--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
The American Society of
Mechanical Engineers
A N
A M E R I C A N
N A T I O N A L
S T A N D A R D
METRN
SIREW THREADS:
ASME B1.13M-2001
(Revision of ASME B1.13M-1995)
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
Date of Issuance: July 10,2002
This Standard will be revised when the Society approves the issuance of
a new edition. There will be no addenda or written interpretations of the
requirements of this Standard issued t o this edition.
This code or standard was developed under procedures accredited as meeting the criteria for
American National Standards. The Standards Committee that approved the code or standard
was balanced to assure that individuals from competent and concerned interests have had an
opportunity to participate. The proposed code or standard was made available for public review
and comment that provides an opportunity for additional public input from industry, academia,
regulatory agencies, and the public-at-large.
ASME does not "approve," "rate," or "endorse" any item, construction, proprietary device,
or activity.
ASME does not take any position with respect to the validity of any patent rights asserted in
connection with any items mentioned in this document, and does not undertake to insure anyone
utilizing a standard against liability for infringement of any applicable letters patent, nor assume
any such liability. Users of a code or standard are expressly advised that determination of the
validity of any such patent rights, and the risk of infringement of such rights, is entirely their
own responsibility.
Participation by federal agency representative(s) or person(s) affiliated with industry is not to
be interpreted as government or industry endorsement of this code or standard.
ASME accepts responsibility for o n l y those interpretations of this document issued i n
accordance with the established ASME procedures and policies, which precludes the issuance
of interpretations by individuals.
No part of this document may be reproduced i n any form,
in an electronic retrieval system or otherwise,
without the prior written permission of the publisher.
The American Society of Mechanical Engineers
Three Park Avenue, New York, NY 10016-5990
Copyright O 2002 by
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS
All Rights Reserved
Printed in U.S.A.
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
ASME is the registered trademark of The American Society of Mechanical Engineers.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
CONTENTS
Foreword ............................................................................
Committee Roster ....................................................................
vi
vili
1
General .......................................................................
1.1 scope ....................................................................
1.2 Interchangeability .........................................................
1.3 References ................................................................
1.4 Acceptability ..............................................................
1.5 Reference Temperature ....................................................
1.6 General Symbols ..........................................................
1.7 Units .....................................................................
1.8 Federal Government Use ..................................................
1
1
1
1
1
1
2
2
2
2
Terminology ..................................................................
2.1 Definitions ................................................................
2
3
Screw Thread Profile ........................................................
3.1 Basic M Thread Profile ...................................................
3.2 Design M Profiles ........................................................
3.3 Crest and Root Forms .....................................................
6
6
6
7
4
Series of Threads ............................................................
4.1 Standard Coarse Pitch General Purpose and Mechanical Fastener Series. M
Profile .................................................................
4.2 Standard Fine Pitch M Profile Screw Threads ..............................
4.3 Preferred Sizes ............................................................
4.4 IS0 Metric Thread Series .................................................
8
Allowances and Tolerances .................................................
5.1 IS0 System of Limits and Fits as Applied to Screw Threads ...............
5.2 Tolerance Grade ..........................................................
5.3 Tolerance Position ........................................................
5.4 Allowanceflolerance Formulas and Tables ..................................
5.5 Selected Tolerance Classes ................................................
5.6 Length of Thread Engagement .............................................
5.7 Circular Runout ...........................................................
5.8 Lead and Flank Angle Tolerances ..........................................
5.9 Coated or Plated Threads ..................................................
8
12
12
13
13
13
13
Design Formulas and Tabulated Values for Allowances and
Tolerances .................................................................
6.1 General ...................................................................
6.2 Rounding Procedure for Tabulated .Values ..................................
13
13
13
5
6
iii
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
...
2
8
8
8
8
8
9
9
Allowances (Fundamental Deviations) ......................................
Length of Thread Engagement .............................................
Crest Diameter Tolerances .................................................
Pitch Diameter Tolerances .................................................
13
16
16
16
7
Designation of Screw Threads ..............................................
7.1 General ...................................................................
7.2 Designation of Standard Screw Threads ....................................
7.3 Designation for Thread Fit ................................................
7.4 Designation for Rounded Root External Thread .............................
7.5 Designation of Threads Having Modified Crests ............................
7.6 Designation of Special Threads ............................................
7.7 Designation of Multiple Start Threads ......................................
7.8 Designation of Coated or Plated Threads ...................................
19
19
19
20
20
20
20
21
22
8
Dimensional Accommodation of Coating or Plating for 60 Deg
Threads ....................................................................
8.1 Introduction ...............................................................
8.2 Material Limits for Coated Threads ........................................
8.3 Dimensional Effects of Coating ............................................
8.4 External Thread With Allowance Available for Coating .....................
8.5 External Thread With No Allowance for Coating ...........................
8.6 Internal Threads ..........................................................
8.7 Electrodeposited Coatings ..................................................
8.8 Other Considerations ......................................................
22
22
22
22
24
24
25
25
26
9
10
Limits of Size ................................................................
9.1 Standard Thread Series ....................................................
9.2 Determination of Size Limits ..............................................
9.3 Formulas for Calculating Limiting Dimensions for M Profile Screw
Threads ................................................................
9.4 Examples of Calculations of Size Limits ...................................
26
26
26
Lead and Flank Angle Tolerances ...........................................
10.1 Lead and Flank Angle Acceptance .........................................
35
35
Figures
1
Basic M Thread Profile (IS0 68-1 Basic Profile) .................................
2
Internal Thread. Design M Profile With No Allowance (Fundamental
Deviation) (Maximum Material Condition) .....................................
3
External Thread. Design M Profile With No Allowance (Fundamental
Deviation) (Flanks at Maximum Material Condition) ...........................
4
Metric Tolerance System for Screw Threads .....................................
5
M Profile. Extemal Thread Root. Upper and Lower Limiting Profiles for
r min .=0.125P and for Flat Root Form (Shown for Tolerance Position g ) .......
6
Ratio of Pitch Diameter Change to Thickness of Coating on 60 deg Threads ......
7
Effects of Electrodeposited Coating on 60 deg External Threads ..................
8
Internal Thread - Limiting M Profile. Tolerance Position H .....................
9
External Thread - Limiting M Thread Profile. Tolerance Position g ..............
Tables
1 General Symbols ...............................................................
2 Thread Data. M Profile .........................................................
iv
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
26
26
4
5
5
6
7
23
24
35
36
2
3
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
6.3
6.4
6.5
6.6
Limit Values for M Profile Minimum Rounded Root Radius ......................
Standard Coarse Pitch M Profile General Purpose and Mechanical Fastener
Series .......................................................................
Standard Fine Pitch M Profile Screw Threads ....................................
I S 0 261 DiameteríPitch Combinations From Which the Standards Were
Selected .....................................................................
Length of Thread Engagement (IS0 965-1) ......................................
Examples of Tolerance Classes Required for Normal Gage Length Contacts
With Various Thread Engagement Lengths .....................................
Minor Diameter Tolerances of Internal Thread (T@) (IS0 965-1) .................
Major Diameter Tolerances of External Thread (Tú) (IS0 965-1) ..................
Pitch Diameter Tolerance of External Thread (Tdz) (IS0 965-1) ...................
Pitch Diameter Tolerance of Internal Thread (TD2) (IS0 965-1) ...................
Allowance (Fundamental Deviation) for Internal and Extemal Threads (IS0
965-1) .......................................................................
External Thread - Limiting Dimensions M Profile ...............................
Internal Thread - Limiting Dimensions M Profile ...............................
Example of External Screw Thread, Standard Size ...............................
Example of Internal Metric Screw Thread, Standard Size .........................
Example of External Metric Screw Thread, Non-Standard Size ....................
Example of Internal Metric Screw Thread, Non-Standard Size .....................
Allowable Variations in Lead and Equivalent Change in Functional Diameter ......
Allowable Variations in 30 deg Basic Half-Angle of Screw Threads ..............
21
27
33
38
39
40
42
44
47
Nonmandatory Appendices
A
Standard Rules for Rounding ....................................................
B
Thread Strength Design Formulas ...............................................
C
Limiting Dimensions M Profile Screw Threads - Inch Translation ...............
D
Basic Dimensions for I S 0 Series Metric Screw Threads From IS0 724 ...........
E
Overtapped Nut Thread Class 6AX ..............................................
49
50
51
60
64
3
4
5
6
7
8
9
10
11
12
13
14
15
16A
16B
16C
16D
17
18
.
V
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
8
8
9
10
14
15
15
16
17
18
FOREWORD
In 1966, ANSI Standards Committee B1 - Standardization and Unification of Screw
Threads - started preparation of a document for IS0 Metric Screw Threads based on the
current IS0 recommendations and draft documents. Since there were some uncertainties as
to the acceptance of this thread by American industries, the information was published in
August 1967 with the title, “Interpretative Document Metric Screw Threads B1.13.” This
document was never approved as an ANSI standard.
A revision of the information based on the then current I S 0 standards and recommendations
was published in April 1972 with the title “B1 Report - I S 0 Metric Screw Threads.”
Again, the document was never approved as an ANSI standard. The document number was
therefore removed and the status changed to a report.
Interest in metric screw threads has grown at a rapid pace over the past several years
with the advent of greater import and export business. The American National Standards
Institute, in April 1971, established a committee, ANSI Special Committee to Study
Development of an Optimum Metric Fastener System (OMFS). Included in the scope was
metric screw threads. Recommendations were submitted to a joint ISO/TCliTC2 working
group established in September 1973 to study the OMFS proposals.
An ISO/TCl/TC2 Ad Hoc Advisory Panel meeting in April 1975 in Munich reached a
compromise between the OMFS recommendations and the existing IS0 screw thread system.
This compromise was approved, in the main, by the ISORC1 in its eleventh plenary meeting
in Stockholm, June 1976.
The first issue of this Standard, designated ANSI Bi.l3M, was approved as an Amencan
National Standard on February 12, 1979. It provided a system of metric screw threads for
general fastening purposes in mechanisms and structures and was in basic agreement with
I S 0 screw thread standards and resolutions current at that time. It featured detailed information
for diameter-pitch combinations selected as preferred standard sizes.
The 1983 issue of this Standard was designated ANWASME B1.13M-1983 and was
approved as an American National Standard on August 5, 1983. It updated the 1979 issue
to include
(a) the addition of the new IS0 tolerance position f;
(b) the addition of a section on dimensional accommodation of coating or plating and;
(c) the addition of a section on lead and flank angle tolerances.
The 1995 issue of this Standard was designated ASME B1-13M-1995 and was approved
as an American National Standard on February 20, 1995. It updated the 1983 issue to
include
(a) the addition of an 8 mm pitch series;
(b) the addition of standard size MlOxl;
(c) the provision for adjustment of internal thread tolerance class for short and long lengths
of thread engagement which may be used instead of external thread class adjustment and;
(d) changes in rounding procedures which follow the principles of ASME B1.30M.
This issue updates the 1995 issue and includes
(u) incorporation of changes made in the 1998 issue of IS0 261 including addition of
diameters 125, 130, and 140 in the 8 mm pitch series; and changing of the 7 mm diameter
from 3rd to 2nd choice in Table 6;
vi
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
(b) recognition of changes made in the 1998 issue of I S 0 965-1 including the stating
of when International practice permits thread designation without thread class (not USA
practice); and modifying the designation of multiple lead threads to be more in line with
IS0 practice;
(c) incorporation of the new 1998 International Standard, IS0 965-5, by adding Appendix
E for Class AX threads;
(d) minor changes in some thread root diameters due to modified calculation and rounding
procedures added in ASME B1.30. ASME B1.30 uses rounding upward when the digit
following the last rounded place is a 5 followed by zeros. Prior to issue of ASME B1.30,
rounding was to the nearest even digit. Tabulated values appearing in IS0 Standards are
not subject to rounding rules of ASME B1.30;
(e) changes in Circular Runout tolerances and;
v ) other required updates and corrections.
Sugestions for improvement of this Standard are welcome. They should be sent to
Secretary, ASME B1 Standards Committee, Three Park Avenue, New York, NY 10016-5990.
This revision was approved as an American National Standard on May 22, 2001.
vii
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME STANDARDS COMMITTEE BI
Standardization and Unification of Screw Threads
(The following is the roster of the Committee at the time of approval of this Standard.)
OFFICERS
A. D. Shepherd, Jr., Chair
J. R. Bird, Secretary
COMMITTEE PERSONNEL
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
G. L. Allen, The L. S. Starrett Co.
A. L. Barrows, Greenfield Industries
M. H. Bernier, Pilgrim Screw Corp.
J. R. Bird, The American Society of Mechanical Engineers
F. G. Calderone, Quality Syctems Implementers
J. Davis, US. Nuclear Regulatory Commission
L. N. Dixon, Jr., General Electric
R. Dodge, Pennoyer-Dodge Co.
G. A. Flannery, Mercury Gage Co.
D. Skierski, Alternate, Mercury Gage Co.
H. N. Frost, Defense Supply Center Philadelphia
D. S.George, Ford Motor Co.
J. R. Gervasi, Kerr Lakeside Inc.
J. Greenslade, Greenslade and Co.
L. C. Johnson, The Johnson Gage Co.
D. D. Katz, Precision Fittings
R. P. Knittel, Leitech / AMTMA
B. Larzelere, Deltronic Corp.
L. L. Lord, Caterpillar, Inc.
R. L. Tennis, Alternate, Caterpillar, Inc.
M. H. McWilliams, PMC Gage, Inc.
D. Miskinis, Kennametal-IPG
W. R. Newman, Facil LLC, USA
M. W. Rose, Southern Gage, Inc.
D. M. Satava, Consultant
E. Schwartz, Consultant
R. H. Searr, Conam Quantum Inspection and Testing
R. E. Seppey, Consultant
A. D. Shepherd, Jr., Emuge Corp.
A. G. Strang, Consultant
R. D. Strong, General Motors Corp.
A. F. Thibodeau, Swanson Tool Manufacturing, Inc.
R. C. Veale, Consultant
R. E. Vincent, Jr., General Plug Manufacturing Co.
C. J. Wilson, Industrial Fasteners Institute
D. R. Aken, Alternate, Industrial Fasteners Institute
viii
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
SUBCOMMITTEE 13
THREADS
- METRIC SCREW
E. Schwartz, Chair
D. R. Akers, Industrial Fasteners Institute
A. L. Barrows, Greenfield Industries
F. G. Calderone, Quality Systems Implementers
R. Dodge, Pennoyer-Dodge Co.
D. S. George, Ford Motor Co.
J. Greenslade, Greenslade 81Co.
L. L. Lord, Caterpillar, Inc.
D. Miskinis, Kennametal-IPG
W. R. Newman, Facil LLC, USA
R. E. Seppey, Consultant
A. G. Strang, Consultant
R. D. Strong, General Motors Co.
R. L. Tennis, Caterpillar, Inc.
A. F. Thibodeau, Swanson Tool Manufacturing, Inc.
R. E. Vincent, Jr., General Plug Manufacturing Co.
C. J. Wilson, Industrial Fasterners Institute
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
ix
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
i
1
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
1.1 Scope
This Standard contains general metric standards for
a 60 deg symmetrical screw thread with a basic I S 0
68-1 profile designated M profile. The M profile threads
of tolerance class 6W6g are intended for metric applications where inch class 2N2B have been used. At the
minimum material limits, the 6W6g results in a looser
fit than the 2N2B. Tabular data is also provided for
a tighter tolerance fit external thread of class 4g6g
which is approximately equivalent to the inch class
3A but with an allowance applied. Formulation and
tolerancing data is included for applications requiring
other fits.
Publisher: The American Society of Mechanical Engineers (ASME), Three Park Avenue, New York, NY
10016-5990; Order Department: 22 Law Dnve, Box
2900, Fairfield, NJ 07007-2900
ASTM F568M, Standard Specification for Carbon and
Alloy Steel Externally Threaded Metric Fasteners
Publisher: The American Society for Testing and Materials (ASTM), 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959
IS0 3, Preferred numbers-Series of Preferred Numbers
IS0 68-1, IS0 General Purpose Screw Threads-Basic
Profile-Part 1: Metric Screw Threads
IS0 261, IS0 General Purpose Metric Screw Threads General Plan
IS0 724, I S 0 Metric Screw Threads-Basic Dimensions
IS0 898-1, Mechanical Properties of Fasteners-Part
1: Bolts, Screws, and Studs
I S 0 965-1, I S 0 General Purpose Metric Screw
Threads-Tolerances-Part
1: Principles and Basic
Data
NOTE: A 4H5W4h6h is approximately equivalent to a class 3N3B
fit in the inch system.
1.2 Interchangeability
Threads produced to this Standard are fully interchangeable with threads conforming to other National
Standards which are based on IS0 68-1 basic profile
and IS0 965-1 tolerance practices.
1.2.1 Assembly. Threads produced in accordance
with M profile and MJ profile (ASME B1.21M) design
data will assemble with each other. However, external
MJ threads will encounter interference on the root radii
with internal M thread crests when both threads are
at maximum material condition.
Publisher: International Organization for Standardization
(ISO), 1 rue de Varembé, Case Postale 56, CH 1211,
Genève 20, Switzerland I Suisse
SAE J1199, Mechanical and Material Requirements for
Metric Externally Threaded Steel Fasteners
1.3 References
Publisher: Society of Automotive Engineers (SAE), 400
Commonwealth Drive, Warrendale, PA 15096-0001
The latest issues of the following documents form
a part of this Standard to the extent specified herein.
1.4 Acceptability
Acceptability of product threads shall be in accordance with ASME B1.3. Gages and gaging are in
accordance with ASME B 1.16M.
ASME B 1.3, Screw Thread Gaging Systems for Dimensional Acceptability - Inch and Metric Screw
Threads (UN, UNR, UNJ, M and MJ)
ASME B 1.7M, Nomenclature, Definitions, and Letter
Symbols for Screw Threads
ASME B 1.16M, Gages and Gaging for Metric M Screw
Threads
ASME B1.21M, Metric Screw Threads: MJ Profile
1.5 Reference Temperature
The reference temperature is 20°C for dimensions
defined by this system.
1
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
ASME B1.30, Screw Threads - Standard Practice for
Calculating and Rounding Dimensions
ASME B47.1, Gage Blanks
ASME Y 14.5, Dimensioning and Tolerancing
1 GENERAL
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
TABLE 1 GENERAL SYMBOLS
Symbol
[Note (111
Symbol
[Note (111
Explanation
El
Major diameter internal thread
Minor diameter internal thread
Pitch diameter internal thread
Letter designations for tolerance
positions for lower deviation, internal
thread
h
Letter designations for tolerance
positions for upper deviation, external
thread
Pitch diameter external thread
Rounded form minor diameter
external thread
es
Upper deviation, external thread
allowance (fundamental deviation). See
Fig. 4. In the IS0 System es is always
negative for an allowance fit or zero for
no allowance.
e¡
Lower deviation, external thread [equals
the allowance (fundamental deviation)
plus the tolerance]. See Fig. 4. In the
IS0 system ei is always negative for
an allowance fit.
