POWDER
TECHNOLOGY
Powder Technology 82 (1995) 37-49
ELSEVIER
Population balance modelling of drum granulation of materials
with wide size distribution
A.A. Adetayo
a, J.D. Litster a,*, S.E. Pratsinis b, B.J. Ennis c
aDepartment of Chemical Engineering, University of Queensland, Qld. 4072, Australia
b Department of Chemical Engineering, University of Cincinnati, Cincinnati, OH 4522L USA
c Du Pont de Nemours & Co., Wilmington, DE 19880-0402, USA
Received 1 January 1992; in revised form 14 August 1993
Abstract
A population balance model is developed to describe the drum granulation of feeds with a broad size distribution (e.g.
recycled fertiliser granules). Granule growth by coalescence is modelled with a sequential two-stage kernel. The first stage of
granulation falls within a non-inertial regime as defined by Ennis et al. (Powder Technol., 65 (1991) 257-272), with growth
occurring by random coalescence. The size distribution is observed to narrow and quickly reach an equilibrium size distribution.
Further growth then occurs within a second inertial stage of granulation in which the granule size distribution broadens and
requires a size-dependent kernel. This stage is much slower and granule deformation is important. Non-linear regression is
used to fit the model to the experimental data of Adetayo et al. (Chem Eng. Sci., 48 (1993) 3951-3961) for granulation of
ammonium sulfate, mono-ammonium phosphate and di-ammonium phosphate for a range of moisture contents, granulation
times and initial size distributions. The model accurately describes the shape of the granule size distributions over the full
range of data. The extent of granulation occurring within the first stage is given by kit1; the extent of growth klt~ is proportional
to the fractional liquid saturation of the granule, Ssat, and increases with binder viscosity. Here, kl represents the rate constant
for the first stage of growth and tl represents the time required to reach the final equilibrium size distribution for the first
stage. Changes to the initial size distribution affect k~tl by changing granule porosity and, therefore, liquid saturation. A
critical saturation, Sm,, is necessary for the second stage of granulation to occur, leading to further growth. For S s a t ~ S c r i t , a
final equilibrium size distribution is reached before 5 min of granulation time. For S,t > S~t, granules are sufficiently deformable
to continue growing for up to 25 min. S=it decreases with increasing binder viscosity. This model is suitable for use in dynamic
simulation of granulation circuits where both moisture content and recycle size distribution may vary significantly with time.
Keywords: Granulation; Size distribution; Population balance; Modelling
1. I n t r o d u c t i o n
Granulation is a key process in the pharmaceutical,
food, ore processing and fertiliser industries. Drum
granulation is one of the most commonly used granulation processes for its simplicity and ease of operation.
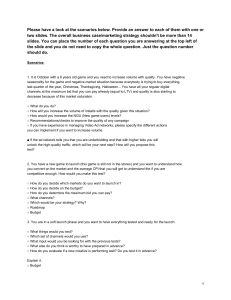
Fig. 1 shows a schematic diagram of a typical industrial
drum granulation process or circuit. Recycled seed
granules are fed to the granulation drum. Fresh feed
(slurry, solution or melt) is sprayed onto the seed
granules and the granules grow. Granules leaving the
granulation drum are first dried and then screened to
separate out the product size. Product size specification
* Corresponding author.
0032-5910/95/$09.50 © 1995 Elsevier Science S.A. All rights reserved
SSDI 0032-5910(94)02896-V
is often very strict, e.g. 90% - 3 mm + 1 mm. Oversize
granules are crushed and recycled with fines.
Fertiliser granulation circuits are difficult to optimise
and control. Often only a small fraction of granules
leaving the granulation drum is in the product range.
Recycle ratios can be as high as 5 or 6 to 1 [1]. Limit
cycle behaviour, surging and drifting in mass flow rates
and size distributions are common, sometimes leading
to catastrophic results. Dynamic simulation of the granulation circuit may be an aid to circuit optimisation
and control. However, a reliable granulation model to
predict the granule size distribution exiting the drum
as a function of process variables is a prerequisite to
such a simulation.
Population balance modelling has been used extensively for modelling agglomeration in many systems:
38
A.A. Adetayo et al. / Powder Technology 82 (1995) 37-49
F~feed
the coalescence rate constants and extent of granulation
are discussed.
2. Theory
2.1. Mechanisms of granule formation
DRIER [IDry granules
-~
SCREENS ~_
Oversize
Product
~
T
CRUSHER
Underside
I
~
Recycleseedgranules
Fig. 1. Schematic diagram of a typical fertiliser process [1].
aerosols [2,3], pelletisation [4-6] and crystallisation [7,8].
Pelletisation is similar to fertiliser granulation. However,
there are some differences. Many fertilisers are highly
soluble, so that the amount of liquid binder and its
properties will vary significantly with fertiliser chemistry
and process conditions. Most fundamental studies of
pelletisation have used fairly narrow initial size distributions of fine powders. Pellets produced from narrowly sized feed powder are relatively easily broken
or squashed to the unit particle size. An exception to
this work is that of Linkson et al. [9] who investigated
the dependence of growth mechanisms on feed size
distribution. For batch drum granulation, narrowly sized
feeds grew indefinitely by crushing and layering due
to weak granule strength, whereas wide feeds grew by
coalescence and obtained an equilibrium size distribution due to high granule strength. In the case of
fertiliser granulation studied here, the recycle stream
entering a continuous drum has a very broad size
distribution of hard rigid particles, ranging from the
desired product size (or even larger) to fine powder,
and so the predominant size enlargement mechanism
is coalescence [1].
Adetayo et al. [10,11] studied fertiliser granulation
experimentally. Laboratory scale batch experiments
were performed using broad initial particle size distributions similar to those of the recycle stream in a
granulation circuit. The effect of fertiliser chemistry,
initial size distribution, binder properties and liquid
content on the kinetics and extent of granulation were
measured. A two-stage mechanism for the granulation
mechanism was identified.
This present paper presents a population balance
model for fertiliser granulation by coalescence. A twostage coalescence kernel is used. Size distributions
predicted by the model are compared with the experimental data of Adetayo et al. [10]. The effect of initial
size distribution, fertiliser type and liquid content on
Ennis et al. [12] investigated the forces involved in
the collision of two spherical particles in order to
establish an understanding of the fundamental mechanisms of granule formation. Both the capillary and
viscous contributions were found to affect significantly
the bonding mechanism of colliding particles. The viscous Stokes number, Sty, was defined as the ratio of
the relative kinetic energy between colliding particles
to the viscous dissipation brought about by the pendular
bond, and is given by
S t y _ 8pgrV
9/z
(1)
where V is the velocity of granule collision, pg is the
granule density, f is the effective granule size and t~
is the viscosity of the binding fluid. Sty increases as
granule size increases or binder viscosity decreases. A
critical viscous Stokes number St* must be surpassed
for rebound of colliding particles to occur, where
where e is the particle coefficient of restitution, h the
thickness of the binder layer and h, a measure of the
granule's surface asperities.
