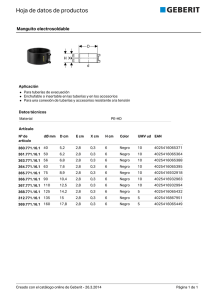
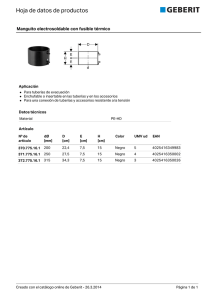
Traducido del inglés al español - www.onlinedoctranslator.com Prácticas de inspección para componentes del sistema de tuberías PRÁCTICA RECOMENDADA API 574 SEGUNDA EDICIÓN, JUNIO DE 1998 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT Prácticas de inspección para componentes del sistema de tuberías Departamento de Fabricación, Distribución y Marketing - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- PRÁCTICA RECOMENDADA API 574 SEGUNDA EDICIÓN, JUNIO DE 1998 Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT NOTAS ESPECIALES Las publicaciones API abordan necesariamente problemas de carácter general. Con respecto a circunstancias particulares, se deben revisar las leyes y regulaciones locales, estatales y federales. API no se compromete a cumplir con los deberes de los empleadores, fabricantes o proveedores de advertir, capacitar y equipar adecuadamente a sus empleados y otras personas expuestas en relación con los riesgos y precauciones de salud y seguridad, ni asumir sus obligaciones según las leyes locales, estatales o federales. La información relativa a los riesgos para la seguridad y la salud y las precauciones adecuadas con respecto a materiales y condiciones particulares debería obtenerse del empleador, del fabricante o proveedor de ese material, o de la hoja de datos de seguridad del material. Nada de lo contenido en ninguna publicación de API debe interpretarse como que otorga ningún derecho, por implicación o de otro modo, para la fabricación, venta o uso de cualquier método, aparato o producto cubierto por cartas de patente. Tampoco debe interpretarse nada de lo contenido en la publicación como un seguro para nadie contra la responsabilidad por infracción de las letras de patente. Generalmente, los estándares API se revisan, reafirman o retiran al menos cada cinco años. A veces se agregará una extensión única de hasta dos años a este ciclo de revisión. Esta publicación dejará de tener vigencia cinco años después de su fecha de publicación como estándar API operativo o, cuando se haya concedido una extensión, al momento de su republicación. El estado de la publicación se puede consultar con el Departamento de Fabricación, Distribución y Comercialización de API [teléfono (202) 682-8000]. API, 1220 L Street, NW, Washington, DC 20005, publica anualmente un catálogo de publicaciones y materiales de API y lo actualiza trimestralmente. Este documento fue elaborado según los procedimientos de estandarización de API que garantizan la notificación y participación adecuadas en el proceso de desarrollo y está designado como estándar API. Las preguntas relativas a la interpretación del contenido de esta norma o comentarios y preguntas relativas a los procedimientos bajo los cuales se desarrolló esta norma deben dirigirse por escrito al Director del Departamento de Fabricación, Distribución y Marketing, American Petroleum Institute, 1220 L Street, NW, Washington, DC 20005. Las solicitudes de permiso para reproducir o traducir todo o parte del material publicado aquí también deben dirigirse al director. Los estándares API se publican para facilitar la amplia disponibilidad de prácticas operativas y de ingeniería sólidas y probadas. Estas normas no pretenden obviar la necesidad de aplicar un buen criterio de ingeniería con respecto a cuándo y dónde deben utilizarse estas normas. La formulación y publicación de los estándares API no pretende de ninguna manera inhibir a nadie de utilizar otras prácticas. Cualquier fabricante que marque equipos o materiales de conformidad con los requisitos de marcado de una norma API es el único responsable de cumplir con todos los requisitos aplicables de esa norma. API no declara ni garantiza que dichos productos de hecho cumplan con el estándar API aplicable. Reservados todos los derechos. Ninguna parte de este trabajo puede reproducirse, almacenarse en un sistema de recuperación o transmitido por cualquier medio, electrónico, mecánico, fotocopia, grabación o cualquier otro, sin permiso previo por escrito del editor. Póngase en contacto con el editor, Servicios de publicación API, 1220 L Street, NW, Washington, DC 20005. Copyright © 1998 Instituto Americano del Petróleo - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT PREFACIO Esta práctica recomendada se basa en el conocimiento y la experiencia acumulados de ingenieros, inspectores y otro personal de la industria petrolera y petroquímica. Su objetivo es complementar el Código de inspección de tuberías API 570. Parte de la información contenida en esta Publicación se presentó anteriormente como Capítulo XI de la Guía para la Inspección de Equipos de ReÞnería, que actualmente se está reorganizando como prácticas recomendadas individuales. La información contenida en esta práctica recomendada no constituye ni debe interpretarse como un código de reglas, regulaciones o prácticas mínimas de seguridad. Las prácticas descritas en esta Publicación no pretenden reemplazar otras prácticas que han demostrado ser satisfactorias, ni esta Publicación pretende desalentar la innovación y la originalidad en la inspección de refinerías y plantas químicas. Se recuerda a los usuarios de esta práctica recomendada que ningún libro o manual sustituye el criterio de un inspector o ingeniero de tuberías responsable y calificado. Las publicaciones API pueden ser utilizadas por cualquier persona que desee hacerlo. El Instituto ha hecho todos los esfuerzos posibles para asegurar la exactitud y confiabilidad de los datos contenidos en ellos; sin embargo, el Instituto no hace ninguna representación, garantía o garantía en relación con esta Publicación y por la presente renuncia expresamente a cualquier responsabilidad por pérdida o daño que resulte de su uso o por la violación de cualquier regulación federal, estatal o municipal con la que se aplica esta Publicación. puede entrar en conflicto. Se invita a realizar revisiones sugeridas, que deben enviarse al director del Departamento de Fabricación, Distribución y Marketing, American Petroleum Institute, 1220 L Street, NW, Washington, DC 20005. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. III Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT CONTENIDO Página 1 ALCANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 2 REFERENCIAS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 3 DEFINICIONES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 4 COMPONENTES DE TUBERÍAS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 4.1 Tuberías . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 4.2 Tubería. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 4.3 Válvulas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 4.4 Accesorios. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 4.5 Métodos de unión de tuberías. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 5 RAZONES PARA LA INSPECCIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 5.1 Generalidades. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 5.2 Seguridad. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 5.3 Confiabilidad y Operación Eficiente. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 5.4 Requisitos reglamentarios. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 6 INSPECCION DE DETERIORO EN LAS TUBERIAS . . . . . . . . . . . . . . . . . . . . . . . . . 19 6.1 Generalidades. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 6.2 Monitoreo de corrosión de tuberías de proceso. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 6.3 Inspección de tipos específicos de corrosión y grietas. . . . . . . . . . . . . . . . . 22 7 FRECUENCIA Y TIEMPO DE INSPECCIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 7.1 Generalidades . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 7.2 Inspección mientras el equipo está en funcionamiento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 7.3 Inspección mientras el equipo está apagado. . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 8 PRECAUCIONES DE SEGURIDAD Y TRABAJOS PREPARATORIOS . . . . . . . . . . . . . . . . . . . 30 8.1 Precauciones de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 8.2 Trabajo preparatorio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 9 HERRAMIENTAS DE INSPECCIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 10 PROCEDIMIENTOS DE INSPECCIÓN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 10.1 Inspección mientras el equipo está en funcionamiento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 10.2 Inspección mientras el equipo está apagado. . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 Inspección 10.3 de tuberías subterráneas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38 Inspección de Obra 10.4 Nueva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 11 DETERMINACIÓN DEL ESPESOR DE JUBILACIÓN. . . . . . . . . . . . . . . . . . . . . . . 47 11.1 Tuberías . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 11.2 Válvulas y accesorios bridados. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 Generalidades. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48 12.2 Bocetos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 12.3 Sistemas de Numeración. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 v Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 12 REGISTROS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48 12.1 CONTENIDO Página 12.4 Datos de espesor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 12.5 Revisión de registros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 APÉNDICE A Lista de verificación de inspección externa para tuberías de proceso. . . . . . . . . . . . . . . . . 53 Cifras - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 dieciséis 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 Sección transversal de una válvula de compuerta de cuña típica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 Sección transversal de una válvula de globo típica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 Sección transversal de válvulas de obturador lubricadas y no lubricadas típicas. . . . . . . . . . 10 Sección transversal de una válvula de bola típica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 Sección transversal de una válvula de diafragma típica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 Válvula típica de mariposa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 secciones transversales de válvulas de retención típicas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 Sección transversal de una válvula deslizante típica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 Accesorios con extremos bridados y accesorios de acero forjado soldados a tope. . . . . . . . . . . . . . 15 Accesorios roscados y soldados con casquillo de acero forjado. . . . . . . . . . . . . . . . . . . . . . . 15 Sección transversal de una conexión en T soldada con casquillo. . . . . . . . . . . . . . . . . . . . . . . . 16 Revestimientos de bridas comúnmente utilizados en tuberías de refinería. . . . . . . . . . . . . . . . . . . . . . . 16 tipos de bridas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 Sección transversal de una junta típica de extremo plano y campana. . . . . . . . . . . . . . . . . . . . . . . 17 Secciones transversales de juntas empaquetadas y de camisa típicas. . . . . . . . . . . . . . . . . . . . . . . 17 Sección transversal de juntas de tubería típicas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 Erosión de Tuberías. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 Corrosión de tuberías. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 Corrosión interna de tuberías. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Corrosión atmosférica severa de tuberías. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Un ejemplo de un circuito de tuberías típico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Circuito típico de tuberías del punto de inyección. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 Corrosión en la interfaz suelo/aire que provoca fallas en la tubería ascendente en suelo húmedo. . . . . 26 Radiografía de una línea de reformador catalítico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 Radiografía de tubería corroída cuya superficie interna está recubierta Con escala de sulfuro de hierro. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 Croquis y radiografía de la corrosión en un callejón sin salida. . . . . . . . . . . . . . . . . . . . . . . . . . 34 Corrosión bajo cinta mal aplicada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 Estudio de potencial interno de tubería a suelo utilizado para identificar activos Puntos de corrosión en tuberías subterráneas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 Un gráfico real desde una tubería interna cercana hasta el potencial del suelo Estudio de tuberías subterráneas identificando áreas de corrosión activa. . . . . . . . . 41 Método de prueba Werner de resistividad del suelo de 4 pines. . . . . . . . . . . . . . . . . . . . . . . . . . . 42 Barra de suelo para medir la resistividad del suelo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 Dos tipos de cajas de suelo utilizadas para medir la resistividad del suelo. . . . . . . . . . . . . . . 45 Boceto isométrico típico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50 Tabulación típica de datos de espesor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 Mesas 1 1A Tamaños nominales de tubería, horarios, clases de peso y dimensiones de Tubería de Acero. