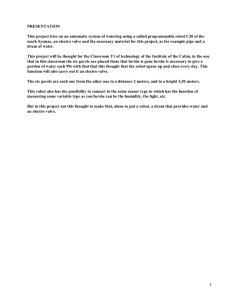
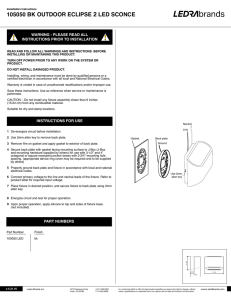
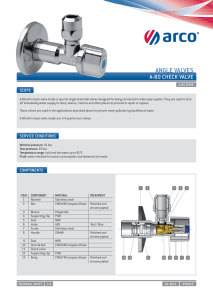
Tru-Balance In-Line Sifter Installation and Operations Manual Great Western Manufacturing Company, Inc. 2017 South 4th Street PO Box 149 Leavenworth, KS 66048-0149 USA Phone: (913) 682-2291 • Toll-Free Phone: (800) 682-3121 • Facsimile: (913) 682-1431 World Wide Web: http://www.gwmfg.com TOC (TBI) 1 of 1 Table of Contents Model: TBI-611 Shop Number(s): 5007 Purpose Safety Alert Symbols Product Description Flow Scheme Description Flow Schematic(s) Installation Drawing(s) General Safety Instructions General Operation and Maintenance Instructions Lifting the Sifter Uncrating and Installing the Sifter Hoses and Clamps Electrical Connections Vibration-Sensing Switch (Optional) Low Pressure Switch (Optional) Microswitches for Lift-Off Shields (Optional) Proximity Switch for Tailings Container (Optional) Pneumatic Connections (Optional) Compressed Air Discharge Safety Decal Placement Guide Pre-Operation Checks Sieve Removal Sieve Replacement Pneumatic Clamping (Optional) Cable Clamping (Optional) Inspection Checklist Tailings Container Safety Relief Valve System Screen Replacement Lubrication Schedule Flat Gasket Removal and Replacement with Silicone Adhesive (Optional) Flat Gasket Removal and Replacement with Pressure Sensitive Adhesive (Optional) O-Ring Gasket Removal and Replacement Removing, Installing, Adjusting, and Maintaining the Tie-Bar Sifter Balance Troubleshooting Vibration Troubleshooting Technical Data Parts List P SAS PD FSD FSM ID GSI GOMI LS UIS HC EC VSS LPS M PSTC PNC CD SDPG POC SRM SRP PC CC IC TC SRVS SR LBS FGRS FGRPSA OGRR MTB SB T VT TD PL Purpose This manual is part of the Tru-Balance In-Line Sifter and should be available for users to read. This manual provides the reader with: • Installation instructions • Operation guidelines • Safety information • Maintenance instructions • Parts information Copyright© 2006 Great Western Manufacturing Company, Inc. P (TBI) 1 of 1 Safety Alert Symbols SAS (TBI) 1 of 1 Safety alert symbols are used in this manual to indicate potential personal injury hazards. All personnel must observe these potential personal injury hazards and take appropriate preventative action where applicable. Indicates an imminently hazardous situation that, if not avoided, will result in serious injury or death. This symbol is observed for the most extreme of situations. Indicates a potentially hazardous situation that, if not avoided, could result in serious injury or death. Indicates a potentially hazardous situation that, if not avoided, may result in minor or moderate injury. It may also be used to alert against unsafe practices. Indicates useful information gained through industry experience that, if not followed, may result in a caution, warning or danger situation. Product Description PD (TBI) 1 of 1 The Tru-Balance In-Line Sifter is designed to be used in a pneumatic conveying system. The Sifter removes oversize impurities. It is usually floor mounted, but can be attached to the ceiling. The Sifter is designed for easy inspection, cleaning, and maintenance. Sieve frames are nested one on top of the other between an upper and lower dome. The stack of sieves is held together with a clamping system and draw rods, creating a pressure tight vessel. Each sieve frame holds a lift-out tray that has the appropriate sieve screen. The screen is stretched and glued for best performance and reasons of sanitation. The sieves are sealed by O-rings and the trays are sealed with flat gaskets. The Sifter is operated by a motor(s) mounted on the frame, V-belts, and counter-balancing weights on eccentric shafts synchronized by a tie-bar. Flow Scheme Description FSD (TBI) 1 of 1 The Tru-Balance In-Line Sifter works like a multi-sieve gravity flow Sifter except that it operates in a pressure or vacuum pneumatic conveying system. The product is gently sieved without being forced through the screens by the conveying air and without any mechanical beaters or impellers. The air is “filtered” separately from the product to ensure that no oversize impurities can bypass the protection of the Sifter. As the product is conveyed into the Sifter inlet, it enters an expansion chamber. As its velocity decreases, the product loads the uppermost sieve frame(s). The large volume of the expansion chamber causes the incoming product to lose conveying velocity and the product naturally begins to separate from the conveying air. As the product settles out from the low velocity air, it contacts the screens and sifting begins immediately. The product forms a layer on the Sifter screens and creates a resistance to the flow of air through the screens. The conveying air seeks the path of least resistance, which is found through the air bypass (ABP) screen positioned directly above sieve 1. The air bypass screen is typically covered with the same screen mesh that is used for sieving the product but acts more like an air filter than as a sieve. The filtering effect of the air bypass sieve ensures that no oversize impurities can bypass a screen of the required mesh size. The chamber above the air bypass screen is connected to the two side channels common to all of the lower intermediate sieve frames. The “filtered” low velocity conveying air travels down these side channels and joins the freshly sifted product. The product is conveyed out of the Sifter once this mixing occurs. The unique air bypass arrangement actually allows the air pressure to equalize on both sides of the sifting screens so there is no pressure differential that would force product through the sifting screen. As the product is gently sieved, it falls on a stainless steel sieve pan. The sloping pan is designed to gather and direct the sieved product to the two channels on each side of the sieve frames. The sifted product joins the bypassed air and falls to the lower dome of the Sifter. Product that was not able to pass through the screen is conveyed on to the next sieve until all of the desired fine particles are removed. The oversize impurities are conveyed to the sealed tailings container. Flow Schematic(s) See Attached Sheet(s) FSM (TBI) 1 of 2 Installation Drawing(s) See Attached Sheet(s) ID (TBI) 1 of 3 General Safety Instructions GSI (TBI) 1 of 1 For your protection, please read these instructions completely before installing, operating, or maintaining the Tru-Balance In-Line Sifter. • Follow your employer’s plant safety guidelines. • The Sifter should be operated only from the type of power source indicated on the motor(s) labels. • Appropriate safety measures should be exercised during installation, operation, and maintenance of the Sifter. Work should be compliant with all appropriate local and national codes. • To ensure proper operation of equipment, periodic maintenance must be performed in accordance with the manufacturer’s instructions. • Only trained and authorized personnel must be allowed to operate and perform maintenance on the Sifter. • Use caution, especially