Three granulation regimes were defined in terms of
the magnitude of Stv in comparison to St*:
Stv << St*
Sty = St*
St~ >> St*
non-inertial regime (all collisions successful)
inertial regime (some collisions successful)
coating regime (no collisions successful)
For fine powders, growth typically begins within the
non-inertial regime of granulation. As granule size and
Stv increase during granulation, the process may move
through the inertial regime and finally end in the coating
regime. The exact demarcation between regimes depends on the velocity of collision, the sizes of colliding
particles and the properties of the binder. In general,
the collision velocities of granules or particles within
a process are difficult to ascertain. In the case of drum
granulation, possible estimates for V are ~o [12] or
~.Ro) [10], where R and ~o are the drum diameter and
rotational speed, respectively, and ~ is a numerical
constant. For this work, it is not necessary to estimate
St* with great accuracy. The order of magnitude relationship between Sty and St* is of interest. Typically,
St* ~0(1), implying that a ~ 0 ( 1 0 -2) for the materials
A.A. Adetayo et al. / Powder Technology 82 (1995) 37-49
and granulation conditions of this work if we choose
aReo as the characteristic velocity.
Adetayo et al. [10] investigated experimentally the
mechanisms involved in the granulation of fertilisers
with broad initial size distributions. Two stages of
granulation were identified. The first stage, corresponding to Ennis' non-inertial regime, was fast. Granule
kinetic energy, granule size and binder viscosity were
not important. During this stage, the granule size distribution narrowed. The second stage, corresponding
to the inertial regime was slower and the granule size
distribution broadened. Not all collisions were successful
and granule deformation on collision was an important
factor.
Three fertilisers were used: mono-ammonium phosphate (MAP), di-ammonium phosphate (DAP) and
ammonium sulfate (AS). All fertilisers followed the
first stage of granulation. DAP followed the second
stage of granulation for all moisture contents above
2%, MAP followed the second stage of granulation
after 5% moisture content, while AS followed only the
first stage of granulation at all moisture contents covered.
To account for the differences in solubility between
the fertilisers, the liquid phase ratio y was defined,
after Sherrington [13], as the volume of liquid phase
per volume of solid in the granule. The liquid phase
ratio is given by the following equation:
g(l +s)pf
(3)
Y= (1-gs)~h
where g is the weight percent of water in the granule,
s is the solubility of the fertiliser salt in water (g g-1
water), and Of and Pl are the densities of the fertiliser
salt and solution, respectively. As discussed in greater
depth later, one may define an extent of granulation
which refers to the degree of growth occurring within
the first stage of granulation. An increase in the extent
of granulation represents an increase in average granule
size and decrease in granule number. For all the
fertilisers studied here, the extent of granulation increased with liquid phase ratio. However, for a given
value of y, the extent of granulation increased in the
order AS, MAP, DAP, showing that binder viscosity
as well as fertiliser solubility were important. The extent
of granulation was a complex function of initial particle
size distribution, going through a maximum as the level
of fines ( - 1 mm) was increased. All these effects were
explained, at least qualitatively, in terms of the theory
proposed by Ennis et al. [12] and the effect of process
variables on the critical and resultant Stokes numbers.
Note that the fractional saturation of the pores in
the granule, S,a,, can be written in terms of y:
Ssa, = y ( 1 - p )
(4)
P
where p is the volume fraction of pores in the granule.
39
2.2. The population balance
The population balance for a well-mixed batch system
undergoing coalescence alone is given by [14]
On(v, t)
at -
1 f
g.~ dfl(u'v't)n(u't)n(v~) du
0
v
+ ~T
fl(u,v-u,t)n(u,t)n(v-u,t) du
(5)
0
where n(v, t) is the number density function, fl(u, v,
t) is the coalescence rate kernel, NT is the total number
of particles at time t, a equals zero for free-in-space
systems such as aerosols and unity for restricted-inspace systems such as granulation processes. The solution to this integro-differential equation is not a trivial
matter. Known analytical solutions are only available
for special forms of the coalescence kernel with an
assumed initial number density distribution [15]. Numerical solutions to this equation have been obtained
by various methods: moment [14], discrete [16], sectional
[17] and sectional-midpoint [7] methods.
Hounslow et al. [7], using volume as the particle size
coordinate, divided the particle size spectrum into
geometric sections (vi = 2v/_ 1). Assuming that the number density distribution in each section is constant, they
proposed a sectional population balance model. The
change in the granule size distribution is given by [7]
dN/
1 (
i-2
1
-~ =N--~T N'-~j'-~-~2j-/+l/3'-~dNj+ "J3/-~'/-~N2-'
i--1
-N,
oo
2
fl/dNj-N,
1
\
,.j
(6)
]
where Ni is the number of particles in the ith interval,
/3/,~ is the collision rate function (coalescence kernel)
between particles in the ith and jth section.
2.3. The coalescence kernel
The coalescence kernel/3i.j is an important parameter
in population balance modelling. Much research has
focused on determining the appropriate form of the
coalescence kernel. Ouchiyama and Tanaka [18-20]
attempted a derivation of the kernel by carrying out
a force balance on the colliding particles. Due to the
complexity and lack of adequate knowledge of the
forces involved in the granulation process, they could
only propose a form of coalescence kernel with semiempirical adjustable parameters. The values of these
parameters depend, in part, on the degree of plasticity
of the granule and they determine the order and form
of the kernel. Thus, unlike aerosol systems, the form
of the coalescence kernel for granulation systems is
40
A.A. Adetayo et al. / Powder Technology 82 (1995) 37--49
not completely established. The available kernels in
the literature are either purely empirical or semiempirical [8,21]. It is commonly assumed [4] that the
granulation kernel can be divided into two parts:
13,.j =/3o/3(v,, v,)
(7)
The coalescence rate constant /30 determines the rate
of granulation and is a function of the granulator
operating conditions, such as moisture contents, binder
viscosity and drum speed. In other words, it controls
the rate of change of mean of the granule size distribution. The dependence of the granulation process
on the particle size is described by /3(vi, vj) which
determines the shape of the granule size distribution.