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 tamaños nominales de tubería, horarios y dimensiones de acero inoxidable Tubo de acero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 vi Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT CONTENIDO Página Herramientas para Inspección de Tuberías. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 Tolerancias permitidas en diámetro y espesor para tuberías ferríticas. . . . . . . . . . 48 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 2 3 viii Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT Prácticas de inspección para componentes del sistema de tuberías 1 Alcance B31.3 B31G Esta práctica recomendada cubre las prácticas de inspección de tuberías, válvulas (que no sean válvulas de control) y accesorios utilizados B36.10M B36.19M en refinerías de petróleo y plantas químicas. Aunque esta publicación no está destinada específicamente a cubrir artículos especiales, muchos de los métodos de inspección descritos en esta práctica recomendada son ASTM2 aplicables a artículos especiales como: válvulas de control, medidores de un 53 nivel, columnas de controles de instrumentos, etc. Proceso de tuberias Manual para determinar la resistencia restante de tuberías corroídas Tubería de acero forjado soldada y sin costura Tubería de acero inoxidable Especificación para tuberías de acero, negras y sumergidas en caliente, recubiertas de zinc, soldadas y sin costura un 106 2 referencias Especificación para tubos de acero al carbono sin costura para servicios a altas temperaturas Tubos un 358 En esta práctica recomendada se citan las siguientes normas de acero austeníticos de aleación de cromo-níquel soldados por fusión eléctrica para servicios a altas y especificaciones: temperaturas API un 530 IRE, Capítulo IICondiciones que causan deterioro o falla ures (agotado; será reemplazado por RP 571, actualmente en desarrollo) Requisitos generales para tuberías especializadas de acero al carbono y aleado un 671 Tubería de acero soldada por fusión eléctrica para temperaturas atmosféricas y más bajas un 672 Tubería de acero soldada por fusión eléctrica Estándar 570 Código de inspección de tuberías Estándar 590 Espacios en blanco de línea de acero Norma 594 Válvulas de retención Wafer y Wafer-Lug Norma 598 Inspección y prueba de válvulas Estándar 599 Válvulas de Tapón MetálicoÑExtremos Bridados y suelo utilizando el método Wenner de cuatro Soldables electrodos Estándar 600 para servicio de alta presión a temperaturas G 57 Válvulas de compuerta de aceroÑExtremos bridados y para RP 0169 Válvulas de compuerta de acero compactas: Extremos bridados, roscados, soldados y de cuerpo extendido Norma 603 29CFR1910.119Gestión de seguridad de procesos de alta Químico Peligrosos Válvulas de bola de metalÑBridadas y con extremo para soldar a tope Norma 609 Válvulas de mariposa tipo lug y wafer Protección RP 651 catódica de tanques de almacenamiento de 3 definiciones Para los fines de esta publicación, se aplican las siguientes definiciones: petróleo sobre el suelo Público 2217A Directrices para el trabajo en espacios 3.1 ASME B31.3:Abreviatura de ASME/ANSI B31.3, Proceso de tuberias, reducidos inertes en la industria petrolera publicado por la Sociedad Estadounidense de Ingenieros Mecánicos. COMO YO1 B1.20.1 B16.25 B16.34 Control de la Corrosión Externa de Sistemas de Tuberías Metálicas Subterráneas o Sumergidas Código de Regulaciones Federales Válvulas de compuerta con extremo bridado, fundidas, resistentes a la corrosión, clase 150 Norma 608 Método para medir en campo la resistividad del NACE3 soldar a tope Norma 602 moderadas ASME B31.3 está escrita para el diseño y construcción de sistemas de Roscas de tuberías de uso general (pulgadas) tuberías. Sin embargo, la mayoría de los requisitos técnicos sobre diseño, Extremos para soldar a tope soldadura, examen y materiales también se pueden aplicar en la Válvulas: bridadas, roscadas y con extremo para inspección, recalificación, reparación y alteración de sistemas de tuberías soldar B16.47 Bridas de acero de gran diámetro, NPS 26 a NPS 60 B16.5 Bridas para tuberías y accesorios bridados, acero, en funcionamiento. Cuando no se puede seguir ASME B31.3 debido a su cobertura de nueva construcción, como especificaciones de materiales nuevas o revisadas, inspección aleaciones de níquel y otras aleaciones especiales 2Sociedad Estadounidense de Pruebas y Materiales, 100 Barr Harbor Drive, West Conshohocken, Pensilvania 19428-2959. 3NACE Internacional, 440 South Creek Drive, Houston, Texas 1Sociedad Estadounidense de Ingenieros Mecánicos, 345 East 47th Street, 77084. Nueva York, Nueva York 10017. 1 Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 2 APIRRECOMENDADOPAGRACTICA574 requisitos, ciertos tratamientos térmicos y pruebas de presión, el ingeniero/inspector de tuberías deberá guiarse por API 570 en lugar de cumplir estrictamente con ASME B31.3. Como ejemplo de intención, el término "principios" de ASME B31.3 se ha empleado en API 570 en lugar de la frase "de acuerdo con" ASME B31.3. 3.12 ECM:Examen no destructivo. 3.13 NPS:Tamaño nominal de la tubería (seguido, cuando corresponda, del número de designación del tamaño específico sin el símbolo de pulgadas). 3.14 en directo: Tubería que contiene cualquier cantidad de fluido de proceso. 3.2 CUI:Corrosión debajo del aislamiento, que incluye grietas por corrosión bajo tensión debajo del aislamiento. 3.3 puntos muertos:Componentes de un sistema de tuberías que normalmente no tienen un flujo significativo. Los ejemplos incluyen ramas 3.15 propietario-usuario:Un operador de sistemas de tuberías que ejerce control sobre la operación, ingeniería, inspección, reparación, alteración, pruebas y recalificación de esos sistemas de tuberías. ciegas, líneas con válvulas de bloqueo normalmente cerradas, líneas que tienen un extremo ciego, patas de soporte falsas presurizadas, tuberías de 3.16 hora punta:Pruebas de líquidos penetrantes. derivación de válvula de control estancada, tuberías de repuesto para bombas, bridas de nivel, tuberías de cabecera de entrada y salida de válvulas de alivio, Tubería 3.17:Un cilindro estanco a la presión utilizado para transportar un líneas de derivación de accesorios de bombas, Ventilaciones de puntos altos, fluido o para transmitir la presión de un fluido, normalmente denominado puntos de muestra, drenajes, purgadores y conexiones de instrumentos. "tubería" en las especificaciones de materiales aplicables. (Los materiales 3.4 defecto:En el uso de ECM, un defecto es una imperfección de un tipo o magnitud que excede los criterios aceptables. 3.5 temperatura de diseño:La temperatura a la que, bajo la presión coincidente, se requiere el mayor espesor o la clasificación más alta de un componente del sistema de tuberías. Es equivalente a la temperatura de diseño, como se define en ASME B31.3 y otras secciones del código, y está sujeta a las mismas reglas relacionadas con los márgenes para variaciones de presión o temperatura o ambas. Diferentes componentes en el mismo sistema de tuberías o circuito pueden tener diferentes temperaturas de diseño. Al establecer esta temperatura, se deben tener en cuenta las temperaturas de los fluidos del proceso, las temperaturas designados "tubo" o "tubing" en las especificaciones se tratan como tuberías cuando están destinados a servicio a presión). 3.18 circuito de tuberías:Las unidades de proceso complejas o sistemas de tuberías se dividen en circuitos de tuberías para gestionar las inspecciones, los cálculos y el mantenimiento de registros necesarios. Un circuito de tuberías es una sección de tubería cuyos puntos están expuestos a un ambiente de corrosividad similar y que tiene condiciones de diseño y material de construcción similares. Al establecer los límites de un circuito de tuberías en particular, el inspector también puede dimensionarlo para proporcionar un paquete práctico para el mantenimiento de registros y la realización de inspecciones de campo. ambiente, las temperaturas de los medios de calefacción/refrigeración y 3.19 ingeniero de tuberías:Una o más personas u organizaciones el aislamiento. aceptables para el propietario-usuario que tengan conocimiento y 3.6 imperfección:Defectos u otras discontinuidades observadas durante la inspección que pueden estar sujetas a criterios de aceptación en el análisis de ingeniería/inspección. 3,7 puntos de inyección:Lugares donde se inyectan cantidades relativamente pequeñas de materiales en flujos de proceso para controlar la química u otras variables del proceso. Los puntos de inyección no incluyen los lugares donde se unen dos corrientes de proceso (te de mezcla). Ejemplos de puntos de inyección incluyen cloro en reformadores, inyección de agua en sistemas aéreos, inyección de polisulfuro en gas húmedo de craqueo catalítico, inyecciones antiespumantes, inhibidores y neutralizadores. 3.8 en servicio:Se refiere a sistemas de tuberías que se han puesto en funcionamiento en lugar de construcciones nuevas antes de ponerse en servicio. 3.9 inspector:Un inspector de tuberías autorizado. 3.10 jurisdicción:Una administración gubernamental legalmente constituida que puede adoptar normas relativas a los sistemas de tuberías. experiencia en las disciplinas de ingeniería asociadas con la evaluación de características mecánicas y materiales que afectan la integridad y confiabilidad de los componentes y sistemas de tuberías. El ingeniero de tuberías, al consultar con los especialistas adecuados, debe considerarse como un conjunto de todas las entidades necesarias para abordar adecuadamente un requisito técnico. 3.20 sistema de tuberías:Un conjunto de tuberías interconectadas, sujetas al mismo conjunto o conjuntos de condiciones de diseño, utilizadas para transportar, distribuir, mezclar, separar, descargar, medir, controlar o amortiguar flujos de fluidos. El sistema de tuberías también incluye elementos de soporte de tuberías, pero no incluye estructuras de soporte, como marcos de construcción, codos y cimientos. 3.21 PWHT:Posterior a la soldadura de tratamiento térmico. 3.22 reparación:Una reparación es el trabajo necesario para restaurar un sistema de tuberías a una condición adecuada para una operación segura en las condiciones de diseño. Si cualquiera de los cambios restaurativos resulta en un cambio de temperatura o presión de diseño, también se deberán satisfacer los requisitos para la reclasificación. Cualquier operación de soldadura, corte o 3.11 tees de mezcla:Un componente de tubería que combina dos esmerilado en un componente de tubería que contenga presión y que no se corrientes de proceso de diferente composición y/o temperatura. considere específicamente una alteración se considera una reparación. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 3 3.23 recalificación:Un cambio en una o ambas de la temperatura de se refiere al diámetro interior de una tubería de peso estándar; para diseño o la presión de trabajo máxima permitida de un sistema de tamaños nominales de tubería de 14 pulgadas (356 mm) y mayores, el tuberías. Una recalificación puede consistir en un aumento, una tamaño indica el diámetro exterior real. El diámetro de la tubería se disminución o una combinación. La reducción de la potencia por debajo expresa como tamaño nominal de la tubería (NPS), que se basa en estas de las condiciones de diseño originales es un medio para proporcionar prácticas de tamaño. Las tablas 1 y 1a enumeran las dimensiones de la un mayor margen de corrosión. tubería ferrítica de NPS.1/8hasta NPS 24. (Consulte también ASME 3.24 tuberías de pequeño diámetro (SBP):Menor o igual a NPS 2. 3.25 interfaz suelo-aire (S/A):Un área en la que puede ocurrir corrosión B36.10M para las dimensiones de tuberías de acero forjado soldadas y sin costura y ASME B36.19M para las dimensiones de tuberías de acero inoxidable). Las tolerancias permitidas en el diámetro de la tubería difieren de un externa en tuberías parcialmente enterradas. La zona de corrosión material de tubería a otro. La Tabla 3 enumera las tolerancias aceptables variará dependiendo de factores como la humedad, el contenido de para el diámetro y el espesor de la mayoría de las tuberías ferríticas oxígeno del suelo y la temperatura de funcionamiento. Generalmente se según las normas ASTM. El espesor real de la tubería sin costura puede considera que la zona está entre 12 pulgadas (30 cm) por debajo y 6 variar de su espesor nominal en una tolerancia de fabricación de hasta el pulgadas (15 cm) por encima de la superficie del suelo. Se incluye la 12,5 por ciento. La tolerancia inferior para tuberías soldadas es de 0,01 tubería que corre paralela a la superficie del suelo y que hace contacto pulgadas (0,25 mm). La tubería fundida tiene una tolerancia de espesor con el suelo. de +1/dieciséispulgadas (1,6 mm) y -0 pulgadas (0 mm), como se especifica 3,26 carretes:Una sección de tubería rodeada por bridas u otros accesorios de conexión, como uniones. en ASTM A530. Consulte la especificación de materiales ASTM o ASME equivalente para determinar qué tolerancias están permitidas para un material específico. Las tuberías que tienen extremos biselados o 3.27 fragilidad del temperamento:Una pérdida de ductilidad y roscados con roscas de tubería estándar se pueden obtener en varias tenacidad a la entalla en aceros sensibles de baja aleación (p. ej., 11/ longitudes. Las tuberías se pueden obtener en diferentes niveles de 4cr y 21/4Cr) debido a la exposición prolongada al servicio a altas resistencia según los grados del material, incluido el material de aleación, temperaturas (entre 700¼ y 1070¼ F (371¼ y 577¼ C)). y los tratamientos térmicos especificados. 3.28 ubicaciones de medición de espesor (TML): Áreas designadas en los sistemas de tuberías donde se realizan inspecciones periódicas y mediciones de espesor. Las tuberías de hierro fundido se utilizan generalmente para servicios no peligrosos, como el agua; generalmente no se recomienda para servicios de hidrocarburos presurizados. Los estándares y tamaños de las tuberías de hierro fundido difieren de los de las tuberías soldadas y sin costura. 