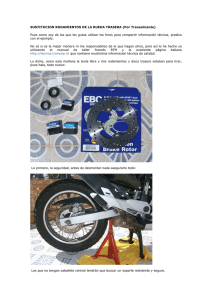
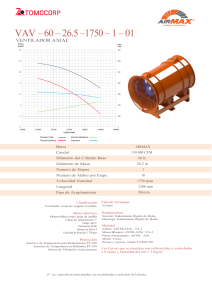
INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” FACULTAD DE INGENIERÍA Y ARQUITECTURA “INGENIERIA MECANICA ELECTRICA “ TRABAJO DE RODAMIENTOS CURSO: INGENIERIA DE MANTENIMIENTO DOCENTE: MAGISTER ARTURO COSI ALUMNO: FLORES YUJRA JEFFERSON CICLO: VII MOQUEGUA – 2021 INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” INDICE 1. RESUMEN: ............................................................................................................................. 4 2. ¿QUE SON LOS RODAMIENTOS? ........................................................................................... 5 3. INSPECCION DE LOS RODAMIENTOS ..................................................................................... 5 4. INSPECCION DURANTE EL FUNCIONAMIENTO.......................................................................... 6 4.1 TEMPERATURA DEL RODAMIENTO ..................................................................................... 6 4.2 5. RUIDOS DE FUNCIONAMIENTO DEL RODAMIENTO. ..................................................... 6 SELECCIÓN DEL LUBRICANTE................................................................................................. 8 5.1 LUBRICANTE CON GRASA. ................................................................................................... 8 5.2 LUBRICANTE POR ACEITE .................................................................................................... 9 5.3 RELUBRICACION ........................................................................................................... 9 6. REVISION DE LOS RODAMIENTOS DESPUES DEL FUNCIONAMIENTO................................. 10 7. FALLOS EN LOS RODAMIENTOS Y SOLUCIONES .................................................................. 11 7.1 EXFOLIACIÓN ..................................................................................................................... 11 7.2 DESPRENDIMIENTO DE MATERIAL .................................................................................... 11 7.3 RAYADURAS ....................................................................................................................... 12 7.4 ADHERENCIA POR DESLIZAMIENTO .................................................................................. 13 7.5 DESGASTE .......................................................................................................................... 13 7.6 DECOLORACIONES Y MANCHAS ........................................................................................ 14 7.7 INDENTACIONES ................................................................................................................ 14 7.8 ROTURAS ........................................................................................................................... 15 7.9 FRACTURA O AGRIETADO.................................................................................................. 15 7.10 OXIDACIÓN Y CORROSIÓN .............................................................................................. 16 7.11 SOBRECALENTAMIENTO Y GRIPADO ............................................................................... 16 7.12 FALSO EFECTO BRINNELING Y CORROSIÓN DE CONTACTO ............................................ 17 7.13 PICADURAS ELÉCTRICAS .................................................................................................. 17 7.14 DESVIACIÓN DE LA PISTA DE RODADURA ....................................................................... 18 7.15 DAÑOS A LAS JAULAS ...................................................................................................... 19 7.16 DESLIZAMIENTO .............................................................................................................. 19 8. DESMONTAJE DE RODAMIENTOS. ...................................................................................... 20 8.1 PROCEDIMIENTOS MECANICOS ........................................................................................ 20 8.2 DESMONTAJE DE RODAMIENTOS CON ASIENTOS CÓNICOS ............................................ 21 8.3PROCEDIMIENTOS TERMICOS. ........................................................................................... 