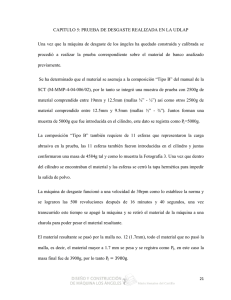
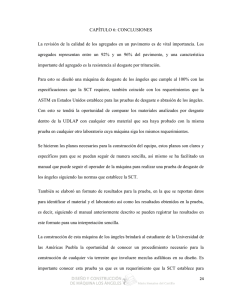
Aumento en la resistencia al desgaste de aceros para herramientas a través de la aplicación de tratamiento criogénico Adrián Irías Rendón César Stackpole Armendariz Abstract El siguiente artículo presenta un estudio sobre el aumento en la resistencia al desgaste de diez tipos de aceros para herramientas. Se realizaron pruebas tribológicas para los diez aceros, y uno de ellos se probó en diferentes herramientas en campo. Se propusieron tres hipótesis al principio del estudio que relacionan la composición química, el aumento en microdureza y la disminución del porcentaje de austenita retenida, con el aumento en la resistencia al desgaste. Tanto los resultados de campo como los de laboratorio fueron satisfactorios, en los primeros se logró aumentar el tiempo de vida útil de cuchillas tipo slitter de acero D2 en 182%, el cual aplicado en tres plantas de Villacero puede generar ahorros anuales superiores a $50,000 USD. Por su parte, este mismo acero aumentó su resistencia al desgaste en pruebas de laboratorio 75%. Se pudieron establecer conclusiones teóricas sobre el porqué de las diferencias de aumentos o no aumentos en la resistencia al desgaste de los diferentes tipos de aceros además de demostrar la eficacia de la aplicación del tratamiento criogénico en la industria. 1. Introducción El tratamiento criogénico es una tecnología conocida desde hace tiempo. El propósito principal de su aplicación es el de aumentar la resistencia al desgaste de aceros para herramientas para prolongar el tiempo de vida útil de las mismas. Sin embargo, su aplicación dentro de la industria es muy limitada y los verdaderos fundamentos teóricos del porqué de sus beneficios sigue en discusión. 2. Conceptos básicos 2.1 Principios fundamentales del Templado La finalidad del proceso de templado, es obtener una dureza óptima o satisfactoria para las condiciones a las que el material estará sujeto durante su vida útil de trabajo. Los cambios microestructurales deseados de este tratamiento son: 1) Transformación de una estructura perlítica ferrítica (aceros hipoeutectoides) ó perlítica cementítica (aceros hipereutectoides) a una estructura martensítica. 2) Si el acero cuenta con suficiente contenido de carbono y elementos de aleación, se obtiene la formación de carburos durante el revenido posterior al templado. El procedimiento general que se utiliza para templar un material es, calentar sobre la temperatura de transformación de austenita (Ac3), mantener la temperatura suficiente tiempo para obtener el tamaño de grano deseado, y finalmente enfriar a una velocidad mayor que la velocidad crítica de enfriamiento de la curva TTT del acero correspondiente y posteriormente revenir a la temperatura requerida para obtener la dureza especificada. El problema con este procedimiento, es que a través de él, es imposible obtener una estructura 100% martensítica, ya que la temperatura de terminación de formación de martensita en el diagrama TTT, se encuentra muchas veces por debajo de la temperatura ambiente, como se muestra en la figura 2.1 y 2.2. Fig. 2.1 Diagrama TTT para un acero con 0.8% de contenido de carbono.La temperatura de terminación de martensita es -50ºF [M9] El proceso de temple utiliza agua, aceite, salmueras o aire como medio de enfriamiento, los cuales se encuentran a temperaturas superiores o iguales a la temperatura ambiente, por lo que el