regarding hands and arms, when installing and operating the Sifter. Operate with guards in place. • When performing maintenance on the Sifter, all power sources must be locked out to prevent injury to personnel and potential damage to the equipment. • Use hearing and eye protection in accordance with plant safety guidelines when installing, operating, and maintaining the Sifter. • Dispose of any hazardous waste in accordance with established laws and regulations. Recycle as appropriate. • Modifications, extensions, additional welding, and rebuilding of the Sifter are not permitted without prior approval of Great Western. General Operations and Maintenance Instructions GOMI (TBI) 1 of 2 For your protection, please read these instructions completely before installing, operating, or maintaining the Tru-Balance In-Line Sifter. • The Sifter has a safety relief valve to protect the housing from excess vacuum or pressure. Do not operate the Sifter without this device properly installed. See the Safety Relief Valve System section of this manual for instructions. • Before starting the Sifter, make sure the sieve stack is clamped tightly between the top and bottom domes and the draw rods around the outside of the sieves are compressed with the proper torque. See the appropriate section (Pneumatic Clamping or Cable Clamping) of this manual for detailed instructions on this procedure. • The Sifter has a 2-5/8” diameter circle of gyration. Under normal operating conditions, it should be driven between 230 and 263 rpm. Do not vary the speed of the Sifter without consulting a Great Western representative. • The Sifter is designed so that the counterweights should turn in a counterclockwise direction under normal operating conditions. This counterweight movement is illustrated in Figure 1. Do not vary the movement of the Sifter without consulting a Great Western representative. Figure 1: Sifter Movement • Do not allow product to build up inside the Sifter. The Sifter will become unbalanced, which may possibly damage the drive mechanism. • Lubricating the Sifter is essential for efficient operation, and helps to maximize the life of the Sifter. See the Lubrication Schedule section of this manual for the recommended lubrication schedule of the Sifter. General Operations and Maintenance Instructions GOMI (TBI) 2 of 2 • The tie-bar below the Sifter must be properly adjusted. For more information on the tie-bar, see the Removing, Installing, Adjusting, and Maintaining the Tie-Bar section of this manual. • For advice on installation or operation of the Sifter not covered in this manual, please contact a Great Western representative. When calling Great Western, it is helpful to have the Shop Number and Model Number of the Sifter available. These numbers help Great Western identify characteristics and special construction features of the Sifter. Lifting the Sifter LS (TBI) 1 of 1 For your protection, please read these instructions completely before lifting the Tru-Balance In-Line Sifter. When Lifting the Sifter: Using a Crane: • When lifting the Sifter, use extreme care. • Use only hoists that are in good working condition. • Perform a suspension test. • Never work or stand below lifted loads. Using a Forklift: • Check the weight of the Sifter in the Technical Data section of this manual to verify needed carrying capacity. • When lifting the Sifter, lift carefully to avoid damaging the tie-bar and discharge fittings. • Perform a suspension test. • The Sifter can be top heavy. Lower carefully. • Since the shipping case also contains accessories, an out-of-balance situation could occur. Uncrating and Installing the Sifter UIS (TBI) 1 of 3 The Tru-Balance In-Line Sifter will arrive in a heavy wooden crate, bolted to a skid. The Sifter is supplied with an inlet and outlet support bracket for connecting to a pneumatic conveying line. □ Inspect the Sifter for shipping damage. Immediately notify the carrier, in writing, as well as Great Western if any damages are discovered. □ Remove the crating, except for the skid to which the Sifter is bolted. □ Position the skidded Sifter as close as possible to its final location. □ Unbolt the Sifter from the skid. Lift and place the Sifter in position if using a forklift. Ensure forks go under frame members at front and back of the frame to protect the tie-bar. When lifting the Sifter, do not attach chains or straps to the top dome or bearing arms. Use the top or bottom frame members at the front and back for lifting. Photo 2: Proper Sifter Lifting Points, Option 2 Photo 1: Proper Sifter Lifting Points, Option 1 Uncrating and Installing the Sifter UIS (TBI) 2 of 3 □ Mark the location of the Sifter as determined by the holes in each footpad. □ Remove the Sifter from its position and perform all preparatory tasks for final placement of the Sifter (i.e., drilling and tapping holes in the floor for the anchor bolts, etc.). □ Again, position the Sifter at its final location. Performing the preparatory tasks for the final placement of the Sifter as outlined in this manual are strongly recommended because of the difficulty in placing and fastening the Sifter in one operation. □ Prior to final placement of the Sifter, ensure that the inlet and outlet are properly situated for supply line connections to allow for proper rotation. Also ensure that there is adequate space around the Sifter for proper safety, operation, and maintenance. □ Prior to fastening the Sifter frame, ensure that the footpads of the frame sit flat and that all four corners of the frame are level. If the Sifter frame is not level, place shims under the footpads. Do not pull the legs down to meet the floor. Shim from the floor up to the legs. Photo 3: Inlet Support Stand Uncrating and Installing the Sifter □ UIS (TBI) 3 of 3 Install the inlet support stand at this time. See the instructions for connecting the Hoses and Clamps. Photo 4: Outlet Support Bracket □ Connect all other product supply and discharge tubing as required. □ Connect the motor(s) and any other electrical devices in accordance with the Electrical Connections section of this manual. □ If necessary, connect the pneumatics in accordance with the Pneumatic Connections section of this manual. Do not weld or attach anything to the tubular frame or either the top or bottom domes. Do not use the frame to support other machinery. These actions will destroy the precise dimensions of this Sifter. Hoses and Clamps HC (TBI) 1 of 1 Flexible connecting hoses are provided at the inlet, outlet and tailings container points of each Tru-Balance InLine Sifter. Compression clamps are also provided. Use the clamps to secure the inlet, outlet and tailings container hoses to the Sifter. □ When installing hoses for inlet, outlet and tailings container, connect the hoses over both ends. □ Torque the compression clamps to 20 ft-lbs. □ For vacuum conveying systems, ensure wire re-enforced hoses are used. Photo 1: Flexible Hose and Clamp Electrical Connections EC (TBI) 1 of 1 For your protection, please read these instructions completely before performing