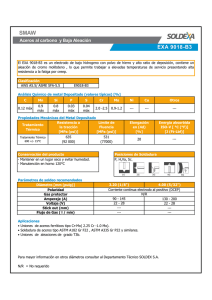
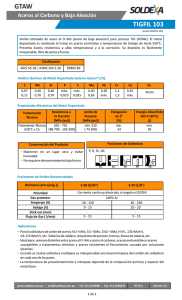
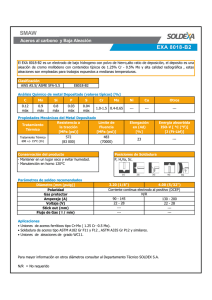
Aceros Inoxidables 2 Nombre: Romagera Osinaga Ulises Alejandro Registro: 218047347 Docente: Ing. Felipe Churque Berrios Materia: Ciencias de los materiales Año: 2021 1) Aceros Inoxidables Propiedades y aplicaciones de los siguientes aceros: AISI 410 y AISI 420 El 410 es el acero inoxidable martensítico básico, para uso general, que puede endurecerse. Se utiliza para partes sometidas a grandes esfuerzos con buena resistencia a la corrosión y resistencia mecánica. El inoxidable 410 resiste la corrosión en atmósferas ligeramente corrosivas, vapor, y en muchos ambientes químicos leves. Este acero puede tratarse térmicamente para obtener una alta resistencia con buena ductilidad. La variante 410S (UNS S41008) posee limitado el contenido de carbono para prevenir el endurecimiento y rotura cuando es soldado o expuesto a altas temperaturas. COMPOSICIÓN QUÍMICA: Elemento Tipo 410 Carbón 0.08 a 0.15 Manganeso 1.00 máx. Azufre 0.030 má. Fósforo 0.040 máx. Silicio 1.00 máx. Cromo 11.5 a 13.5 Níquel 0.75 máx. PROPIEDADES MECÁNICAS: Tipo Límite elástico 0,2 compensación (KSI) 30 min. Recocido 410 PROPIEDADES FÍSICAS: % Resistencia a tracción (KSI) 65 mín. la % de elongación (longitud de calibre de 2″) 20 mín. Densidad (libra/ pulg.^2) a RT Módulo de elasticidad en tensión (psi x 10^6) Calor específico (BTU/o F/libra) Conductividad térmica (BTU/h/pies^2/pies) 0.28 29.0 32 a 212 °F (0 a 100 °C) 0.11 212 °F 14.4 932 °F (500 °C) 16.6 Coeficiente promedio de expansión térmica (pulg. x 10^-6 por o F) 32 a 212 °F (0 a 100 °C) 5.5 32 a 1200 °F (0 a 649 °C) 6.5 Resistencia eléctrica (microhomios por cm) a 70 °F (21 °C) 22.5 PROCESAMIENTO: Recocido: Calentar lentamente a 1500 a 1650 °F (816 a 899 °C), enfriar a 1100 °F (593 °C) en horno, enfriar al aire. Recocido del proceso: Calentar a 1350 a 1450 °F (732 a 788 °C), enfriar al aire. Endurecimiento: Calentar a 1700 a 1850 °F (927 a 1010 °C), enfriar al aire o sumergir en aceite. Seguir con alivio de tensión o templado. Alivio de tensión: Calentar a 300 a 800 °F (149 a 427 °C) durante 1 a 2 horas, enfriar al aire. TEMPLADO: Calentar a 1100 a 1400 °F (593 a 760 °C) durante 1 a 4 horas, enfriar al aire. CONFORMACIÓN: El Tipo 410 posee propiedades de trabajo en frío razonablemente buenas y puede extraerse y moldearse moderadamente en la condición recocida. SOLDADURA: Las aleaciones martensíticas tienen una capacidad limitada de soldado a causa de su facilidad de endurecimiento. Corrosión: El Tipo 410 proporciona buena resistencia a la corrosión al aire, agua y algunos químicos. Muestra resistencia satisfactoria al ácido nítrico, ácido sulfúrico concentrado, ácido acético diluido y nafta. La resistencia a los ácidos de los alimentos es buena. 410 - De uso general utilizado para las tuercas, pernos, bujes, bombas y piezas de la válvula en ambientes medianamente corrosivos. 420 - Uso general, ejes de la bomba y los conjuntos de válvulas. 