00
4.36
8.80
5.17
6.16
9.60
10.4
7.22
11.2
8.29
12.0
9.40
12.8
10.3
13.0
14.4
15.8
16.0
19.0
17.6
'Velocity, in feet per second.
2Priction head loss, in feet of water per 1()() ft of pipe.
275
300
350
400
450
500
550
600
650
700
750
800
900
1,000
1,100
1,200
1,300
1,400
1,500
1,600
1,800
2,000
2,500
3,000
3,500
4,000
4,500
5,000
5,500
6,000
Continued
3Y2-in. pipe
(3.548-in. ID)
8.91
7.90
9.72
9.30
11.3
12.2
13.0
15.9
14.6
20.0
Table 20.2(c)
6-in. pipe
(6.065-in. ID)
3.05
0.56
3.32
0.66
3.88
0.88
4.44
1.12
4.99
1.40
5.54
1.72
2.06
6.10
6.65
2.42
7.20
2.78
7.75
3.25
8.31
3.63
8.87
4.11
9.96
5.12
11.1
6.17
12.2
7.45
8.73
13.3
14.4
10.2
15.5
11.9
16.7
13.2
17.8
15.0
20.0
18.5
8-in. pipe
(7.981-in. ID)
1.76
0.15
1.92
0.17
2.24
0.23
2.56
0.29
2.88
0.37
3.20
0.45
3.52
0.55
3.84
0.63
4.16
0.73
4.47
0.85
4.80
0.97
1.11
5.11
5.75
1.33
6.40
1.64
7.04
1.98
7.67
2.36
8.31
2.71
8.95
3.10
9.60
3.49
10.2
3.92
11.5
4.99
12.8
5.96
16.0
9.00
19.2
12.5
22.4
16.6
1.62
1.82
2.03
2.23
2.44
2.64
2.84
3.04
3.25
3.65
4.06
4.46
4.87
5.27
5.68
6.09
6.49
7.30
8.11
10.2
12.2
14.2
16.2
18.3
20.3
22.3
24.4
0.10
0.12
0.15
0.18
0.21
0.24
0.28
0.31
0.35
0.44
0.55
0.64
0.75
0.88
1.02
1.18
1.31
1.60
1.97
2.95
4.15
5.60
6.90
8.80
10.8
13.0
15.3
lO-in. pipe
(1O.020-in. ID)
3-in. pipe
(3.068-in. ID)
11.9
16.9
13.0
19.6
275
300
350
400
450
500
550
600
650
700
750
800
900
1,000
1,100
1,200
1,300
1,400
1,500
1,600
1,800
2,000
2,500
3,000
3,500
4,000
4,500
5,000
5,500
6,000
System-Head Curves
517
FRICTION LOSS IN VALVES AND FITTINGS
When liquid flows through valves, elbows, tees, and other fittings, there will be a frictional loss_
Irrespective of the pipe size, these losses in fittings and valves can be expressed as percentages of the
velocity head and may be calculated by the formula:
where hI = head loss, in meters (feet) of liquid
K = constant (depending on the fitting design)
V = nominal liquid velocity, in mls (ft/s)
g = acceleration due to gravity; 9.81 mls 2 (32.2 ft/s 2)
Values of K for common fittings, valves, and other resistances to flow have been determined experimentally.
Type of resistance
Globe valve
Angle valve
Fully open swing check valve
Close return bend
Standard tee acting as elbow
Standard elbow
Long-sweep elbow
45-deg elbow
Fully open gate valve
K value
10
5
1.5-2.5
2.2
1.8
0.9
0.6
0.4
0.2
The K values for various types of entrances are shown in Fig. 20.3. The K values for sudden
enlargements and sudden contractions are shown in Figs. 20.4 and 20.5.
There is such a wide variation in the design of check valves that it is impossible to give any general
values of K. In the swing-type valve, the disk is opened by the force of the flowing liquid. Thus, at low
velocities when the disk is not fully open, the flow is throttled and the loss measured in terms of the
velocity head is greater than at higher velocities. Very few data have been published on the loss in swing
check valves. One manufacturer provides a chart for equivalent length of pipe that gives values of K
2.0, approximately, for valves of 3-in. to 24-in. size. Assumptions of a K value of 2.5 for I-in. valves,
2.0 for 2-in. valves and 1.5 for lO-in. and larger valves should give reasonable friction head allowances.
A check valve using a disk hinged slightly above its center has become quite popular. Published data
on two sizes of this type of valve indicate a K value of about 0.3 at all velocities. Fully open butterfly
valves should have K values in this range.
In many municipal or other important installations of large or fairly large size, a combined check
and stop valve design made on the principle of the plug cock, with the plug rotated by an external
mechanism, is used. This special valve has a straight full-size passage when fully open, and should have
a loss no greater than a section of pipe of the same length.
A flap valve is a form of a check valve used on the end of a pipe. The flap is quite light in most
designs. Some special designs with the flap partially counterweighted have also been made. Flap valves
have very low losses even at low velocities when the disk is not raised very high by the flow. In most
designs, a loss of 0.06 m (0.2 ft) of water irrespective of velocity should be ample allowance. The exit
loss equal to the velocity head at the valve must also be added. Losses in multiported check and foot
=
518
System-Head Curves
PLAIN END PIPE PROJECTING THROUGH WALL OR VERTICALLY INTO
BODY OF WATER WITH ADEQUATE SUBMERGENCE AND CLEARANCE
K=O.B
PLAIN END PIPE FLUSH WITH WALL
K=0.5
BELL MOUTH PIPE
FLUSH WITH WALL
K= 0.1 (well rounded)
TO
0.25 (slighlly rounded)
BELL MOUTH PIPE SUSPENDED IN
BODY OF WATER, WITH ADEQUATE
SUBMERGENCE AND CLEARANCE
K=0.2(well rounded)
TO
0.5(slighlly rounded)
Fig.20.3 Various types of piping connections and their K values.
valves vary too widely to make any assumption. This type of construction is now rarely used so that it
is likely to be encountered only in existing installations in which the loss can be detennined by test.
While designs of foot valves with strainers vary widely, a K value of 5 to 15 might be expected.
The value of K varies with the design of any valve or fitting and, in the case of elbows in which part
of the loss is due to the bend and part due to the length of pipe involved, the value of K varies with
the smoothness of the walls. Thus, calculated friction values are approximations, not definite values.
The approximate value of velocity head for any capacity in any size pipe up to NO 600 (24 in) pipe
can be quicldy obtained (Fig. 20.6). This value when multiplied by the appropriate K value gives the
head loss in the fitting. For example, with a flow of 340 m3Jhr (1,500 gpm) through NO 250 (10 in)
pipe, the velocity will be 1.86 mls (6.1 ft/s) for which the corresponding velocity head is 0.18 (0.58 ft).
The loss in any valve, fitting or other resistance can be expressed as the loss in a length of pipe of
the same size as the fitting. The total friction loss involved can be detennined for the total length of
System-Head Curves
-""
1.0
0.9
0.8
0.7
0.6
:.c
I
'" '\1\
0.4
\
0.3
1\
\
0.2
\..
'\
0.1
0
o
0.1
0.2 0.3 0.4
0.5
I
~=
~I :
v-
1\
0.5
I
'"
i'-..
0.6 0.7 0.8 0.9
1.0
dID
Fig. 20.4 Head loss in sudden enlargement of pipe.
Based on assumption that the difference in velocity head is lost.
0.4
""
~,
~
~
"'" """......
0.3
0.2
'\.
~
1\
\
0.1
!\,
1\
o
\
o
0.1
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
diD
Fig. 20.5 Head loss in sudden contraction of pipe.
Average of data obtained from various sources.
1.0
519
S20
System-Head Curves
25
!O,ooo
20
20,000
15
10,000
8,000
20
6
5
15
3
6,000
5,000
4.000
----- ---
2
3,000
I~
2,000
8
~OOO
800
(/)
'"~6
~
5
~5
~
...J4
'"'" 3t
4
~
0
It:
3
3
ct
~
ct
:::E
ct
2
~
...J
Z
~
ci
'"
I&J
2t
(/)2
ct
~
0
'"
!ill
:::E
100 Q..
80 C!)
60
50 ~
40
>=
30
1.5
I.l.
