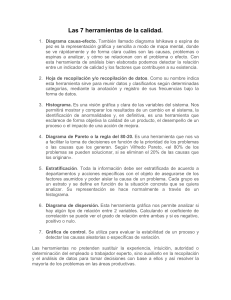
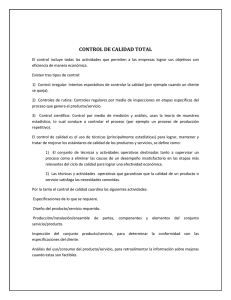
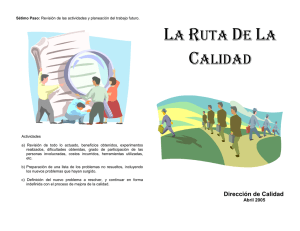
HERRAMIENTAS BÁSICAS DE CALIDAD Docente : Norma Muguruza Crispín nmuguruza49@hotmail.com Herramientas de GCT Herramientas para generar ideas: Hojas de control o tormenta de ideas Diagramas de causa efecto. Diagramas de dispersión. Herramientas para organizar la información: Gráficos de Pareto. Diagramas de flujo. Herramientas para la identificación de problemas: Histogramas. Control estadístico de procesos (CEP). 1. Tormenta de Ideas Conocida también como Brainstorming, es una técnica que se utiliza para generar ideas en torno a la solución de un problema, por ejemplo cuando no se tiene idea de cuales pueden ser las causas. Esta técnica da oportunidades a todos los miembros de un grupo reunido, de opinar o sugerir en relación a un determindo asunto. El número de participantes debe ser entre tres y diez. 2. Tormenta de Ideas Reglas: Establecer con claridad el problema sobre el cual se va a trabajar. Obtener el mayor número de sugerencias de los participantes. Todas las ideas deben ser estimuladas Se debe procurar la asociación o combinación de ideas. Ideas generan ideas, y éstas técnicas. Todas las ideas se deben escribir en un pizarrón o cartelera. Se debe dar tiempo al grupo para que reflexione sobre las opiniones dadas, para que en una próxima sesión evaluar las alternativas y encontrar la solución. Trazar un plan para la implementación de la solución. 3. Diagrama de Causa - Efecto Conocida también como Diagrama Ishikawa, o Diagrama de Espina Pescado, es una técnica de análisis causa y efecto para la solución problemas. de de de de 3. Diagrama de Causa - Efecto Se utiliza para: Conocer los factores que intervienen un proceso. Registrar las causas probables de problema. Registrar los factores a considerar un plan. Investigar las posibles soluciones de problema. en un en un 3. Diagrama de Causa - Efecto Como hacer el Diagrama: Define el problema o situación a analizar. Escribe una flecha horizontal y en su extremo el nombre del problema encerrado en el rectángulo. Discute con tu grupo sobre todas las características o causas principales del problema (En los procesos fabriles las 4M: Materiales, Mano de obra, Maquinaria, Métodos). 3. Diagrama de Causa - Efecto Como hacer el Diagrama: 4. Analiza con tu grupo cada una de estas causas mayores, para determinar las causas menores. 5. El Diagrama debe quedar a la vista de todas las personas interesadas, para que pueda retroalimentarse. 6. Verificar con el grupo si todas las causas están tomadas en cuenta. 7. Discutir cual o cuales causas son más relevantes y enfocar nuestra atención a ellos. 8. Una vez encontrado el defecto, podemos encontrar la solución e implementarla. CAUSAS ELIMINAR NO CONFORMIDAD POTENCIAL NO CONFORMIDAD CAUSAS ELIMINAR ELIMINAR CORRECCIÓN Pasos: Definir categorías. Realizar tormenta de ideas. Identificar la causa raíz. METODOS EQUIPOS CAUSAS NO CONFORMIDAD MATERIALES RECURSO HUMANO Ejemplo de diagrama de causa efecto Métodos Taladradora Despacio Mano de obra Cansancio Horas extraordinarias Viejo Madera Acero Material Demasiados defectos Torno Maquinaria 3. Diagrama de Causa - Efecto CAUSA MAYOR CAUSA MAYOR Causa menor DEFECTO Causa menor CAUSA MAYOR CAUSA MAYOR 3. Diagrama de Causa - Efecto CAUSA MAYOR CAUSA MAYOR Causa menor DEFECTO Causa menor CAUSA MAYOR CAUSA MAYOR 3. Diagrama de Causa - Efecto Mano de obra Materiales Maquinaria/ Equipos R. pequeña Rama media R. pequeña R. pequeña R. media R. pequeña R. pequeña R. media R. pequeña R. pequeña R. pequeña R. pequeña R. media R. media R. pequeña R. pequeña R. pequeña R. pequeñaR. media R. pequeña R. media Característica de calidad R. media R. media R. media R. media R. pequeña R. media R. pequeña R. pequeña R. media R.media R. media R. media Medio ambiente Métodos R. media Mantenimiento R. pequeña 3. Diagrama de Causa - Efecto Mano de obra Materiales Maquinaria /Equipos Enf ernedad Salud Edad, f atiga Experiencia Formación Otros operadores F. Higienicos F. motiv acionales Motivación Cambio prov eedor Líneas Red Eléctrica Líneas Interf erencias Red Eléctrica Cambio tecnología Calidad concertada Cambio prov eedor Entrenamiento Atención Espíritu Calidad Cambio tecnología concertada Segundos de no disponibilidad Tormentas Sistema subcontratación Hora solar Exceso tráf ico R.E. Estación Subcontrata Manuales erróneos Manuales anticuados Rotación Operarios Número excesiv o Manuales Obras Medio ambiente Métodos Mantenimiento Olv idos, cambio subcontrata Falta Periodicidad DIAGRAMA DE DISPERSION Estos diagramas describen de forma grafica si existe o no una relación entre dos entidades. Mediante un análisis de regresión se puede visualizar si entre un problema y un factor influenciado existe una relación causal. Habiendo identificado una relación entre dos factores un subsanamiento efectivo de la causa. 4 Diagrama de Pareto El Diagrama de Pareto o Análisis de Pareto, es una gráfica que permite detectar los problemas que tienen más relevancia. El pionero de este principio fue el economista italiano Wilfredo Pareto. El Dr. J.M. Juran aplicó el principio a los problemas de calidad, clasificandolo en los pocos vitales y los muchos triviales. Por lo general el 80% de los resultados totales se originan en el 20% de los elementos. Diagramas de Pareto Muy a menudo nos encontramos con una gran cantidad de problemas o causas de error que no son posibles de subsanar a la vez. En estos casos es necesario identificar los problemas más graves para establecer la jerarquía de los problemas y su trato según su impacto en la resolución de los mismos. Diagramas de Pareto El análisis Pareto visualiza el orden de los factores de influencia de un problema. Muchas veces se halla que pocos problemas son de gran importancia y la mayoría de poca importancia, se trata del clásico enfoque: el 20% de las causas es origen del 80% de los problemas. Paso No.1 Caso: Incremento de las quejas en el servicio de salud de la IPS “Mecuro”. Período: 1 Semestre. Cód. A B C D E F Nombre Atención Instalaciones Tiempo de espera Tratamiento Información médica Otros No.Quejas 125 79 379 37 418 16 Diagrama de Pareto Técnica que describe el grado de incidencia que poseen las causas o factores en una situación o problema % B E A C F D Paso No. 2 Cód. Nombre Fcia. % F.Acum. %Acum. E Información médica 418 39.7 418 39.7 C Tiempo de espera 379 36.0 797 75.6 A Atención 125 11.9 922 87.5 B Instalaciones 79 7.5 1001 95.0 D Tratamiento 37 3.5 1038 98.5 F Otros 16 1.5 1054 100.0 Total 1054 Ejemplo Diagrama de Pareto Paso No. 3 Quejas de clientes Semestre I/2003 – IPS “Mecuro” 1200 Quejas 1000 87.5% 95.0% 98.5% 100.0% 75.6% 800 600 400 39.7% 200 0 Inf. Méd. Atención Tratamiento Instalaciones Otros Tpo. Espera DIAGRAMA DE PARETO PARA SEGUMIENTO Información médica TOTAL: 1054 Tiempo de espera TOTAL: 814 Diagrama de Pareto Pérdidas por fallas en el proceso de producción durante el mes de junio de 2005. FALLA A B C D E F G H I J K L M N O N° ART. DEF. 23 38 16 40 6 12 10 9 16 24 28 32 15 17 8 P. UNIT. (S/.) 