420C - Creado para obtener alta dureza después del tratamiento térmico El AISI 420 es un acero inoxidable martensítico que tiene una excelente respuesta a un tratamiento térmico de temple y revenido, puede ser endurecida a la máxima dureza entre 48 y 52 HRC. Cuando se destinan a los moldes de segmentos de plástico proceso de inyección de búsqueda excelentes propiedades de pulido, resistencia a la corrosión en ambientes diferentes y para temperaturas de oxidación cerca de 500 ° C, y resistencia al desgaste. Las composiciones químicas – C (0,40) • Mn (0.50) • Si (0.40) • Cr (13,50) • V (0.25) Las condiciones de suministro – Se suministra en estado recocido con una dureza máxima de 230 HB APLICACIONES La combinación de sus propiedades hace que sea adecuado para aplicaciones en las que los materiales corrosivos de moldes, por ejemplo, la inyección de polímeros clorados, tales como PVC y acetato. En los moldes de canal caliente, sujeto a la humedad atmosférica intensa y la inyección de polímeros abrasivos tales como, por ejemplo, plásticos termoestables (baquelita) con carga y otro refuerzo. También es adecuado para los moldes en el vidrio y la óptica de la industria. También se puede utilizar en: cubiertos, la instrumentación quirúrgica, componentes de la válvula y las bombas, los ejes y otros componentes estructurales. TRATAMIENTO TÉRMICO El alivio de tensión: En las herramientas de formas complejas, la eliminación de material heterogéneo en desbaste, cambios repentinos en secciones, etc., debe llevarse a cabo el tratamiento de alivio de tensión para minimizar las variaciones dimensionales y forma durante el temple y revenido. El tratamiento debe ser de entre 600 a 650 ° C durante al menos 2 horas. Enfriar lentamente en el horno a 300 ° C y luego el aire en calma. Temple: austenize de la temperatura de 1025ºC. El calor durante 1 hora por cada 25 mm de espesor y añadir 1 hora adicional por cada 25 mm. El aire frío, aceite caliente, baño de sal o de presión de nitrógeno en un horno de vacío. Durante el calentamiento a la austenización se debe realizar 2 de precalentamiento para asegurar la uniformidad de temperatura y minimizar las distorsiones. Templado: Debe hacerse inmediatamente después del temple cuando la temperatura alcanza aproximadamente 70ºC La temperatura de templado se debe seleccionar de acuerdo con la dureza deseada. Este acero puede ser templado en el intervalo de 520ºC a 200ºC o un nivel de dureza de alrededor de 48 a 52 HRC. Mantener la temperatura de revenido durante al menos 1 hora por cada 25 mm de espesor, durante al menos 2 horas utilizando doble revenido. Para optimizar la resistencia a la fractura realizar una tercera temperamento. La variación en la dureza en el templado se muestra debajo de la curva. El enfriamiento de 1025ºC. revenido doble de 2 horas cada una. Cuando la herramienta está sometido a tratamiento de superficie, nitruración o recubrimiento, se debe optar por revenido a alta temperatura. La figura muestra que tanto la baja temperatura de templado como resistencia a la corrosión aún se mantiene a niveles más altos en la condición de recocido de acero. AISI 430 El acero inoxidable Tipo 430 es un acero inoxidable ferrítico de bajo contenido de carbón que, en entornos levemente corrosivos o exposiciones atmosféricas, presenta resistencia a la corrosión cercana a la de algunos aceros inoxidables con níquel. Esta aleación es resistente a la oxidación a temperaturas elevadas. El Tipo 430 es dúctil, no se endurece mediante trabajo de manera fácil y puede moldearse utilizando una variedad de formación de rollos u operaciones de doblez por estiramiento leve además de procesos de extracción y doblez más comunes. El Tipo 430 es ferromagnético. FORMAS DEL PRODUCTO: Lámina, banda (tira) ESPECIFICACIONES: ASTM A240 APLICACIONES COMUNES: Desagües, recortes de desagües, mostradores, lavavajillas, campanas de cocina, cubiertos, usos arquitectónicos, techos, laterales y equipos para restaurantes. COMPOSICIÓN QUÍMICA: Elemento Tipo 430 Carbón 0.12 máx. Manganeso 1.00 máx. Azufre 0.030 má. Fósforo 0.040 máx. Silicio 1.00 máx. Cromo 16.0 a 18.0 Níquel 0.75 máx. PROPIEDADES MECÁNICAS: Tipo Límite elástico 0,2 compensación (KSI) 30 min. Recocido 430 PROPIEDADES FÍSICAS: % Resistencia a tracción (KSI) 65 mín. la % de elongación (longitud de calibre de 2″) 22 mín. Densidad (libra/ pulg.