electrical work on the Tru-Balance In-Line Sifter. • Only properly licensed electricians should perform electrical work on the Sifter. • All work must be performed in compliance with the technical specifications and regulations for local and national electrical codes. • Electrical connections should only be made after electrical personnel have read and understood this section of the manual. • Maintenance on electrically active parts should only be performed in the presence of a second person that can turn off the electrical power. • The working area should be properly identified for the safety of workers. • Use only insulated tools. • The voltage ratings in the wiring diagram must coincide with the supply voltage. • Assure the Sifter is securely grounded before work begins. Connecting the Motor Connect the motor(s) in accordance with existing electrical codes. Refer to the diagram on the motor nameplate. The rotation of the motor(s) should turn the Sifter’s counterweights in a counterclockwise direction. Sifters equipped with two motors should have two properly sized starters. The two starters can be connected to start and stop from a single control device. Both motors, however, must rotate in the same direction. Connecting Other Electrical Devices Connect other electrical devices in accordance with existing electrical codes. These may include: • Vibration-sensing switch. • Low pressure switch. • Microswitches for lift-off shields. • Proximity switch for tailings container. Vibration-Sensing Switch VSS (TBI) 1 of 1 The vibration-sensing switch is an added safety feature of some models of the Tru-Balance In-Line Sifter. When properly adjusted, the switch detects out-of-balance conditions, minimizing damage to the Sifter. This device contains an internal switch that activates when there is vibration or shock above a pre-set level. Connecting the Switch □ Carefully read the included instructions before installing the vibration-sensing switch. The switch must be connected to the motor controller in accordance with existing electrical codes. □ The switch should be connected to stop the Sifter immediately upon activation. Adjusting the Switch □ The vibration-sensing switch arrives pre-set. Under normal operating conditions, it should not need adjusting. However, should adjustment be needed, Great Western recommends adjusting the switch so that the Sifter is just able to start without tripping the switch. □ Turn the set point adjustment screw clockwise 1/4-turn to further decrease the sensitivity of the unit. Turning the set point adjustment screw clockwise decreases the sensitivity to vibrations, while a counter-clockwise turn increases the sensitivity. Low-Pressure Switch LPS (TBI) 1 of 1 The low-pressure switch is a standard component of the Tru-Balance In-Line Sifter equipped with a pneumatic clamping system. The switch arrives pre-set in the pneumatic control box. It is intended to function with a programmable logic controller. The switch provides both normally open and normally closed contacts limited to the current rating specified in the Pneumatic Connections section of this manual, and must be wired in accordance with existing electrical codes. Normal operating pressure for the Sifter is between 100 and 120 psi. Some systems may require a booster to maintain adequate air pressure. If pressure falls below 80 psi, the switch will cause the Sifter to shut off or sound an alarm. If the Sifter suddenly shuts off due to inadequate air supply: □ Check air supply and air line. □ Re-establish adequate air pressure. □ Initiate start-up procedure and continue operation. Microswitches for Lift-Off Shields M (TBI) 1 of 1 Lift-off shields equipped with microswitches are an added safety feature of some models of the Tru-Balance InLine Sifter. The microswitches on the lift-off shields must be connected to the motor controller in accordance with existing electrical codes. The microswitch prevents the Sifter from running when the lift-off shields are not installed. They may also be wired to shut off the Sifter and/or sound an alarm when the lift-off shields are removed or become improperly aligned during operation. If the Sifter will not run, or the microswitches shut off the Sifter and/or sound an alarm: □ Ensure the lift-off shields are properly installed. □ Initiate start-up procedure and continue operation. Proximity Switch for Tailings Container PSTC (TBI) 1 of 1 A proximity switch, located in the tailings container, is an optional component of the Tru-Balance In-Line Sifter. The switch is designed to notify the operator that the level of waste in the tailings container has reached a predefined threshold. It can be wired to shut the Sifter off or sound an alarm. It must be wired in accordance with existing electrical codes. The switch system consists of a mounting well and proximity switch: the mounting well screws into the tailings container lid; the proximity switch screws into the mounting well. Pneumatic Connections PNC (TBI) 1 of 2 Electrical Rating 10mA to 500mA at 30VDC 10mA to 300mA at 125VAC 10mA to 200mA at 250VAC DIAL GAUGE WITH PRESSURE SWITCH 028-000-502 Figure 1: TBI-611 Pneumatic Schematic (Dual Cylinder Configuration) Figure Number Great Western Item Number Description 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 028-000-320 028-000-306 028-000-054 028-000-211 028-000-799 028-000-199 028-000-305 028-000-502 028-000-242 400-324-001 028-000-309 028-000-383 028-000-361 000-002-088 028-000-298 500-070-202 026-000-039 028-000-311 Conduit Bulkhead One Touch Connector Bulkhead One Touch “Y” Union One Touch Check Valve One Touch Speed Controller One Touch Female Union Pneumatic Control Box with Screw Cover Dial Gauge w/Pressure Switch Pilot Operated 4-Way, 5-Port Valve One Touch 90° Male Elbow One Touch Male Connector One Touch Plug-In “Y” Fitting Elbow Union Bulkhead Pneumatic Cover Plate Air Cylinder 1/4” Tube Control Valve with Silencer One Touch 90° Male Elbow Pneumatic Connections Pneumatic Cylinder Supply Pressure: Connection: PNC (TBI) 2 of 2 • Minimum = 100 psi • Maximum = 120 psi • Connect the air supply line directly to the pneumatic control box. • In the pneumatic control box, the supply line is equipped with a check valve (Item 4). • The pneumatic cylinders are equipped with control valves (Item 17) to ensure uniform movement of the top dome during compression. • Use clean, dry air. • The low pressure switch (optional) is intended to work with a programmable logic controller. During periods of scheduled maintenance, check the condition of the pneumatic connections and lines to assure they are not worn and no leakage is occurring. If leaks or worn areas are discovered, repair immediately. Compressed Air Discharge CD (TBI) 1 of 1 The pneumatic clamping system of the Tru-Balance In-Line Sifter remains active even when the electrical system (i.e., motor) is locked out. This arrangement makes it possible to safely release and clamp the sieve stack. If a requirement exists to work on the pneumatic clamping system, it must be depressurized. Check