3.29 WFMT o WFMPT:Pruebas de partículas magnéticas fluorescentes húmedas. 4.1.2 Tubería de pequeño diámetro 4 componentes de tubería Las tuberías de diámetro pequeño (tamaño de tubería NPS 2 y menos) se pueden utilizar como tubería de proceso primaria o como tuberías de niple, secundaria y 4.1 TUBERÍAS auxiliar. Las boquillas normalmente tienen una longitud de 6 pulgadas (152 mm) o 4.1.1 Generalidades drenajes en puntos bajos de tuberías y se usan para conectar tuberías secundarias/ menos y se usan con mayor frecuencia en respiraderos en puntos altos de tuberías y Las tuberías pueden fabricarse con cualquier material que pueda enrollarse y soldarse, fundirse o pasarse por troqueles para formar una sección tubular. Los dos materiales de tuberías de acero al carbono más comunes utilizados en la industria petroquímica son ASTM A53 y A106. La industria generalmente utiliza tuberías sin costura para la mayoría de los servicios. Las tuberías de un auxiliares. La tubería secundaria normalmente está aislada de las líneas de proceso principales mediante válvulas cerradas y puede usarse para funciones tales como grifos de muestra. Las tuberías auxiliares normalmente están abiertas al servicio y se utilizan para líneas de descarga, tuberías de instrumentos, tuberías de analizadores, tuberías de lubricación y aceite de sellado para equipos rotativos. tamaño nominal superior a 16 pulgadas (406 mm) generalmente se fabrican enrollando placas al tamaño adecuado y soldando las uniones. Las tuberías fundidas centrífugamente pueden moldearse y luego mecanizarse hasta alcanzar cualquier espesor deseado. Las tuberías de acero y aleaciones se 4.2 TUBERÍA Con la excepción de los tubos de calentadores, calderas e fabrican según dimensiones estándar en tamaños nominales de tubería de intercambiadores, los tubos son similares a las tuberías, pero se fabrican en hasta 48 pulgadas (1219 mm). Los espesores de pared de las tuberías se muchos diámetros exteriores y espesores de pared. Los tubos generalmente designan como tablas de tuberías en tamaños nominales de tubería de hasta no tienen costuras, pero pueden estar soldados. Su tamaño indicado es el 36 pulgadas (914 mm). Las designaciones de espesor tradicionales (peso diámetro exterior real. (La tubería ASTM B88, que a menudo se usa para el estándar, extrafuerte y doble extrafuerte) difieren de las listas y se utilizan rastreo de vapor, es una excepción porque su designación de tamaño es1/8 para tamaños nominales de tubería de hasta 48 pulgadas (1219 mm). En todos (3,2 mm) menos que el diámetro exterior real). Los tubos generalmente se los tamaños estándar, el diámetro exterior permanece casi constante fabrican en diámetros pequeños y se utilizan principalmente para independientemente del espesor. Para tamaños nominales de tubería de 12 intercambiadores de calor, tuberías de instrumentos, servicios de aceite pulgadas (305 mm) y menores, el tamaño lubricante, rastreo de vapor y servicios similares. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 4 APIRRECOMENDADOPAGRACTICA574 Tabla 1: Tamaños nominales de tubería, cédulas, clases de peso y dimensiones de tubería de acero (cont.) Tamaño de la tubería (NPS) 1/8 1/4 3/8 - - `,,,,`,`,,,``,,````,```,-` 1/2 -`,,`,,`,`,,`--- 3/4 1 11/4 11/2 2 21/2 3 31/2 4 5 Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. DO real, Pulgadas 0.405 0.540 0,675 0.840 1.050 1.315 1.660 1.900 2.375 2.875 3.500 4.000 4.500 5.563 SCH. 40 80 40 80 40 80 40 80 160 D 40 80 160 D 40 80 160 D 40 80 160 D 40 80 160 D 40 80 160 D 40 80 160 D 40 80 160 40 80 D 40 80 120 160 D 40 80 120 160 D WGT. Clase ETS XS ETS XS ETS XS ETS XS Aprox. Pulgadas de identificación Nominal espesor, pulgadas 0.269 0.068 0.215 0.095 0.364 0,088 0.302 0.119 0,493 0.091 0.423 0.126 0,622 0.109 0.546 0,147 XXS ETS XS 0.464 0,188 0.252 0,294 XXS ETS XS 0,612 0.219 0,434 0.308 XXS ETS XS 0.815 0.250 0,599 0.358 XXS ETS XS 1.160 0.250 0.896 0.382 XXS ETS XS 1.338 0.281 1.100 0.400 XXS ETS XS 1.687 0.344 1.503 0.436 XXS ETS XS 2.125 0.375 1.771 0.552 XXS ETS XS XXS ETS XS 2.624 0.438 2.300 0.600 XXS ETS XS XXS Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 0.824 0.113 0,742 0.154 1.049 0.133 0,957 0,179 1.380 0.140 1.278 0.191 1.610 0.145 1.500 0.200 2.067 0.154 1.939 0.218 2.469 0.203 2.323 0.276 3.068 0.216 2.900 0.300 3.548 0.226 3.364 0.318 2.728 0,636 4.026 0.237 3.826 0.337 3.624 0.438 3.438 0.531 3.152 0,674 5.047 0.258 4.813 0.375 4.563 0.500 4.313 0,625 4.063 0.750 5 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Tabla 1: Tamaños nominales de tubería, cédulas, clases de peso y dimensiones de tubería de acero (cont.) Tamaño de la tubería (NPS) 6 8 DO real, Pulgadas 6.625 8.625 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 10 12 14 Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. 10,75 12.750 14.000 SCH. 40 80 120 160 D 20 30 40 60 80 100 120 140 D 160 20 30 40 60 80 100 120 140 160 20 30 D 40 D 60 80 100 120 140 160 10 20 30 40 D 60 80 100 120 140 160 WGT. Clase ETS XS XXS Aprox. Pulgadas de identificación Nominal espesor, pulgadas 6.065 0.280 5.761 0,432 5.501 0.562 5.187 0,719 4.897 0.864 8.125 0.250 ETS 8.071 0,277 7.981 0.322 XS 7.813 0.406 7.625 0.500 7.437 0,594 7.187 0,719 XXS ETS XS 7.001 0.812 6.875 0,875 6.813 0.906 10.250 0.250 10.136 0.307 10.020 0.365 9.750 0.500 9.562 0,594 9.312 0,719 9.062 0.844 8.750 1.000 8.500 1.125 12.250 0.250 ETS 12.090 0.330 12.000 0.375 XS 11.938 0.406 11.750 0.500 11.626 0.562 11.374 0,688 11.062 0.844 10.750 1.000 10.500 1.125 ETS XS Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 10.126 1.312 13.500 0.250 13.376 0.312 13.250 0.375 13.124 0.438 13.000 0.500 12.812 0,594 12.500 0.750 12.124 0,938 11.812 1.094 11.500 1.125 11.188 1.406 6 APIRRECOMENDADOPAGRACTICA574 Tabla 1: Tamaños nominales de tubería, cédulas, clases de peso y dimensiones de tubería de acero (cont.) Tamaño de la tubería (NPS) dieciséis DO real, Pulgadas 16.000 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,` --- 18 20 22 24 Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. 18.000 20.000 22.000 24.000 SCH 10 20 30 40 60 80 100 120 140 160 10 20 D 30 D 40 60 80 100 120 140 160 10 20 30 40 60 80 100 120 140 160 10 20 30 60 80 100 120 140 160 10 20 D 30 40 60 80 100 120 140 160 WGT. Clase Aprox. Pulgadas de identificación 15.500 ETS XS ETS XS ETS XS ETS XS ETS XS Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT Nominal espesor, pulgadas 0.250 15.376 0.312 15.250 0.375 15.000 0.500 14.688 0,656 14.312 0.844 13.938 1.031 13.562 1.219 13.124 1.438 12.812 1.594 17.500 0.250 17.376 0.312 17.250 0.375 17.124 0.438 17.000 0.500 16.876 0.562 16.500 0.750 16.124 0,938 15.688 1.156 15.250 1.375 14.876 1.562 14.438 1.781 19.500 0.250 19.250 0.375 19.000 0.500 18.812 0,594 18.376 0.812 17.938 1.031 17.438 1.281 17.000 1.500 16.500 1.750 16.062 1.969 21.500 0.250 21.250 0.375 21.000 0.500 20.250 0,875 19.750 1.125 19.250 1.375 18.750 1.625 18.250 1.875 17.750 2.125 23.500 0.250 23.250 0.375 23.000 0.500 22.876 0.562 22.624 0,688 22.062 0.969 21.562 1.219 20.938 1.531 20.376 1.812 19.876 2.062 19.312 2.344 7 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Tabla 1A: Tamaños nominales de tubería, horarios y dimensiones de tubería de acero inoxidable ESPESOR DE PARED NOMINAL Tamaño de la tubería (NPS) DO real, SCH 5S SCH 10S SC 40S SC 80S 0,049 0.068 0.096 0.065 0,088 0.119 0,675 D D D 0.065 0.091 0.126 0.840 0.065 0.083 0.109 0,147 1 1.050 0.065 0.083 0.113 0.154 1.315 0.065 0.109 0.133 0,179 11/4 11/2 2 1.660 0.065 0.109 0.203 0.191 1.900 0.065 0.109 0.516 0.200 2.375 0.065 0.109 0.226 0.218 1/8 1/4 3/8 1/2 3/4 21/2 3 31/2 4 5 6 Pulgadas 0.405 0.540 2.875 0.083 0.120 0.203 0.276 3.500 0.083 0.120 0.216 0.300 4.000 0.083 0.120 0.226 0.318 4.500 0.083 0.120 0.237 0.337 5.563 0.109 0.134 0.258 0.375 6.625 0.109 0.134 0.280 0,432 8 10 12 8.625 0.109 0.148 0.322 0.500 10.750 0.134 0.165 0.365 0.500 12.750 0,156 0.180 0.375 0.500 14 14.00 0,156 0,188 dieciséis 16.00 0.165 0,188 18.00 0.165 0,188 D D D D D D 20.00 0,188 0.218 22.00 0,188 0.218 24.00 0.218 0.250 D D D D D D 18 20 22 24 4.3 VÁLVULAS material adecuado y puede fundirse, conformarse, forjarse o mecanizarse a partir de formas laminadas comerciales. Los extremos de las válvulas pueden 4.3.1 Generalidades ser bridados, roscados para conexiones roscadas, empotrados para soldadura Los tipos básicos de válvulas son válvulas de compuerta, de globo, de por encaje o biselados para soldadura a tope. Aunque muchas válvulas se obturador, de bola, de diafragma, de mariposa, de retención y de corredera. operan manualmente, pueden equiparse con motores eléctricos y operadores Las válvulas se fabrican en tamaños de tubería, materiales, espesores de de engranajes u otros operadores eléctricos para adaptarse a un tamaño cuerpo y clasificaciones de presión estándar que les permiten usarse en grande o una ubicación inaccesible o para permitir el accionamiento mediante cualquier servicio de presión y temperatura de acuerdo con ASME B16.34 o las instrumentos. Los espesores de la carrocería y otros datos de diseño se normas API 599, 600, 602, 603, 608 o 609. , según corresponda. Los cuerpos de proporcionan en las normas API 594, 599, 600, 602, 603, 608, 609 y ASME las válvulas se pueden fundir, forjar, mecanizar a partir de barras o fabricar B16.34. soldando una combinación de dos o más materiales. Las superficies de asiento en la carrocería pueden ser integrales con la carrocería o pueden fabricarse como inserciones. El material del inserto puede ser igual o diferente al material 4.3.2 Válvulas de compuerta Una válvula de compuerta consta de un cuerpo que contiene una compuerta que del cuerpo. Cuando se utiliza material especial no metálico que podría fallar en interrumpe el flujo. Este tipo de válvula se utiliza normalmente en posición un incendio para evitar fugas en el asiento, se pueden proporcionar superficies completamente abierta o completamente cerrada. Las válvulas de compuerta de más de respaldo de metal con metal. Otras partes de la moldura de válvula pueden de 2 pulgadas (51 mm) generalmente tienen aberturas de puerto que son estar hechas de cualquier aproximadamente del mismo tamaño que las aberturas del extremo de la válvula. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 8 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- APIRRECOMENDADOPAGRACTICA574 ALTERNATIVA EMBALAJE GLÁNDULA Figura 1—Sección transversal de una válvula de compuerta de cuña típica que se llaman válvulas de puerto completo. La Figura 1 muestra una sección transversal de cuando lo requiere el diseño del sistema (p. ej., falla en cierre), a través del una válvula de compuerta de cuña de puerto completo. área del asiento contra el disco, y luego cambia de dirección para fluir a través Las válvulas de compuerta de puerto reducido tienen aberturas de puerto del cuerpo hasta el disco de salida. La superficie del asiento puede ser plana o que son más pequeñas que las aberturas de los extremos. Las válvulas de ahusada. Para un servicio de aceleración única, se puede utilizar un asiento puerto reducido no deben usarse como válvulas de bloqueo asociadas con cónico muy pronunciado; Este tipo particular de válvula de globo se conoce dispositivos de alivio de presión o en aplicaciones erosivas, como lodos o como válvula de aguja. Una válvula de globo se construye comúnmente con su líneas que deben ser "pigging". entrada y salida en línea y con su puerto abierto en ángulo recto con la 4.3.3 Válvulas de globo Una válvula de globo, que se usa comúnmente para regular el flujo de fluido, consta de un cuerpo de válvula que contiene un disco circular que se mueve paralelo al eje del disco y hace contacto con el asiento. La corriente fluye hacia arriba generalmente, excepto para el servicio de vacío o Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. entrada y la salida. La Figura 2 ilustra una sección transversal de una válvula de globo. 4.3.4 Válvulas de tapón Una válvula de tapón consiste en un tapón cónico o cilíndrico ajustado cómodamente en un asiento con la forma correspondiente en el cuerpo de la válvula. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 9 4.3.6 Válvulas de diafragma Una válvula de diafragma es una válvula sin empaquetamiento que contiene un diafragma hecho de un material flexible que funciona como cierre y sello. Cuando el eje de la válvula se atornilla, fuerza el diafragma flexible contra un asiento o presa en el cuerpo de la válvula y bloquea el flujo de líquido. Estas válvulas no se utilizan ampliamente en la industria petroquímica, pero sí tienen aplicación en servicios corrosivos por debajo de aproximadamente 250 °F (121 °C), donde se necesita una válvula hermética. La Figura 5 ilustra una válvula de diafragma. 