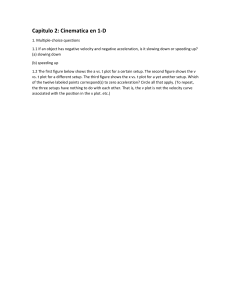
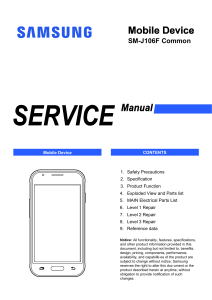
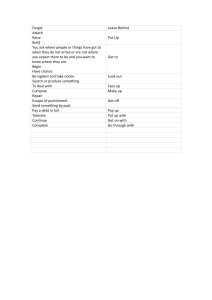
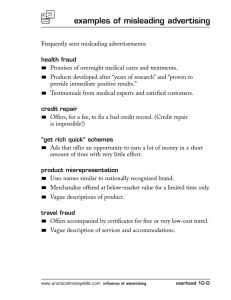
Abstract Number: 008-0127 Combining System Dynamics And Factory Physics Approach To Study The Effect Of Continuous Improvement On Lot Size – Cycle Time Relationships Moacir Godinho Filho Universidade Federal de São Carlos- Departamento de Engenharia de Produção Via Washington Luiz, km 235 - Caixa Postal 676 - São Carlos-SP – Brazil 13.565-905 moacir@dep.ufscar.br Reha Uzsoy Edward P. Fitts Department of Industrial and Systems Engineering North Carolina State University- Campus Box 7906 - Raleigh, NC 27695-7906 ruzsoy@ncsu.edu POMS 19th Annual Conference La Jolla, California, U.S.A. May 9 to May 12, 2008 Abstract We compare the effect of continuous improvements in six system parameters (arrival and process variability, defect rate, time to failure and repair and setup time) on the relationship between lot size and cycle time in a single stage multi-product environment. We use System Dynamics (SD) to capture the evolution of the system over time and the Factory Physics approach to represent the relationships between system parameters and cycle time. Some results are: i) The positive effect of improvement on setup time and on defect rate increases as lot sizes are shorter; ii) improvements on process variability achieves the best result when lot sizes are large and improvement on setup time achieves the best result when lot sizes are small; iii) simultaneous improvement in all variables outperforms large improvements in any individual variable, except with very small lot sizes Keywords: lot size, cycle time, system dynamics, factory physics, continuous improvement 1. Introduction Day-to-day operations decisions, such as lot sizing, can have major strategic implications for the firm Buffa (1984). An extensive literature on lot sizing problems exists, most of which seeks to find an optimal lot size based on a cost model (called EOQ-Economic Order Quantity or EPQ – Economic Production Quantity). For reviews of the lot sizing literature see Drexl and Kimms (1997) and Karimi et al. (2003). Despite its benefits, the EOQ model has received a lot of criticism in the literature, such as failing to consider several effects and costs when it calculates the order quantity of a part. According to Kuik and Tielemans (2004) criticism of cost accounting methods for production planning led to a growing interest on physical measures of manufacturing performance. One of these measures is manufacturing cycle time (also known as lead time or flow time), defined as the mean time required for a part to complete all its processing. TBC (also called Responsive Manufacturing by Kritchanchai and MacCarthy (1998) was initially proposed by Stalk (1988) and focuses on cycle time reduction as a primary manufacturing goal. According to Jayaram et al (1999) many companies pursuing Time-based strategies have experienced big improvements in various dimensions of time-related performance. Hum and Sim (1996) presents a review of the TBC literature. Despite this interest in cycle time reduction, Treville et al.(2004) point out that much of the literature on cycle time reduction has been largely anecdotal and exploratory. Some exceptions are: i) the work of Hopp and Spearman (2001), who compiled a set of mathematical principles determining cycle time – based on queueing theory – which they refer to as factory physics; and, ii) the work of Suri (1998) on cycle time reduction with his manufacturing strategy (also based on queueing theory) called Quick Response Manufacturing. Both strategies (Factory Physics and Quick Response Manufacturing) present a set of relationships between variables on the shop floor, aiming to increase the manager’s understanding of manufacturing dynamics. One of these is the relationship between lot size and average cycle time, which is studied in this paper. According to Vaughan (2006) although the general relationship is widely recognized, only a few authors have addressed the relationship between lot size and job queueing characteristics (cycle time). Karmarkar et al. (1985b) first introduced the convex relationship between lot size and average cycle time. This relationship is derived from Queueing Theory, specifically the Kingman approximation of the expected time in system for the G/G/1 queue, Hopp and Spearman (2001). Figure 1 ilustrates the relationship. Lambrecht and Vandaele (1996) describe this relationship: “Large lot sizes will cause long cycle times (the batching effect), as the lot size gets smaller the cycle time will decrease but once a minimal lot size is reached a further reduction of the lot size will cause high traffic intensities resulting in longer cycle times (the saturation effect)”. 