As two stages of granulation have been identified
by Adetayo et al. [10], it is expected that a two-stage
granulation kernel will be necessary to model adequately
the granule size distributions over a wide range of
conditions. In the first stage or non-inertial regime of
granulation, the probability of successful coalescence
following a collision is independent of particle size and
collision velocity and, instead, depends only on binder
distribution. The probability of coalescence equals the
probability of encountering binder during a collision,
with those collisions involving binder being successful.
In addition, we assume the rate of collisions is independent of particle size; the first-stage mechanism
becomes a random process [22]. This is a reasonable
first approximation for a restricted-space concentrated
system such as drum granulation, as opposed to freein-space dilute coalescence as in the case of aerosols.
We therefore define the first-stage kernel to be a
constant:
/31,~}=kl
(8)
Growth with a size-independent kernel has previously
been studied [22]. Both the total granule number and
mean granule size were shown to vary as
N
~o -- exp( - k,t/2)
r
-- = exp(k,t/6)
ro
(9)
(10)
where No is the initial particle number, and r0 and r
are the initial and current mean granule size, respectively.
During the second stage or inertial regime of granulation, the granule size distribution widens. Particle
deformation is important and, therefore, collisions involving large granules are favoured due to their increased
inertia upon impact. A size-dependent kernel is necessary to treat this stage of granulation. Empirical and
semi-empirical kernels of various orders in volume have
been proposed in the literature [23-28]. Though a
number of first-order kernels were evaluated, the dig
ferences among the most common kernels by Golovin
[24]:
/3!5] - = k2(v, + vj)
(11)
and Thompson [25]:
/3}ff= k2(v,- vj)2/(v, + vj)
(12)
were not significant for the broad initial size distribution
employed here [23]. As a result the simplest one, Eq.
(11), is selected in this study.
The first stage of granulation (non-inertial regime)
is fast, relative to the duration of the experiments [10].
For experiments where the second stage of granulation
does not occur, an equilibrium size distribution is quickly
reached. For the fertilisers studied here, the second
stage of granulation (inertial regime), which is slow,
only occurs after coalescence in the non-inertial regime
is complete. Due to the differing time scales in growth
mechanisms, we propose a sequential kernel for both
stages of granulation:
[tiP]
/3.= i /3SJ
t <~tl
(13)
t > tl
where /3P.} and ~.,.j/~!2!are given by Eq. (8) and Eq. (11)
or (12), respectively. Here tl represents the time required
to reach the final equilibrium size distribution of the
first non-inertial stage of granulation. Experimental data
are available for granulation times from 5 to 25 min.
Previous work [10], however, indicates the first noninertial stage of granulation is complete within 5 rain
(i.e., t 1< 5 min), at which point the first size distributions
are measured. With the present data, therefore, it is
not possible to distinguish between differences in the
rate of granulation and the first-stage rate constant kl.
One may note from Eqs. (9) and (10), however, that
the group k l t is clearly a measure of the extent of
granulation and, in particular, kit1 defines the final
extent of granulation occurring within the first stage
of non-inertial granulation. While it is not possible to
determine kl directly, it is possible to determine values
of the extent of granulation, or klta. For the present
work, this is achieved by arbitrarily choosing t~ = 2 min
as the time for completing the first stage of granulation
and for switching the form of the growth kernel. By
minimising the error between experimental granule size
distributions and numerical solutions to the population
balance equation, as discussed later, one determines
values of k, as well as klt,. Given the arbitrary choice
of t,, the values of kl reported here are actually a
measure of the extent of granulation at which the first
stage of granulation is complete, and differences in k~
do not directly imply differences in granulation rate.
Where the second stage of granulation does not occur,
i.e. t~!2J= 0, the population balance solved for t > t~ gives
the equilibrium granule distribution for coalescence in
the non-inertial regime only.
A,4. Adetayo et al. / Powder Technology 82 (1995) 37-49
2.4. Solution of the population balance and estimation
of the coalescence rate constants
After a systematic comparison of the various numerical solutions to known analytical solutions of the
general pQpulation balance equation, Hounslow's sectional model solution was found to be adequate for
modelling the fertiliser granulation process [23]. For
given values of kl and k2, Eq. (6) is solved with the
coalescence kernel given by Eq. (13). Twenty-two size
intervals were used with the first top size being 0.25
mm. Thus, a total size range of 0.25 to 32 mm is
covered ensuring there is always at least one empty
size interval at the top of the size range so as to avoid
finite domain error [17]. Eq. (6) is a series of 22 ODEs,
which are solved using the Fehlberg fourth-fifth order
Runge-Kutta method [29] for residence times up to
25 min.
The predicted size distributions at 5, 15 and 25 min
are compared to measured ones and the best values
of kl and k2 for a given set of data are estimated by
non-linear regression. The Marquardt Compromise
method [30] is used. This routine combines the steepest
descent and the linearisation methods, and has the
advantage of fast convergence as well as being relatively
robust. The 'best' parameters are estimated by minimising the sum-of-squares error between the simulated
and experimental cumulative size distributions. The
objective function, J, is defined by
J= • ~lc--~j(t~) -cumj(ti)l 2
j
(14)
i
where cumj(ti) is the experimental cumulative mass
fraction at time ti, cumj(ti) is the simulated cumulative
mass fraction, j is the number of size intervals and i
is the number of time intervals.
41
This technique is used to estimate the coalescence
rate parameters, kl and k2, for the experimental granulation data of Adetayo et al. [10].
3. Results and discussion
Model simulations were compared with the experimental granulation data of Adetayo et al. [10]. Data
were available for three fertilisers: DAP (2, 4, 5, 6%
moisture), MAP (3, 4, 5, 6% moisture) and AS (4, 6,
8% moisture). Data were collected at three granulation
times: 5, 15 and 25 min. All fertilisers were granulated
from the same standard initial size distribution (Type
I in Table 1). This size distribution was typical of the
recycle size distribution for DAP in one operating
granulation plant. DAP was also granulated from two
other initial size distributions containing progressively
finer particles (Table 1).
3.1. Characteristics of constant and first-order kernels
Before comparing the model with experimental data,
it is useful to look at the characteristics of the two
kernels presented above. Fig. 2 shows the effect of the
choice of kernel on the shape of the predicted granule
size distribution. The graph shows two size distributions,
each with the same median particle size (4 mm),
produced by solving the population balance with each
of the two kernels. All simulations started with the
same initial granule size distribution shown in Fig. 2.