valves that assist during normal operation may cause the pneumatic clamping system to retain pressure in the lines and cylinders even after the Sifter is disconnected from the air supply. Depressurize the pneumatic clamping system using the procedures listed below: □ Lock out the Sifter’s electrical systems. Follow your employer’s plant safety guidelines. □ Raise the top dome of the Sifter by turning the pneumatic control key to the released position. □ Disconnect the compressed air supply. The air supply may be effectively disconnected from the Sifter by using a locking ball valve mechanism. □ Lower the top dome of the Sifter by turning the pneumatic control key to the clamped position. Photo 1: Pneumatic Clamping System Control Box Safety Decal Placement Guide Decal Location A (End Guards) B (Front and Back Shields) Decal SDPG (TBI) 1 of 1 Pre-Operation Checks POC (TBI) 1 of 1 Always lock out the electrical power before working on the Tru-Balance In-Line Sifter. □ Before starting the Sifter, open it. Remove the sieves and completely clean the Sifter and sieves. This will ensure that foreign matter hasn’t contaminated the Sifter during shipping or installation. See the Sieve Removal section of this manual. □ Reassemble the Sifter. Make sure the lift-out trays are properly installed in the sieve frames. See Photo 1 below and the Sieve Replacement section of this manual. □ Manually rotate the counterweight to ensure that the Sifter turns freely and that there are no obstructions. The Sifter is designed so that the counterweights should turn in a counterclockwise direction under normal operating conditions. Photo 1: Nested Sieve Stack Sieve Removal SRM (TBI) 1 of 2 One person can lift and remove the sieves; however, two people work best. The nested sieves are stacked on top of each other above the bottom dome. The sieves are numbered in order, with the number “1” at the top of the stack. A separate air bypass (ABP) frame must be stacked above sieve 1. □ For cable clamping systems, release the discharge hose coupling. □ Remove the draw rods located around the perimeter of the sieve frames. □ For pneumatic clamping systems, turn the Pneumatic Control Key to the unclamped position. □ For cable clamping systems, release the two cable clamping devices by loosening the cable take-up shaft in a counter-clockwise direction. This procedure will lower the bottom dome. Do not loosen one side of the cable clamping system all the way; loosen one side part way and then the other side, or both sides simultaneously. Continue until the bottom dome is completely lowered. □ Move to the opposite side of the Tru-Balance In-Line Sifter from which you will remove the sieves. □ A sieve slide comes with the Sifter and helps prevent damage to the sieve screens. Raise the air bypass (ABP) sieve and carefully insert the sieve slide with the lip of the sieve slide down. The lip will stop the sieve slide from moving as you remove the sieve from the Sifter. Photo 1: Initial Sieve Removal Procedure □ Remove the ABP sieve. Continue removing sieves, one at a time, using the sieve slide. When removing sieve frames, be careful not to drag the sieve frame on the sieve below. This can damage the screen on the sieve below. Sieve Removal Photo 2: Intermediate Sieve Removal Procedure SRM (TBI) 2 of 2 Sieve Replacement SRP (TBI) 1 of 3 One person can lift and replace the sieves; however, two people work best. □ If the lift-out trays were removed from the sieve frames during the sieve removal process, they must be replaced before replacing the sieves. When inserting the lift-out trays into the sieve frames, ensure the tray locks with the throat on the sieve frame to make a complete tray-to-sieve frame seal. Photo 1: Tray Insertion Procedure With the lift-out tray properly inserted in the bottom dome, sieve replacement can be accomplished. □ Place the sieve slide on top of the bottom dome. Insert the slide on the same side of the frame from which you will be inserting the sieves. The slide lip must point down. The lip will stop the slide from moving as you push the sieve into the Tru-Balance In-Line Sifter. When replacing the sieve frames, be careful not to drag the sieve frame on the sieve below. This can damage the screen on the sieve below. □ Carefully place the highest numbered sieve on top of the sieve slide. □ Gently push the sieve across the sieve slide making sure not to rock the sieve frame. This will prevent damage to the screen on the sieve below. Sieve Replacement □ When this sieve is replaced, carefully pull the sieve slide out while holding the sieve ring in place. Photo 2: Initial Sieve Replacement Procedure □ Repeat this procedure until all of the sieve frames have been replaced. Photo 3: Intermediate Sieve Replacement Procedure SRP (TBI) 2 of 3 Sieve Replacement □ SRP (TBI) 3 of 3 Inspect the sieve frames to be sure they are nested together properly. Make adjustments as necessary. The sieves are nesting properly when the arrows on the top and bottom domes are lined up with the arrows on each of the sieve frames. The air bypass (ABP) sieve should be the last sieve installed in the sieve replacement process. Photo 4: Proper Sieve Alignment □ To complete the sieve replacement process, see the appropriate section of this manual (Pneumatic Clamping or Cable Clamping) for detailed instructions. Pneumatic Clamping PC (TBI) 1 of 2 The sieve stack is clamped by a combination of pneumatics and draw rods. Correct installation of the draw rods is critical to obtain a proper clamping of the sieve stack. If the sieve stack is not clamped tight enough, leaks will occur. Additionally, the sieve stack could become excessively loose and disengage from the machine. If the sieve stack is clamped too tight, dome/sieve failure and premature gasket wear may occur. Do not place fingers near the top or bottom of the sieves during the clamping operation. □ Ensure that all of the sieves in the sieve stack are properly arranged. □ Reattach the back shield to the Tru-Balance In-Line Sifter. □ Turn the pneumatic control key to the clamped position. The top dome will lower. Ensure that a minimum of 100 psi and a maximum of 120 psi of compressed air is available at the Sifter. While the top dome is lowering, ensure that the top dome and the air bypass (ABP) sieve frame properly nest together. (Slight manual position alignment of the ABP frame may be necessary). Each pneumatic cylinder in the system is equipped with a control valve to ensure uniform movement of the top dome during compression. If the movement of the top dome is not uniform during compression, adjustment of the control valve may be necessary. □ With the sieve stack pneumatically compressed, install the draw rods on the outer perimeter of the sieve stack. Pneumatic Clamping PC (TBI) 2 of 2 Manually tighten the draw rods using a torque wrench and 1-1/4” socket. Do not use an impact wrench for this procedure. Impact wrenches apply torque too rapidly and unevenly for this precise application. Keep the draw rod threads and the bottom side of the draw rod nut