3000 Cycle Time (hours) 2500 2000 1500 1000 500 0 0 100 200 300 400 500 600 Lot size (pieces) Figure 1: Relationship between lot size and cycle time 700 A number of other papers have used queueing models and simulationto study the relationship between lot size decisions and cycle time. Karmarkar, Kekre et al. (1992) present heuristics for minimizing average queue time. Rao (1992) discusses alternative queuing models in relation to lot sizes and cycle time. Lambrecht and Vandaele (1996) develop approximations for the expectation and variance of the cycle time under the assumption of individual arrival and departure processes. Kuik and Tielemans (2004) develop approximations for the optimal lot size that minimizes the cycle time, focusing mainly on situations where the utilization is low. Kenyon et al. (2005) use simulation to evaluate the impact of lot sizing decisions on cycle time in a semiconductor company. Vaughan (2006) use queueing relationships to model the effects of lot size on cycle time. Other papers relating lot size and cycle times are Kekre (1987), Hafner (1991; Karmarkar et al. (1992; Lambrecht and Vandaele (1996), and Choi and Enns (2004). Although these studies provide a basis for understanding the relationship between lot sizes and cycle times, there is no literature showing the impact of continuous improvement (CI) efforts on this relationship. This is despite the repeated observation that reduction of lot sizes and the resulting reduction of cycle times is a critical component of lean manufacturing and the Toyota Production System (e.g., Liker (2004). This paper examines the effect of six continuous improvement programs on the lot size-cycle time relationship in a multi-product, single-machine environment using a combination of system dynamics and factory physics. The remainder of this paper is organized as follows: the next section gives a short literature review on the two modeling approaches used in this paper (system dynamics and factory physics) and also about CI; section 3 presents the model developed and also the experimental design; section 4 shows the results of the experiments and section 5 presents some conclusions. 2. Literature review 2.1 System Dynamics System Dynamics models capture the causal relationships and feedbacks among state and decision variables in the system. System Dynamics has been applied for designing models to understand and solve problems in a variety of areas such as industrial planning (Forrester (1962)), etc); economy (Chen and Jan (2005), Kumar and Yamaoka (2007), etc); among other. However, there is a lack of SD applications to manufacturing systems, even with evidence that this technique is suitable for industrial modeling. According to Baines and Harrison (1999) the computer simulation of manufacturing systems is commonly carried out using Discrete Event Simulation (DES). These authors conclude that manufacturing system modeling represent a missed opportunity for SD modeling. This is also the opinion of Lin et al.(1998), which propose a framework to help industrial managers to apply SD to manufacturing system modeling. This is one of our motivations for the work in this paper. Recent advances in interactive modeling, tools for representation of feedback structure, and simulation software make SD models much more accessible to practitioners than they have been in the past (Sterman (2000)). 2.2 Factory Physics The Factory Physics approach was created by Hopp and Spearman (2001) to provide managers with a science of manufacturing. It is based on a set of mathematical principles derived from Queueing Theory. This approach has, according to Hopp and Spearman (2001), three properties: it is quantitative, simple and intuitive; so it provides managers with valuable insights. The basic approach consists of a set of equations that relate the long-run steady state means and variances of critical performance measures such as cycle time and work in process inventory (WIP) levels to the mean and variance of system parameters such as time between failures, setup times and processing times. 2.3 Continuous Improvement (CI) There is an extensive literature examining various aspects of continuous improvement efforts in industry. Caffyn (1999) defines continuous improvement as “… a mass involvement in making relatively small changes which are directed towards organizational goals on an ongoing basis.” Continuous improvement has been recognized for many years as a major source of competitive advantage, and is inherent in many recent management movements such as the Theory of Constraints (Goldratt and Fox (1986)), Six Sigma (e.g, Pande et al. (2000)) and the Toyota Production System. Inability to effectively implement continuous improvement programs is seen by many scholars and practitioners as one of the reasons why Western firms have not fully benefited from Japanese management concepts (e.g., Berger (1997)). Savolainen (1999) points out that CI is a complex process that cannot be achieved overnight, but involves considerable learning and fine tuning of the mechanisms used (Bessant and Francis (1999)). A number of different aspects of CI have been studied in the literature. However, despite