2,5 3,2 4,6 12,4 3,6 10,6 3,8 3,2 11,0 12,6 12,6 10,6 2,2 1,0 0,9 PER. TOTAL 57,5 121,6 73,6 496,0 21,6 127,2 38,0 28,8 176,0 302,4 352,8 339,2 33,0 17,0 7,2 Diagrama de Pareto FALLA D K L J I F B C A G M H E N O TOTAL N° ART. DEF. 40 28 32 24 16 12 38 16 23 10 15 9 6 17 8 P. UNIT. (S/.) 12,4 12,6 10,6 12,6 11,0 10,6 3,2 4,6 2,5 3,8 2,2 3,2 3,6 1,0 0,9 PER. TOTAL 496,0 352,8 339,2 302,4 176,0 127,2 121,6 73,6 57,5 38,0 33,0 28,8 21,6 17,0 7,2 2191,9 PER. % INDIV. % ACUM. ACUM. 22,6 22,63 496,0 38,7 16,10 848,8 54,2 15,48 1188,0 68,0 13,80 1490,4 76,0 8,03 1666,4 81,8 5,80 1793,6 87,4 5,55 1915,2 90,7 3,36 1988,8 93,4 2,62 2046,3 95,1 1,73 2084,3 96,6 1,51 2117,3 97,9 1,31 2146,1 98,9 0,99 2167,7 99,7 0,78 2184,7 100,0 0,33 2191,9 100,0 Diagrama de Pareto PERDIDAS TOTALES DIAGRAMA PARETO - % INDIVIDUALES 25,0 20,0 15,0 10,0 5,0 0,0 D K L J I F B C A FALLAS G M H E N O Diagrama de Pareto PERDIDAS TOTALES DIAGRAMA PARETO - % ACUMULADOS 120,0 100,0 80,0 60,0 40,0 20,0 0,0 D K L J I F B C A FALLAS G M H E N O Diagrama de Pareto Interpretación: El 76% de las fallas en el proceso, son debidas a las causas D, K, L, J, I. El 24% de las fallas son debidas a las otras causas. 5. Diagrama de Flujo Estos diagramas muestran la transformación de un bien o de un servicio conforme éstos van pasando por las diversas etapas de su producción. Con este diagrama se facilita visualizar el sistema total, identificar posibles puntos de dificultad y ubicar las actividades de control. Los Ingenieros en la Industria utilizan para representar símbolos normalizados. Diagrama de flujo Presenta a través de gráficos un proceso. Describe la relación que se establece entre las actividades. Tiene diferentes usos: Identificar los puntos de recogida de información. Encontrar el origen de los problemas. Identificar las zonas que necesitan mejoras. Identificar dónde se pueden reducir las distancias de viaje. 5. Diagrama de Flujo Espera Telefono Fax Autorización Cheque de crédito Registro Revisión del contrato Carta Verificación de inventario Programa de producción Notificar al cliente en relación a la fecha de entrega Producción, etc. Diagrama de flujo ilustran el flujo de un proceso productivo para poder comparar la realidad y la programación según el manual de Calidad, 6 Histograma Es una gráfica de barras en la que la base de cada barra indica los diferentes eventos que pueden ocurrir en el experimento que se realiza o asunto que se estudia, y la altura indica la frecuencia con que ocurre o se presenta dicho evento. 6.- Histograma 35 30 N° Art. 25 20 15 10 5 0 30-32 32-34 34-36 36-38 Peso (g) 38-40 40-42 6. Histograma Uso de los Histogramas: Advertir la presencia de problemas en el proceso cuando la distribución de las características no sigue un patron normal. Determinar si el proceso es capaz de producir piezas dentro de las especificaciones. Determinar si el ajuste del proceso es adecuado para producir piezas dentro de tolerancias, y si no, hacia donde y cuanto deben correrse. 