lubricated with an anti-seize lubricant to ensure that 30 ft-lbs of torque is applied with little frictional loss. □ Tighten the draw rods using an “X” pattern: front-to-back and side-to-side; similar to the manner used in the proper tightening of an automotive wheel. Continue this operation until all draw rods torque to 20 ft-lbs. Several passes around the Sifter using this technique may be necessary before all the draw rods reach this torque value □ Adjust the torque wrench to 25 ft-lbs and repeat the above procedure until all the draw rods reach this value. □ Finally, adjust the torque wrench to 30 ft-lbs and tighten the draw rods using the same “X” pattern. Once 30 ft-lbs of torque is achieved using this procedure, the Sifter is properly clamped and no leaks should be evident. This technique and procedure will also reduce Sifter damage and premature wear. □ After completion of these clamping steps, the Sifter is ready for operation. The pneumatic control key should be removed prior to operation of the Sifter. This action will prevent operation of the pneumatics while the machine is in operation. Adjusting the Control Valve Each pneumatic cylinder in the system is equipped with a control valve to ensure uniform movement of the top dome during compression. A silencing mechanism, incorporated in the valve’s design, provides for sound reduction of the pneumatic cylinder exhaust. An adjustment screw is used to control the rate at which the pneumatic cylinder exhaust is restricted. A retaining ring on the control valve is used to prevent the adjustment screw from moving during operation. The edges of both the adjustment screw and retaining ring are knurled for easy grip. Cable Clamping CC (TBI) 1 of 2 The sieve stack is clamped by a combination of cables and draw rods. Draw rod and cable hold-down tightening procedures are critical to obtain proper clamping of the sieve stack. If the sieve stack is not clamped tight enough, leaks will occur. Additionally, the sieve stack could become excessively loose and disengage from the Tru-Balance In-Line Sifter. If the sieve stack is clamped too tight, dome/sieve failure and premature gasket wear may occur. Manually tighten the draw rods and hold-down shafts using a torque wrench and 1-1/4” socket. Do not use an impact wrench for this procedure. Impact wrenches apply torque too rapidly and unevenly for this precise application. Keep the draw rod threads, the bottom side of the draw rod nut and the hold down shafts well lubricated with anti-seize lubricant to ensure the 30 ft-lbs of torque is applied with little frictional loss. □ When all the sieves are in place, tighten the two hold-down shafts to 20 ft-lbs. This will raise the bottom dome. Do not tighten one hold down shaft all the way. Rather, tighten one side part way and then the other. This will prevent binding of the system. Maintain proper alignment of the top dome and air bypass (ABP) sieve during this tightening procedure. □ Replace the draw rods on the outer perimeter of the sieve stack. □ Tighten the draw rods using an “X” pattern: front-to-back and side-to-side similar to the manner used in the proper tightening of an automotive wheel. Continue this operation until all the hold down shafts and draw rods torque to 20 ft-lbs. Several passes around the Sifter using this technique may be necessary before all the nuts reach this torque value. □ Adjust the torque wrench to 25 ft-lbs and repeat the above procedure until all the draw rods and hold down shafts reach this torque. Cable Clamping CC (TBI) 2 of 2 □ Finally, adjust the torque wrench to 30 ft-lbs and tighten the hold down shafts and draw rods using the same “X” pattern. Once 30 ft-lbs of torque is achieved using this procedure, the Sifter is properly clamped and no leaks should be evident. Additionally, this technique and procedure will also reduce Sifter damage and premature wear. □ After completion of these cable clamping steps and reattachment of the discharge hose, the Sifter is ready for operation. Inspection Checklist IC (TBI) 1 of 1 The Tru-Balance In-Line Sifter is intended to serve as a quality assurance tool. Inspect the entire machine regularly in accordance with your maintenance and quality control program. Disconnect and lock out blower. Disconnect and lock out the Sifter motor. Inspection □ Check for evidence of leaks or dusting out. □ Check condition of all hoses and clamps. □ Check condition of all gaskets (sieve-to-sieve and sieve-to-tray). □ Check screen condition for wear and/or holes on all trays including the air bypass (ABP) tray. □ Check screens for blinding (plugging) of product. □ Ensure screen cleaners are in good condition (must be ≥ Ø3/8”) and are the correct quantity as indicated on the Flow Schematic. □ Check sieve pans; they should be free of product accumulation. □ Lubricate in accordance with the Lubrication Schedule section of this manual. □ Clean-out/vacuum lower dome. Tailings Container TC (TBI) 1 of 2 A sealed tailings container must be part of the system. The container is a place to accumulate oversize particles. The container must be checked often to ensure it is not full. Most Tru-Balance In-Line Sifters are configured with a cylindrical tailings container. However, some smaller Sifters of this type are equipped with a tailings drawer. If the tailings back up into the Sifter, it can become unbalanced and impart damage to the Sifter. The connection from the Sifter to the tailings container must be airtight; even a small leak will cause the container to fill with good product. Removing Tailings from a Container with Optional Butterfly Valve The butterfly valve seals the tailings container from the Sifter body. □ Close the butterfly valve. □ Loosen hand wheels to allow the container to depressurize before opening. Remove (or open) the tailings container and empty the tailings. □ Re-install the tailings container and securely tighten the hand wheels. □ Re-open the butterfly valve. □ Ensure there is an air-tight seal. Photo 1: Tailings Container with Butterfly Valve Tailings Container TC (TBI) 2 of 2 Remove Tailings from a Container without Optional Butterfly Valve □ If the tailings container does not have a butterfly valve, the pneumatic conveying system must be stopped. □ Loosen hand wheels to allow the container to depressurize before opening. Remove (or open) the tailings container and empty the tailings. □ Re-install the tailings container and securely tighten the hand wheels. □ Ensure there is an air-tight seal. Photo 2: Tailings Container without Butterfly Valve Remove Tailings from a Tailings Drawer □ If the Sifter has a tailings drawer, the Sifter and pneumatic conveying line must be stopped to empty the tailings. The Sifter must be locked out. □ Remove the drawer, empty the tailings, and replace the drawer. □ Ensure there is an air-tight seal. Photo 3: Tailings Drawer Safety Relief Valve System SRVS (TBI) 1 of 2 Do not operate the Tru-Balance In-Line Sifter without the safety relief valve properly installed. To protect the Sifter from overly high pressure conditions or