22 8.4 PROCEDIMIENTO HIDRAULICO.......................................................................................... 22 9. MONTAJE DE RODAMIENTOS.................................................................................................. 23 9.1 MONTAJE EN FRIO. ............................................................................................................ 23 INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 9.2 MONTAJE EN CALIENTE ..................................................................................................... 24 9.2.1 ¿A QUÉ TEMPERATURA HAY QUE CALENTAR? .............................................................. 24 9.2.2 PRECAUCIONES A TOMAR PARA EL MONTAJE EN CALIENTE ......................................... 24 9.3 MONTAJE HIDRAULICO ..................................................................................................... 25 9.3.1Técnicas específicas para el montaje hidráulico: ............................................................ 25 9.3.2 Tipos de ensamblaje del montaje hidráulico .......................................................... 25 10. CONCLUSIONES ..................................................................................................................... 26 11. BIBLIOGRAFIA: ....................................................................................................................... 27 INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 1. RESUMEN: El presente trabajo se verá en lo que consiste los rodamientos pero centrado al curso con lo que vera sobre el mantenimiento. Como vemos los rodamientos son elementos mecánicos con un rol crucial para el rendimiento de la máquina. La vida efectiva de un rodamiento se define como el número total de revoluciones (o el número de horas de operación a una velocidad constante) antes de que ocurra la exfoliación. También veremos a que temperatura trabajan los rodamientos. Una temperatura deseable en el rodamiento se sitúa generalmente por debajo de los 100˚C. Veremos ruidos de funcionamiento del rodamiento, los ruidos anormales típicos de los rodamientos y sus causas. Severa también el lubricante indicado a usar con el propósito de lubricar el rodamiento es para cubrir las superficies de rodadura con una fina película de aceite para evitar el contacto directo de metal con metal. No solo eso también encontraremos posibles fallos en los rodamientos, el cual Si ocurre un fallo prematuro puede ser debido a algún fallo en la selección, manejo, lubricación y/o montaje del rodamiento. Y por último veremos cómo es el montaje y desmontaje de un rodamiento por diferentes tipos en caliente, frio, hidráulico, etc. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 2. ¿QUE SON LOS RODAMIENTOS? El rodamiento es un elemento mecánico con un rol crucial para el rendimiento de la máquina. Si uno de los rodamientos se rompe o atasca tanto la máquina como la línea de ensamblaje podrían detenerse. Si uno de los rodamientos del eje de un auto o tren falla podría generar un serio accidente. Todos los rodamientos se dañan con el tiempo incluso si son instalados y utilizados correctamente. Las pistas de rodadura y las superficies de contacto de los elementos rodantes están sujetas de forma continua a esfuerzos compresivos repetitivos, lo que eventualmente causará la exfoliación de esas superficies. La vida efectiva de un rodamiento se define como el número total de revoluciones (o el número de horas de operación a una velocidad constante) antes de que ocurra la exfoliación. El rodamiento también puede fallar por atascamiento, fracturas, desgaste, corrosión, etc. Sin embargo, los fallos por aplicaciones inadecuadas, selección del rodamiento y mantenimiento son más frecuentes que por la exfoliación por fatiga del acero del rodamiento. 3. INSPECCION DE LOS RODAMIENTOS Son importantes para prevenir fallos innecesarios. Los siguientes métodos son generalmente adoptados para inspeccionar los rodamientos. Inspección durante el funcionamiento Para determinar si es necesario volver a suministrar o cambiar el lubricante, debe de verificar la temperatura del rodamiento y el ruido o vibración. Inspección de los rodamientos tras el funcionamiento Los rodamientos deben ser cuidadosamente examinados después del funcionamiento y durante las inspecciones periódicas para detectar cualquier daño posible y se deberán de tomar medidas para prevenir la recurrencia. Es importante determinar los procedimientos de inspección y establecer intervalos de inspección regulares de acuerdo a la importancia del sistema o el equipo. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 4. INSPECCION DURANTE EL FUNCIONAMIENTO. 4.1 TEMPERATURA DEL RODAMIENTO Se eleva durante el arranque y se estabiliza a una temperatura un poco menor que durante el mismo (normalmente 10˚ a 40˚C más alta que la temperatura ambiente) en un periodo de tiempo determinado. Para la estabilización de la temperatura de operación dependerá del tamaño, tipo, velocidad, lubricación y las condiciones de disipación de calor alrededor del rodamiento, puede variar entre 20 minutos hasta varias horas. Una alta temperatura en el rodamiento no es deseable en virtud de mantener una vida en servicio adecuada y prevenir el deterioro del lubricante. Una temperatura deseable en el rodamiento se sitúa generalmente por debajo de los 100˚C. En caso que la temperatura no se estabilice algunas causas podrían ser: Extremadamente poco o excesivo lubricante Instalación incorrecta de los rodamientos Juego interno pequeño o carga extremadamente pesada Elevada fricción entre el labio y la ranura de la junta Tipo de lubricante inapropiado Deslizamiento entre las superficies de ajuste 4.2 RUIDOS DE FUNCIONAMIENTO DEL RODAMIENTO. a) ZUMBIDO: El tono permanece constante con los cambios de velocidad (polvo o contaminación). El tono cambia con los cambios de velocidad (daño). Causas: Polvo o Contaminación. Pistas, superficies de las bolas o rodillos ásperas. Pistas, superficies de las bolas o rodillos dañadas. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” b) SILBIDO: Rodamientos pequeños. Causas: Pistas, superficies de las bolas o rodillos ásperas c) VIBRACIÓN: Generado intermitentemente a intervalos regulares. Causas: Contacto con el laberinto u otras secciones. Contacto entre la jaula y la junta. d) GRAZNIDO: Se vuelve más ruidoso a ciertas velocidades. El ruido varía en volumen, De vez en cuando suena como una sirena o un silbato. Causas: Resonancia, ajuste deficiente (Defecto de forma del eje). Deformación de la pista. Vibración en las superficies de las pistas, bolas o rodillos e) CRUJIDO VIBRACIÓN: Se nota cuando los rodamientos se giran manualmente Causas: Pista dañada (se percibe a intervalos regulares). Bolas o rodillos dañados (se percibe a intervalos irregulares). Polvo/contaminación, pista deformada. f) TRAQUETEO: Continuo a altas velocidades Causas: Pistas, superficies de las bolas o rodillos dañadas. g) RUIDO DE VENTILADOR: Desaparece tan pronto se desconecta la corriente Causas: Ruido electromagnético del motor h) TINTINEO: Generado a intervalos irregulares (permanece constante con los cambios de velocidad). Causas: Polvo/contaminación i) VIBRACIÓN GOLPETEO TRAQUETEO: Generado constantemente a intervalos regulares a altas velocidades. Causas: Este es normal si el ruido generado por la jaula es claro. Grasa inadecuada si el ruido se genera a bajas temperaturas. Alveolos de la jaula desgastados, lubricante insuficiente, funcionando con una capacidad de carga insuficiente j) DETONACIÓN TRAQUETEO: Perceptible a bajas velocidades. Causas: Ruido de choques del interior de los alveolos de la jaula, lubricación insuficiente. Se elimina reduciendo el juego o aplicando precarga. Los rodillos se golpean entre sí en los rodamientos de tipo Fullcomplement (sin jaula). k) ESTAMPIDO MARTILLEO: Fuerte ruido de detonación metálica en los rodamientos grandes de sección fina a bajas velocidades. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” l) m) n) o) Causas: Ruido inestable de los elementos rodantes. Pista deformada. Chirrido de una llave. CRUJIDO CHIRRIDO: Principalmente en los rodillos cilíndricos, cambia con la variación de velocidad, ruido metálico cuando suena fuerte. Causas: • Consistencia del lubricante demasiado alta (grasa) • Juego interno radial demasiado amplio. • Lubricante insuficiente. CHILLIDO RUIDO METÁLICO: Ruido de tipo contacto metal con metal. Tono alto. Causas: • Ralladuras entre los rodillos y el respaldo de los rodillos. • Juego interno demasiado pequeño. Lubricante insuficiente. EFERVESCENCIA LEVE O DETONACIÓN: Se