proceso de transformación se interrumpe. Si observamos la figura 2.1, la estructura resultante al enfriar por ensima de -50ºF es una combinación de martensita + austenita retenida cuyo porcentaje varía entre 50% y 3%. Fig. 2.2 Microestructura de un acero con alto contenido de carbono. La estructura negra es martensita y la blanca austenita retenida. La austenita retenida, es una estructura más suave y menos resistente al desgaste, además que la posible transformación repentina a temperatura ambiente de esta estructura, hace que el producto sea dimensionalmente inestable. 3) Para cualquier otro material (no ferroso o ferroso sin tratamiento térmico), la estructura cristalina se perfecciona, eliminando vacancias, traslapes, dislocaciones, etc., transformación que resulta en una liberación de esfuerzos residuales muy considerable, haciendo más tenaz al material tratado. Fig. 2.4 Izquierda, arreglo molecular de una estructura templada. Derecha, arreglo molecular de una estructura después de tratamiento criogénico. Fig.2.3 Temperaturas Ms y Mf en función del contenido de carbono para aceros al carbono. Los elementos de aleación disminuyen aún más, las temperaturas Ms y Mf Este tratamiento es permanente y no es un sustituto del templado sino una continuación del mismo. Transforma la austenita retenida en martensita en los aceros templados y perfecciona la red molecular en todo el material. 2.2 Principios del tratamiento criogénico El tratamiento criogénico consiste en enfriar los materiales a velocidad de -1ºC/min de temperatura ambiente a -196ºC, mantener esta temperatura por un intervalo mínimo de 20hrs, dejar regresar el material a temperatura ambiente por convección natural dentro de la cámara criogénica y finalmente aplicar un revenido a 150ºC durante 2hrs por pulgada de sección transversal de la pieza. Bajo este tratamiento se obtienen los siguientes resultados, 1) Alrededor de los -80ºC, se asegura la terminación de la transformación de la austenita en martensita para cualquier acero, por lo que se obtiene una estructura 100% martensítica. Esta estructura es dimensionalmente estable, ya que la martensita no se transforma en otra estructura a temperatura ambiente, además de ser más resistente al desgaste. Esta transformación es independiente del tiempo, solo es necesario que el material llegue a la temperatura Mf para que la transformación se lleve a cabo. 2) Bajo la exposición de la martensita a temperaturas criogénicas por tiempo prolongado, se forman millones de etacarburos, cuya composición química depende de los elementos de aleación que contenga el material. Estos carburos hacen de la matriz una estructura más densa y homogénea, la cual es más resistente al desgaste. 3. Alcance El objetivo del estudio fue relacionar algún cambio físico, metalográfico o alguna característica de composición química con el aumento en la resistencia al desgaste de los aceros con la aplicación del tratamiento criogénico. Para lo cual se establecieron las siguientes hipótesis: 1) "El aumento en la resistencia al desgaste de los aceros depende de la disminución del porcentaje de austenita retenida, el cual a su vez depende de manea inversa al valor de la línea Ms del acero en cuestión" ∆(RD) α 1/Ms 2) "El aumento en la resistencia al desgaste depende de la cantidad de eta carburos formados, los cuales dependen de la cantidad de elementos de aleación que contenga el material" ∆(RD) α A + B(C) + D(Cr) + E(V) + F(W) + G(Mo) 3) "El aumento en la resistencia al desgaste depende del aumento en la microdureza Knoop de la matriz del material" ∆(RD) α ∆(Dureza Knoop) La primer hipótesis, relaciona el aumento en la resistencia al desgaste con la formación de martensita. La segunda, lo relaciona con la formación de carburos. Y finalmente la tercera relaciona el aumento en la resistencia al desgaste con el aumento en la microdureza Knoop de la matriz del material, la cual puede aumentar por ambos cambios microestructurales. 