extreme vacuum conditions, it is equipped with a safety relief valve. The valve is installed on the top dome and includes an outlet fitting and clamp. The pressure device has a calibrated spring that provides the correct resistance on the safety relief valve. The pressure device is made so it releases at a maximum of 15 psi for positive pressure systems, and −8 psi for negative pressure or vacuum systems. □ Before installing the valve, clean the inside of both the dome and outlet fittings with a dirt-free rag. □ Lightly grease the inside of the fittings and the O-rings on the valve with a clean lubricant. Positive pressure systems have a spring-loaded safety relief valve labeled “PRESSURE UP” on the valve face. The “PRESSURE UP” label must be showing when the opposite end of the valve is put into the fitting on the top dome. Negative pressure or vacuum conveying systems will have a spring-loaded safety relief valve labeled with the words “VACUUM DOWN” on the valve face. The “VACUUM DOWN” label must be directed downward when the valve is put into the fitting in the top dome. □ Push the valve into the fitting; ensure the center ring on the valve is parallel to the face of the fitting. □ Install the outlet fitting and the clamp. Safety Relief Valve System SRVS (TBI) 2 of 2 Photo 1: Positive Pressure SpringLoaded Safety Relief Valve Installation When the valve vents due to excess pressure or vacuum, the valve may reseat itself once the system returns to normal. □ If the valve is activated and does not reseat, remove the valve from the upper dome fitting and make the necessary adjustments. □ Remove excess product that is preventing the reseating. □ Replace any broken or damaged valve. Photo 2: Negative or Vacuum Pressure Spring-Loaded Safety Relief Valve Installation Screen Replacement SR (TBI) 1 of 1 The lift-out trays used in the Tru-Balance In-Line Sifter have screens that are mechanically stretched and then glued to the frame. This method of attachment results in a more uniformly and highly tensioned screen, which improves sifting performance. This method is also more sanitary than conventional methods of attachment. When it is necessary to replace the screens or the screen cleaners due to wear or damage, two alternatives exist: • The first alternative is to return the trays to Great Western for replacement. Great Western will remove the old screens and cleaners, clean the tray, and replace the screens and cleaners. • The second alternative is to purchase a mechanical stretcher, allowing for on-site screen replacement. The equipment required is relatively easy to operate. Great Western can provide the equipment and supplies for this option. Lubrication Schedule LBS (TBI) 1 of 2 Always lock out the electrical power before lubricating the Tru-Balance In-Line Sifter. Under Normal Operating Conditions The following should be lubricated with Mobilux® EP2 grade grease or a proven, compatible equivalent every 60 days: • • • 8 Pillow-block bearings 2 Tie-bar bearings 2 Cable take-up assembly shafts (for cable clamping systems) Photo 1: Pillow-Block Bearing Photo 2: Tie-Bar Bearing Photo 3: Cable Take-Up Assembly Shaft Lubrication Schedule LBS (TBI) 2 of 2 Under Severe Conditions When operating in an extremely dusty environment, lubricate all bearings and lube points more frequently. Other Lubrication Points □ If a pneumatic clamping system is installed, an anti-seize lubricant should be applied to the upper eccentrics. □ If a cable clamping system is installed, an anti-seize lubricant should be applied to the lower eccentric. □ Use an anti-seize lubricant on the draw rods. Photo 4: Eccentric Flat Gasket Removal and Replacement with Silicone Adhesive FGRS (TBI) 1 of 2 The flat gasket material in the Tru-Balance In-Line Sifter will occasionally have to be replaced because of normal wear or damage. Items needing gasket replacement may either be repaired at Great Western or on-site. Great Western can provide the appropriate gasket material and adhesive used when performing the on-site repair process. Gasket Removal □ If possible, pull off the loose gasket material. If the gasket remains, scrape the worn or damaged gasket with a chisel or scraper using the two-handed method shown in Photo 1. Photo 1: Gasket Material Removal When the old gasket material is removed, make sure that the old adhesive is removed as well. This will help provide a clean surface for the new gasket material. Gasket Replacement □ Be sure the gasket surface is dry and free of dirt and debris. □ Place three beads of adhesive (Great Western recommends General Electric IS800 Series Silicone Rubber Adhesive Sealant or equivalent), about 1/8” wide, along the stainless steel gasket surface. □ Place appropriate gasket material on the beads, applying just enough pressure to make the adhesive ooze from under the gasket. Flat Gasket Removal and Replacement with Silicone Adhesive □ Wipe off the excess adhesive with a rag. □ Allow adhesive to dry in accordance with manufacturer’s recommendations. Photo 2: Adhesive Bead Placement Photo 3: Flat Gasket Application FGRS (TBI) 2 of 2 Flat Gasket Removal and Replacement with Pressure Sensitive Adhesive FGRPSA (TBI) 1 of 2 The flat gasket material in the Tru-Balance In-Line Sifter will occasionally have to be replaced because of normal wear or damage. Items needing gasket replacement may either be repaired at Great Western or on-site. Great Western can provide the appropriate gasket material and adhesive used when performing the on-site repair process. Gasket Removal □ If possible, pull off the loose gasket material. If the gasket remains, scrape the worn or damaged gasket with a chisel or scraper using the two-handed method shown in Photo 1. Photo 1: Gasket Material Removal When the old gasket material is removed, make sure that the old adhesive is removed as well. This will help provide a clean surface for the new gasket material. Gasket Replacement □ Be sure the gasket surface is dry and free of dirt and debris. This procedure involves cleaning the surface with denatured alcohol. □ Remove the backing from the gasket material to expose the adhesive surface (Great Western recommends 3M 468MP Adhesive or equivalent). □ Place the gasket material on the appropriate surface applying enough pressure to ensure adequate adhesion. Flat Gasket Removal and Replacement with Pressure Sensitive Adhesive FGRPSA (TBI) 2 of 2 The two-handed technique for applying flat gasket with the pressure sensitive adhesive is shown in Photo 2. Photo 2: Gasket Material Application O-Ring Gasket Removal and Replacement □ Remove worn O-Ring with a screwdriver. □ Be sure the stainless steel gasket surface is dry and free of dust and debris. This procedure involves cleaning the surface with denatured alcohol. □ Apply adhesive, approximately 1/8” wide, along the stainless steel gasket surface. □ Smear the adhesive along the stainless steel gasket surface with an acid brush to ensure an even coat. OGRR (TBI) 1 of 1 Photo 1: O-Ring Adhesive Bead Placement □ Place the O-Ring gasket on the bead, applying