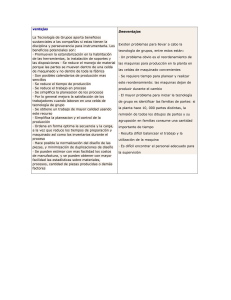
UNIVERSIDAD AUTÓNOMA DE BAJA CALIFORNIA FCITEC, Valle de las Palmas ELABORACION MANUAL DE CODIGOS DE PROGRAMACION CNC Materiales y Procesos VII Alumno: Vladimir Becerril Mendoza Luis Gerardo Pérez Cortes Matricula 01217659 03 de Septiembre del 2019 INTRODUCCION El CNC tuvo su origen a principio de los años 50 en el Instituto Tecnológico de Massachusets (MIT), en donde se automatizó por primera vez una gran fresadora. En esta época, las computadoras estaban en sus inicios y eran tan grandes que el espacio ocupado por la computadora era mayor que el de la máquina. CNC Significa "Control Numérico Computarizado". El término "Control Numérico" se debe a que las órdenes dadas a la máquina son indicadas mediante códigos numéricos. En una máquina CNC, a diferencia de una máquina convencional o manual, una computadora controla la posición y velocidad de los motores que accionan los ejes de la máquina. Gracias a esto puede hacer movimientos que no se pueden lograr manualmente como círculos, líneas diagonales y figuras complejas tridimensionales. Una vez programada la máquina esta ejecuta todas las operaciones por sí sola, sin necesidad de que el operador esté manejándola. En el caso de una industria o un taller, esto permite aprovechar mejor el tiempo del personal para que sea más productivo. DESCRIPCIÓN DEL PROCESO Para poder programar nuestro primer código CNC fue necesario revisar los códigos estándar de las maquinas. A continuación presento los códigos utilizados y su significado: % Indica el inicio del código y su final : Indica el número de programa Nxx Indica el número de línea o bloque G00 Movimiento rápido a la velocidad máxima G01 Movimiento a velocidad de desbaste G02 Giro en el sentido del reloj G20 Indica unidades en pulgadas G90 Indica el sistema absoluto de programación M05 Apagado del husillo M30 Fin del maquinado Fxxx Velocidad de maquinado Sxxxx Velocidad en revoluciones Paso 1. Se debe determinar el modelo a maquinar en este caso serían las iniciales de mi nombre LP en una retícula de 6” x 6” y se ubican las coordenadas de cada uno de los puntos. P (4,5) P (1,5) P (4,3) P (1,1) P (4,1) P (3,1) P (0,0) Paso 2. Comenzamos a determinar las funciones necesarias para el código comenzamos colocando el inicio y asignando el sistema de medición que será utilizado % :0369; N05 G90 G20; N10 M03 S1200; Inicio del programa Numero de programa Señalamos G90 como sistema absoluto de coordenadas basándonos en un cero fijo y con G20 que las unidades son pulgadas. En la siguiente línea se prende el husillo a la velocidad de 1200 rpm para comenzar el maquinado. Paso 3. Asignando ahora las coordenadas correspondientes se procede a programar donde comenzara la remoción del material N15 G00 X0 Y0 Z5; N20 G00 X1 Y5 Z0; N25 G01 Z-0.25 F20; Con un movimiento rápido posicionamos el husillo sobre el cero de la maquina a 5” sobre el material para comenzar Con otro movimiento rápido colocamos el material en la primera coordinada al nivel del material sin perforar aun. Con la velocidad de maquinado ahora si comenzamos el primer barrenado del material para partir de ahí a una velocidad F de 20 Paso 4. Procedemos con el resto de las indicaciones para el maquinado. N30 G01 X1 Y1; N35 G01 X3 Y1; N40 G01 X3 Y1 Z0; N45 G00 X4 Y1; N50 G01 Z-0.25 F20; N55 G01 X4 Y5; N60 G02 X4 Y3 R1; N65 G01 X4 Y3 Z0; N70 G00 X0 Y0 Z5; Movimiento con velocidad de maquinado a la coordenada indicada en línea recta Movimiento con velocidad de maquinado a la coordenada indicada en línea recta Movimiento con velocidad de maquinado para remover el husillo del material sin dañarlo. Con movimiento rápido se ubica la maquina sobre el próximo punto a maquinar Se perfora el material a velocidad F20 para comenzar a maquinar Movimiento con velocidad de maquinado a la coordenada indicada en línea recta Movimiento con velocidad de maquinado a la coordenada indicada en curva con un radio de uno. Movimiento con velocidad de maquinado para remover el husillo del material sin dañarlo. Con un movimiento rápido posicionamos el husillo sobre el cero de la maquina a 5” sobre el material al terminar. Paso 5. Se procede con el apagado y la conclusión del programa. N75 M05; Apagado del husillo N80 M30; Terminación del maquinado % Final del programa Fig1. Código generado en clase Fig 2. Simulación CNC CONCLUSIONES Comprender la programación CNC desde su concepción te puede ayudar a entender y solucionar obstáculos en la velocidad de producción y poder realizar los maquinados de una manera más eficiente evitando desperdiciar tiempo y recursos que en una empresa de gran escala que requiere este tipo de máquinas es muy valioso. Así cada vez que necesitas ingresar un código CNC a la máquina en caso de que muestre un error es más fácil de verificar de donde proviene y hacer algo al respecto. Pensar por adelantado a como se estará realizando el maquinado te puede ayudar a optimizar y asegurar la calidad de tu pieza sin importar en que maquina sea realizado pues ya conoces los códigos básicos. Con el tiempo y la practica estos procesos de maquinado serán más fáciles de concebir mediante programas especializados para generar el código pero al inicio reconocerlos puede incluso darnos una diferencia competitiva en el ámbito laboral lo cual para nosotros como estudiantes de últimos semestres nos agrega un extra muy importante.