•
~
~
(3
ct
20 Q..
ct
u
(/)
It
10
8
1.0
08
0.5
0
5
8
'"
4
(/)
'"
'"'"
3
~
~
!::
u
:J
0
~
:!l
0.10
Ci
~
Z
0.08:
2
9
~
0
0.15
~
~
2
:::>
~
0.2
It:
Q..
OA
0.3
1.5
~
0.06~
0.05_
U
0.040
...J
'"
0.03>
0.02
1.0
C9
Q8
I
t
o.s
3
2
t
1.0
o.a
6
5
4
0
Z
t
--z
200
~
~
~
'"~
'"
u
~
(/)
-_
300
(/)
~
--_
600
500
400
6
4
o.a
0.7
Q6
OS
0.5
0.4
o.s
05
Q.3
0.5
0.01
Fig.20.6 Velocity of liquids in pipes.
piping, plus the equivalent lengths of all the valves, fittings, and other resistances. Using the K value
of the fitting, the resistance of any fitting expressed in equivalent length of pipe can be approximated
from the chart in Fig. 20.7. For example, the loss in a fully open ND 250 (10 in) gate valve (K = 0.2)
would be approximately the same as the loss in 1.8 m (6 ft) ofND 250 (10 in) pipe. It must be remembered
that any such conversion may result in a somewhat different value for the head loss in any fitting when
compared with the value obtained by the velocity head method. The magnitude of the difference depends
System-Head Curves
ilQIE
~~,
1,500
10
8
6
~E
IIlLVE
.
521
48
-IQOO
42
800
36
- 600
500
30
400
5
24
300
4
20
3
- 200
18
150
16
14
100
12
80
- 60
2
0
~TANI2ARD U;~
..
~ ~
1.0
15
~
W
~
0.5
0.4
0.3
.
iWo1TT Fm,AL
THOIiLlr
/
/
0.2
0.15
/
THROUGH TEE
0.10
~/
~
/
/
/
/
/
/
/
/
/
/
/
(/)
/
I&J
8
6
6
5
5
4
4
(/)
5
~~
3
~
W
~
21
....J
2
4
it:
2
W
1.5
i
8Z
1.0
w
li;
I&J"
0.4
~
0.15
3
LL.
0
a::
2
It
It
1.0
~
~
•
~
1.5
-- 1.0
0.8
0.7
t
0.6
i-
0.5
Fig. 20.7 Friction losses in fittings expressed in equivalent lengths of straight pipe.
~
w
2
~
(i5
~
~
II)
0.6
0.5
0.3
it:
~
3t
3
0.8
&J'
Q.
I&J
~
~
X
<.>
~
~
76
0.2
STRAIGHT FLOW
0
X
/
/
e/!Z
~
45-DEGREE ELBOW
Ii
it:
~
0..
....J
LATERAL
~
LL.
::;)
0.6
LL.
20
10
10
~
I&J
I&J
(!)
4
0.8
JZ-~~
8
30
0..
ELBOW
~
40
Z
~
___ STAN~DruS
~Y.£.~
i=
tG:
0
t-
1.5
~
50
Z
AS ELBOW
~
(!)
522
System-Head Curves
on the Williams and Hazen C value or equivalent used in detennining the friction head loss per unit
length of pipe.
There is very little loss in taper reducers because a liquid can be accelerated with little loss. For long
reducers there will be a greater loss because of length. In such cases, determine the loss as for a pipe
with a diameter equal to the average diameter of the reducer. There is greater friction loss in increasers.
A taper increaser up to about a 15-deg included angle [Fig. 20.4, (D - dJ/L equals 0.266 or less) will
result in the water following the taper. A taper with over 60-deg included angle (Fig. 20.4, [D - dJ/L
equals 1.15 or more) will have about the same loss as that which would be determined for a sudden
expansion. For tapers between 15-deg and 60-deg included angle, calculate the loss as one-half the loss
determined for a sudden expansion.
This subject of losses in fittings has been discussed primarily for systems handling water. In general,
these methods of determining the head loss through fittings apply as well to systems handling other
noncompressible liquids.
DETERMINING FRICTION HEAD
Using frictional values for C = 100 for the pipe and figuring the losses in fittings and valves in the Ktimes velocity-head basis, the head for the system shown in Fig. 20.1 for a flow of 454 ms3fhr (2,000
gpm) would be determined as follows:
Entrance loss (12 in bell not well rounded)-K = 0.5
ND 300 12-in. long radius elbow-K = 0.2
6.1m (20 ft) of ND 300 (12 in) pipe (at 1.49 ft loss per
100 ft of pipe)
ND 250 x 300 (10 in x 12-in) reducer
ND 200 (8 in) gate valve-K = 0.2
ND 200 (8 in) swing check valve-K = 1.8
ND 200 x 300 (8 in x 12 in) increaser-K = 0.30
915 m (3,()()() ft) of ND 300 (12 in) pipe (at 1.49 ft loss per
100 ft of pipe)
Two ND 300 (12 in) long-radius elbows-K = 0.2
Three 45-deg elbows-K = 0.2
Exit loss (ND 300 [12 in] pipe-1 velocity head)
Total losses
0.08m
0.03
0.09
0.03
0.16
1.39
0.23
13.63
0.06
0.09
0.15
15.94m
(0.25 ft)
(0.10)
(0.30)
(0.10)
(0.51)
(4.56)
(0.76)
(44.70)
(0.20)
(0.30)
(0.50)
(52.28 ft say, 52.3 ft)
Of this 15.9 m (52.3 ft) loss, 13.7 m (45 ft) is loss in the pipe and will vary according to the C value
of the pipe. The remaining 2.2 m (7.3 ft) is the allowance for loss in valves and fittings and will vary
only slightly with the age of the pipe.
By computing the values for various other capacities, we would be able to graph the relation of the
system head to the capacity (Fig. 20.8). Without further analysis it appears that for a flow of 454 m3/hr
(2,000 gpm), a good selection would be a pump with the same characteristics as that in Fig. 20.8.
If the pipe were new, there would have been less friction loss. If the condition of the pipe was such
that C = 130, the pipe friction loss would be 61.5 percent of the friction loss when C =100. For example,
at 454 m3/hr (2,000 gpm) the pipe friction loss would have been 45 times 0.615 or 8.44 m (27.7 ft).
The total friction head, including friction losses in the fittings, would be 8.44 m plus 2.23 or 10.67 m
(27.7 ft. plus 7.3 or 35.0 ft). The resulting system-head curve labeled C = 130 is shown in Fig. 20.8.
System-Head Curves
7
SYSTEM HEAp C'= 100
r--I-.
~ 60
w
HEAD-CAPACITY
1.L
SYSTEM I HEAD C= rio
f""".
z
"'- ""'- / /
«w
/
:c
-1
~
40
~ 70 ~
w
u 60
30
0:
/
~ 50
>-'"
z
u
~
CI..
30 :c
m
u
ii: 20
LL
W
10
0
Fig. 20.8
20
40
/
V
0 50
80
523
.L
V 1
o/
oVo
/ ,...
"....-
5
/
/
L
V
...-
J.-
/' ~.
-/
~
SYSTEM HEAD c= 130
.i. / /
/
E~FICiENCY
SYSTEM HEAD C= 120
-:-..... l\.
~
~ I--
...--:- BHP
15
10
20
CAPACITY, IN 100 GPM
25
30
System head for installation shown in Fig. 20.1 for various roughness factors using an 8-in. pump.
Thus, the pump delivers a greater amount of liquid (527m 3/hr [2,320 gpm]) with less head (14.0 m [46ft] total head) and less efficiency (82.5 percent).
If it was known that the water would cause a very slow increase in friction with increasing age of
pipe (reaching a value of C = 110 in 15 years or longer) or if power costs were so high that the friction
was to be kept low by periodic cleaning of the pipe, then it would be advisable to select the pump for
a lower head. Using the system head for C = 110 as the maximum to be encountered and at which 454
m3/hr (2,000 gpm) capacity is desired, the pump would have to be selected for 13.7 m (45 ft) total head.