4.3.7 Válvulas de mariposa Una válvula de mariposa consiste en un disco montado sobre un vástago en la trayectoria del flujo dentro del cuerpo de la válvula. El cuerpo suele tener bridas y es del tipo lug o wafer. Un cuarto de vuelta del vástago cambia la válvula de completamente cerrada a completamente abierta. Las válvulas de mariposa se utilizan con mayor frecuencia en servicios de baja presión para control de flujo aproximado. Están disponibles en una variedad de materiales de asiento y configuraciones para un cierre hermético en servicios de baja y alta presión. Las válvulas de mariposa grandes generalmente funcionan mecánicamente. La característica mecánica está destinada a evitar que se cierren de golpe durante el servicio. La Figura 6 ilustra el tipo de válvula Figura 2—Sección transversal de una válvula de globo típica de mariposa generalmente especificada para el servicio de agua. 4.3.8 Válvulas de retención Las válvulas de tapón normalmente funcionan como válvulas de bloqueo para cerrar el flujo. Cuando la válvula está abierta, una abertura en el tapón está alineada con las aberturas de flujo en el cuerpo de la válvula. La válvula se cierra girando el tapón un - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- cuarto de vuelta de modo que su abertura quede en ángulo recto con las aberturas del cuerpo de la válvula. Las válvulas de tapón pueden funcionar mediante un dispositivo accionado por engranajes o girando una llave en el vástago. Las válvulas de tapón están lubricadas o no lubricadas; La Figura 3 ilustra ambos tipos. Las Se utiliza una válvula de retención para evitar automáticamente el reflujo. Los tipos más comunes de válvulas de retención son las válvulas de retención de oscilación, de pistón elevador, de bola y de oblea cargadas por resorte. La Figura 7 ilustra secciones transversales de cada tipo de válvula; Estas vistas describen métodos típicos para prevenir el reflujo. 4.3.9 Válvulas deslizantes válvulas de obturador lubricadas utilizan un lubricante similar a la grasa que se bombea al interior de la válvula a través de ranuras en el cuerpo y las superficies del La válvula de corredera es una válvula de compuerta especializada que obturador para proporcionar sellado a la válvula y facilitar su operación. Por el generalmente se usa en servicios erosivos o de alta temperatura. Consiste en contrario, las válvulas de obturador no lubricadas utilizan asientos metálicos, una placa plana que se desliza contra un asiento. La válvula de corredera manguitos no metálicos, revestimientos completos o parciales o revestimientos como utiliza un orificio fijo y una o dos correderas sólidas que se mueven en guías, elementos de obturación. creando un orificio variable que hace que la válvula sea adecuada para estrangular o bloquear. Las válvulas deslizantes no realizan un cierre 4.3.5 Válvulas de bola Una válvula de bola es otra válvula de un cuarto de vuelta similar a una válvula de tapón, excepto que el tapón de una válvula de bola es esférico en lugar de cónico o cilíndrico. Las válvulas de bola normalmente funcionan como válvulas de bloqueo para cerrar el flujo. Son muy adecuados para condiciones que requieren un rápido encendido/apagado o un servicio hermético. Una válvula de bola suele estar equipada con un material de asiento elastomérico que proporciona buenas características de cierre; sin embargo, se encuentran disponibles válvulas de bola de alta presión totalmente metálicas. La Figura 4 ilustra una válvula de bola. hermético al gas. Una aplicación popular de este tipo de válvula es el control del flujo de catalizador fluidizado en unidades FCC. Las superficies internas de estas válvulas que están expuestas a un alto desgaste debido al catalizador normalmente están cubiertas con refractario resistente a la erosión. La Figura 8 ilustra una válvula deslizante. 4.4 ACCESORIOS Los accesorios se utilizan para conectar secciones de tubería y cambiar la dirección del flujo, o permitir que el flujo se desvíe o se agregue. Los accesorios con bridas fundidas están hechos de diversos materiales que cumplen con las clasificaciones primarias de clase de presión ASME. Los accesorios pueden ser fundidos, forjados, extraídos de tuberías sin costura o soldados, o formados y soldados. Los racores pueden obtenerse con los extremos ensanchados, Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 10 Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. APIRRECOMENDADOPAGRACTICA574 Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Sello especial NO LUBRICADO LUBRICADO Figura 3—Sección transversal de válvulas de obturador lubricadas y no lubricadas típicas 11 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Figura 4—Sección transversal de una válvula de bola típica empotrado para soldadura a encaje, biselado para soldadura a tope o roscado para conexiones roscadas. Los accesorios se fabrican en muchas formas, como Y, T, codos, cruces, laterales y reductores. La Figura 9 ilustra los tipos de accesorios bridados y soldados a tope. La Figura 10 ilustra los tipos de accesorios roscados y soldados a encaje. 4.5 MÉTODOS DE UNIÓN DE TUBERÍAS 4.5.1 Generalidades Figura 5—Sección transversal de un típico Válvula de diafragma Los métodos de unión comunes utilizados para ensamblar componentes de tuberías son soldadura, roscado y amarre. Las tuberías deben fabricarse de acuerdo con ASME B31.3. Además, las tuberías de hierro fundido y los tubos de pared delgada requieren conexiones/ métodos de unión especiales debido a las características de diseño inherentes. 4.5.2 Uniones roscadas todavía dependen de uniones roscadas y en los casos en que las tuberías están conectadas a equipos que requieren mantenimiento periódico. Las uniones se sueldan a tope (en varios tamaños de tubería) o se sueldan a casquillo (generalmente 2 NPS y menos). 4.5.3.2 Uniones soldadas a tope Las uniones roscadas generalmente se limitan a tuberías en servicio no crítico que tienen un tamaño nominal de 2 pulgadas (51 mm) o menos. Las Las conexiones soldadas a tope son las que se encuentran más juntas roscadas para tamaños nominales de tuberías de 24 pulgadas (610 mm) comúnmente en la industria petroquímica. Los extremos de la tubería, y menores están estandarizadas (consulte ASME B1.20.1). conector o válvula se preparan y alinean con una abertura de raíz Los tramos de tubería se pueden unir mediante cualquiera de varios tipos de accesorios roscados (consulte la Sección 4.4). Los acoplamientos, que son adecuada de acuerdo con ASME B16.25, permitiendo que los extremos se unan mediante soldadura por fusión. manguitos roscados en ambos extremos para recibir una tubería, necesario retirar o desconectar la tubería, se requieren uniones roscadas o bridas de acoplamiento (consulte la Sección 4.5.4). 4.5.3 Uniones soldadas 4.5.3.1 Generalidades Las uniones soldadas generalmente han reemplazado a las uniones roscadas y bridadas, excepto en tuberías de pequeño diámetro donde algunos usuarios Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. 4.5.3.3 Uniones soldadas Las uniones soldadas se realizan insertando el extremo de la tubería en un hueco de un conector o válvula y luego soldando la unión con un tubo. Se debe dejar espacio entre el extremo de la tubería y la parte inferior del casquillo para permitir la expansión de la tubería y la contracción de la soldadura. Con este método se pueden conectar dos tramos de tubería o tubería utilizando un acoplamiento para soldar. La Figura 11 ilustra una sección transversal de una unión soldada a encaje. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- normalmente se usan para conectar tramos de tubería roscada. Cuando es 12 APIRRECOMENDADOPAGRACTICA574 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- VISTA LATERAL VISTA DESDE UN EXTREMO Figura 6—Válvula de mariposa típica 4.5.3.4 Conexiones derivadas soldadas Una gran cantidad de fallas de tuberías ocurren en conexiones de ramales soldadas de tubería a tubería. La razón de las fallas es que las conexiones derivadas a menudo están sujetas a tensiones más altas de lo normal causadas por cargas estructurales excesivas de válvulas o tuberías sin soporte, vibración, expansión térmica u otras junta traslapada y encaje soldado. Cada tipo se ilustra en la Figura 13. Las bridas de los accesorios o válvulas fundidas generalmente son integrales con el accesorio o el cuerpo de la válvula. ASME B16.5 cubre bridas de diversos materiales a través de un tamaño de tubería nominal de 24 pulgadas (610 mm). ASME B16.47 cubre bridas de acero que van desde NPS 26 hasta NPS 60. configuraciones. El resultado son tensiones concentradas que pueden causar grietas por fatiga u otras fallas. 4.5.4 Juntas bridadas Las uniones con bridas se realizan atornillando dos bridas con algún 4.5.5 Juntas de tuberías de hierro fundido Las juntas de tuberías de hierro fundido pueden ser del tipo brida, empaquetada, de manguito, de cubo y espiga o de cubo y extremo liso, o de campana y espiga o de campana y extremo liso. Se encuentran disponibles tipo de junta entre las superficies de asiento. Las superficies de las juntas juntas de presión con juntas anulares de goma o sintéticas. También se utilizan pueden ser planas y variar desde dentadas (concéntricas o en espiral) juntas de sujeción. Las uniones roscadas rara vez se utilizan para el hierro hasta lisas (según el tipo de junta, el material de la junta y las condiciones fundido. La unión entre cubo y extremo liso se muestra en la Figura 14. La de servicio), o se pueden cortar ranuras para asentar juntas de anillos Figura 15 ilustra secciones transversales de una unión mecánica tipo campana, metálicos. La Figura 12 ilustra los revestimientos de bridas comunes para una conexión de manguito y una conexión patentada típica (Sección 4.5.7). varias juntas. Los tipos comunes de bridas son de cuello soldado, de Este tipo de juntas rara vez se utilizan en el servicio de tuberías de proceso. soldadura deslizante, roscadas, ciegas, Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 13 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES VERIFICACION DEL PISTON VERIFICACIÓN DEL OSCILACIÓN COMPROBACIÓN DE BOLA A A Vista desde un extremo Sección a-A: Sección a-A: Cerrado Parcialmente abierto VERIFICACIÓN DE WAFER CON RESORTE Figura 7—Secciones transversales de válvulas de retención típicas Los tubos se pueden unir mediante soldadura fuerte o soldadura fuerte, o ventajas sobre las juntas convencionales en determinados servicios. Estas ventajas sobre las bridas convencionales incluyen: mediante el uso de accesorios apantallados o de compresión. La Figura 16 ilustra juntas abombadas y de compresión. 4.5.7 Juntas especiales Se encuentran disponibles juntas patentadas que incorporan juntas, abrazaderas y disposiciones de pernos exclusivas. Estos diseños ofrecen Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. a. Clasificaciones de temperatura y presión más altas. b. Dimensiones más pequeñas. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 4.5.6 Juntas de tubería C. Facilidad de instalación: los requisitos de alineación axial y angular son menores. d. Tolera mayores fuerzas y momentos. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 14 APIRRECOMENDADOPAGRACTICA574 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Fluir Figura 8—Sección transversal de una válvula deslizante típica Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 15 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Codo Codo de radio largo Tee Cruz 45 grados 45 grados codo codo Codo de radio largo Tee Reductores laterales de 45 grados Gorra Cruz (Estrella) RACORES SOLDADOS A TOPE DE ACERO FORJADO ACCESORIOS DE EXTREMO BRIDADO Figura 9: Accesorios con extremos bridados y accesorios soldados a tope de acero forjado - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Acoplamiento 45 grados Medio de acoplamiento 90 grados codo codo Acoplamiento Cruz Tee Gorra Medio de acoplamiento Cruz Unión ACCESORIOS ROSCADOS No se permite la reproducción ni la conexión en red sin licencia de IHS. codo Tee ACCESORIOS SOLDADOS A ENCHUFE Figura 10: Accesorios roscados y soldados por encaje de acero forjado Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API 45 grados Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 90 grados codo APIRRECOMENDADOPAGRACTICA574 dieciséis CARA ELEVADA CARA DE JUNTA DE ANILLO Figura 11—Sección transversal de un enchufe soldado Conexión en T CARA PLANA Figura 12—Revestimientos de bridas comúnmente utilizados en Tubería de refinería - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 17 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES BRIDA SOLDADA A ENCHUFE BRIDA DE JUNTA DE SOLAP SOLDADURA DE REBORDE DEL CUELLO - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- BRIDA SOLDADA DESLIZABLE BRIDA CIEGA BRIDA ROSCADA Figura 13—Tipos de bridas cabeza en T tornillo JUNTA DE MANGA JUNTA EMPAQUETADA elastomérico JUNTA DE MANGA Simétrico respecto a la línea central Sello Figura 14—Sección transversal de un típico Figura 15—Secciones transversales de típicas empaquetadas y Junta de extremo liso y campana Articulaciones de manga Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 18 APIRRECOMENDADOPAGRACTICA574 Cuerpo Tuerca Tuerca Tubo bengalas Antes de la Asamblea Nueces Llamarada Tubo Cuerpo Después del montaje JUNTA DE TUBO ABANDONADO JUNTA DE TUBO DE COMPRESIÓN Figura 16—Sección transversal de juntas de tubería típicas 5 razones para la inspección programa. Esta práctica recomendada complementa API 570 al 5.1 GENERALIDADES mejorar sus habilidades y aumentar los conocimientos y prácticas utilizando técnicas apropiadas para identificar mecanismos de deterioro activos y especificar reparaciones, reemplazos o inspecciones futuras de las tuberías afectadas. Esto requiere básicos. 