its importance, there are still significant gaps in our understanding of this important area of manufacturing management. In particular, there appears to be a lack of quantitative studies examining how different CI approaches affect manufacturing performance over time. This paper is an attempt to fill this gap by building a quantitative model of the effects of six different CI programs, and then using a SD simulation to examine how these improvements affect the lot size x cycle time relationship over time. 3. Modeling and Analysis The use of the factory physics concepts in a system dynamics model may, at first glance, appear to be somewhat contradictory. The factory physics approach as presented in Chapters 8 and 9 of Hopp and Spearman), is based on long-run steady state analysis of the production system, generally derived using the methods of queueing analysis. System dynamics, on the other hand, usually emphasizes the dynamic behavior of complex systems that are not in steady state. However, for our objective in this paper the factory physics equations are unique in providing a systematic mathematical model linking the mean and variance of key system parameters such as setup and repair times to key performance measure such as cycle time and utilization. In order to use these equations as the basis for a system dynamics model, we assume that the time increments that form the basis of the system dynamics model are quite long, corresponding to periods of the order of several months. This is a reasonable assumption in our context, since it generally takes some time to identify opportunities for improvements, implement the necessary changes and obtain the results. We thus assume that within each time period the queue representing the manufacturing system will be in steady state, allowing us to use the factory physics equations to describe the behavior of the system. The assumption of long time periods also allows us to neglect the transient behavior at the boundaries between time periods. Our basic approach then is to model the performance of the system over an extended time horizon of several years using time increments of the order of several months. Continuous improvement policies are modeled as a reduction in the mean or variance of the parameters studied (arrival variability; process variability; quality; time to failure; repair time, and; setup time) obtained in each period. In each period, the new parameter values are calculated based on the improvements implemented in the previous period, and the factory physics equations are used to propagate the effects of these improvements to system performance measures, and then the operating curve can be drawn. Thus we obtain the trajectory of improvements in operation curves due to the improvements in the parameters considered. We assume a completely deterministic model of the effects of continuous improvement on cycle time for simplicity, following the suggestion of Sterman (2000) that a deterministic approach is generally sufficient to capture the principal relationships of interest. Note that the effects of randomness in the operation of the system itself are captured by the variances used in the factory physics equations, and our primary performance measure is the expected cycle time of the system in each period. Surprisingly, given the extensive discussion of continuous improvement and cycle time reduction in the literature and industry, there seems to be very little industrial data available on the rates of improvement realized over time in different industries, which makes it difficult to calibrate models of this type. 3.1 The model We consider a manufacturing system modeled as a single server with arbitrary interarrival and processing time distributions, which we shall represent as a G/G/1 queue. We assume the natural processing time, the time required to process a job without any detractors other than the variability natural to the production process, has a mean of t0 and a standard deviation of σ0. We shall denote the mean effective time to process one good part, which is the natural processing time modified by the impacts of disruptions such as setups and machine failures, as te, and its coefficient of variation as ce. We assume that work arrives at this station in lots consisting of L parts on average, and the interarrival time between lots has mean ta and coefficient of variation ca. The arrival rate λ of lots is the inverse of time between arrivals, giving λ = 1/ta. If we denote the mean annual demand by D, since the system must be in steady state to avoid unbounded accumulation of jobs in the queue, the mean arrival rate to the system must equal the mean demand rate, implying ta = LH/D, where H denotes the total number of hours worked in a year. The mean time to process a lot of L parts is then given by Lte, and the mean utilization of the server by: u= Lte ta = Dte H (1) The other primary performance measure of interest in this study is the mean cycle time. For the G/G/1 