If the same pump was used with a smaller impeller for 454 m3/hr (2,000 gpm), a 13.7 m (45 ft) head
would yield an initial efficiency of 82.5 percent for the system when the piping had a C value of 130,
and would reach an efficiency of about 84.5 percent when the C value had fallen to 110. If it was desired
to obtain greater economy over the entire operating range, a larger pump would have to be used. The
larger pump would have a IO-in. discharge and a ND 250 (10 in) gate valve. AND 250 (10 in) check
valve could be used with smaller friction losses. A graph of the relation of the system head to the
capacity for this system is shown in Fig. 20.9.
In circulating pumps for surface condensers the head is composed entirely, or almost entirely, of
friction losses. These systems are generally complicated because of the need for less water in winter,
when the water temperature is low, than in summer when the water temperature is high. Generally, two
pumps of equal capacity are used. Both are run during the summer to give the required large capacity
and one is run in winter, when less capacity is needed. In this installation, the head would be made up
of losses through the piping and fittings carrying the capacity handled by each pump and losses through
the piping, fittings, and condenser that carry the combined flow. Thus, the system-head curve for the
operation of one pump would not be the same as the system-head curve for the operation of both pumps.
The losses for the individual pumps are shown by curve PI in Fig. 20.10. If both pumps are running,
twice the capacity flow through the condenser yields the same loss in the individual piping for each
t;J 50
W
u.
~
;j 40
80
-
-
HEAD - CAPACITY
/
<I
~ 60
W
U
Q:
W
I-
f2
50
a.
CL
u
III
)-'"40
Z
W
Q
u.
~
30
%
20
~
30
20
10
o
10
L
/
I
V
Fig. 20.9
/
-
V-
-
5
~
V
/"
W
r
70 ~
r- r--
/
-S
L l!
7
V
r-....
// :/7" ~ r-...
IL /
//
EFFICIENCY
V
I--I--
~
SYSTEM HEAD C= 110
/~ I
)
I
I
SYSTEM HEAD C = 120
}
I
I
I
SYSTEM HEAD C=130
~
-- "I--
BHP
25
10
15
20
CAPACITY, IN 100 GPM
"'\
~
30
System head for installation shown in Fig. 20.1 using a 10 in pump.
Performance is improved.
40
III
~a.
CO~OEN~ER~
I
o:t
...J::l
PUMP
~()
30
+
u.a.
ON
W I - liC,'I-
.():-PUMP
T
1-1-/
<1-
~~
Q:~
c, ....
IW
W
u..
~
/
20
0
<I
W
I
/
10
/
"
10
'I V
,v
/
/ V
V / '/
/ / '/
/ / ~
/
,.~ ~
~,
1- - --
V
",---
~'I,-
I--
20
30
40
FLOW, IN 100 GPM
Fig. 20.10 Typical condenser installation with two pumps in parallel showing operating conditions for
one- and two-pump operation.
KEY:
SI = System head-one pump running (C + PI)
S2 = System head-two pumps running (C + P2)
C = Friction losses in condenser and common piping
PI = Friction losses in individual pump piping-one pump running
P2 = Friction losses in individual pump piping-two pumps running.
524
System-Head Curves
525
pump. This is shown by curve P 2• The loss in the condenser and in the piping and fittings in which the
flow is the same is shown in curve C. At any capacity, the system head with one pump running (SI) is
the head shown in curve PI plus that shown in curve C. With two pumps running (S2), it is the head
shown in curve P 2 plus that shown in curve C. If the loss in the individual piping is low, curves SI and
S2 are so close that only S2 is constructed and the discrepancy between SI and S2 is ignored.
The system illustrated in Fig. 20.lO indicates no static head, and is based on the assumption that the
full siphon head is recovered. Although siphons up to 7.6 m (25 ft) or more are feasible, full recovery
is rarely obtained. Also, in this system, unless the piping and condenser waterways are primed before
the pumps are started, the pumps will have to fill the piping and condenser before the siphon can be
established. Thus, in the starting cycle, a static head equal to the siphon leg will be encountered just
before the siphon is established. The maximum starting head can be determined by adding the siphon
leg as a static component to curves SI and S2. It is often impossible to obtain a pump that will deliver
sufficient capacity to establish the siphon without impairing the results obtained when the siphon has
been established. Modem practice is to provide priming equipment, so that the siphon loop can be
evacuated, and the siphon established without the necessity of a high starting head.
It is desirable that good efficiency be obtained when two pumps are running as well as when one
pump is running. The system head when both pumps are running can be plotted against the capacity
handled by each pump (Figs. 20.11 and 20.12). The problem is to select a pump for this installation
that will give good efficiency at 363 m3/hr (1,600 gpm) and 7.6 m (25 ft) head as well as at 477 m3/hr
(2,lOO gpm) and 3.5 m (18 ft) head resulting from the intersection of the pump head-capacity curve and
the system curve SI. This generally requires the use of a larger pump than would be used if the pump
were selected only for the 363 m3/hr (1,600 gpm) 7.6 m (25 ft) head condition. The selection of a pump
with 82 percent efficiency at both operating conditions is ideal (Fig. 20.11). If a smaller pump had been
1'000..
HEAD - CAPACI TY
-~r-.~
I
/
10
o
1
/
/
""""
V
10"'"
~Q
~~,
4,,~+r
~%~
.........
j"-.....
r--...... V-
/
EFFICIENCY
V
..........
~
//
/
5
10
.........
"
\
..
~
..~l"'·
, '-
~.....~-.
~7- ,oJ
~.
>. ~
~
r-
8HP
~I
V
-
15
zo
CAPIlCITY. IN 100 GPM
Fig. 20.11
Ideal pump selection for the system shown in Fig. 20.10 if one- and two-pump operation are
equally important.
S26
System-Head Curves
...or
70
HI AO-C ~PACITY
~ to
II:
~ 50
,:
u
z
/
40
III
~
S
J
10 IlL.
20
'"'""'-t:
".-
10
i
I
0
/
I(
""'"
//
V
10
10
/
V
~EFFICIENCY
,,~,
~~~
~~
....... /
/ / ....... ~,
--
./
~
I~P
7
5
10
15
""'r-
"tP-
.~
r/],'f,; ~t ~,?,~
"
20
25
CAPlCITY. IN 100 GPM
Fig.20.12 Results of smaller pump for installation in the system in Fig. 20.10.
This pump shows poor efficiency with single-pump operation.
200
r--
90
~
80 ::::
IL.
~ 70
z
150
z
EFFICIE
.
~ 60 ~
~
0..
50
>40
u
z
w
~
100
..J
/
<I:
~
0
30 ~
<.>
l:::
50
20
0..
:J:
10
m
I.&J
o
-- -
J
".
I"'"
I
/
/v
/
V
~
r-... .......
....
/
---
~
--V
/
10
-15
V
1
138 F T
PUMP
r--....
:::=: :::::. ~
138 1FT
STATIC HEAD
.,
,
-.
HEA D-clpAclTY
..-
-
~
~+....
i"'t
--:----..,...
';YSTEM HEAD
C=IOO
r-...
I
:
....... ~SYSTEM HEJ\D
C=130
1---
BHP
o LosSES
I---
C= ,00
f~~ ~
-
20
25
CAPACITY. IN 100 G PM
Fig. 20.13 Characteristics of pump whose total head is mostly static.
Error in calculating friction element or change in friction with age has little effect on selection.
System-Head Curves
527
selected, more actual capacity would have been obtained with one pump operating but only 74.5 percent
pump efficiency would have been obtained (Fig. 20.12). If, in this installation, both pumps were normally
operated all the time and two units had been installed instead of one larger unit (in order to permit
operation at reduced capacity if one unit is out of service), the selection shown in Fig. 20.12 would
have been preferable to that shown in Fig. 20.11 because the efficiency at 363 m3jhr (1,600 gpm) and
a 7.6 m (25 ft) head is greater and the first cost would be lower.
When there is a static head, or its equivalent in pressure, or both, included in the head, the system
head is the sum of these components plus the friction head. Thus, for the system in Fig. 20.13, the
friction head losses have been determined in curve form and added to the static head, giving the system
head indicated. If the pipe had been new and had a coefficient of C = 130, very little increase in capacity
would have resulted. Consequently, the possible error in determining the friction loss becomes less
important as the percentage of the friction head in the total operating head is reduced.
