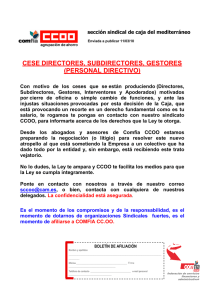
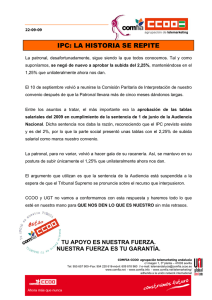
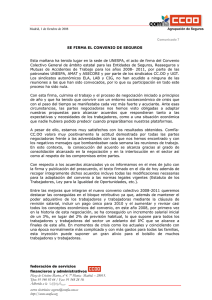
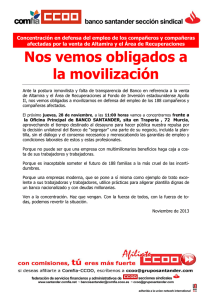
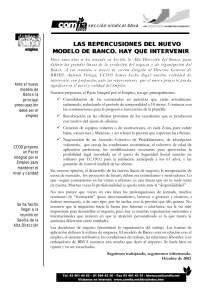
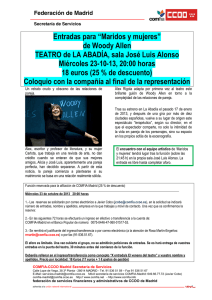
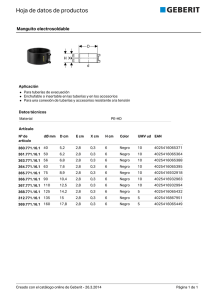
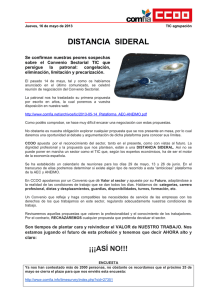
CURSO DE TUBERIAS PARA PLANTAS DE PROCESO. (Químico, Petroquímico o Farmacéutico). 0102 CARACTERÍSTICAS DE LOS ACCESORIOS PARA LAS TUBERÍAS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294. Fax 914-203-074; E-mail formacionmad@comfia.ccoo.es CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 2 CARACTERÍSTICAS DE LOS ACCESORIOS. Índice de la unidad: 01 MÉTODOS DE UNIÓN PARA TUBERÍAS. 02 BRIDAS. 03 LAS CARAS DE LAS BRIDAS Y SU ACABADO. 04 LAS JUNTAS. 05 OTROS ACCESORIOS PARA LAS TUBERÍAS. 05.1 Accesorios roscados y/o de enchufe y soldadura. 05.2 “Nipples” y “Swages”, los otros accesorios roscados y/o de enchufe y soldadura. 05.3 Accesorios para soldadura a tope. 05.4 “Thredolets”, “sockolets”, “elbolets”, “weldolets”, etc. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 2 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 3 CARACTERÍSTICAS DE LOS ACCESORIOS. 01 MÉTODOS DE UNIÓN PARA TUBERÍAS. Para unir tubos o accesorios entre sí, se dispone de varios procedimientos, algunos de los cuales hemos indicado de algún modo, al hablar de los tipos de extremos de la tuberías, para concretar este aspecto debemos destacar los principales sistemas de unión: Æ Con accesorios roscados, exterior o/y interiormente, para tubería de hasta 4”, si bien los tamaños de los accesorios por encima de 2" de diámetro, son muy poco usuales; su ventaja es que la unión es desmontable, su punto débil son las posibles fugas. Es el método de unión más antiguo, se usa los puntos donde sea preciso un desmontaje posterior; en tuberías con presiones bajas y/o productos no corrosivos, ni explosivos; en uniones sin especial responsabilidad o seguridad; también se emplea en las líneas cuyo posible revestimiento pudiera ser dañado por la acción térmica de la soldadura; hay 3 tipos o series de accesorios, para su utilización según la presión de trabajo, estas son; 2.000, 3.000 y 6.000 PSI; (PSI ⇔ libras por pulgada2 ). Figura 01; Empalme con manguito roscado. Existe una correspondencia entre la serie y el espesor mínimo de pared de la tubería: Serie: “Schedule ” o espesor: 2.000 PSI (≈ 140 kg/cm2 ) 40 ⇔ Std. (80 si la rosca debilita la pared; es poco utilizado) 3.000 PSI (≈ 210 kg/cm2 ) 80 ⇔ XS. 6.000 PSI (≈ 420 kg/cm2 ) XXS. Figura 02; Unión loca & empalme con/ codo roscado. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 3 4 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. La longitud de penetración de la rosca, a efectos de dimensión de tubería, se puede apreciar en la tabla siguiente. TABLA 01 PENETRACIÓN DE ROSCA EN ACCESORIOS ROSCADOS Ø = NPS Tubería Longitud Roscada Pulgadas Milímetros ½” ½” 13 ¾” 9/16” 14 1” 11/16” 18 1 ½” 11/16” 18 2” ¾” 20 2 ½” 15/16” 24 3” 1” 25,4 Æ Con accesorios forjados de enchufe y soldadura, también llamados de enchufe y cordón, (socket-weld) para tubería de hasta 4”, si bien habitualmente se limitan a diámetros de hasta 2"; se usan para asegurar la ausencia de fugas. Figura 03; Empalme con manguito de enchufe y soldadura. Las líneas de construcción a enchufe y soldadura, tienen como ventaja sobre las roscadas, el que la ausencia de fugas esta asegurada; esto es un factor importante a considerar, cuando se trata de transportar fluidos inflamables, tóxicos, etc. las líneas de 2" y diámetros mayores, son usualmente soldadas a tope, en lugar de utilizar este método de unión, ya que ofrece las mismas garantías de hermeticidad. Como en el caso anterior existe una correspondencia entre la serie del accesorio y el espesor mínimo de pared de la tubería: Serie: “ Schedule” o espesor: 3.000 PSI (≈ 210 kg/cm2 ) 80 ⇔ XS. 6.000 PSI (≈ 420 kg/cm2 ) XXS. El tramo que penetra la tubería en el interior del accesorio, a efectos de la longitud de la tubería, se puede apreciar en la tabla siguiente. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 4 5 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 02 PENETRACIÓN DE TUBERÍA EN ACCESORIOS S.W. Ø = NPS Longitud Roscada Tubería Pulgadas Milímetros ½” ½” 13 ¾” 9/16” 14 1” 5/8” 16 1 ½” 3/4” 20 2” 7/8” 22 2 ½” 1 1/8” 29 3” 1 3/8” 35 Æ Utilizando soldadura a tope en los empalmes (buttwelded) tubería-tubería, y tubería con accesorio; siempre con los bordes biselados; estos accesorios solo se utilizan para cambios de dirección, derivación, o picajes; garantiza la ausencia de fugas. Figura 04; Unión de tuberías con soldadura a tope. En ocasiones, cuando la línea es necesario empalmarla en un punto que puede llegar a tener que soportar un alto nivel de esfuerzo, se utiliza, como refuerzo de la unión a tope, el anillo de respaldo. Figura 05; Anillo de respaldo p/ unión de tuberías. Æ Mediante un par de bridas (flanges), y una junta elástica, o rígida, entre ellas, junto con soldadura en ángulo o bisel, para la unión de tubería y brida, se obtiene la unión desmontable de tramos de tubería con extremos provistos de bridas., o de la tubería provista de brida, con tubuladuras, o boquillas de recipientes, bombas, equipos, etc. Figura 06; Unión desmontable de tuberías, con bridas y junta. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 5 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 6 CARACTERÍSTICAS DE LOS ACCESORIOS. Se emplea para unir tuberías a válvulas embridadas, toberas de recipientes y equipos, o en aquellos puntos, de ciertas líneas, donde mediante un par de bridas, se puede disponer de un punto para facilitar el desmontaje de cualquier elemento que lo precise. Æ Mediante boquillas, “clamps” y junta elástica (tri-clamp), que constituye una unión semejante a la de las bridas, y que sustituye en estas en las tuberías de pequeño diámetro, a las bridas en las uniones desmontables. Estas uniones con extremos provistos de rebordes para el uso de “clamps”, se usan generalmente en líneas de proceso farmacéutico, y/o alimenticio, etc., que requieren una limpieza periódica. Figura 07; Unión desmontable de tuberías, con “clamp” y junta. 02 BRIDAS. La diferencia entre las dimensiones de las bridas para un mismo tamaño de tubería esta condicionada por la serie, o PN. Las Normas más empleadas en las bridas, son: Æ ANSI B16.5; sus dimensiones, tipos y gama de aplicación, están clasificadas por series, o "rattings", cuya presión es representada por "#" y que equivale a su valor en "PSI", cuyos valores son; 150, 300, 400, 600, 900, 1500 y 2500 # (PSI). Figura 08; Diferencia entre bridas según su “ratting”. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 6 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 7 CARACTERÍSTICAS DE LOS ACCESORIOS. Æ DIN; al igual que en el caso anterior, sus dimensiones tipos y gama de aplicación, están clasificadas por series, caracterizadas por las siglas “PN” (presión normal en kg/cm2 ), cuyos valores son; PN-6; PN-10; PN-16; PN-25; PN-40; PN-64, PN-100; PN-160 y PN-250. Sus dimensiones están reguladas por diversas normas, como ejemplo citaremos que la brida de cuello con cara realzada, para ∅ 10 a 600 mm. PN-10 tiene sus dimensiones s/ DIN-2632, y la PN-16, en ∅ de 10 a 175 mm. también sigue la misma norma, pero en ∅ de 200 a 600 mm. sus dimensiones son indicadas por la norma DIN-2633. Dentro de la diversidad de bridas, para los distintos tipos de tuberías, trataremos solo aquí, las empleadas en las tuberías de acero, y en las plantas de proceso, las cuales se indican a continuación: Æ Brida con cuello para soldar a tope con el tubo; “Welding neck”, es de gran resistencia por su diseño y muy empleada donde se requiere seguridad, es el tipo mas caro porque requiere mas material debido a su cuello reforzado, debe indicarse el "schedule del tubo al que va a soldarse. Figura 09; Brida de cuello o “Welding neck”, con cara realzada. Æ Brida deslizante autocentradora o “Slip-on”, se le denomina así, porque el tubo pasa a través de ella, se une a la tubería con una soldadura externa y otra interna, pese a lo cual, es más económica que la anterior; no se utiliza para grandes presiones, se usa en servicios no críticos. Figura 10; Brida deslizante, o “Slip-on”. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 7 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 8 CARACTERÍSTICAS DE LOS ACCESORIOS. Æ Brida para enchufe y soldadura, también llamada “Socket weld”, suele usarse solo en tamaños pequeños, 1 1/2" NPS y menores; la descripción, además del "ratting", debe incluir el "schedule" de la tubería. Figura 11; Brida para enchufe y soldadura, o “Socket weld”. Æ Esta es la llamada "brida loca" o “Lap-joint”, se usa junto con un "stub-end" o extremo con resalte (valona), que efectúa el cierre; su ventaja es que al no estar en contacto con el fluido, puede ser de un material más económico, se usa con tuberías de aleación de acero. Figura 12; Brida loca con “stub-end. Los taladros para tornillos tampoco necesitan ser alineados con cuidado, lo que favorece y facilita el montaje. Figura 13; Sección de brida loca con “stub-end”. Æ Brida roscada (rosca hembra), útil cuando la soldadura deba evitarse, como en áreas de trabajo donde puedan existir gases inflamables o en tuberías de aleació n que no puedan tratarse térmicamente después de la soldadura; su aplicación se reduce casi exclusivamente a las tuberías menores de 1 1/2", deben evitarse. Figura 14; Brida roscada. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 8 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 9 CARACTERÍSTICAS DE LOS ACCESORIOS. Æ Brida reductora ; utilizada para pasar de un diámetro a otro, no debe usarse donde las turbulencias que se crean aguas abajo puedan dar problemas, como en conexión a bombas; cualquier tipo de brida puede ser reductora, pero se suelen usar las deslizantes y en ocasiones, las de cuello. Figura 15; Conexión con brida reductora. Una variante de esta brida reductora, es la brida llamada “de expansión”, que a veces se utiliza en la conexión de una bomba, un compresor, una válvula de control, etc., se suele utilizar con bridas de cuello, su aspecto es el siguiente: Figura 16; Conexión con brida de expansión. Æ Brida ciega; empleada para tapar extremos de tuberías, bocas de recipientes, pasos de hombre, etc Figura 17; Extremo con brida ciega. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 9 10 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 03A; DIMENSIONES DE BRIDAS; Cara con resalte RF; Clase 150 y 300. BRIDA DE CUELLO. BRIDA “SLIP-ON” (lisa) O ROSCADA. BRIDA LOCA BRIDA DE ENCHUFE Y SOLDADURA “SW” l. CLASE 150. CLASE 300. DIMENSIONES: D.N. BRIDA CIEGA Tal. A B C D E F nº/∅ 1/2” 89 60 11 48 16 16 4-16 3/4” 98 70 13 52 16 16 1” 108 79 14 56 17 1 1/4” 117 89 16 57 1 1/2” 127 98 17 2” 152 121 2 1/2” 178 3” DIMENSIONES: D.N. Tal. A B C D E F nº/∅ 1/2” 95 67 14 52 22 22 4-16 4-16 3/4” 117 83 16 57 25 25 4-19 17 4-16 1” 124 89 17 62 27 27 4-19 21 21 4-16 1 1/4” 133 98 19 65 27 27 4-19 62 22 22 4-16 1 1/2” 156 114 21 68 30 30 4-22 19 64 25 25 4-19 2” 165 127 22 70 33 33 8-19 140 22 70 29 29 4-19 2 1/2” 191 149 25 76 38 38 8-22 191 152 24 70 30 30 4-19 3” 210 168 29 79 43 43 8-22 4” 229 191 24 76 33 33 8-19 4” 254 200 32 86 48 48 8-22 5” 254 216 24 89 37 37 8-22 5” 279 235 35 98 52 52 8-22 6” 279 241 25 89 40 40 8-22 6” 318 270 37 98 52 52 12-22 8” 343 298 29 102 44 44 8-22 8” 381 330 41 111 62 62 12-25 10” 406 362 30 102 49 49 12-25 10” 445 387 48 118 67 95 16-29 12” 483 432 32 114 56 56 12-25 12” 521 451 51 130 73 102 16-32 14” 533 476 35 127 57 79 12-29 14” 584 514 54 143 76 111 20-32 16” 597 540 37 127 64 87 16-29 16” 648 572 57 146 83 121 20-35 18” 635 578 40 140 68 97 16-32 18” 711 629 60 159 89 130 24-35 20” 699 635 43 145 73 103 20-32 20” 775 686 64 162 95 140 24-35 24” 813 749 48 152 83 111 20-33 24” 914 813 70 168 106 152 24-41 NOTAS: j dimensiones en mm. (excepto diámetros nominales); según ANSI B16.5-1.977 k En la dimensión “C” están incluidos 2 mm.(1/16”) de resalte, excepto en la brida loca. l Este tipo de brida solo se puede usar en tamaño de 1/2 a 3” Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 10 11 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 03B; DIMENSIONES DE BRIDAS; Cara con resalte RF; Clase 600 y 900. BRIDA DE CUELLO. BRIDA “SLIP-ON” (lisa) O ROSCADA. BRIDA LOCA BRIDA DE ENCHUFE Y SOLDADURA “SW” l. CLASE 600. D.N. BRIDA CIEGA CLASE 900. Tal. DIMENSIONES: D.N. Tal. DIMENSIONES: A B C D E F G nº/∅ A B C D E F G nº/∅ 1/2” 95 67 21 59 29 22 14 4-16 1/2” 3/4” 117 83 22 63 32 25 16 4-19 3/4” 1” 124 89 24 68 33 27 17 4-19 1” USAR LA CLASE 1.500 1 1/4” 133 98 27 73 35 29 21 4-19 1 1/4” EN ESTOS TAMAÑOS. 1 1/2” 156 114 29 76 38 32 22 4-22 1 1/2” 2” 165 127 32 79 43 37 25 8-19 2” 2 1/2” 191 149 35 86 48 41 29 8-22 2 1/2” 3” 210 168 38 89 52 46 32 8-22 3” 241 191 44 108 60 54 38 8-25 4” 273 216 44 108 60 54 38 8-25 4” 292 235 51 121 76 70 44 8-32 5” 330 267 51 114 67 60 44 8-29 5” 349 279 57 133 86 80 50 8-32 6” 356 292 54 124 73 67 48 12-29 6” 381 318 62 146 92 86 56 12-32 8” 419 349 62 140 83 76 56 12-32 8” 470 394 70 168 108 114 64 12-38 10” 508 432 70 159 92 111 64 16-35 10” 546 470 76 190 114 127 70 16-38 12” 559 489 73 162 98 117 67 20-35 12” 610 533 86 206 124 143 79 20-38 14” 603 527 76 171 100 127 70 20-38 14” 641 559 92 219 137 156 86 20-41 16” 686 603 83 184 113 140 76 20-41 16” 705 616 95 222 140 165 89 20-44 18” 743 654 89 190 124 152 83 20-44 18” 787 686 108 235 159 191 102 20-51 20” 813 724 95 197 133 165 89 24-44 20” 857 749 114 254 165 210 108 20-54 24” 940 838 108 210 146 184 102 24-51 24” 1041 902 146 298 210 267 140 20-67 NOTAS: j dimensiones en mm. (excepto diámetros nominales); según ANSI B16.5-1.977 k En la dimensión “C” están incluidos 6,4 mm.