queue, no exact analytical expression exists, but the following approximation has been found to work well and is recommended by Hopp and Spearman (2001): CT = (ca2 + ce2 ) 2 ( u )Lt + Lte 1− u e (2) where LTe is the mean time to process one lot. The effective time to make one piece is constructed from the natural processing time by adding in first the effects of preemptive disruptions, in our case machine failures, then the effects of nonpreemptive outages, in our case setups; and finally the effect of defective items. Both the mean and the variances of the effective processing times must be calculated, as reflected in the model. Thus we first calculate the mean and variance of the intermediate effective processing time with machine failures, which we shall denote as tef. Following Hopp and Spearman’s treatment, we shall assume that the time between failures is exponentially distributed with mean mf, and that the time to repair has mean mr and variance σ2r. Then the mean availability of the server is given by A = mf/(mf + mr), yielding tef = t0/A, and ( σ ef )2 = σ 02 A2 + (mr2 + σ r2 )(1− A )t0 Amr (3) We now incorporate the effects of setups, assuming, as in (Hopp and Spearman (2001), that a setup is equally likely after any part is processed, with expected number of parts between setups equal to the specified lot size L. The mean setup time is denoted by ts, and its variance by σs2. We thus obtain the mean of effective processing time with both nonpreemptive and preemptive outages (denoted by teo)as teo = tef + ts/L. Its variance is given by: (4) Finally, incorporating the effect of defective items, we have the overall mean of the effective processing time te, given by te = teo /(1-p), where p denotes the proportion of defective items. The overall variance of the effective processing time is given by: (5) Figure 2 shows all of these relationships. Number of pieces on queue arrival rate throughput TIME WORKED DURING THE YEAR ANNUAL DEMAND production rate Utilization Lot Size Overall mean of effective processing time Coefficient of variation for effective processing time Set up Time with improvement Arrival coefficient of variation with improvement Mean of effective processing time with nonpreemptive and preemptive outages Total WIP Queue Time Variance of set up time with improvement Variance of of effective processing time with nonpreemptive and preemptive outages Variance of natural process time with improvement Overall variance of effective processing time NATURAL PROCESS TIME Cycle Time Variance of effective processing with preemptive outage (machine failures) Defect Rate with improvement Availability Variance of repair time with improvement Mean time to failure with improvement Mean repair time with improvement Figure 2: Main part of the SD model developed in this paper Since our objective is this paper is to examine the effects of continuous improvement in six parameters on the cycle time of the system over time, we need a mechanism to model continuous improvements. We use an exponential model of improvement, where the value of a parameter A at time t is given by: A(t) = (A0 ‐ G)e‐t/τ (6) where A0 denotes the initial value of the parameter, and G the minimum level to which it can be reduced. The parameter τ represents the amount of time it takes for the improvement to take place, representing in our case the difficulty of improving the parameter in question. Figure 2 shows the SD structures used to model improvement on mean setup time. This structure is linked into the variable setup time with improvement in Figure 1. Similar structures are used to model the improvements on the other variables studied on this paper (arrival variability, process variability (setup time variability, repair time variability and natural process time variability), quality, mean time to failure and repair time. These structures are linked to the following variables, respectively: arrival coefficient of variation with improvement, variance of setup time with improvement, variance of repair time with improvement, variance of natural process time with improvement, defect rate with improvement, mean time to failure with improvement and repair time with improvement. Improvement on set up time Improvement rate on set up time ADJUSTMENT TIME FOR SET UP TIME IMPROVEMENT + B2 - Error on set up time improvement VARIANCE OF SET UP TIME GOAL REGARDING SET UP TIME IMPROVEMENT Set up Time with improvement Figure 3: SD Structure of improvement on setup time 3.2 Parameters of the model We will vary individual parameters in different experiments to examine their effect on cycle times and utilization. The basic time period in the system dynamics model is assumed to be three months, or 12 weeks. This is a reasonable time incremet or the purposes of this paper, since it is likely to require several months to develop and implement the improvements needed to make a significant reduction in repair or setup times. We simulate the operation of the system over a period of ten