EFFECT OF VARIABLE STATIC HEAD
At a constant speed, the head developed by a centrifugal pump varies with the capacity delivered by
the pump. Thus, if a pump is to be used in a system in which there is a variation in static head, the
capacity delivered through the system will also vary. The purchaser of a pump for such an installation,
will often calculate the friction at rated capacity, add it to the average static head, and state the sum as
the design head. In addition, he will add the same friction head to the maximum and minimum static
heads and give the resulting heads as the maximum and minimum operating heads that the pump will
encounter. Thus, the change in friction with change in capacity is neglected, and the manufacturer is
handicapped in selecting a suitable pump. For example, in the installation shown in Fig. 20.14 some
purchasers would specify that the pump had to operate over a head range of 19.8 to 29.0 m (65 to 95 ft),
giving a rated capacity of 56.8 m3/hr (250 gpm) at 24.4 m (80 ft) head. The pump in Fig. 20.14 would
appear to be unsatisfactory, although it will actually deliver 79 percent rated capacity at the maximum
static head and 115 percent rated capacity at the minimum static head.
It is often good to know what capacity will be delivered by a pump operating on a system in terms
of static head (Fig. 20.14). For any capacity, the static head will be the total head of the pump minus
the friction loss at that capacity. This can be graphed (Fig. 20.14) to show, for example, that the flow
to the tank will be 55.4 m3/hr (244 gpm) when the static head is 17.4 m (57 ft).
DETERMINING PUMP DELIVERY
If a plant or community is located at some distance from its source of water supply, the demand for
water very often increases over a period of time. It ultimately becomes uneconomical to continue to use
the existing pipe line because of the frictional head loss with increased capacity. If the original line is
in good condition, the usual solution is to install a second line, in parallel with the existing line that
will allow economical pumpage of the desired increased rated capacity. If two pipes are operating in
parallel, the friction head loss in each branch must be the same. The proper approach to this problem
is to plot the relation of capacity to friction head loss for each line and then to determine the relation
of combined capacity to friction head loss for the two by adding together the capacity of each line, when
the head losses are the same, at a number of points. For example, Fig. 20.15 shows the head loss for a
ND 250 (10 in) line and the head loss for a paralleling ND 300 (12 in) line in the form of a graph. With
6.1 m (20 ft) friction head loss, the ND 250 (10 in) line will have a flow of 227 m3/hr (1,000 gpm),
whereas the ND 300 (12 in) line will have a flow of 367 m3/hr (1,615 gpm). Thus, 227 plus 367 or 594
528
System-Head Curves
100
90
-----.--~I"""---
-
~ 60 f-
-;c--
-..,..-
20
10
~ LL~
Illj~
~~~~
't'>~
" ,'" ·s~~,-.O
S 1 0 ~"'i
~'t'>~ ~\C l~
___
~<;,"'ie
_
V----~
:'\~~ ~ "'i~"'i\C ~
~~O
"AAO ~"'iS
"
V
1'"
"-,
--
't'>~~
I
150
/
"-
~
'\.
~~\C.~~
V V
100
"'i <;,"'i
~~~
LL~O::!;
V
50
~
~
--
tl~
Illilt:
P~P
.((.~Clry
_I.~_
Iw
z 50 ,--
o<I: 40 -
i
TANK
w
u..
30
------::;:::>
---[-tlf,.4D
70
w
j
-.§ T4TtC
80
:I:
~
~r.Q
TOTAL HEAD-CAPACITY
I
250
200
300
CAPACITY, IN GPM
Fig. 20.14 Characteristics of pump installation with a variable static head.
Friction head variation with capacity must be considered in the selection.
30
It:
w
25
II
~
«
~
LL
0
I-
w
20
/
W
lL
~
vi
(/)
..J
0
«
:r
z
10
9
I-
U
a::
LL
5
/
/
/ / V/
15
0
w
/
I
(12-'N PIPE LIN!
-f
I
10-IN plPE LINE
II
~V
5
V
/
~ 10- AND
12-IN
PIPE LINES IN
PARALLEL
/
/
10
/
15
20
25
30
35
CAPACITY, IN 100 GPM
Fig. 20.15
Relationship of capacity to friction head for two pipe lines in parallel.
40
System-Head Curves
529
m3/hr (1,000 plus 1,615 or 2,615 gpm) will be the combined flow of the two lines with 6.1 m (20 ft)
head loss. The capacity for the two lines in parallel for equal head losses can be determined for a number
of points and a curve showing combined capacity against head loss can be drawn (Fig. 20.15).
In some systems, such as in a water works distribution system, it is desirable to maintain a nearly
constant pressure although the demand varies. To maintain an exactly constant pressure, it would be
necessary to vary the speed of the pump or pumps; but, in most systems, it is rarely necessary to maintain
the pressure exactly and some variation can be allowed. Most electric-motor-driven pumps that maintain
nearly constant pressure are, therefore, driven by constant-speed motors. Thus, the pressure will depend
on the head developed by the pump or pumps operating in parallel at the demand capacity. To produce
a reasonably constant pressure for the full range of demand, it is desirable to select pumps having headcapacity curves that have a shutoff head of 10 to 20 percent more than the head at design capacity.
Installations of divided flow or branch lines, in which the flow is controlled only to prevent overflowing
of a tank or reservoir, usually involve two or possibly three branches. In an installation that has two
tanks at different elevations (Fig. 20.16), it is obvious that flow will not reach tank A unless the friction
head loss in the ND 100 (4 in) line from point C to tank B exceeds 3.05 m (10 ft), which is the difference
in static head for the two inlets. Considering the branch from point C to tank B, the system head has
no static component and will be frictional head only. This may be calculated (curve B, Fig. 20.17). The
system head for the branch from point C to tank A, has a 3.05 m (10 ft) static component and a friction
component caused by the friction in 152 m (500 ft) of ND 100 (4 in). pipe (curve A, Fig. 20.17). The
capacities for the two branches for equal system heads up to point C can be added together to give the
system head of the two branches as a unit (curve A + B, Fig. 20.17). As the friction loss in the piping
from the supply to point C is the same for both branches, there would be no difficulty in establishing
the friction head curve (curve D, Fig. 20.17). Point C is 15.2 m (50 ft) above the suction supply, therefore
the system head for the common system up to point C will be the friction head plus 15.2 m (50 ft). By
,500 FT OF 4-1N. PIPE
1--,-::::::-- ~.- TANK
10FT
A
".c
~ .. 1.000 FT OF 4-IN. PIPE
TANK B
50FT
(
Fig. 20.16 Pumping system involving two tanks at different elevations.
530
System-Head Curves
130
8s ~8+D+50
120
1
110
PUMP H ADCAPACITY
100
90
I-
ILl
ILl
LL.
~
0
<t
ILl
:I:
70
60
50
/
--
~~
V
j /
V/
V
V
/QJ
V
/
J
LV
40
30
V
~
20
10
~
- ~ !J'/
)V
80
A =A+D+50
~
---V
,.,
~
~
--
..-"V
V
2
(1+8)1 =
'"
/
/
f--
s
'IA+8l+D+ 50
/
"-..
"\
f\
~
I
,~Y
V
/
/
r--....
/
V
V
V
".
V
......
~
,/'
./'
3
4
5
CAPACITY, IN 100 GPM
Fig.20.17
System head-capacity curves for installation in Fig. 20.16.
adding this value to the head values on curve (A + B), we derive the system-head curve for the entire
system as shown in curve (A + B), (Fig. 20.17).
If the pump used for this service had the head-capacity curve shown in Fig. 20.17, the resulting total
flow would be 81.3 m3Jhr (358 gpm). This capacity would require a head at C of 9.45m (31 ft), as shown
by projecting a line from the intersection of curve (A + B), and the pump head-capacity curve to curve
(A + B). By projecting lines to curve A and to curve B from this point, we see that 43.8 m3/hr (193
gpm) would be going to tank A and 37.5 m3/hr (165 gpm) to tank B.
If the two branches to the tanks are each equipped with a valve actuated by a control that closes the
valve when the tanks become full, at times there would be flow to only one of the tanks. The flow to
tank A only can be determined by constructing its system head curve As (by adding head values on
curves A and D plus the 15.2 m [50 ft] static head) and determining the point at which curve A, intersects
the pump head-capacity curve. In the same way, a curve showing the extent of flow to tank B if the
branch to tank A is shut off can be constructed (curve Bs).