pressure to the gasket when it is placed on the surface. □ If necessary, wipe the excess adhesive with a rag. Photo 2: O-Ring Gasket Application □ It may be necessary to use a hammer and a small block of wood to install the O-Ring as shown in Photo 3. Photo 3: Installing O-Ring with Hammer and Wood Block Removing, Installing, Adjusting, and Maintaining the Tie-Bar MTB (TBI) 1 of 3 The Tru-Balance In-Line Sifter is provided with a tie-bar assembly to synchronize its two counterweights. Do not attempt to operate the Sifter with the tie-bar assembly loose or disconnected. □ When removing, installing, or adjusting the tie-bar, begin by positioning the Sifter’s counterweights so that both are parallel and facing the rear as shown in Photo 1. Both throw blocks should be positioned in the same direction, facing to the right of the Sifter. Photo 1: Counterweight Placement Removing the Tie-Bar □ Loosen the throw block clamping bolts with a 9/16” wrench as shown in Photo 2. □ Remove the tie-bar and throw blocks as one unit. Photo 2: Throw Block Clamping Bolt Removing, Installing, Adjusting, and Maintaining the Tie-Bar MTB (TBI) 2 of 3 The original tie-bar equipped on a new Sifter will arrive from the factory preadjusted; however, replacement tie-bars will need adjustment. Installing the Tie-Bar □ Loosen the set collar. □ Position the tie-bar (with the throw blocks attached) under the Sifter and lift towards the Sifter from both ends. □ Slide the throw blocks on to their respective shafts; ensuring that the key slot located in the throw block aligns with the key located in the shaft. □ Continue to slide the throw blocks up the shafts until the bottom of each shaft and the bottom of each throw block are flush. □ Securely tighten both throw block clamping bolts as shown in Photo 2. Adjusting the Tie-Bar The preferred method for adjusting the tie-bar consists of aligning and adjusting the length of the tie-bar. □ Adjust the tie-bar using the counterweights to rotate the Sifter to top dead center position, allowing the tie-bar to adjust itself to proper length. Tighten the set collar and rotate Sifter by hand. The Sifter should freely rotate. If tight spots in the rotation are detected, first inspect the tie-bar assembly for possible problems. If no apparent physical problems exist, perform the following alternate tie-bar adjustment procedure: Photo 3: Straight Edge Placement Removing, Installing, Adjusting, and Maintaining the Tie-Bar □ MTB (TBI) 3 of 3 With the counterweights properly positioned parallel towards the rear of the Sifter and the throw blocks pointing to the right, place a straight edge that is long enough to span the width of the Sifter across both of the throw blocks. This straight edge placement is depicted in Photo 3. The tie-bar is properly adjusted when the straight edge is flat against both throw block edges. □ Adjustment of the length of the tie-bar may be necessary to align the tie-bar. One end of the tie-bar is equipped with a split set collar. This is the side from which the length adjustment takes place. □ Loosen the socket head screw located in the set collar with a socket wrench. This will adjust the length of the tie-bar. □ After performing the tie-bar length adjustment, check the alignment with a straight edge as described above. □ When the alignment is correct, retighten the socket head screw located in the set collar with a socket wrench. □ Check for freedom of rotation. □ If the above procedures fail to bring the tie-bar into proper adjustment, the frame may be damaged. Contact a Great Western representative for further technical assistance. Maintenance Great Western recommends lubricating the bearings on the ends of the tie-bar a minimum of every 60 days and/or per plant maintenance schedule. Sifter Balance SB (TBI) 1 of 1 The Tru-Balance In-Line Sifter was assembled and tested at the factory before shipping and has been balanced to minimize vibration. If, after installation, the Sifter does not run smoothly, review the Vibration Troubleshooting section of this manual for a listing of the most common causes. Some of the typical balance problems that occur during installation and initial start-up are: • The mounting platform could be too weak for the Sifter and its load. • The Sifter is not securely fastened and leveled to the floor or ceiling. • The tie-bar is out of adjustment. • The lift-out trays are not in the Sifter. • The Sifter has become overloaded. Troubleshooting Always lock out motor. Never run the Tru-Balance In-Line Sifter without the guards. Never run the Sifter without the sieve frames and trays. Don’t start the Sifter without notice. Problems and Possible Causes: V Leaking or Dusting-Out: D Sieve frames not tightened. D Gasket(s) worn or damaged or improperly installed. D Connecting sleeves damaged or improperly installed. D Improper sieve alignment. D Inadequate air pressure. T (TBI) 1 of 2 Troubleshooting V No Tailings: D Broken or damaged screen. D Sieves turned wrong or improperly installed. D Sifter counterweights rotating clockwise. V Excessive Tailings (Tailings Contain Too Much Product): D Leak at tailings container lid or damaged tailings hose. D Load to sifter or product changed (a distinct possibility with truck loading). D Screens blinded. D Screens too loose (unlikely). D Sieves turned wrong or improperly installed. V Sifter Backs Up and Chokes the System: D Sieves turned wrong or improperly installed. D Air bypass tray blinded. D Screens blinded. D Cleaners worn out. D Change in sifter load. D Failing system after the sifter. V Pneumatic Clamping System Not Functioning (If Installed): D Build up of material on upper eccentric. D Pneumatic set collars improperly adjusted. D Inadequate air pressure. D Ruptured air line. D Faulty cylinder. V Cable Clamping System Not Functioning (If Installed): D Build up of material on lower eccentric. D Threaded shafts of take-up assembly not lubricated. D Damaged or misaligned cable. V Excessive Vibration: D See the Vibration Troubleshooting section of this manual. T (TBI) 2 of 2 Vibration Troubleshooting VT (TBI) 1 of 2 When the Sifter is producing excessive vibrations, first identify whether it is due to an imbalance or a mechanical problem; this can normally be done by simply grasping the frame. If the frame has a shock or mechanical jolt with each revolution, it is probably not out of balance. If the frame feels solid but has a swaying or pulling feel, then it is out of balance. A list of probable causes of excessive Sifter vibration, in the sequence generally found to be the cause, follows: • Faulty Bearings in Tie-Bar: If there is significant movement or play in the bearing, or if you can tell the bearing itself is loose, the bearing should be replaced. • Improperly Adjusted or Installed Tie-Bar: Follow the instructions for the type of tie-bar installed on your Sifter. Throw blocks should always be installed flush with the bottom of the shaft. Once the tie-bar is installed and tightened, the Sifter should be revolved by hand. The movement should be uniform with no tight spots