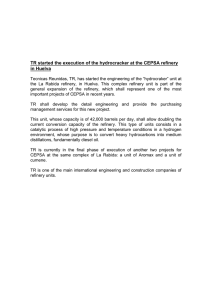
Paper No. 03649 2003 CORROSION THE IMPACT OF OIL FIELD CHEMICALS ON REFINERY CORROSION PROBLEMS Sergio Kapusta Shell Global Solutions U.S., Inc. P.O.Box 1380 Houston, TX 77251 Frans van den Berg, Rinus Daane Shell Global Solutions International B.V. P.O.Box 38000 1030 BN Amsterdam, The Netherlands Morris C. Place Champion Technologies Inc. P.O. Box 450499 Fresno, TX 77245-0499 ABSTRACT Chemical additives play an important role in oil production. Chemicals are used to enhance oil production, control corrosion, prevent wax or paraffin deposition, enhance the flow characteristics of the crude oils, aid in water separation, etc. However, oil field chemicals are often suspected of causing diverse problems in refining operations, including corrosion, fouling, desalting upsets, and loss of catalyst activity. One recent example is the appearance of "rogue chlorides" in certain crudes, which has led to severe corrosion problems in crude distillation units and naphtha hydrotreaters. This paper presents a review of the nature and function of chemical additives that are commonly used in oil production, and discusses examples of the type of problems encountered in refining that are caused by some of these chemicals. A clear understanding of the impact of oil field chemicals on refinery operations is critical to both refiners and producers, to avoid these problems and prevent the erosion of value of the crude. Better communications between producers and refiners is a first step to resolve these problems. Keywords: corrosion, corrosion control, oil field, chemicals, refining, inhibitors, paraffin, hydrate, control INTRODUCTION Oil Field Chemicals (OFC) are used for various purposes in oil production, including corrosion control, management of hydrate formation, prevention of wax or paraffin deposition, enhancement of the flow characteristics of heavy crudes, oil dehydration, water de-oiling and well stimulation. In particular, economic oil production from ever deeper offshore reservoirs depends heavily on the use of chemicals to maintain adequate flow from the well bore to the separation facilities, by preventing mineral scales and wax deposits from plugging the connecting flowlines. Copyright 2003 by NACE International. Requests for permission to publish this manuscript in any form, in part or in whole must be in writing to NACE International, Publications Division, 1440 South Creek Drive, Houston, Texas 77084-4906. The material presented and the views expressed in this paper are solely those of the author(s) and not necessarily endorsed by the Association. Printed in U.S.A. 1 Publication Right Government work published by NACE International with permission of the author(s). Requests for permission to publish this manuscript in any form, in part or in whole must be made in writing to NACE International, Publications Division, 1440 South Creek Drive, Houston, Texas 77084-4906. The material Other chemicals are used to assist in the various techniques that renew the flow of crude oil from older fields (steam, carbon dioxide, polymer flooding, etc.). Many different chemicals are used in the oil field, and their volume seems to be increasing with production from more challenging environments, as shown in Figure 1 (1). The world market for OFC reached 5 billion $ in 2000 and is expected to grow further (2). Chemical usage [kTONs] 3o il/, iiiii i'i iiiiiiiii'iii"iiii""iii"iiii ii;;;iiiii ;;iiiiiii iiiiiiiiii i i iYiii;iii';ii;iiiiill iiiiiiii 'i"'ii iiiiii;iii 'ii"iiliilliiiiiiiii ~ iiiiiiiiiiiiiiiiiiiiiii i i '~ iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii ii iiiiliii i!ii iiiiii iliili iii i i!ii!iiii i i i 'ii!iii!i!iiiiiiiiii iiiii iiiiii ~° 15 l iiiiiili!iiiiii i ii!iiii!iiii ii iiiiil iiili i i ii iiiiiil iiiiii! iiiiiiiiiii ~o l iil iiiiil iiiiiiii!iiiii iiiiii!iliM i il iiiiiiiiiiiiiiiiii i ~ii iiiNi iil '~"~"""~""' iiiiiii'" ~ i~i~.......................................................................................... i~uiiBii!ii!i~mii i i:iiiiii!iiiiiiillii!iiiiii! ~............. i!!!i!i iiiill i i i . . . . . . 1991 . . 1992 1993 1994 1995 1996 1997 1998 1999 2000 Year FIGURE 1 - Trend in the use of production chemicals in fields operated by a major European oil company (1) However, some of these chemicals may also cause processing problems in refineries. The most common problems that are often associated with the presence of OFC in the crude are: desalting upsets, corrosion in the overhead system of crude distillation units and in hydrotreaters, fouling of catalysts, foaming of amine treating units, and fouling of heat exchangers. In many cases the actual relationship between OFC and refinery upsets is hard to prove, as other operational or crude oil factors may account for the observed problems. But the perception that a crude oil is "troublesome" can nevertheless have a negative effect on its value. An understanding of the impact of OFC on refining operations is