4. Metodología 4.1 Materiales analizados Se analizaron nueve diferentes tipos de aceros para herramientas más un acero inoxidable. Estos se escogieron primero por ser parte del herramental de la empresa Villacero, donde se realizaron los estudios en campo del proyecto y segundo para reforzar el análisis estadístico de las hipótesis propuestas. Los composición siguientes: Material D2 D3 D6 H13 M2 O1 P20 A2 S1 420 %C 1.5 2.25 2.25 0.35 0.92 0.9 0.35 1 0.5 0.15 min materiales analizados y química nominal fueron %Cr 12 12 12 5 4 0.5 1.7 5 1.5 13 %V 1 1 2 - %W 4 6 0.5 2.5 - %Mo 1 1.5 5 0.4 1 - Fig. 4.1 Esquema de pruebas de desgaste La variable de respuesta para calcular el desgaste es la huella que el disco deja sobre la probeta. su los Otro Fig. 4.2 Representación de variables de las pruebas de desgaste Mn 1.0 Mn 1 - Si 1 Tabla 4.1 Composición química nominal de los materiales estudiados 4.2 Tratamiento térmico Como el estudio se realizó sobre el cambio en la resistencia al desgaste, los tipos de tratamientos para cada acero estudiado fueron dos. Al material base para comparar el aumento en la resistencia al desgaste, se le aplicó temple según las especificaciones del "Heat treaters guide" [M9], mientras los materiales con tratamiento criogénico fueron probados con el mismo temple más el tratamiento criogénico descrito en este artículo. Si se sabe el tamaño de la huella (b), el diámetro del disco (D=2r) y el espesor de la probeta (t), el volumen desgastado se puede calcular con la siguiente ecuación. Volumen desgastado = t 2 b D * Sen −1 − b * D 2 − b 2 * D 4 Los parámetros investigación fueron: utilizados en Descripción Valore(s) Espesor de la probeta 6.4 mm la Diámetro del disco abrasivo 34.8 mm Material del disco Aleación Ni-Cr-Mo 4.3 Pruebas tribológicas o de desgaste Velocidad 1093.3 mm/s (600 rpm) Se utilizó un sistema de desgaste utilizando un disco metálico de Ni-Cr-Mo y agua como lubricante para mantener la temperatura como factor constante. Tiempo 10 min Carga 30 Kg Lubricante Agua Tratamiento Con T.C y sin T.C Tabla 4.2 Parámetros del experimento Las probetas se pulieron en el área que fueron probadas para evitar la incrustación de óxidos como partículas abrasivas. El aumento en la resistencia al desgaste se obtuvo de la siguiente manera: ∆RD = RwCT − RwST RwST donde, ∆RD = aumento en la resistencia al desgaste RwCT = Resistencia al desgaste con tratamiento criogénico RwST = Resistencia al desgaste sin tratamiento criogénico La resistencia al desgaste (Rw) adimensional, se midió con la siguiente ecuación, Rw = F ⋅ Vs Wo ⋅ Hv donde, F = Fuerza normal en newtons Vs = velocidad lineal del disco en mm/s 3 Wo = La velocidad de desgaste en mm /s Hv = la microdureza de la matriz en Mpa Fig. 5.1 Indentación Knoop en la matriz de un acero D6. Atacado con nital, 200X. Los resultados de los cambios en la microdureza fueron los siguientes: Acero A2 D2 D3 D6 H13 M2 O1 P20 S1 420 KHN SIN T.C 775 651 592 587 500 822 715 586 695 597 KHN Diferencia % CON T.C KHN 870 95 651 0 629 37 594 7 515 15 860 39 755 40 635 48 701 6 626 29 Tabla 5.1 Aumentos en la dureza Knoop con la aplicación de tratamiento criogénico. 