H
Height of fundamental triangle
LE
Length of engagement
LH
Left hand thread
Pitch
External thread root radius
Tolerance
Tolerances for Dl, D2
Tolerances for d, d2
Upper deviation, internal thread
[equals the allowance
(fundamental deviation) plus the
tolerance]. See Fia. 4.
Lower deviation, internal thread
allowance (fundamental deviation). See
Fig. 4.
G, H
Major diameter external thread
Minor diameter external thread
Explanation
NOTE:
(11 Subscripts "bsc," "max." and "min." indicate "basic," "maximum," and "minimum" sizes, respectively.
1.6 General Symbols
2 TERMINOLOGY
The general symbols used to describe the metric
screw thread forms are shown in Table 1.
2.1 Definitions
allowance: the prescribed difference between the design (maximum material) size and the basic size. It is
numerically equal to the absolute value of the IS0
term fundamental deviation.
1.7 Units
All dimensions and all values in the formulas are
expressed in millimeters unless otherwise noted. Values
in terms of sharp vee-thread height (height of fundamental triangle), H, are used to be consistent with I S 0
Standards, but actual formulations and calculations are
based on values of pitch, P . See Table 2.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
NOTE: Allowance is not an IS0 metric screw thread term but will
be used together with the IS0 term fundamental deviation.
1.8 Federal Government Use
basic thread profle: the cyclic outline, in an axial
plane, of the permanently established boundary between
the provinces of the external and internal threads. All
deviations are with respect to this boundary. See Figs.
1 and 4.
When this Standard is approved by the Department
of Defense and Federal Agencies and is incorporated
into FED-STD-H28/21, Screw Thread Standards for
Federal Services Section 21, the use of this Standard
by the Federal Government is subject to all the requirements and limitations of FED-STD-H28/21.
bolt thread ( e x t e m l thread): the term used in IS0
metric thread standards to describe all extemal threads.
All symbols associated with external threads are designated with lowercase letters. This Standard will refer
only to external threads in accordance with U.S.
practice.
2
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
- m a
m w -
w o w
r - N
222
-
r
c
mm
m w m
--ln
'"9
O 0 0
¡-au
¡
-ew w m
m m m
'CY
O 0 0
o m w
mmco
m N *
2cz
00'0'
E
ÖZ
m e *
2cz
000
mcuw
mm
w m w
o m .---
000
o m 0
wcvm
w w m
W
O
N
977
O 0 0
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
w-¡(Dam
999
O 0 0
o m m
Zw GmzwI
999
O 0 0
888
N
N
~
009
m
Y?(?
O 0 0
3
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
Internal Threads
L-
D bsc, d bsc
I
h
I
\
I
\
0 2 bsc, d2 bsc
1
Dl bsc, dl bsc
l
External Threads
GENERAL NOTES:
+-
Axis of screw thread
-
-
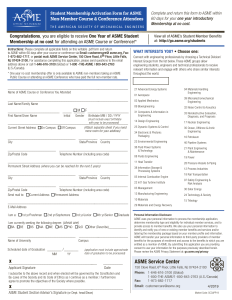
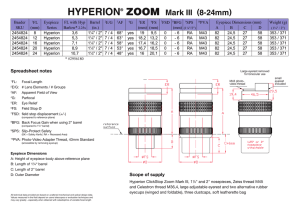
H = ""/2 X P = 0.866025 P
0.125 H = 0.108253 P
0.250 H = 0.216506 P
0.375 H = 0.324760 P
0.625 H = 0.541266 P
FIG. 1 BASIC M THREAD PROFILE (IS0 68-1 BASIC PROFILE)
crest diameter: the major diameter of an external
thread and the minor diameter of an internal thread.
upper deviation, es, for an external thread and the
lower deviation, EI, for an internal thread. See Fig. 4;
also see allowance and tolerance position.
design prufiles: the maximum material profiles permitted for external and internal threads for a specified
tolerance class. See Figs. 2 and 3.
NOTE: The U.S. term allowance will be used as a primary term
in this Standard, where applicable.
deviation: in IS0 usage, the algebraic difference between a size (actual, maximum, minimum, etc.) and
the corresponding basic size. The term deviation does
not necessady indicate an error.
lower deviation: the algebraic difference between the
minimum limit of size and the corresponding basic
size. See para. 5.1.4.
fit: the general term used to signify range of tightness
or looseness that results from application of a specific
combination of allowances and tolerances in mating
parts.
nut thread (internul thread): a term used in IS0
memc thread standards to describe all internal threads.
All symbols associated with internal threads are designated with uppercase letters. This Standard will refer
to the term internal thread in accordance with U.S.
practice.
fundamental deviation: for standard threads, the deviation (upper or lower) closer to the basic size. It is the
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
4
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS:
ASME B1.13M-2001
M PROFILE
Dz min. pitch diam.
D min. major diam.
'\,'
û1min. minor diam.
I
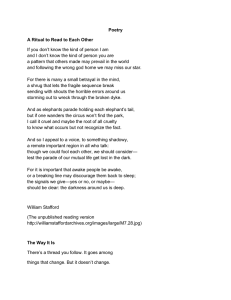
GENERAL NOTE: For dimensions, see Table 2.
FIG. 2 INTERNAL THREAD, DESIGN M PROFILE WITH NO ALLOWANCE (FUNDAMENTAL
DEVIATION) (MAXIMUM MATERIAL CONDITION)
d max. major diam.
0.69717H
0.07217H
d2 max. pitch diam.
I
l-
dl basic minor diam.
(Flat form)
I
&j
nom.
m k o r diam.
(Rounded form)
GENERAL NOTE: For dimensions, see Table 2.
FIG. 3 EXTERNAL THREAD, DESIGN M PROFILE WITH NO ALLOWANCE (FUNDAMENTAL
DEVIATION) (FLANKS AT MAXIMUM MATERIAL CONDITION)
5
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
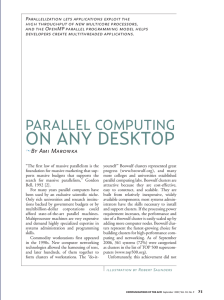
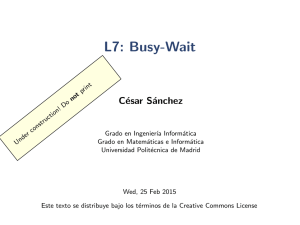
G tolerance position
for small allowance
(fundamental deviation)
H tolerance position
for no allowance
(fundamental deviation)
Internal
Thread
i
Zero line
Basic
es
-$.
e or ftolerance position
for large allowance
(fundamental deviation)
g tolerance position
for small allowance
(fundamental deviation)
h tolerance position
for no allowance
[fundamental deviation)
FIG. 4 METRIC TOLERANCE SYSTEM FOR SCREW THREADS
upper deviation: the algebraic difference between the
maximum limit of size and the corresponding basic
size. See para. 5.1.3.
tolerance: the total amount of variation permitted for
the size of a dimension. It is the difference between
the maximum limit of size and the minimum limit of
size (i.e., algebraical difference between the upper
deviation and the lower deviation). The tolerance is an
absolute value without sign. Tolerance for threads is
applied to the design size in the direction of minimum
material. Therefore, tolerances are applied as negative
values on external threads and as positive values on
internal threads.
3 SCREW THREAD PROFILE
3.1 Basic M Thread Profile
The basic M thread profile also known as the IS0
68-1 Basic Profile for metric screw threads is depicted
in Fig. 1 with the associated dimensionslisted in Table 2.
tolerance class: the combination of a tolerance position with a tolerance grade. It specifies the allowance
(fundamental deviation) and tolerance for the pitch and
major diameters of external threads and the pitch and
minor diameters of internal threads.
3.2 Design M Profiles
3.2.1 Internal Thread. The design M profile for the
internal thread at the no allowance maximum material
condition is the basic IS0 68-1 profile. See Fig. 2 and
thread data in Table 2.
tolerance grade: a numerical symbol that designates
the tolerances of crest diameters and pitch diameters
applied to the design profiles.
3.2.2 External Thread. The design M profile for
the external thread at the no allowance maximum
material condition is the basic I S 0 68-1 profile except
where a rounded root is required. For the standard
0.125P min. radius, the IS0 68-1 profile is modified
at the root with a 0.177838 truncation blending into
two arcs with radii of 0.125P tangent to the thread
flanks. See Fig. 3 and thread data in Table 2.
tolerance position: a letter symbol that designates the
position of the tolerance zone in relation to the basic
size. This position provides the allowance (fundamental
deviation).
6
Copyright ASME International
Provided by IHS under license with ASME
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
c
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
Upper limiting profile
for rounded root
[(Note (1)I
A
-
7Point of intersection
Point of intersection
max. truncation
ú3 min. minor diam.
I
GENERAL NOTE: Section lined portions identify tolerance zone and unshaded portions indentify allowance (fundamental
deviation).
NOTE:
(1) The upper limiting profile for rounded root form allows no tolerance for flank wear of a tool producing it and is
therefore not to be used as a design profile. Rather, it is an indication of the limiting acceptable condition for the
rounded root form which will pass a GO thread gage.
FIG. 5 M PROFILE, EXTERNAL THREAD ROOT, UPPER AND LOWER LIMITING PROFILES FOR
r min. =0.125P AND FOR FLAT ROOT FORM (SHOWN FOR TOLERANCE POSITION gl
3.3 Crest and Root Forms
flank arcs that are joined by a tangential flat at the
root. The limit values of the root radius r are specified
in Table 3. The maximum truncation is:
I
3.3.1 Rounded Crest and Root Forms. The
crest and root tolerance zones at the major and minor
diameters will permit rounded crest and root forms in
both the external and internal threads.
4
3.3.2 External Thread Root. The root profile of
the thread shall lie within the section lined tolerance
zone shown in Fig. 5. For the rounded root thread,
the root profile of the external thread shall lie within
the section lined rounded root tolerance zone shown
in Fig. 5. The profile shall be a continuous smoothly
blended non-reversing curve, no part of which shall
have a radius of less than 0.125P, which is tangential
to the thread flank. The profile may comprise tangent
- r min.
{
1
- cos
[
60 deg - arc cos
and the minimum truncation is 0.14434H. (See Fig. 5.)
The M profile with a minimum root radius of 0.125P
on the external thread is desirable for all threads but
is required for threaded mechanical fasteners of S A E
51199, ASTM F 568M, and IS0 898-1 property class
8.8 (minimum tensile strength 800 MPa) and stronger.
(See Fig. 5.)
7
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
TABLE 4 STANDARD COARSE PITCH
M PROFILE GENERAL PURPOSE AND
MECHANICAL FASTENER SERIES
TABLE 3 LIMIT VALUES FOR M PROFILE
MINIMUM ROUNDED ROOT RADIUS
Min. Root
Radius,
0.125P
P
Min. Root
Radius,
0.125P
P
0.2
0.25
0.3
0.025
0.031
0.038
1.25
1.5
1.75
O. 156
0.188
0.219
1.6
2
2.5
0.35
0.4
0.45
0.35
0.4
0.45
0.044
2
2.5
3
0.250
0.313
0.375
3
3.5
4
0.5
0.6
0.7
3.5
4
4.5
0.438
0.500
0.563
5
6
8
0.8
1
1.25
5
5.5
6
0.625
0.688
0.750
8
1.o00
10
12
14
16
1.5
1.75
2
2
Nominal
Size
Pitch
Nominal
Size
Pitch
~~
0.050
0.056
0.5
0.6
0.7
0.063
0.075
0.088
0.75
0.8
1
0.094
0.100
0.125
GENERAL NOTE: All dimensions are in millimeters.
20
22
24
27
30
2.5
2.5 [Note (li1
3
3 [Note (1)l
3.5
36
42
48
4
4.5
5
56
64
72
5.5
6
6 [Note i211
80
90
1O0
6 [Note í2)l
6 [Note (211
6 [Note i211
GENERAL NOTE: All dimensions are in millimeters.
NOTES:
(1) For high strength structural steel fasteners only.
(2) Designated as part of 6 mm fine pitch series in IS0 261.
3.3.3 Internal Thread Root. The root profile shall
not be smaller than the basic profile. The maximum
major diameter shall not be sharp.
4.4 IS0 Metric Thread Series
4 SERIES OF THREADS
The Thread Series given in Table 6 are identical to
those published in IS0 261 for diameters of 1.6 mm
and larger. Diametedpitch combinations from Tables
4 and 5 are shown in boldface. Selection of series
shown in regular type shall be limited to unusual
requirements where the selections in accordance with
paras. 4.1, 4.2, and 4.3 cannot be used.
4.1 Standard Coarse Pitch General Purpose
and Mechanical Fastener Series,
M Profile
The standard metric screw thread series for general
purpose equipment’s threaded components design and
mechanical fasteners is a coarse thread series. Their
diametedpitch combinations are listed in Table 4.
5 ALLOWANCES AND TOLERANCES
NOTE: The words course and j n e are given in order to conform
to usage. No concept of quality shall be associated with these words.
Coarse pitches only indicate the largest metric pitches used in current
practice.
5.1 IS0 System of Limits and Fits as Applied
to Screw Threads
4.3 Preferred Sizes
5.1.1 General. The international metric tolerance
system is based on a system of limits and fits. The
limits of the tolerances on the mating parts and their
allowances (fundamental deviations) determine the fit
of the assembly. For simplicity the system is described
for cylindrical parts. Holes are equivalent to internally
threaded surfaces and shafts to externally threaded
surfaces.
Diameterlpitch combinations shown in Table 4 are
the preferred sizes and should be the first choice, as
applicable.
5.1.2 Basic Size. This is the zero line or surface
at assembly, where the interface of the two mating
parts have a common reference.
4.2 Standard Fine Pitch M ProfileScrew
Threads
Table 5 lists additional diametedpitch combinations
that are standard for general purpose equipment’s
threaded components design.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
8
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
TABLE 5 STANDARD FINE PITCH M PROFILE
SCREW THREADS
Nominal
Size
Nominal
Size
Pitch
...
8
10
12
14
1
0.75
1
15
16
17
18
20
1
1
1.5
1.5
22
24
25
27
30
...
...
1.5
2
33
35
36
39
40
42
45
1
1.5
...
1
...
1.5
...
1.25
1.25
1.5
...
1.5
...
...
1.5
2
2
...
2
1.5
...
...
...
2
2
1.5
...
...
2
1.5
48
...
50
1.5
...
2
...
55
56
60
64
65
70
72
75
80
85
90
95
1O0
105
110
120
130
140
150
160
170
180
190
200
interference fits). This makes the fundamental deviation
negative for the shaft and equal to its upper deviation
(es). The fundamental deviation is positive for the hole
and equal to its lower deviation (EI>. See Fig. 4.
Pitch
1.5
...
1.5
...
...
...
2
1.5
...
1.5
...
1.5
1.5
...
...
...
...
...
...
...
...
...
...
...
2
2
2
2
2
...
...
...
...
...
...
5.1.7 Tolerance. Defined by a series of numerical
grades, each grade provides numerical values for nominal sizes corresponding to the standard tolerance. See
para. 5.2. When the tolerance is applied to the schematic
diagram, the tolerance for the part (shaft) continues to
be negative. Thus, the tolerance plus the fit define the
lower deviation (ei). The tolerance for the mating part
(hole) continues to be positive. Thus, the tolerance plus
the fit define the upper deviation (ES).A schematic
example of the metric tolerance system as applied to
metric screw threads is shown in Fig. 4.
2
2
2
2
2
2
2
2
3
5.2 Tolerance Grade
(a) This is indicated by a number. The system provides for a series of tolerance grades for each of the
four screw thread parameters (DI,
d, Dz. dz). The
tolerance grades for this Standard were selected from
those given in IS0 965-1.
(b) The underlined tolerance grades are used with
normal length of thread engagement.
3
3
3
3
GENERAL NOTE: All dimensions are in millimeters.
5.1.3 Upper Deviation. This is the algebraic difference between the maximum limit of size and the
basic size. It is designated by the French term écart
superieur (ES for holes and es for shafts).
i
E
characteristic
Minor dim.of int. thds.
Major d i m . of ext. thds.
Pitch d i m . of int. thds.
Pitch diam. of ext. thds.
5.1.4 Lower Deviation. This is the algebraic difference between the minimum limit of size and the
basic size. It is designated by the French term écart
inferieur (EI for holes and ei for shafts).
Table
Table
Table
Table
6,7, 8
6, 8
4, 5 , 6, 7, 8
3, 9, 5, 6 7, 8, 9
9
10
12
11
(a) This is indicated by a letter. This position is the
allowance (fundamental deviation). A capital letter is
used for internal threads and a lowercase letter for
external threads. The system provides a series of tolerance positions for internal and external threads. These
tolerance positions are as follows with the numerical
values given in the appropriate table.
(b) The underlined letters are used in this Standard.
5.1.6 Fits. Fits are determined by the fundamental
deviation, which may be positive or negative, assigned
to the mating parts. The selected fits can be clearance,
transition, and interference. To illustrate fits schematically, a zero line is drawn to represent the basic size.
By convention, the shaft always lies below the zero
line and the hole lies above the zero line (except for
Copyright ASME International
Provided by IHS under license with ASME
4, 5 ,
4,
Applicable Table
5.3 Tolerance Position
5.1.5 Fundamental Deviations (Allowances).
These are the deviations that are closest to the basic
size. In Fig. 4 they would be EI and es. Fundamental
deviations are designated by alphabetical letters. See
para. 5.3.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Tolerance Grade
Internai Threads
External Threads
G, H
e, f, g, h
Table 13
Table 13
9
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M
ASME B1.13M-2001
PROFILE
TABLE 6 IS0 261 DIAMETER/PITCH COMBINATIONS FROM WHICH THE STANDARDS WERE
SELECTED
Nominal Diameters
Pitches
-
~~
Col. 1 Col. 2
Ist
2nd
Choice Choice
Col. 3
3rd
Choice
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
1.6
1.8
Fine
Coarse
3
0.35
...
0.35
2
0.4
3.5
4
...
...
...
0.6
0.7
...
...
0.75
4.5
0.8
5
5.5
...
1
6
7
1
8
1.25
9
10
1.25
1.5
11
12
1.5
1.75
2
14
15
16
...
2
17
18
...
2.5
20
2.5
22
2.5 [Note í2)1
3
24
25
26
27
...
...
3 [Note (2)l
28
30
...
3.5
32
33
...
3.5
35 [Note (411
36
...
4
38
39
...
...
0.45
0.5
0.45
2.2
2.5
3
...
4
2
1.5
1.25
... ...
... ...
... ...
... ...
... ...
...
...
...
...
...
...
... ... ...
... ... ...
... ... . ..
. . . . .. . . .
.. . . .. . ..
. .. . .. . . .
...
...
...
...
...
...
...
...
...
... . ..
... ...
.. . . . .
0.5
0.5
... ...
0.5
...