genera irregularmente en los rodamientos pequeños. Causas: • Ruido de estallido de burbujas en la grasa. CRUJIDO: Ruido crepitante generado irregularmente. Causas: • Deslizamiento de la brida de ajuste. • Chirrido de la superficie de montaje. • Chirrido de la llave u otro. 5. SELECCIÓN DEL LUBRICANTE El propósito de lubricar el rodamiento es para cubrir las superficies de rodadura con una fina película de aceite para evitar el contacto directo de metal con metal. Una lubricación efectiva de los elementos rodantes del rodamiento tiene los siguientes efectos: Reducir la fricción y abrasión Extraer el calor generado por la fricción Prolongar la vida de servicio Prevenir la oxidación (corrosión) Mantener cuerpos extraños (o contaminación) fuera de los elementos rodantes y las pistas 5.1 LUBRICANTE CON GRASA. Generalmente, la grasa es usada para lubricar los elementos rodantes porque es fácil de manejar y simplifica el sistema de sellado. Examine cuidadosamente el tipo y propiedades del aceite base, espesantes y aditivos INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” de la grasa. Una vez hecho esto, seleccione una grasa apropiada para las condiciones de operación del rodamiento. Consistencia de grasas 5.2 LUBRICANTE POR ACEITE Generalmente la lubricación con aceite es más adecuada para aplicaciones a altas velocidades o a altas temperaturas. Es también adecuada para extraer el calor del rodamiento. Viscosidad mínima de aceites lubricantes para rodamientos 5.3 RELUBRICACION En la lubricación con grasa, las características de lubricación de la grasa se deterioran con las horas de operación, por lo que es necesario relubricar el rodamiento en intervalos apropiados. Los intervalos de relubricación de la grasa dependen del tipo, dimensiones y velocidad del rodamiento, y del tipo de grasa. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” Ejemplo de un catálogo general 6. REVISION DE LOS RODAMIENTOS DESPUES DEL FUNCIONAMIENTO. Los rodamientos desmontados después de su funcionamiento y aquellos que son desinstalados o cambiados durante inspecciones periódicas, deben de ser cuidadosamente inspeccionados para comprobar los síntomas de cada uno de sus componentes y evaluar si sus condiciones de operación son satisfactorias. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 7. FALLOS EN LOS RODAMIENTOS Y SOLUCIONES Generalmente los rodamientos pueden ser utilizados hasta el final de su vida de fatiga si son usados de manera apropiada. Si ocurre un fallo prematuro puede ser debido a algún fallo en la selección, manejo, lubricación y/o montaje del rodamiento. Muchas veces es difícil determinar las causas reales de fallos en los rodamientos porque existen muchos factores interrelacionados entre sí. Es posible, sin embargo, prevenir la recurrencia de problemas similares, considerando las posibles causas de acuerdo a la situación y condición de la máquina donde el rodamiento falla. 7.1 EXFOLIACIÓN CAUSAS: Fatiga de rodaje. La exfoliación puede ocurrir prematuramente debido a sobrecarga, carga excesiva debido al manejo inadecuado, falta de precisión en el eje o en el alojamiento, error en la instalación, entrada de cuerpos extraños, oxidación, etc. SOLUCIONES: Encuentre la causa de la carga excesiva. Control de las condiciones de funcionamiento, utilizando rodamientos con una mayor capacidad de carga. Aumente la viscosidad del lubricante y mejore el sistema de lubricación para formar una adecuada película de aceite. Elimine los errores de instalación. 7.2 DESPRENDIMIENTO DE MATERIAL CAUSAS: Es más probable que ocurra en rodamientos de rodillos. Tiende a ocurrir si las superficies de partes opuestas están ásperas o si las características de lubricación son deficientes. El desprendimiento puede convertirse en exfoliación. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” SOLUCIONES: Control de la aspereza de la superficie e ingreso de cuerpos extraños. Revisión del lubricante. Inicio de operaciones (break-in) adecuado. 