years, or 40 quarters. Since our objective is to study the effects of continuous improvement in repair and setup times, the annual demand is held constant at D = 11520 parts per year. We assume an initial lot size of 200 parts, and that the plant operates a total of H = 1920 hours per year. The interarrival times are assumed to be exponentially distributed (ca = 1), as is the natural processing time per part, with t0 = 6 minutes and c0 = 1. At the start of the simulation, the mean time between failures mf = 9600 minutes, the mean time to repair is mr = 480 minutes, and the mean setup time is ts = 180 minutes. Also, the parameter τ of the improvement process was chosen to provide a half life for the exponential decay of 1 year. The proportion of defective items p = 5%. We also vary the lot size in order to examine the effect of lot sizes on cycle time. This is done for all improvement policies tested: (i) No improvement; (ii) 50% improvement in arrival variability; (iii) 50% improvement in process variability (natural process variability, repair time variability and setup time variability); (iv) 50% reduction on defect rate; (v) 50% increase in time between failures; (vi) 50% improvement in repair time; (vii) 50% improvement on setup time; (viii) 5% improvement in all variables; (ix) 10% improvement in all variables; (x) % improvement in all variables; (xi) 20% improvement in all variables. 4. Experimental Results Figure 4 shows the effect on mean cycle time of all 50% improvements over the time period (cases (i) to (vii)) for a lot size of 200 parts. Figures similar to this are also draw for the other lot size values tested (600, 400, 170, 150, 130, 100, 80, 70, 60, 40, 30). From these figures, lot size x cycle time curves are drawn for each improvement policy. This is done by getting the cycle time and after these curves become stable. The resulting lot size x cycle time curves for the large improvement programs are discussed in Section 4.1. The same procedure is performed for the small improvement program and reported in Section 4.2). Graph for Cycle Time 600 500 400 300 200 0 30 60 Time (months) 90 Improvement in Process variability Improvement in Arrival cv Improvement in Time to failure Improvement in defect rate Improvement in repair time Improvement in set up time No improvement 120 hour/batch hour/batch hour/batch hour/batch hour/batch hour/batch hour/batch Figure 4: Behavior (regarding cycle time) of all 50% improvements over time for a lot size of 200 parts 4.1 Effect of large improvements in just one variable on lot size x cycle time relationship Figure 5 presents an overview of the effect of each of the six 50% improvement policies on the mean cycle time (cases (ii) to (vii)). In this figure it can be seen that: - 50% improvement in arrival cv has slight effect on cycle time reduction for given lot size. This effect remains small when lot sizes are decreased; - 50% improvement in defect rate, repair time, time to failure, setup time and process variability shift the lot size x cycle time curve down and left, reducing the optimal lot size for cycle time. Hence these improvements help the production system to reduce cycle time over the no improvement case (for the same lot size used); - The cycle time benefit of 50% improvement in setup time and in defect rate increase as lot sizes are reduced. The cycle time reduction from 50% improvement in repair time and time to failure increase at extreme values of the lot sizes (very small or very large lot sizes are used); - 50% improvement in setup time achieves the best cycle time reduction for small lot sizes. Improvement in setup time is the only improvement that allows production system to set really small lot sizes (e.g. 30 or 40 parts); - 50% improvement in process variability achieves the best cycle time reduction for large lot sizes . 4000 3500 3000 Lead Time (hours) No improvement Improvement in set up 2500 Improvement in defect rate Improvement in arrival cv 2000 Improvement in repair time Improvement in time to failure 1500 Improvement in process variability 1000 500 0 0 100 200 300 400 500 600 700 Lot Size (pieces) Figure 5: Overview of the effect of all 50% improvements on lot size x cycle time curve 4.2 Effect of small improvements in several variables on lot size x cycle time relationship Figure 6 presents a comparison between the two large improvements that achieves the best results on the last section and a small (5%, 10%, 15% or at most 20%) improvement in all variables simultaneously. In this figure a 15% simultaneous improvement in all variables outperforms all the large individual improvements, except for very small lot sizes are used (large improvements on setup time achieves the best result in this case). 