0.75
0.75
0.75
...
0.75
...
... ...
... ...
... ...
... ...
...
...
... ...
... ...
... ...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
.. .
...
.. .
1.5
...
2
2
1.5
1.5
... ...
... 1.5
...
...
...
1.5
1.5
1.5
...
...
2
1.5
2
1.5
2
1.5
...
...
...
...
1.5
2 1.5
2
1.5
2
1.5
2
2
1.5
1.5
...
...
1.5
3
2
1.5
1.5
1.5
(3) [Note (3ì1
...
(3) [Note (311
...
. ..
3
2
1 0.75
1
1
1
1
1
...
1.25
1.25 tNote(1)I
1
...
...
1
...
...
...
...
...
1
...
...
...
...
...
...
...
...
...
. ..
.. . . . . 0.5
... 0.75 ...
1.25
...
...
0.5 0.35 0.25
1
1
1
1
1
1
. ..
1
1
1
.
I
.
...
. ..
...
...
...
...
...
0.75 ...
. ..
. ..
0.2
... ... 0.2
. .. ... 0.2
... 0.25 . ..
... 0.25 . . .
0.35 ... ...
0.35 ... ...
... ...
... ... ...
... ... ...
. . . ... ...
... ... ...
... ...
... ... _ . .
... ... . ..
... ... . . .
... ... ...
... ... ...
. .. .. . ...
0.35
... ... ... ... ...
. . . . . . .. . . .. . . .
. .. . . . . . . . . . . . .
. .. . . . . . . . ..
. . . . . . . ,. . . .
. . . , . . .. . . ..
. .. . .. . . . . . .
. .. . . . . . . . ..
. . . . .. . .. . . .
. .. . .. . . . . . .
. . . . . . .. . . . .
. .. . .. . . . . ..
. .. . . . .. . . ..
... ... ... ...
. .. . . . .. . . . .
. . . . .. . . . . ..
... ... ... ...
... ... ... ...
. . . .. . . . . . ..
.. .
...
. ..
...
. ..
...
...
...
...
.. .
...
...
...
...
...
. ..
(continued)
10
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
TABLE 6 I S 0 261 DIAMETER/PITCH COMBINATIONS FROM WHICH THE STANDARDS WERE
SELECTED (CONT'DI
Pitches
Nominal Diameters
Col. 1
Ist
Choice
Col. 2
Col. 3
2nd
3rd
Choice
Choice
40
42
45
48
50
52
Fine
Coarse
8
6
4
3
2
1.5
...
...
3
3
3
2
1.5
...
...
...
...
4.5
2
1.5
2
1.5
2
1.5
2
2
1.5
2
1.5
2
1.5
1.5
4.5
...
5
...
...
...
...
...
...
...
...
...
...
...
...
5
55
...
5.5
56
58
60
...
5.5
62
64
...
6
65
68
...
6
70
...
75
...
...
72
...
76
78
80
82
...
...
...
95
...
...
...
105
...
...
85
90
1O0
110
...
...
115
120
...
125
1
130
135
140
145
150
155
...
...
...
...
...
160
165
170
175
180
...
...
...
...
...
...
...
4
4
4
3
3
3
...
4
4
4
3
3
3
...
...
...
...
...
...
4
4
4
3
3
3
2
...
...
...
...
...
...
...
...
...
...
...
4
4
4
3
3
3
2
2
2
1.5
4
4
4
3
3
3
2
1.5
2
2
1.5
2
...
4
3
2
1.5
...
...
...
...
...
...
...
...
8
8
...
8
6
6
...
6
4
...
...
6
...
...
...
6
6
4
4
6
6
2
2
2
1.5
1.5
1.5
1.5
1.5
1.5
1.5
2
...
4
3
3
3
2
2
2
...
...
...
6
6
4
4
4
3
3
3
2
2
2
...
...
...
6
6
6
4
4
4
3
3
2
2
...
...
3
2
6
6
6
4
4
4
3
3
3
2
...
...
3
3
3
8
3
8
3
8
...
...
8
3
3
3
2
...
...
...
2
...
2
...
2
...
...
...
...
...
...
...
...
...
...
...
...
...
(continued)
11
Copyright ASME International
Provided by IHS under license with ASME
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
TABLE 6 I S 0 261 DIAMETER/PITCH COMBINATIONS FROM WHICH THE STANDARDS WERE
SELECTED (CONT'D)
Pitches
Nominal Diameters
Col. 1
1st
Choice
Col. 2
2nd
Choice
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Col. 3
3rd
Choice
Coarse
8
6
4
3
2
1.5
185
...
...
6
4
3
...
...
8
6
6
6
4
4
4
3
...
...
...
6
6
6
4
4
4
3
3
3
...
...
...
...
6
6
6
4
4
4
3
...
3
3
...
...
...
...
...
...
...
6
6
6
4
4
4
3
3
3
...
...
...
...
...
...
6
6
6
4
4
4
...
...
3
...
...
...
...
...
...
6
6
6
4
4
4
...
...
...
...
...
...
...
6
6
6
4
4
4
...
...
...
...
...
...
...
...
6
6
4
4
...
...
190
195
200
205
210
215
220
225
230
235
245
250
...
8
...
8
...
...
...
...
...
8
...
8
...
8
...
...
...
8
...
...
...
...
285
290
...
...
...
...
...
...
295
...
...
255
260
265
270
275
280
300
...
...
...
...
...
...
...
240
'
Fine
8
8
...
8
...
8
...
8
3
3
...
...
...
...
...
...
...
...
...
...
GENERAL NOTE: All dimensions are in millimeters.
NOTES:
(1) Only for spark plugs for engines.
(2) Only for high strength structural steel fasteners.
(3) Pitches shown in parentheses are to be avoided as far as possible.
(4) Only for nuts for bearings.
5.4 Allowance/Tolerance Formulas and
Tables
another only when the thread form is perfect. When
required to inspect either the pitch diameter, the functional diameter, or both, for thread acceptance (see
ASME B1.3), use the same limits of size for the
appropriate thread size and class.
(a) See section 6 for pitch and crest diameter allowance/tolerance formulas and tables.
(b) Functional diameter size includes the effects of
ail variations in pitch diameter, thread form and profile.
The variations in the individual thread characteristics
such as flank angle, lead, taper, and roundness on a
given thread, cause the measurements of the pitch
diameter and functional diameter to vary from one
another on most threads. The pitch diameter and functional diameter on a given thread are equal to one
5.5 Selected Tolerance Classes
5.5.1 External Thread Tolerance Classes.
Small allowance (fundamental deviation). For normal
tolerance-tolerance class 6g6g. For tighter tolerancetolerance class 4g6g.
12
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
i
I
ASME B I .I
3M-2001
METRIC SCREW THREADS: M PROFILE
5.9 Coated or Plated Threads
5.5.2 Internal Thread Tolerance Class. No allowance (fundamental deviation). Tolerance class 6H6H.
Internal threads with allowance are not standard practice.
See section 8 for dimensional accommodation and
limits for coated threads.
5.6 Length of Thread Engagement
5.6.1 Normal Length of Thread Engagement.
The pitch diameter tolerances specified herein are applicable to the limits of the normal length of thread
engagement LE in Table 7. The limits were calculated
by formulas given in para. 6.4.
6 DESIGN FORMULAS AND TABULATED
VALUES FOR ALLOWANCES AND
TOLERANCES
6.1 General
5.6.2 Short and Long Lengths of Thread
Engagement When Gaged With Normal Length
Contacts. For short LE length of thread engagement,
reduce the pitch diameter tolerance of the external
thread by one tolerance grade number. For long LE
length of thread engagement, increase the allowance
(fundamental deviation) at the pitch diameter of the
external thread. For internal threads with long LE
length of thread engagement, provide an allowance
(fundamental deviation) corresponding to the next larger
tolerance position. Thus, for the standard H position
(no allowance), a tolerance position G would be provided. For assemblies with short or long lengths of
engagement, the tolerance class adjustment may be
applied to only one member. See Table 8.
This section provides the formulas and tabulated
values for I S 0 allowances and tolerances in accordance
with IS0 965-1. It is to be used for size limit calculation
for non-standard threads, when required. See para. 9.2
for applications and limitations of formulas and tables.
6.2 Rounding Procedure for Tabulated Values
(u) The values for crest and pitch diameter tolerances
(Tables 9, 10, 11, and 12), for length of engagement
(Table 7), and for allowances/fundamental deviations
(Table 13) have been calculated from formulas and
then rounded off to the nearest values in the R40 series
of preferred numbers in accordance with IS0 3 for
the three decimal places required. If a fourth decimal
place results, it is further rounded.
(b) These rules of rounding have not always been
used in order to produce a smooth progression. Same
IS0 965-1.
(c) The above procedures often result in a variation
by one or more numerals in the last decimal pIace
when comparing table and formula values.
5.7 Circular Runout
Circular runout is the full indicator movement (FIM)
(see ASME Y 14.5). Runout of the crest (minor diameter
of internal thread or major diameter of external thread)
relative to the pitch cylinder shall not be so great that
the basic profile is transgressed.
5.7.1 Internal Thread. When measurement is specified, the runout of the minor diameter cylinder relative
to the pitch cylinder on the internal thread shall not
exceed the difference between the measured minor
diameter and the basic minor diameter. An out-of-round
pitch cylinder may reduce the available runout.
6.3 Allowances (Fundamental Deviations)
The allowances (fundamental deviations) for internal
and external threads have been calculated according to
the following formulas and their rounded values given
in Table 13. Allowance is the absolute value of fundamental deviation.
5.7.2 External Thread. When measurement is
specified, the runout of the major diameter cylinder
relative to the pitch cylinder on the external thread
shall not exceed the difference between the measured
major diameter and the basic major diameter. An outof-round pitch cylinder may reduce the available runout.
internai
External
EZG = +(0.015 + 0.011P) es, =
EI, = O
esf =
esp
es,,
5.8 Lead and Flank Angle Tolerances
- (0.05+ 0.011P) [Note (i)]
- (0.03 + 0.011P)
= -(0.015 + 0.011P)
=O
NOTE:
See section 10.
(1)Exceptions are values for threads with P 5 0.75 mm.
13
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
TABLE 7
LENGTH OF THREAD ENGAGEMENT (IS0 965-1)
Length of Thread Engagement
Basic Major Diameter,
d bsc
Over
up to
and incl.
Short LE
Normal LE
Long LE
up t o
Pitch,
up t o
P
and incl.
Over
and incl.
Over
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
1.5
2.8
0.2
0.25
0.35
0.4
0.45
0.5
0.6
0.8
1
1.3
0.5
0.6
0.8
1
1.3
1.5
1.9
2.6
3
3.8
1.5
1.9
2.6
3
3.8
2.8
5.6
0.35
0.5
0.6
0.7
0.75
0.8
1
1.5
1.7
2
2.2
2.5
1
1.5
1.7
2
2.2
2.5
3
4.5
5
6
6.7
7.5
3
4.5
5
6
6.7
7.5
7.1
9
12
15
7.1
9
12
15
~
~
5.6
11.2
0.75
1
1.25
1.5
2.4
3
4
5
2.4
3
4
5
11.2
22.4
1
1.25
1.5
1.75
2
2.5
3.8
4.5
5.6
6
8
10
3.8
4.5
5.6
6
8
10
11
13
16
18
24
30
11
13
16
18
24
30
22.4
45
I
1.5
2
3
3.5
4
4.5
4
6.3
8.5
12
15
18
21
4
6.3
8.5
12
15
18
21
12
19
25
36
45
53
63
12
19
25
36
45
53
63
1.5
2
3
4
5
5.5
6
7.5
9.5
15
19
24
28
32
7.5
9.5
15
19
24
28
32
22
28
45
56
71
85
95
22
28
45
56
71
85
95
45
90
90
180
2
3
4
6
8
12
18
24
36
45
12
18
24
36
45
36
53
71
106
132
36
53
71
106
132
180
355
3
4
6
8
20
26
40
50
20
26
40
50
60
80
118
150
60
80
118
150
GENERAL NOTE: All dimensions are i n millimeters
14
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
TABLE 8 EXAMPLES OF TOLERANCE
CLASSES REQUIRED FOR NORMAL GAGE
LENGTH CONTACTS WITH VARIOUS THREAD
ENGAGEMENT LENGTHS
Normal LE
Short LE
Long LE
69
4969
6h [Note (111
4h6h [Note (111
6H
4H6H
5969
3969
5h6h
3h6h
5H
3H6H
6e6g
4e6g
6g6h
4g6h
6G
4G6G
~~
GENERAL NOTE: See para. 5.6.2.
NOTE:
(1) Applies to maximum material functional size (GOThread
gage) for plated 69 and 4969 class threads respectively.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
TABLE 9 MINOR DIAMETER TOLERANCES OF INTERNAL THREAD (TDq)
(IS0 965-1)
Tolerance Grade
Pitch,
P
4
5
6 [Note (111
7
8
0.2
0.25
0.3
0.038
0.045
0.053
...
0.056
0.067
...
...
0.35
0.4
0.45
0.063
0.071
0.080
0.090
0.100
o. 1O 0
0.112
0.125
...
...
...
...
...
...
...
...
...
...
...
0.5
0.6
0.7
0.090
o. 1O0
0.112
0.112
0.125
0.140
0.140
0.160
0.180
0.180
0.200
0.224
...
...
...
0.75
0.8
1
0.118
0.125
O. 150
0.150
0.160
0.190
0.190
0.200
0.236
0.236
0.250
0.300
0.315
0.375
1.25
1.5
1.75
0.170
o. 190
0.212
0.212
0.236
0.265
0.265
0.300
0.335
0.335
0.375
0.425
0.425
0.475
0.530
2
2.5
3
0.236
0.280
0.31 5
0.300
0.355
0.400
0.375
0.450
0.500
0.475
0.560
0.630
0.600
0.710
0.800
3.5
4
4.5
0.355
0.375
0.425
0.450
0.475
0.530
0.560
0.600
0.670
0.710
0.750
0.850
0.900
0.950
1.060
5
5.5
6
8
0.450
0.475
0.500
0.630
0.560
0.600
0.630
0.800
0.710
0.750
0.800
1.o00
0.900
1.120
1.180
1.250
1.600
0.085
0.080
~
~
...
...
0.950
1.o00
1.250
~~
GENERAL NOTE: All dimensions are in millimeters.
NOTE:
(1) Tabulated in this Standard for M Internal Threads.
15
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
6.5 Crest Diameter Tolerances
TABLE 10 MAJOR DIAMETER TOLERANCES
OF EXTERNAL THREAD (Td)
(IS0 965-1)
6.5.1 Tolerances for Minor Diameter of
Internal Thread (TD,). The TD1 tolerances for grade
6 are calculated according to the following formulas
and rounded:
(a) Pitches 0.2 to 0.8 mm
Tolerance Grade
Pitch,
P
4
6 [Note (111
8
0.2
0.25
0.3
0.036
0.042
0.048
0.056
0.067
0.075
...
...
...
0.35
0.4
0.45
0.053
0.060
0.063
0.085
0.095
o.1 O0
0.5
0.6
0.7
0.067
0.080
0.090
O.106
0.125
0.140
...
...
...
...
...
...
0.75
0.8
1
0.090
0.095
0.112
0.140
0.150
0.180
0.236
0.280
1.25
1.5
1.75
0.132
O.150
0.170
0.212
0.236
0.265
0.335
0.375
0.425
2
2.5
3
0.180
0.212
0.236
0.280
0.335
0.375
0.450
0.530
0.600
3.5
4
4.5
0.265
0.300
0.315
0.425
0.475
0.500
0.670
0.750
0.800
5
5.5
6
8
0.335
0.355
0.375
0.450
0.530
0.560
0.600
0.71 O
0.850
0.900
0.950
1.180
TD1 (6) = 0.433P - 0.190P’.22
(b) Pitches 1 mm and coarser
TD1 (6) = 0.230P0.7
6.5.1.1 The following rounded TD1 tolerance values for the other grades are obtained from the TD1(6)
values (in Table 9):
Tolerance
Grade
TDI(4) =
TD1 (5) =
TDI (6)
TD1 (7) =
TD1 (8) =
4
5
6
7
8
0.63TD1 (6)
O.8TD1 (6)
1.25TD1 (6)
1.612)i (6)
6.5.2 Tolerances for Major Diameter of
External Thread (Td),
Grade 6. The Td tolerances
for grade 6 are calculated according to the following
formula and rounded:
0.00315
-Td (6) = 0.18
fi
6.5.2.1 The following rounded Td tolerance values for the other grades are obtained from the Td (6)
values (see Table 10):
GENERAL NOTE: All dimensions are in millimeters.
NOTE:
(1) Tabulated in this Standard for M External Threads.
6.4 Length of Thread Engagement
For the calculation of the limits of the normal length
of thread engagement in Table 7, the following formulas
have been used and their values rounded.
For each pitch ( P ) within a certain diameter range,
d has been set equal to the smallest diameter within
the table range.
Normal
Tolerance
Tolerance
Grade
Tolerance
4
Td (4) = 0.63Td (6)
6
8
Td (6)
Td (8) = 1.6Td (6)
6.6 Pitch Diameter Tolerances
6.6.1 Tolerances for Pitch Diameter of
External Thread (i&).
Td2 (6) values in Table 11
are calculated according to the following formula and
rounded. (d is equal to the geometrical mean value of
the diameter range limits, i.e., the square root of the
product of smallest and largest diameters.)
LE min. = 2.24Pd0.2
Normal LE ma. = 6.7Pdo.’
Td2 (6) = 0.09P0.4d0.’
16
Copyright ASME International
Provided by IHS under license with ASME
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
...
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
TABLE II PITCH DIAMETER TOLERANCE OF EXTERNAL THREAD (T&) (IS0 965-1)
Basic Major Diameter, d
Over
up t o
and incl.
Pitch,
P
Tolerance Grade
3
4 [Noteíl)]
5
6 [Noteíl)]
7
a
9
0.2
0.25
0.35
0.4
0.45
0.025
0.028
0.032
0.034
0.036
0.032
0.036
0.040
0.042
0.045
0.040
0.045
0.050
0.053
0.056
0.050
0.056
0.063
0.067
0.071
...
...
...
...
0.080
0.085
0.090
0.35
0.5
0.6
0.7
0.75
0.8
0.034
0.038
0.042
0.045
0.045
0.048
0.042
0.048
0.053
0.056
0.056
0.060
0.053
0.060
0.067
0.071
0.071
0.075
0.067
0.075
0.085
0.090
0.090
0.095
0.085
0.095
O. 106
0.112
0.112
0.118
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
0.150
0.190
0.75
1
1.25
1.5
0.050
0.056
0.060
0.067
0.063
0.071
0.075
0.085
0.080
0.090
0.095
0.106
0.100
0.125
0.140
0.150
0.170
...
...
