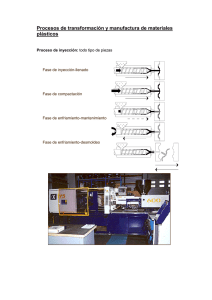
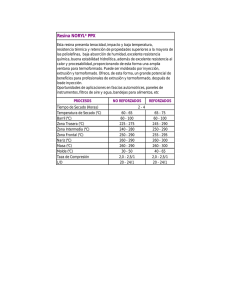
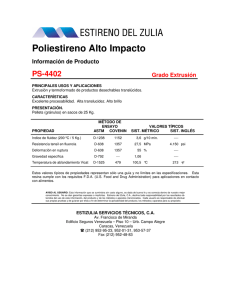
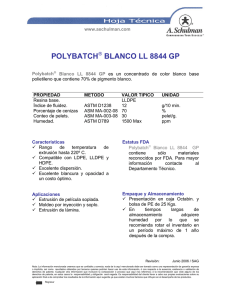
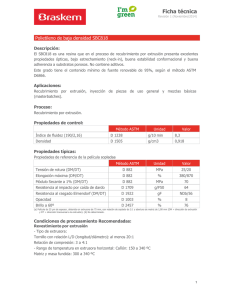
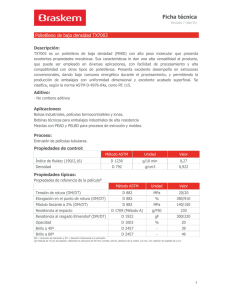
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A CONTENIDO • Definición y Clasificación de los Procesos • Equipos y sus Características Técnicas • Variables Principales del Proceso • Defectos • Análisis de Extrusión PROCESOS I ING. CARLOS RODELO A EXTRUSIÓN Definición Es un proceso de Conformado Plástico por compresión, en el cual el material de trabajo es forzado a fluir a través de la abertura de un dado para darle forma a su sección transversal. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Ventajas del Proceso Se puede aplicar en una gran variedad de formas, especialmente con extrusión en caliente. La estructura del grano y las propiedades de resistencia se mejoran con la extrusión en frío o en caliente. Son posibles tolerancias muy estrechas, en especial cuando se usa extrusión en frío En algunas operaciones de extrusión se genera poco o ningún desperdicio. Desventajas del Proceso Una limitación es la geometría de la sección transversal que debe ser la misma a lo largo de toda la parte. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Clasificación de los Procesos Temperatura de Trabajo Frio Tibio Caliente Configuración del Equipo de Trabajo Extrusión Directa Extrusión Indirecta Ciclo de Producción (Tamaño o Longitud del tocho) Extrusión Continua Extrusión Discreta o Semicontinua PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Extrusión Directa (Extrusión Hacia Adelante) Un tocho de metal se carga a un recipiente y un pisón comprime el material forzándolo a fluir a través de una o más aberturas que hay en un dado situado al extremo opuesto del recipiente. Al aproximarse el pisón al dado, una pequeña porción del tocho permanece y no puede forzarse a través de la abertura del dado. Esta porción extra llamada tope o cabeza, se separa del producto, cortándola justamente después de la salida del dado. F Fricción PROCESOS II F Pisón ING. CARLOS RODELO A EXTRUSIÓN Equipo Las prensas de extrusión pueden ser horizontales o verticales, dependiendo de la orientación de los ejes de trabajo. Los tipos horizontales son los más comunes. Las prensas de extrusión son accionadas normalmente por fuerza hidráulica, la cual es especialmente apropiada para producción semi-continua de secciones largas, como en la extrusión directa. Frecuentemente se usa la pulsión mecánica para extrusión en frío de partes individuales, tales como la extrusión por impacto. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Extrusión Directa (Extrusión Hacia Adelante) Se pueden hacer secciones huecas (por ejemplo, tubos). Se pueden realizar gran variedad de formas en la sección transversal. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Extrusión Indirecta (Extrusión Inversa - Hacia Atrás) El dado está montado sobre el pisón, en lugar de estar en el extremo opuesto del recipiente. Al penetrar el pisón en el material de trabajo fuerza al metal a fluir a través del claro en una dirección opuesta a la del pisón. F Fricción PROCESOS II F Pisón ING. CARLOS RODELO A EXTRUSIÓN Extrusión Indirecta (Extrusión Inversa - Hacia Atrás) Se pueden hacer secciones huecas (por ejemplo, tubos). PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Extrusión En Caliente Requiere el calentamiento previo del tocho por Se logran complejas. mayores reducciones de T recristalización. tamaño y formas más Reducción de la fuerza en el pisón, mayor velocidad del mismo y reducción de las características del flujo de grano en el producto final. Aspecto Crítico: LUBRICACIÓN (Vidrio) Metales: Al, Cu, Mg, Zn, Sn y sus aleaciones Acero PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Extrusión En Frio – Tibio En la gran mayoría de los procesos en frio (T amb) no se requiere el calentamiento previo del tocho. Se logra mayor resistencia debida al endurecimiento por deformación, tolerancias estrechas, acabados superficiales mejorados, ausencia de capas de óxidos y altas velocidades de producción. Metales: Al, Cu, Mg, Zn, Sn y sus aleaciones Acero C y Aceros Inoxidables. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Otros Procesos de Extrusión Extrusión por Impacto Como su nombre lo indica, el punzón golpea a la parte de trabajo más que aplicar presión. Se puede llevar a cabo como extrusión hacia adelante, extrusión hacia atrás o una combinación de ambas. Se realiza a altas velocidades y carreras más cortas. Se usa para hacer componentes individuales. Se hace usualmente en frío. Se realizan grandes reducciones y altas velocidades de producción. Ej: Pastas de Dientes y Cajas de Baterías. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Otros Procesos de Extrusión PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Otros Procesos de Extrusión Extrusión Hidrostática La extrusión hidrostática es una adaptación de la extrusión directa. Se puede usar con metales que son demasiado frágiles para operaciones de extrusión convencional. También se aplica en metales dúctiles. Una desventaja del proceso es que se requiere preparar los tochos iniciales de trabajo. El tocho debe formarse con un huso en uno de sus extremos para ajustarlo al ángulo de entrada del dado. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Equipo PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Variables de Proceso Dimensiones del Dado : Angulo del dado y forma del dado Este ángulo depende de varios factores como material de trabajo, temperatura del tocho y lubricación; en consecuencia, es difícil determinarlo para un trabajo de extrusión. Los diseñadores de dados usan reglas empíricas para decidir el ángulo apropiado. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Variables de Proceso Dimensiones del Dado : Angulo del dado y forma del dado El efecto de la forma del orificio del dado puede valorarse por el factor de forma, definido como la relación entre la presión requerida para extruir una sección transversal de la forma dada y la presión de extrusión para una sección redonda de la misma área. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Variables de Proceso Material del Dado Los materiales para dados de extrusión en caliente incluyen aceros de herramienta y aceros aleados. Las propiedades más importantes de estos materiales son alta resistencia al desgaste, alta dureza en caliente y alta conductividad térmica para remover el calor del proceso. Los materiales para dados de extrusión en frío incluyen aceros de herramienta y carburos cementados. Sus propiedades deseables son resistencia al desgaste y buena disposición para retener su forma bajo altos esfuerzos. Los carburos se usan cuando se requieren altas velocidades de producción, larga vida de los dados y buen control dimensional. PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Variables de Proceso Presión del Pisón o Mandril Relación de Extrusión Fricción y Lubricación. Material de Entrada (Longitudes del Tocho, características del material) Tipo de Extrusión PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Defectos Reventado Central (Fractura de Punta de Flecha, Grietas Tipo Chevron) Tubificado (Bolsa de Contracción) Agrietado Superficial PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Relación de Extrusión (Relación de Reducción) PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Deformación Ideal (Sin F.fricción y sin exceso de trabajo) Presión Ideal del Pisón Deformación Real (JOHNSON) PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Deformación Ideal (Sin F.fricción y sin exceso de trabajo) Presión Ideal del Pisón Deformación Real PROCESOS II (JOHNSON) ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Presión del Pisón 1. Extrusión Indirecta 2. Extrusión Directa (Expresión para calcular la F.fricción del recipiente) PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Presión del Pisón Extrusión Directa PROCESOS II (Cuando ocurre Adherencia) ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Presión del Pisón Extrusión Directa (Fórmula para calcular la P pisón por E. Directa) (Cuando hay Lubricación) PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Presión del Pisón FUERZA DEL PISÓN (Ex. Directa y Ex. Indirecta) POTENCIA REQUERIDA PARA EL PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Esfuerzo de Fluencia El esfuerzo de fluencia se define corno el valor instantáneo del esfuerzo requerido para continuar la deformación del material o mantener "fluyendo" al metal. El esfuerzo de fluencia de un metal en función de la deformación puede expresarse como: Esfuerzo de Fluencia Promedio( ) : Deformación Real Ideal PROCESOS II ING. CARLOS RODELO A EXTRUSIÓN Análisis de la Extrusión Ejemplo: (Presión de Extrusión) Un tocho de 76 mm de largo y 25 mm de diámetro se extruye en una operación de extrusión directa con una rx = 4.0. La extrusión tiene una sección recta transversal. El ángulo del dado (medio ángulo) = 90º. El metal de trabajo tiene un coeficiente de resistencia = 414 Mpa y un exponente de endurecimiento por deformación = 0.18. Use la fórmula de Johnson con a = 0.8 y b = 1.5 para estimar el esfuerzo de extrusión. Determine la presión aplicada al extremo del tocho cuando el pisón se mueve hacia adelante. PROCESOS II ING. CARLOS RODELO A