therefore of critical importance not only to refiners, but also to producers since both are interested in minimizing any negative effect of these chemicals on the operation of the refinery. The impact of OFC on refinery operations, particularly corrosion, has been studied on previous occasions. However, an update of this topic seems timely because a series of incidents related in part to the presence of organic chlorides in the crude has resulted in a renewed awareness in the refining industry that some otherwise "unexplained" processing problems may be caused by OFC. Whether this awareness reflects an actual increase in the severity or frequency of these problems is more difficult to assess, because a systematic evaluation of these issues has not been undertaken, and most of the evidence is anecdotal. It is likely that the overall crude oil pool now contains more additives than in the past, as production from deepwater reservoirs, which is more dependent on these additives, becomes an increasing proportion of the total crude oil supply. It is also true that more strict environmental regulations designed to reduce the amount of chemicals and oil that are released into the water have prompted the producers to use more deoiling chemicals, and in general more chemicals that partition preferably to the oil phase. The fate of OFC once they enter a refinery is not fully understood, and this in itself is a problem. The intention of this paper is to bridge this knowledge gap between producers and refiners by presenting an update of the nature and function of chemical additives commonly used in oil 2 production, and some examples of the processing problems that can be attributed to these chemicals. Suggestions to improve the existing situation will also be presented. SURVEY OF OIL FIELD CHEMICALS Table 1 summarizes the generic chemical composition and the estimated partition to the water phase of the most common chemicals used in the oil field, with the exception of corrosion inhibitors, which are discussed separately. It should be noted that water partitioning is a function of several variables (especially water cut, but also temperature, pH, salinity, etc,) and the numbers quoted below are only a first estimate. TABLE 1 GENERIC CHEMICAL COMPOSITION AND ESTIMATED WATER PARTITIONING OF THE MAIN OIL FIELD CHEMICALS (EXCEPT CORROSION INHIBITORS) Product Generic Description Paraffin Inhibitors Ethylene/vinyl acetate copolymers Olefin/ester copolymers Ester/vinyl acetate copolymers polyacrylates polymethacrylates Alkyl phenol resins Sulfonate Amides Amine oxides Nonionic surfactants Aliphatic (i.e., heptane) Aromatic (i.e., xylene, toluene) Pinene/Terpene Derivatives Combinations Polyolefin copolymers Alkyl phenol resins Sulfonates Amine oxides Betaines Quaternary Amines Sulfobetaines/Sulfonates Sulfated ether alcohols Polyether alcohols Fatty acid ethoxylate Silicone fluids/Fluorosilicones Gluteraldehyde THPS Alkyl benzyl ammonium quats Phosphonates Polyacrylates/Polyacrylamides Polymaleates Polyphosphinocarboxylic acids Phosphate Esters Polyvinylpyrollidone (PVP) Polyvinylcaprolactam (PVCAP) VP/VC copolymers Alkyl phenol ethoxylates Alkyl phenyl phosphonium quats and salts Paraffin Dispersants Paraffin/Asphaltene solvents Asphaltene Inhibitors Asphaltene Dispersants Foamers Defoamers Biocides Scale Inhibitors LDHI 3 Partition to water, % 0-40 0-20 50-100 0-100 0-40 100 100 100 100 100 0-50 0-50 100 100 100 100 100 100 100 100 100 100 100 50-100 50-100 Table 1 shows that many chemicals end up in the oil phase, although they are not expected to produce any problems in refining. The increasing emphasis on water quality and water reinjection, and the zero-discharge policies in many offshore production regions has put increasing pressure on the suppliers and users of chemicals to develop oil-soluble additives for many applications. Corrosion inhibitors The typical oil field corrosion inhibitors are based on film forming amines, amides, imidazolines or quaternary ammonium compounds, or phosphate esters of long chain alcohols. The molecular weight is relatively high to provide high temperature stability under downhole conditions. Table 2 summarizes the chemical nature and physical properties of some of the most common corrosion inhibitors. TABLE 2. PROPERTIES OF TYPICAL CORROSION INHIBITORS USED IN OIL PRODUCTION Generic name Fatty amides II Imidazoline II Quaternary ammonium compound Phosphate esters Temperature stability °C Water/oil partitioning % II 5-20 II 40-100 II Solubility in oil % II 380-500 II 200- 300 5-60 II 180-220 80-95 60- 70 II 40-95 The partitioning of the above molecules in brine depends on the size and shape of the molecules and on temperature, the salinity of the brine, the gravity of hydrocarbons and the ratio of oil to brine. The commercial inhibitor formulations contain, in addition to the active film-forming component, other components to optimize the physical properties (viscosity, low temperature