0.180
0.190
0.212
0.224
0.236
0.265
1
1.25
1.5
1.75
2
2.5
0.060
0.067
0.071
0.075
0.080
0.085
0.075
0.085
0.090
0.095
0.100
0.106
0.095
O. 106
0.112
0.118
0.125
O. 132
0.160
0.170
0.150
0.170
0.180
0.190
0.200
0.212
0.190
0.212
0.224
0.236
0.250
0.265
0.236
0.265
0.280
0.300
0.315
0.335
1
1.5
2
3
3.5
4
4.5
0.063
0.075
0.085
0.100
O. 106
0.112
0.1 18
0.080
0.095
0.106
0.1 25
O. 132
O. 140
0.150
o. 1O0
0.118
0.132
0.160
0.170
0.180
o. 190
0.125
O. 150
0.170
0.200
0.212
0.224
0.236
0.160
0.190
0.212
0.250
0.265
0.280
0.300
0.200
0.236
0.265
0.315
0.335
0.355
0.375
0.250
0.300
0.335
0.400
0.425
0.450
0.475
~ _ _ _ _ _ _
~ ~ _ _ _ _
1.5
2.8
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
2.8
5.6
5.6
11.2
22.4
11.2
22.4
45
0.112
0.118
0.132
0.1 18
O. 132
0.140
O. 150
...
45
90
1.5
2
3
4
5
5.5
6
0.080
0.090
0.106
0.118
0.125
0.132
0.140
0.100
0.1 12
0.132
0.150
0.160
O. 170
O. 180
0.125
0.140
0.170
0.190
0.200
0.212
0.224
0.160
0.180
0.212
0.236
0.250
0.265
0.280
0.200
0.224
0.265
0.300
0.315
0.335
0.355
0.250
0.280
0.335
0.375
0.400
0.425
0.450
0.315
0.355
0.425
0.475
0.500
0.530
0.560
90
180
2
0.1 18
4
6
8
0.095
0.112
0.125
0.150
0.170
0.140
O. 160
0.190
0.212
0.150
0.180
0.200
0.236
0.265
0.190
0.224
0.250
0.300
0.335
0.236
0.280
0.315
0.375
0.425
0.300
0.355
0.400
0.475
0.530
0.375
0.450
0.500
0.600
0.670
3
4
6
8
0.125
0.140
0.160
O. 180
O. 160
0.180
0.200
0.224
0.200
0.224
0.250
0.280
0.250
0.280
0.315
0.355
0.315
0.355
0.400
0.450
0.400
0.450
0.500
0.560
0.500
0.560
0.630
0.710
~
3
180
355
GENERAL NOTE: All dimensions are in millimeters.
NOTE:
(1) Tabulated in this Standard for M Threads
17
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
TABLE 12 PITCH DIAMETER TOLERANCE OF INTERNAL THREAD (TD,) (IS0 965-1)
Basic Major Diameter, D
up t o
Over
1.5
2.8
5.6
and incl.
2.8
5.6
11.2
Pitch,
Tolerance Grade
P
4
5
6 [Note(l)l
7
8
0.2
0.25
0.35
0.4
0.45
0.042
0.048
0.053
0.056
0.060
...
0.060
0.067
0.071
0.075
...
...
...
...
...
...
0.085
0.090
0.095
0.35
0.5
0.6
0.7
0.75
0.8
0.056
0.063
0.071
0.075
0.075
0.080
0.071
0.080
0.090
0.095
0.095
0.100
0.75
1
1.25
1.5
0.085
0.095
0.100
0.112
.
...
-
...
...
...
0.090
0.100
0.112
0.118
0.118
0.125
0.125
O. 140
0.150
0.150
0.160
0.200
0.106
0.1 18
0.125
0.140
0.132
0.150
0.160
0.180
0.170
0.190
0.200
0.224
0.236
0.250
0.280
...
...
...
...
...
...
...
...
...
11.2
22.4
1
1.25
1.5
1.75
2
2.5
0.100
0.112
0.1 18
0.125
0.132
0.140
0.125
0.140
0.150
0.160
0.170
0.180
0.160
0.180
0.190
0.200
0.212
0.224
0.200
0.224
0.236
0.250
0.265
0.280
0.250
0.280
0.300
0.315
0.335
0.355
22.4
45
1
1.5
2
3
3.5
4
4.5
0.106
0.125
0.140
0.170
0.180
0.190
0.200
0.132
0.160
0.180
0.212
0.224
0.236
0.250
0.170
0.200
0.224
0.265
0.280
0.300
0.315
0.212
0.250
0.280
0.335
0.355
0.375
0.400
0.315
0.355
0.425
0.450
0.475
0.500
1.5
2
3
4
5
5.5
6
0.132
0.150
0.180
0.200
0.212
0.224
0.236
0.170
0.190
0.224
0.250
0.265
0.280
0.300
0.212
0.236
0.280
0.315
0.335
0.355
0.375
0.265
0.300
0.355
0.400
0.425
0.450
0.475
0.335
0.375
0.450
0.500
0.530
0.560
0.600
...
90
90
180
2
3
4
6
8
0.160
0.190
0.212
0.250
0.280
0.200
0.236
0.265
0.315
0.355
0.250
0.300
0.335
0.400
0.450
0.315
0.375
0.425
0.500
0.560
0.400
0.475
0.530
0.630
0.710
355
3
4
6
8
0.212
0.236
0.265
0.300
0.265
0.300
0.335
0.375
0.335
0.375
0.425
0.475
0.425
0.475
0.530
0.600
0.530
0.600
0.670
0.750
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
45
180
GENERAL NOTE: All dimensions are in millimeters.
NOTE:
(1) Tabulated in this Standard for M Threads.
18
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
Example:
6.6.1.1 The following rounded Td2 tolerance values
for the other grades are obtained from the Tdz (6)
values (see Table li). No Tú2 values are given in
Table 11 when values calculated according to the given
formula exceed the Td values in the tolerance grades
which are combined in the tables for recommended
tolerance classes.
Thread tolerance class
designation for pitch
diameter
Thread tolerance class
designation for major
diameter
Tolerance class
Tolerance
Grade
3
4
5
6
7
8
9
Internal thread
Tolerance
Td2
Td2
Td2
Td2
Td2
Td2
Tdz
LL
Thread class designation
for pitch and minor diameter
with identical tolerance
class designations
( 3 ) = 0.5Td2 ( 6 )
(4) = O.63Td2 (6)
(5) = 0.8Td2 ( 6 )
(6)
(7) = 1.25Td2 (6)
( 8 ) = 1.6Td2 (6)
(9) = 2Td2 ( 6 )
7.2 Designation of Standard Screw Threads
Metric screw threads are identified by the letter (M)
for the thread form profile, followed by the nominal
diameter size and the pitch expressed in millimeters,
separated by the sign ( x ) and followed by the tolerance
class separated by a dash (-) from the pitch.
The simplified international practice for designating
coarse pitch M profile screw threads i s t o leave off
the pitch. Thus a M14 x 2 thread is designated as
just M14. To prevent misunderstanding, it is mandatory
to use the value for pitch in all designations.
International practice permits a thread designation
with tolerance class not specified for classes 6H and
6g. To prevent misunderstanding, it is mandatory to
specify the tolerance class for all thread designations.
Thread acceptability gaging system requirements of
ASME B 1.3 may be added to the thread size designation
as noted in examples or as specified in pertinent documentation, such as the drawing or procurement document.
(a) Internal Thread M Profile, Right Hand
6.6.2 Tolerances for Pitch Diameter of
Internal Thread (i&).
The rounded TDz tolerance
values in Table 12 are calculated using formulas below
and Td2 (6) values from Table 11. No TD2 values are
given in Table 12 when values calculated according
to the given formula exceed 0.2%'.
Tolerance
Grade
4
5
6
7
8
Tolerance
TDt (4) =
TD2 (5) =
TD2 (6) =
TD.2 (7) =
TD2 ( 8 ) =
0.85Td2 (6)
1.06Tdz (6)
1.32Td2 (6)
1.7Td2 ( 6 )
2.12Td2 ( 6 )
7 DESIGNATION OF SCREW THREADS
r
7.1 General
(a) The complete designation of a screw thread gives
the thread symbol, the nominal size, the pitch, and the
thread tolerance class.
(b) The tolerance class designation gives the class
Metric thread symbol, IS0 68-1 Metric thread form
rf-
Tolerance class
size
7
Gaging system
(c) The class designation consists of a number indicating the tolerance grade followed by a letter indicating
the tolerance position.
Tolerance position
Tolerance grade
Pitch diameter
Tolerance symbol
19
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
Examples:
(b) External Thread M Profile, Right Hand
M6
M6
Metric thread symbol, IS0 68-1 Metric thread form
M 6 x 1 -4969
X
1
- 6H/6g
1 - 6H/4g6g
7.4 Designation for Rounded Root External
Thread
Gaging system
- I
X
(22)
7.4.1 Modified IS0 68-1 Thread With Radius
Root r min. = 0.125P. For the mandatory conditionTolerance grade
Tolerance position
external fasteners of property class 8.8 and stronger
(see para. 3.3.2), no special designation is required.
Other parts requiring a 0.125P root radius must specify
that radius as in para. 7.4.2.
Pitch diameter
Tolerance symbol
Tolerance grade
7.4.2 Designation for Special Rounded Root
Thread. When a special rounded root thread is
Unless otherwise specified in the designation, the
screw thread helix is right hand.
required, its external thread designation is suffixed by
the minimum root radius value in millimeters and the
letter R .
7.2.1 Designation of Left Hand Thread. When
left hand thread is specified, the tolerance class designation is followed by a dash and LH.
Example:
Example:
+1
Minimum Root Radius
X
1 - 5H6H - LH (23)
M42
7.2.2 Designation for Identical Tolerance
Classes. If the two tolerance class designations for a
- 6 g - 0.63R
Where the limits of size of the major diameter of
an external thread or the minor diameter of an internal
thread are modified, the thread designation is suffixed
by the letters MOD followed by the modified diameter
limits.
Example:
X
4.5
7.5 Designation of Threads Having Modified
Crests
thread are identical, it is not necessary to repeat the
symbols.
M6
X
1 - 6H (21)
Example: External thread M profile, major diam. reduced 0.075 nun.
7.2.3 Designations Using all Capital Letters.
When computer and teletype thread designations use
all capital letters, the external or internal thread may
need further identification. Thus the tolerance class
identification is followed by the abbreviations EXT or
INT in capital letters.
.-
M6
X 1
- 4h6h MOD
Major diam. = 5.745
- 5.925 MOD
Example: Internal thread M profile, minor diam, increased 0.075 mm.
M6
Examples:
X
Minor
- 4H5H MOD
diam. = 5.101 - 5.291 MOD
1
M6 X 1 - 4G6G EXT
M6X1-6HINT
7.6 Designation of Special Threads
Special diameter-pitch threads, developed in accordance with this Standard, shall be identified by the
letters SPL following the tolerance class. Below the
designation shall be specified the limits of size for
major diameter, pitch diameter, and minor diameter.
7.3 Designation for Thread Fit
A fit between mating threads is indicated by the
internal thread tolerance class followed by the external
thread tolerance class separated by a slash.
20
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
M6
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
TABLE 13 ALLOWANCE (FUNDAMENTAL DEVIATION) FOR INTERNAL AND EXTERNAL THREADS
(IS0 965-1)
Allowance (Fundamental Deviation) [Note (111
External Thread,
d. 42
e,
r;
es
es
O
O
O
...
co.019
+0.019
+0.020
O
O
O
0.5
0.6
0.7
+0.020
+0.021
+0.022
0.75
0.8
Pitch,
P
G.
EI
H [Note (211.
EI
0.2
0.25
0.3
+0.017
+0.018
+0.018
0.35
0.4
0.45
h.
g [Note (311,
es
es
...
...
...
-0.017
-0.018
-0.018
O
O
O
...
...
...
-0.034
-0.034
-0.035
-0.019
-0.019
-0.020
O
O
O
O
O
O
-0.050
-0.053
-0.056
-0.036
-0.036
-0.038
-0.020
-0.021
-0.022
O
O
O
1
+0.022
+0.024
+0.026
O
O
O
-0.056
-0.060
-0.060
-0.038
-0.038
-0.040
-0.022
-0.024
-0.026
O
O
O
1.25
1.5
1.75
+0.028
+0.032
+0.034
O
O
O
-0.063
-0.067
-0.071
-0.042
-0.045
-0.048
-0.028
-0.032
-0.034
O
O
O
2
2.5
3
+0.038
+0.042
+0.048
O
-0.071
-0.080
-0.085
-0.052
-0.058
-0.063
-0.038
-0.042
-0.048
O
O
O
3.5
4
4.5
+0.053
+0.060
+0.063
O
O
O
-0.090
-0.095
-0.1O0
-0.070
-0.075
-0.080
-0,053
-0.060
-0.063
O
O
O
5
5.5
6
8
+0.071
+0.075
+0.080
+o. 1 O0
O
O
O
O
-0.106
-0.112
-0.118
-0.140
-0.085
-0.090
-0.095
-0.118
-0.071
-0,075
-0.080
-0.100
...
...
O
O
O
O
O
O
NOTES:
(1)Allowance is the absolute value of Fundamental Deviation.
(2)Tabulated in this Standard for M Internal Threads.
(3)Tabulated in this Standard for M External Threads.
7.7 Designation of Multiple Start Threads
Example: External thread
- 4h6h - SPL (22)
- 6.500
Pitch diam. = 5.779 - 5.850
Minor d i m . = 5.163 - 5.386
M6.5
X
1
When a thread is required with a multiple start, it
is designated by specifying sequentially M for metric
thread, nominal diameter size, X , L for lead, lead
value, P for pitch, pitch value, parenthesis, script number
of starts, and the word ?stark?, close parenthesis, dash,
tolerance class.
Major diam. = 6.320
Example: Internai thread
M6.5
X
1
- 4H5H - SPL (23)
Examples:
Major diam. = 6.500 min.
- 5.945
5.417 - 5.607
- 4h6h
Pitch diam. = 5.850
M16
Minor diam. =
M14 x UP2 (Three Starts) - 6H
X Up;!
(TWO
Starts)
21
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
internal Thread,
4.Dl
METRIC SCREW THREADS: M PROFILE
ASME B'1.13M-2001
NOTE: The term coating refers to one or more applications of
additive material to the threads, including dry film lubricants, but
excluding soft or liquid lubricants that are readily displaced in
assembly and gaging. Plating is therefore included as coating in
the text.
7.8 Designation of Coated or Plated Threads
7.8.1 Designation of Coated or Plated M
Threads. Specify if the tolerance class is after coating
or after plating. If no designation of after coating or
after plating is specified, the tolerance class applies
before coating or plating in accordance with IS0 practice. After plating the thread profile shall not transgress
the maximum material limits for the tolerance position
8.2 Material Limits for Coated Threads
Unless otherwise specified, size limits for standard
external thread tolerance classes 6g and 4g6g apply prior
to coating. The external thread allowance may thus be
used to accommodate the coating thickness on coated
parts, provided that the maximum coating thickness is
no more than '/4 of the allowance. Thus, a 6g thread after
coating is subject to acceptance using a basic size 6h GO
thread gage and a 4g6g thread, a 4h6h GO thread gage.
(Basic thread sizes, tolerance position h, are tabulated in
Nonmandatory Appendix D.)Minimum material, LO or
NOT-GO gages would be 6g and 4g6g, respectively.
Where external thread has no allowance or allowance
must be maintained after coating, and for standard internal
threads, sufficient allowance must be provided prior to
coating to assure that finished product threads do not
exceed the maximum material limits specified. For thread
classes with tolerance position H or h, coating allowances
in accordance with Table 13 for positions G or g respectively, should be applied whenever possible. See paras.
8.4,8.5, and 8.6.
HA.
Examples:
X
1
M6
X
1
- 6h
- 6g
AFTER COATING or AFTER PLATING
AFTER COATING or AFTER PLATING
7.8.2 Where the tolerance position G/g is insufficient relief for the application to hold the threads within
product limits, the coating or plating allowance may
be specified as the maximum and minimum limits of
size for minor and pitch diameter of internal threads
or major and pitch diameter of external threads before
coating or plating. See section 8.
Example: Allowance on external thread M profile based on 0.010 rnm
min. coating thickness
M6
X
1
- 4h6h - After
Coating
Before Coating
Major diarn. = 5.780 - 5.940
Pitch diarn. = 5.239 - 5.290
8.3 Dimensional Effects of Coating
( a ) On a cylindrical surface, the effect of coating
is to change the diameter by twice the coating thickness - one coating thickness on each side of the
cylinder. Because the coating thickness is measured
perpendicular to the coated surface, while the pitch
diameter is measured perpendicular to the thread axis,
the effect of a uniformly coated thread flank on the
pitch diameter is a change four times the thickness of
coating on the flank. See Fig. 6. The diameters of
extemal threads before coating will be smaller while
the diameters of internal threads before coating will
be larger than the coated diameters.
(b) Most coatings and platings do not apply uniformly
on threads (see Fig. 7). Different coating materials and
processes have different application characteristics. The
threaded part's overall length and other configuration
Characteristics also affect the way coatings build up on
the threads. Paragraphs 8.4, 8.5, and 8.6 provide general
guidelines for calculating pre-coating thread size to allow
for coating build-up while preventing interference in assembly. The exact precoating thread size for a given part
with a given type of coating will frequently have to be
developed by the producer experimentally.
8 DIMENSIONAL ACCOMMODATION OF
COATING OR PLATING FOR 60 DEG
THREADS
8.1 Introduction
It is not within the scope of this Standard to make
recommendations for thickness of, or to specify limits
for coatings. However, it will aid mechanical interchangeability if certain principles are followed wherever
conditions pennit. The following guides should be
helpful in determining the amount and direction of the
alterations to establish applicable limits of size before
coating. Some commonly used and firmly established
processes for heavy coatings, such as hot galvanizing, do
not fall within the scope of the section. Nonmandatory
Appendix E contains information on internal threads
of tolerance class 6AX, which follow USA practice of
overtapping to accommodate as-coated hot-dip galvanized external threads.
22
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
M6
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
I
l
Pitch diameter
of screw
before coating
Pitch diameter
of screw
after coating
I
t = thickness of coating
a = pitch diameter change due to coating
Sine 30 deg (in small triangle above) =
0.5a
= 0.5
0.25a = rand a = 4t or
the pitch diameter of a 60 deg thread changes
four times the thickness of coating
FIG. 6 RATIO OF PITCH DIAMETER CHANGE TO THICKNESS OF COATING ON 60 deg THREADS
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
23
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
The effects of electroplating on the
functional diameter
\
GENERAL NOTE: Electrodeposited coatings build up more heavily at sharp corners; greater at the the extreme ends and
edges of a length; and is least in the center and recessed areas.
FIG. 7 EFFECT OF ELECTRODEPOSITED COATINGS ON 60 deg EXTERNAL THREADS
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
(u) maximum pitch diameter by 4 times maximum
coating thickness;
(b) minimum pitch diameter by 4 times minimum
coating thickness;
(c) maximum major diameter by 2 times maximum
coating thickness;
(d) minimum major diameter by 2 times minimum
coating thickness.