5.2 SEGURIDAD Una fuga o falla en un sistema de tuberías puede ser sólo un inconveniente desarrollar información sobre la condición física de la tubería, las menor o puede convertirse en una fuente potencial de incendio o explosión, causas de su deterioro y su tasa de deterioro. Al desarrollar una dependiendo de la temperatura, la presión, el contenido y la ubicación de la base de datos del historial de inspecciones, el usuario puede tubería. Las tuberías de una planta petroquímica pueden transportar fluidos predecir y recomendar futuras reparaciones y reemplazos. El inflamables, ácidos, álcalis y otros productos químicos nocivos que harían que usuario puede entonces actuar para prevenir o retardar un mayor las fugas fueran peligrosas para el personal. Otras tuberías pueden deterioro y, lo más importante, evitar la pérdida de contención. Esto transportar corrientes de proceso que contienen subproductos tóxicos debería dar como resultado una mayor seguridad operativa, generados durante el procesamiento. Las fugas en este tipo de líneas pueden menores costos de mantenimiento y operaciones más confiables y crear condiciones ambientales peligrosas. Una inspección adecuada es un eficientes. API 570,Código de inspección de tuberías, proporciona requisito previo para mantener este tipo de tubería en condiciones seguras y los requisitos básicos para dicha inspección operativas. Además, las regulaciones federales Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- El objetivo principal de la inspección es realizar actividades proporcionar a los inspectores de tuberías información que puede INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES disposiciones como OSHA 29CFR1910.119 exige que los equipos, incluidas las tuberías, que transportan cantidades significativas de productos químicos peligrosos sean inspeccionados de acuerdo con los códigos y estándares aceptados, que incluyen API 570. Pueden ocurrir fugas en las juntas bridadas de los sistemas de tuberías, especialmente en servicios críticos de alta temperatura, durante los arranques o paradas y, a veces, después de que el equipo haya alcanzado la temperatura de funcionamiento. Se debe prestar especial atención para garantizar que el 19 Capitulo dos,Condiciones que causan deterioro o fallas, ha sido desarrollado para brindarle al inspector información adicional sobre diversas causas de deterioro. Las figuras 17, 18, 19 y 20 ilustran varios ejemplos de corrosión y erosión de tuberías. 6.2 MONITOREO DE CORROSIÓN DE TUBERÍAS DE PROCESO La razón más frecuente para reemplazar las tuberías es el adelgazamiento personal de la planta sea consciente de estos peligros y esté preparado para debido a la corrosión. Por esta razón, un programa eficaz de inspección de actuar en caso de que se produzcan fugas. tuberías de proceso incluirá el monitoreo del espesor de las tuberías a partir 5.3 CONFIABILIDAD Y OPERACIÓN EFICIENTE del cual se pueden determinar las tasas de corrosión, las próximas fechas de La inspección y el análisis exhaustivos y el uso de registros históricos inspección y las fechas proyectadas de retiro de las tuberías. Un buen programa de monitoreo incluye priorizar los sistemas de tuberías mediante la detallados de los sistemas de tuberías son esenciales para lograr una identificación de las consecuencias y potenciales fallas de las tuberías. API 570 confiabilidad aceptable, una operación eficiente y un servicio óptimo en proporciona una guía detallada para clasificar las tuberías según las funcionamiento. Los cronogramas de reemplazo de tuberías se pueden consecuencias de la falla. desarrollar para que coincidan con los cronogramas de mantenimiento planificados mediante la previsión metódica de la vida útil de las tuberías. La clave para el monitoreo efectivo de la corrosión de las tuberías es identificar y establecer ubicaciones de monitoreo de espesor (TML). Los TML son áreas designadas en el sistema de tuberías Los requisitos reglamentarios generalmente cubren sólo aquellas condiciones que afectan la seguridad y las preocupaciones ambientales. Los grupos de inspección de la industria petroquímica familiarizados con los problemas de la industria a menudo inspeccionan en busca de otras condiciones que afecten negativamente la operación de la planta. API 570 fue desarrollado para proporcionar un estándar industrial para la inspección de tuberías de proceso en servicio. Ha sido adoptado por varias autoridades regulatorias y jurisdiccionales. Además, en algunas áreas se han especificado otros requisitos para la inspección de tuberías. Cada planta debe estar familiarizada con los requisitos locales para la inspección de tuberías de proceso. donde se toman periódicamente mediciones de espesor. Al tomar mediciones repetidas y registrar en los mismos puntos durante períodos prolongados, se pueden calcular con mayor precisión las tasas de corrosión. Algunos de los factores a considerar al establecer el plan de monitoreo de corrosión para tuberías de proceso son: a. Clasificación de las tuberías de acuerdo con API 570. b. Categorizar las tuberías en circuitos con comportamiento de corrosión similar (por ejemplo, grietas localizadas, generales y ambientales). C. Identificar lugares susceptibles donde se espera una corrosión acelerada. d. Accesibilidad de los TML para el seguimiento. 6.2.1 Circuitos de tuberías 6 Inspección de deterioro en las tuberías 6.1 GENERALIDADES Las tuberías de refinerías de petróleo y plantas químicas transportan fluidos que varían desde altamente corrosivos o erosivos hasta no corrosivos o no erosivos. Además, tanto las tuberías aéreas como las enterradas están sujetas a corrosión externa. El inspector debe estar familiarizado con las posibles causas de deterioro de cada sistema de Varios factores pueden afectar la velocidad y la naturaleza de la corrosión de las paredes de las tuberías. Incluyen, entre otros, los siguientes elementos: a. Metalurgia de tuberías. b. Contenido de las tuberías. C. Velocidad de flujo. d. Temperatura. tuberías. Si se observa que un área de la tubería se está deteriorando, mi. Presión. también se deben inspeccionar las tuberías aguas arriba y aguas abajo F. Inyección de agua o productos químicos. de esta área, junto con el equipo asociado. Además, si se detecta gramo. Mezcla de dos o más corrientes. deterioro en los equipos a presión, también se deben inspeccionar las h. Condiciones externas de las tuberías. tuberías asociadas. API IRE i. Áreas de flujo estancado, como canales sin salida. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 5.4 REQUISITOS REGLAMENTARIOS 20 APIRRECOMENDADOPAGRACTICA574 Figura 17—Erosión de tuberías - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Figura 18—Corrosión de las tuberías Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Figura 19—Corrosión interna de las tuberías Figura 20—Corrosión atmosférica severa de las tuberías - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 21 22 APIRRECOMENDADOPAGRACTICA574 Las unidades de proceso complejas o sistemas de tuberías se dividen en circuitos de tuberías para gestionar las inspecciones, los cálculos y el mantenimiento de registros necesarios. Un circuito de tuberías es una sección de tubería cuyos puntos están expuestos a un ambiente de corrosividad similar y que tiene condiciones de diseño y material de construcción similares. Al establecer los límites de un circuito de tuberías en particular, el inspector también puede dimensionarlo para 6.3 INSPECCIÓN PARA TIPOS ESPECÍFICOS DE CORROSIÓN Y GRIETAS4 Cada propietario-usuario debe prestar atención específica a las necesidades de inspección de sistemas de tuberías que son susceptibles a los siguientes tipos y áreas de deterioro específicos. Otras áreas de preocupación se señalan en la Sección 10.1. proporcionar un paquete práctico para el mantenimiento de registros y a. Puntos de inyección. la realización de inspecciones de campo. Al identificar entornos similares b. Piernas muertas. como circuitos, se reduce la dispersión de las tasas de corrosión C. Corrosión bajo aislamiento (CUI). calculadas de los TML en cada circuito y se mejora la precisión de la tasa de corrosión calculada. La selección adecuada de componentes en el circuito de tuberías y la cantidad de TML son particularmente importantes cuando se utilizan métodos estadísticos para evaluar las tasas de corrosión y la vida útil restante. La Figura 21 es un ejemplo de una forma de dividir las tuberías en circuitos. Para obtener más información sobre bocetos de tuberías, consulte la Sección 12.2. 6.2.2 Identificación de ubicaciones susceptibles a la corrosión acelerada En presencia de ciertos corrosivos, las velocidades de corrosión d. Interfaces suelo-aire. mi. Corrosión específica y localizada del servicio. F. Erosión y corrosión/erosión. gramo. Cracking ambiental. h. Corrosión debajo de revestimientos y depósitos. i. Agrietamiento por fatiga. j. Agrietamiento por fluencia. k. Fractura por fragilidad. l. Daño por congelación. metro. Corrosión en los puntos de apoyo. norte. Corrosión por punto de rocío. normalmente aumentan en áreas de mayor velocidad y/o turbulencia. Codos, reductores, tes de mezcla, válvulas de control y orificios son ejemplos de componentes de tuberías donde puede ocurrir corrosión acelerada debido al aumento de velocidad y/o turbulencia. Dichos componentes normalmente son áreas donde un inspector ubicaría TML adicionales en un circuito de tuberías. Sin embargo, el inspector también debe tener en cuenta que las áreas sin flujo, como las zonas muertas (Sección 6.3.2), pueden causar corrosión acelerada y pueden necesitar TML adicionales. 6.2.3 Clasificaciones de tuberías 6.3.1 Puntos de inyección Los puntos de inyección a veces están sujetos a corrosión acelerada o localizada debido a condiciones de funcionamiento normales o anormales. Los puntos de inyección pueden tratarse como circuitos de inspección separados y estas áreas deben inspeccionarse minuciosamente según un cronograma regular. Al designar un circuito de punto de inyección para fines de inspección, el límite aguas arriba recomendado del circuito del punto de inyección es un mínimo de 12 pulgadas (305 mm) o tres diámetros de tubería aguas arriba del punto de inyección, el que sea De acuerdo con API 570, Sección 4.2, a todas las tuberías de mayor. El límite aguas abajo recomendado del circuito del punto de proceso se les debe dar una clasificación de consecuencia de falla. El inyección es el segundo cambio en la dirección del flujo después del inspector reduce la incertidumbre de los datos obtenidos asignando punto de inyección, o 25 pies (7,6 m) más allá del primer cambio en más TML a las tuberías de menor clasificación y monitoreando con la dirección del flujo, lo que sea menor. En algunos casos, puede ser mayor frecuencia. Esto mejora la capacidad de predecir fechas de más apropiado extender este circuito al siguiente equipo a presión, retiro confiables, pero también enfoca los recursos de inspección como se muestra en la Figura 22. limitados en áreas que representan el mayor peligro. Los factores a La ubicación de los lugares de medición de espesor (TML) dentro de considerar al clasificar las tuberías son (1) toxicidad, (2) volatilidad, los circuitos de los puntos de inyección sujetos a corrosión localizada (3) combustibilidad, (4) ubicación de la tubería con respecto al debe realizarse de acuerdo con las siguientes pautas: personal y otros equipos, y (5) experiencia e historial. 6.2.4 Accesibilidad de los TML Al asignar TML, el inspector debe considerar la accesibilidad para a. Establezca TML en los accesorios apropiados dentro del circuito del punto de inyección. b. Establezca TML en la pared de la tubería en el lugar de impacto esperado del fluido inyectado. monitorearlos. Los TML a nivel de grado normalmente proporcionan C. Es posible que se requieran TML en ubicaciones intermedias a lo largo de la la accesibilidad más sencilla. Otras áreas con buena accesibilidad tubería recta más larga dentro del circuito del punto de inyección. son las plataformas de equipos y escaleras. Puede haber ocasiones d. Establezca TML en los límites aguas arriba y aguas abajo del circuito del punto de inyección. en las que el inspector no tenga otra opción que colocar TML en áreas donde la accesibilidad es limitada. En tales casos, el inspector debe determinar si los andamios, los elevadores portátiles u otros 4Para obtener información más detallada y completa, consulte API IRE métodos proporcionarán un acceso adecuado. Capítulo II. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. SE PA RA DO RO PR /H ÁR tw 6" W. 54 31 8 CO ND E EP BITRO NS A– A . 08 DWG DOR 94 . DE 31 AI R mi E N3 CR 318 3 A tw SE PA RA D OR 6" N4 CR 0190 318 3 A 6" tw H E N4 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- CR 0020 PR 54 CO 318 3 N EP BITRO DENS A-0 . D AD 89 WG. OR D 43 EA 7 IR O/ ÁR SE 319 2A 0210 12" 0080 OR 6" tw PA RA D N3 CR 0030 319 2A tw 6" 0090 Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT CI R1 91 12" 3/4" 9A –1 2 5 FR IP STR UNA BA R PE CS RA DO G A W BIL ITRO. D 1 B CU 42 ÁR AC 89 A-0 EP 0100 4W T0 ABRIR 19 9 11 319 3A tw 33 –1 2Æ –5 7(H )(I– 11 /2) 0160 6" N3 CR E. T VER 12" 0050 0150 0220 E N4 CR 0040 0200 4 CO 318 3 N EP TRO DENS A-0 . D AD 89 WG. OR D 43 EA 8 IR BI 0100 tw PR 5 O/ H ÁR 319 3A 0060 0120 0130 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 0010 N2 norte 3 0180 0170 6"–150# ESTÁNDAR. A–181 y A–105 Figura 21: ejemplo de un circuito de tuberías típico Nota: Los símbolos de globo indican posiciones de los TML de circuito. 