^2) a RT Módulo de elasticidad en tensión (psi x 10^6) Calor específico (BTU/o F/libra) 0.278 29.0 32 a 212 °F (0 a 100 0.11 °C) Conductividad térmica (BTU/h/pies^2/pies) 212 °F 13.8 932 °F (500 °C) 15.0 Coeficiente promedio de expansión térmica (pulg. x 10^-6 por 32 a 212 °F (0 a 100 5.7 o F) °C) 32 a 932 °F (0 a 500 6.2 °C) Resistencia eléctrica (microhomios por cm) a 70 °F (21 °C) 60.0 Rango de punto de fusión (°F) 2600 2750 Resistencia a la oxidación: Servicio continuo (°F) 1500 PROCESAMIENTO: – El Tipo 430 debe recocerse a 1450 a 1550 °F (788 a 843 °C) y enfriarse en hornos a un índice de 50 °F (10 °C) por hora a 1100 °F (593 °C) y enfriarse al aire. Si la temperatura de recocido no excede los 1450 °F (790 °C), se puede sustituir el enfriado por aire durante el enfriamiento en hornos al recocer secciones delgadas. CONFORMACIÓN: El Tipo 430 puede extraerse y moldearse con facilidad. Sus características de extracción son similares a los de acero de bajo carbón, si bien es más sólido en la condición de recocido y requerirá herramientas más fuertes y de mayor potencia. SOLDADURA: Por lo general, el Tipo 430 puede soldarse mediante técnicas de fusión y resistencia comunes. Se requiere especial consideración para evitar la fractura de soldadura frágil durante la fabricación. Cuando sea necesario un relleno, AWS E/ER 308L y 430 son los más especificados. Corrosión: Esta aleación es resistencia a ataques en una amplia variedad de medios corrosivos, incluido el ácido nítrico, y muchos ácidos orgánicos. AISI 304 y AISI 316 El acero inoxidable Tipo 304 es el más utilizado de los aceros inoxidables austénicos (cromo/níquel). En la condición de recocido, es fundamentalmente no magnético y se torna magnético al trabajarse en frío. El acero inoxidable Tipo 304L se prefiere en las aplicaciones de soldadura para excluir la formación de carburos de cromo durante el enfriamiento en la región afectada por el calor de la soldadura. Estas aleaciones representan una excelente combinación de resistencia a la corrosión y facilidad de fabricación. FORMAS DEL PRODUCTO: Lámina, banda (tira) ESPECIFICACIONES: Tipo 304: ASTM A240, ASTM A666, AMS 5513 Tipo 304L: ASTM A240, ASTM A666, AMS 5511 APLICACIONES COMUNES: Equipos químicos y tuberías, componentes de intercambiadores térmicos, equipos y utensilios de manipulación de lácteos y alimentos, recipientes y componentes criogénicos, aplicaciones arquitectónicas y estructurales expuestas a atmósferas no marinas COMPOSICIÓN QUÍMICA: (SEGÚN ASTM A240) Elemento Tipo 304 Tipo 304L Carbón 0.07 máx. 0.030 máx. Manganeso 2.00 máx. 2.00 máx. Azufre 0.030 máx. 0.030 máx. Fósforo 0.045 máx. 0.045 máx. Silicio 0.75 máx. 0.75 máx. Cromo 17.5 a 19.5 18,0 a 20,0 Níquel 8.0 a 10.5 8.0 a 12.0 Nitrógeno 0.10 máx. 0.10 máx. PROPIEDADES MECÁNICAS: (SEGÚN ASTM A240, A666) Límite elástico 0,2 Tipo compensación (KSI) Recocido 30 min. 304 Dureza 304 75 mín. ¼ Dureza 304 110 mín. ½ Recocido 25 min. 304L Dureza 304L 75 mín. ¼ Dureza 304L 110 mín. ½ PROPIEDADES FÍSICAS: (RECOCIDO) % Resistencia a tracción (KSI) 75 mín. la % de elongación (longitud de calibre de 2″) 40 min. 125 mín. 12 min. 150 mín. 7 min. 70 min. 40 min. 125 mín. 12 min. 150 mín. 6 min. 304 y 304L Densidad (libra/ pulg.