5.2 Pruebas de desgaste Para cambiar de dureza Knoop a dureza Vickers se utilizaron tablas, y para cambiar de -2 dureza Vickers de kgf mm a Mpa se utilizó el factor de la gravedad 9.81. Todos los aceros analizados, excepto el acero D6, mostraron un aumento en la resistencia al desgaste en las pruebas de laboratorio. Y los resultados fueron los siguientes: Material 5. Resultados 5.1 Microdureza Knoop Se midió la dureza Knoop de la matriz de los materiales evitando medir la dureza sobre los carburos primarios y secundarios con el fin de analizar los cambios en la matriz. A2 D2 D3 D6 H13 M2 O1 P20 S1 420 Aumento en la resistencia al desgaste Rw 22% 75% 8% 0% 50% 17% 26% 20% 36% 22% Tabla 5.2 Aumento en la resistencia al desgaste de aceros para herramientas con la aplicación de tratamiento criogénico Material Dureza Vickers Desgaste en 600 Mpa seg. Mm3 7305 0.3332 A2 8482 0.2343 A2 crio 6021 0.2458 D2 6021 0.1404 D2 crio 5472 0.1444 D3 5825 0.1259 D3 crio 5433 0.1060 D6 5491 0.1048 D6 crio 4658 0.3217 H13 4795 0.2080 H13 crio 7845 0.1709 M2 8384 0.1368 M2 crio 6658 0.2090 O1 7051 0.1562 O1 crio 5433 0.4977 P20 5884 0.3829 P20 crio 6452 0.3516 S1 6511 0.2565 S1 crio 5521 0.8359 420 5795 0.6522 420 crio Tabla 5.3 Resultados de pruebas de desgaste Relación de desgaste (Wo) mm3/s 0.0005553 0.0003906 0.0004097 0.0002340 0.0002407 0.0002098 0.0001766 0.0001746 0.0005361 0.0003466 0.0002849 0.0002281 0.0003484 0.0002603 0.0008296 0.0006382 0.0005860 0.0004275 0.0013932 0.0010869 Resistencia al desgaste Rw 79310 97119 130420 228365 244295 263258 335372 335507 128850 193567 143954 168255 138714 175322 71394 85691 85097 115592 41832 51078 Aumento en la resistencia al desgaste Rw con la aplicación de Tratamiento criogénico 80% 75% 70% 60% 50% 50% 36% 40% 30% 26% 22% 20% 22% 20% 17% 8% 10% 0% 0% A2 D2 D3 D6 H13 M2 O1 P20 S1 420 Fig. 5.2 Aumento en la resistencia al desgaste de aceros para herramientas con la aplicación de tratamiento criogénico o logarítmica entre las variables, los valores r2 de las regresiones fueron 0.1525 y 0.4521 respectivamente. 5.3 Comprobación de hipótesis Primera hipótesis Relaciona el valor de Ms con el aumento en la resistencia al desgaste de los aceros. Material A2 D2 D3 D6 H13 M2 O1 P20 S1 420 Ms (ºC) 180 220 235 230 330 212 200 305 310 300 Ms (ºK) 453 493 508 503 603 485 473 578 583 573 1/Ms 0.002207506 0.002028398 0.001968504 0.001988072 0.001658375 0.002061856 0.002114165 0.001730104 0.001715266 0.001745201 Tercer hipótesis Relaciona el aumento en la microdureza de la matriz con el aumento en la resistencia al desgaste. ∆ Rw 22% 75% 8% 0% 50% 17% 26% 20% 36% 22% Tabla 5.3 Relacín ∆RD vs Ms Tipo de acero % Aumento en la microdureza Aumento en la resistencia al desgaste Rw A2 D2 D3 D6 H13 M2 O1 P20 S1 420 12.3% 0.0% 6.3% 1.2% 3.0% 4.7% 5.6% 8.2% 0.9% 4.9% 22% 75% 8% 0% 50% 17% 26% 20% 36% 22% Aumento en la resistencia al desgaste vs 1/MS Tabla 5.5 Aumento en la resistencia al desgaste vs aumento en la microdureza Knoop. 