23 24 APIRRECOMENDADOPAGRACTICA574 Línea aérea de vapor o 12" mínimo, lo que sea mayor que 3D - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- * * Inyección punto Punto de inyección * * * Gastos generales condensadores circuito de tuberías * * Destilación columna * Ubicaciones típicas de medición de espesor (TML) dentro de los circuitos de puntos de inyección Figura 22—Circuito de tubería del punto de inyección típico Para algunos puntos de inyección, puede resultar beneficioso retirar los carretes de tubería para facilitar una inspección visual de la superficie interior. Sin embargo, aún serán necesarias mediciones de espesor para determinar el espesor restante. Los métodos preferidos para inspeccionar los puntos de inyección son la radiografía y/o el ultrasonido, según corresponda para establecer el espesor mínimo en cada TML. Se pueden utilizar mediciones ultrasónicas de rejilla cerrada o escaneo, siempre que las temperaturas sean apropiadas. Otros métodos avanzados de ECM, como la onda de Lamb ultrasónica y las corrientes parásitas de penetración profunda, pueden ser apropiados. Durante las inspecciones periódicas programadas, se debe aplicar una 6.3.2 Puntos muertos La velocidad de corrosión en los tramos muertos puede variar significativamente respecto de las tuberías activas adyacentes. El inspector debe monitorear el espesor de la pared en tramos muertos seleccionados, incluido tanto el extremo estancado como la conexión a una línea activa. En sistemas como los sistemas elevados de torres y las unidades de hidrotratamiento donde hay sales de amonio, la corrosión puede ocurrir en el área del tramo muerto donde el metal está a la temperatura de sal o punto de rocío. En sistemas de tuberías calientes, el área del punto alto puede corroerse debido a las corrientes convectivas establecidas en el tramo muerto. Por estas razones, se debe considerar la posibilidad de eliminar los puntos muertos que no sirven para ningún otro propósito del proceso. Además, el agua puede inspección más exhaustiva al circuito del punto de inyección en un área acumularse en canales muertos que pueden congelarse en ambientes más que comienza 12 pulgadas (305 mm) aguas arriba de la boquilla de fríos, lo que provoca la ruptura de la tubería. Para tales sistemas, puede ser inyección y continúa por al menos diez diámetros de tubería aguas abajo necesaria una amplia cobertura de inspección utilizando técnicas como del punto de inyección. Además, mida y registre el espesor en todos los escaneo ultrasónico y perfil radiográfico para ubicar el área donde se está TML dentro del circuito del punto de inyección. produciendo el punto de rocío o la corrosión por sal de amonio. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES La inspección externa de los sistemas de tuberías aisladas debe incluir una revisión de la integridad del sistema de aislamiento para detectar 6.3.3.2 Ubicaciones típicas en circuitos de tuberías susceptibles a CUI Las áreas de los sistemas de tuberías mencionadas anteriormente pueden tener condiciones que puedan provocar CUI y signos de CUI continua. Las ubicaciones específicas dentro de ellas que son más susceptibles a CUI. Estas áreas fuentes de humedad pueden incluir lluvia, fugas de agua, condensación, incluyen: sistemas de inundación y torres de enfriamiento. Las formas más comunes de CUI son la corrosión localizada del acero al carbono y el agrietamiento por corrosión bajo tensión por cloruro de los aceros a. Todas las penetraciones o brechas en los sistemas de revestimiento aislante, tales como: inoxidables austeníticos. Esta sección proporciona pautas para identificar 1. Puntos muertos (respiraderos, desagües, etc.). áreas CUI potenciales para inspección. El alcance de un programa de 2. Colgadores de tuberías y otros soportes. inspección CUI puede variar según el clima local. Las ubicaciones marinas 3. Válvulas y accesorios (superficies de aislamiento irregulares). en áreas más cálidas pueden requerir un programa muy activo, mientras 4. Zapatas de tubería atornilladas. que las ubicaciones más frías y secas en el centro del continente pueden no necesitar un programa tan extenso. 6.3.3.1 Sistemas de tuberías aisladas susceptibles a CUI Ciertas áreas de los sistemas de tuberías son potencialmente más susceptibles a CUI, entre ellas: 5. Penetraciones de tubos trazadores eléctricos y de vapor. b. Terminación del aislamiento en bridas y otros componentes de tuberías. C. Revestimiento aislante dañado o faltante. d. Costuras del revestimiento aislante ubicadas en la parte superior de la tubería horizontal o revestimiento aislante mal traslapado o sellado. mi. Terminación de aislamiento en una tubería vertical. a. Aquellos expuestos a la niebla se rocían excesivamente desde las torres de agua de F. Calafateo endurecido, separado o faltante. refrigeración. gramo. Puntos bajos en sistemas de tuberías que tienen una brecha conocida b. Aquellos expuestos a salidas de vapor. en el sistema de aislamiento, incluidos puntos bajos en tramos largos de C. Aquellos expuestos a sistemas de diluvio. tuberías sin soporte. d. Aquellos sujetos a derrames de proceso o ingreso de humedad o h. Bridas, pernos y otros componentes de acero al carbono o de baja aleación vapores ácidos. bajo aislamiento en sistemas de tuberías de alta aleación. mi. Sistemas de tuberías de acero al carbono, incluidos los aislados para protección del personal, que funcionan entre 25 °F (-4 °C) y 250 °F (121 °C). CUI es particularmente agresivo donde las temperaturas de funcionamiento provocan condensación y reevaporación frecuente o continua de la humedad atmosférica. F. Sistemas de tuberías de acero al carbono que normalmente operan en servicio por encima de 250°F (121°C), pero están en servicio intermitente. gramo. Patas muertas y accesorios que sobresalen de tuberías aisladas y operan a una temperatura diferente a la temperatura de operación de la línea activa. h. Sistemas de tuberías de acero inoxidable austenítico que funcionan Se debe prestar especial atención a los lugares donde se han retirado los tapones aislantes para permitir mediciones del espesor de las tuberías en tuberías aisladas. Estos tapones deben reemplazarse y sellarse rápidamente. Hay varios tipos de tapones extraíbles disponibles comercialmente que permiten la inspección e identificación de puntos de inspección para referencia futura. 6.3.4 Interfaz suelo-aire (S/A) La inspección a nivel debe incluir la verificación de daños en el entre 150 °F (65 °C) y 400 °F (204 °C) (susceptibles al agrietamiento por revestimiento, tuberías descubiertas y mediciones de la profundidad de corrosión bajo tensión por cloruro). la fosa. Si se observa corrosión significativa, es posible que se requieran i. Sistemas de tuberías vibratorias que tienden a dañar el revestimiento aislante, proporcionando un camino para la entrada de agua. mediciones de espesor y excavación para evaluar si la corrosión está j. Sistemas de tuberías con rastreo de vapor que pueden experimentar fugas de el metal y acelerar la corrosión si los revestimientos y envolturas no se rastreo, especialmente en las conexiones de los tubos debajo del aislamiento. restauran adecuadamente. La Figura 23 es un ejemplo de corrosión en k. Sistemas de tuberías con aislamientos, revestimientos y/o envolturas una interfaz suelo-aire aunque había sido envuelta con cinta adhesiva. Si deteriorados. Protuberancias o manchas en el sistema de aislamiento o la tubería enterrada tiene una protección catódica satisfactoria según lo revestimiento o bandas faltantes (las protuberancias pueden indicar determinado mediante monitoreo de acuerdo con API 570 Sección 7, se acumulación de productos corrosivos). requiere excavación solo si hay evidencia de daños en el revestimiento o l. Sistemas de tuberías susceptibles de sufrir daños físicos en el envoltura. Si la tubería enterrada no está recubierta a nivel, se debe revestimiento o aislamiento, exponiendo así las tuberías al medio considerar la posibilidad de excavar entre 6 y 12 pulgadas (152 y 305 ambiente. mm) de profundidad para evaluar la posibilidad de daños ocultos. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. localizada en la interfaz S/A o puede ser más generalizada en el sistema enterrado. Las lecturas de espesor en las interfaces S/A pueden exponer Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 6.3.3 Corrosión bajo aislamiento (CUI) 25 26 Figura 23—Corrosión en la interfaz suelo/aire que resulta en falla de la tubería ascendente en suelo húmedo En las interfaces concreto-aire y asfalto-aire para tuberías 3. Comunicación del personal operativo cuando ocurren cambios y/o enterradas sin protección catódica, el inspector debe buscar alteraciones en el proceso que puedan afectar las tasas de corrosión. evidencia de que el calafateo o el sello en la interfaz se haya deteriorado y haya permitido el ingreso de humedad. Si tal condición existe en sistemas de tuberías de más de diez años, puede ser necesario inspeccionar si hay corrosión debajo de la superficie antes de volver a sellar la junta. 6.3.5 Corrosión localizada y específica del servicio Hay muchos tipos de corrosión interna posibles en el servicio de proceso. Estos tipos de corrosión suelen ser localizados y son específicos del servicio. Hay tres elementos para un programa de inspección eficaz que ayude a identificar el potencial de estos tipos de corrosión y a seleccionar TML apropiados: Ejemplos de dónde podría esperarse este tipo de corrosión incluyen: a. Aguas abajo de los puntos de inyección y aguas arriba de los separadores de productos, como en las líneas de efluentes del reactor del hidroprocesador. b. Corrosión por punto de rocío en corrientes de condensación, como en el fraccionamiento aéreo. C. Transferencia imprevista de ácido o cáustico de los procesos a sistemas de tuberías no aleados o, en el caso de cáusticos, a sistemas de tuberías de acero tratados térmicamente sin postsoldadura. d. Puntos en los que es probable que se produzca condensación o ebullición de ácidos (orgánicos e inorgánicos) o agua. mi. Puntos en los que pueden estar presentes ácidos nafténicos u otros ácidos 1. El inspector, el ingeniero de corrosión y el ingeniero de orgánicos en la corriente del proceso. procesos deben tener conocimiento del servicio y una idea de F. Puntos en los que puede producirse un ataque de hidrógeno a alta qué tipos de corrosión están ocurriendo y dónde podrían estar temperatura. ocurriendo. gramo. Lugares de condensación de sales de amonio en corrientes de 2. Uso extensivo de ECM. hidroprocesos. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- APIRRECOMENDADOPAGRACTICA574 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES h. Zonas de flujo de fase mixta y turbulentas en sistemas ácidos, también zonas de ranurado de hidrógeno. i. Puntos en los que existen corrientes con alto contenido de azufre a temperaturas de moderadas a altas. j. Grados mixtos de tuberías de acero al carbono en servicio de aceite corrosivo caliente (temperatura de 450 °F (232 °C) o superior y contenido de azufre en el aceite superior al 0,5 por ciento en peso). Tenga en cuenta que las tuberías de acero sin silicio, por ejemplo, A-53 y API 5L, pueden corroerse a tasas más altas que las tuberías de acero muertas con silicio, por ejemplo, A-106, en ambientes 27 6.3.7 Craqueo ambiental Los materiales de construcción del sistema de tuberías normalmente se seleccionan para resistir las diversas formas de agrietamiento por corrosión bajo tensión. Algunos sistemas de tuberías pueden ser susceptibles al agrietamiento ambiental debido a condiciones alteradas del proceso, corrosión bajo el aislamiento, condensación imprevista o exposición a carbonatos o sulfuro de hidrógeno húmedo. Ejemplos de esto incluyen los siguientes: sulfurosos de alta temperatura. a. Fisuración por corrosión bajo tensión por cloruros de aceros inoxidables k. Corrosión bajo depósito en lodos, soluciones cristalizantes o austeníticos debido a la humedad y los cloruros debajo del aislamiento, debajo fluidos productores de coque. de depósitos, debajo de juntas o en grietas. l. Arrastre de cloruro en unidades de reformador catalítico, particularmente b. Fisuración por corrosión bajo tensión con ácido politiónico de aceros de cuando se mezcla con otras corrientes húmedas. aleación austeníticos sensibilizados debido a la exposición a sulfuro/ metro. Zonas soldadas sujetas a ataque preferencial. condensación de humedad/oxígeno. norte. Corrosión por “puntos calientes” en tuberías con trazado calefactor externo. En C. Fisuración por corrosión bajo tensión cáustica (a veces conocida como los servicios, que se vuelven mucho más corrosivos para las tuberías con el aumento fragilización cáustica). de temperatura (por ejemplo, agua amarga, cáustico en acero al carbono), se puede d. Fisuración por corrosión bajo tensión de aminas en sistemas de tuberías sin desarrollar corrosión o SCC en puntos calientes que se desarrollan en condiciones de tensión. bajo flujo. mi. Fisuración por corrosión bajo tensión de carbonatos en sistemas alcalinos. o. Sistemas de vapor sujetos a “corte de cables”, grafitización o donde se F. Agrietamiento bajo tensión por sulfuro de hidrógeno húmedo y formación de ampollas de produzca condensación. hidrógeno en sistemas que contienen agua agria. gramo. Ampollas de hidrógeno y daños por agrietamiento inducido 6.3.6 Erosión y Corrosión/Erosión La erosión se puede definir como la eliminación de material de la superficie por la acción de numerosos impactos individuales de partículas sólidas o líquidas, o cavitación. Puede caracterizarse por surcos, agujeros redondeados, ondas y valles en un patrón direccional. La erosión suele ocurrir en áreas de flujo turbulento, como en cambios de dirección en un sistema de tuberías o aguas abajo de válvulas de control, donde puede tener lugar la vaporización. Los daños por erosión suelen aumentar en corrientes con grandes cantidades de partículas sólidas o líquidas y altas velocidades. Una combinación de corrosión y erosión (corrosión/erosión) da como resultado una pérdida de metal significativamente mayor de lo que se puede esperar de la corrosión o la erosión solas. Este tipo de corrosión ocurre en áreas de alta velocidad y alta turbulencia. Ejemplos de lugares para inspeccionar incluyen: a. Aguas abajo de las válvulas de control, especialmente donde se producen parpadeos o cavitación. b. Aguas abajo de los orificios. C. Aguas abajo de las descargas de las bombas. d. En cualquier punto de cambio de dirección del flujo, como el radio exterior de los codos. mi. ConÞguraciones de tuberías aguas abajo (soldaduras, termopozos, bridas, etc.) que producen turbulencia, particularmente en sistemas sensibles a la velocidad, como los sistemas de hidrosulfuro de amonio y ácido sulfúrico. Las áreas sospechosas de tener corrosión/erosión localizada deben por hidrógeno (HIC). Esto no ha sido un problema tan grave para las tuberías como lo ha sido para los recipientes a presión. Se incluye aquí porque se considera agrietamiento ambiental y puede ocurrir en las tuberías, aunque no ha sido extenso. Una excepción en la que este tipo de daño ha sido un problema es la tubería soldada longitudinalmente fabricada con materiales de placa. Cuando el inspector sospecha o se le advierte que circuitos específicos pueden ser susceptibles a grietas ambientales, el inspector debe programar inspecciones complementarias. Dichas inspecciones pueden tomar la forma de NDE de superficie (PT o WFMT), ultrasónicas o por corrientes parásitas. Cuando estén disponibles, los carretes sospechosos pueden retirarse del sistema de tuberías y abrirse para examinar la superficie interna. Si se detectan grietas ambientales durante la inspección interna de los recipientes a presión y la tubería se considera igualmente susceptible, el inspector debe designar carretes de tubería apropiados, aguas arriba y aguas abajo del recipiente a presión para la inspección de grietas ambientales. Cuando se sospecha la posibilidad de agrietamiento ambiental en los circuitos de tuberías, se debe programar la inspección de los carretes seleccionados antes de una próxima reparación. Dicha inspección debería proporcionar información útil para pronosticar el mantenimiento de los plazos de entrega. 