The constant kernel produces a much narrower size
distribution than the first-order kernel. With the constant kernel, fine particles from the initial size distribution rapidly disappear with little change to the coarse
end of the size distribution. In contrast, the first-order
kernel broadens the initial size distribution and fails
Table 1
Different initial particle size distributions
Initial size
distribution
I
II
III
Type
standard
(20% < 1 ram)
fines
(30% < 1 m m )
more fines
(50% < 1 nun)
Mass m e d i a n diameter,
Dso (mm)
2.0-1-0.1
1.8+0.1
1.0+0.05
Mass m e a n diameter,
D43 ( m m )
2.53-1-0.1
1.97+0.1
2.01+0,1
Sauter m e a n diameter,
D32 (ram)
1.24+0.05
0.89+0.05
0.97±0.05
Bulk porosity,
pa
0.38:1:0.02
0.32±0.01
0.34-1-0.01
a M e a s u r e d for dry-packed bed of particles with this size distribution. Bulk porosity= 1 - t ~ / p s ~ P .
42
A.A. Adetayo et al. I Powder Technology 82 (1995) 37~I9
1.0
1.0
g
O
03
¢0
0.8
. "' "
o.,
' '""/ ' f
... / / ,
0.4
/A"
0.2
~ll~
~'¢/
,~
el
E
.~
e
/f/
/
...' '
(a)
0.8
~
0.6
0.4
0.2
o.o w
1.o
"' / ~ , ~
....~//~,,'
0.s
=
L)
0.0
i
2
I
4
i
6
8
10
Diamet.er (ram)
Fig. 2. Comparison of cumulative granule size distributions for three
different granulation kernels: - - , fll,y=k~; - - - , 13i.y=k2(u + v ) ; - -, fl~,y=k~ and k2(u+v) for type-I initial size distribution ( . . - ) of
D A P with 4% moisture, and after 25 min (&).
E
.9
1.0
0.6
0.4
=
0.2
o
g
0.0
~
0.8
~
E
._~
0.6
~
0.2
0.4
~
0.2
/';°
0.0
1.0 (c)
g
o.a
~
m
E
.~
o.6
~
0.2
0,4
..
i
IS? A / ' "
:.." /1(,"
0
2
8
Diameter
~
.....
10
(ram)
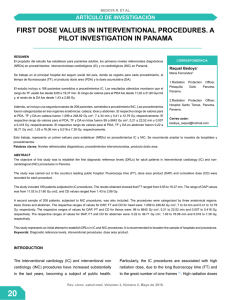
Fig. 4. Predicted and experimental data for MAP with standard
initial distribution ( . - - ) at (a) 4%, (b) 5% and (c) 6% moisture
contents, and after 5 min ( - - , model; ©, exp.), 15 min (. . . . , model;
I-1, exp.) and 25 min ( - - - , model; A, exp.).
0.4
0.0
1.0
,P_
0.8
and longer granulation times for DAP and MAP. Th6
first-order kernel (Eq. (11)) fails to predict the total
0.6
E
0.4
E
.~-
0.0
1.o (b)
._~
d
0.6
(a)
0.8
E
.>_e
=o
E
0.2
0.0
2
4
6
Diameter (ram)
8
10
Fig. 3. Predicted and experimental data for AS with standard initial
distribution ( - - . ) at (a) 4%, (b) 6% and (c) 8% moisture contents,
and after 5 min ( - - , model; O, exp.), 15 min ( - - - , model; 17,
exp.) and 25 min ( - - - , model; /% exp.).
to remove completely the fine particles even after a
significant extent of granulation.
3.2. Comparison o f model simulations with
experimental data
None of the single kernels shown in Fig. 2 could,
on its own, correctly predict the shape of the granule
size distribution for the full range of data. The constant
kernel (Eq. (8)) does not predict the broadening of
the granule size distribution at higher moisture contents
removal of the fine particles from the initial size distribution. The experimental data do, however, support
the proposed two-stage mechanism: fast, random coalescence in the non-inertial regime, followed by slower
preferential coalescence in the inertial regime. For
example, in Fig. 2, the experimental granule size distribution for DAP at 4% moisture content after 25
min granulation time is compared to simulations with
single kernels and the two-stage kernel of Eq. (13).
Only the two-stage kernel can predict the correct shape
of the granule size distribution. This kernel is used for
all subsequent modelling.
The evolution of the measured cumulative granule
size distributions (symbols) along with the model predictions (lines) are shown in Figs. 3 to 7. For all
moisture contents of AS (Fig. 3), 3 to 5% moisture
for MAP (Fig. 4(a), (b)) and 2% moisture for DAP
(Fig. 5(a)), an equilibrium size distribution is reached
within 5 min residence time. The final granule size
distribution is narrower than the initial size distribution
with the almost total removal of the finest particles in
the distribution. For MAP with 6% moisture (Fig. 4(c))
and all other DAP experiments (Figs. 5(b), (c), 6(a)-(c),
7(a)-(c)), the size distribution is narrowed after 5 min
A.A. Adetayo et aL / Powder Technology 82 (1995) 37-49
c
o
+~
43
c 1.0
~-'°~ 0.8 la)
1.0
0.8
.'" ~ '...... ..... i........
0.6
E
•-~ 0.4
0.4
0.2
":
n'" =
L)
~J
O.O
"~*~ 0.81.0 Ib)
0.0
1.0
(b)
o.8 L-
~-~f~"
" :........
~
0.6
o., t . . . .
~,
.."
i'
0.2
1.o
(c) ~ . . . . . . ,
A .s"
f
A ..,""
A ...""
•:
0.0
,
1.0 | (el
0.8
o
..'""
0.4
"-~
,
o
........... ...............
0.8
0.8
0.6
:
0.4
o
.:'
0.2
0.0
/"
o
A / /....
." .0-
~:
~ ~..1~'"""
4-
Diameter
6
(mm)
8
10
Fig. 5. Predicted and experimental data for D A P with standard initial
distribution ( - - - ) at (a) 2%, (b) 4% and (c).6% moisture contents,
and after 5 min ( - - , model; C), exp.), 15 min ( . . . . . , model; I-7,
exp.) and 25 min ( - - - , model; A, exp.).
0
.
.."
o
:/
0.2
"~
2
'
0.4
o
.....
~ .......*..........