stability, compatibility with the produced fluids, oil and water solubility or dispersibility) of the package that is actually used. These compounds include emulsifiers, demulsifiers, stabilizers, solvents, etc. The active components can be either water or oil soluble; water dispersible products are also used. The inhibitor concentrations are usually estimated on the basis of the full formulation, and can range from 10 to 200 ppmw in crude oil. The active component can represent between 20 and 80 % of the total package. The active inhibitor components tend to be effective emulsifiers. This characteristic creates problems related to the formation of stable oil/water emulsions not only for oil/water separation at the production facilities, but also during dewatering of the crudes (removal of decanted water) in the separation/storage tanks, and desalting of the oil at the refinery. The desalted crude may contain higher levels of water and of hydrolysable salts, which result in higher chloride levels and higher corrosion rates in the overhead system of the crude distillation unit. These problems have been observed in several refineries receiving crudes from fields where oil soluble/water dispersible inhibitors had been used. Water-soluble inhibitors are less likely to cause this type of problem. In the past, this type of inhibitors did not have the high performance required in very severe (hot and sour) environments. But their performance has continuously improved, and they are now used also in very hostile environments containing H2S and CO2 at temperatures up to 150 to 170 °C (300 to 350 °F). 4 The presence of corrosion inhibitors has also been associated with worsening quality of desalter effluent water, also due to the formation of more stable emulsions. SUMMARY OF REFINERY PROBLEMS ATTRIBUTED TO OIL FIELD CHEMICALS Table 3 is a compilation of some of the refining problems that have been attributed to the presence of OFC in the crude oil. The table also shows that in some cases alternative explanations for the observed problems could not be positively excluded. TABLE 3: POTENTIAL IMPACT OF OIL FIELD CHEMICALS ON REFINERY PROCESSES Problem Poor tank farm dehydration Desalter upsets, High salt content of desalted crude Corrosion of pre-heat train Corrosion of furnace tubes CDU overhead corrosion CDU and NHT fouling and corrosion by HCI and NH4CI Catalysts poisoning, fouling of catalyst beds Catalyst bed plugging High water content of hydrotreated naphtha Poor bitumen quality Foaming of amine treaters Corrosion of amine regenerators Type of chemical presumed to be responsible Surfactants, corrosion inhibitors Alternative causes Surfactants, Higher Ca and Mg content of the crude due to acidizing of wells Presence of acidizing fluids Improper desalter operation Improper desalter operation Presence of acidizing fluids, particularly organic acids Formation of H2S by high temperature decomposition of the crude Improper desalter operation Presence of acidizing fluids, Ca/Mg content due to acidizing of wells, NH4CI used for post-flush, decomposition of corrosion inhibitors with formation of NH4CI Organic chlorides from well bore clean-up operations Presence of slops Inorganic chlorides Iron sulphide in the crude, silt from charge tank bottoms Corrosion inhibitors Silicon containing antifoaming agents Glycol or glycol amines used for pH control Si-containing antifoaming agents Corrosion inhibitors High level of NHs due to decomposition of amines used as corrosion inhibitors or for pH control Inadequate separation of water in the CDU overhead accumulator vessel Amine degradation, high HSS content, hydrocarbon carry-over NH3 in water used for desalting, for example process water from conversion units The desalting process Table 1 summarizes the type and generic oil/water partition tendency of chemicals used in oil production. The partition tendency is important as an indication of the relative ease of removal of these chemicals by desalting. However, water solubility is not a guarantee that the chemicals will 5 be fully removed by desalting or that they will not cause corrosion in the refinery, for several reasons: (1) Some OFC are emulsifiers and have a negative effect on oil/water separation, causing water soluble chemicals to end up in the oil phase as emulsions or entrained in water droplets. (2) Thermodynamic equilibrium is not achieved during desalting. This means that even chemicals that are fully water soluble partition to some extent to the oil phase. (3) Although one can expect inorganic acids and low molecular weight organic acids, such as HCI and acetic acid, to fully partition into the water phase, some heavier molecular weight acids, such as phosphonic acid, will partition partly into the oil phase. (4) Desalters may operate under non-optimal conditions, especially if they were designed for processing crudes having different properties. (5) The desalter operation cannot be changed fast enough to handle OFC which