6. Histograma 35 35 30 30 25 25 N° Art. N° Art. Casos en los cuales el satisface la especificación: 20 15 20 15 10 10 5 5 0 0 32-34 LEI 34-36 36-38 Peso (g) 38-40 40-42 LES Histograma 30-32 32-34 34-36 36-38 38-40 40-42 42-44 Peso (g) LEI LES . Histograma Acciones a tomar del análisis de los gráficos: Se satisface la especificación pero no hay margen extra. Por tanto, es mejor reducir variación en pequeño grado. Mantener el estado actual, puesto que el histograma satisface las especificaciones. . Histograma 35 35 30 30 25 25 N° Art. N° Art. Casos en los cuales el Histograma no satisface la especificación: 20 15 20 15 10 10 5 5 0 0 32-34 34-36 LEI 36-38 Peso (g) 38-40 40-42 LES 30-32 32-34 34-36 36-38 38-40 40-42 42-44 44-46 LEI Peso (g) LES LES . Histograma Acciones a tomar del análisis de los gráficos: Es necesario tomar medidas para acercar la media al centro de la especificación. Esto requiere de acciones para reducir la variación. .Gráficos de Control Cuando hacemos algo en forma repetida, quisiéramos que los resultados siempre fueran iguales, pero en la práctica vemos que los resultados varían por razón de múltiples causas: Causas fortuitas (aleatorias), son muchas, cada una por separado reviste poca importancia, es difícil detectarlas. Causas atribuibles, aquellas cuya magnitud es grande, por ello se le puede identificar fácilmente. 7. Gráficos de Control Son gráficos temporales que muestran las variaciones de un proceso. Las gráficas de control son dinámicas y los valores que se representan deben ser del momento en que se están generando, de manera que efectivamente se puedan tomar acciones correctivas inmediatas. C.E.P. GRAFICOS DE CONTROL ¿PARA QUE SE UTILIZAN? Para analizar supervisar y controlar la estabilidad de los procesos, mediante el seguimiento de los valores de las características de calidad y su variabilidad. Se emplean en el CEP como herramienta para analizar la variabilidad de los procesos con el tiempo, ayudando a identificar las posibles causas de la variación o desviación. C.E.P. GRAFICOS DE CONTROL ¿CÓMO ELABORAR UN GRÁFICO DE CONTROL? Se emplea el diagrama de líneas. En base a los datos se calculan unos límites de control superior LCS, e inferior LCI, entre los que variará la mayor parte de valores de la variable sometida a control. A través del gráfico se puede observar la evolución del proceso, determinando si las variaciones posibles son de tipo puntual cuando sólo existe alguna que otra muestra de la variable que se sale de los límites, o por el contrario, si representa un fenómeno continuo, lo que indicará un cierto desajuste en el proceso sobre el que se tendrá que actuar. ¿COMO DATOS? C.E.P. GRAFICOS DE CONTROL REPRESENTAR LOS Existe la posibilidad de representar los datos de forma individual o agrupándolos en pequeños subgrupos. Si se emplea esta última técnica lo que se representará es la media, la varianza, la desviación típica o el rango de cada grupo de datos, dando lugar a diferentes tipos de gráficos de control. C.E.P. GRAFICOS DE CONTROL ¿QUE HACER SI EXISTE VARIACION O DESVIACION? Se aplicarán las medidas correctivas y ajustes necesarios para mantener el proceso centrado y dentro de los límites de control. El proceso quedará estabilizado cuando no aparezcan valores fuera de los límites y permanezca centrado respecto al límite central LC. Se puede seguir considerando el proceso como estable aunque aparezca alguna anomalía de carácter puntual Cosas que hay que ver en un Gráfico de Control : Está el proceso bajo control ? Como se encaja lo que está sucediendo con las especificaciones. Uso de los Gráficos de Control • Reducir residuos y reprocesos a través de señales de prevención • Diagnosticar problemas, señalando cuando un proceso está fuera de control • Tomar mejores decisiones sobre tolerancias de ingeniería. Cuales son las formas de Gráfico de Control usados mas comúnmente ? 