6.3.8 Corrosión debajo de revestimientos y depósitos Si los revestimientos externos o internos, los revestimientos refractarios y los revestimientos resistentes a la corrosión están en inspeccionarse utilizando métodos NDE apropiados que proporcionen buenas condiciones y no hay razón para sospechar un estado de datos de espesor en un área amplia, como escaneo ultrasónico, perfil deterioro detrás de ellos, generalmente no es necesario retirarlos para radiográfico o corrientes parásitas. inspeccionar el sistema de tuberías. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 28 APIRRECOMENDADOPAGRACTICA574 La eficacia de los revestimientos resistentes a la corrosión se reduce ción 4.6.3 para consideraciones de fatiga relativas a conexiones roscadas. considerablemente debido a roturas o agujeros en el revestimiento. Los La emisión acústica también se puede utilizar para detectar la presencia revestimientos deben inspeccionarse para detectar separaciones, roturas, de grietas que se activan por presiones de prueba o tensiones generadas agujeros y ampollas. Si se observa alguna de estas condiciones, puede ser durante la prueba. necesario retirar partes del revestimiento interno para investigar la efectividad Es importante que el propietario-usuario y el inspector comprendan del revestimiento y el estado de la tubería metálica debajo del revestimiento. que es probable que las grietas por fatiga causen fallas en las tuberías Alternativamente, la inspección ultrasónica desde la superficie externa se antes de que se detecten con cualquier método NDE. De los ciclos de puede utilizar en ciertos tipos de revestimientos, como revestimientos unidos fatiga necesarios para producir la falla, la gran mayoría se requieren para por explosión o superpuestos con soldadura, para medir el espesor de la iniciar el agrietamiento y se requieren relativamente pocos ciclos para pared y detectar separaciones, agujeros y ampollas. propagar la grieta hasta la falla. Como tal, el diseño y la instalación para Los revestimientos refractarios utilizados para aislar la pared de la tubería prevenir el agrietamiento por fatiga son importantes. pueden desprenderse o agrietarse en servicio, provocando puntos calientes que pueden exponer el metal a oxidación y agrietamiento por fluencia. Se debe realizar un monitoreo periódico de la temperatura mediante pinturas visuales e infrarrojas que indiquen la temperatura en este tipo de líneas para confirmar la integridad del revestimiento. La corrosión debajo de los revestimientos refractarios puede provocar la separación y el abombamiento del refractario. Si se detecta abultamiento o separación del revestimiento refractario, entonces se pueden quitar partes del refractario para permitir la inspección de la tubería debajo del refractario. De lo contrario, las mediciones de espesor ultrasónicas se pueden realizar desde la superficie metálica externa. Cuando hay depósitos operativos, como coque, en la superficie de una tubería, es particularmente importante determinar si dichos depósitos tienen corrosión activa debajo de ellos. Esto puede requerir una inspección exhaustiva en áreas seleccionadas. En las líneas más grandes se deben eliminar los depósitos en áreas críticas seleccionadas para un examen puntual. Las líneas más pequeñas pueden requerir que se retiren los carretes seleccionados o que se realicen métodos de ECM 6.3.10 Agrietamiento por fluencia La fluencia depende del tiempo, la temperatura y el estrés. Eventualmente pueden ocurrir grietas por fluencia en las condiciones de diseño, ya que algunas tensiones permitidas por el código de tuberías se encuentran en el rango de fluencia. El agrietamiento se acelera por la interacción fluencia/fatiga cuando las condiciones de operación en el rango de fluencia son cíclicas. Se debe prestar especial atención a las zonas de alta concentración de tensiones. Si se encuentran temperaturas excesivas, también pueden ocurrir cambios microestructurales y de propiedades mecánicas en los metales, lo que puede debilitar permanentemente el equipo. Un ejemplo de dónde se ha experimentado el agrietamiento por fluencia en la industria es en 11/4Aceros al cromo por encima de 900°F (482°C). Los métodos de ECM para detectar fisuras por fluencia incluyen líquidos penetrantes, partículas magnéticas, ultrasonidos, radiografía y metalografía in situ. La emisión acústica también se puede utilizar para detectar la presencia de grietas que se activan por presiones de prueba o tensiones generadas durante la prueba. como radiografía o exploración UT externa en áreas seleccionadas. 6.3.11 Fractura frágil 6.3.9 Agrietamiento por fatiga El agrietamiento por fatiga de los sistemas de tuberías puede resultar de tensiones cíclicas excesivas que a menudo están muy por debajo del límite elástico estático del material. Las tensiones cíclicas pueden ser impuestas por medios de presión, mecánicos o térmicos y pueden resultar en fatiga de ciclo bajo o alto. El inicio del agrietamiento por fatiga de ciclos bajos a menudo está directamente relacionado con la cantidad de ciclos de calentamiento/ enfriamiento experimentados. Por ejemplo, los muñones u otros accesorios que se extienden más allá del aislamiento de la tubería pueden actuar como un sistema de enfriamiento que crea una situación favorable al agrietamiento por fatiga térmica en la tubería caliente. La vibración excesiva del sistema de tuberías (por ejemplo, inducida por máquinas o por flujo) también puede causar daños por fatiga de ciclo alto. Consulte API 570, Sección 3.4.4 para conocer los requisitos de vigilancia de tuberías vibratorias y la Sección 5.5 para conocer los requisitos de diseño asociados con tuberías vibratorias. Por lo general, las fisuras por fatiga se pueden detectar por primera vez en puntos de alta intensidad de tensión, como en las conexiones derivadas. Los lugares donde se unen mediante soldadura metales con diferentes coeficientes de expansión térmica pueden ser susceptibles a la Los aceros al carbono, de baja aleación y otros aceros ferríticos pueden ser susceptibles a fallas frágiles a temperaturas ambiente o inferiores. En algunos casos, el efecto refrigerante de la vaporización de líquidos como el amoníaco o los hidrocarburos C2 o C3 puede enfriar la tubería y promover una fractura frágil en el material que de otro modo no fallaría. La fractura frágil generalmente no es un problema con tuberías de pared relativamente delgada. La mayoría de las fracturas frágiles han ocurrido en la primera aplicación de un nivel de tensión particular (es decir, la primera prueba hidráulica o sobrecarga), a menos que se introduzcan defectos críticos en servicio. Se debe prestar especial atención a los aceros de baja aleación (especialmente 21/4material Cr-1 Mo), porque pueden ser propensos a la fragilización del temple y a los aceros inoxidables ferríticos. La información sobre la prevención de fracturas frágiles en recipientes a presión, Publicación API 920, puede ser útil para evaluar el potencial de fracturas frágiles en sistemas de tuberías. 6.3.12 Daño por congelación A temperaturas bajo cero, el agua y las soluciones acuosas fatiga térmica. Los métodos NDE preferidos para detectar grietas por manipuladas en los sistemas de tuberías pueden congelarse y provocar fatiga incluyen pruebas de líquidos penetrantes, pruebas de partículas fallas debido a la expansión de estos materiales. Después de un clima magnéticas y pruebas ultrasónicas de haz angular. Consulte API 570 Sec. helado inesperadamente intenso, es importante comprobar visualmente - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 29 para detectar daños por congelamiento en los componentes de tuberías expuestos antes de También se puede utilizar para identificar áreas corroídas donde se debe que el sistema se descongele. Si se ha producido una rotura, el líquido congelado puede establecer un monitoreo de espesor ultrasónico y ubicar áreas donde se evitar temporalmente las fugas. Los puntos bajos, los tramos de goteo y los tramos muertos han acumulado depósitos durante la operación. de los sistemas de tuberías que contienen agua deben examinarse cuidadosamente para detectar daños. Se deben estudiar los registros históricos de las tuberías para determinar qué secciones se acercarán al espesor de retiro en el próximo Para evitar daños por congelación, se deben tomar precauciones para cierre planificado. Los registros históricos también se pueden utilizar drenar, purgar o calentar los sistemas de trazas donde la humedad podría para determinar los lugares de inspección y establecer un cronograma acumularse y congelarse inesperadamente durante variaciones severas o de reemplazo. repentinas de temperaturas bajo cero. Uno de los lugares más críticos para tomar estas precauciones es la parte superior del asiento de las válvulas de alivio y de las válvulas de alivio operadas por piloto, donde podría haber La inspección en funcionamiento puede reducir el tiempo de inactividad mediante los siguientes medios: humedad. Los tubos de escape de las válvulas de alivio que descargan a la a. Ampliar las ejecuciones del proceso asegurando que las condiciones de las tuberías sean atmósfera siempre deben tener un drenaje o trazado de calor adecuado. adecuadas para el funcionamiento continuo. b. Permitir la fabricación de tuberías de reemplazo antes de una 7 Frecuencia y tiempo de inspección parada. C. Eliminar el trabajo innecesario y reducir los requisitos de personal de parada; por ejemplo, el personal que normalmente se utiliza para 7.1 GENERALIDADES La frecuencia y minuciosidad de las inspecciones de tuberías variarán desde frecuentes y exhaustivas en tuberías de clases bajas donde el deterioro es extremo, hasta raras y superficiales en tuberías de clases altas en servicios no corrosivos. La frecuencia de las inspecciones de quitar el aislamiento y romper bridas para su inspección durante el tiempo de entrega puede estar disponible para otros trabajos. d. Ayudar a la planificación del mantenimiento para reducir los aumentos repentinos de la carga de trabajo, estabilizando así las necesidades de personal. tuberías debe estar determinada por las siguientes condiciones: Obviamente, muchas otras condiciones en los sistemas de tuberías a. La consecuencia de una falla (clasificación de tuberías). b. El grado de riesgo (probabilidad y consecuencia de una falla). deben determinarse mientras el equipo está en funcionamiento. Las fugas en los sistemas de tuberías se detectan más fácilmente mientras el equipo está en funcionamiento y deben buscarse continuamente. Siempre que ocurra una fuga, los operadores deben notificar a un C. La cantidad de margen de corrosión restante. inspector quien pueda determinar su gravedad y recomendar la acción d. Los datos históricos disponibles. correctiva adecuada. mi. Los requisitos reglamentarios. Los soportes de las tuberías pueden inspeccionarse para detectar distorsiones y daños, asentamiento o movimiento de los cimientos y el estado API 570 requiere clasificar los sistemas de tuberías según las consecuencias de la falla. Cada refinería o planta de proceso debe de los pernos de los cimientos. Los anclajes de tuberías pueden inspeccionarse para determinar su condición y adecuación. Las tuberías deben inspeccionarse revisar sus propios sistemas de tuberías y desarrollar un sistema de para detectar oscilaciones o vibraciones. Se deben inspeccionar los rodillos de clasificación utilizando la información proporcionada en API 570. tubería y las placas deslizantes para garantizar que funcionen libremente. Este sistema ayuda a establecer frecuencias mínimas de inspección para cada clasificación de tuberías. Algunas inspecciones pueden y deben realizarse mientras el equipo está en Se deben inspeccionar las tuberías, soportes y soportes de resorte para detectar corrosión externa, el estado de los revestimientos protectores y el aislamiento, y la ubicación o posición correcta. Además, se debe realizar una funcionamiento. Las inspecciones que no se puedan realizar durante la inspección para detectar derrames de líquidos que puedan causar corrosión operación deben realizarse mientras el equipo no esté en servicio. en las tuberías. 