8.4 External Thread With Allowance Available
for Coating
8.4.1 Maximum and Minimum Coating Thickness Specified. Allowance on pitch diameter is sufficient for uniform coating if four times the maximum
coating thickness is equal to or less than the allowance
tabulated in Table 13 or 14.
8.4.2 Only Nominal or Minimum Coating
Thickness Specified. If no coating thickness tolerance
is given, it is recommended that a tolerance of plus
50% of the nominal or minimum thickness be assumed.
Then, allowance on pitch diameter is sufficient for
uniform coating if six times the specified coating thickness is equal to or less than the allowance tabulated
in Table 13 or 14.
Example:
-
MIO X 1.5 6g After Coating
Coating Thickness 0.005 0.008
-
To determine the before coating maximum material
sizes, decrease the maximum pitch diameter of 8.994
by 0.032 (4 X 0.008) to 8.962 and the maximum major
diameter of 9.968 by 0.016 (2 x 0.008) to 9.952. For
the before coating minimum sizes, decrease the minimum pitch diameter of 8.862 by 0.020 (4 X 0.005)
to 8.842 and the minimum major diameter of 9.732
by 0.010 (2 X 0.005) to 9.722. The before coating
sizes should be included in the thread designation. (See
para. 7.8.2.)
8.4.3 Applicability. Except for some small size
threads or for threads with thick coatings, standard
tolerance classes 6g and 4g6g provide sufficient allowance for coating. See para. 8.2.
8.5 External Thread With No Allowance for
Coating
8.5.2 Only Nominal or Minimum Coating
Thickness Specified. If no coating thickness tolerance
is given, it is recommended that a tolerance of plus
50% of the nominal or minimum thickness be assumed.
8.5.1 Maximum and Minimum Coating Thickness Specified. To determine before coating limits,
for a uniformiy coated thread, decrease
24
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
1
1
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
or nominal coating thickness, when a tolerance is not
specified;
(b) maximum pitch diameter by 4 times minimum
or nominal coating thickness;
(c) minimum minor diameter by 2 times maximum
coating thickness, if specified, or by 3 times minimum
or nominal coating thickness;
(d) maximum minor diameter by 2 times minimum
or nominal coating thickness.
Then, to determine before coating limits for a uniformly
coated thread, decrease
(u) maximum pitch diameter by 6 times coating
thickness;
(b) minimum pitch diameter by 4 times coating
thickness;
(c) maximum major diameter by 3 times coating
thickness;
( d ) minimum major diameter by 2 times coating
thickness.
Example:
M14
X
8.7 Electrodeposited Coatings
2 - 4h6h (22)Coating Thickness 0.008
Electroplated coatings do not cover threads uniformly.
Deposits build up more on thread crests than on thread
flanks and coating thickness is greater on the lead end
of a thread than on threads in the center of a part.
The guidelines for calculating pre-coating thread sizes
for uniformly coated threads can be used as a starting
place in detemining the pre-coating thread sizes on a
given part, but the exact sizes for any given part may
have to be determined by trial and error experimentation.
One of the effects of electro-deposited coatings not
applying uniformly is that the functional diameter of
an external thread will generally increase by a greater
magnitude than the increase of the pitch diameter on
a given part. Depending on an externally threaded part’s
configuration, an electro-deposited coating of 0.0025
mm on a thread flank will probably result in a growth
of the pitch diameter of approximately 0.0100 mm or
more, but the functional diameter may change by as
much as 0.0150 mm or more. In the case of internally
threaded parts, electro-deposited coatings cause the pitch
diameter and functional diameter to decrease in size,
with the pitch diameter decreasing less than the functional diameter on a given part.
Another effect of the non-uniform build-up of electrodeposited coatings is that the coating thickness on the
lead end of a thread is commonly greater than the
thickness on the threads in the center of the part. This
results in the pitch diameter and the functional diameter
of a thread to be considerably larger on the end of
the part than their comparable measurements away from
the end. The longer the part, in the case of external
threads, or the thicker the part, in the case of internal
threads, the greater these differences tend to be. The
part producer and the plater cannot control this phenomenon. It is the nature of electro-deposited coatings on
threaded parts. It is conceivable that a part’s dimensions
can measure within limits on the lead threads and be
beyond their limits on the threads away from the lead
threads.
Since allowance for tolerance position g is 0.038,
the maximum thickness of coating which may be applied
is equal to 0.038 divided by 6 or 0.0063. This is not
sufficient for the required coating of 0.008 so additional
adjustments to the before-coated pitch and major diameters must be made.
To determine the before coating maximum material
sizes, decrease the maximum pitch diameter of 12.701
by 0.048 (6 x 0.008) to 12.653 and maximum major
diameter of 14.000 by 0.024 (3 X 0.008) to 13.976.
For the before coating minimum sizes, decrease the
minimum pitch diameter of 12.601 by 0.032 (4 X
0.008) to 12.569 and the minimum major diameter of
13.720 by 0.016 (2 X 0.008) to 13.704. The before
coating sizes should be included in the thread designation. (See para. 7.8.2.)
8.5.3 Adjusted Size Limits. It should be noted
in the above examples that the before coating material
limit tolerances are less than the tolerances after coating.
This is because the coating tolerance consumes some
of the product tolerance. In some instances there may
be insufficient pitch diameter tolerance available in the
before coating condition so that additional adjustments
and controls will be necessary.
8.5.4 Strength. On small thread sizes (5 mm and
smaller) there is a possibility that coating thickness
adjustments will cause base material minimum material
conditions which may significantly affect strength of
externally threaded parts. Limitations on coating thickness or part redesign may be necessary.
8.6 Internal Threads
Standard internal threads provide no allowance for
coating thickness. To determine before coating limits
for a uniformly coated thread, increase
(u) minimum pitch diameter by 4 times maximum
coating thickness, if specified, or by 6 times minimum
25
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
NOTE: If any tabulated values for allowance and tolerance are
available, do not use formulas for calculation of these values. Calculate
from formulas only when tabulated values do not exist.
8.8 Other Considerations
It is essential to adequately review all possibilities
and consider limitations in the threading and coating
production processes before finalizing the coating process and the allowance required to accommodate the
coating. A no allowance thread after coating shall not
transgress the basic profile and is, therefore, subject to
acceptance using a basic (tolerance position HA) size
GO thread gage. Basic sizes for IS0 series threads
appear in Nonmandatory Appendix D.
9.3 Formulas for Calculating Limiting
Dimensions for M Profile Screw Threads
9.3.1 Internal Thread
Min. major diam. = basic major diam.
+ EI (Table
13)
Min. pitch diam. = basic major diam. - 0.6495191P (Table 2)
+ EI for Dz (Table 13)
Max. pitch diam. = min. pitch diam.
+ TDz (Table 12)
Max. major diam. = max. pitch diam.
+ 0.7938566P (Table 2)
Min. minor diam. = min. major diam. - 1.0825318P (Table 2)
Max. minor diam. = min. minor diam. + TD1(Table 9)
9 LIMITS OF SIZE
9.1 Standard Thread Series
9.3.2 External Thread
Max. major diam. = basic major diam. - es (Table 13)
[Note: es is absolute value]
(a) The limiting M profile for internal threads is
shown in Fig. 8 with the associated dimensions in
Table 15.
(b) The limiting M profiles for external threads are
shown in Fig. 9 with the associated dimensions listed
in Table 14.
(c) For information, basic dimensions of all IS0
series metric screw threads, including the standard
series, appear in Nonmandatory Appendix D.
- Td (Table 10)
= basic major diam. - 0.6495191P (Table 2)
- es for dz (Table 13)
= max. pitch diam. - Tdz (Table 11)
Min. major diam. = max. major diam.
Max. pitch diam.
Min. pitch diam.
Max. flat form minor diam. = max. pitch diam.
- 0.4330127P (Table 2)
Max. rounded form minor diam. =
max. pitch diam. - 10SH + 2r min. 1
t
I
- arc cos
9.2 Determination of Size Limits
- cos
( - &)]]]
1
(for 0.125P min. root radius)
Min. rounded form minor diam. = min. pitch diam.
- 0.6160254P (Table 2)
(a) Values listed in Tables 14 and 15 shall be used
to determine limits of size.
(b) If required values are not listed in Tables 14
and 15, they shall be calculated using IS0 data in
Tables 7,9, 10, 11, 12, and 13 and formulas in para. 9.3.
r min. = 0.12%’ (Table 3)
9.4 Examples of Calculations of Size Limits
(c) If required data is not included in any of the
tables listed above, calculate the missing data from
formulas given in section 6 and in para. 9.3. Round
in accordance with ASME B1.30 which includes
rounding rules and examples.
(d) Examples in paras. 9.4.1 and 9.4.2, demonstrate
the use of tabulated values of allowances and tolerances
for calculating size limits for standard IS0 261 sizes
(see Table 6). Examples in paras. 9.4.3 and 9.4.4,
demonstrate the use of formulas for calculating values
of allowances and tolerances for determining size limits
for nonstandard thread sizes.
Tables 16A through 16D show examples that are
based upon the practices for calculating and rounding
screw thread dimensions as specified in ASME B1.30.
Dimensions are expressed in millimeters.
9.4.1 External Screw Thread, Standard Size.
The following example in Table 16A shows how tabulated values for allowances and tolerances (in accordance with IS0 965-1) are used for the calculation of
size limits in ASME B 1.13M tables for standard external
thread sizes listed in IS0 261. See para. 9.4.3 for an
example with a size not listed in IS0 261.
26
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
60 deg.
L
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
27
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
w o o
w m w
(e??
2SF
C&;Q;
e
(..
zzz
a m m
c o r
O 0 0
O 0 0
O 0 0
979
O 0 0
* * w
m w m
como
O"
m o m
o m m
m e -
w o 7
'
7
m r f -
w o o
o a m
O 0 0
O 0 0
o w m
979
779
-0.3
. . .
c c c
**o
m m w
m m c
oaa
3ss
mmm
dab
mhiN
e. : :.
.
c c c
mmm
*
am m m
mmm
- c c
hihl0
m m w
kFk
.
.
.
c c c
r - 7
c c c
c e ?
wwcv
Na-
m. m. m.
I---
c c c
?
??
c e c c e
- - e
w w w
CVNN
999
O 0 0
tc m
E O
m
mw m
w m a
d
m
m
mw m
w mw
a
-
m
mco m
w mw
d
m
m
w m w
m w m
d
e
m
m w m
w m w
w
m
mwrn
w m w
$?Z
d
d
I-
"
2e2
III
cvcvr
" e
"
x x x
x x x
x x x
u?
222
III
- --
m
m
w m w
mwrn
c c c
m
m
w m w
mwrn
""u?
c v - e
x x x
x x x
f C Z
HHI
ssa
O 0 0
28
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
oocv
ASME B1.13M-2001
O
I-
O 0 0
*ao
TON
O 0 0
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
METRIC SCREW THREADS: M PROFILE
m o w
CFZ
ò o ò
d e m
m o o
.0e0. -
N C U F I
mcycu
E
Ela
=
cis
I
w m w
&&ri
m m m
“N
.E
O“
u w w
m m m
e ~ m m moam
m o u
ggg
O 0 0
maia
UN^
NO
omco
g g g m8 m8 m8 mg gm gw wg mg mg
m o m
al
V
C U
2:
229,
x x x
m“
x x x
““m
c
r
x x x
hlhlm
x x x
2“
x x x
.
.”
--CV
N r d
wm-4
x x x
x x x
x x x
29
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
O 0 0
O 0 0
N
b N C V
b r b
9?9
999
b b d
b m m
r
r
m o o
mmcr,
mrz
O 0 0
m o o
r c c
O 0 0
090
577
9 V T
777
m r r
m m N
m r a
m m m
36%
b b w
N r r
COCON
O 0 0
.-?in.
m b b
999
O 0 0
o m 0
<ob03
O 0 0
N O 0
r w o
7 F. r
O 0 0
amcy
N C V C V
m m m
g g g mg gm gm
m m m
999
O 0 0
(0
b
e""
.-mm
N N r
7 r . -
Lnmnhl
""
N
x x x
x x x
x x x
x x x
x x x
32%
m a a
x x x
a m o
%I%
ZZ2
cO q0 g
0
$'"
F P b
u!
o o w
m&? m
m&? m
m a
"!
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
m m o
m m m
997
m r r
b m b
""u?
LD"
r
r
< D W N
x x x
(o00
rs5
30
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
0 0 7
r l - m
O O N
O 0 0
O 0 0
c
TT-!
777
com7
r
r
o 0 0
"Oco
"Oco
O 0 0
O 0 0
N O 0
r m m
7-!7
O 0 0
mmm
""(0
cow4>
O
"
N W "
b b b
m o o
mcom
Ococo
comm
888
"088
" N N
2%
x x x
x x x
lnmo
m o o
mmco
O 0 0
O 0 0
999
999
m$m
"m $$"m
"u>$$"m
comm
mmm
"$"
""
2%
x x x
x x x
Nax x x
O 0 0
oou)
m o o
h l N N
x x x
f T S !2SS H 3 S f f
31
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ACME B1.13M-2001
C
O
U
u)
al
m
n
.-
u)
o
al
C
m
+
Q
al
o
m
L
al
al
c
m
.U
L
O
.-C
E
m o m
r F F
òoo
o m o
m
r m
r - r
oòò
oaom
r
F
F
000:
o m m y -
77"
O 0 0
o w 0
9m-t
T " T
O 0 0
9 0 0
o00
Y
.
"
O
O 0 0
~
q
0 0
wm m w
7"7
u
al
.c
.o
al
Q
u)
c.
O
C
.-m
.-c
E
ri
x
s
ial
c.
como3
m m m
999
O 0 0
m m m
m m m
999
O 0 0
oamm
m m m
mmco
O 0 0
O 0 0
999
m m b
999
m m m
w w 999
O 0 0
m m m
mmoa
999
999
- w e
O 0 0
e b b
O 0 0
.E
.E
.-
C
:
m
C
..-E
U
O
s
u)
C
CUI
e 3
6"
c
ä
..
W
I-
NrJN
NNN
N N N
N N m
x x x
x x x
x x x
x x x
m o m
x x x
m m m
x x x
m m m
x x x
z
32
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
INTERNAL THREAD
Minor Diam., Dl
- LIMITING DIMENSIONS M PROFILE
Pitch Diarn., 4and
Functional Diam. [Note (111
Basic
Thread
Designation
Tolerance
Class
M1.6 X 0.35
M2 X 0.4
M2.5 X 0.45
6H
6H
6H
1.221
1.567
2.013
1.321
1.679
2.138
1.373
1.740
2.208
M3 X 0.5
M3.5 X 0.6
M 4 X 0.7
6H
6H
6H
2.459
2.850
3.242
2.599
3.010
3.422
M5 x 0.8
M6 x 1
M8 X 1.25
6H
6H
6H
4.134
4.917
6.647
M8 x 1
M10 X 1.5
M10 x 1.25
6H
6H
6H
M10 x l
Major Diarn., D
Max. [Note (211
[For Reference)
TOI.
Min
1.458
1.830
2.303
0.085
0.090
0.095
1.600
2.000
2.500
1.736
2.148
2.660
2.675
3.110
3.545
2.775
3.222
3.663
0.100
0.112
0.118
3.000
3.500
4.000
3.172
3.698
4.219
4.334
5.153
6.912
4.480
5.350
7.188
4.605
5.500
7.348
O. 125
0.150
0.160
5.000
6.000
8.000
5.240
6.294
8.340
6.917
8.376
8.647
7.153
8.676
8.912
7.350
9.026
9.188
7.500
9.206
9.348
0.150
0.180
0.160
8.000
10.000
10.000
8.294
10.397
10.340
6H
8.917
9.153
9.350
9.500
O. 150
10.000
10.294
M10 x 0.75
M12 x 1.75
M72 x 7.5
6H
6H
6H
9.188
10.106
10.376
9.378
10.441
10.676
9.513
10.863
11.026
9.645
11.216
0.132
0.200
0.190
10.000
11.O63
12.000
12.000
10.240
12.452
12.407
M12 x1.25
M12 x 1
M14 X 2
6H
6H
6H
10.647
10.917
11.835
10.912
11.153
12.210
11.188
11.350
12.701
11.368
o. 180
11.510
12.913
O. 160
0.212
12.000
12.000
14.000
12.360
12.304
14.501
Min.
Max.
Min.
Max
M14
X
1.5
6H
12.376
12.676
13.026
13.216
0.190
14.000
14.407
M15
X
1
6H
13.917
14.153
14.350
14.510
0.160
15.000
15.304
M16 X 2
M16 X 1.5
M17 x 1
6H
6H
6H
13.835
14.376
15.917
14.210
14.676
16.153
14.701
15.026
16.350
14.913
15.216
16.510
0.212
0.190
O. 160
16.000
16.000
17.000
16.501
16.407
17.304
M18 X 1.5
M20 x 2.5
M20 x 1.5
6H
6H
6H
16.376
17.294
18.376
16.676
17.744
18.676
17.026
18.376
19.026
17.216
18.600
19.216
0.190
0.224
0.190
18.000
20.000
20.000
18.407
20.585
20.407
M20 x 1
M22 x 2.5
M22 X 1.5
6H
6H
6H
18.917
19.294
20.376
19.153
19.744
20.676
19.350
20.376
21.026
19.510
20.600
21.216
0.160
0.224
0.190
20.000
22.000
22.000
20.304
22.585
22.407
3
2
1.5
6H
6H
6H
20.752
21.835
23.376
21.252
22.210
23.676
22.051
22.701
24.026
22.316
22.925
24.226
0.265
0.224
0.200
24.000
24.000
25.000
24.698
24.513
25.417
M27 X 3
M27 X 2
M30 x 3.5
6H
6H
6H
23.752
24.835
26.21 1
24.252
25.210
26.771
25.051
25.707
27.727
25.316
25.925
28.007
0.265
0.224
0.280
27.000
27.000
30.000
27.698
27.513
30.786
2
1.5
2
6H
6H
6H
27.835
28.376
30.835
28.210
28.676
31.210
28.701
29.026
31.701
28.925
29.226
31.925
0.224
0.200
0.224
30.000
30.000
33.000
30.513
30.417
33.513
6H
6H
6H
33.376
31.670
33.835
33.676
32.270
34.210
34.026
33.402
34.701
34.226
33.702
34.925
0.200
0.300
0.224
35.000
36.000
36.000
35.417
36.877
36.513
6H
6H
6H
36.835
38.376
37.129
37.210
38.676
37.799
37.701
39.026
39.077
37.925
39.226
39.392
0.224
0.200
0.315
39.000
40.000
42.000
. .