If a pump that developed 18.8 m (61.5 ft), or less, total head at 20.4 (90 gpm) capacity had been
used, the entire flow would have gone to tank B.
In many cases, especially those involving two or more pumps each with its own piping, valves, and
fittings discharging into a common discharge line, the solution of a problem can be simplified by
determining the head each pump will produce for its range of capacity up to the point in the system at
System-Head Curves
Fig. 20.18
531
Pumping system involving two pumps that have considerable individual piping discharging into a
common line.
which their pipes join. A system involving two pumps with separate piping discharging into a common
line is shown diagrammatically in Fig. 20.18. The usual head capacity of pump No.1 (Fig. 20.l8) is
graphed in Fig. 20.l9. The friction loss from suction supply to point C is plotted (curve hf) and the
system head (curve hf + S) for pump No.1 from the suction supply to point C is thus determined. By
subtracting the values on curve hf + S from those on the pump head-capacity curve (H-Q), we derive
curve Hc-Q. Curve Hc-Q indicates the head that will be produced by pump No.1 at point C as a function
of the capacity being delivered.
70
-
50
'"z
-lO
•
'"% 20
pu~p ~EAo-tAPAcrrv
""- .......
~
HC_Q
-~
..........
~
~~
10
..-
'"
..- ~ i"""
~~
10
~
~
~
..-
"-
r--....
- -15
IH-Q)
'
hf t S
I&.
t:J
..... f"o
I'-.
60
~ 40
He· H-(hr +$)
---
,.",. ~
'" "'
~
~V
20
\
25
'"
~c:,
~O
0'
90\~~
O\~~
\
CAPACIT Y, IN 100 GPM
Fig.20.19 System head-capacity curves for installation in Fig. 20.18.
C
C_
532
System-Head Curves
TYPES OF PUMPING SYSTEMS
Pumping systems are of two types-throttled and unthrottled. In a throttled system, the capacity is
detennined primarily by the demand, and the flow is controlled by throttling the excess head developed
by the pump or pumps. In some systems, boiler feed pumps for example, a throttle valve located in the
discharge line controls the flow. In others, such as city water-supply systems without a standpipe or
reservoir "floating" on the distribution mains, the consumers of the water control pump discharge as
they open or close valves. For an unthrottled system in which pumps discharge into a standpipe or a
reservoir, the flow depends on the head developed by the pumps and on the characteristics of the system.
THROTTLED SYSTEMS
In a throttled system, such as a boiler feed pump installation (Fig. 20.20), the flow is controlled by the
throttle valve, which is usually positioned automatically by the feedwater regulator (valve A. Fig. 20.20).
Fig. 20.21 shows the boiler feed system-head curves superimposed on the head-capacity curve of the
pump. Curve C-B represents the boiler pressure plus the static elevation. Although slight changes take
place in the boiler pressure with changes in load, for the sake of simplicity we shall assume the boiler
pressure to be constant.
When water is supplied to the boiler, the pump operates against a pressure that increases with flow
because of the friction head losses in the piping, fittings, and valves in the line. With throttle valve A
wide open, the system-head curve will be curve C-D (Fig. 20.21). The point at which this curve crosses
the pump head-capacity curve (L) is the rated head and capacity of the pump.
If valve A is partially closed, the friction head increases, and the system-head curve may rise to
position C-E. Further closing of valve A would produce other system-head curves such as C-F or C-G.
If valve A is closed entirely, the pump pressure would go to shutoff (point 1). Thus, the system-head
curve can be varied by opening and closing the throttle valve so that a family of curves is produced.
These curves intersect the head-capacity curve at various points between the fully closed position (1)
and the fully open position (D).
To supply the boiler with a quantity of water, Q. the throttle valve is adjusted until the system-head
THROTTLING
DEVICE "A"
~
BOILER
~PUMP
Fig. 20.20
Boiler feed pump installation.
A typical throttled system.
~
System-Head Curves
533
o
«
w
:I:
CAPACITY
Fig. 20.21
Boiler feed installation system-head curves superimposed on the feed pump head-capacity curve.
curve becomes C-F (Fig. 20.21). This curve crosses the head-capacity curve at K and the head against
which the pump operates is represented by the vertical distance H. The actual head required to deliver
quantity Q to the boiler on the normal curve C-D is represented by HI. As the pump develops a head
H at capacity Q, valve A will have to throttle an excess-head equal to H minus HI (distance h, Fig. 20.21).
When a single pump operates on such a system, the shape of the pump head-capacity curve does not
matter. The two pumps whose characteristics are shown in Figs. 20.22 and 20.23 could be used alone
on a throttled system. If the cost of power were high, the pump shown in Fig. 20.22 would be preferred
because the power it requires at part capacities is slightly lower in this particular case. It is not to be
inferred that a pump with a flatter head-capacity curve will always have lower power requirements at
part capacities. Lower power requirements depend on many factors: individual impeller and casing
designs, ratio of design point to point of maximum efficiency, and the like. A pump with a steeper headcapacity curve has the advantage in a single-pump throttled system because it is less sensitive-the
throttling valve must be moved through a greater distance as more head is throttled off.
Despite having a drooping head-capacity curve, the pump characterized by Fig. 20.22 could be used
on a single-pump throttled system with general assurance of satisfactory operation provided the difference
between the pump head-capacity and unthrottled system head-capacity curves is greatest at zero flow.
With this provision satisfied, the operating point will always be determined by the throttled system head.
In rare cases, surging has resulted in single-pump throttled systems with pumps having drooping head-
S34
System-Head Curves
240
220
200
90
80
...z
III
u
IE
III
A.
70
60
50
,.: 40
200
~
III
..ii
100
0
......Q
III
...
...
160
~
140
~
120
'.J..~/
~~~'7
-' 100
0
t-
80
30
60
20
40
10
20
0
..........
%
~
-
180
III
III
III
-
H~"D-C"PACln
/
V
r1
V
I
~/
/
...- ...10
~
.......
- ""
- ~
20
30
CAPACITY. IN 100 GPM
40
Fig. 20.22 Slightly drooping head-capacity curve.
capacity curves and, even less frequently, with pumps having stable (constantly rising) head-capacity
curves. Such problems are usually caused by either high control valve sensitivity or an undetected
discontinuity in the pump head-capacity curve.
Installations of two or more pumps operating in parallel involve piping and fitting losses for each
pump as well as for common piping (Fig. 20.24). Instead of the true pump head-capacity characteristics,
a bead-capacity characteristic measured from B to C should be used in the analysis. In throttled systems
in general, and particularly in high-head systems such as boiler feed installations, the losses in the
individual pump piping are such a small percentage of the total head, that their effect is not noticeable
on a curve drawn to reasonable scale.
Two pumps designed for 795 m 3/hr (3,500 gpm), 60.1 m (197 ft) total head are shown in Figs. 20.22
and 20.23. They have differently shaped head-capacity curves. The effect of the difference in losses in
the individual pump piping in each pump will be ignored in this discussion. The individual head-capacity
characteristics for each pump are shown in Fig. 20.25 as A and B. Their combined characteristics are
labeled C. Curve C is obtained by adding together the capacities of the individual pumps at the same
head. For example, at 64.0 m (210 ft) total head, pump A will handle 670 m 3/hr (2,950 gpm) and pump
B will handle 709 m3/hr (3,120 gpm); thus they will produce 1,379 m 3/hr (6,070 gpm) together at 64.0 m
(210 ft) total head.
If these pumps were installed in a water works plant delivering water into a direct distribution system,
in which the desired main pressure corresponds to a total head of 60.1 m (197 ft), and the demand was
1,363 m 3/hr (6,000 gpm), the two pumps in parallel would produce 64.3 m (211 ft) total head and the
System-Head Curves
-
260
240
~~-4DI"C-4
~~~
220
"""'""
200
90
I-
180
80
LI-
160
IZ
70
0C(
140
U
60
J:
120
Q..
50
W
a:::
w
u
z
!!!
~
100
LILIW
w
40
C(
I-
0
0
#'7
~"
~~V
/
/
I-
80
30
60
20
40
10
20
o
......... ~
"
~
~
100
Q..