are used intermittently, and which arrive unexpectedly at the refinery. (6) Many refineries do not have desalters ahead of the crude distillation units. Impact of OFC on refinery operations The impact of OFC on refinery operations is diverse. While the majority of OFC travels through the refining system without major effects, others may have harmful consequences in the following areas: • • • • hardware: increased corrosion, fouling of heat exchangers, plugging of pumps and lines operational: formation of emulsions in storage tanks and desalters, foaming in flash vessels and amine units, plugging of catalyst beds, increasing amount of waste streams product quality: off spec jet fuels, poor bitumen, fuel oil or coke quality, environmental: poor effluent water quality, increased emissions The situation is further complicated by the fact that some OFC are applied continuously where others are used only incidentally or in cyclical fashion. It has also been found that the effects can be either direct or indirect. Producers may assume, sometimes incorrectly, that OFC will be removed by the desalting process in the refinery. By way of examples the effect of hydrate control, well acidising and well bore cleaning chemicals will be discussed. Continuous vs. discontinuous use. Some oil field chemicals are applied at a more or less continuous level, for example corrosion or wax deposition inhibitors. Other chemicals are used more infrequently or on a cyclical basis. Examples of these are hydrate control inhibitors, which may be used only during start-up or shutdown operations, and well bore cleaning solvents and well stimulation acids, which are used as needed to maintain or enhance production. To a large extent, the impact of continuously injected chemicals is easier to predict and counteract. On the other hand, intermittently used chemicals can have a more detrimental impact because refineries are neither aware nor prepared to deal with their effects. Their impact is also more difficult to identify, because by the time that the refineries realize that something is wrong, the chemicals may no longer be present. Direct and Indirect Effects. The impact of oil field chemicals on corrosion in downstream processing units can be direct or indirect. For example, acids used for well stimulation (HCI, HF, formic) can be carried with the crude and directly cause corrosion in the pre-heat train of the crude distillation unit. Emulsifying agents, on the other hand, are not corrosive. However, they can indirectly cause corrosion of the overhead system by increasing the content of water and hydrolysable salts in the crude, which lead to the formation of HCI during the distillation process. Some oil field operations that are not intended to change the properties of the crude oil can nevertheless have indirect consequences on the composition and behavior of the oil. For example, water injection is a commonly used method for maintaining reservoir pressure and oil 6 production. Depending on the quality and treatment of the water, and other not fully understood factors (presence of sulfate reducing bacteria in the reservoir, availability of nutrients), one unintended consequence may be souring of the reservoir. This can effectively increase the existent H2S content of the crude with potentially severe consequences not only due to enhanced corrosivity but also because of increased health and safety risks. Although well stimulation is not expected to affect the properties of the oil, there is circumstantial evidence of an increase in both the existent and the potential H2Scontent of crudes after repeated acidizing treatments. Hydrate Control. Hydrocarbon hydrates are clatrate-type compounds of water and methane, ethane, propane, etc., that are formed at low temperatures and high pressures. They tend to form ice-like clusters that can block production lines. Hydrate problems are particularly difficult in deepwater production, because of the low temperatures of the seabed. For lines operating in the stable hydrate region, two main types of hydrate control compounds are used: (1) thermodynamic control chemicals that reduce the potential for hydrate formation, such as methanol and glycol. Both methanol and glycol are water soluble and should be extracted by wash water during desalting, and therefore are not expected to cause any corrosion problems. However, some instances of glycol contamination of naphtha have occurred. The presence of glycol can create corrosion problems by enhancing the solubility of water in the hydrocarbon phase. This in turn may contribute to corrosion problems in downstream units, such as naphtha hydrotreaters, that are designed to operate essentially dry. (2) kinetic control chemicals, or hydrate growth inhibitors, such as quaternary ammonium compounds, that either prevent the growth of hydrate crystals capable of plugging the production lines, or maintain the crystals dispersed and allow them to be removed by the flow in