7.3 RAYADURAS CAUSAS: Práctica de montaje y desmontaje incorrecto. Interrupción de la película de aceite en las superficies de contacto debido a una carga radial excesiva, cuerpos extraños o precarga excesiva. SOLUCIONES: Mejorar los procedimientos de montaje y de desmontaje. Revisión de las condiciones de funcionamiento. Revisión de la precarga. Revisión del lubricante y método de lubricación. Mejorar la eficiencia del sellado INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 7.4 ADHERENCIA POR DESLIZAMIENTO CAUSAS: Los elementos rodantes patinan durante el movimiento rodante y las características del lubricante son muy deficientes para prevenir el deslizamiento o patinaje. SOLUCIONES: Revisión del lubricante óptimo y el método de lubricación capaz de crear una película de aceite estable. Use un lubricante que contenga un aditivo de extrema presión. Tome precauciones tales como un pequeño juego radial interno y una precarga que prevengan el patinado de los cuerpos rodantes. 7.5 DESGASTE CAUSAS: Entrada de cuerpos extraños sólidos, presencia de tierra y otros cuerpos extraños en el lubricante. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” SOLUCIONES: Revisión del lubricante y método de lubricación. Mejore la eficiencia del sellado. Filtre el aceite lubricante. Corrija el desalineamiento. 7.6 DECOLORACIONES Y MANCHAS CAUSAS: Entrada de cuerpos extraños. Lubricación deficiente. Coloración del templado debido al sobrecalentamiento. Acumulación de aceite deteriorado en la superficie. SOLUCIONES: Revisión del sistema de sellado. Filtración del aceite lubricante. Revisión del lubricante y del método de lubricación. 7.7 INDENTACIONES CAUSAS: Entrada de cuerpos extraños sólidos Partículas atrapadas de la exfoliación. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” SOLUCIONES: Eliminación del ingreso de cuerpos extraños sólidos. Verificar si hay exfoliaciones en el rodamiento o en otros rodamientos cercanos, si las indentaciones se deben a partículas metálicas. Filtración del aceite lubricante. Mejore los procedimientos de manipulación y de montaje. 7.8 ROTURAS CAUSAS: Objetos sólidos grandes atrapados en el interior del rodamiento. SOLUCIONES: Diagnóstico y corrección de las cargas excesivas y de impacto. Mejorar los procedimientos de manejo o montaje. Mejorar las características del sellado. 7.9 FRACTURA O AGRIETADO CAUSAS: Carga excesiva. Impactos excesivos, Sobrecalentamiento por deslizamiento y enfriamiento rápido, Ajuste excesivamente holgado. Exfoliación excesiva. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” SOLUCIONES: Identificar la presencia de cargas muy elevadas. Prevención del deslizamiento. Mejora del ajuste. 7.10 OXIDACIÓN Y CORROSIÓN CAUSAS: Entrada de agua o material corrosivo. Condensación de la humedad existente en el aire, Condiciones de empaque y manejo del rodamiento con las manos descubiertas. SOLUCIONES: Mejora de la eficiencia del sellado. Inspeccione periódicamente el aceite lubricante. Mejorar las prácticas de manipulación del rodamiento. Medidas para prevenir la oxidación cuando el rodamiento no esté en funcionamiento por un período de tiempo prolongado. 7.11 SOBRECALENTAMIENTO Y GRIPADO CAUSAS: Disipación insuficiente del calor generado por el rodamiento, Lubricación deficiente o lubricante inadecuado. Juego interno excesivamente pequeño, Carga excesiva (o precarga). Cruce de los rodillos o error de instalación. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” SOLUCIONES: Mejora de la disipación del calor generado por el rodamiento. Revisión del lubricante y de la cantidad del mismo. Eliminación del desalineamiento. Revisión del juego interno y la precarga. Revisión de las condiciones de funcionamiento. 7.12 FALSO EFECTO BRINNELING Y CORROSIÓN DE CONTACTO CAUSAS: Si los cuerpos rodantes son sometidos a cargas vibrantes que producen oscilaciones de pequeña amplitud, el lubricante es expulsado fuera de las zonas de contacto y las piezas se desgastan notablemente. SOLUCIONES: El anillo interior y exterior debe embalarse por separado para efectos del transporte. Si no son del tipo separable, los rodamientos deben ser precargados. Use aceites o grasas de alta consistencia cuando los rodamientos sean sometidos a movimientos oscilatorios. Revisión del lubricante. Asegure el eje y el alojamiento para evitar que se muevan de manera relativa. Mejore el ajuste. 7.13 PICADURAS ELÉCTRICAS CAUSAS: Corriente eléctrica que pasa a través del rodamiento, lo que genera chispas que funden la superficie de las pistas. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” SOLUCIONES: Evite el flujo de corriente eléctrica desviándola a tierra o utilizando rodamientos aislados. 