or binding feeling. See the Removing, Installing, Adjusting and Maintaining the Tie-Bar section of this manual. • Accumulation of Material in the Sifter: The increased weight of product accumulated in the Sifter will cause it to be out of balance. This is checked and corrected by opening the Sifter and removing the sieves. Clean out and re-install the sieves. • Loose or Broken Weight Bucket Keys: A full-sized key is used to hold the weight bucket in the proper position on the drive shaft. Occasionally the key can wear the bucket knuckle, causing the bucket to shift slightly and cause the Sifter to vibrate. This is checked and corrected by loosening the weight bucket, prying it up, and observing the key; if the key is worn or broken, replace the key and securely tighten the bucket. If the knuckle is worn, the bucket should be replaced. • Improper Leveling or Loose Mounting: The Sifter should be level on the floor or mounting platform. On installation, shims should be placed under legs. The anchor bolts should not be used to pull the legs down to the floor. Check for an out of level condition. Movement can also occur if the bolts holding the Sifter to the floor or ceiling are loose or if the mounting pads have broken. • Mounting Platform Too Weak: Occasionally, platforms are designed and built which are not rigid enough to support the Sifter or adequately absorb small vibrations that may occur. This is apparent when a Sifter runs smoothly without a load but causes the platform to shake when loaded. Consult a structural engineer regarding reinforcement of the platform or consult with Great Western about adding bracing to the Sifter. • Bad Pillow-block Bearings: The Sifter uses eight (8) pillow-block bearings. Normally, even if the four attached to the Sifter frame go bad, little can be detected from the Sifter’s operation. However, if any of the four bearings attached to the upper and lower dome drive frames wear, to where they have significant play, the Sifter will shake excessively. Remove these bearings and replace them if excessive play or wear is detected. Vibration Troubleshooting VT (TBI) 2 of 2 • Broken Drive Component: If the upper or lower dome drive frames or any of the four bearing frame support arms have broken, a mechanical punch or vibration will result when operating the Sifter. Due to the precision to which these Sifters are manufactured, it is not possible to weld the broken components; they must be replaced. Also verify that the knuckle has not broken loose from the weight bucket. If it has, the entire bucket assembly should be replaced. • Out of Balance: Verify that the lead weights and wooden spacers are in the bucket in the number and sequence shown by checking the weight chart on the weight buckets. Generally, if the housing, sieves, and weights in the weight bucket have not changed, then the originally balanced Sifter will remain in balance. TD (TBI) 1 of 3 Technical Data TBI-611 TBI-621 TBI-631 Inch 77 x 49 x (45 to 92) 97-1/2 x 66-3/4 x (66 to 92) 94 x 72 x (66 to 92) Centimeter 194 x 125 x (115 to 234) 248 x 170 x (167 to 232) 238 x 181 x (167 to 232) Inch 116 x 90 x (65 to 112) 134 x 112 x (86 to 112) 134 x 112 x (86 to 112) Centimeter 294 x 125 x (165 to 284) 338 x 281 x (217 to 282) 338 x 281 x (217 to 282) Pound (39 to 68) (81 to 102) (81 to 102) Kilogram (18 to 31) (37 to 46) (37 to 46) Pound 14 24 24 Kilogram 6 11 11 Pound ≈ 2800 ≈ 4230 ≈ 4230 Kilogram ≈ 1270 ≈ 1925 ≈ 1925 Dimensions (W x D x H) Space Demand (W x D x H) Sieve Weight Tray Weight Sifter Weight (With Crating) Space Demand: Ensure adequate space is in front of, behind, and on each side of the Tru-Balance In-Line sifter for proper safety, operation and maintenance. An extra 20 inches (50 centimeters) has been added to the machine height for spouting space demands. TD (TBI) 2 of 3 Technical Data TBI-611 TBI-621 TBI-631 Minimum Pressure 100 psi 5.5 bar 100 psi 5.5 bar 100 psi 5.5 bar Maximum Pressure 120 psi 8.3 bar 120 psi 8.3 bar 120 psi 8.3 bar Quality Dry, oil free Dry, oil free Dry, oil free Inch Ø36 Ø52 Ø52 Centimeter Ø91.4 Ø132.1 Ø132.1 Feet2/Sieve 4.6 8.9 8.9 Meter2/Sieve 0.43 0.83 0.83 Feet2 (9.2 to 32.2) 62.3 62.3 Meter2 (0.9 to 3.0) 5.8 5.8 Inch (2 to 6) (4 to 8) (4 to 8) Centimeter (5.1 to 15.3) (11 to 21) (11 to 21) Operating Speed See Flow Schematic See Flow Schematic See Flow Schematic Counterweight Movement Counterclockwise Counterclockwise Counterclockwise Pneumatic Cylinder Data Sieve Dimension Net Screen Area Net Sieving Area Spouting Diameter TD (TBI) 3 of 3 Technical Data TBI-611 TBI-621 TBI-631 Voltage 230/460 230/460 230/460 Horsepower 1.5 1.5 1.5 Noise Emission < 85 dB(A) < 85 dB(A) < 85 dB(A) Electrical Data Ambient Conditions (For All Models) Transport and Storage Operation Operating Temperature Normal room temperature Normal room temperature Humidity Dry, roof over Dry, roof over Installation Location Read transport instructions on packing Dust free, horizontal solid foundation PL (TBI) 1 of 8 Parts List Figure Number 1 2 3 4 5 6 7 8 8-A 8-B 8-C 8-D 8-E 8-F 8-G 8-H 8-I 9 10 11 12 13 14 14-A 14-B 14-C 14-D 14-E 14-F 14-G 14-H 15 16 17 18 19 20 21 22 23 24 25 26 27 Great Western Item Number 028-000-769 See Flow Schematic 000-000-501 500-007-002 000-005-102 000-005-005 000-003-535 028-000-298 028-000-853 000-001-025 See Flow Schematic 028-000-745 400-394-600 400-268-000 See Flow Schematic See Flow Schematic 400-026-100 000-003-213 Description Inlet Assy Inlet Support Stand Assy Dome Inlet Assy Dome Inlet O-Ring Top Dome Assy Outlet Assy Draw Rod Sieve Assy Tray Screen Tray Sieve to Tray Gasket Sieve Sieve to Sieve Gasket Sieve O-Ring Cleaner Ball Cleaner Cube Sieve Slide Bottom Dome Assy Flanged Hex Nut w/ Set Screw Pipe Outlet Assy Cylinder Rod Cylinder Tailings Container Assy Mounting Bracket Inlet Assy Butterfly Valve Lid Assy Gasket Eyebolt Assy with Knob and Washer Container Bracket Tailings Container Inlet Hose Hexagon-Type Hand Knob Ferrule Cartridge Valve Tube Fitting Quick Clamp Hose Clamp Outlet Hose Rubber Gasket Discharge Hose Flanged Hex Nut Lead Weight Weight Bucket Assy Driven QD Bushing PL (TBI) 2 of 8 Parts List Figure Number 28 29 30 31 32 32-A 32-B 33 34 35 36 37 38 38-A 38-B 38-C 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 Great Western Item Number 028-000-356 300-020-000 300-020-200 000-001-616 000-002-124 000-005-051 000-005-093 000-000-170 000-005-442 Description V-Belt Driven Sheave Pneumatic Control Box Assy Vibration Switch Frame Assy Upper Bearing Arm Assy Lower Bearing Arm Assy Pillow Block Bearing Woodruff Key Motor Driver Sheave Driver QD Bushing Tie-Bar Assy Shaft-End Bearing Steel Pipe Assy Adjuster Assy Pin-Type Throw Block Bottom Eccentric Top Eccentric Center Shaft End Guard Right Guard Front/Back Shield Back Left Guard Microswitch Front Left Guard Motor Guard Weight Bucket Dust Cover Vibration Switch Mounting Plate Eccentric Guard Splash Pan Parts List PL (TBI) 3 of 8 Parts List PL (TBI) 4 of 8 Parts List PL (TBI) 5 of 8 Parts List PL (TBI) 6 of 8 Parts List PL (TBI) 7 of 8 Parts List PL (TBI) 8 of 8