the lines. These products are used at concentrations of several thousand ppm's, based on the water content in the production lines. They are partially water soluble, which means that they are separated from the oil in the production facilities or during desalting. However, some of the salts are known to remain with the oil, for example by formation of water emulsions. (3) Anti Agglomerate (AA) hydrate inhibitors prevent hydrate plugs by dispersing the hydrate crystals rather than preventing the nucleation of hydrate crystals. This hydrate alleviation technique requires the presence of a liquid hydrocarbon phase. The AA has a hydroratephilic head that is incorporated into the hydrate crystals and a hydratephobic tail that disperses the hydrate crystals into the liquid hydrocarbon phase. The advantage of AA hydrate inhibitors is that they are effective at much lower sub-cooling temperatures than kinetic hydrate inhibitors. They may be organic quaternary ammonium and phosphonium salts with long oleophillic tails (3). The quaternary ammonium salts tend to decompose at the high temperatures of the distillation process, with the formation of ammonium chloride and heavy hydrocarbons. The ammonium chloride that is formed in this way can make a very significant contribution to raising the desublimation temperature of this salt in the overhead system. As a result, salt deposition can occur upstream of the water dew point. Acidizing Treatments. Acidizing fluids include both strong mineral acids such as HCI and HF, and weaker organic acids such as formic and acetic. They are used to dissolve the salts (silicates and calcium or magnesium carbonates) from around the well bore and for some distance into the formation, and sometimes to dissolve scales that form in the production tubulars. The acids are not fully consumed during the process, and may be carried as contaminants in the crude. These acids can cause severe corrosion problems in the storage tanks and also in the preheat train of the crude distillation unit. They are removed by water washing, and should not cause problems downstream of the desalters. 7 As mentioned above, one of the purposes of acidizing is to dissolve calcium and magnesium carbonates. The relative concentration of calcium and magnesium chlorides in the crude increases for some time after acidizing of the producing wells. These salts are harder to remove during desalting. As a result, both the content of hydrolizable chlorides and production of HCI by hydrolysis of the salts increase, causing more severe corrosion in the overhead systems. It has also been reported that acid stimulation may result in the formation of emulsions which are very difficult to break and can cause considerable problems downstream (4). Well bore cleaninq: Production of waxy or asphaltene crudes may result in the formation of deposits in the well bore, that reduce its diameter and decrease the production rates. The well bore can be washed with chemicals that dissolve and remove these deposits. In the past, chlorinated solvents such as trichloroethane were commonly used for this purpose. After the 1994 Montreal Protocol that limited the production and use of chlorinated solvents, hot xylene washes became the norm. However, this treatment is often not as effective as the previous method and there seem to be instances in which chlorinated solvents are still used. Organic chlorides are not removed from the crude by desalting; hence, they are also called "non-desaltable chlorides". They are normally stable at the conditions of the crude distiller, which means that they will mostly (95 to 99 %) pass through the distiller to the naphtha fraction. However, even a small degree of decomposition in the CDU (Crude Distillation Unit) can result in low pH corrosion of the overhead condensers if the concentration of organic chlorides in the crude is above normal crude acceptance criteria. Organic chlorides in the naphtha are converted to Hydrogen Chloride (HCI) in the NHT (Naphtha Hydrotreater), where they combine with ammonia (NH3) to form ammonium chloride (NH4CI). The amount and rate of NH4CI formation is controlled by the HCI level because of the over-abundance of NH3 in the NHT effluent coming from the conversion of nitrogen in the feed. Depending on the chloride level in the feed, the location of NH4CI deposition can shift. Solid NH4CI tends to deposit at temperatures as high as 150 to 170 °C. This temperature range often corresponds to the coldest effluent exchangers. The dry NH4CI salt is not corrosive, but can cause fouling and plugging of heat exchanger tubes. The salt is very hygroscopic, which means it will pull water out of the vapor phase. The wet salt can be extremely corrosive. Most corrosion problems in hydrotreaters result from the deposition of wet NH4CI. Occasions of NHT corrosion and fouling due to organic acids occurred regularly in the 70's and early 80's until the problem was recognized and pipeline companies and