^2) a RT 0.29 Módulo de elasticidad en tensión (psi x 10^6) 28.0 Calor específico (BTU/o F/libra) 32 a 212 °F (0 a 100 0.12 °C) Conductividad térmica (BTU/h/pies^2/pies) 212 °F 9.4 932 °F (500 °C) 12.4 Coeficiente promedio de expansión térmica (pulg. x 10^-6 32 a 212 °F (0 a 100 9.2 por o F) °C) 32 a 600 °F (0 a 316 9.9 °C) 32 a 1000 °F (0 a 538 10.2 °C) 32 a 1200 °F (0 a 649 10.4 °C) Resistencia eléctrica (microhomios por cm) a 70 °F (21 °C) 72 Rango de punto de fusión (°F) 2550 a 2650 Resistencia a la oxidación: Servicio continuo (°F) 1,650 Resistencia a la oxidación: Servicio intermitente (°F) 1,500 PROCESAMIENTO: Los Tipos 304 y 304L no pueden endurecerse mediante tratamiento térmico. Recocido: Calentar a 1850 °F a 2050 °F (1010 a 1121 °C) y enfriar a índices suficientemente altos de 1500 °F a 800 °F (816 a 427 °C) para evitar la precipitación de carburos de cromo. Recocido de alivio de tensión: Se debe aliviar la tensión de las piezas trabajadas en frío a 750 °F (399 °C) durante ½ a 2 horas. CONFORMACIÓN: Los Tipos 304 y 304L recocidos pueden fabricarse mediante formación de rollos, extracción profunda, doblez y la mayoría de otras técnicas de fabricación. Dado el alto índice de endurecimiento en el trabajo de estos materiales, posiblemente se requieran recocidos intermedios para fabricar correctamente la pieza. SOLDADURA: Los Tipos 304 y 304L pueden soldarse utilizando la mayoría de las técnicas de soldadura de fusión o resistencia. Si se requiere metal de relleno, normalmente se usa el Tipo 308. Se debe usar el Tipo 304L en secciones más pesadas para reducir la ocurrencia de precipitación de carburos en la región afectada por el calor adyacente al grupo soldado CORROSIÓN: Los Tipos 304 y 304L proporcionan resistencia a la corrosión en una amplia variedad de condiciones de oxidación y reducción moderadas, agua fresca y aplicaciones no marinas. El acero inoxidable Tipo 316 es un acero inoxidable de cromo níquel austenítico que contiene molibdeno. Esta adición aumenta la resistencia a la corrosión general, mejora la resistencia a picaduras de soluciones de iones de cloruro y proporciona mayor resistencia a temperaturas elevadas. Las propiedades son similares a las del Tipo 304, excepto que esta aleación es un poco más sólida a temperaturas elevadas. La resistencia a la corrosión es mejor, particularmente contra ácidos sulfúrico, hidro clorhídrico, acético, fórmico y tartárico; sulfatos ácidos y cloruros alcalinos. El acero inoxidable del Tipo 316L es una versión de carbón extra bajo del Tipo 316 que minimiza la precipitación de carburos prejudiciales en la zona afectadapor el calor durante la soldadura. FORMAS DEL PRODUCTO: Lámina, banda (tira) ESPECIFICACIONES: ASTM A240, A666 APLICACIONES COMUNES: cabezales de escape, piezas para hornos, intercambiadores térmicos, equipos farmacéuticos y fotográficos, recortes de válvulas y bombas, equipos químicos, digestores, tanques, evaporadores, equipos de celulosa, papel y procesamiento textil, piezas expuestas a atmósferas marinas y tuberías COMPOSICIÓN QUÍMICA: ASTM A240, A666 Elemento Tipo 316 Carbón 0.08 máx. Manganeso 2.00 máx. Azufre 0.030 má. Fósforo 0.045 máx. Silicio 0.75 máx. Tipo 316L 0.030 má. 2.00 máx. 0.030 má. 0.045 máx. 0.75 máx. Cromo 16.0 a 18.0 16.0 a 18.0 Níquel 10.00 a 14.00 10.00 a 14.00 Molibdeno 2.00 a 3.00 2.00 a 3.00 Nitrógeno 0.10 máx. 0.10 máx. PROPIEDADES MECÁNICAS: ASTM A240 Tipo Límite elástico compensación (KSI) 316 30 min. 316L 25 min. PROPIEDADES FÍSICAS: 0,2 % Resistencia a la tracción % de elongación (longitud de (KSI) calibre de 2″) 75 mín. 40 min. 70 min. 40 min. Densidad (libra/ pulg.