Herramientas de Control de Calidad: Estudio de Caso en Envasado de Jugo
Anuncio

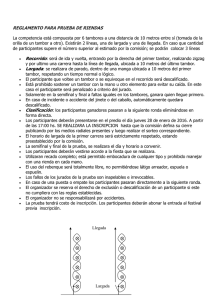
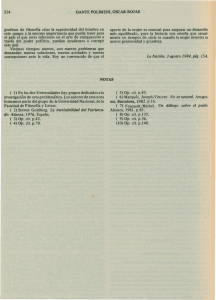
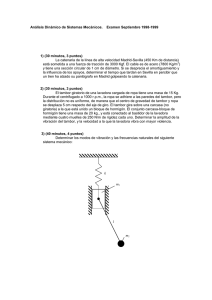
INSTITUTO TECNOLOGICO SUPERIOR DE TEZIUTLÁN CONTROL ESTADISTICO DE LA CALIDAD Tema: HERRAMIENTAS DE CALIDAD PROFESOR (A): ING. OSCAR RUIZ HERNÁNDEZ HERRAMIENTAS DE CALIDAD OBJETIVO Presentar los resultados del uso de herramientas de calidad en un ejemplo aplicable al área de trabajo HERRAMIENTAS DE CALIDAD Para el desarrollo de la práctica se tomaron datos de la Empresa Citrofrut S.A. de C.V. obtenidos del Departamento de Calidad en el área de Recepción de Insumos. Los datos analizados representan las inspecciones realizadas a los materiales utilizados para el envasado del jugo concentrado congelado de naranja. Cada muestra de 20 datos representa la inspección de un embarque de tambores reacondicionados de primera recibido en la Planta del Proveedor Contenedores Industriales Mexicanos (CIMEX). Estos envases son transportados en cajas tráiler cerradas, por vía terrestre desde la Ciudad de México a la Ciudad de Martinez de la Torre, Ver. HERRAMIENTAS DE CALIDAD Dentro del análisis a realizar, se busca los siguiente: 1. Obtener la curva de distribución de los pesos de los tambores a través de la elaboración de un histograma. 2. Determinar la correlación que existe entre la altura y el peso del tambor a través de un diagrama de dispersión. 3. Identificar las causas vitales de los defectos encontrados al momento de la inspección a través de un diagrama de Pareto 4. Analizar el problema principal de defecto y encontrar la causa raíz de este a través de un diagrama de causa y efecto HERRAMIENTAS DE CALIDAD Datos de altura y peso del tambor CITROFRUT S.A. DE C.V. Area: Control de Insumos Articulo Tambor Naranja 55 galones, Reacondicionado de Primera Inspection level F n=20 OC CIT 150001 c=1 AQL 1.0 OC CIT 150003 OC CIT 150004 Muestra Altura (cm) Peso (Kg) Altura (cm) Peso (Kg) Altura (cm) Peso (Kg) 1 85.0 12.9 85.9 14.3 85.3 22.1 2 85.2 12.9 85.5 13.7 85.2 15.2 3 86.0 13.1 85.5 15.1 85.6 13.1 4 85.5 15.3 85.5 17.0 85.6 14.1 5 85.3 15.2 85.6 15.1 85.6 13.6 6 85.3 15.6 85.5 17.0 85.7 14.5 7 85.4 15.3 85.5 15.5 85.6 15.0 8 85.4 15.0 85.5 15.3 85.6 18.9 9 85.4 12.4 85.5 18.7 85.7 12.1 10 86.0 18.5 85.4 13.6 85.4 15.0 11 86.2 14.5 86.2 12.2 85.6 12.0 12 86.1 12.8 85.9 14.4 85.9 14.1 13 87.0 13.5 85.9 15.3 86.0 14.4 14 85.3 12.6 85.3 14.3 85.3 14.2 15 85.8 14.1 85.4 15.5 85.6 13.8 16 85.3 15.5 85.4 15.2 85.4 12.5 17 85.4 12.5 85.4 15.6 85.6 13.7 18 85.3 18.9 85.3 13.7 86.0 18.8 19 85.3 13.6 85.3 14.0 85.6 15.2 20 85.5 14.9 86.0 14.6 85.6 14.7 HERRAMIENTAS DE CALIDAD Suma de Criticos Decision Final C TOTAL CIT 150030 CIT 150024 CIT 150022 CIT 150014 CIT 150013 CIT 150008 CIT 150007 CIT 150004 CIT 150003 1 1 1 20 0 1 1 0 0 3 0 0 0 0 6 0 0 0 1 0 0 1 0 0 1 2 0 0 0 0 0 0 0 0 0 0 1 0 0 0 1 1 0 1 0 0 0 3 0 0 0 0 1 0 0 0 0 0 1 0 1 1 0 1 3 0 0 0 0 Aceptado Rayaduras internas 2 Aceptado Peso menor 12 kg 6 Aceptado C 3 Aceptado Oxidacion 2 Rechazado Litografia 1 Aceptado C 1 Aceptado Abolladuras 3 Aceptado Ralladuras externas Aceptado Defecto Aceptado CIT 150001 Datos de los defectos HERRAMIENTAS DE CALIDAD 1. Histograma Distribución de pesos de Tambores R1 Proveedor CIMEX Normal 20 Frecuencia 15 Media 1 4.77 Desv.Est. 1 .933 N 60 L.I.