39.513
40.417
42.964
M24
M24
M25
M30
M30
M33
X
X
X
X
X
X
M35 x1.5
M36 X 4
M36 X 2
M39
M40
M42
X
X
X
2
1.5
4.5
(continued)
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
TABLE 15
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
TABLE 15
~~~~
~
INTERNAL THREAD
- LIMITING DIMENSIONS M PROFILE (CONT'D)
~
~~
Minor Diam., Dl
Basic
~
~~~~~
Pitch Diam., 4and
Functional Diam. [Note (111
Major Diam., D
Min
Max. [Note (211
(For Reference)
0.224
0.200
0.335
42.000
45.000
48.000
42.513
45.417
49.056
46.937
49.238
54.238
0.236
0.212
0.212
48.000
50.000
55.000
48.525
50.429
55.429
52.428
54.701
59.026
52.783
54.937
59.238
0.355
0.236
0.212
56.000
56.000
60.000
57.149
56.525
60.429
58.305
62.21 O
63.676
60.103
62.701
64.026
60.478
62.937
64.238
0.375
0.236
0.21 2
64.000
64.000
65.000
65.241
64.525
65.429
68.376
65.505
69.835
68.676
66.305
70.210
69.026
68.103
70.701
69.238
68.478
70.937
0.212
0.375
0.236
70.000
72.000
72.000
70.429
73.241
72.525
6H
6H
6H
73.376
73.505
77.835
73.676
74.305
78.210
74.026
76.103
78.701
74.238
76.478
78.937
0.212
0.375
0.236
75.000
80.000
80.000
75.429
81.241
80.525
M80 x 1.5
M85 x 2
M90 x 6
6H
6H
6H
78.376
82.835
83.505
78.676
83.210
84.305
79.026
83.701
86.103
79.238
83.937
86.478
0.212
0.236
0.375
80.000
85.000
90.000
80.429
85.525
91.241
M90 x 2
M95 x 2
M100 x 6
6H
6H
6H
87.835
92.835
93.505
88.210
93.210
94.305
88.701
93.701
96.103
88.937
93.951
96.503
0.236
0.250
0.400
90.000
95.000
100.000
90.525
95.539
101.266
M100 x 2
M105 X 2
M110 x 2
6H
6H
6H
97.835
102.835
107.835
98.210
103.21O
108.21O
98.701
103.701
108.701
98.951
103.951
108.951
0.250
0.250
0.250
100.000
105.000
110.000
100.539
105.539
110.539
M120 x 2
M130 X 2
M140 X 2
6H
6H
6H
117.835
127.835
137.835
118.210
128.210
138.210
118.701
128.701
138.701
118.951
128.951
138.951
0.250
0.250
0.250
120.000
130.000
140.000
120.539
130.539
140.539
M150 x 2
M160 X 3
M170 x 3
6H
6H
6H
147.835
156.752
166.752
148.210
157.252
167.252
148.701
158.051
168.051
148.951
158.351
168.351
0.250
0.300
0.300
150.000
160.000
170.000
150.539
160.733
170.733
M180 x 3
M190 x 3
M200 x 3
6H
6H
6H
176.752
186.752
196.752
177.252
187.252
197.252
178.051
188.051
198.051
178.351
188.386
198.386
0.300
0.335
0.335
180.000
190.000
200.000
180.733
190.768
200.768
Thread
Designation
Tolerance
Class
Min.
Max.
Min.
Max
TOI.
M42 X 2
M45 x1.5
M48x5
6H
6H
6H
39.835
43.376
42.587
40.210
43.676
43.297
40.701
44.026
44.752
40.925
44.226
45.087
M48x2
M50 X 1.5
M55 x 1.5
6H
6H
6H
45.835
48.376
53.376
46.210
48.676
53.676
46.701
49.026
54.026
M56 x 5.5
M56 x 2
M60 X 1.5
6H
6H
6H
50.046
53.835
58.376
50.796
54.210
58.676
M64x6
M64x2
M65 X 1.5
6H
6H
6H
57.505
61.835
63.376
M70 X 1.5
M72 x 6
M72 x 2
6H
6H
6H
M75 x1.5
M80 x 6
M80 x 2
GENERAL NOTE: All dimensions are in millimeters.
NOTES:
(1) See para. 5.4.2.
(2) Dimension is used in the design of tools, etc. In dimensioning internal threads it is not normally specifed. Generally major
diameter acceptance is based on maximum material condition gaging.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
34
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
I
D1 max. minor diam.
I
@ basic pitch diam.
1
I
GENERAL NOTE: Section lined portions identify tolerance zone.
NOTE:
(1) Dimension is used in the desian of tools, etc. In dimensioning internal threads it is not normally specified. Generally
major diameter acceptance is based upon a maximum material condition gaging.
FIG. 8 INTERNAL THREAD
- LIMITING M PROFILE, TOLERANCE POSITION H
9.4.2 Internal Metric Screw Thread, Standard
Size. The example in Table 16B shows how tabulated
values for allowances and tolerances (in accordance
with IS0 965-1) are used for the calculation of size
limits in ASME B1.13M tables for standard internal
thread sizes listed in IS0 261. See para. 9.4.4 for an
example with a size not listed in I S 0 261.
accordance with IS0 965-1) are used for the calculation
of size limits in ASME B1.13M tables for standard
internal thread sizes listed in I S 0 261, see para. 9.4.2.
9.4.3 Metric External Screw Thread, NonStandard Size. The example in Table 16C shows
how size limit calculations are made by use of formulas
for sizes not listed in I S 0 261. For an example of
how tabulated values for allowances and tolerances (in
accordance with IS0 965-1) are used for the calculation
of size limits in ASME B1.13M tables for standard
external thread sizes listed in IS0 261, see para. 9.4.1.
10.1 Lead and Flank Angle Acceptance
10 LEAD AND FLANK ANGLE TOLERANCES
Acceptance of lead and flankangles of product screw
threads shall be in accordance with the following. These
factors also contribute to visual identification of gross
defects in thread profile.
10.1.1 When Thread Gaging System 21 of ASME
B1.3 is specified, product thread lead (including helix)
and flank angle variations are not considered.
9.4.4 Internal Metric Screw Thread, NonStandard Size. The example in Table 16D shows
how size limit calculations are made by use of formulas
for sizes not listed in I S 0 261. For an example of
how tabulated values for allowances and tolerances (in
10.1.2 When Thread Gaging System 22 of ASME
B1.3 is specified, with the pitch diameter or thread
groove diameter inspection required, the product thread
35
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Dl basic minor diam.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
d basic major diam.
I
d max. major diam.
I
d min. major diam.
I
I
I
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
?II I
I
d2 max. pitch diam.
I
Q basic pitch diam.
GENERAL NOTE: Section lined portions identify tolerance zone and unshaded portions identify allowance (fundamental
deviation).
FIG. 9
EXTERNAL THREAD
- LIMITING M THREAD PROFILE, TOLERANCE POSITION g
B1.3) and the maximum material characteristic (GO in
Tables 1 and 2, Col. A of ASME B1.3) must be
accepted by the gages specified for System 23, over
the standard GO thread gage length.
Allowable variations in lead and flank angles are
maximum values. Maximum variation in these and pitch
diameter tolerance cannot be taken simultaneously. See
paras. 10.1.5 and 10.1.6.
lead (including helix) and flank angles shall be considered acceptable when the minimum material characteristic (pitch diameter or thread groove diameter in Tables
1 and 2, Cols. C and D of ASME B1.3) and the
maximum material characteristic (Goin Tables 1 and
2, Col. A of ASME B1.3) are accepted by the gages
specified for System 22, over the standard GO thread
gage length.
When thread gaging system 22 is specified with NOTGO (LO) functional diameter combined with control of
lead and flank option, agreements must be reached
between the purchaser and the supplier on lead and
flank angle limits and method of evaluation.
10.1.4 When individual inspections of lead (including helix) and flank angle variations are required, in
addition to thread gaging System 21 or 22 of ASME
B1.3, the allowable variations for these characteristics
shall be specified.
10.1.3 When Thread Gaging System 23 of ASME
B1.3 is specified, product thread lead and flank angles
shall be acceptable if within the allowable variations
as specified in Tables 17 and 18. Also, the minimum
material characteristic (pitch diameter or thread groove
diameter in Tables 1 and 2, Cols. C and D of ASME
10.1.5 For sizes not included in Tables 17 and
18, the allowable lead variation is equal to 0.57735
times one-half the pitch diameter tolerance. This is the
lead variation which causes a change in functional
diameter equal to one-half the pitch diameter tolerance.
36
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
1O. 1.6 For requirements of paras. 1O. 1.4 and 1O. 1.5,
lead variation values tabulated or calculated are the
maximum variations from specified lead between any
two points not farther apart than the length of the
standard GO thread gage. (See ASME B47.1.) Flank
angle variation values are maximum variations from
the basic 30 deg angle between thread flanks and
perpendiculars to the thread axis.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
The allowable flank half-angle variation in minutes of
arc is equal to 125 divided by the square root of pitch
for pitch diameter tolerance grade 6 and 80 divided
by the square root of pitch for pitch diameter tolerance
grade 4. For other standard tolerance grades, mdtiply
allowable angle variations for tolerance grade 6 by the
multipliers in para. 6.6.1.1. Round calculated angle
variations to the nearest 5 min.
37
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
u)
0
al
-mn
U
h
t
C
U
a
C
¿
Q
b
U
C
a
a
U
z
3U
a
c:
v:
-
6
5
c
w
8w
s
a
w
s
r
3
m
a
c
38
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
w
-ua
N
n
a
Pz
a
k
ci
wa
I
l-
3
W
a
U
VI
ua
5;
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
z
-a
:
U
t
L
U
C
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B 1.I 3M-2001
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Lo
.-
I-
9
c
r
c
z
N
II
II
Lo
N
8
.-
a
o
I
I
a
In
O
C
I-
e
E
?
II
II
II
III!
2
c
II
.-!i
X
!ì
E
-c
-0
40
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
C
h
c
h
c
I
3
t
C
i
C
#
F
!
P
I
ll
I
!
cà
C
C
I
7
I
I
i
‘t
:
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
B
3
.c
*
C
O
P
W
N
vj
n
a
P2
2
z
O
z
ri
Ya
h
U
u:
I
h
3
W
I-
.-
l-
II
d
a 2
o x
F
2
a
F
lü
C
-I
m
5II
m
N
a
iñ
¿!
m
U
L
a f
2
U
d
n
II Il II Il Il
r
II
>
2
d
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
v)
W
-z
ö
W
4
3a
Y
r
Lu
4
m
s
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
d
x
9
c
II
eo
c
Zi
w
cv
z
c
II
x
E
a
43
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ASME B1.13M-2001
I
TABLE 17 ALLOWABLE VARIATIONS IN LEAD AND EQUIVALENT
CHANGE IN FUNCTIONAL DIAMETER
I
GENERAL NOTE: See paras. 10.1.3 through 10.1.6 for applicability.
External Threads
M1.6
0.35
X
M2 x0.4
M2.5 x 0.45
M3
0.5
X
M3.5 x 0.6
M 4 x 0.7
M5
X
0.8
M6
X
1
M8
X
1.25
M8
X
1
M10
X
1.5
M10
X
1.25
M10 x 1
M10
X
0.75
M12
X
1.75
MI2
X
1.5
M12
X
1.25
M12 x 1
Tolerance
Class
6g
4969
69
4969
69
4969
69
4969
69
4969
69
4969
6g
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
6g
4969
69
49%
M14
X
2
M14
X
1.5
M15
X
1
M16
X
2
M16 x1.5
M17
X
1
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
Allowable
Variation
in Lead
Equivalent
Change in
Functional
Diameter
(tl
(+I
0.018
0.012
0.019
0.012
0.020
0.013
0.022
0.014
0.025
0.015
0.026
0.016
0.027
0.017
0.032
0.020
0.034
0.022
0.032
0.020
0.038
0.025
0.034
0.022
0.032
0.020
0.029
0.019
0.032
0.020
0.034
0.021
0.036
0.022
0.038
0.024
0.042
0.026
0.045
0.028
0.048
0.030
0.056
0.036
0.059
0.038
0.056
0.036
0.066
0.042
0.059
0.038
0.056
0.036
0.050
0.032
0.075
0.048
0.070
0.045
0.066
0.042
0.059
0.038
0.080
0.050
0.070
0.045
0.059
0.038
0.080
0.050
0.070
0.045
0.059
0.038
0.043
0.027
0.040
0.026
0.038
0.025
0.034
0.022
0.046
0.029
0.040
0.026
0.034
0.022
0.046
0.029
0.040
0.026
0.034
0.022
Allowable
Variation
in Lead
Equivalent
Change in
Functional
Diameter
(=I
(-1
6H
0.025
0.042
6H
0.026
0.045
6H
0.027
0.048
6H
0.029
0.050
6H
0.032
0.056
6H
0.034
...
...
0.059
6H
0.036
0.062
6H
0.043
0.075
6H
0.046
0.080
6H
0.043
0.075
6H
0.052
0.090
6H
0.046
0.080
6H
0.043
0.075
6H
0.038
0.066
6H
0.058
0.100
6H
0.055
0.095
6H
0.052
0.090
6H
0.055
0.080
6H
0.061
0.106
6H
0.055
0.095
6H
...
6H
...
0.055
0.080
0.061
0.106
6H
0.055
0.095
6H
0.046
0.080
Tolerance
Class
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Basic
Thread
Designation
,
Internal Threads
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
Icon tin uedl
44
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
TABLE 17 ALLOWABLE VARIATIONS IN LEAD AND EQUIVALENT
CHANGE IN FUNCTIONAL DIAMETER (CONT'D)
GENERAL NOTE: See paras. 10.1.3 through 10.1.6 for applicability.
External Threads
Basic
Thread
Designation
MI8
X
1.5
M20 x 2.5
M20 x 1.5
M20 x 1
M22 x 2.5
M22 x1.5
M24
X
3
M24 x 2
M25 xl.5
M27 X 3
M27 x 2
M30 x 3.5
M30 x 2
M30 x 1.5
M33 x 2
M35 x 1.5
M36 x 4
M36 x 2
M39 x 2
M40
X
1.5
M42 x 4.5
M42
X
2
M45 x 1.5
M48x5
M48x2
M50 x 1.5
Tolerance
Class
Allowable
Variation
in Leàd
(2)
0.040
0.026
0.049
0.031
0.040
0.026
0.034
0.022
0.049
0.040
0.026
0.058
0.036
0.049
0.031
0.043
0.025
0.058
0.049
0.031
0.061
0.038
0.049
0.031
0.043
0.025
0.049
0.031
0.043
0.065
0.040
0.049
0.031
0.049
0.031
0.043
0.025
0.068
0.043
0.049
0.031
0.043
0.025
0.072
0.046
0.052
0.032
0.046
0.029
Internal Threads
Equivalent
Change in
Functional
Diameter
(+I
0.070
0.045
0.085
0.053
0.070
0.045
0.059
0.038
0.085
0.070
0.045
0.100
0.062
0.085
0.053
0.075
0.042
0.100
0.085
0.053
0.106
0.066
0.085
0.053
0.075
0.042
0.085
0.053
0.075
0.112
0.070
0.085
0.053
0.085
0.053
0.075
0.042
0.118
0.075
0.085
0.053
0.075
0.042
O. 125
0.080
0.090
0.056
0.080
0.050
Tolerance
Class
6H
Allowable
Variation
in Lead
Equivalent
Change in
Functional
Diameter
It)
I-)
0.055
0.095
...
...
6H
0.065
0.1 12
6H
0.055
0.095
6H
0.046
0.080
6H
6H
0.065
0.055
0.112
0.095
6H
0.076
0.132
6H
0.065
0.1 12
6H
0.058
0.100
6H
6H
0.076
0.065
0.132
0.1 12
6H
0.081
0.140
6H
0.065
0.112
6H
0.058
0.100
6H
0.065
0.112
6H
6H
0.058
0.087
0.100
0.150
6H
0.065
0.112
6H
0.065
0.112
6H
0.058
0.100
6H
0.091
0.158
6H
0.065
0.112
6H
0.058
0.100
6H
0.097
0.168
6H
0.068
0.118
6H
0.061
0.106
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
(continued)
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
METRIC SCREW THREADS: M PROFILE
ACME B1.13M-2001
TABLE 17 ALLOWABLE VARIATIONS IN LEAD AND EQUIVALENT
CHANGE IN FUNCTIONAL DIAMETER (CONT'D)
GENERAL NOTE: See paras. 10.1.3 through 10.1.6 for applicability.
External Threads
Basic
Thread
Designation
M55 X 1.5
M56
X
5.5
M56 x 2
M60
X
1.5
M64x6
M64x2
M65
X
1.5
M70 X 1.5
M72 X 6
NI72
X
2
M75
X
1.5
M80
X
6
M80 X 2
M80
X
1.5
M85 X 2
M90 x 6
M90 x 2
M95 x 2
M100 x 6
M100 x 2
M105 X 2
M110 x 2
M120 x 2
M130 X 2
Tolerance
Class
6g
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
ss
4969
69
4969
69
4969
69
4969
69
4969
69
4969
69
4969
Internal Threads
Allowable
Variation
in Lead
Equivalent
Change in
Functional
Diameter
(LI
(+I
0.046
0.029
0.076
0.049
0.052
0.032
0.046
0.029
0.081
0.052
0.052
0.032
0.046
0.029
0.046
0.029
0.081
0.052
0.052
0.032
0.046
0.029
0.081
0.052
0.052
0.032
0.046
0.029
0.052
0.032
0.081
0.052
0.052
0.032
0.055
0.034
0.087
0.055
0.055
0.080
0.050
0.132
0.085
0.090
0.056
0.080
0.050
0.140
0.090
0.090
0.056
0.080
0.050
0.080
0.050
0.140
0.090
0.090
0.056
0.080
0.050
0.140
0.090
0.090
0.056
0.080
0.050
0.090
0.056
0.140
0.090
0.090
0.056
0.095
0.059
0.150
0.095
0.095
0.059
0.095
0.059
0.095
0.059
0.095
0.059
0.095
0.059
0.034
0.055
0.034
0.055
0.034
O. 055
0.034
0.055
0.034
Tolerance
Class
Allowable
Variation
in Lead
Equivalent
Change in
Functional
Diameter
(-1
(i)
0.061
...
O. 106
...
6H
0.102
0.178
6H
0.068
0.118
6H
0.061
0.106
6H
0.108
0.188
6H
0.068
0.1 18
6H
0.061
0.106
6H
0.061
0.106
6H
0.108
0.188
6H
0.068
0.118
6H
0.061
O. 106
6H
0.108
O. 188
6H
0.068
0.118
6H
0.061
0.106
6H
0.068
0.118
6H
0.108
0.188
6H
0.068
0.118
6H
0.072
0.125
6H
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
0.115
...
6H
0.072
O. 125
6H
0.072
0.125
6H
0.072
O. 125
0.072
0.125
...
...
6H
...
...
...
6H
...
6H
...
...
...
...
...
0.072
...
...
...
...
0.200
...
...
...
...
0.125
...