^2) a RT Módulo de elasticidad en tensión (psi x 10^6) Calor específico (BTU/o F/libra) 0.29 28.0 32 a 212 °F (0 a 100 0.12 °C) Conductividad térmica (BTU/h/pies^2/pies) 212 °F 9.4 932 °F (500 °C) 12.4 Coeficiente promedio de expansión térmica (pulg. x 10^-6 32 a 212 °F (0 a 100 8.9 por o F) °C) 32 a 600 °F (0 a 316 9.0 °C) 32 a 1000 °F (0 a 538 9.7 °C) 32 a 1200 °F (0 a 649 10.3 °C) Resistencia eléctrica (microhomios por cm) a 70 °F (21 °C) 29.4 Rango de punto de fusión (°F) 2500 2550 PROCESAMIENTO: – Los Tipos 316 y 316L no pueden endurecerse mediante tratamiento térmico. Recocido: Calentar a 1900 a 2100 °F (1038 a 1149 °C), luego moldear y sumergir rápidamente: Los Tipos 316 y 316L pueden moldearse y extraerse rápidamente. SOLDADURA: Generalmente se considera que estas aleaciones tienen una menor capacidad de soldadura que los Tipos 304 y 304L. Una diferencia imporante es el mayor contenido de níquel en estas aleaciones, que requiere una velocidad más lenta de soldadura por arco y más precaución para evitar el agrietamiento por calor. Cuando sea necesario un relleno, AWS E/ER 316L y 16-8-2 son los especificados con más frecuencia. CORROSIÓN: Los aceros inoxidables Tipos 316 y 316L exhiben mejor resistencia a la corrosión que el Tipo 304. Proporcionan excelente resistencia a las picaduras y buena resistencia a la mayoría de los químicos implicados en las industrias de papel, textil y fotográfica. 2) Aceros de herramientas - Herramientas de Torneado Clasificación ISO/DIN de las herramientas con placa soldada de metal duro En la siguiente figura vemos las principales aplicaciones de las herramientas para torno, con la clasificación ISO/DIN específica de las que presentan placa soldada de widia, detallada en la tabla correspondiente. - Herramientas de Fresado Tipo de trabajo Grupo de material Acero y acero fundido Acero inoxidable (INOX) Desbarbar, biselar, fresado para preparación de soldaduras de aportación, tratamiento de cordones de soldadura, tratamiento de contornos y limpieza de fundición Aceros de construcción, aceros al carbono, aceros Arranque de virutas basto Aceros para herramientas, aceros hasta 1.200 N/mm² no aleados, aceros de (< 38 HRC) cementación, acero fundido Arranque de virutas fino y aceros bonificados Rebordear, fresar contornos y generar aberturas 33 ALLROUND 26 MICRO 74 5 3 PLUS 33 26 3 PLUS Arranque de virutas fino MICRO 74 5 Aceros inoxidables y resistentes a ácidos Arranque de virutas basto INOX ALLROUND MICRO 44 26 74 ALU 50 Arranque de virutas fino NON-FERROUS ALU ALLROUND ALU TITANIUM ALU NON-FERROUS INOX ALLROUND MICRO 50 50 26 50 62 50 50 44 26 74 Arranque de virutas basto Bajo pedido Arranque de virutas fino Aceros inoxidables austeníticos y férricos Latón, cobre y cinc Arranque de virutas fino Arranque de virutas basto Arranque de virutas fino Arranque de virutas basto Arranque de virutas fino Plásticos y otros materiales STEEL STEEL ALLROUND Metales no férricos blandos Fundición Pág. Aplicación universal Arranque de virutas basto Aleaciones de aluminio Metales no férricos Aplicación de alto rendimiento Aceros templados y Aceros para herramientas, bonificados