80% Aumento en la resistencia al desgaste Rw vs aumento en la dureza Knoop 60% 50% 40% 30% 20% 10% 0% 0.0015 0.0017 0.0019 0.0021 0.0023 Valor 1/Ms Fig. 5.3 Relación entre 1/Ms y ∆Rw Como se puede apreciar en la figura 5.3, no hay evidencia de una relación lineal o relación logarítmica entre las variables, los resultados de los estadísticos r2, provenientes de la regresión lineal fueron, 0.0265 y 0.0291 respectivamente. Segunda hipótesis La segunda hipótesis relaciona el aumento en la resistencia al desgaste con la formación de eta carburos, los cuales podrían depender de la cantidad del porcentaje de elementos de aleación que constituyen el material. Material A2 D2 D3 D6 H13 M2 O1 P20 S1 420 %C 0.97 1.5 2.15 2.11 0.43 0.915 0.93 0.388 0.51 0.16 %Cr 5.2 11.35 11.8 11.4 5.37 4.2 0.55 1.86 1.58 12.84 %V 0 0 0 0 1.02 1.85 0 0 0 0 %W 0 0 0 0.6 0 5.86 0.53 0 2.53 0 %Mo 1.03 0.69 0.05 0.08 1.32 4.95 0 0.171 0 0 ∆ Rw 22% 75% 8% 0% 50% 17% 26% 20% 36% 22% Aumento en la resistencia al desgaste aumento en Rw 70% 80% 70% 60% 50% 40% 30% 20% 10% 0% 0.0% 5.0% 10.0% 15.0% Aumento en KH Fig. 5.4 Relación entre aumento en la dureza Knoop y aumento en la resistencia al desgaste. Una vez más, los estadísticos r2 de las regresiones no mostraron evidencia de alguna relación entre las variables, sus valores fueron 0.1655 y 0.0258. 5.4 Resultados en campo. Se aplicó tratamiento criogénico a cuchillas slitter de material D2 de la línea de decapado de la empresa Zincacero y se comparó con otro juego de cuchillas del mismo proveedor, se probaron ambos juegos bajo la mismas especificaciones de producción. Las cuchillas sin tratamiento produjeron 1,329 toneladas de acero, mientras que las cuchillas con tratamiento Tabla 5.4 Relación entre la composición química y aumento en la produjeron 3,719; este aumento representa 182% resistencia al desgaste. de la vida útil actual, y si se transfieren estos Tampoco se encontró evidencia de una relación linealresultados a las demás líneas de corte longitudinal de Villacero, se pueden obtener ahorros por más 50,000 USD anuales por compra y afilado de este tipo de cuchillas. Fig. 6.1 Acero D2 atacado con Nital al 4%. Se pueden observar grandes carburos primarios y carburos secundarios esferoidales, también se muestra gran parte de la matriz martensítica, la cual es importante para la resistencia al desgaste. Fig. 5.5 Cuchillas slitter de linea de decapado Zincacero. 6. Análisis de resultados, conclusiones y trabajos futuros Ninguna de las hipótesis fue comprobada, sin embargo, se obtuvieron importantes aumentos en la resistencia al desgaste en la mayoría de los aceros estudiados. Si analizamos la composición química, la metalografía y los resultados obtenidos, podemos dividir los aceros estudiados en tres grupos diferentes. Todos los aceros del grupo A, tienden a retener austenita, y el porcentaje de carburos es lo suficientemente pequeño para que la resistencia al desgaste aumentada en la matriz sea significativa para aumentar su resistencia al desgaste. Grupo A Grupo B Los aceros del grupo "A" mostraron un aumento considerable en la resistencia al desgaste y además su composición química muestra que deben contener un porcentaje considerable de austenita retenida después del templado si se sabe que los aceros tienden a retener austenita en porcentajes superiores a 0.4% de carbono. Acero D2 H13 S1 O1 A2 El acero D2 obtuvo el mayor aumento en la resistencia al desgaste. Este acero se podría clasificar en el grupo "C" por tener carburos, pero es claro que existen grandes regiones de la matriz martensítica que puede contener altos porcentajes de austenita retenida antes de aplicar tratamiento criogénico. %C 1.5 0.43 0.51 0.93 0.97 %Cr 