~
(continued)
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
46
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
METRIC SCREW THREADS: M PROFILE
TABLE 17 ALLOWABLE VARIATIONS IN LEAD AND EQUIVALENT
CHANGE IN FUNCTIONAL DIAMETER (CONT'D)
GENERAL NOTE: See paras. 10.1.3 through 10.1.6 for applicability.
External Threads
Basic
Thread
Designation
M140 x 2
MI50 x 2
MI60 x 3
M170 x 3
M180 x 3
MI90 x 3
M200 x 3
Tolerance
Class
69
4969
69
4969
ss
4969
69
4969
69
4g69
69
4969
69
4969
Internal Threads
Allowable
Variation
in Lead
Equivalent
Change in
Functional
Diameter
(+I
(+I
0.055
0.034
0.055
0.034
0.065
0.040
0.065
0.040
0.065
0.040
0.072
0.046
0.072
0.046
0.095
0.059
0.095
0.059
0.112
0.070
0.112
0.070
0.112
0.070
0.125
0.080
0.125
0.080
Tolerance
Class
Allowable
Variation
in Lead
(:I
0.072
O. 125
6H
0.072
0.125
6H
0.087
0.150
6H
0.087
0.150
6H
0.087
0.150
6H
0.097
0.168
6H
0.097
0.168
...
...
...
...
...
...
...
...
...
...
...
...
...
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
TABLE 18 .ALLOWABLE VARIATIONS IN 30
deg BASIC HALF-ANGLE OF SCREW THREADS
External and Internal Threads
Allowable Variation in Half-Ande
~~
Pitch
0.35
0.4
0.45
0.5
0.6
0.7
0.75
0.8
1
1.25
1.5
1.75
2
2.5
3
3.5
4
4.5
5
5.5
6
8
Pitch Diam. TOI.
Grade 4
r Deg
Min
r Deg
Min
3
3
3
2
2
2
2
2
2
1
1
1
1
1
1
1
1
30
20
05
55
40
30
25
20
05
50
40
35
30
20
10
05
05
2
2
2
1
1
1
1
1
1
1
1
1
15
05
O
O
O
O
1
O
O
O
O
O0
55
50
45
45
40
40
35
35
35
30
O
O
O
55
55
50
45
O
O
O
O0
55
45
35
30
30
20
10
05
O0
GENERAL NOTE: See paras. 10.1.3 t h r o u g h 10.1.6 for
applicability.
47
Copyright ASME International
Provided by IHS under license with ASME
(4
6H
...
GENERAL NOTE: All dimensions are in millimeters.
Pitch Diam. TOI.
Grade 6
Equivalent
Change in
Functional
Diameter
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
...
...
...
...
...
...
...
ASME B1.13M-2001
NONMANDATORY APPENDIX A
STANDARD RULES FOR ROUNDING
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
See ASME B1.30 for rounding rules and examples.
49
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
NONMANDATORY APPENDIX B
THREAD STRENGTH DESIGN FORMULAS
where
AS, = minimum thread shear area for internal
threads, mm2
AS, = minimum thread shear area for external
threads, mm2
LE = length of engagement
B1 THREAD TENSILE STRESS AREA
The following tensile stress area formula is used for
the purpose of product acceptance computations per
IS0 898/1. This formula is based upon the area at a
section midway between the basic pitch diameter and
the basic rounded form minor diameter with radius of
0.144P.
B3 LENGTH OF THREAD ENGAGEMENT
Tensile stress Area, mm2
In general the length of engagement of mating threads
is selected to utilize full tensile strength of a bolt prior
to shearing of nut threads. Other applications may
require internai thread shear prior to failure of the
externally threaded part. For non-critical design, the
following formulas are often used for approximation:
A, = 0.7854 (dbsc - 0.9382P)2
B2 THREAD SHEAR AREA
The following formulas for thread shear areas are
geometric minimum values. Shear Vhread Stripping)
strength of screw threads under load are dependent, in
addition, o n mating component relative material
strengths, nut geometry, and coefficient of friction
between thread bearing surfaces. Effective shear areas
are therefore somewhat less than the geometric values.
Tensile strength of externally threaded part, kN
Shear strength of threads, kN
= S,(AS, or ASs)/2000
Thread Geometric Shear Areas:
AS,, =
where
3.1416
p
LE d min.
S, = Ultimate tensile strength of material, MPa
+ 0.57735( d min. - Dz max.)
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
An internationally accepted study on the subject has
been published in the 1977 Transactions of the Society
of Automotive Engineers as Paper number 770420.
Analysis and Design of Threaded Assemblies by E.
M. Alexander.
P
AS, = 3’1416
LE Dl max.
[g + 0.57735
(d2 min.
- Dl
max.
11
50
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
NONMANDATORY APPENDIX C
LIMITING DIMENSIONS M PROFILE SCREW THREADS
INCH TRANSLATION
-
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
This Appendix presents an inch translation of limiting
dimensions for M profile screw threads appearing in
Tables 14 and 15. Data appearing here are for reference only.
51
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
NONMANDATORY APPENDIX C
-fim
w r r
O N N
m m m
999
999
m m o
m m m
m m m
O 0 0
809
òo'ò
r r a
m m m
- r N
g
z z
N O 0
òòò
O 0 0
;Es
. . .
O 0 0
O 0 0
afio
- m m
fifi0
77"
meum
a f i m
ofifi
O 0 0
mmb e m
m m m
fib0
- w u
NNN
O 0 0
r m m
w m m
m - r
o m m
NNN
0 0 -
c c -
0 0 -
ò ò ò
999
77.
O 0 0
. . .
ò o ò
7NN
O 0 0
W O N
ò o o
m w w
O 0 0
999
òòò
w e b
O 0 0
o o m
m m N
7 7 .
O 0 0
r m m
m m m
N O 0
N'?"!
O 0 0
O 0 0
7 - 0
o w w
mmcu
N m m
% % % %C$!
òòò
00'0:
O 0 0
.7N
N T 0
m m m
mfifi
b b N
N O 0
999
999
999
999
O 0 0
&
Gg g
gg ggc :
:2
O 0 0
O 0 0
O 0 0
O
O 0 0
O 0 0
O 0 0
090?
0 0
O 0 0
m m
"N
00-
r - r
x x x
m m w
wcom
x x x
x x x
x x x
HEZ EEZ
52
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
NONMANDATORY APPENDIX C
rm
m
m
o w w r
m o o N
w m m m
w m m d
ggzg
m o o
m
m m
m m
m
ggg
mr-r-
999
8
Ô 0 0
l-(ow
Gm Zm mZ
O 0 0
a
28
m m m
m m m
999
O 0 0
Bm
w e r w
r m m m
O O N m
m m m o
c?c?c?Y
m
2
0 0 0
O 0 0 0
000
m
m
w
d
2
Lo
w
d
O
8
m
N
m
Lo
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
2
d
m
0
w
2
fN
mmr?
mmr?
N d b
w w w
CO
2
--??Y
O 0 0
m
m
m
m
d N N
244
080'0'
$32
2
N
O N N
N O 0
NaCo
999
O 0 0
zO z0 z0
r o o
r
r
c
O
O 0 0
8
999
O 0 0
m
$%)(o"
Q
u>
?Lo.Lo.-!
m
m
-!
Lo.
r
N N F
x x x x
x x x
x x x
NNNN
N N N
444
HIP
y
r
r
r
r
r
r
c
ZHPH
r
c
555
00'0'
O 0 0
m o i
mw g
m
mw m
w mw
"Lo.
sxy
w m a
m
w
d
Q
r
Lo."
c c
r
r e - -
X
x x x
x x x
x x x
k??
HHH
O 0 0
r
H
50s:
PPH
55s
53
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
NONMANDATORY APPENDIX C
006
w w w
d d w
+
fim
mml-
m m m
b m m
m m m
com+
7 7 4
O 0 0
b o o
999
O 0 0
b b 0
b b m
999
O 0 0
e
O
2
d
U
000
. . .
~.
Oô0
r r -
O
er
&
B
+Q>b
m w r
b w w
O 0 0
O 0 0
000
n
Y
o 0 0
er
I
I-
w o o
w m m
$
$.14.:.
m r r
2
r r r
E
I-
w
w o o
w m m
~.
000
t
Lu
-I
cn
ul u l w
< o w o)
w
m
o)
caco
. . .
9
99
r c r
. . .
v e r
r
. . .
c
r
o)
o) o)w
< o w o)
o)
w o w
w
cr
a
I" "4i nr
r
r
x x x
,""
m(U,
. c r
x x x
x x x
"in
mmh(
x x x
"u!
"
h l r r
h l w r
x x x
x x x
54
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
.s
c
C
O
2
z
W
3
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ACME B1.13M-2001
NONMANDATORY APPENDIX C
F F P
r o o
800
O 0 0
22%
rnrnm
99'
O 0 0
~~
o 0 0
F F r n
a
"
OCUN
m
a w
rnmm
O 0 0
O 0 0
b b w
P F O
m a m
w w w
warn
o o m
m m w
ggg
9""
999
aas
3
c
c
2
O F N
r n r m
w m m
mmr-
oohl
tititi
w m m
m o o
mmm
P I O 0
9
'.
r r r
E
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
5
C
I
wrnrn
O 0 0
rhlhl
rnrnrn
w w w
O 0 0
wrnm
888
999
ZO 30 %0
mrnrn
a r c
O 0 0
r o m
p g
O 0 0
O 0 0
2
m 8
b
m a $
rn
"'o
r r m
x x x
rnNN
""u!
r e -
$U?Z
x x x
x x x
x x x
oorn
rnww
rnrna
223 222
5152
ui
x x x
2 w a
x x x
(0-0
O b b
Nhle
rnrnw
(Daw
111 111
55
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
NONMANDATORY APPENDIX C
w w w
- 0 0
m m m
mmrn
999
O 0 0
3
e w w
O 0 0
w
m m
PImm
999
O 0 0
.E:
c
O 0 0
C
O
P
NhjN
O 0 0
-00
---
zO g0 %
0
O 0 0
000
N
Q
>
999
~
-0-3
O 0 0
w o w
m - o
cumw
m o o
g!!
P I O 0
m o o
a
o 0
m r r
o r r
FiFiFi
m w w
E
O 0 0
s
. . .
Fic-4Fi
w m m
m m m
r r r
a
B
o00
m m o
r r m
gss
O 0 0
m(0" o>
x x x
N N N
f%%
m m r
r r m
O 0 0
999
O00
o)
o)*
o o m
$22
w m 3
*
w 9 6 l
o w w
O 0 0
O 0 0
o)=
P
$
"u!
O 0 0
cn3 o)
$"
< O W N
N r r
x x x
"w
(ONN
x x x
O 0 0
w m m
x x x
x x x
O 0 0
m
m m
ggg
TEE ESE
m o o
m m
m r r
O 0 0
O 0 0
000
m rwnm
o
m
Ias ZIT
w N N
x x x
0 0 0
O 0 0
r r r
I52
56
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
o w w
m N N
00'0'
O 0 0
ASME B1.13M-2001
NONMANDATORY APPENDIX C
E
I
(o
al
c
U
o00
m
m m
e-.-
o00
m m m
7 - F
O 0 0
O 0 0
O 0 0
O 0 0
999
999
00
o00 o
m m
r.n-mcmc m
.---
m m m
999
999
O 0 0
O 0 0
O 0 0
O 0 0
coam
- 7 -
O 0 0
999
O 0 0
m m m
m
mco
7 - 7
m m m
cocoa
r
e
y
O 0 0
O 0 0
999
999
O 0 0
O 0 0
I
?
I
'
1
.-C
.-C
al
Li
m
u)
C
.-O
u)
C
al
"m9$ m
"
$m$
$"$
"mg$ m
"
$m$
m$m
$"ga
"$"
$m
g * g "m$
*
$en$
E
ü
-
ä
..
2
O
z
N N N
N N N
N N C V
N N N
m o m
mmm
mmm
x x x
x x x
x x x
x x x
x x x
x x x
x x x
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
57
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
NONMANDATORY APPENDIX C
ASME Bl.13M-2001
Minor Diam., Dl
- LIMITING DIMENSIONS M PROFILE
Pitch Diam., 4and
Functional Diam. [Note (111
Major Diam., R
Nominal
Pitch,
Basic
Thread
Designation
Tolerance
Class
Min.
Max.
Min.
Max.
TOI.
Min.
Max. [Note (211
(Reference)
M1.6 X 0.35
M2 x 0.4
M2.5 X 0.45
6H
6H
6H
0.04807
0.06169
0.07925
0.05201
0.06610
0.08417
0.05406
0.06850
0.08693
0.05740
0.07205
0.09067
0.00334
0.00355
0.00374
0.06299
0.07874
0.09843
0.06835
0.08457
O. 10472
0.01378
0.01575
0.01772
M3 X 0.5
M3.5 X 0.6
M 4 x 0.7
6H
6H
6H
0.09681
0.11220
O. 12764
O. 10232
0.11850
0.13472
O. 10531
0.12244
O. 13957
0.10925
0.12685
0.14421
0.00394
0.00441
0.00464
0.1 1811
o.wao
O. 15748
O. 12488
O. 14559
0.16610
0.01969
0.02362
0.02756
M5 X 0.8
M6 x 1
M8 x 1.25
6H
6H
6H
O. 16276
O. 19358
0.26169
0.17063
0.20287
0.27213
O. 17638
0.21063
0.28299
0.18130
0.21654
0.28929
0.00492
0.00591
0.00630
O. 19685
0.23622
0.31496
0.20630
0.24780
0.32835
0.03150
0.03937
O .O492 1
M8 x 1
M10 x 1.5
M10 x 1.25
6H
6H
6H
0.27232
0.32976
0.34043
0.28161
0.34157
0.35087
0.28937
0.35535
0.36173
0.29528
0.36244
0.36803
0.00591
0.00709
0.00630
0.31496
0.39370
0.39370
0.32654
0.40933
0.40709
0.03937
0.05906
0.04921
M10 x 1
M10 X 0.75
M12 x 1.75
6H
6H
6H
0.351 06
0.36173
0.39787
0.36035
0.36921
0.41106
0.3681 1
O. 374 53
0.42768
0.37402
0.37972
0.43555
0.00591
0.00519
0.00787
0.39370
0.39370
0.47244
0.40528
0.403 15
0.49024
0.03937
0.02953
0.06890
M12 x 1.5
M12 x 1.25
M12 x 1
6H
6H
6H
0.40850
0.41917
0.42980
0.42031
0.42961
0.43909
0.43409
0.44047
0.44685
0.44157
0.44756
0.45315
0.00748
0.00709
0.00630
0.47244
0.47244
0.47244
0.48846
0.48661
0.48441
0.05906
0.049 21
0.03937
M14 x 2
M14 x 1.5
M15 x 1
6H
6H
6H
0.46594
0.48724
0.54791
0.48071
0.49906
0.50839
0.52031
0.57 126
0.00835
0.00748
0.00630
0.55118
0.551 18
0.59055
0.57091
0.56720
0.60252
0.07874
0.05906
0.55120
0.50004
0.51283
0.56496
M16 x 2
M16 X 1.5
M17 X 1
6H
6H
6H
0.54469
0.56598
0.61886
0.55945
0.57780
0.63594
0.57878
0.59157
0.64370
0.58713
0.59906
0.65000
0.00835
0.00749
0.00630
0.62992
0.62992
0.66929
0.64965
0.64594
0.68 126
0.07874
0.05906
0.03937
M18 X 1.5
M20 x 2.5
M20 x 1.5
6H
6H
6H
0.64472
0.68087
0.72346
0.65654
0.69858
0.73528
0.67031
0.72346
0.74906
0.67780
0.73228
0.75654
0.00749
0.00882
0.00748
0.70866
0.78740
0.78740
0.72469
0.81043
0.80343
O. O59O6
0.09843
0.05906
M20 x 1
M22 x 2.5
M22 x 1.5
6H
6H
6H
0.74476
0.75961
0.80220
0.75406
0.77732
0.81402
0.76181
0.80220
0.82780
0.7681 1
0.81 102
0.83528
0.00630
0.00882
0.00748
0.78740
0.86614
0.86614
0.79937
0.88917
0.88217
0.03937
0.09843
0.05906
M24 x 3
M24 x 2
M25 X 1.5
6H
6H
6H
0.81701
0.85965
0.92031
0.83669
0.87441
0.93213
0.86815
0.89374
0.94591
0.87858
0.90256
0.95378
0.01043
0.00882
0.00787
0.94488
0.94488
0.98425
0.97236
0.96508
1.O0067
0.1 1811
0.07874
0.05906
M27 X 3
M27 x 2
M30 X 3.5
6H
6H
6H
0.93512
0.97776
1.03193
0.95480
0.99252
1.O5398
0.98626
1.01185
1.09161
0.99669
1.02067
1.10264
0.01043
0.00882
0.01 103
1.O6299
1.06299
1.18110
1.O9047
1.O8319
1.21205
0.11811
0.07874
0.13780
M30 x 2
M30 X 1.5
M33 x 2
6H
6H
6H
1.09587
1.11717
1.21398
1.11063
1.12898
1.22874
1.12996
1.14276
1.24807
1.13878
1.15063
1.25689
0.00882
0.00787
0.00882
1.18110
1.18110
1.29921
1.20130
1.19752
1.31941
0.07874
0.05906
0.07874
M35 x 1.5
M36 X 4
M36 x 2
6H
6H
6H
1.31402
1.24685
1.33209
1.32559
1.27047
1.34685
1.33961
1.31504
1.36618
1.34748
1.32685
1.37500
0.00787
0.01 181
0.00882
1.37795
1.41732
1.41732
1.39437
1.45185
1.e752
0.05906
0.15748
0.07874
M39 x 2
M40 X 1.5
M42 x 4.5
6H
6H
6H
1.45020
1.5 1087
1.46177
1.46496
1.52268
1.48815
1.48429
1.53646
1.53846
1.49311
1.54433
1.55087
0.00882
0.00787
0.01241
1.53543
1.57480
1.65354
1.55563
1.59122
1.69150
0.07874
0.05906
0.17717
P
0.03937
ícontinved)
58
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
TABLE C2 INCH TRANSLATION FOR INTERNAL THREAD
ASME B1.13M-2001
NONMANDATORY APPENDIX C
TABLE C2 INCH TRANSLATION FOR INTERNAL THREAD
(CONT'DI
Basic
Thread
Designation
Minor Diam., Dl
- LIMITING DIMENSIONS M
Pitch Diam., 4and
Functional Diam. [Note (111
PROFILE
Major Diam., D
Min.
Max.
Min.
Max.
TOI.
Min.