de más aceros bonificados, aceros de 1.200 N/mm² aleados y acero fundido (> 38 HRC) Metales no férricos duros Materiales refractarios Fresado y tratamiento de contornos Aplicación Fundición gris y fundición blanca Bronce, titanio/ aleaciones de titanio y alea- Arranque de virutas basto ciones de aluminio duras (alto contenido en Si) Aleaciones con base de níquel y cobalto (construcción de transmisiones y turbinas) Hierro fundido con grafito laminar EN-FGL (GG), con grafito esferoidal/fundición de grafito esferoidal EN-FGE (GGG), fundición maleable blanca EN-FMB (GTW) y fundición maleable negra EN-FMN (GTS) 5 1 1 3 4 5 - 4 MICRO 74 5 Arranque de virutas basto CAST ALLROUND 57 26 3 PLUS Arranque de virutas fino MICRO 74 3 PLAST 66 FVK/FVKS ALU 66 50 NON-FERROUS 50 Termoplásticos y plásticos reforzados con fibra (PRFV/PRFC) ≤ 40% de fibra Arranque de virutas basto Termoplásticos y plásticos reforzados con fibra (PRFV/PRFC) > 40% de fibra 4 - Aplicaciones especiales Tipo de trabajo Aplicación de alto rendimiento Pág. Aplicación universal Pág. Fresas de metal duro para el mecanizado de cantos Sistema para canteado EDGE FINISH Fresas de metal duro dentados TOUGH y TOUGH-S 80 - - 106 - - Generar aberturas redondas Coronas de metal duro 118 Brocas escalonadas HSS y coronas HSS Reparar soldaduras en ángulo y cordones de soldadura, mecanizado de cantos/ biselado con la amoladora angular Disco High Speed ALUMASTER 102 - Mecanizado de cantos Problemas con roturas de dientes 68 Fresas HSS 88 - Forma cilíndrica con dentado frontal con corte broca con punta de centrado con cuchilla frontal ZYA ZYAS ZYA BS ZYA ZBS ZYA STS con cuchilla frontal plana Forma esférica Forma redonda cilíndrica Forma llama Forma obús ZYA FSTS KUD WRC B SPG Forma cónica redonda Forma cónica en punta Forma árbol Forma gota Fresas para ángulos KEL SKM RBF TRE WKN con dentado frontal Forma de disco Forma cónica avellanada 90° EDGE 45° Dentado ALLROUND ■ Rendimiento de rectificado elevado en los principales materiales, tales como acero, acero fundido, acero inoxidable (INOX), metales no férricos y hierro fundido. ■ Similar al dentado 3 PLUS, con un rendimiento de rectificado significativamente superior. Dentado STEEL Dentado INOX ■ Rendimiento de rectificado extremadamente elevado en acero y acero fundido. ■ Comportamiento de fresado suave. ■ Pocas vibraciones y bajo nivel de ruido. mente elevado en aceros austeníticos, resistentes a corrosión y ácidos, acero inoxidable (INOX) y aleaciones de titanio blandas. ■ Notablemente menos vibraciones y menor nivel de ruido. Dentado ALU ■ Alto rendimiento de rectificado en aluminio y aleaciones de aluminio, metales no férricos y plásticos. ■ Comportamiento de fresado suave. 2 Forma cónicaavel Dentado FVK ■ Rebordear y fresar contornos de piezas de trabajo de duroplásticos duros reforzados con fibra de vidrio y fibra de carbono (también PRFV y PRFC > 40 %). Dentados FVKS ■ Dentado similar al FVK. ■ Comportamiento de fresado suave. Dentado TOUGH ■ Rendimiento de rectificado elevado en hierro fundido y acero < 54 HRC. ■ Extrema resistencia a los golpes. ■ Uso también con ángulos de trabajo > 1/3 y bajo carga de impactos. Dentado TOUGH-S ■ Rendimiento de rectificado elevado en hierro fundido y acero < 54 HRC. ■ Similar al dentado TOUGH, pero con un comportamiento de fresado más tranquilo y virutas más cortas. ■ Extrema resistencia a los golpes. ■ Uso también con ángulos de trabajo > 1/3 y bajo carga de impactos. ■ Rendimiento