1. Gráficos de Control para atributos 2. Gráficos de Control para variables Los Atributos simplemente significa que algo es bueno o es malo, mientras que las Variables son una medición específica de un valor, como tamaño, peso,, temperatura, etc. Hay dos maneras o condiciones bajo las cuales se puede recolectar la data de un gráfico : 1. De muestras de igual tamaño 2. De muestras de tamaño distinto Ventajas y Desventajas de los Gráficos de Control X-R sobre los Gráficos de Control pn Ventaja del Gráfico de Control X-R Se obtiene data específica sobre una sola característica de un producto o proceso, mientras que el Gráfico de Control pn, solo se puede determinar que el proceso o producto está o no bajo control. Desventaja Los productos pueden tener muchas variables que deben ser medidas y para poder verlas todas se requerirá de muchos gráficos de control X-R separados. Esto puede ser muy costoso, por lo que usualmente se utiliza una mezcla de ambos gráficos de control: el de variables y el de atributos. DEFINICIONES DE LOS TIPOS DE GRÁFICOS DE CONTROL USADOS MÁS COMUNMENTE Símbolo Descripción Tamaño de muestra Gráficos de control para atributos p pn o np c El porcentaje de unidades defectuosas en una muestra El número de unidades defectuosas en una muestra El número de defectos en una muestra puede ser igual debe ser igual debe ser igual u El número de defectos Por unidad debe ser igual X Gráficos de control para Variables El promedio (media) de las mediciones en la muestra debe ser igual R El rango mediciones en la muestra debe ser igual Nota : Los Gráficos X - R usualmente se muestran juntos, volviéndose Gráficos de Control X - R 8:00am 8:30:am 9:00am 9:30am MUESTRA N° X1 1 2 21.0 19.8 + + 18.9 19.9 + + 19.8 19.1 + + 19.7 20.0 + + 3 20.0 + 19.2 + 19.5 + 20.2 + 4 5 6 19.5 20.5 20.8 + + + 18.6 18.0 18.1 + + + 19.9 18.8 19.0 + + + 19.7 18.6 20.1 + + + 29 30 18.1 20.9 + + 20.2 19.2 + + 20.2 18.0 + + 18.4 18.4 + + X2 X3 X4 10:00am SUMA MEDIA RANGO X5 X X R 18.2 97.6 19.5 18.5 TOTAL PROMEDIO Tabla 1.1 Hoja de datos X - R 1 2 3 4 5 6 8:00am X1 21.0 + 19.8 + 20.0 + 19.5 + 20.5 + 20.8 + 8:30:am X2 18.9 + 19.9 + 19.2 + 18.6 + 18.0 + 18.1 + 29 30 18.1 20.9 20.2 + 19.2 + MUESTRA + + 9:00am X3 19.8 + 19.1 + 19.5 + 19.9 + 18.8 + 19.0 + 9:30am X4 19.7 + 20.0 + 20.2 + 19.7 + 18.6 + 20.1 + 20.2 + 18.4 18.0 + 18.4 TOTAL PROMEDIO + + 10:00am X5 18.2 18.2 18.6 19.8 18.6 19.5 18.8 18.5 SUMA X 97.6 97.0 97.5 97.5 94.5 97.5 MEDIA X 19.5 19.4 19.5 19.5 18.9 19.5 95.7 94.8 19.1 18.9 Tabla 1.2 Hoja de datos X - R con valores de media RANGO R 2.8 1 2 3 4 5 6 8:00am X1 21.0 + 19.8 + 20.0 + 19.5 + 20.5 + 20.8 + 8:30:am X2 18.9 + 19.9 + 19.2 + 18.6 + 18.0 + 18.1 + 29 30 18.1 20.9 20.2 + 19.2 + MUESTRA + + 9:00am X3 19.8 + 19.1 + 19.5 + 19.9 + 18.8 + 19.0 + 9:30am X4 19.7 + 20.0 + 20.2 + 19.7 + 18.6 + 20.1 + 20.2 + 18.4 18.0 + 18.4 TOTAL PROMEDIO + + 10:00am X5 18.2 18.2 18.6 19.8 18.6 19.5 18.8 18.5 SUMA X 97.6 97.0 97.5 97.5 94.5 97.5 MEDIA X 19.5 19.4 19.5 19.5 18.9 19.5 RANGO R 2.8 1.8 1.6 1.3 2.5 2.7 95.7 94.8 19.1 18.9 567 18.9 2.1 2.9 57 1.9 Tabla 1.3 Hoja de datos X - R con valores de rango PROCEDIMIENTO DE CARTA DE CONTROL POR VARIABLES GRAFICA X-R n= 5 Ingrese los datos en las celdas de amarillo N° Muestra 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 X1 X2 X3 X4 X5 Prom. Rango 60 60 61 61 59 58 60 61 60 61 60 61 60 61 59 60 59 60 60,5 61 61,2 