0.0
0
2
4
6
Diameter (mm)
8
10
Fig. 6. Predicted and experimental data for D A P type-II initial
distribution ( - - - ) at (a) 4%, (b) 5% and (c) 6% moisture contents,
and after 5 min ( - - , model; 0 , exp.) and 25 min ( - - - , model; A,
exp.).
3.3. Effect of liquid content and fertiliser type on kl
and k2
granulation time, but further granule growth occurs for
at least 15 min. The second stage of granulation broadens
the granule size distribution.
The model gives a reasonably good fit to the full
granule size distributions for the complete range of
data. The estimated parameters, k~ and k2, for each
fertiliser are given in Tables 2 and 3. For experiments
where an equilibrium size distribution is quickly reached
(all AS and DAP with 2 to 3% moisture, MAP with
3 to 5% moisture) the best estimate of k2 is not
statistically significantly different f r o m zero, i.e. the
second stage of granulation does not occur. These
simulations clearly match the narrowing of the size
distribution on granulation extremely well.
For other experiments, MAP with 6% moisture and
DAP with more than 3% moisture, the model nicely
follows the increase in mean granule size and spread
of the size distribution with time. The model predicts
that the rate of change of granule size will be slowed
after 15 min which is in agreement with the DAP
experimental results (Fig. 5(c)). This figure and Figs.
6(b), (c) and 7(c) also show the ability of the model
to match the shape of the granule size distribution at
a high extent of granulation.
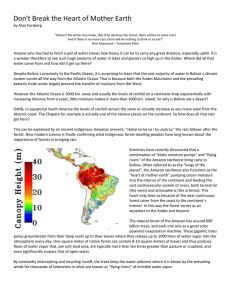
Fig. 8(a) shows the first-stage extent of granulation,
kit1, for three fertiliser types as a function of liquid
content, expressed as the fractional saturation of the
granule, Ssa,. Shown for comparison are values for the
first-stage extent kltl of limestone granule growth taken
from the drum granulation work of Kapur [21]. A
porosity of 0.48 was assumed for the limestone data.
The extent k~tl increases linearly with fractional saturation for all fertilisers. An increase in granule saturation should increase both the extent and rate of
granulation. In terms of Ennis' theory, an increase in
the granule saturation will reduce the coefficient of
restitution and will increase the effective liquid layer
thickness around colliding particles, thus increasin~ t~::z
critical Stokes number (St*) that must be exceeu,.,~ for
colliding particles to break apart. This increases the
size of particles that will make the viscous Stokes number
(Sty) less than St* and will therefore successfully coalesce
on collision, thereby increasing the extent of granulation.
Increasing the fractional saturation of the granule will
also increase the rate of granule encounters involving
binder, thereby increasing the rate of granulation. Rate
constants for the first stage of random growth have
A.A. Adetayo et al. / Powder Technology 82 (1995) 37-49
44
~
1.0
,,~
0.8
25
20
....
~a
E
g
-.~
15
0.6
"2
0.4
10
0.2
5
m
0.0
1.0
I
0.0
Ca)
I
t
0.2
0.4
0.6
Fractional saturation S,t [-]
~
I
0.8
1.0
0.8
0.6
~
0.4
~
0.2
10
15
d
~
ZX
0.0
1.0,
(c)
•
....
0.8
0
to
0.0
o.6
E
~>
f
:
o
0
.--~"
.-K .-N'
0.0
2
4
6
"~0
8
Diameter (ram)
Fig. 7. Predicted and experimental data for DAP type-III initial
distribution ( . - - ) at (a) 4%, (b) 5% and (c) 6% moisture contents,
and after 5 min ( - - , model; O, exp.) and 25 min (-- -, model; A,
exp.).
Table 2
Coalescence rate constants for AS and MAP
Moisture
content
(%)
t
I
o.o o 2
o~
o.6 o.a
0.1
0.2
0.3
Fractional saturation Ssat [-I
~.o
0.4
0.4
0.2
~.1
E]
ix []
Solution
phase
ratio, y
Initial
distrib.
kl
(regressed)
4
6
8
0.106
0.165
0.228
type I
type I
type I
2.855:0.1
3.90+0.2
4.80 + 0.2
MAP
3
4
5
6
0.068
0.090
0.115
0.135
type
type
type
type
1.605:0.03
1.70+0.3
2.30+0.2
3.00 + 0.2
k2
(regressed)
AS
I
I
I
I
0.00025:0.0006
0.0013+0.001
0.0006 + 0.0004
-0.015+0.1
-0.016+0.01
-0.006+0.002
0.012 + 0.003
Fig. 8. (a) Extent of granulation, kttl, as a function of fractional
saturation and (b) extent of granulation normalised for differences
in St~o as a function of fractional saturation (inset: comparison to
data of Kapur [21]): O, AS; f"l, MAP; A DAP; II, limestone (Kapur
[21]).
MAP solutions have similar viscosities and similar rate
constants. Qualitatively, the variation in extent of granulation with fertiliser type fits the theory of Ennis.
The first-stage growth, as defined by Eqs. (9) and
(10), is for a particular level of binding fluid. Since
growth is effected byy, we can reflect this in the growth
kinetics by defining kl=k*f(y) where k* is the rate of
growth with all collisions occurring in the presence of
binder (f(y) = 1). Replacing kl with k* in Eq. (10), the
extent is given by 1
k~'tl= ln(r~)
where r I is the final mean granule size of the first stage
of growth. By equating Eqs. (1) and (2), the final mean
granule size is given by
ra = 8 ~ v S t *
previously been shown to depend exponentially on liquid
phase ratio, which in turn affects the fractional saturation
of the granule's pore space [6].
For a given fractional saturation, the value of kit1
is the same for AS and MAP within experimental error.
DAP has a significantly higher rate constant. Some
properties of the three fertilisers are shown in Table
4. DAP solution has the highest viscosity and, for a
given particle size, the lowest viscous Stokes number
(Sty). We therefore expect DAP to show the greatest
extent of growth in the non-inertial regime. AS and
(15)
Pg
(16)
Upon substitution into Eq. (15), a modified extent
of granulation is given by
kit1 = 6 ln(St* /Stvo)f(y)
(17a)
with
Note that we are assuming in the present work that the volumetric
mean (as used by Kapur [21]) and the harmonic mean (as used by
Ennis et al. [12]) can be interchanged. For the equilibrium, narrow
size distributions of the first stage of growth, this may not be a bad
first approximation.