de rectificado extremada- 110/ 111 2 - Herramientas de Taladrado TIPOS DE BROCAS El utilizar la broca adecuada a cada material es imprescindible no solo para que el trabajo sea más fácil y con mejor resultado, sino incluso para que pueda hacerse. Por ejemplo, con una broca de pared o de madera, jamás podremos taladrar metal, aunque sin embargo, con una de metal podremos taladrar madera pero no pared. Pero en cualquier caso, lo mas conveniente es utilizar siempre la broca apropiada a cada material. En cuanto a calidades, existen muchas calidades para un determinado tipo de broca según el método de fabricación y el material del que esté hecha. La calidad de la broca influirá en el resultado y precisión del taladro y en la duración de la misma. Por tanto es aconsejable utilizar siempre brocas de calidad, sobre todo en las de mucho uso (de pared, por ejemplo) o cuando necesitemos especial precisión. Los principales tipos de brocas para aficionados al bricolaje son los siguientes: 1.- BROCAS PARA METALES Sirven para taladrar metal y algunos otros materiales como plásticos por ejemplo, e incluso madera cuando no requiramos de especial precisión. Están hechas de acero rápido (HSS), aunque la calidad varía según la aleación y según el método y calidad de fabricación Existen principalmente las siguientes calidades: - HSS LAMINADA. Es la más económica de las brocas de metal. Es de uso general en metales y plásticos en los que no se requiera precisión. No es de gran duración. - HSS RECTIFICADA. Es una broca de mayor precisión, indicada para todo tipo de metales semiduros (hasta 80 Kg./mm²) incluyendo fundición, aluminio, cobre, latón, plásticos, etc. Tiene gran duración. - HSS TITANIO RECTIFICADA. Están recubiertas de una aleación de titanio que permite taladrar todo tipo de metales con la máxima precisión, incluyendo materiales difíciles como el acero inoxidable. Se puede aumentar la velocidad de corte y son de extraordinaria duración. Se pueden utilizar en máquinas de gran producción pero necesitan refrigeración. - HSS COBALTO RECTIFICADA. Son las brocas de máxima calidad, y están recomendadas para taladrar metales de todo tipo incluyendo los muy duros (hasta 120 Kg./mm²) y los aceros inoxidables. Tienen una especial resistencia a la temperatura, de forma que se pueden utilizar sin refrigerante y a altas velocidades de corte. 2.- BROCAS ESTÁNDAR PARA PAREDES Se utilizan para taladrar paredes y materiales de obra exclusivamente. No valen para metales ni madera. Tienen una plaquita en la punta de metal duro que es la que va rompiendo el material. Pueden usarse con percusión. Existen básicamente dos calidades: - LAMINADA CON PLAQUITA DE CARBURO DE TUNGSTENO (widia). El cuerpo es laminado y está indicada para yeso, cemento, ladrillo, uralita, piedra arenisca y piedra caliza. - FRESADA CON PLAQUITA DE CARBURO DE ALTO RENDIMIENTO. El cuerpo está fresado, y además de todos los materiales anteriores, perfora sin problemas mármol, hormigón, pizarra, granito y en general todo tipo de piedra. Su poder de penetración y su duración es muy superior a la anterior. 3.- BROCAS LARGAS PARA PAREDES Son como las anteriores, pero mucho más largas. Se utilizan para atravesar paredes y muros, y como suelen usarse con martillos percutores y por profesionales, la calidad suele ser alta. Tienen una forma que permite una mejor evacuación del material taladrado. 4.