3000 2500 5% improvement in all variables Lead Time (hours) 2000 10% improvement in all variables 15% improvement in all variables 1500 20% improvement in all variables 1000 50% Improvement in set up 50% improvement in process variability 500 0 0 100 200 300 400 500 600 700 Lot Size (pieces) Figure 6: Comparison between the large improvement on setup and process variabilities and small combined improvements on all variables 5. Conclusions We combine System Dynamics (SD) and Factory Physics approaches to study the effect of six continuous improvement programs (arrival variability, process variability (natural process time variability, repair time variability and setup time variability), quality (defect rate), time to failure, repair time and setup time) on lot size -cycle time relationship in a multi-product, singlemachine environment. Two sets of experiments were performed: a) A large (50%) improvement in each parameter separately, as might be obtained by a significant one-time investment; b) a small improvement in all parameters simultaneously. Some insights from this study can be summarized as follows: - All 50% improvements studied, except arrival cv, shift the lot size - cycle time curve down and to the left, reducing the optimal lot size for cycle time. Thus these improvements help the production system to reduce cycle time relative to the no improvements case (for the same lot size used). These results provide support for the CI literature, which argues that the need to continuously improve became imperative for companies nowadays. 50% improvement on arrival cv showed just a little effect on cycle time reduction. This effect is still small when lot sizes are decreased. This result shows that efforts for reducing the variability of the arrival orders does not have a lot of effect on cycle time reduction; so it is possible to reduce cycle time by means of the implementation of other CI programs even in an environment when arrival cv is high. Another conclusion that can be drawn from these results is that a pull production control system (like kanban), which is advocated in the Lean Manufacturing literature as an important means to achieve flow standardization (and therefore reducing the arrival cv), is not vital to achieving cycle time reduction. This conclusion supports the Quick Response Manufacturing (QRM) theory, proposed by Suri (1998), which claims that kanban is not the best production control system for cycle time reduction. - The reduction in cycle time by 50% improvement in setup time and defect probability increase as lot sizes decrease. These results provide support for all the modern manufacturing management theories, such as Lean Manufacturing and QRM, which advocates the need for lot size reduction. Despite this result it is interesting that the convex relationship between lot size and cycle time implies that reducing the lot size (without knowing exactly the shape of this convex relationship) by itself does not guarantee cycle time reduction. Huge reduction of lot sizes (in our case for 40 or 50 pieces), even with some kind of improvement (for example variability reduction, improvement on quality or time to failure) can have worse cycle time performance than a more smooth reduction on lot size (in our case for about 150 pieces) and no continuous improvement program. This result supports the Quick Response Manufacturing (QRM) theory, which claims that a lot size of one piece, contrary to what is advocated by Lean Manufacturing, actually contributes to increased cycle time. Thus it is important to know exactly the relationship between lot size and cycle time before deciding the amount of lot size reduction to be performed; - The cycle time reduction from 50% improvement in repair time and time to failure increases as lot sizes take extreme values. Thus when a firm sets its lot size for a value near the optimal lot size for cycle time (the minimal value on the lot size x cycle time curve), the need for improvement programs in machine availability decreases. - Setup time reduction achieves the best cycle time reduction when lot sizes are small. Therefore, when improvement in setup time is performed, the amount of lot size reduction can be greater (in our case for 30 or 40 parts). This result supports the literature which advocates the need for setup reduction, like those achieved by the SMED (Single Minute Exchange of Die) system (Shingo (1986)); - Improvement in process variability achieves the best cycle time reduction when lot sizes are large. This implies that efforts to reduce process variability can be an alternative way to reduce cycle times in companies where the process itself prevents the use of small lot sizes. - Investing in small, combined improvements in all shop floor variables yields better cycle time reduction than a single large, high-investment improvement. 15% simultaneous improvement in all variables outperforms all the large individual improvements, except where very small lot sizes are used (large improvements on setup time achieves the best result in this case). These results provide a lot of support for Lean Manufacturing practice, which believes in small continuous improvements in all areas and parameters of the company. Finally, we can say that the SD/factory physics combined model proposed in this paper can have a practical use for companies to simulate the impact of alternative continuous improvement programs on manufacturing performance measures. The natural extension of this paper is to evaluate the result of such improvements for other performance measures, such as Work In Process and Utilization, and to enlarge the model to encompass more workstations. 