J:
CD
r,.4y V
~
..J
~
200
w
w
/
/
V
/ ,-V
6~
---
---
/
10
20
30
CAPACITY, IN 100 GPM
40
Fig. 20.23 Stable head-capacity curve.
-
SUCTION
-
B
C DISCHARGE
lpuMP
GATE
NQ2\
VALVES~
Fig. 20.24 Simplified piping hookup for two centrifugal pumps operating in parallel.
535
536
System-Head Curves
210
250
......
~
II.
Z
Q
240
230
220
...
210
~
~
200
c
%
0
~
"""--
-~ •
"'" "-
V'
A
-.....
C
"- y
~
..........
~
~
110
110
\
\
-.....
'" '""
~,
\.,
'i
110
o
10
20
50
40
eo
10
10
CAPACITY. IN 100 GPM
Fig. 20.25
Individual and combined head-capacity characteristics of pumps in Figs. 20.22 and 20.23.
main pressure would be 64.3 m minus 60.1 or 4.2 m (0.41 bar) (211 minus 197 or 14 ft [6.06 psi])
greater than desired. Of the 1,363 m3Jhr (6,000 gpm), 659 m 3Jhr (2,900 gpm) would be delivered by
pump A and 704 m 3Jhr (3,100 gpm) by pump B. If the demand were reduced to 1,136 m3Jhr (5,000
gpm), the main pressure would be somewhat higher. The pumps would be working against 67.4 m
(221 ft) total head with pump A delivering 516 m 3Jhr (2,270 gpm) and pump B delivering 620 m3Jhr
(2,730 gpm). If the demand were reduced further to 682 m3Jhr (3,000 gpm), the division of pumping
capacity would be 114 m 3Jhr (500 gpm) by pump A and 568 m3Jhr (2,500 gpm) by pump B. Finally,
should the demand fall to 597 m 3Jhr (2,630 gpm), pump B would be delivering all the water while pump
A would be delivering none. Thus, at 597 m3Jhr (2,630 gpm) or less demand, pump A would be backed
off the line by pump B and would be operating at shutoff-a dangerous situation even for a short duration.
If pump A had been operating alone on a demand of 597 m3/hr (2,630 gpm) or less and pump B were
started, pump B would pick up the entire load and back pump A off the line. If pump B had been
operating alone at a demand of 597 m3Jhr (2,630 gpm) or less, and pump A were started, pump A would
be unable to deliver any water to the system. If these pumps were operated in a system in which the
change in demand was relatively slow and in which units were cut out when the demand fell to the
rated capacity with one less unit in service, they should never be allowed to operate in parallel below
795 m 3Jhr (3,500 gpm). For demands less than 795 m3/hr (3,500 gpm), either pump A or B would be
operated alone. In such a carefully supervised situation, the two pumps could be operated successfully
in parallel on the throttled type of system. It should be noted that at 1,136 m%r (5,000 gpm) combined
flow, pump A with 516 m3Jhr (2,270 gpm) flow has 76.8 percent efficiency, requiring 123kW (165 hp)
and pump B delivering 620 m 3Jhr (2,730 gpm) flow has 82.3 percent efficiency, requiring 138 kW (185
hp), a total of 261 kW (350 hp) for the two pumps. If both pumps were the same as pump A, a flow of
1,136 m 3Jhr (5,000 gpm) would have meant 568 m3Jhr (2,500 gpm) per pump with 129 kW (173 bhp)
per pump, or 258 kW (346 bhp) total. If both pumps were the same as pump B, the power would have
System-Head Curves
537
been 133 kW (178 bhp) each or 266 kW (356 bhp) total. The use oftwo pumps that have equal capacities
does not necessarily result in power economy.
Difficulties may be encountered on throttled systems with parallel operation of similar pumps if the
pumps have even moderately drooping head-capacity characteristics (Fig. 20.22). Figure 20.26 shows,
with an exaggerated head scale, the theoretical head-capacity curve of one such pump and of two such
pumps in parallel. Let us assume that the friction losses in the individual pump piping are relatively
small and that they may be ignored. If the demand was 397 m3/hr (1,750 gpm) with one pump operating
alone, the pump would operate against 68.0 m (226 ft) total head and exert a discharge pressure
corresponding to that against the check valve of the second pump. This discharge pressure is greater
than the shutoff head developed by the second pump. If the second pump were started, it would come
up to speed against shutoff and would be unable to establish any flow because the pressure on the
discharge side of the check valve would have been greater than the pump could develop at shutoff. In
some installations with two pumps (Fig. 20.26), various methods are used when it is desired to start the
second pump with the first operating on the top of the curve. One, possibly the most common, is to
throttle a little on the gate valve of the pump that is running so that the net head (B to C, Fig. 20.24)
is less than the shutoff head of the second pump. This, and other techniques, generally require very
experienced manipulation and careful timing.
With the pumps in Fig. 20.26, it is possible to obtain unequal capacities at certain flows even if they
are hydraulically duplicates and operating at the same speed. For example, with a demand of
507 m3/hr (2,230 gpm), one pump could be delivering 114 m3/hr (500 gpm) and the other 393 m3/hr
(1,730 gpm). Actually, it is inadvisable to run two pumps, such as shown in Figs. 20.22 and 20.26, in
parallel for capacities at which the developed head exceeds the shutoff head, in this case below
475 m3/hr (2,100 gpm). First, although the two pumps and their drivers are apparently duplicates, there
will be minor differences in the operating characteristics. This will cause unequal distribution of the
capacity and, sometimes, backing one off the line. Second, a motor-driven pump operating under
apparently stable conditions may have minor speed variations as well as minor variations in hydraulic
240
.....
LLJ
LLJ
lL.
~
0
230
220
--
...........
""-
210
-l
eX
.....
0
.....
~~
:0,
-r-- --
~e-4
....... ~c
~4r-.
~~u.."
~0;.
eX
LLJ
:I:
J.S.:
200
).
~s
j\/
I'-
~
190
~..o
180
u
10
20
30
40
50
60
70
CAPACITY, IN 100 GPM
Fig. 20.26
Individual and combined head-capacity characteristics of two pumps with slightly drooping headcapacity curves.
538
System-Head Curves
perfonnance that can result in unequal sharing of the load between the two pumps. This could result in
one pump operating at shutoff.
Thus, for pumps to operate satisfactorily in parallel in a throttled system, it is desirable (1) that they
have stable (steadily rising to shutoff) head-capacity curves and (2) that over the operating head range,
the pumps have approximately the same percentage reduction in capacity, or at least deliver some
capacity. As previously mentioned, the increase in head from design capacity to shutoff should not be
too high, otherwise excessive pressure is developed at part-capacity flows. In a system in which it is
desired to maintain a constant minimum pressure at the pumping plant despite varying demand, the
design heads and shutoff heads of all the units are usually the same, or approximately so. Thus, if flows
are less than the units in service will produce at rated head, the capacity delivered by each pump will
be about the same proportion of the rated capacity. For example, if a 568 m3Jhr (2,5OO-gpm) pump
(pump A) and a 1,136 m3Jhr (5,OOO-gpm) pump (pump B) operate in parallel (Fig. 20.27), and the demand
is 1,249 m 3Jhr (5,500 gpm), the head developed by the two pumps would be 64.3 m (211 ft) (6.4 m
[21 ft] above that desired). The capacity delivered by pump A would be 409 m3Jhr (1,800 gpm) or 72
percent of rated capacity, whereas that delivered by pump B would be 840 m3Jhr (3,700 gpm) or 74
percent of rated capacity.
Usually, two or more pumps with stable head-capacity characteristics, and equal or nearly equal
shutoff heads when operating in parallel in a throttled system, will share the load about equally down
to a system capacity much below the capacity at which one or more pumps would be taken out of service.
When purchasing a new pump or pumps that are to be placed in parallel to existing units, the purchaser
should supply the vendor with the head-capacity characteristics of the existing pumps and infonnation
on the operating pressure, to enable the vendor to select a new pump with suitable characteristics.
Some throttled systems utilize a long transmission line between the pumping station and the point at
which a minimum pressure is to be maintained. In such cases, the reduction in pipe friction in the line
when the flow is reduced will cause increased pressure. If this increased pressure is objectionable,
I-
w
250
w
"- 225
~
0200
ex
~ 175
'"
--r---.::: "
........... ~~CAPACI
'\.