45
A.A. Adetayo et aL / P o w d e r Technology 82 (1995) 37-49
Table 3
Coalescence rate constants for D A P
Initial size
distribution
Moisture
content
y
S~.t
kl
(min -x)
k2
(ram -3 min - t )
kl a
(min - I )
(%)
Type I
2
4
5
6
0.~5
0.~2
0.117
0.144
0.073
0.150
0.191
0.235
1.38±0.1
3.39±0.1
4.14±0.1
5.98±0.1
-0.0~±0.002
0.0043±0.001
0.~33±0.~2
0.0006±0.0004
1.2±0.1
3.3±0.1
3.9±0.1
4.5±0.1
TypelI
3
4
5
6
0.069
0.~2
0.117
0.1~
0.113
0.202
0.255
0.312
4.1±0.3
5.2±0.2
0.0041±0.~1
0.~23±0.~I
3.0±0.1
4.1±0.1
4.6±0.1
5.8±0.1
3
4
5
6
0.069
0.092
0.117
0.1~
0.126
0.169
0.215
0.~0
2.02±0.2
3.18 ± 0.1
4.1±0.21
5.1±0.2
0.012±0.02
0.011 ± 0.003
0.~6±0.0~
0.006±0.002
2.1±0.3
3.4±0.1
4.2±0.1
5.2±0.1
Type III
"kl values by regression with k2 fixed at zero for Ssat~<0.13 and 0.005 ( m m -3 min -1) for S~.t>0.13.
Table 4
Properties of the materials
Material
Ix
(P)
p
(g em -3)
~o
(s -1)
ro
(cm)
1~Sty
ln(odStv)
A
AS
MAP
DAP I
D A P II
D A P III
Limestone [21]
0.034
0.037
0.085
0.085
0.085
0.0085
1.7
1.6
1.5
1.5
1.5
1.85
2"n'/3
2"rr/3
2~'/3
2~'/3
2~'/3
7-n-/3
0.124
0.124
0.124
0.089
0.097
0.02
0.00279
0.00323
0.00792
0.011
0.010
0.00227
- 5.8800
- 5.7349
-4.8385
-4.5070
- 4.5930
-6.0859
27.7 + 3
25.8 + 3
39.9+3
38.4+5
39.1 ± 2
21.8+2
Stvo = 8Vp~ro
9l~
(17b)
One may note, in particular, that the modified extent
of granulation varies with ln(tx/pg). Normalising the
data of Fig. 8(a) with respect to the viscosity and
granule density of DAP (see Appendix), the extents
of granulation for all three fertilisers are seen to collapse
onto the same line, as shown in Fig. 8(b). In addition,
the limestone data of Kapur [21] are seen also to
collapse onto the same common line, as illustrated in
the inset of that figure.
The value of k2 is zero for all fertilisers at low
moisture content. A critical saturation must be reached
before the second stage of granulation proceeds. The
second stage of granulation relies on plastic deformation
of colliding granules at the point of contact to achieve
successful coalescence [10]. The role of granule plasticity
on growth in drum granulators was realised as early
as the work of Newitt and Conway-Jones [31]. Kristensen
et al. [32] showed that moist granules showed increasing
plastic behaviour as liquid saturation increased. Thus,
a certain minimum moisture is required to give sufficient
plastic deformation for the second stage of granulation
to proceed. This is analogous to the pelletisation of
closely sized powders where significant pellet growth
by coalescence only occurs for a very narrow range of
moisture contents (liquid saturations) [31].
The value of the critical saturation increases in the
order DAP (0.13 + 0.01), MAP (0.20 + 0.02), AS (greater
than 0.36). This is also the order of decreasing viscosity
and increasing Sty, showing that the second stage of
granulation proceeds most easily for the fertiliser solution that forms the most viscous binder. Low viscosity
binders allow a greater degree of granule compaction
[12] which will, in turn, impede granule deformability.
For only one fertiliser, DAP, is there sufficient data
to examine the effect of the fractional saturation on
k2 above the critical saturation. In this region, there
is considerable scatter of the data (see Table 3). This
is due, in part, to the strong correlation between the
two parameters, kl and k2. During the regression process,
a large change in k2 is compensated for by only a small
change in the values of kl; no effect of liquid phase
ratio is identified. Experimental data at a greater number
of time intervals are needed to pin down this effect.
A.A. Adetayo et al. / Powder Technology 82 (1995) 37-49
46
3.4. Effect of initial granule size distribution on kl and
k2
alescence kernel represented as
kl
For DAP, granulation experiments were performed
with two other initial size distributions with increasing
levels of fines for moisture from 3 to 6% (see Figs. 6
and 7). At all initial size distributions, both stages of
granulation were followed for moisture contents of 4
to 6%. Fig. 9 shows that the granulation extent kata
goes through a maximum as the amount of fines in
the initial granule size distribution increases. This corresponds to the packed bed porosity of dry particles
going through a minimum (Table 1). If it is assumed
that this packing density represents that of particles
in a wet granule, the key effect of varying the initial
size distribution for a given liquid phase ratio is to
vary the degree of saturation by changing the volume
of voids in the granule. Fig. 10 shows a plot of k~tl
against liquid saturation, calculated from Eq. (4). A
single relationship is shown for all three initial size
distributions.
Within experimental error, all three initial size distributions have the same critical saturation for the onset
of the second stage of granulation. Above the critical
saturation, there is too much scatter in ka to detect
any effect of the initial size distribution.
3.5. A granulation model for all fertilisers
In summary, the granulation of broad size distribution
feeds is a two-stage coalescence process with the coa,-
12
..... /,, ...........
...................... 6%
-,...
/x
m
•':"
'" ,.x.
-~
-D . . . . . 5%
0
10
0
i
i
i
i
20
30
40
50
--
60
% < 1 (ram)
Fig. 9. Effect of initial size distribution off the first-stage granulation
extent, k~h.
• .~
12
,a
lO
g
8
[]
0
~i,j =
O;
t <~ta
Ssa t < Scrit
k:(v~+v~); S.~, > So.,
t>t~
(18)
In addition, the first-stage extent of granulation has
been shown to be given by
kit I =Ay(1 -p)/p
(19)
with
A ~ ln(St*/St~o)
(20)
Here, A and Scrlt are characteristic parameters of the
fertiliser system dependent on binder and granule properties (especially binder viscosity) and particle interactions. The rank of these parameters for the three
fertilisers agree with that predicted by the theory of
Ennis [12] and, in particular, the dependence of A on
binder viscosity as illustrated by Fig. 8(b). Additional
data are necessary before the individual dependences
of kl and tl on operating parameters or binder and
granule properties can be established. The first-stage
rate constant k~ is presumably independent of binder
viscosity except for possible effects due to binder wetting,
whereas tl should vary as In(/,). From the work of
Kapur and Fuerstenau [6], kl was shown to vary exponentially with y, whereas later work by Kapur [21]
demonstrated that tl decreased with increases in y. In
the present work, these combined effects result in a
linear dependence of the extent of granulation klta on
liquid phase ratio y. A reasonable amount of data for
moisture contents above Scrlt is only available for DAP.