= 12 KG 10 5 0 12 14 16 18 20 22 Peso (Kg) Interpretación En la grafica se observa una distribución con 2 picos aislados a la derecha de la curva. Esto se genera debido a que no se tiene establecida una especificación de peso máximo en el tambor, por lo que en ocasiones se reciben tambores con un calibre mayor que generan esa distribución HERRAMIENTAS DE CALIDAD 2. Diagrama de Dispersión Gráfica de dispersión de Altura vs. Peso 87.0 Altura 86.5 86.0 85.5 85.0 12 14 16 18 20 22 Peso Interpretación En la grafica se observa que no existe correlación entre las variables altura vs. Peso del tambor. Esto es debido a que la variable peso depende principalmente del calibre del tambor y no de la altura. HERRAMIENTAS DE CALIDAD 3. Diagrama de Pareto Interpretación Los primeros 2 defectos listados representan el 80 % de los problemas en general. Estas son los pocas vitales. El equipo tendrá que enfocar los esfuerzos en buscar soluciones que elimine la formación de ralladuras y abolladuras en los tambores. HERRAMIENTAS DE CALIDAD 5.1 Clarificar el problema Durante las recepciones de tambores del 2015 del proveedor CIMEX, se han recibido 6 tambores con abolladuras, lo que ha generado el rechazo de 1 carga total. HERRAMIENTAS DE CALIDAD 5.2 Desglosar el problema Continuación se muestra el Pareto de las causas de rechazo del 2015. ll HERRAMIENTAS DE CALIDAD 5.3 Establecer Objetivos El objetivo es 0 rechazos de cargas por tambores golpeados. 5.4 Realizar Análisis de Causa Raíz 5.4.1 Lluvia de ideas Se realiza una sesión de lluvia de ideas de modo estructurado LLUVIA DE IDEAS Camión en mal estado AFINIDAD Maquinaria Condiciones de la carretera Medio Ambiente Condiciones del clima Medio Ambiente Acomodo inadecuado Método Mal manejo en descarga Mano de Obra Liberación inadecuada Mano de Obra Calibre del tambor Materia Prima Mal manejo en Almacen Método Tambor deteriorado Materia Prima Embalaje inadecuado Materia Prima Mal conducción del camión Mano De Obra Descarga inadecuada Soportes (perras) dañadas Método Maquinaria HERRAMIENTAS DE CALIDAD 5.4.2 Diagrama de Afinidad Se agruparon las causas probables en base a la afinidad definida. Método Maquinaria Mano de Obra Materia Prima Medio Ambiente Acomodo inadecuado Camión en mal estado Mal manejo en descarga Calibre del tambor Condiciones de la carretera Mal manejo en almacen Soportes (perras) dañadas Liberación inadecuada Tambor deteriorado Condiciones del clima Mal conducción del camión Embalaje inadecuado Descarga inadecuada HERRAMIENTAS DE CALIDAD 4. Diagrama de Causa y Efecto HERRAMIENTAS DE CALIDAD Después de identificadas las causas probables se valida cada una de ellas para ir descartando las causa probables no justificadas. De las causas que no hay una validación, se aplica la metodología de 5 porqués para encontrar la causa raíz del efecto. En este caso se concluyo que los baches y la sinuosidad del tramo de carretera Altotonga-Tlapacoyan, hacen que los tambores dentro de la caja se muevan y se golpeen entre si, generando los rayones y las abolladuras. Como segunda causa se determino el embalaje del tambor, que no cubría totalmente al mismo y era de un material plástico que se daña al roce de los tambores. Se busco una ruta alternativa en mejores condiciones, y que no afectara el costo del empaque, para disminuir la presencia del defecto. Se cambio el material del embalaje y se diseño de tal forma que cubriera todo el tambor. HERRAMIENTAS DE CALIDAD Conclusiones En la realización de esta práctica se obtuvieron conclusiones que ayudan a entender mejor el performance de los tambores reacondicionados de primera. La variabilidad de pesos que se tiene, es una característica inherente al envase, debido a que son tambores que se obtienen de diferentes fuentes, pero que están dentro de la especificación normal de aceptación. Se demostró que el peso no está relacionado con la altura del tambor, y que los principales problemas al momento de la recepción son derivados por las condiciones de las carreteras que hacen que las cargas sufran un golpeteo constante durante el trayecto de traslado. Se continuarán realizando estudios en las otras ubicaciones de la Organización para identificar patrones que pudieran ser distintos en la generación de defectos del tambor, para finalmente poder estandarizar con los proveedores las correcciones más eficientes y eficaces y disminuir los tiempos invertidos en la inspección