HEAD-CAPAf).~Y
;'UMP A
10
20
DESIRE ;>
....... ~ H",AD
"
"'
HEAD-CAP~~ ITY
PUMP B
150
o
"'-
~
Y. BOTH PUMPS
30
40
50
60
70
80
90
100
CAPACITY. IN 100 GPM
Fig. 20.27
Head produced by two pumps operating in parallel.
System-Head Curves
539
possible solutions are (1) maintaining constant pressure by throttling the excess head with some form
of valve, (2) varying the speed of the pumps so that the required head is developed at the capacity
demand, (3) using one or more booster pumps in series with the pumps operating in parallel so that the
head developed by the pumps in service can be increased in steps as the capacity demand increases, or
(4) installing a number of pumps so that small increments of capacity can be obtained. The proper
solution is usually the one that is economically best and therefore depends, in part, on the cost of power
as well as on the cost of personnel necessary for the operation of the system.
UNTHROTTLED SYSTEMS
For a system in which the flow is not throttled, and in which the capacity is such that the head developed
by the pumping system equals the head necessary to deliver the capacity through the system, it is not
necessary for pumps to have similar characteristics to be operated in parallel. When buying additional
pumps to operate in such a system, many purchasers make the mistake of requiring the additional pumps
to have characteristics exactly similar to those of their existing units-this is not necessary. A system
is shown diagrammatically in Fig. 20.28. The system head beyond point C (Fig. 20.28) is indicated in
Fig. 20.33. The desired pumpage rate is from 568 to 1136 m3/hr (2,500 to 5,000 gpm). Four pumps that
are dissimilar (Figs. 20.29 to 20.32), may be operated in parallel on this system, since the maximum
head against which they will operate is 48.8 m (160 ft). The head-capacity curves plotted in Fig. 20.33
have individual piping and fitting losses deducted.
For unthrottled systems, the most economical pump operation is obtained when there is little variation
in the system head as the capacity changes. In many installations, the friction head is so large a part of
the total head at maximum capacity that pumps designed for specific capacities and heads are better in
the long run than pumps in parallel. Pumps in parallel would operate at poor efficiency at heads other
than the desired head. For example, in an installation in which a flow of 1,420 to 2,360 m3/hr (6,250 to
10,400 gpm) is wanted (Fig. 20.34), three separate pumps designed for 1,420 m3/hr (6,250 gpm) at
42.4 m (139 ft) head, 1,890 m3/hr (8,330 gpm) at 50.6 m (166 ft) head, and 2,362 m3/hr (10,400 gpm)
at 61.0 m (200 ft) head might be the proper solution. In other cases in which the head is practically all
friction, the solution might be a full-capacity pump driven by a two- or three-speed motor. The characteristics of a pump driven by a two-speed (1,200 and 900 rpm) motor operating against a system head that
is entirely friction is shown in Fig. 20.35. When operated at 900 rpm, the capacity would be approximately
three-fourths as much and the pump efficiency would remain almost the same. If pumps are driven by
multispeed motors, the capacities that can be obtained at lower speeds depend on the speeds available
STATIC HEAD
PUMPS
Fig. 20.28
I
System involving four pumps with individual piping but with a common transmission line.
540
System-Head Curves
200
-
--.
I\oJ
~
-
PUMP HEAD-CAPACITY
-...:::: t:"'--
~ ~ .....
PUMP HEAD-CAPACITY LESS ...........
FRICTION LOSSES TO POINT C
150
~
.......
ci
<[
.....;:
\oJ
J:
ci
100
I-
oI50
FRICTION LOSSES TO PO INT C
o
I
10
5
25
20
15
CAPACITY, IN 100 GPM
Fig. 20.29 Characteristics of pump no. 1 in Fig. 20.28.
200
~
~
::::::::: ~ PU~P Ht AO-ICAP~CITY
...........
I-
~
I'-
~
PUMP HEAD-CAPAC ITY LESS ~
FRIC T ION LOSSES TO POINT C
150
z
cl
<l
\oJ
J:
..J
~ '~~
~~
100
~
~
50
FRICTION LOSSES TO POINT C
I
2
3
4
5
6
7
8
9
10
II
CAPAC ITY, IN 100 GPM
Fig. 20.30 Characteristics of pump no. 2 in Fig. 20.28.
12
13
System-Head Curves
541
200
.....
w
w 150
LL
1",\t\
PUMP HEAD-CAPAC ITY L ESS
FRIC TI ON LOSSES TO POINT C
a
<l
w
...J
<l
I
PUMP HEAD - CAPAC IT Y
~~
Z
J:
I
R ~ r--...
I-"-'"
\\
100
\
.....
0
.....
so
FRICTION1 LOSISES TO ~ O I NTI C
5
10
H---r
25
20
15
CAPACITY. IN 100 GPM
Fig. 20.31
Characteristics of pump no. 3 in Fig. 20.28.
200
r::::::: f=::::: t--......
...........
.....
w
w 150
LL
PU~ P
HE1AD - CAPACITY
r':: ~
PUMP HEAD- CAPACIT Y LESS ~
FR ICTION LOSSES TO POINT C
~
~
"-
,«0
w
........
~'~
J:
...J
<l
.....
100
0
.....
50
F~ICT I 9N L9SSE~ TO FOIN! C
I
i
2
4
5
CAPACITY, IN100 GPM
Fig. 20.32
Characteristics of pump no. 4 in Fig. 20.28.
6
7
542
System-Head Curves
200~-+--+--+--4--4--~--~~--+--+--+--4--4-~~~~
O~~
o
__~__~~__~-=~~__~__~~~-L__~~__~__~~
10
20
30
40
50
CAPACITY, IN 100 GPM
60
70
Fig. 20.33 Combined characteristics of pumps in system in Fig. 20.28.
Based on head developed at beginning of common line.
250
t-
':I" ~
.....
..,..,
...
200
.........
I-
.
..
~
0
..,:t
...........
-
..J
l-
e
I-
I'-.
V
-'"
ISO
100
I--V
/
"-
><
V"
oS)
~
'fa
/
//'.." ~
~~~.6(;k
""1.
i!
1-~
""
'~
c.,.~ &'"
/~
".0
:90
~G'c'~~
"'~~-,,"1.
-'9,z
~."p;.~
~
~
'>;.
".0
~
110
120
'0
so
o
10
20
30
40
50
60
70
80
90
100
130
CAPACITY, IN 100 GPM
Fig. 20.34
System characteristics for head that has a large frictional component.
Different size pumps designed for different heads are required.
System-Head Curves
....LL.~IOO
z90
0
or
80
..J
70
0
60
....
%
or
~
~
100
CL
z
80
....
U
60
CL
%
m
~
40
20
0
IZ:
....
,:
u
z
....
Q
LL.
LL.
&oJ
~~-C4P4C'TY
~~~ ~- ~.~ K
1.200 RPM
~~
00
~v
(}«-'1 ~¥
pc f""'.. ........... ~
40
«-If ~~
-L,,<c.<c.
j
/L
30
I:
,II
7'
L
~
j~-~-I--
,V
~~
I--
V
.".
P'
2
~
"""
/'
-...
/
r;. ~"'-
i)K.
,<<t'Z+v
90'ORi5ii
10
~
4;.~
"'£40_
50 ~P4C'T
20
543
/
I!'-
3
./
~.....
BHP "
,£- V1.200
RPM
"
"
~......
BHP
9)0 RPM
4
6
CAPACITY, IN 100 GPM
Fig. 20.35 System characteristics of an installation that is all friction.
Efficient operation of a pump can be obtained by part-speed operation.
so that it is not always possible to obtain the exact capacities desired. To obtain exact capacities, a
variable speed driver would have to be used.
Frequently, one or more booster pumps are installed, either in the suction line to the main pumps or
in the common discharge line to increase the capacity of existing stations. If conditions in the system
illustrated in Figs. 20.28-20.33 should change so that the maximum demand at times is 1,340 m3/hr
(5,900 gpm), one solution would be to have all four pumps discharge into a 1,340 m3/hr (5,900 gpm)
booster pump that has a total head of 9.2 m (30 ft). Booster pumps are particularly practical when an
increase in head would cause considerable reduction in capacity of the main pumps.