Given the scatter of data, no effect of system parameters
on the second-stage rate constant, k2, can be identified.
For DAP granulation in a 0.31 m diameter drum at
room temperature, the values of A, k2 and Scru can be
identified. Considering the high level of interaction
between the two parameters [23], controlled estimate
of the parameters is justified. The average value of k2
for all data above S=it is 0.005 mm -3. The non-linear
regression program was rerun to find the best values
for ka for all DAP data with k2 fixed at zero for Ssat~<S , ,
and 0.005 mm -3 for Ss,t>S=,. These values, slightly
different to the original values of kl, are given in Table
3. Linear regression of the modified ka values with
fractional saturation gives a value of A = 39.0 +3 for
DAP. Thus for DAP, the coalescence kernel becomes:
3
{ 19.5Ssat
g
~
2
/3~.j=
t~<2 min
0;
Ss~t ~<0.13
0.005(v~ + vj);
S~,,> 0.13
0
0.00
0.05
0.10
0.15
Fractional
0.20
saturation,
0.25
0.30
0.35
t > 2 min
(21)
Ssa t
Fig. 10. Correlation of k~t~ with fractional saturation for all DAP
data: O, SD I; rl, SD II; A SD III.
The Appendix shows that the normalised extent of
granulation, klta, is given by
A.A. Adetayo et al. / Powder Technology 82 (1995) 37-49
6
O
~o4
"ID 3
~2
0
0
i
i
i
i
i
1
2
3
4
5
Experimental D50 (mm)
Fig. 11. Comparison of the predicted and experimental median
diameter Dso for all fertilisers: (3, DAP type-l; Iq, DAP type-II; A,
DAP type-III; O, AS; &, MAP.
klt~ =klt~ + m ln( ~--~P_iSsat
\l.t'Pg]
(22)
Thus, from the knowledge of the first-stage extent of
granulation for DAP materials, kata, the corresponding
extent of granulation for other fertilisers, kxta, of known
viscosity and granule density can be determined.
Fig. 11 shows a comparison of the experimental and
model (Eq. (22)) predicted median granule size. Excellent agreement is achieved between the model and
experimental values for all fertilisers over a wide range
of moistures and initial size distributions.
A model of this form is suitable for use in dynamic
simulation of the granulation circuit where both moisture
content and recycle size distribution may vary significantly with time.
4. Conclusions
A population balance model utilising a sequential
two-stage granulation kernel is developed for the drum
granulation of ammonium sulfate (AS), mono-ammonium phosphate (MAP) and di-ammonium phosphate
(DAP). The model matches the shape of the granule
size distribution of the three fertilisers for a wide range
of moisture contents and initial size distributions. The
first stage of granulation (non-inertial regime) is by
random coalescence and an equilibrium size distribution
is quickly reached. The second stage (inertial regime)
requires a size-dependent kernel and is much slower.
Granule deformation is important in the second stage.
For all fertilisers as well as limestone granulation
results of Kapur [21], the first-stage granulation extent,
defined as klq, is found to be proportional to the
fractional liquid saturation of the granule. It increases
with binder viscosity. Changes to the initial size distribution affect the extent of granulation in the firststage k~t~ by changing granule porosity and, therefore,
liquid saturation.
Normalising the first-stage granulation extent of the
other materials by that of DAP in order to account
47
for the effect of differences in binder viscosity and
particle density shows that a single correlation exists
between the first-stage granulation extent kit I and the
fractional saturation of the granule's pore space Ssa,
for all fertilisers.
A critical saturation, S=,, is necessary for the second
stage of granulation to proceed. For Ssat<Scrit, an
equilibrium size distribution is reached before 5 min
granulation time. For Ssat> Scri, granules are sufficiently
deformable to continue growing for up to 25 min. Scri,
decreases with increasing binder viscosity.
The proposed model sufficiently describes the granulation process and is suitable for use in the dynamic
simulation of the granulation circuits where both moisture content and recycle size distribution may vary
significantly with time. The model also has great potential to be extended to other granulating materials.
5. List of symbols
A
cumi(t,)
cumAt,)
950
e
g
h
ha
k
n(v, t)
N,
NT
No
P
ro
rl
R
s
Ssat
st,
st*
t
ta
f)
~)i
V
Y
fitting parameter
experimental cumulative mass fraction at
time ti
simulated cumulative mass fraction at time
t,
median granule diameter (mm)
coefficient of restitution
percentage by weight of water in granule
thickness of the binder layer (/zm)
measure of the granule's surface asperity
(t~m)
coalescence rate constants
number density fraction
number of particles in ith interval
total number of particles at time t
initial total number of particles
granule porosity (cm3 cm -3)
current mean granule size (/zm)
initial mean granule size (~m)
final mean granule size at end of first stage
(gm)
drum diameter (/xm)
solubility of fertiliser salt in water (g g-1
water)
fractional saturation (y(1-p)/p)
viscous Stokes number
critical viscous Stokes number
granulation time (min)
mechanism switching time (min)
effective granule size (/zm)
volume boundary of ith section
particles' velocity of approach (cm s -1)
solution phase ratio
48
AM..4detayo et al. / Powder Technology 82 (1995) 37-49
Greek letters
parameter
coalescence rate kernel
collision rate function between particles in
ith and jth section (coalescence kernel)
coalescence rate constant
binder viscosity (P)
density of fertiliser salt (g cm -3)
granule density (g cm -3)
density of fertiliser solution (g cm -3)
drum revolution (s- 1)
o/
vj)
fli.i
~o
/x
Pf
Pg
Pl
¢o
assumed that V= acoR and, in fact, have plotted A as
a function of ln(odStvo). In so doing the slope is still
m; the intercept, however, m is given by m ln(St*/a).
For the data of Fig. A1, we obtain a slope m=10_+3.
Having determined m, it is now possible to correct
the data for the extent of granulation kl tl for differences
in S%. Let us take the data for DAP as a reference,
with a particular value of the Stokes group (Sty ~Sty,,).