refineries, especially in the US, developed a test method (ASTM D4929) and defined upper limits to the allowable amount of organic chloride in crudes (5). However, the problem has not completely disappeared. In January 2000, a refinery in the US experienced a sudden and catastrophic rupture of a heat exchanger shell in their naphtha hydrotreating unit. One operator was severely burned, the NHT was heavily damaged and the refinery suffered a serious loss due to the unavailability of the unit for three months. Several European refineries recently detected varying levels of organic chlorides in Ural crude and measured high corrosion rates, necessitating hardware modifications. It was found that the crudes contained 1 to 5 ppmw organic chlorides, which were subsequently identified as mainly tri-chloroethane, a light molecular weight solvent. It is usually difficult to positively determine the root source of organic chlorides in a crude. However, some clear indications can be derived from the chemical nature of the chloride-compounds and from their seasonal variations. 8 WHAT CAN BE DONE TO PREVENT THESE PROBLEMS? This discussion will be primarily directed toward oil and condensate production, although the same issues are also important for gas production. Everyone involved in producing and refining oil is interested in maintaining or enhancing the value of the oil. Historically oil producers and refiners have independently tried to maximize the value of their resources. Within specifications imposed by common carriers, oil producers maximize production and minimize expense without a lot of knowledge of the effect of their operations on refining. Likewise, refiners do not always like the quality of the crude of the crude that they receive as a result of oil field operations, but they do are not fully aware of the consequences, in terms of production volume and prices, of changing oil field practices to eliminate undesirable contaminants. It is clear that a co-operative effort is the most effective way to resolve the problems caused by oil field chemicals on refinery operations. This discussion is an effort to increase awareness and open the technical communication between oil producers and oil refiners. Actions to reduce the impact of OFC Technically, decreasing the effect of OFC on the refineries appears to be feasible. An example of the type of changes that are possible when providers and users of chemicals work together is the development of more environmentally friendly chemicals. Major oil companies are committed to make continuous improvements in the environmental consequences of their operations. Producing companies already require chemical vendors to supply detailed information on their chemicals and could include the potential impact of OFC on downstream refineries in their chemical selection process. In several parts of the world, E&P companies already prepare Environmental Impact Assessment reports for the local government and discuss ways of further reducing their impact on the environment. A full EIA requires a detailed survey of all chemicals in use, including SMDS sheets, toxicity evaluation, oil-water partitioning behavior etc. It would be relatively easy to expand this assessment with a module evaluating the impact of OFC on the refineries. In the absence of such data, crude buyers will become increasingly more demanding with regards to crude composition requirements. Future crude contracts may require the supplier to disclose information on OFC or guarantee the absence of the most harmful OFC's. Improvements in OFC Additive suppliers are actively working on providing better alternatives for harmful or environmentally undesirable chemicals. Scale inhibitors are mainly water soluble, and are expected to be removed from the oil during field processing. Corrosion inhibitors: Historically, oil soluble inhibitors were the best in controlling the most difficult corrosion problems. These "Best" corrosion inhibitors also caused severe emulsions, both in the production facilities and at the front end of the refineries. Today, more effective corrosion inhibitors have been developed that do not cause the same type of emulsion problems. In a recent case of a very corrosive sour environment, a proven effective emulsion forming oil soluble inhibitor was replaced by an equally effective oil soluble inhibitor which did not have the same severe emulsion-forming tendency. In addition to solving downstream processing problems, the need for a field demulsifier was reduced by 75%, with considerable cost savings for the producer. More effective water-soluble inhibitors are continuously being developed for increasingly hostile environments (higher temperatures, higher H2S and CO2 partial pressures, higher velocities, higher salinities). These corrosion inhibitors largely partition to the water phase and thus their 9 concentration in the oil is lower. Water soluble corrosion inhibitors are gradually replacing oil soluble corrosion