Although the foregoing examples have described systems handling water, the basic principles apply
to systems handling other liquids as well. There are sometimes certain limitations when liquids other
than water are used. In systems handling volatile liquids minimum pressures must be maintained at
every point. These requirements must be checked when analyzing the system.
Pumps with high-specific-speed impeller designs have steeper head-capacity curves than pumps with
low-specific-speed designs. Thus, in systems involving low heads for which a high-specific-speed type
of pump will be used, a greater variation in percentage of total head can be met efficiently than in
systems involving high heads for which a low-specific-speed pump must be used. Occasionally, some
low-head systems will require the use of a low-specific-speed type of pump to accomplish the desired
operation. There are a few systems in which there is a wide variation in head range with no need for a
fixed capacity to be delivered at any specific head. Such a system is met in dewatering a flooded mine.
This is an unusual application of a centrifugal pump because the total head against which the pump
must work varies from approximately zero to a high maximum that occurs when the mine is almost
clear of water. A mine-dewatering pump should be designed not for a single point of head and capacity,
544
System-Head Curves
lZPUM'ING EL ~Mt:NTS
2 PUMPING t: _EWENrs
IN 'UALLEL
CAPACITY. IN 100 GPM
Fig. 20.36
Characteristics of series-parallel type of mine dewatering pump.
but for the greatest possible capacity at all heads within the capacity of the motor. For installations
involving final heads for which multistage pumps are required, the best possible design is a parallelseries unit (Fig. 20.36). With this unit the dewatering takes place almost twice as fast at the beginning
than it would if the various stages were arranged to pump only in series, but the power expenditure is
the same.
BIBLIOGRAPHY
[20.1] Lewis F. Moody, Friction Factors for Pipe Flow, Transactions of ASME, November, 1944.
[20.2] SIHI Group, Basic Principles for the Design of Centrifugal Pump Installations, 1980, SIHI-HALBERG,
Ludwigshafen, Germany.
[20.3] Engineering Data Book, 2nd Edition, 1990, Hydraulic Institute, Parsippany, NJ, USA.
II
PUMP PERFORMANCE
21
Centrifugal Pumps and
Energy Conservation
~~--~-~
~--~-----------
----
The high cost of energy and the scarcity of fuels have become a hard fact of life, making it imperative
to examine all energy-consuming processes with a view to improving their overall efficiency. And since
every industrial process that underlies our modern civilization involves the transfer of liquids from one
level of pressure or static energy to another, pumps have become an essential part of all industrial
processes, and in turn, major consumers of energy themselves. It thus becomes even more important to
avoid waste whenever possible and to examine both the selection and operation of our pumps to see
whether we can effect significant savings in energy consumption.
Pump Efficiency
All things being equal, it is natural that the user of centrifugal pumps will look with greater favor on
pumps with higher efficiencies and will favor pumps offerings that might exceed others by as little as
0.5 or 1 point of efficiency. But all things are not always equal, and these small differences in guaranteed
efficiencies may have been obtained at the expense of reliability, either by using smaller running clearances
or a higher head coefficient impeller, or some other feature or configuration that does improve efficiency,
but may at the same time reflect unfavorably on pump reliability.
If we are dealing with a multistage pump, we can increase the efficiency by selecting a higherspecific-speed design. This requires a lower head per stage, hence more stages, and a longer shaft span.
In turn, this leads to a larger shaft deflection and-unless we choose to be counterproductive and use
larger clearances-to a reduced reliability.
Effect of Specific Speed
This does not mean to imply that improvements in efficiency based on the proper selection of pump
design should be neglected. Thus, we must still consider all the factors that can affect the power
consumption of a centrifugal pump. One of the parameters that is affected by the specific speed is the
maximum efficiency obtainable from pump impellers of different specific speeds and different sizes, as
545
I. J. Karassik et al., Centrifugal Pumps
© Chapman & Hall 1998
546
Centrifugal Pumps and Energy Conservation
Table 21.1
Selections for 454 m 3Jhr (2,000 gpm) and 122 m (400 ft)
Solution
Number of stages
Speed (rpm)
Specific speed
Chart efficiency (%)
kW (bhp)
1
2
1
2
3,550
3,550
1,775
2,985
0.830
0.855
181 (243)
176 (236)
illustrated in Fig. 18.30. The specific speeds to be used in connection with these curves must correspond
to the maximum impeller diameter. Some reduction in efficiency will generally accompany the cutting
down of the impeller or impellers.
Theoretically, one should always try to use specific speeds in the region of 2,500 to obtain a pump
with the highest possible efficiency for its capacity and head. This is frequently impractical, especially
for small standard-size pumps. Consider, for instance, the case of a pump to be designed for 22.7 m 3/hr
(100 gpm) and a 61.0 m (200 ft) head. At 3,560 rpm, the specific speed will be 669 and the efficiency
can be expected to be 53 percent (see Fig. 18.30). If we were to design this pump for a specific speed
of 2,500, we could probably reach an efficiency of 70 percent, but the pump would have to run at 13,300
rpm. This would require the use of a gear (dropping the overall efficiency to about 65 percent) and a
rather special and expensive type of pump.
Let us consider some typical examples (see Table 21.1) where two alternative selections are examined.
It has been assumed that the design point corresponds to the best efficiency point of the pump selected.
The difference between solutions 1 and 2 appears to be significant enough to warrant consideration of
a two-stage pump, which saves 5 kW (7 hp), equivalent to an annual saving of $2,190 to $2,930 when
evaluated to $0.050 to 0.067 per kW/hr.
Against these savings, one must weigh a number of counterbalancing factors. Among these are
(1) the higher initial cost of the two-stage pump and (2) the fact that a two-stage design precludes the
use of a simpler overhung, end-suction pump with a single shaft seal.
It may still be that the higher-specific-speed pumps will show sufficient savings to justify their
selection. But are these savings really there? The answer to this question depends entirely on the expected
operating capacity range of these pumps. The shape of the power consumption curve varies considerably
with the specific speed of the pump in question, as illustrated in Fig. 18.36. Before we can decide which
of the possible solutions is best from the point of view of energy consumption, we must examine the
power consumption not only at the design point but also over the entire range of capacities the pump
will encounter.
Let us, for instance, expand our analysis of the case examined in Table 21.1. In addition to the bhp
at the 100 percent design capacity, we shall compare the power consumption of the single-and twoTable 21.2 Comparison of Power Consumption at Part Loads for Selections for 454 m3Jhr (2000 gpm) and
122 m (400 ft)
Solution
Specific speed
1
1
1
2
2
2
1,775
1,775
1,775
2,985
2,985
2,985
Percentage of
design flow
100%
75
50
100
75
50
Power as percentage
of design (hp)
100%
89
76
100
95
86
kW (bhp)
181
161
138
176
167
152
(243)
(216)
(185)
(236)
(224)
(203)
Gain or loss
compared to solution 1
Base
Base
Base
5kW gain
(6kW loss)
(13kW loss)
Centrifugal Pumps and Energy Conservation
547
Table 21.3 Comparison of One- and Two-Stage Pump Selections in Tenns of Yearly Operation at Various
Loads (Conditions: 454 m 3Jhr [2000 gpm], 122 m [400 ft])
Advantage in kWhr
Operating time
Capacity in percentage
of design flow
100%
75
50
Total
In %
In hrs
One-stage
pump
30
60
10
100
2,628
5,256
876
8,760
31,536
11,388
42,924
Two-stage
pump
13,140
13,140
Net savings in favor of one-stage pump = 29,784 kWhr.
stage pumps at 75 percent and 50 percent flow (see Table 21.2). Instead of saving energy at all flows,
the two-stage pump uses 6kW (8 hp) more at 75 percent flow and 13 kW (18 hp) more at 50 percent.
To establish the real energy balance between the two solutions, we need to predict the subdivision of
operating hours at various loads. If we assume that this subdivision will correspond to that shown in
Table 21.3, we find that the most efficient pump is not the best selection and that the single-stage pump
will save 29,784 kWhr yearly over the two-stage pump. Obviously, the final answer will always depend
on the load factor that will prevail in a given installation.
WHERE CAN WE SEARC