62 60 60 61 60 58,9 59 61 59 62 58 63 58 61 58,8 63 62 58 62 60 61 59 60 60 57 59 62 57 60 59 61 63 59 59 61 60 61 60 60 58 60 61 58 60 61 61 62 62 60 63 60 62 62 61 59,40 59,20 61,40 58,90 60,20 59,60 61,40 61,60 59,80 60,60 60,80 60,18 60,20 60,80 59,80 60,26 5 2 3 4 2 3,2 3 3 4 3 3 2,1 3 2 2 2,95 PROMEDIO GRAFICO DE PROMEDIOS 63,00 62,00 VALOR 61,00 60,00 59,00 58,00 57,00 56,00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 N° MUESTRA GRAFICO DE VARIABILIDAD 7,00 6,00 VALOR 5,00 4,00 3,00 2,00 1,00 0,00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 N° MUESTRA CONTROL ESTADISTICO DE PROCESOS Especificac.: EMBOLSADORA DE HARINA # 1 - BALANZA # 1 50 0.5 Kg. SUB-GRUPO X1 X2 X3 X4 PROMEDIO RANGO 1 50.02 50.10 49.90 49.84 49.97 0.26 2 50.08 49.68 49.70 49.74 49.80 0.40 3 50.10 50.24 50.10 50.08 50.13 0.16 4 50.02 50.04 50.10 49.90 50.02 0.20 5 50.06 50.02 50.14 50.06 50.07 0.12 6 50.06 50.12 50.02 50.10 50.08 0.10 7 50.18 50.06 50.10 49.88 50.06 0.30 8 50.08 50.14 50.02 50.04 50.07 0.12 9 50.10 50.00 51.22 49.88 50.30 1.34 10 49.94 50.04 50.08 50.04 50.03 0.14 11 50.08 50.40 50.04 50.10 50.16 0.36 12 49.98 50.02 50.08 50.06 50.04 0.10 13 50.02 49.98 50.08 50.12 50.05 0.14 14 49.96 49.82 50.10 49.80 49.92 0.30 15 50.14 50.24 50.28 50.16 50.21 0.14 16 50.10 50.24 50.00 49.98 50.08 0.26 17 49.86 50.28 49.84 50.08 50.02 0.44 18 50.24 49.92 50.10 49.94 50.05 0.32 19 50.06 49.86 49.96 49.86 49.94 0.20 20 50.12 50.14 50.02 50.24 50.13 0.22 21 49.96 50.04 50.04 49.88 49.98 0.16 22 50.10 49.98 50.00 49.94 50.01 0.16 23 50.22 49.98 50.06 49.88 50.04 0.34 24 50.00 50.06 50.00 50.02 50.02 0.06 25 49.86 50.14 50.00 49.96 49.99 0.28 Factores: A2 = 0.729 d2 = 2.059 D4 = 2.282 Índice de Estabilidad de Proceso: Sp = 0.13 Media = 50.04 St = 0.17 IEP = 1.34 Índice de Capacidad de Procesos: Cp = 1.30 Gráfico de Control: Media LCi = 49.85 LCs = 50.24 Rango LC = 0.26 LCs = 0.60 LC = 50.04 CALCULO DE INDICES 1. ESTABILIDAD DEL PROCESO 2. CAPACIDAD DE PROCESO DESPUES DE LA GRAFICA X – R ¿ QUE? Debemos determinar ¿En qué medida nuestro proceso productivo se encuentra respondiendo las expectativas del departamento de control de calidad; a nivel Interno en nuestra Planta? Para ello es necesario calcular el INDICE DE ESTABILIDAD DEL PROCESO (t ) , usando la siguiente relación: t = S t / Sp Donde: St : Desviación estándar del total de la muestra (100) SP : Desviación estándar teórica de la población Sp = R / d 2 Donde d2 es una constante extraída de la tabla respectiva ¿ CÓMO INTERPRETAR EL RESULTADO ? CONSIDERACIONES PARA LA TOMA DE DECISIONES 1. Si el t < = 1,4 entonces el proceso es ESTABLE Recomendación: 2. Si el t > 1,4 entonces el proceso es INESTABLE Recomendación: ¿ Qué es Capacidad del Proceso ? “Es la aptitud del proceso para lograr un cierto nivel de calidad” “Es el comportamiento de un proceso durante cierto período de tiempo en que está controlado estadísticamente” ¿ Qué significa Proceso ? “Es cualquier actividad o grupo de actividades que emplea un insumo, le agrega valor a este y suministra un producto o servicio a un elemento interno o externo” “Implica algo que está en movimiento permanente o que se está transformando gradualmente de un estado a otro” “Tiene naturaleza holística, es profundamente dinámica, pudiendo envolver el todo y las partes, simultáneamente o no” INDICE DE CAPACIDAD DE PROCESO (Cp) Después de determinar el INDICE DE ESTABILIDAD DEL PROCESO (t), es necesario conocer si nuestro Proceso responde a