6. References Baines, T. S. and D. K. Harrison (1999). "An Opportunity For System Dynamics In Manufacturing System Modeling." Production Planning and Control 10: 542-552. Berger, A. (1997). "Continuous Improvement And Kaizen: Standartization And Organizational Designs." Integrated Manufacturing Systems 8(2): 110-117. Bessant, J. and D. Francis (1999). "Developing Strategic Continuous Improvement Capability. ." International Journal of Operations & Production Management 19(11): 1106-1119. Buffa, E. S. (1984). Meeting the Competitive Challenge. Homewood - IL, Irwin. Caffyn, S. (1999). "Development Of A Continuous Improvement Self-Assessment Tool." International Journal of Operations & Production Management 19(11): 1138-1153. Chen, J. H. and T. S. Jan (2005). "A System Dynamics Model Of The Semiconductor Industry Development In Taiwan." Journal of the Operational Research Society 56(10): 1141-1150. Choi, S. and S. T. Enns (2004). "Multi-product capacity-constrained lot sizing with economic objectives." International Journal of Production Economics 91: 47-62. Drexl, A. and A. Kimms (1997). "Lot Sizing and Scheduling - Survey and Extensions." European Journal of Operational Research 99: 221-235. Forrester, J. W. (1962). Industrial Dynamics. Cambridge, MA, MIT Press. Goldratt, E. and R. E. Fox (1986). The Race, North River Press. Hafner, H. (1991). "Lot sizing and throughput times in a job shop." International Journal of Production Economics 23: 111-116. Hopp, W. and M. L. Spearman (2001). Factory Physics. Boston, Irwin. Hum, S. and H. Sim (1996). "Time-Based Competition: Literature Review And Implications For Modeling." International Journal of Operations & Production Management 16(1): 75-90. Karimi, B., et al. (2003). "The capacitated lot sizing problem: A review of models and algorithms." Omega - International Journal of Management Science 31: 365-378. Karmarkar, U. S., et al. (1992). "Multi-Item Batching Heuristics for Minimization of Queues." European Journal of Operational Research 58: 99-111. Karmarkar, U. S., et al. (1985b). "Lot Sizing and Lead Time Performance in a Manufacturing Cell." Interfaces 15(2): 1-9. Kekre, S. (1987). "Performance of a Manufacturing Cell with Increased Product Mix." IIE Transactions 19(3): 329-339. Kenyon, G., et al. (2005). "The impact oflot-sizing on net profits and cycle times in the n-job, mmachine job shop with both discrete and batch processing." International Journal of Production Economics 97: 263-278. Kritchanchai, D. and B. L. MacCarthy (1998). Responsiveness and strategy in manufacturing. Proceedings of the workshop Responsiveness in Manufacturing. Kuik, R. and T. F. J. Tielemans (2004). "Expected time in system analysis of a single-machine multi-item processing center." European Journal of Operational Research 156: 287-304. Kumar, S. and T. Yamaoka (2007). "System Dynamics Study Of The Japanese Automotive Industry Closed Loop Supply Chain." Journal of Manufacturing Technology Management 18(2): 115-138. Lambrecht, M. R. and N. J. Vandaele (1996). "A General Approximation for the Single Product Lot Sizing Model with Queueing Delays." European Journal of Operational Research 95: 73-88. Liker, J. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. New York, McGraw-Hill. Lin, C., et al. (1998). Generic methodology that aids the application of system dynamics to manufacturing system modeling. IEE Conference Publication. 457: 344-349. Pande, P., et al. (2000). The Six Sigma Way: How GE, Motorola and Other Top Companies are Honing Their Performance. McGraw-Hill, New York. Rao, S. (1992). "The relationship of work-in-process inventories, manufacturing lead times and waiting line analysis." International Journal of Production Economics 26: 217-227. Savolainen, T. I. (1999). "Cycles of continuous improvement: Realizing competitive advantages through quality " International Journal of Operations & Production Management 19(11): 1203 1222 Shingo, S. (1986). A Revolution in Manufacturing: The SMED System. Cambridge, Productivity Press. Sterman, J. D. (2000). Business Dynamics: Systems Thinking and Modeling for a Complex World. New York, McGraw-Hill. Suri, R. (1998). Quick Response Manufacturing: A Companywide Approach to Reducing Lead Times. Portland, Productivity Press. Treville, S. D., et al. (2004). "From supply chain to demand chain: the role of lead time reduction in improving demand chain performance." Journal of Operations Management 21: 613-627. Vaughan, T. S. (2006). "Lot Size Effects On Process Lead Time, Lead Time Demand, And Safety Stock. ." International Journal of Production Economics 100: 1-9.