(1/4”) de resalte, excepto en la brida loca. l Este tipo de brida solo se puede usar en tamaño de 1/2 a 3” en Clase 600. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 11 12 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 03C; DIMENSIONES DE BRIDAS; Cara con resalte RF; Clase 1.500 y 2.500. BRIDA DE CUELLO. BRIDA “SLIP-ON” (lisa) O ROSCADA. BRIDA LOCA BRIDA DE ENCHUFE Y SOLDADURA “SW” l. CLASE 1.500. D.N. BRIDA ClEGA CLASE 2.500. Tal. DIMENSIONES: A B C D E F G nº/∅ 1/2” 121 83 29 67 38 32 22 4-22 3/4” 130 89 32 76 41 35 25 1” 149 102 35 79 48 41 1 1/4” 159 111 35 79 48 1 1/2” 178 124 38 89 2” 216 165 44 2 1/2” 244 191 3” 267 4” D.N. Tal. DIMENSIONES: A B C D E F G nº/∅ 1/2” 133 89 37 79 46 40 30 4-22 4-22 3/4” 140 95 38 86 49 43 32 4-22 29 4-25 1” 159 108 41 95 54 48 35 4-25 41 29 4-25 1 1/4” 184 130 44 102 59 52 38 4-29 51 44 32 4-29 1 1/2” 203 146 51 117 67 60 44 4-32 108 64 57 38 8-25 2” 235 171 57 133 76 70 51 8-29 48 111 70 64 41 8-29 2 1/2” 267 197 64 149 86 79 57 8-32 203 54 124 79 73 48 8-32 3” 305 229 73 175 98 92 67 8-35 311 241 60 130 97 90 54 8-35 4” 356 273 83 197 114 108 76 8-41 5” 375 292 79 162 111 105 73 8-38 5” 419 324 98 235 136 130 92 8-44 6” 394 318 89 178 125 119 83 12-38 6” 483 368 114 279 159 152 108 8-54 8” 483 394 98 219 149 143 92 12-44 8” 552 438 133 324 184 178 127 12-54 10” 584 483 114 260 165 178 108 12-51 10” 673 540 171 425 235 229 165 12-67 12” 673 572 130 289 187 219 124 16-54 12” 762 619 190 470 260 254 184 12-73 14” 749 635 140 305 - 241 133 16-60 14” 16” 826 705 152 317 - 260 146 16-67 16” 18” 914 775 168 333 - 276 162 16-73 18” 20” 984 832 184 362 - 292 178 16-79 20” 24” 1168 991 210 413 - 330 203 16-92 24” NOTAS: j dimensiones en mm. (excepto diámetros nominales); según ANSI B16.5-1.977 k En la dimensión “C” están incluidos 6,4 mm.(1/4”) de resalte, excepto en la brida loca. l Este tipo de brida solo se puede usar en tamaño de 1/2 a 2 1/2” en Clase 1.500. m Usar bridas roscadas solo en tamaños de ½ a 12”, en Clase 1.500. n Para la Clase 2.500, solo se pueden usar bridas de cuello, roscadas, locas, o ciegas. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 12 13 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. A la hora de dibujar, es importante tener en cuenta que la disposición de los taladros para los pernos en la bridas, verticales deben quedar a horcajadas del eje vertical (consecuentemente, también del eje horizontal), formando el ángulo a que se obtiene mediante la formula; a = 360ª / nº de taladros; en las bridas horizontales el eje de referencia será el del Norte de la planta; la disposición para cada serie de bridas, se puede apreciar en la tabla adjunta. Figura 18; Abertura angular entre taladros, en las bridas. TABLA 04; ÁNGULOS ENTRE TALADROS DE BRIDAS (ANSI). D.N. Clase 150. Clase 300 Clase 600 Clase 900 Clase 1.500 Clase 2.500 α nº Tal. α nº Tal. a nº Tal. a nº Tal. a nº Tal. a nº Tal. 2” 90º 4 45º 8 45º 8 45º 8 45º 8 45º 8 2½“ 90º 4 45º 8 45º 8 45º 8 45º 8 45º 8 3” 90º 4 45º 8 45º 8 45º 8 45º 8 45º 8 4” 45º 8 45º 8 45º 8 45º 8 45º 8 45º 8 5” 45º 8 45º 8 45º 8 45º 8 45º 8 45º 8 6” 45º 8 30º 12 30º 12 30º 12 30º 12 45º 8 8” 45” 8 30º 12 30º 12 30º 12 30º 12 30º 12 10” 30º 12 22,5º 16 22,5º 16 22,5º 16 30º 12 30º 12 12” 30º 12 22,5º 16 18º 20 18º 20 22,5º 16 30º 12 14” 30º 12 18º 20 18º 20 18º 20 22,5º 16 16” 22,5º 16 18º 20 18º 20 18º 20 22,5º 16 18” 22,5º 16 15º 24 18º 20 18º 20 22,5º 16 20” 18º 20 15º 24 15º 24 18º 20 22,5º 16 24” 18º 20 15º 24 15º 24 18º 20 22,5º 16 NOTAS: j En todas las series, de ½ a 1 ½” hay 4 taladros y el valor de a es de 90º. k Los ejes de las bridas colocadas en el plano horizontal (paralelas al suelo), deben quedar a horcajadas del eje N-S. (de la planta), salvo que se indique lo contrario. Como complemento de estas tablas se adjuntan las siguientes: Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 13 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 14 CARACTERÍSTICAS DE LOS ACCESORIOS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 14 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 15 CARACTERÍSTICAS DE LOS ACCESORIOS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 15 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 16 CARACTERÍSTICAS DE LOS ACCESORIOS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 16 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 17 CARACTERÍSTICAS DE LOS ACCESORIOS. *** Los datos de Bridas RTJ, se han incluido con la información sobre Juntas, dentro del siguiente capítulo. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 17 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 18 CARACTERÍSTICAS DE LOS ACCESORIOS. 03 LAS CARAS DE LAS BRIDAS Y SU ACABADO. El que una unión mecánica entre bridas de tuberías, sea estanca, no podrá conseguirse, sin alguna plasticidad en los materiales a unir (excepto en el caso de la RTJ), ya que es evidente, que si ambas caras fueran igualmente indeformables, solo a base de un perfecto mecanizado, obtendríamos la unión; para evitar ese alto nivel de acabado, en las superficies a unir, interponemos un elemento; es decir, la junta. Las bridas se fabrican con distintos acabados de caras; los habituales son: Æ Con resalte, o "raised face " se denomina RF; el resalte sobresale 1/16" en las de 150 y 300 #; en el resto de los "ratting", el resalto es de 1/4"; es el tipo de brida más común, ± el 80% del total de bridas de la planta. Figura 19; Junta de bridas RF. Este encaramiento es el resultado de la brida loca y el “stub-end” que hace las veces de brida RF; la longitud de los pernos variará en función del “schedule” de la tubería, el cual condiciona la dimensión del “stub-end”. Figura 20; Junta (tipo RF) con “stub-end”. Æ De cara plana, o "flat face", se define como FF, suelen ser bridas de fundición, es muy poco usada como brida, salvo en válvulas, la junta tiene el mismo Ø que la brida, para reducir el peligro de rotura por flexión en el apriete. Figura 21; Junta de bridas FF. Æ Con junta anular, "ring type joint ", llamada RTJ, es la brida utilizada para las altas presiones y elevadas temperaturas, es la mas cara de todas; utiliza un aro metálico de sección oval, u octagonal. Figura 22; Junta de bridas RTJ. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 18 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 19 CARACTERÍSTICAS DE LOS ACCESORIOS. La superficie de las caras en contacto con las juntas RF y FF, presentan, diversos tipos de acabado, que en función de su rugosidad y geometría, se denominan del siguiente modo: Æ Stock Finish; es el tipo más utilizado, se utiliza en todas las condiciones normales de servicio; consiste en un acanalado en espiral continua, realizado mediante cuchilla de punta redondeada, configurando un surco continuo de modo semejante al de los antiguos discos de vinilo. cuyas características son para las tuberías de: ? Hasta 12”; radio de 1/16” ≈ 1,6 mm, profundidad de 0,04 mm, paso de 1/32” ≈ 0,8 mm. ? Desde 14”; radio de 1/8” ≈ 3,2 mm, profundidad de 0,06 mm y paso de 3/64” ≈ 1,2 mm. Æ Concentric serrated; su rayado se obtiene con una cuchilla de punta en ángulo de 90º, que realiza un acanalado concéntrico; para todos los diámetros, la profundidad de la ranura es de 1/64” ≈ 0,4 mm y el paso es de 1/32” ≈ 0,8 mm. Æ Spiral serrated o Phonografic; su rayado se obtiene con una cuchilla de punta en ángulo de 90º, que realiza un acanalado en espiral continua, similar a los antiguos discos fonográficos; para todos los diámetros, la profundidad de la ranura es de 1/64” ≈ 0,4 mm y el paso es de 1/32” ≈ 0,8 mm. Æ Smooth finish; su rayado no es visible, se realiza mediante rectificadora. Æ Cold water finish; su rayado no es visible, se realiza mediante rectificadora y pulido posterior obteniéndose una superficie especular; se utiliza sin juntas, contacto metal- metal. Figura 23; Detalle de la superficie de la cara de la brida. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 19 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 20 CARACTERÍSTICAS DE LOS ACCESORIOS. 04 LAS JUNTAS. Estas juntas deben ser de un material que resista las condiciones de servicio internas en la línea, y que además sean lo suficientemente plásticas como para deformarse bajo una compresión, así como ajustarse a las irregularidades de las superficies, efectuando el cierre estanco, por ello suelen realizarse a partir de una gran variedad de materiales y de formas, de acuerdo con cada uno de los servicios o fluidos que soportan. TABLA 06; SECCIONES TRANSVERSALES DE JUNTAS PLANAS. SECCIÓN TRANSVERSAL: NOMBRE DE LA JUNTA: Plana, realizada con diversos materiales, como; papel, elastómeros, grafito comprimido, metales maleables, etc. Sus espesores van de 1/64” a 1/8” o ¼” Metálica estriada, se utiliza con la cara tipo “smooth”. Laminada, o encamisada (metal y aislamiento interior), rellena con materiales deformables. Espiral enrollada (capas de metal y aislamiento), recomendable para altas temperaturas y/o alta presión. Corrugada, realizada en grafito comprimido con superficie corrugada, adaptable a la cara de la brida. De metal ondulado con aislamiento inserto, formado por grafito comprimido o similar. Anillo metálico octogonal; para “RTJ” Anillo metálico oval; para “RTJ” Se muestran a continuación algunos detalles de las juntas para bridas RF. Figura 24, Detalle del montaje de junta ondulada, brida y tornillo. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 20 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 21 CARACTERÍSTICAS DE LOS ACCESORIOS. Figura 25; Detalle de montaje de junta con anillo de centraje y aislamiento inserto. En las figuras siguientes se pueden ver las características de las juntas metálicas “RTJ”. Figura 26 Detalle de las ranuras para juntas metálicas “RTJ”. Figura 27; Detalle de las juntas metálicas “RTJ”. La tabla adjunta muestra las dimensiones y características de las juntas RTJ empleadas con bridas “welding neck”. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 21 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 22 CARACTERÍSTICAS DE LOS ACCESORIOS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 22 23 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 08A; DIMENSIONES DE BRIDAS; Cara con junta de anillo RTJ; Clase 150 y 300. BRIDA DE CUELLO. BRIDA “SLIP-ON” (lisa) O ROSCADA. BRIDA DE ENCHUFE Y SOLDADURA “SW” l. CLASE 150. D.N. CLASE 300. Tal. DIMENSIONES: A B C D E BRIDA CIEGA. F Gk D.N. nº/∅ Tal. DIMENSIONES: A B C D E F Gk nº/∅ 1/2” 1/2” 95 67 14 58 28 6 3 4-16 3/4” 3/4” 117 83 16 63 32 6 4 4-19 1” 108 79 14 64 24 6 4 4-16 1” 124 89 17 68 33 6 4 4-19 1 1/4” 117 89 16 63 27 6 4 4-16 1 1/4” 133 98 19 72 33 6 4 4-19 1 1/2” 127 98 17 68 29 6 4 4-16 1 1/2” 156 114 21 74 37 6 4 4-22 2” 152 121 19 70 32 6 4 4-19 2” 165 127 22 78 41 8 6 8-19 2 1/2” 178 140 22 76 35 6 4 4-19 2 1/2” 191 149 25 84 46 8 6 8-22 3” 191 152 24 76 37 6 4 4-19 3” 210 168 29 87 51 8 6 8-22 4” 229 191 24 82 40 6 4 8-19 4” 254 200 32 94 56 8 6 8-22 5” 254 216 24 95 43 6 4 8-22 5” 279 235 35 106 60 8 6 8-22 6” 279 241 25 95 46 6 4 8-22 6” 318 270 37 106 60 8 6 12-22 8” 343 298 29 108 51 6 4 8-22 8” 381 330 41 119 70 8 6 12-25 10” 406 362 30 108 56 6 4 12-25 10” 445 387 48 126 75 8 6 16-29 12” 483 432 32 120 62 6 4 12-25 12” 521 451 51 138 81 8 6 16-32 14” 533 476 35 133 64 6 3 12-29 14” 584 514 54 151 84 8 6 20-32 16” 597 540 37 133 70 6 3 16-29 16” 648 572 57 154 90 8 6 20-35 18” 635 578 40 146 75 6 3 16-32 18” 711 629 60 167 97 8 6 24-35 20” 699 635 43 151 79 6 3 20-32 20” 775 686 64 171 105 10 6 24-35 24” 813 749 48 158 89 6 3 20-35 24” 914 813 70 179 117 11 6 24-41 NOTAS: j dimensiones en mm. (excepto diámetros nominales); según ANSI B16.5-1.977 kDistancia aproximada entre bridas con la junta comprimida. l Esta brida solo se puede usar en tamaño de 1 a 3” en Clase 150 y de ½ a 3” en Clase 300. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 23 24 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 08B; DIMENSIONES DE BRIDAS; Cara con junta de anillo RTJ; Clase 600 y 900. BRIDA DE CUELLO. BRIDA “SLIP-ON” (lisa) O ROSCADA. BRIDA DE ENCHUFE Y SOLDADURA “SW” l. CLASE 600. D.N. BRIDA CIEGA. CLASE 900. Tal. DIMENSIONES: D.N. Tal. DIMENSIONES: A B C D E F Gk nº/∅ A B C D E F G nº/∅ 1/2” 95 67 14 59 28 6 3 4-16 1/2” 3/4” 117 83 16 64 32 6 4 4-19 3/4” 1” 124 89 17 68 33 6 4 4-19 1” USAR LA CLASE 1.500 1 1/4” 133 98 21 73 35 6 4 4-19 1 1/4” EN ESTOS TAMAÑOS. 