")
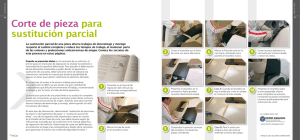
SUSTITUCIONES PARCIALES Alén Fernandez Vila 2nGS ÍNDICE ● Procesos de la sustitución parcial. Pág(2,3,4) ● Ventajas de la sustitución parcial. Pág(4) 1 Proceso de substitución parcial Determinación de la zona afectada: en las recomendaciones del fabricante se encuentran los lugares donde se deben realizar los cortes. Una vez identificados, se debe recurrir a la cinta de enmascarar para demarcarlos. El proceso de corte se debe llevar a cabo por medio de sierra neumática, teniendo en cuenta no afectar los refuerzos y puntos fusibles, previstos para la deformación programada. El desgrafado se realiza mediante la utilización de la despunteadora neumática, empleando la broca de ángulo recto con centro punto, con la cual se evita afectar la lámina que servirá de soporte a la pieza de recambio. Corte y desgrafado: en las recomendaciones del fabricante se encuentran los lugares donde se deben realizar los cortes. Una vez identificados, se debe recurrir a la cinta de enmascarar para demarcarlos. El proceso de corte se debe llevar a cabo por medio de sierra neumática, teniendo en cuenta no afectar los refuerzos y puntos fusibles, previstos para la deformación programada. El desgrafado se realiza mediante la utilización de la despunteadora neumática, empleando la broca de ángulo recto con centro punto, con la cual se evita afectar la lámina que servirá de soporte a la pieza de recambio. Preparación de la pieza de recambio: en algunos casos, el fabricante suministra el repuesto completo, y de este se secciona la pieza a sustituir. Teniendo en cuenta las zonas de corte recomendadas por el fabricante, se realizan los cortes, los cuales permitirán el ensamblaje de la pieza de recambio con la estructura de la carrocería. 2 Restitución de propiedades anticorrosivas: durante los procesos de corte y desgrafado, las piezas involucradas en el daño se ven afectadas en la remoción de parte de sus propiedades anticorrosivas, tanto en sus caras internas como en las externas, a las cuales se les debe restituir esta propiedad mediante la aplicación de protectores a base de zinc. Adicionalmente, para el proceso de soldadura por puntos por resistencia eléctrica, es necesario remover parte de la cataforesis en la pieza de recambio. Adicional al protector de zinc, y dependiendo de las características de la carrocería, se emplean otros elementos como sellantes estructurales, adhesivos, ceras de cavidades, los cuales también deben restituirse en caso tal de retirarlos. Soldadura: para la unión entre pestañas se recomienda la utilización del equipo de soldadura por puntos de resistencia eléctrica. Estos puntos de soldadura se deben aplicar a una distancia de separación recomendada entre 30 y 40 mm, con lo cual se garantiza una adecuada adherencia entre la pieza sustituida y la carrocería del automóvil.Para aquellas zonas donde se realizaron cortes, los empalmes se deben hacer mediante cordones de soldadura con el equipo MIG. Este proceso se recomienda con la técnica de cordón discontinuo alterno para evitar sobrecalentamientos en la lámina que generen sobrecostos en el proceso de reparación. 3 Acabado superficial: para aquellas irregularidades que se pudieran presentar una vez realizado el cordón de soldadura, se recomienda la utilización de la “Soldadura blanda estaño – plomo”. Con ella se logra nivelar la superficie reparada sin utilizar la escofina, la cual debilita las propiedades mecánicas de la lámina.Una vez llevados a cabo todos los procesos anteriormente mencionados, se puede afirmar que la sustitución parcial realizada es un éxito. Ventajas de la sustitución parcial • Reparar causando el menor daño posible al vehículo, ya que se interviene únicamente la zona afectada. • Reducir los tiempos de trabajo, disminuyendo desmontajes y montajes de accesorios, vidrios panorámicos, como también se disminuyen los materiales por restituir y las actividades inherentes a la operación. • Ahorro en repuestos, debido a que los fabricantes contemplan la sustitución parcial y, por consiguiente, lo suministran. • En caso de sustituir parcialmente las puntas de chasís, se busca disminuir operaciones como desmontajes de conjuntos mecánicos, suspensión, entre otros elementos, porque los daños en estos elementos son localizados en mayor medida, en la zona frontal. • Mantener protecciones anticorrosivas y acústicas originales del vehículo. 4 5