M42 X 2
M45 X 1.5
M48x5
6H
6H
6H
7.5683 7
1.70772
1.67665
1.58307
1.71953
1.70461
1.60240
1.73331
1.76189
1.61122
1.74118
1.77508
0.00882
0.00787
0.01319
1.65354
1.77165
1.88976
1.67374
1.78807
1.93134
0.07874
0.05906
0.19685
M48 X 2
M50 X 1.5
M55 X 1.5
6H
6H
6H
1.80453
1.go457
2.10142
1.81929
1.91638
2.11323
1.83862
1.93016
2.12701
1.84791
1.93850
2.13535
0.,00929
0.00834
0.00834
1.88976
1.96850
2.16535
1.91043
1.98539
2.18224
0.07874
0.05906
0.05906
M56 X 5.5
M56 X 2
M60 X 1.5
6H
6H
6H
1.97031
2.11949
2.29827
1.99984
2.13425
2.31008
2.06409
2.15358
2.32386
2.07807
2.16287
2.33220
0.01398
0.00929
0.00834
2.20472
2.20472
2.36220
2.24996
2.22539
2.37909
0.21654
0.07874
0.05906
M64 X 6
M64x2
M65 x 1.5
6H
6H
6H
2.26398
2.43445
2.49512
2.29547
2.44921
2.50693
2.36626
2.46854
2.52071
2.38102
2.47783
2.52906
0.01476
0.00929
0.00835
2.51969
2.51969
2.55906
2.56854
2.54035
2.57594
0.23622
0.07874
0.05906
M70 X 1.5
M72 x 6
M72 x 2
6H
6H
6H
2.69197
2.57894
2.74941
2.70378
2.61043
2.76417
2.71756
2.68122
2.78350
2.72591
2.69598
2.79280
0.00835
0.01476
0.00930
2.75591
2.83465
2.83465
2.77280
2.88350
2.85531
0.05906
0.23622
0.07874
M75 x 1.5
M80 x 6
M80 x 2
6H
6H
6H
2.88882
2.89390
3.06437
2.90063
2.92539
3.079 13
2.91441
2.99618
3.09846
2.92276
3.01 094
3.10776
0.00835
0.01476
0.00930
2.95276
3.14961
3.14961
2.96965
3.19846
3.17028
0.05906
0.23622
0.07874
M80 x 1.5
M85 x 2
M9U x 6
6H
6H
6H
3.08567
3.26122
3.28760
3.09748
3.27598
3.3 1909
3.1 1126
3.29531
3.38988
3.11961
3.30461
3.40465
0.00835
0.00930
0.01 477
3.14961
3.34646
3.54331
3.1 6650
3.367 13
3.59217
0.05906
0.07874
0.23622
M90 x 2
M95 x 2
M100 x 6
6H
6H
6H
3.45807
3.65492
3.68130
3.47283
3.66969
3.7 1280
3.49217
3.68902
3.78358
3.50146
3.69886
3.79933
0.00929
0.00984
0.01575
3.54331
3.74016
3.93701
3.56398
3.76138
3.98685
0.07874
0.07874
0.23622
M100 x 2
M105 X 2
M110 x 2
6H
6H
6H
3.85177
4.04862
4.24547
3.86654
4.06339
4.26024
3.88587
4.08272
4.27957
3.89571
4.09256
4.28941
0.00984
0.00984
0.00984
3.93701
4.13386
4.3307 1
3.95823
4.15508
4.35193
0.07874
0.07874
0.07874
M120 x 2
M130 X 2
M140 X 2
6H
6H
6H
4.63917
5.03287
5.42657
4.65394
5.04764
5.44134
4.67327
5.06697
5.46067
4.6831 1
5.07681
5.47051
0.00984
0.00984
0.00984
4.72441
5.11811
5.51181
4.74563
5.13933
5.53303
0.07874
0.07874
0.07874
M150 X 2
M160 X 3
M170 X 3
6H
6H
6H
5.82028
6.17 134
6.56504
5.83504
6.191 02
6.58472
5.85437
6.22248
6.61618
5.86421
6.23429
6.62799
0.00984
0.01181
0.01 181
5.90551
6.29921
6.69291
5.92673
6.32807
6.72177
0.07874
0.11811
0.11811
M180 X 3
M190 x 3
M200 x 3
6H
6H
6H
6.95874
7.35244
7.74614
6.97843
7.37213
7.76583
7.00988
7.40358
7.79728
7.02169
7.41677
7.81047
0.01181
0.01319
0.01319
7.08661
7.48031
7.87402
7.11547
7.51055
7.90425
O. 11811
0.1 1811
0.11811
-
Max. [Note (211
(Reference)
Nominal
Pitch,
Tolerance
Class
P
GENERAL NOTE All dimensions are in inches.
NOTES:
(1) See para. 5.4.2.
(2) Dimension is used in the design of tools, etc. In dimensioning internal threads it is not normally specified. Generally, major
diameter acceptance is based on maximum material condition gaging.
59
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
NONMANDATORY APPENDIX D
BASIC DIMENSIONS FOR IS0 SERIES METRIC SCREW THREADS
FROM IS0 724
~-
Nom. Diam. =
Major Diam.,
D. d
Pitch,
Pitch
Diameter,
P
4.4
~
Minor
Nom. Diam. =
Major Diam.,
Diameter,
D i e di
D. d
~-
1.221
1.383
Pitch.
Pitch
Diameter,
Minor
Diameter,
P
4.4
4,dl
1.25
1
11.188
11.350
10.647
10.917
14
2
1.5
1.25
1
12.701
13.026
13.188
13.350
11.835
12.376
12.647
12.917
1.6
0.35
0.2
1.373
1.470
1.8
0.35
0.2
1.573
1.670
1.421
1.583
2
0.4
0.25
1.740
1.a38
1.567
1.729
2.2
0.45
0.25
1.908
2.038
1.713
1.929
15
1.5
1
14.026
14.350
13.376
13.917
2.5
0.45
0.35
2.208
2.273
2.013
2.121
16
2
1.5
1
14.701
15.026
15.350
13.835
14.376
14.917
3
0.5
0.35
2.675
2.773
2.459
2.621
17
1.5
1
16.026
16.350
15.376
15.917
3.5
0.6
0.35
3.1 10
3.273
2.850
3.121
4
0.7
0.5
3.545
3.675
3.242
3.459
4.5
0.75
0.5
4.013
4.175
3.688
3.959
5
0.8
0.5
4.480
4.675
4.134
4.459
5.5
0.5
5.175
4.959
6
1
0.75
5.350
5.513
4.917
5.188
7
1
0.75
6.350
6.513
5.917
6.188
8
1.25
1
0.75
7.188
7.350
7.513
6.647
6.917
7.188
9
1.25
1
0.75
8.188
8.350
8.513
7.647
7.917
8. ia8
10
1.5
1.25
1
0.75
9.026
9.188
9.350
9.513
8.376
8.647
8.917
9.188
11
1.5
1
0.75
10.026
10.350
10.513
9.376
9.917
10.188
12
1.75
1.5
10.863
11.O26
10.106
10.376
12 (Cont’d)
~~
~
18
2.5
2
1.5
1
16.376
16.70 1
17.026
17.350
15.294
15.835
16.376
16.917
20
2.5
2
1.5
1
18.376
18.701
19.026
19.350
17.294
17.835
18.376
18.917
22
2.5
2
1.5
1
20.376
20.701
21.026
21.350
19.294
19.835
20.376
20.917
24
3
2
1.5
1
22.051
22.701
23.026
23.350
20.752
21.835
22.376
22.917
25
2
1.5
1
23.701
24.026
24.350
22.835
23.376
23.917
26
1.5
25.026
24.376
27
3
2
1.5
1
25.051
25.701
26.026
26.350
23.752
24.835
25.376
25.917
28
2
1.5
1
26.701
27.026
27.350
25.835
26.376
26.917
30
3.5
3
27.727
28.051
26.21 1
26.752
60
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
Nom. Diam. =
Major Diam.,
D. d
Pitch,
P
Pitch
Diameter,
Minor
Diameter,
9.4
Oi. 4
Nom. Diam. =
Major Diam.,
D. d
pitch
Minor
Pitch,
Diameter,
P
Da4
Diameter,
DI, 4
56
5.5
4
3
2
1.5
52.428
53.402
54.051
54.701
55.026
50.046
51.670
52.752
53.835
54.376
58
4
3
2
1.5
55.402
56.051
56.701
57.026
53.670
54.752
55.835
56.376
5.5
4
3
2
1.5
56.428
57.402
58.051
58.701
59.026
54.046
55.670
56.752
57.835
58.376
59.402
60.051
60.701
61.026
57.670
58.752
59.835
60.376
-~
~
30 (Cont'dì
2
1.5
1
28.701
29.026
29.350
27.835
28.376
28.917
32
2
1.5
30.701
31 .O26
29.835
30.376
33
3.5
3
2
1.5
30.727
31.051
31.701
32.026
29.21 1
29.752
30.835
31.376
35
1.5
34.026
33.376
36
4
3
2
1.5
33.402
34.051
34.701
35.026
31.670
32.752
33.835
34.376
38
1.5
37.026
36.376
39
4
3
2
1.5
36.402
37.051
37.701
38.026
34.670
35.752
36.835
37.376
40
3
2
1.5
38.051
38.701
39.026
36.752
37.835
38.376
42
4.5
4
3
2
1.5
39.077
39.402
40.051
40.701
41.O26
37.129
37.670
38.752
39.835
40.376
45
4.5
4
3
2
1.5
42.077
42.402
43.051
43.701
44.026
40.129
40.670
41.752
42.835
43.376
48
5
4
3
2
1.5
44.752
45.402
46.051
46.701
47.026
42.587
43.670
44.752
45.835
46.376
50
3
2
1.5
48.051
48.701
49.Q26
46.752
47.835
48.376
52
5
4
3
2
1.5
48.752
49.402
50.051
50.701
51 .O26
46.587
47.670
48.752
49.835
50.376
4
3
2
1.5
52.402
53.051
53.701
54.026
50.670
51.752
52.835
53.376
55
60
~~~
62
~~
~~~~
~~
4
3
2
1.5
~~~
~~
64
6
4
3
2
1.5
60.103
61.402
62.051
62.701
63.026
57.505
59.670
60.752
61335
62.376
65
4
3
2
1.5
62.402
63.051
63.701
64.026
60.670
61.752
62.835
63.376
68
6
4
3
2
1.5
64.1O3
65.402
66.051
66.701
67.026
61.505
63.670
64.752
65.835
66.376
6
3
2
1.5
66.103
67.402
68.051
68.701
69.026
63.505
65.670
66.752
67.835
68.376
72
6
4
3
2
1.5
68.103
69.402
70.051
70.701
71.026
65.505
67.670
68.752
69.835
70.376
75
4
3
2
1.5
72.402
73.051
73.701
74.026
70.670
71.752
72.835
73.376
76
6
4
3
2
1.5
72.103
73.402
74.051
74.701
75.026
69.505
71.670
72.752
73.835
74.376
70
4
61
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
ACME B1.13M-2001
NONMANDATORY APPENDIX D
ASME B1.13M-2001
NONMANDATORYAPPENDIX D
Nom. Diam. =
Major Diam.,
D. d
Pitch,
Pitch
Diameter,
Minor
Diameter,
P
4.4
4. 4
Nom. Diam. =
Major Diam.,
4d
78
2
76.700
75.835
135
80
6
4
3
2
1.5
76.103
77.402
78.051
78.701
79.026
73.505
75.670
76.752
77.835
78.376
6
4
3
2
131.103
132.402
133.051
133.701
128.505
130.670
131.752
132.835
140
82
2
80.701
79.835
85
6
4
3
2
81.103
82.402
83.051
83.701
78.505
80.670
81.752
82.835
8 [Note (111
6
4
3
2
134.804
136.103
137.402
138.051
138.701
131.340
133.505
135.670
136.752
137.835
145
6
4
3
2
86.103
87.402
88.051
88.701
83.505
85.670
86.752
87.835
6
4
3
2
141.103
142.402
143.051
143.701
138.505
140.670
141.752
142.835
150
6
4
3
2
91.103
92.402
93.051
93.701
88.505
90.670
91.752
92.835
8
6
4
3
2
144.804
146.103
147.402
148.051
148.701
141.340
143.505
145.670
146.752
147.835
155
6
4
3
2
96.103
97.402
98.051
98.701
93.505
95.670
96.752
97.835
6
4
3
151.103
152.402
153.051
148.505
150.670
151.752
160
8
6
98.505
100.670
101.752
102.835
154.804
156.103
157.402
158.051
151.340
153.505
155.670
156.752
3
2
101.103
102.402
103.051
103.701
6
4
3
165
6
4
3
161.103
162.402
163.051
158.505
160.670
161.752
110
6
4
3
2
106.103
107.402
108.051
108.701
103.505
105.670
106.752
107.835
170
8
6
4
3
164.804
166.103
167.402
168.051
161.340
163.505
165.670
166.752
115
6
4
3
2
111.103
112.402
113.051
113.701
108.505
110.670
111.752
112.835
175
6
4
3
171.103
172.402
173.051
168.505
170.670
171.752
120
6
4
3
2
116.103
117.402
118.051
118.701
113.505
115.670
116.752
117.835
180
8
6
4
3
174.804
176.103
177.402
178.051
171.340
173.505
175.670
176.752
125
8 INote(1)l
6
4
3
2
119.804
121.103
122.402
123.051
123.701
116.340
118.505
120.670
121.752
122.835
185
6
4
3
181.103
182.402
183.051
178.505
180.670
181.752
190
8 iNote(1)l
6
4
3
2
124.804
126.103
127.402
128.051
128.701
121.340
123.505
125.670
126.752
127.835
8
6
4
3
184.804
186.103
187.402
188.051
181.340
183.505
185.670
186.752
195
6
4
3
191.103
192.402
193.051
188.505
190.670
191,752
90
95
1O0
105
4
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
130
'
-~
Pitch.
P
Pitch
Diameter,
D2r
62
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
4
Minor
Diameter,
4, 4
ASME B7.73M-2007
NONMANDATORY APPENDIX D
h. d
Minor
Diameter,
Di. di
Nom. Diam. =
Major Diam..
D. d
3
194.804
196.103
197.402
198.051
191.340
193.505
195.670
196.752
6
4
3
201.103
202.402
203.051
198.505
200.670
201.752
8
6
4
3
204.804
206.103
207.402
208.051
201.340
203.505
205.670
206.752
215
6
4
3
211.103
212.402
213.051
208.505
210.670
211.752
220
8
6
4
3
214.804
216.103
217.402
218.051
211.340
213.505
275.670
216.752
6
4
3
221.103
222.402
223.051
218.505
220.670
221.752
8
6
4
3
224.804
226.103
227.402
228.051
221.340
223.505
225.670
226.752
Nom. Diam. =
Major Diam.,
D. d
200
205
.
~
Pitch,
Pitch
Diameter,
P
8
6
4
225
230
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
~~~~
~
P
D2.4
250
8
6
4
3
244.804
246.103
247.402
248.051
241.340
243.505
245.670
246.752
255
6
4
8
6
4
251.103
252.402
248.505
250.670
254.804
256.103
257.402
251.340
253.505
255.670
265
6
4
261.103
262.402
258.505
260.670
270
8
6
4
264.804
266.103
267.402
261.340
263.505
265.670
6
4
271.103
272.402
268.505
270.670
280
8
6
4
274.804
276.103
277.402
271.340
273.505
275.670
285
6
4
281.103
282.402
278.505
280.670
290
8
6
4
284.804
286.103
287.402
281.340
283.505
285.670
295
6
4.
291.103
292.402
288.505
290.670
300
8
6
4
294.804
296.103
297.402
291.340
293.505
295.670
275
~~~
~
6
4
3
231.103
232.402
233.051
228.505
230.670
231.752
240
8
6
4
3
234.804
236.103
237.402
238.051
231.340
233.505
235.670
236.752
6
4
3
241.103
242.402
243.051
238.505
240.670
241.752
01,
4
~~~
GENERAL NOTE: All dimensions are in millimeters.
NOTE:
(1) Not yet incorporated in I S 0 724.
63
Copyright ASME International
Provided by IHS under license with ASME
Minor
Diameter,
~~
235
245
Pitch
Diameter,
260
~~
210
Pitch,
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
ASME B1.13M-2001
NONMANDATORY APPENDIX E
OVERTAPPED NUT THREAD CLASS 6AX
This Appendix contains information on internal
threads of tolerance class 6AX, which follow current
USA practice of overtapping to accommodate as-coated
hot-dip galvanized external threads of tolerance class
6g prior to coating. It incorporates thread size limits
from IS0 965-5 and is consistent with average galvanizing practice as stated in ASTM A153.
TABLE E I ALLOWANCE (FUNDAMENTAL
DEVIATION), TOLERANCE CLASS “AX”
(IS0 965-5)
P
Allowance (Fundamental
Deviation) for Pitch and
Minor Diameters,
El [Note 111
1.5
1.75
2
2.5
3
3.5
4
4.5
5
5.5
6
+0.310
+0.365
+0.420
+0.530
+o640
+0.750
+0.860
+O970
+1.080
+1.190
+1.300
Pitch,
GENERAL NOTE All dimensions are in millimeters.
NOTE:
(1) Allowance = + (0.220P 0.020).
-
64
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
NONMANDATORY APPENDIX E
ASME B1.13M-2001
-
TABLE E2 INTERNAL THREAD
LIMITING DIMENSIONS, TOLERANCE CLASS "6AX"
FOR NORMAL LENGTH OF ENGAGEMENT (IS0 965-5)
~
Pitch Diameter
[Note (211
Minor Diameter
[Note (111
,
Min. Major
Diameter
Size
Min.
Max.
Min.
Max.
Tot.
M 1 0 x 1.5
M12 x 1.75
M14 x 2
M16 x 2
M20 x 2.5
M22 x 2.5
M24 x 3
M27 x 3
M30 x 3.5
M36 x 4
M42 x 4.5
M48 x 5
M56 x 5.5
M64x6
8.686
10.47 1
12.255
14.255
17.824
19.824
21.392
24.392
26.961
32.530
38.099
43.667
51.236
58.805
8.986
10.806
12.630
14.630
18.274
20.274
21.892
24.892
27.521
33.130
38.769
44.377
51.986
59.605
9.336
11.228
13.121
15.121
18.906
20.906
22.691
25.69 1
28.477
34.262
40.047
45.832
53.618
61.403
9.516
11.428
13.333
15.333
19.130
21.130
22.956
25.956
28.757
34.562
40.362
46.167
53.973
61.778
0.180
0.200
0.212
0.212
0.224
0.224
0.265
0.265
0.280
0.300
0.315
0.335
0.355
0.375
GENERAL NOTE: All dimensions are in millimeters.
NOTES:
(1) Dimensions apply before galvanizing or after removal of zinc fragments.
(2) Dimensions apply after galvanizing and tapping oversize.
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
65
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.
INote (211
10.310
12.365
14.420
16.420
20.530
22.530
24.640
27.640
30.750
36.860
42.970
49.080
57.190
65.300
--`,```,`,,`,,,```,,,`,,,,,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
Document provided by IHS Licensee=Shell Services International B.V./5924979112,
06/28/2004 21:41:42 MDT Questions or comments about this message: please call
the Document Policy Group at 303-397-2295.