11.35 5.37 1.58 0.55 5.2 %V 0 1.02 0 0 0 %W 0 0 2.53 0.53 0 %Mo 0.69 1.32 0 0 1.03 Tabla 6.1 Grupo A, composición química y ∆Rw ∆ Rw 75.1% 50.2% 35.8% 26.4% 22.5% Los aceros del grupo B son aquellos cuya composición química indica que no deben retener mucha austenita, sin embargo obtuvieron un aumento en la resistencia al desgaste pero menor al de aquellos aceros que retienen mayor porcentaje. Acero 420 P20 %C 0.16 0.388 %Cr 12.84 1.86 %V 0 0 %W 0 0 %Mo 0 0.171 Tabla 6.2 Grupo B, composición química y ∆Rw Grupo C Los aceros clasificados en este grupo son aquellos que su composición química indica que deben retener mucha austenita, solamente que la formación de carburos durante los revenidos durante el tratamiento térmico de templado, es tan grande que la eliminación de austenita retenida en la matriz y la probable precipitación de etacarburos durante el tratamiento criogénico no genera un aumento considerable en la resistencia al desgaste. ∆ Rw 22.1% 20.0% Acero M2 D3 D6 %C 0.915 2.15 2.11 %Cr 4.2 11.8 11.4 %V 1.85 0 0 %W 5.86 0 0.6 %Mo 4.95 0.05 0.08 ∆ Rw 16.9% 7.8% 0.0% Tabla 6.3 Grupo C, composición química y ∆Rw. En estos aceros, el porcentaje de carbono y elementos que forman carburos es tan alto que se genera la precipitación extrema de carburos primarios y secundarios en la microestructura. En la figura 6.2 se puede observar una relación lineal entre la cantidad de carburos y el aumento en la resistencia al desgaste. 16.9 % En los aceros del grupo "C", la cantidad de carburos en su microestructura, disminuye la importancia de la resistencia al desgaste de la matriz, por lo que el aumento en la resistencia al desgaste con la aplicación del tratamiento criogénico fue menor que en aquellos aceros en donde la resistencia al desgaste de la matriz es más importante. Análisis de pruebas en campo Los resultados obtenidos en campo fueron muy distintos a los que arrojaron las pruebas tribológicas. Mientras para un acero D2 se obtuvo 75% de aumento en la resistencia al desgaste en el laboratorio, el tiempo de vida de las cuchillas Slitter de Zincacero aumentó en 182%. La simulación de un sistema tribológico real en un laboratorio es prácticamente imposible, la mejor manera de evaluar un proyecto es bajo pruebas realizadas en campo, siempre y cuando el costo de las mismas sea accesible y razonado. En el caso de las pruebas de tratamiento criogénico, el costo se puede considerar despreciable comparado con los beneficios que de este se pueden obtener. Conclusiones • • 7.8% • 0% Fig. 6.2 De arriba hacia abajo, aceros M2, D3 y D6. Se puede notar una clara tendencia de que a mayor cantidad de carburos, el efecto del tratamiento criogénico se minimiza. El tratamiento criogénico aumentó la resistencia al desgaste en la mayoría de los aceros para herramientas estudiados Sí existe una relación entre el aumento en la resistencia al desgaste con la aplicación del tratamiento criogénico, la metalografía y la composición química del material • Los aceros que por su composición química, tienden a retener más austenita, adquieren mayor aumento en la resistencia al desgaste • Aquellos aceros que contienen un excesivo porcentaje de carburos, minimizan la importancia del aumento en la resistencia al desgaste de la matriz martensítica, por lo que el tratamiento criogénico mejora la resistencia al desgaste en menor grado. Los resultados de la aplicación del tratamiento criogénico son casi impredecibles, ya que dependen