1 1/2” 156 114 22 76 38 6 4 4-22 1 1/2” 2” 165 127 25 81 44 8 5 8-19 2” 2 1/2” 191 149 29 87 49 8 5 8-22 2 1/2” 3” 210 168 32 90 54 8 5 8-22 3” 241 191 38 109 62 8 4 8-25 4” 273 216 38 110 62 8 5 8-25 4” 292 235 44 122 78 8 4 8-32 5” 330 267 44 115 69 8 5 12-29 5” 349 279 50 135 88 8 4 8-32 6” 356 292 48 125 75 8 5 12-29 6” 381 318 56 148 94 8 4 12-32 8” 419 349 56 141 84 8 5 12-32 8” 470 394 64 170 110 8 4 12-38 10” 508 432 64 160 94 8 5 16-35 10” 546 470 70 192 116 8 4 16-38 12” 559 489 67 164 100 8 5 20-35 12” 610 533 79 208 125 8 4 20-38 14” 603 527 70 173 102 8 5 20-38 14” 641 559 86 224 141 11 4 20-41 16” 686 603 76 186 114 8 5 20-41 16” 705 616 89 227 145 11 4 20-44 18” 743 654 83 192 125 8 5 20-44 18” 787 686 102 241 165 13 5 20-51 20” 813 724 89 200 137 10 5 24-44 20” 857 749 108 260 172 13 5 20-54 24” 940 838 102 214 152 11 6 24-51 24” 1041 902 140 308 219 16 6 20-67 NOTAS: j dimensiones en mm. (excepto diámetros nominales); según ANSI B16.5-1.977 k Distancia aproximada entre bridas con la junta comprimida. l Esta brida solo se puede usar en tamaño de 1 a 3” en Clase 150 y de ½ a 3” en Clase 300. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 24 25 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 08C; DIMENSIONES DE BRIDAS; Cara con junta de anillo RTJ; Clase 1.500 y 2.500. BRIDA DE CUELLO. BRIDA “SLIP-ON” (lisa) O ROSCADA. BRIDA DE ENCHUFE Y SOLDADURA “SW” l. CLASE 1.500. D.N. BRIDA ClEGA. CLASE 2.500. Tal. DIMENSIONES: A B C D E F Gk nº/∅ 1/2” 121 83 22 67 38 6 4 4-22 3/4” 130 89 25 76 41 6 4 1” 149 102 29 79 48 6 1 1/4” 159 111 29 79 48 1 1/2” 178 124 32 89 2” 216 165 38 2 1/2” 244 191 3” 267 4” D.N. Tal. DIMENSIONES: A B C D E F Gk nº/∅ 1/2” 133 89 30 79 46 6 4 4-22 4-22 3/4” 140 95 32 86 49 6 4 4-22 4 4-25 1” 159 108 35 95 54 6 4 4-25 6 4 4-25 1 1/4” 184 130 38 103 60 8 3 4-29 51 6 4 4-29 1 1/2” 203 146 44 119 68 8 3 4-32 110 65 8 3 8-25 2” 235 171 51 135 78 8 3 8-29 41 113 71 8 3 8-29 2 1/2” 267 197 57 152 89 10 3 8-32 203 48 125 81 8 3 8-32 3” 305 229 67 178 102 10 3 8-35 311 241 54 132 98 8 3 8-35 4” 356 273 76 202 119 11 4 8-41 5” 375 292 73 165 115 8 3 8-38 5” 419 324 92 242 142 11 4 8-44 6” 394 318 83 181 129 10 3 12-38 6” 483 368 108 286 165 13 4 8-54 8” 483 394 92 224 154 11 4 12-44 8” 552 438 127 332 192 14 5 12-54 10” 584 483 108 265 170 11 4 12-51 10” 673 540 165 437 246 17 6 12-67 12” 673 572 124 297 195 14 5 16-54 12” 762 619 184 481 271 17 8 12-73 14” 749 635 133 314 16 6 16-60 NOTAS: 16” 826 705 146 329 17 8 16-67 j y k Ver hoja 1.3A 18” 914 775 162 344 17 8 16-73 l Estos tipos de brida solo se puede usar en 20” 984 832 178 373 17 10 16-79 24” 1168 tamaño de ½ a 2 ½” en Clase 1.500; no se deben usar en Clase 2.500. m Este tipo de brida solo se puede usar en tamaño de ½ a 12” en Clase 1.500 991 203 427 21 11 16-92 n Para la Clase 2.500 solo se pueden usar bridas de cuello, roscadas, o ciegas. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 25 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 26 CARACTERÍSTICAS DE LOS ACCESORIOS. Para mantener la unión entre las bridas, se emplean habitualmente, tornillos con cabeza hexagonal, o espárragos roscados en toda su longitud con dos tuercas, estos últimos suelen utilizarse para bajas presiones; con los tornillos y espárragos no suelen usarse arandelas. Figura 28 Tornillo con tuerca. Figura 29 Perno con tuercas. El material típico es el acero al carbono, pero a mayores temperaturas y/o altas tensiones de apriete se recurre a los aceros aleados y a los pares de apriete en la tornillería. 05 OTROS ACCESORIOS PARA LAS TUBERÍAS. Las bridas pueden ser consideradas como accesorios, pero los elementos que realmente se consideran accesorios, son; codos, tés, manguitos, tapones, etc., que se utilizan para: Æ Permitir los cambios de dirección de las tuberías. Æ Pasar de una tubería de un diámetro, a otra tubería, de un diámetro mayor, o menor. Æ Facilitar las derivaciones de una tubería principal, etc. Podemos establecer varios grupos de accesorios de acuerdo con su forma de construcción, esto nos proporcionara, la siguiente clasificación: j Accesorios roscados; para tubería de hasta 4" (NPS), lo habitual es llegar a 2”, con extremos roscados "T&C" (threaded and coupled); tipo NPT ⇔ cónica, o tipo UN/C/F, ⇔ cilíndrica); la denominación en la especificación suele ser “TH” k Accesorios de enchufe y soldadura (socket-weld); p/ tubería ? 4" (NPS), con extremos planos "PE" (plain ends); la denominación en la especificación suele ser “SW” l Accesorios para soldadura a tope c/ extremos biselados "BE" (beveled ends); la denominación en la especificación suele ser “BW”. m Accesorios para unió n mediante “clamps ” para uso farmacéutico y alimentario. n Accesorios para unión mediante rosca y junta para uso farmacéutico y alimentario. Veremos en este curso de los tres primeros, por tener los otros dos un uso muy restringido. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 26 27 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. 05.1 Accesorios roscados y/o de enchufe y soldadura. Como se ha indicado, los accesorios, tanto los roscados como los de enchufe y soldadura, se fabrican para presiones de trabajo de 2000, 3000 y 6000 PSI; la robustez del accesorio aumenta con la presión; hay una correspondencia entre la presión o serie del accesorio, y el espesor de pared o "schedule" de la tubería que debe usarse con esta, y es la siguiente: TABLA 09; EQUIVALENCIA ENTRE SERIE Y “SCHEDULE” Accesorios roscados Serie: "Schedule": 2000 40/STD (*) 3000 6000 Accesorios de enchufe y soldadura Serie: "Schedule": 80/XS 3000 80/XS XXS 6000 160 La practica aconseja, usar un "schedule" de 80, como mínimo, puesto que la pared de la tubería, suele debilitarse al realizar el roscado, por ello la serie 2000 no se usa. Los tipos de accesorios roscados o de enchufe y soldadura son: Æ Codo de 90º; se emplea para efectuar un cambio de dirección, a 90º, en la tubería. Figura 30; Codo roscado 90º (hembra). Figura 31; Codo 90º “socket-weld”. Æ Codo de 45º; se usa para el cambio de dirección, a 45º, en la tubería. Figura 32 Codo roscado 45º (hembra). Figura 33 Codo 45º “socket-weld”. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 27 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 28 CARACTERÍSTICAS DE LOS ACCESORIOS. Æ Te normal (recta) o reductora; para derivaciones o injertos a 90º, en la tubería. Figura 34; Te roscada (hembra). Figura 35; Te “socket-weld”. Æ Manguito, o “coupling ”; se emplea para unir dos tramos de tubería, o tubería y "swage". Figura 36; Manguito “socket-weld”. Figura 37; Manguito roscado (hembra). Æ Medio manguito; para refuerzo de conexiones de líneas pequeñas en otras de mayor diámetro. El medio manguito SW mide lo mismo que el manguito normal, el medio roscado mide exactamente la mitad. Figura 38; Medio manguito roscado (hembra). Figura 39; Medio manguito “SW”. Æ Unión (desmontable); para la instalación o desmontaje de líneas, válvulas, etc. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 28 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 29 CARACTERÍSTICAS DE LOS ACCESORIOS. Figura 40; Unión 3 piezas roscada (hembra). Figura 41 Unión 3 piezas “socket-weld”. Æ Tapa; también llamado tapón hembra, o “cap”, su misión es cegar extremos de tuberías; las tapas roscadas tienen un gran uso en venteos y drenajes. Figura 42; Tapa roscada. Figura 43, Tapa “socket-weld”. Æ Tapón; este elemento, se emplea para cegar extremos de accesorios, válvulas, etc. Tiene mucho uso en venteos y drenajes. Figura 44; Tapón c/ cabeza hexagonal; c/ cabeza cuadrada y c/ cabeza redonda. Æ Reductor inserto, llamado manguito reductor o “reducing coupling”, se usa junto con otro accesorio de enchufe y soldadura. Se emplea para reducir de un diámetro a otro en la misma embocadura del accesorio donde se aloja; su ventaja sobre el "swage", es que con él que se gana espacio. Figura 45; Unión con reductor inserto. Æ "Bushing"; su misión es idéntica a la del reductor inserto; únicamente se utiliza con accesorios roscados; se aplica en instrumentación, no se debe usar en servicios de alta presión. Figura 46 Unión con “bushing”. Existen otros accesorios, menos utilizados, pero que por su interés, se describen agrupados en la tabla que se ha insertado a continuación. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 29 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 30 CARACTERÍSTICAS DE LOS ACCESORIOS. Figura 47; Accesorios forjados; ASTM A 105; series 3000 y 6000 PSI; ANSI B16.11. Existen otros tipos más específicos, para su posible utilización es conveniente ver los catálogos de los fabricantes y consultar sus existencias para los diámetros requeridos. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 30 31 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 10; DIMENSIONES DE ACCESORIOS ROSCADOS; ANSI 16.11 CLASE- 2.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 20,5 24,6 28,5 33,2 38,1 44,5 50,8 60,4 B 22,3 25,4 33,2 38,1 46 55,6 62 75,4 C 17,5 19,0 22,3 25,4 28,5 33,2 35,0 43,0 H (*) 10,0 10,3 13,5 14,0 17,3 18,0 18,3 19,2 CLASE- 3.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 24,6 28,3 33,2 38,1 44,5 50,8 60,4 64,0 B 25,4 33,2 38,1 46,0 55,6 62,0 75,4 84,0 C 19,0 22,3 25,4 28,5 33,2 35,0 43,0 43,7 E 35,0 38,0 48,0 51,0 60,5 66,6 80,0 86,0 F 19,0 22,0 28,5 35,0 44,5 57,0 63,5 76,0 G 17,5 19,0 24,0 25,5 30,3 33,3 40,0 43,0 H (*) 10,0 10,3 13,5 14,0 17,3 18,0 18,3 19,2 CLASE- 6.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 28,3 33,2 38,1 44,5 50,8 60,4 64,0 82,5 B 33,2 38,1 46,0 55,6 62,0 75,4 84,0 102,0 C 22,3 25,4 28,5 33,2 35,0 43,0 43,7 52,3 E 35,0 38,0 48,0 51,0 60,5 66,6 80,0 86,0 F 25,4 32,0 38,0 44,5 57,0 63,5 76,0 92,0 G 17,5 19,0 24,0 25,5 30,3 33,3 40,0 43,0 H (*) 10,0 10,3 13,5 14,0 17,3 18,0 18,3 19,2 Dimensiones en mm. (excepto ∅ nominal). H = Longitud de apriete de la parte roscada. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 31 32 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. Como complemento de lo expuesto, se adjuntan dos nuevos accesorios con sus dimensiones, para su utilización en los picajes , junto con al tuerca de unión, también llamada unión desmontable o de 3 piezas. TABLA 11; DIMENSIONES DE ACCESORIOS ROSCADOS; BS 3799. CLASE- 3.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 43,0 48,0 51,0 57,0 64,0 70,0 79,0 89,0 B 32,0 36,0 43,0 50,0 60,0 70,0 78,0 95,0 C 41,0 45,0 51,0 51,0 51,0 51,0 51,0 51,0 D 19,0 22,0 29,0 35,0 45,0 50,0 64,0 76,0 E 30,0 30,0 33,5 33,5 43,0 47,5 51,0 57,5 F 26,0 32,0 41,0 47,0 57,0 67,0 76,0 92,0 CLASE- 6.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 54,0 57,0 69,0 72,0 80,0 89,0 108,0 114,0 B 46,0 51,0 60,0 72,0 80,0 94,0 100,0 122,0 C 41,0 45,0 51,0 51,0 51,0 51,0 51,0 51,0 D 26,0 32,0 38,0 45,0 60,0 67,0 76,0 95,0 E 41,0 44,5 51,0 51,0 51,0 51,0 51,0 51,0 F 26,0 32,0 41,0 47,0 57,0 67,0 76,0 92,0 Dimensiones en mm. (excepto diámetros nominales) * H = Longitud de apriete de la parte roscada; ver valor en tabla 02.10. Como complemento de estas tablas se adjunta las siguientes, para facilitar el recuento de material en las conexiones. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 32 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 33 CARACTERÍSTICAS DE LOS ACCESORIOS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 33 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 34 CARACTERÍSTICAS DE LOS ACCESORIOS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 34 35 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 13; DIMENSIONES DE MANGUITO REDUCTOR ROSCADO; ANSI 16.11 CLASE- 3.000 LBS. ∅ NOM. TUB. 3/8-1/4” 1/2-1/4” 1/2-3/8” 3/4-1/4” 3/4-1/2” 1”-3/8” 1”-1/8" G 38,0 48,0 48,0 51,0 51,0 60,0 60,0 H 22,0 29,0 29,0 35,0 35,0 45,0 45,0 ∅ NOM. TUB. 1”-3/4” 1 1/4-1” 1 1/2-1/2” 1 1/2-3/4” 1 1/2-1” 2”-1” 2”-1 1/2” G 60,0 67,0 80,0 80,0 80,0 86,0 86,0 H 45,0 58,0 65,0 65,0 65,0 76,0 76,0 CLASE- 6.000 LBS. ∅ NOM. TUB. 3/8-1/4” 1/2-1/4” 1/2-3/8” 3/4-1/4” 3/4-1/2” 1”-3/8” 1”-1/8" G 38,0 48,0 48,0 51,0 51,0 60,0 60,0 H 32,0 38,0 38,0 45,0 45,0 57,0 58,0 ∅ NOM. TUB. 1”-3/4” 1 1/4-1” 1 1/2-1/2” 1 1/2-3/4” 1 1/2-1” 2”-1” 2”-1 1/2” G 60,0 67,0 80,0 80,0 80,0 86,0 86,0 76,0 76,0 92,0 92,0 58,0 65,0 76,0 H Dimensiones en mm. (excepto diámetros nominales). Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 35 36 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 14 DIMENSIONES DE ACCESORIOS DE ENCHUFE Y SOLDADURA; S/ ANSI 16.11 CLASE- 3.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 24,5 24,5 28,5 33,5 38,0 44,5 50,1 60,5 B 26,5 26,5 34,0 38,5 46,5 56,5 62,5 76,0 C 22,0 22,0 22,0 25,0 28,5 33,5 38,0 42,5 D 33,5 33,5 34,0 38,5 46,5 56,5 62,5 76,0 E 9,6 9,6 9,6 13,0 13,0 13,0 13,0 16,0 G 21,0 25,0 31,0 36,0 45,0 55,0 60,0 75,0 H 25,5 25,5 28,5 35,5 39,0 39,0 39,0 51,0 J 25,5 27,0 32,0 37,0 41,5 43,5 45,0 57,5 K 16,0 17,0 18,0 23,0 25,0 26,0 28,0 35,0 CLASE- 6.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 24,5 28,5 33,5 38,0 44,5 51,0 60,5 63,5 B 26,5 34,0 38,5 46,5 56,5 62,5 76,0 92,0 C 22,0 22,0 25,0 28,5 33,5 38,0 42,5 50,5 D 33,5 34,0 38,5 46,5 56,5 62,5 76,0 92,0 E 9,6 9,6 9,6 13,0 13,0 13,0 13,0 16,0 G 23,0 26,5 33,0 40,0 50,0 58,0 65,0 82,0 H 25,5 25,5 28,5 35,5 39,0 39,0 39,0 51,0 J 25,5 27,0 32,0 37,0 41,5 43,5 45,0 58,0 18,0 19,0 21,0 26,0 K Dimensiones en mm. (excepto diámetros nominales) 28,0 31,0 33,0 40,0 Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 36 37 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 15; DIMENSIONES DE MANGUITO REDUCTOR DE ENCHUFE Y SOLDADURA; S/ ANSI 16.11 CLASE- 3.000 LBS. ∅ NOM. TUB. 3/8-1/4” 1/2-1/4” 1/2-3/8” 3/4-1/4” 3/4-1/2” 1”-1/4” 1”-1/2" G 25,5 28,5 28,5 36,0 36,0 39,0 39,0 H 25,0 31,0 31,0 36,0 36,0 45,0 45,0 J 11,5-9,0 13,0-9,0 13,0-11,5 15,0-9,0 15,0-13,0 16,0-9,0 16,0-13,0 ∅ NOM. TUB. 1”-3/4” 1 1/4-1” 1 1/2-1/2” 1 1/2-3/4” 1 1/2-1” 2”-1” 2”-1 1/2” G 39,0 39,0 39,0 39,0 39,0 51,0 51,0 H 45,0 55,0 60,0 60,0 60,0 75,0 75,0 J 16,0-15,0 17,5-16,0 19,0-13,0 19,0-15,0 19,0-16,0 22,5-16,0 22,5-19,0 CLASE- 6.000 LBS. ∅ NOM. TUB. 3/8-1/4” 1/2-1/4” 1/2-3/8” 3/4-1/4” 3/4-1/2” 1”-/4” 1”-1/2" G 25,5 28,5 28,5 36,0 36,0 39,0 39,0 H 27,0 33,0 33,0 40,0 40,0 50,0 50,0 J 11,5-9,0 13,0-9,0 13,0-11,5 15,0-9,0 15,0-13,0 16,0-9,0 16,0-13,0 ∅ NOM. TUB. 1”-3/4” 1 1/4-1” 1 1/2-1/2” 1 1/2-3/4” 1 1/2-1” 2”-1” 2”-1 1/2” G 39,0 39,0 39,0 39,0 39,0 51,0 51,0 H 50,0 58,0 65,0 65,0 65,0 82,0 82,0 20,5-17,5 22,5-17,5 22,5-20,5 16,0-15,0 17,5-16,0 20,5-13,0 20,5-15,0 J Dimensiones en mm. (excepto diámetros nominales). Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 37 38 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 16; DIMENSIONES DE ACCESORIOS DE ENCHUFE Y SOLDADURA. CLASE- 3.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 45,0 51,0 54,0 57,0 69,0 74,0 80,0 90,0 B 32,0 38,0 46,0 52,0 60,0 72,0 80,0 95,0 C 32,0 35,0 38,0 45,0 51,0 64,0 70,0 83,0 D 41,0 44,5 51,0 51,0 51,0 51,0 51,0 51,0 E 25,5 32,0 41,0 47,0 57,0 67,0 76,0 92,0 F 30,0 30,0 33,5 33,5 43,0 47,5 51,0 57,5 J 9,0 11,5 13,0 15,0 16,0 17,5 19,0 22,5 CLASE- 6.000 LBS. ∅ NOM. TUB. 1/4” 3/8” 1/2” 3/4” 1” 1 1/4” 1 1/2” 2” A 54,0 58,0 70,0 74,0 80,0 90,0 110,0 115,0 B 46,0 52,0 60,0 72,0 80,0 95,0 100,0 120,0 C 32,0 35,0 41,0 48,0 57,0 67,0 76,0 92,0 D 41,0 44,5 51,0 51,0 51,0 51,0 51,0 51,0 E 26,0 32,0 41,0 47,0 57,0 67,0 76,0 92,0 F 41,0 44,5 51,0 51,0 51,0 51,0 51,0 57,0 10,5 11,5 13,0 15,0 J Dimensiones en mm. (excepto diámetros nominales) 17,5 17,5 20,5 22,5 Datos tomados del catalogo “Tecmatic” (1.976). Como complemento de estas tablas se adjunta las siguientes, para facilitar el recuento de material en las conexiones. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 38 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 39 CARACTERÍSTICAS DE LOS ACCESORIOS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 39 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 40 CARACTERÍSTICAS DE LOS ACCESORIOS. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 40 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 41 CARACTERÍSTICAS DE LOS ACCESORIOS. 05.2 “Nipples” y “Swages”. Los "nipples" y "swages" son un capitulo aparte dentro de los accesorios, pues, aunque pueden ser clasificados como tales, sin embargo, los métodos de fabricación son muy distintos, y se nombran o denominan, con la misma norma que el material de las tuberías; no llevan, por lo tanto, numero de serie o "ratting" como los accesorios forjados; un dato que siempre los debe acompañar es el del espesor de pared o "schedule" Æ "Nipple"; es un trozo de tubería que se corta a una longitud normalizada (s/ proyecto); dicha longitud, suele variar de 80 a 100 mm., también puede ser comercial Sus extremos pueden ser ambos roscados "TBE" (threaded both ends) o uno roscado y el otro plano "TOE" (threaded one end); se emplea para unir accesorios, válvulas, filtros, etc. y en la construcción de ve nteos y drenajes. Figura 48 “Nipple” o manguito. Æ "Swage" o reductor largo; se utiliza en la reducción entre accesorios y tubería, válvulas, etc.; también se usa al reducir, de una línea soldada a tope, a otra roscada, o de enchufe y soldadura; como en el caso anterior, puede ser de construcción roscada o de enchufe y soldadura, en sus extremos; su utilización tiene como limite, el diámetro de 6" NPS para el extremo mayor. Figura 49; “Swage” concéntrico. Figura 50; “Swage” excéntrico. Como se aprecia en las figuras puede ser concéntrico o excéntrico; los excéntricos, se utilizan cuando existe una diferencia considerable (p. ej. de 3" a 1") y se desea mantener el mismo nivel de fondo de tubería. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 41 42 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. Estos accesorios, por la diversidad de sus extremos, también podrían haberse incluido en el siguiente epígrafe, pero al estar su utilización reducida a pequeños diámetros, se ha considerado conveniente incluirlos dentro de los accesorios roscados y de enchufe y soldadura. TABLA 18; DIMENSIONES DEL “SWAGE” CONCÉNTRICO Y EXCÉNTRICO. Ø MAYOR Ø MENOR A B C 3/8” 1/4” 17 14 76 1/2” 1/4” 21 14 89 3/8” 21 17 1/4” 27 3/8” 3/4” 1” 1 1/4” Ø MAYOR 1t01t12a/b.BMP Ø MENOR A B C 1/2” 48 21 114 3/4” 48 27 114 89 1” 48 33 114 14 95 1 1/4” 48 42 114 27 17 95 1/2” 60 21 165 1/2” 27 21 95 3/4” 60 27 165 1/4” 33 14 102 1” 60 33 165 3/8” 33 17 102 1 1/4” 60 42 165 1/2” 33 21 102 1 1/2” 60 48 165 3/4” 33 27 102 1 1/2” 89 48 203 3/8” 42 17 102 2” 89 60 203 1/2” 42 21 102 2 1/2” 89 73 203 3/4” 42 27 102 2 1/2” 114 73 229 1” 42 33 102 114 89 229 1 1/2” 2” 3” 4” NOTAS: ? Dimensiones en mm. (excepto diámetros nominales). ? Dimensiones tomadas del código BS 3799 (1.974). Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 42 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 43 CARACTERÍSTICAS DE LOS ACCESORIOS. 05.3 Accesorios para soldadura a tope. En las instalaciones industriales y en las plantas de proceso, donde prácticamente todos los sistemas son soldados, los más usados son los accesorios para soldadura a tope, o “Welding fittings ”; los cuales se fabrican bajo la norma ANSI B.16.9; los cuales se suministran con extremos biselados para asegurar soldaduras de total penetración; se fabrican con la misma ga ma de espesores que el tubo y en las mismas calidades de material que este, garantizando la continuidad ideal del sistema. El único dato que es necesario indicar para completar la descripción de uno cualquiera de estos accesorios, aparte, naturalmente, del nombre, diámetro y material de fabricación, es el espesor de pared o "schedule"; los accesorios de este tipo son: Æ Codo a 90º de radio largo, long radius (r = 1,5 D); se emplea para efectuar un cambio de dirección en la tubería a 90º; el radio del eje de curvatura es igual a una vez y media el diámetro nominal (NPS), en tamaños de 3/4" y mayores. Figura 51; Codo a 90º. Æ Codo a 90º de radio corto, short radius (R = 1 D); solamente se utiliza cuando hay limitaciones de espacio; el radio del eje de curvatura es igual al diámetro nominal (NPS); debe evitarse su uso en lo posible, pues produce turbulencias. Figura 52; Codo a 90º SR. Æ Codo a 45º; utilizado para efectuar cambios de dirección de 45º; el radio del eje de curvatura es igual a una vez y media el diámetro nominal (r = 1,5 D). Figura 53; Codo a 45º. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 43 44 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). CARACTERÍSTICAS DE LOS ACCESORIOS. Æ “Cap” o Tapa; es un accesorio o “fitting” que se coloca en el extremo de una línea, para cerrarla; se representa en los planos con doble línea. Figura 54; “Cap” o tapa. TABLA 19; DIMENSIONES DE ACCESORIOS PARA SOLDAR A TOPE (ANSI B16.9). Ø A B D F G L ½” (*) 38 16 - 25 76 35 ¾” (*) 38 16 - 25 76 43 1” 38 16 25 38 102 51 1 ¼” 48 25 32 38 102 64 1 ½” 57 29 38 38 102 73 2” 76 35 51 38 152 92 2 ½” 95 44 64 38 152 105 3” 114 51 76 51 152 127 3 ½” 133 57 89 64 152 140 4” 152 64 102 64 152 157 5” 191 79 127 76 203 186 6” 229 95 152 89 203 216 8” 305 127 203 102 203 270 10” 381 159 254 127 254 324 12” 457 191 305 152 254 381 14” 533 222 356 165 305 413 16” 610 254 406 178 305 470 18” 686 286 457 203 305 533 20” 762 318 508 229 305 584 24” 914 381 610 267 305 692 Dimensiones en mm. (excepto diámetros nominales); Valor de “T” s/ “schedule”. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 44 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 45 CARACTERÍSTICAS DE LOS ACCESORIOS. En caso de que se necesiten codos embridados, una solución es recurrir al empleo de accesorios BW y complementarlos con bridas deslizantes o “slip-on”. Figura 60; Codo 90º con bridas SO Figura 61; Codo 45º con bridas SO. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 45 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 46 CARACTERÍSTICAS DE LOS ACCESORIOS. Æ Te recta , o “straight tee”, es un accesorio que tiene los tres extremos iguales, si el extremo central es de menor diámetro, se la denomina te reductora (poco usada). Figura 55; Te recta. Figura 56; Te reductora. Figura 57 Te seccionada. Æ Los reductores; son accesorios que reducen el diámetro de las tuberías, existen 2 tipos; concéntrico y excéntrico, el segundo es más caro que el primero, por lo que siempre que sea posible, deberá emplearse el 1º. El reductor concéntrico mantiene constante el eje de la tubería (center line). Figura 58; Reductor concéntrico. El reductor excéntrico logra mantener el B.O.P. (bottom of pipe) constante, permitiendo utilizar una misma altura, para los soportes. Figura 59; Reductor excéntrico. Los reductores excéntricos sin embargo provocan un desfase entre los ejes de las tuberías (e), cuyo valor es, aproximadamente, la mitad de la diferencia de los diámetros exteriores de sus extremos; en ambos casos su representación en los planos, siempre se realiza con doble línea. Casi todos los accesorios citados pueden encontrarse con extremos bridados (catálogos), su empleo es poco habitual y por ello, en caso necesario, se utilizan bridas Slip-On; se usan en las zonas en que por razones de proceso se ut iliza material no soldable, como tuberías revestidas, de fundición, o galvanizadas. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 46 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 47 CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 21; DIMENSIONES DE TÉS Y REDUCTORES BW (ANSI). La excentricidad o diferencia que existe entre los ejes de las bocas es siempre igual a la mitad de la diferencia entre el diámetro interior del extremo mayor y el del menor (dimensiones en mm): e= DI mayor − DI menor 2 Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 47 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 48 CARACTERÍSTICAS DE LOS ACCESORIOS. 05.4 "Thredolets", "Sockolets", “Elbolet”, "Weldolet”, etc. Son accesorios destinados a reforzar los "picajes" de los ramales, en las tuberías principales, con objeto de absorber las fatigas que pudieran producirse en esos puntos, sus formas son diversas, de acuerdo con la función a que están destinados, como se aprecia a continuación. El “thredolet” y el "sockolet” son prácticamente iguales, ambos se utilizan en tubería de 2” y menores; sus diferencias son las siguientes: Æ El “thredolet” es una salida roscada, se utiliza principalmente para picajes de instrumentación; se denominan por el “ratting ” (3.000, o 6.000 #). Figura 62 Conexión, o picaje con "thredolet”. Æ El "sockolet” es siempre una salida, o picaje para conexión de enchufe y soldadura; se denominan por el dato del espesor de pared, o “schedule” de la tubería que conecta en la boca de salida. Figura 63 Conexión, o picaje con "sockolet”. Æ El “weldolet” es el accesorio que se utiliza con la tubería mayor de 2”, en aquellos picajes que tienen condiciones criticas de presión y/o temperatura; la conexión de la tubería se realiza mediante soldadura a tope. Figura 64 Conexión, o picaje con “weldolet”. En este tipo de accesorios, como en el caso de enchufe y soldadura, se denominan por el dato del espesor de pared, o el “schedule” de la tubería que conecta en la boca de salida. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 48 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 49 CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 22; DIMENSIONES DE “THREDOLETS”, “SOCKOLETS” Y “WELDOLETS”, CLASE (ratting) 3.000 #. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 49 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 50 CARACTERÍSTICAS DE LOS ACCESORIOS. TABLA 23; DIMENSIONES DE “THREDOLETS”, “SOCKOLETS” Y “WELDOLETS”, CLASE (ratting) 3.000 # Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 50 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 51 CARACTERÍSTICAS DE LOS ACCESORIOS. Æ El “swepolet” es un accesorio que puede sustituir al “weldolet”, con una mejor distribución de tensiones, como se ve en la tabla adjunta. TABLA 24; DIMENSIONES DEL “SWEPOLET”. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 51 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 52 CARACTERÍSTICAS DE LOS ACCESORIOS. Æ El accesorio llamado “Elbolet” siempre se monta como un picaje tangencial en un codo, se presenta con salida roscada, para conexión de instrumentos, es su principal utilización, ya que esta disposición permite el montaje de las sondas en el interior de la tubería; también existe con salida para enchufe y soldadura, si bien este ultimo es menos empleado. El “elbolet” con salida roscada; se denomina por el “ratting” (3.000, o 6.000 #); cuando tiene salida para enchufe y soldadura, se definen por la pared, o “schedule” de la tubería que conecta en la boca de salida. Figura 65 Conexión, o picaje con “elbolet”. TABLA 25; DIMENSIONES DEL “ELBOLET”. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 52 CURSO DE DISEÑO DE TUBERÍAS PARA PLANTAS DE PROCESO (2.005). 53 CARACTERÍSTICAS DE LOS ACCESORIOS. Æ El “latrolet” es un accesorio muy similar al “elbolet”, por lo que la mayor parte de las veces se utiliza solo uno de los dos, con objeto de unificar elementos Figura 66 Conexión, o picaje con “latrolet”. TABLA 26; DIMENSIONES DEL “LATROLET”. Patrocinado por; COMFIA & FUNDACIÓN MADRID FORMACIÓN Y EMPLEO. Pº del Prado, nº 24, 5º A; 28014 Madrid; 913-697-294; Fax 914-203-074; E- mail formacionmad@comfia.ccoo.es Dirigido por Jesús Escobar García 639-155-420; jesus@jescobar.com 53