7.14 DESVIACIÓN DE LA PISTA DE RODADURA CAUSAS: Deformación o inclinación de los anillos del rodamiento debido a la poca precisión del eje y/o alojamiento. Poca rigidez del eje o del alojamiento. Deflexión del eje debido a un juego interno excesivo. SOLUCIONES: Mejore la precisión en el mecanizado del eje y del alojamiento. Revisión de la rigidez del eje y alojamiento. Revisión del juego interno. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 7.15 DAÑOS A LAS JAULAS CAUSAS: Momento de fuerza excesivo. Rotación a velocidades elevadas o grandes fluctuaciones de velocidad. SOLUCIONES: Revisión de las condiciones de carga. Revisión del lubricante y el método de lubricación. Revisión de la selección de la jaula. Mejora de las prácticas de manipulación. Revisión de la rigidez del eje y alojamiento. 7.16 DESLIZAMIENTO CAUSAS: Ajuste insuficiente del anillo interior sometido a cargas que giran respecto al anillo interior. SOLUCIONES: Mejore el ajuste. Mejora de la precisión del maquinado del eje y del alojamiento. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 8. DESMONTAJE DE RODAMIENTOS. Si se quiere emplear nuevamente los rodamientos, hay que desmontarlos con cuidado. Sobre todo hay que aplicar la herramienta de extracción en el aro que vaya a desmontarse. En caso contrario, los cuerpos rodantes producirán marcas en los caminos de rodadura (fig. 78a). Además existe el peligro de que los rodamientos de poco espesor se rompan (fig. 78b). La fuerza necesaria para el desmontaje es generalmente bastante mayor que la fuerza de montaje, porque el aro se asienta fijamente al cabo del tiempo. El desmontaje de aros montados con holgura también puede ser dificultoso si, tras largos tiempos de servicio, se ha producido herrumbre de contacto. 8.1 PROCEDIMIENTOS MECANICOS Para desmontar rodamientos pequeños se usan generalmente dispositivos de extracción mecánicos o prensas hidráulicas que atacan, bien en el aro montado con ajuste fijo, bien en el elemento adyacente un anillo de laberinto. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” En caso de necesidad pueden desmontarse rodamientos pequeños con ayuda de un punzón metálico y un martillo. Los golpes deben repartirse a lo largo de toda la periferia. 8.2 DESMONTAJE DE RODAMIENTOS CON ASIENTOS CÓNICOS Para el desmontaje de rodamientos directamente colocados en el asiento cónico del eje o sobre un manguito de montaje, primeramente se afloja el elemento de seguridad del eje o del casquillo de sujeción; a continuación se gira la tuerca hasta superar el camino INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” de empuje; entonces, mediante ligeros golpes de martillo, ha de extraerse el aro interior del manguito de montaje o del asiento cónico del eje. 8.3PROCEDIMIENTOS TERMICOS. Los aros de calentamiento se calientan con una placa de calentamiento eléctrica a una temperatura de 200 a 300 ºC; a continuación se colocan sobre el aro interior a desmontar y apretando los agarraderos. El calor se transmite en seguida del aro de calentamiento al aro interior. Después de aflojar el ajuste fijo del aro interior en el eje, se sacan simultáneamente ambos aros. 8.4 PROCEDIMIENTO HIDRAULICO. El procedimiento hidráulico es apropiado tanto para el desmontaje de asientos cónicos como para asientos cilíndricos. En ambos casos han de preverse taladros para el aceite y roscas apropiadas para la conexión de los dispositivos de presión. Para el desmontaje de rodamientos con agujero cónico que vayan montados directamente sobre el gorrón cónico son suficientes inyectores como dispositivos de presión. En los rodamientos con agujeros cilíndricos y con los manguitos de montaje y desmontaje ha de usarse una bomba. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 9. MONTAJE DE RODAMIENTOS 9.1 MONTAJE EN FRIO. El montaje en frío, la técnica más simple, es conveniente para los rodamientos de pequeñas y medianas dimensiones, con ajustes normales. NTN-SNR ha desarrollado una gama de herramientas para facilitarle esta operación. Etapas específicas del montaje en frío: Monte el anillo que gira respecto a la carga con un ajuste apretado sobre su asiento: carga fija respecto al anillo exterior, anillo interior apretado sobre el eje, carga fija respecto al anillo interior, anillo exterior apretado en su alojamiento. Realice el enmangue con ayuda de casquillos de montaje apoyando sobre el anillo del rodamiento que presente el ajuste más apretado. Evita de esta manera solicitar los cuerpos rodantes y dañar el rodamiento. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 9.2 MONTAJE EN CALIENTE El montaje en caliente se debe utilizar cuando el enmangue de un rodamiento sobre un eje requiere un esfuerzo importante, a causa de su tamaño y de su alta tolerancia de ajuste. 9.2.1 ¿A QUÉ TEMPERATURA HAY QUE CALENTAR? Por regla general, las temperaturas de calentamiento aconsejables son: 100ºC para un rodamiento estanco lubricado de por vida y/o con jaula de poliamida 130ºC para un rodamiento abierto con jaula de chapa 9.2.2 PRECAUCIONES A TOMAR PARA EL MONTAJE EN CALIENTE Utilice la pasta de montaje para facilitar la inserción del rodamiento. Acuérdese de colocarse guantes aislados térmicamente para garantizarse una manipulación segura y fácil de las piezas calentadas. Prevea una ayuda suplementaria para manipular los rodamientos pesados. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 9.3 MONTAJE HIDRAULICO 9.3.1Técnicas específicas para el montaje hidráulico: Inyecte una película de aceite sobre toda la superficie de contacto entre el eje y el anillo interior. Esto reduce los rozamientos generados por el enmangue y facilita el apriete. Utilice una tuerca hidráulica, que desarrolla el empuje necesario para el enmangue. Realice estas dos maniobras simultáneamente 9.3.2 Tipos de ensamblaje del montaje hidráulico eje con asiento cónico: Los aros interiores de los rodamientos con agujero cónico siempre se montan con un ajuste de interferencia. Al grado de interferencia lo determina la distancia a la que el rodamiento se cala sobre un asiento del eje cónico o manguito de fijación o de desmontaje. Al calar el rodamiento en el asiento cónico, su juego radial interno se reduce. Esta reducción en el juego o la distancia de calado axial se pueden medir para determinar el grado de interferencia y el ajuste adecuado. eje con asiento cilíndrico, en asociación con un manguito: Cuando se monta el ensamblaje del eje y del aro interior en el soporte donde se encuentra el aro exterior, la alineación debe realizarse con cuidado a fin de evitar que se dañen los caminos de rodadura y los elementos rodantes. A la hora de montar los rodamientos de rodillos cilíndricos o de agujas con un aro interior sin pestañas o con una pestaña en solo uno de los lados, se debe utilizar un manguito guía. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 10. CONCLUSIONES Todos los rodamientos se dañan con el tiempo incluso si son instalados y utilizados correctamente Es importante determinar los procedimientos de inspección y establecer intervalos de inspección regulares de acuerdo a la importancia del sistema o el equipo. Es importante la lubricación para evitar el contacto de piezas y choquen metal con metal. Si ocurre un fallo prematuro puede ser debido a algún fallo en la selección, manejo, lubricación y/o montaje del rodamiento hay que desmontarlos con cuidado, en caso contrario, los cuerpos rodantes producirán marcas en los caminos de rodadura. Los aros interiores de los rodamientos con agujero cónico siempre se montan con un ajuste de interferencia A la hora de montar los rodamientos de rodillos cilíndricos o de agujas con un aro interior sin pestañas o con una pestaña en solo uno de los lados, se debe utilizar un manguito guía. INIVERSIDAD JOSÉ CARLOS MARIÁTEGUI “INGENIERIA DE MANTENIMIENTO” 11. BIBLIOGRAFIA: https://www.ntn-snr.com/sites/default/files/2019-11/ntn-care-and-maintenance3017ii_s.pdf https://rodavigo.net/catalogos/FAG/11%20Montaje%20de%20rodamientos/FAG%200 5%20Desmontaje%20de%20rodamientos.pdf https://www.ntn-snr.com/es/montaje-derodamientos#:~:text=Saque%20el%20rodamiento%20de%20su,para%20rodamientos% 20siguiendo%20las%20instrucciones. https://www.skf.com/pe/products/rolling-bearings/principles-of-rolling-bearingselection/bearing-selection-process/sealing-mounting-and-dismounting/mountingand-dismounting/mounting/mounting-bearings-with-a-cylindrical-bore https://www.skf.com/pe/products/rolling-bearings/principles-of-rolling-bearingselection/bearing-selection-process/sealing-mounting-and-dismounting/mountingand-dismounting/mounting/mounting-bearings-with-a-tapered-bore