de muchos factores como, material, tratamiento térmico anterior, tipo de desgaste, parámetros del proceso, etc. Recomendaciones y trabajos futuros L5) Walpole; Myers; "Probabilidad y Estadísitca"; Mc Graw Hill; México, 1992. • M. Manuales • Hacer réplicas del estudio realizado para validar los resultados. Recomendamos no abarcar tantos aceros y concentrarse en una cantidad menor. Realizar un PEF en el que se analice solo un acero con distintas combinaciones de curvas de templado, revenidos y tratamiento criogénico para encontrar el punto más conveniente donde se debe aplicar este tratamiento. Bibliografía A. Artículos A1) Barron, Randall F.; cryogenic treatment of metals improve wear resistance; Cryogenics, volume 22, número 5; Agosto 1982. A2) Barron, Randall F.; Cryogenics; Heat Treating; Volumen 6, Número 6; Junio 1974. A3) Olson, Barry; Cryogenic tempering boosts tool life up to 300%; Heat treating. A4) Barron, Randall F; Cryogenic treatment produces cost savings for slitters knifes; Tapi Vol. 57; Mayo 1974. A5) COLD FACTS; Cryotreatment: Panacea or Black Magic?; COLD FACTS Volumen 12, número 2; 1996 A6) Meng, Fanju; Wear resistance and microstructure of cryogenic treated Fe-1.4Cr-1C bearing steel A7) Role of eta-carbide precipitations in the wear resistance improvements of Fe-12Cr-Mo-V-1.4C tool steel by cryogenic treatment; ISIJ International, Vol. 34, número 2, pags. 205-210; 1994 A8) Bryson, Bill; Put the freeze on tool wear; American machinist; marzo 1998 A9) Wiberg, S., Roberts, J.M.C; Cryogenics Fact or fiction: a metallurgist's viewpoint; Metal Heat treating digest; Jul/Ago 1997 Collins, David; Cryogenic treatment of tool steels; Advanced Materials & Processe; Diciembre 1998 A10) Collins, D.N; Deep cryogenic treatment of tool steels: a review; Heat treatment of Metals. A11) Prácticas profesionales UdeM; Aumento en el tiempo de vida de un acero M62 a través de la aplicación del tratamiento criogénico; Universidad de Monterrey; 1999. L. Libros L1) Avner, Sydney H.; "Introducción a la metalurgia física"; McGraw Hill; México, 1988 L2) Brick, R. M.; Phillips, Arthur; "Structure and Properties of Alloys"; McGraw Hill; EUA, 1949 L3) Bryson, Wiliam E.; "Cryogenics"; Hanser Gardner Publications; EUA, 1999 L4) Myron L. Begman y B. H. Amstead; "Procesos de Fabricación"; Jhon Wiley & Sons, Inc.; NY, 1973 M1) American Standards of Metals Handbook; Volumen 4; Heat Treating; 1997 M2) American Standards of Metals Handbook; Volumen 9; Metallography and Microstructure; 1997 M3) ASM Handbook, Volumen 18; Friction, Lubrication, and Wear Technology; 1997 M4) United States Steel; "The Making, Shaping and Treating of Steel"; Herbick & Held; EUA, 1970 M5) ASM Handbook, Volumen 16; Machining; 1997 M6) ASM Handbook, Volumen 1; Iron and steels; 1997 M7) ASM, Dialog OnDisc Books, Demonstration Book, 1999. M8) Mual del ingeniero Mecánico, Volumen 2, 9na Edición; Marks; McGraw-Hill; 1995. M9) HEAT TREATER'S GUIDE, Standard Practices and Procedures for Steel; Unterweiser, Paul M.; American Society for Metals, 1994. I. Sitios de Internet I1) www.cryotron.com I2) www.heattreatingonline.com I3) http://www.worldpath.net/~hisaim/ I4) http://www.iceage.net/ I5) http://ccwf.cc.utexas.edu/~jwgary/cryo/frame_DCT.html I6) http://www.asm-intl.org/ I7) http://lennon.pub.csufresno.edu/~rlk16/cryo.html I8) http://engm01.ms.ornl.gov/TTTCCTPlots.HTML I9) http://www.metallographic.com/Hardness.htm I10) http://www.villacero.com.mx