- BROCAS MULTIUSO O UNIVERSALES Se utilizan exclusivamente sin percusión y valen para taladrar madera, metal, plásticos y materiales de obra. Si la broca es de calidad, es la mejor para taladrar cualquier material de obra, especialmente si es muy duro (gres, piedra) o frágil (azulejos, mármol). Taladran los materiales de obra cortando el material y no rompiéndolo como las brocas convencionales que utilizan percusión, por lo que se pueden utilizar sin problemas incluso con taladros sin cable aunque no sean muy potentes. 5.- BROCAS DE TRES PUNTAS PARA MADERA Son las más utilizadas para taladrar madera y suelen estar hechas de acero al cromovanadio. Existen con diferentes filos, pero no hay grandes diferencias en cuanto a rendimiento. En la cabeza tiene tres puntas, la central, para centrar perfectamente la broca, y las de los lados que son las que van cortando el material dejando un orificio perfecto. Se utilizan para todo tipo de maderas: duras, blandas, contrachapados, aglomerados, etc. 6.- BROCAS PLANAS O DE PALA PARA MADERA Cuando el diámetro del orificio que queremos practicar en la madera es grande, se recurre a las brocas planas, pues permiten poder introducirlas en el portabrocas del taladro, ya que el vástago no varía de tamaño. Son un poco más difíciles de usar, pues hay que mantener firme la perpendicularidad del taladro, por lo que es muy recomendable usar un soporte vertical. 7.- BROCAS LARGAS PARA MADERA Para hacer taladros muy profundos en madera se utilizan unas brocas especiales con los filos endurecidos, y con una forma que permite una perfecta evacuación de la viruta. 8.- BROCAS EXTENSIBLES PARA MADERA Es un tipo de broca que permite la regulación del diámetro del taladro a realizar dentro de unos límites. Su utilización es hoy en día más bien escasa. 9.- BROCAS FRESA PARA ENSAMBLES EN MADERA Son unas brocas especiales que a la vez que hacen el taladro ciego donde se atornillará el tornillo de ensamble, avellanan la superficie para que la cabeza del tornillo quede perfectamente enrasada con la superficie. Puede verlo más claramente en el apartado ENSAMBLE DE TABLEROS de la sección CONSEJOS. 10.- BROCAS DE AVELLANAR Sirven para el embutido en la madera de tornillos de cabeza avellanada. Se utilizan después de haber hecho el orificio para el tornillo con broca normal. Para madera las hay manuales (con mango). Si se utilizan con taladro eléctrico es muy recomendable utilizar un soporte vertical. 11.- BROCAS FRESA PARA BISAGRAS DE CAZOLETA Se utilizan para hacer el orifico ciego en el interior de las puertas donde encajará la bisagra de cazoleta. Es imprescindible utilizar un soporte vertical o un taladro de columna. Puede verse más claramente este tipo de bisagra en el apartado TIPOS DE BISAGRAS de las sección CONSEJOS. 12.- BROCAS PARA VIDRIO Son brocas compuestas de un vástago y una punta de carburo de tungsteno (widia) con forma de punta de lanza. Se utilizan para taladrar vidrio, cerámica, azulejos, porcelana, espejos, etc. Es muy recomendable la utilización de soporte vertical o taladro de columna y la refrigeración con agua, trementina (aguarrás) o petróleo. 13.- CORONAS O BROCAS DE CAMPANA Para hacer orificios de gran diámetro, se utilizan las coronas o brocas de campana. Estas brocas las hay para todo tipo de materiales (metales, obra, madera, cristal). Consisten en una corona dentada en cuyo centro suele haber fijada una broca convencional que sirve para el centrado y guía del orificio. La más utilizada en bricolaje es la de la siguiente foto, que incluye variedad de diámetros en una sola corona.