las expectativas de nuestro CLIENTE PRINCIPAL; es decir en forma externa, usando el INDICE DE CAPACIDAD DE PROCESO (Cp), a través de la siguiente relación: Cp = (LES - LEI) / 6 SP Donde : Sp = R / d 2 Donde: LES : Límite de especificación Superior LEI : Límite de especificación Inferior Capacidad de Proceso LTS LTI Capacidad 1 6 Frecuencia LTI 99'7 % de los productos o servicios Media 6 sigma LTS Valores característica de calidad ¿ CÓMO INTERPRETAR EL RESULTADO ? CONSIDERACIONES PARA LA TOMA DE DECISIONES 1. Si Cp > = 1,33 entonces el proceso es CAPAZ Recomendación: 2. Si 1 <= Cp < 1,33 el proceso es APENAS CAPAZ Recomendación: 3. Si Cp < 1,0 entonces el proceso es INCAPAZ Recomendación: Problema La característica de calidad controlada mediante el Grafico de Control tiene una tolerancias de T1 =0.18 mm y T2=0.33mm. El tamaño de muestra es n= 4 y el R promedio = 0.0373mm. De estos datos se deduce que cuando el proceso esta bajo control. Conclusiones: Los resultados obtenidos en el proceso observado muestran las siguientes conclusiones: 1) El proceso de pesado de las bolsas de harina de trigo es ESTABLE 2) El Proceso se encuentra FUERA DE CONTROL 3) Dos puntos se encuentran fuera de los límites de control 4) La mitad de la cantidad total de puntos se encuentran a cada lado de la Línea Central. 5) Se muestra Alternancia de los puntos a uno y otro lado de la línea central. 6) Existe Anomalía en el proceso productivo. 7) El Proceso, motivo del presente estudio, es Apenas Capaz para satisfacer las Especificaciones de los clientes Capacidad Real de Proceso Índice de capacidad potencial: Cp LTS LTI 1 6 X VCO Índice de capacidad real: x LTI LTS x Cpk min ; 1 3 3 LTI LTS X-LTI LTS-X 3 sigma 3 sigma 6 sigma Capacidad Real del Proceso En el índice Cp no tiene en cuenta la' posición de la producción, es decir ,su media u. El que un proceso sea potencialmente capaz significa que si la media poblacional coincide con el punto medio del intervalo de tolerancia No se producirán piezas fuera de tolerancias, en un proceso potencialmente capaz si su media se separa suficientemente del punto medio del intervalo de tolerancias se generaran piezas defectuosas. De ahí un proceso potencialmente capaz puede no producir piezas defectuosas y realmente puede estar produciendo unidades fuera de tolerancias. Problema La característica de calidad controlada mediante el Grafico de Control tiene una tolerancias de T1 =0.18 mm y T2=0.33mm y su media X promedio promedio=0.2395 Y Desv=0.0181 x LTI LTS x Cpk min ; 1 3 3 El punto central del intervalo de tolerancia es M= T1-T2 / 2 El descentrado es D = M- U La amplitud de la tolerancia es W= T2- T1 La constante K resulta K= D/ W/2 K indica que cpk disminuye un % respecto de Cp como consecuencia del descentrado, resultando. Cpk= Cp ( 1-K ) Frecuencia de muestreo El diseño de un plan de control del proceso requiere, entre otra cosas , la determinación del tamaño muestra. La frecuencia del muestreo y los limites de control. Frecuencia d e Muestreo CPK Característica Critica Característica Secundaria < 1,0 Inspección 100% Inspección 100 % 30-60 minutos 4 horas 1.33- 1.66 4 horas 8 horas 1.66- 2 8 horas 8 horas >2 No depende de la capacidad 1- 1.33 Ejercicios Al tomar 25 muestras de tamaño n = 4 , x promedio promedio = 31.130 y R promedio = 0.15. Si los limites de especificación de las características de calidad objeto del estudio son 31 mas ,menos 0.3 determinar las capacidades potencial y real del proceso .