Define the ratio of this group for DAP, Stv/Stvo), to
that of other fertilisers, (St*/Stvo), as
(St* /Stvo)
K ~(Stv/Stvo)
(A2)
The normalised extent of granulation kit1 is then
given by
Acknowledgements
kltl =ASsat = m In(St*/Stvo)Ssat = m ln[K(St*/St~o)]Ssat
S.E.P. acknowledges an international travel grant
from the US National
Science Foundation,
US-Australia Program, INT-9114590 and CTS-8957042.
Appendix
The extent of granulation kit1 has been shown to
depend on both the granule saturation Ss,t and the
Stokes number, which combines the effects of binder
viscosity and granule inertia. In order to compare the
effect of granule saturation on the extent katl for
different materials, it is necessary to correct for differences in Stv. From Eqs. (19) and (20):
A = m ln(St*/Stvo)
(A1)
where m is a constant independent of S~at and Stv, and
A is the slope of the extent k l q versus fractional
saturation S~,t. The initial Stokes number St~o is given
by Eq. (17b). A plot of A as a function of ln(1/St~o)
has a slope of m as well as an intercept of m In(St*).
Fig. A1 illustrates such a plot for the fertilisers of the
present work, which includes the limestone results of
Kapur [21]. Estimated limestone properties, taken in
part from Kapur, are summarised with fertiliser properties in Table 4. In calculating St~o for Fig. A1, we
45
40
35
A
3O
25
20
15
h
I
-6
-5
In (~/Stvo)
Fig. A1.
-4
= m ln(St*/Stvo)Ssa, +m(ln K)Ssa t
=kit1 +m(In K)S~at
(A3)
And so, in order to compare the fertiliser and limestone
data, a factor of m(ln K)S~at must be added to the
unmodified extent of granulation kl ta in order to remove
differences in St~o brought about by the differences in
binder viscosity, granule density, drum speed and initial
granule size.
To normalise the data for MAP and AS, we have
assumed that e and h, are the same for all fertilisers.
Therefore
K= /iO-g
/zOg
(A4)
To include the data of Kapur, the differences in
drum speed and initial particle size are also taken into
account. The extent of granulation for the present work,
normalised with respect to DAP, is given in Fig. 8(b).
References
[ 1] J.D. Litster and L.X. Liu, ICHEME, 5th Int. Symp. Agglomeration,
Brighton, UK, 25-27 Sept., 1989, pp. 611-621.
[2] J.D. Landgrebe and S.E. Pratsinis, J. Colloid Interface Sci., 139
(1990) 63-85.
[3] F. Gelbard and J.H. Seinfeld, J. Comput. Phys., 28 (1978)
357-375.
[4] K.V.S. Sastry, lnt. J. Miner. Process., 2 (1975) 187-203.
[5] P.C. Kapur and D.W. Fuerstenau, Trans. AIME, 229 (1964)
348-355.
[6] P.C. Kapur and D.W. Fuerstenau, I&EC Proc. Des. Dev., 5
(1966) 5-10.
[7] M.J. Hounslow, R.L. Ryall and V.R. Marshall, A I C h E J., 34
(1988) 1821-1832.
[8] W.H. Hartel and A.D. Randolph,AIChEZ, 32 (1986) 1186-1195.
[9] P.B. Linkson, J.R. Glastonbury and G.J. Duff),, Trans. Inst.
Chem. Eng., 51 (1973) 251-259.
[10] A.A. Adetayo, J.D. Litster and M. Desai, Chem. Eng. Sci., 48
(1993) 3951.
A.A. Adetayo et al. / Powder Technology 82 (1995) 37-49
[11] A.A. Adetayo, J.D. Litster and M. Desai, 19th Australasian
Chem. Eng. Conf. CHEMECA 91, Newcastle, Australia, 18-20
Sept., 1991, p. 785.
[12] B.J. Ennis, G.I. Tardos and R. Pfeffer, Powder Technol., 65
(1991) 257-272.
[13] P.J. Sherrington, Chem. Engr., 220 (1968) CE201-CE215.
[14] H.M. Hulburt and S. Katz, Chem. Eng., Sci., 19 (1964) 555-574.
[15] D. Ramkrishna, Rev. Chem. Eng., 3 (1985) 49-95.
[16] J.D. Landgrebe and S.E. Pratsinis, Ind. Eng. Chem. Res., 28
(1989) 1474-1481.
[17] F. Gelbard, Y. Tambour and J.H. Seinfeld, Z Colloid Interface
Sci., 76 (1980) 541-556.
[18] N. Ouchiyama and T. Tanaka, Ind. Eng. Chem~ Process Des.
Dev., 14 (1975) 286-289.
[19] N. Ouchiyama and T. Tanaka, Ind. Eng. Cher~ Process Des.
Dev., 20 (1981) 340-348.
[20] N. Ouchiyama and T. Tanaka, Ind. Eng. Chem. Process Des.
Dev., 21 (1984) 29--35.
[21] P.C. Kapur, Chem. Eng. Sci., 27 (1972) 1863-1869.
49
[22] P.C. Kapur and D.W. Fuerstenau, Ind. Eng. Chem. Process Des.
Dev., 8 (1969) 56-62.
[23] A.A. Adetayo, Modelling, simulation and control of the fertiliser
granulation circuit, Ph.D. Thesis, University of Queensland,
Australia, 1992, in preparation.
[24] A.M. Golovin, Soy. Phys. Dockl., 8 (1968) 191-193.
[25] P.D. Thompson, Proc. Int. Conf. Cloud Physics, Toronto, Canada,
1968, pp. 115-125.
[26] M.V. Smoluchowski, Z. Phys. Chem., 92 (1917) 129.
[27] E.X. Berry, J. Atmos. Sci., 24 (1967) 688.
[28] R.L. Drake, A general mathematical survey of coagulation
equation, in G.M. Hidy and Brock (eds.), Topics in Current
Aerosol Research, Part 2, Pergamon, Oxford, 1972.
[29] E. Fehlberg, Computing, 6 (1970) 61-71.
[30] D.W. Marquardt, J. Soc. Ind. Appl. Math., 11 (1963) 431-441.
[31] M.C. Newitt and J.M. Conway-Jones, Trans. Inst. Chem. Eng.,
36 (1958) 421-442.
[32] H.G. Kristensen, P. Hohn and T. Schafer, Powder Technol., 44
(1985) 227-237.