inhibitors in many offshore applications as a result of environmental requirements. Hydrate control: The new anti-agglomerate hydrate inhibitors that have recently been introduced into deepwater provinces are not yet widely used. They have some oil solubility and residuals will remain in the crude oil. As the use of these products increases, and if the residuals in crude oils cause problems in downstream processing, this is an area where refiners and producers cooperatively minimize the impact on the crude oil value. Acid stimulation: Acidification of well bores with organic and mineral acids usually results in emulsion problems for the oil producer. Often the acids are present in the crude oil in tightly held emulsions. The solution to corrosion of storage tanks and refinery pre-heat train and desalters is good water removal by the producer, and perhaps the addition of a water-soluble corrosion inhibitor when warranted. The increase in the concentration of hydrolizable chlorides in the crude following acidizing operations is more difficult to manage. It requires refiners to be on the look-out for possible spikes in the overhead chloride level, and be prepared to handle these upsets by caustic injection, water washing, or the use of chemical additives. Paraffin and asphaltene solvents: Domestically in the U.S., oil field chemicals with chlorine have been prohibited for over 40 years, and throughout the world since the Montreal protocol of 1994. Their presence in crude oil should be considered an aberration and not a normal practice of the oil field. Defoamers: These silicon defoamers, sometimes with added fluorine are essential to maintaining the high volume offshore production, particularly deepwater production. As their use increases, their affect on refineries will have to be evaluated. To date, non-silicon defoamers have not been economically effective. Industry wide efforts to deal with these issues Fortunately, efforts to deal with the problem are already underway in some parts of the world (6): The CCQTA (Canadian Crude Quality Technical Association), founded in 1996, is an example of producers, pipeline companies and refiners working together on the subject of crude oil quality. Their stated objective is: "To facilitate the resolution of common crude quality issues by establishing a direct line of communication between all sectors of the oil industry including producers, service companies, chemical companies, pipeliners and refiners" According to the CCQTA website (http://www.¢cqta.com/), there is a committee on additives which for example distributed a note regarding fouling incidents in several distillation columns caused by the presence of ppm levels of phosphate-ester based chemicals used to gel hydrocarbons for hydraulic fracturing. Similarly, the US based Crude Oil Quality Group (COQG) has started an Additives Subcommittee which is starting to investigate this problem (see www.cocq.org for details.). Although the beginnings are modest and there are many uncertainties facing those active at the interface between oil producers and oil refiners, there is no doubt that improved industry cooperation is the way forward. 10 CONCLUSIONS This paper is intended to bridge the knowledge gap between oil producers, oil refiners, and suppliers of oil field production chemicals regarding the impact of these chemicals on refining processes, and indirectly on the value of crudes. This is a first step to try to find a joint solution to refining processing problems which originate in chemicals added for oil production. In the past, a similar cooperation has yielded excellent results, for example in the development of more environmentally friendly products. Some industry-wide groups are already taking further steps in formalizing this cooperation. ACKNOWLEDGEMENT The authors are grateful for the stimulating ideas and discussions with numerous colleagues in Shell Global Solutions in Amsterdam and in Houston, and Ann Davis and Ali Naraghi of Champion Technologies, Inc. for their help in preparing the chemical tables. We also thank Shell Global Solutions International B.V. and Champion Technologies Inc. for permission to publish this paper. REFERENCES . . . 4. N. Aas, B. Knudsen, J.O. Saeten, and E. Nordstad, Paper presented at the SPE Conference on HSE in Oil and Gas Exploration and Production, Kuala Lumpur, Malaysia, March 20-22, 2002. E. Andersen, R. Modler, and M. Yoneyama, Oil Field Chemicals, SRI report, December 2001. A.P. Metha, P.B. Hebert, E.R. Cadena,, and J.P. Weatherman, "Fulfilling the Promise of Low Dosage Hydrate Inhibitors: Journey from Academic Curiosity to Successful Field Implementation", OTC Paper No.14057, Houston, TX, May 6-9 2002. C.P. Coppel, J of Petr. Techn., Sept. 1975, pp. 1060-1066 (1975),. 5. J. Craig, Oil &Gas J., Oct. 13, 1986, pp. 63-65. . D.K. Durham, S.A. Ali, and P.J. Stone, Paper SPE 29528, presented at the Productions Operations Symposium, Oklahoma, OK, USA, April 2-4, 1995. 11