7.2 INSPECCIÓN MIENTRAS EL EQUIPO ESTÁ 7.3 INSPECCIÓN MIENTRAS EL EQUIPO ESTÁ APAGADO FUNCIONANDO Un programa eficaz e integrado de inspección de tuberías incluirá la Las inspecciones que no se puedan realizar mientras el equipo está en obtención de la mayor cantidad posible de mediciones requeridas del espesor funcionamiento, deberán realizarse cuando el sistema esté apagado. Además, de pared (manteniendo la precisión requerida) mientras la planta está en cuando se abre la tubería por cualquier motivo, se debe inspeccionar funcionamiento. Se pueden tomar mediciones de espesor ultrasónicas tanto a internamente hasta donde la accesibilidad lo permita. Se deben realizar temperatura ambiente como a alta temperatura. En la mayoría de las tuberías, inspecciones de seguimiento adecuadas para determinar las causas de los las radiografías del espesor de la pared se pueden tomar de forma defectos, como fugas, desalineación, vibración y balanceo, que se detectaron independiente a través del aislamiento intacto. Las radiografías pueden mientras la unidad estaba en funcionamiento. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 30 8 APIRRECOMENDADOPAGRACTICA574 Precauciones de seguridad y trabajo preparatorio Además de las herramientas enumeradas en la Tabla 2, es posible que se requiera equipo de chorro de arena para eliminar pintura u otros recubrimientos protectores, suciedad o productos de corrosión para 8.1 PRECAUCIONES DE SEGURIDAD Los procedimientos para la segregación de tuberías, la instalación de persianas y las pruebas de fugas deben ser una parte integral de las prácticas de seguridad. Se deben tomar precauciones de seguridad antes de abrir cualquier tubería y antes de realizar algunos tipos de inspección poder realizar una inspección de grietas. 10 Procedimientos de inspección 10.1 INSPECCIÓN MIENTRAS EL EQUIPO ESTÁ FUNCIONANDO externa. En general, la sección de tubería que se va a abrir debe aislarse de todas las fuentes de líquidos, gases o vapores nocivos y purgarse para eliminar todo el aceite y los gases y vapores tóxicos o inflamables. Se deben tomar precauciones antes de realizar la prueba con martillo, lo que podría causar fallas o permitir que se libere el contenido de la tubería. Consulte la publicación API 2217A. 10.1.1 Inspección visual Se realizan inspecciones visuales externas para determinar la condición externa de las tuberías, el sistema de aislamiento, los sistemas de pintura/recubrimiento y el hardware asociado, y para verificar si hay signos de desalineación, vibración y fugas. Cuando se observa 8.2 TRABAJO PREPARATORIO acumulación de productos de corrosión en las áreas de contacto del previsto de la inspección. Se deberían erigir andamios cuando sea necesario y se deberían excavar tuberías enterradas en los puntos que se vayan a inspeccionar. Se debe verificar la disponibilidad, las condiciones de trabajo adecuadas y la precisión de las herramientas necesarias para la inspección. Se debe verificar el equipo requerido para la seguridad personal para determinar su disponibilidad y condición. Se deben obtener con anticipación todas las señales de advertencia necesarias y se deben levantar barricadas alrededor de todas las excavaciones. soporte de la tubería, el inspector puede optar por levantar la tubería del soporte para facilitar la inspección. Si se hace esto, se debe tener cuidado si la tubería está en servicio porque los productos de corrosión externa se desprenden fácilmente, lo que podría provocar posibles fugas. 10.1.1.1 Fugas Las fugas pueden suponer un riesgo para la seguridad o un incendio, pueden provocar el apagado prematuro del equipo y, a menudo, provocan pérdidas económicas. Las fugas en las tuberías de servicios públicos rara vez son peligrosas o provocan paradas, pero sí provocan 9 herramientas de inspección pérdidas. Las fugas en tuberías de petróleo, gas y productos químicos Consulte la Tabla 2 para obtener una lista de herramientas comúnmente utilizadas para inspeccionar tuberías. Generalmente, hay equipos de inspección contratados disponibles para realizar el trabajo de NDE. Equipo radiográfico Luces portátiles, incluido un flash contaminación de la atmósfera circundante, un problema ambiental grave o un cierre prematuro. Se debe realizar una vigilancia visual frecuente para detectar fugas. Se debe prestar especial atención a las uniones bridadas, prensaestopas y bonetes de válvulas, y juntas de Tabla 2—Herramientas para la inspección de tuberías Equipo ultrasónico calientes o volátiles pueden provocar un incendio, una explosión, Boroscopio Imán Cepillo de alambre expansión en tuberías que transportan materiales inflamables, tóxicos, corrosivos u otros materiales dañinos. Muchas fugas se pueden detener o minimizar apretando los prensaestopas. Solo se recomienda apretar los pernos de brida en una línea presurizada cuando se tiene especial cuidado para evitar tres problemas potenciales: Cuchillo de hoja fina espejo pequeño Raspador Equipos de partículas magnéticas 1. Interacciones de los pernos: cuando se aprieta un perno, se aflojan Martillo del inspector Equipos de líquidos penetrantes los pernos adyacentes. Calibradores de transferencia ID y OD Pintura o crayón Calibradores de lectura directa con Cuaderno o bocetos patas de forma especial Regla de acero Durómetro portátil Kit de Medidor de espesor o de gancho Medidor identificación de materiales de profundidad de foso Detector de fugas (sónico, prueba de gas o solución jabonosa) Lupa Pirómetro infrarrojo y cámara. Equipos de corrientes parásitas Analizador de aleaciones de fuentes nucleares (para identificación de materiales) 2. Un perno puede ceder o fallar debido a una sobrecarga. 3. Apretar un lado de una brida puede causar deflexiones en las áreas opuestas y adyacentes a ella. Las fugas de ciertos fluidos pueden provocar grietas y/o corrosión de los pernos de las bridas; en tales servicios, se deben reemplazar los pernos. La pronta reparación de las fugas a menudo evitará una corrosión o erosión grave de las superficies de las juntas o de los prensaestopas. Es posible que se Cámara de televisión remota puedan realizar reparaciones temporales o permanentes mientras las líneas (para inspección interna) estén en servicio. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Todo el trabajo preparatorio posible debe realizarse antes del inicio INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 10.1.1.2 Desalineación Las tuberías deben inspeccionarse para detectar desalineaciones, lo que puede indicarse por las siguientes condiciones: a. Tubería desalojada de uno o más soportes de modo que su peso no se distribuye adecuadamente en los soportes o soportes restantes. 31 Si se encuentra deterioro de las zapatas de concreto, se debe determinar la causa y se deben tomar medidas correctivas. Los pernos de cimentación flojos se pueden encontrar golpeándolos ligeramente hacia los lados con un martillo mientras se sostiene un dedo contra el lado opuesto en contacto con la placa de soporte. El movimiento del cerrojo se detectará fácilmente. Probar los pernos apretando las tuercas con una llave también indicará que se están aflojando. Los pernos rotos se pueden b. La deformación de la pared de un recipiente o tanque en las proximidades de un detectar utilizando los mismos métodos utilizados para encontrar pernos accesorio de tubería. sueltos. El desplazamiento de la placa de soporte sobre su base puede indicar C. Los soportes de las tuberías se salen de la plomada debido a la expansión o que los pernos de la base están cortados. contracción de la tubería. d. Reemplazo o reparación excesivo de cojinetes, impulsores y ruedas de turbina de bombas centrífugas, compresores y sellos de turbina a los que están conectadas las tuberías. mi. El desplazamiento de una placa base, la rotura de una base o el corte de los pernos de la base de un equipo mecánico al que está unida la tubería. F. Grietas en bridas de conexión o carcasas de bombas o turbinas a las que se conectan las tuberías. La inspección también debe incluir la búsqueda de conexiones de ramales pequeños que estén contra soportes de tuberías como resultado del movimiento térmico de la línea más grande. Además, el choque hidráulico a menudo causará daños a un pequeño ramal si está ubicado demasiado cerca de un soporte. 10.1.1.4 Vibración Si se observan vibraciones o balanceos, se deben inspeccionar las gramo. Juntas de dilatación excesivamente deformadas o que no soldaduras para detectar grietas, particularmente en los puntos de funcionan correctamente. restricción, como áreas donde las tuberías están unidas al equipo y cerca Si se descubre una desalineación significativa de las tuberías, se debe corregir de inmediato. 10.1.1.3 Soportes Los soportes para tuberías constan de zapatas, colgadores (cadenas, varillas o resortes de soporte variables o constantes) y tirantes. Los soportes deben inspeccionarse visualmente para detectar los siguientes problemas: de anclajes. Los problemas ocurren con frecuencia en pequeñas conexiones soldadas y atornilladas que tienen una válvula pesada que acentúa la vibración y en líneas pequeñas que están atadas a una línea más grande y obligadas a moverse con ella. Se debe considerar soporte adicional para válvulas y tuberías de pequeño tamaño mal apuntaladas y para la línea vibratoria principal a la que están conectadas. En casos de vibración severa, puede ser aconsejable que un asesor competente recomiende una solución, especialmente si se requiere equipo a. Deterioro de revestimientos protectores o ÞreprooÞng. especializado, como una botella de pulsación o estabilizadores de b. Evidencia de corrosión, especialmente en o cerca de las uniones de los balanceo. cimientos. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- C. Distorsión. d. Daño físico general. mi. Movimiento o deterioro de zapatas de hormigón. 10.1.1.5 Corrosión Externa Los defectos en los revestimientos protectores y en el revestimiento F. Fallo o aflojamiento de los pernos de cimentación. impermeable del aislamiento permitirán que la humedad entre en gramo. Fijación insegura de ménsulas y vigas al soporte. contacto con las tuberías. Cuando se encuentran defectos en el h. Funcionamiento restringido de rodillos de tubos o placas deslizantes. revestimiento impermeable del aislamiento, se debe quitar suficiente i. Fijación insegura o ajuste inadecuado de los soportes para tuberías, si aislamiento o se debe radiografiar el área afectada para determinar el se utilizan. Las cargas del soporte de resorte deben verificarse tanto en alcance y la gravedad de la corrosión. Se pueden quitar secciones de condiciones de frío como de calor, y las lecturas obtenidas deben aislamiento de conexiones pequeñas, como líneas de purga y conexiones compararse con las lecturas originales de frío y calor. Los ajustes de calibre, ya que la dificultad para obtener un buen sellado en el inadecuados del soporte del resorte pueden causar cargas excesivas en aislamiento hace que estas ubicaciones sean particularmente vulnerables la tubería en el equipo giratorio que pueden provocar una desalineación. a la corrosión externa. Otros factores, como el asentamiento diferencial y la fluencia, pueden Las líneas que sudan son susceptibles de deteriorarse en las zonas de hacer necesarios ajustes alternativos. apoyo. Se puede encontrar corrosión debajo de las abrazaderas de las líneas j. Anclajes de tubería rotos o defectuosos. suspendidas. Las tuberías montadas sobre rodillos o zapatas de soporte k. Operación restringida de poleas o puntos de pivote en sistemas soldadas están sujetas a la acumulación de humedad con la consiguiente de tuberías contrapesadas. corrosión. El líquido derramado sobre las tuberías, el impacto de un chorro de Si se encuentra que el reacondicionamiento es defectuoso, se vapor y el agua que gotea sobre una línea pueden causar deterioro. La pérdida debe eliminar lo suficiente para determinar la causa y el alcance de de masilla selladora de vapor del aislamiento de las tuberías en servicio en frío la corrosión. Si se nota corrosión, se deben tomar medidas de puede provocar corrosión local. Las paredes de las tuberías dentro de los espesor para determinar si el metal restante puede soportar la soportes de muñones abiertos están sujetas a corrosión. Todos estos puntos carga lo suficiente. deberían ser investigados. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 32 APIRRECOMENDADOPAGRACTICA574 Se puede determinar una pérdida de espesor comparando el diámetro de b. Bajo costo: en comparación con muchos otros instrumentos, los la tubería en el área corroída con el diámetro de la tubería original. La medidores digitales son económicos de comprar y mantener. profundidad de las fosas se puede determinar con un medidor de profundidad C. Requisitos mínimos de capacitación: El instrumento es relativamente sencillo de fosas. de operar y, en consecuencia, requiere poco tiempo de capacitación para También se deben comprobar los pernos, especialmente en utilizarlo de manera efectiva. entornos marinos y otros entornos corrosivos. El líquido derramado que se ha filtrado al suelo generalmente se puede localizar buscando la decoloración de la tierra. Se debe investigar el derrame para determinar si el líquido es corrosivo para el acero. Esto puede implicar un análisis químico de muestras de suelo o del líquido, a menos que se conozca la fuente del derrame. El suelo afectado debe manipularse de acuerdo con las leyes y regulaciones aplicables. 10.1.1.7 Puntos calientes Operar las tuberías a temperaturas superiores al límite de diseño o en el rango de fluencia, incluso sin una presión más alta, puede provocar Sin embargo, como ocurre con todas las herramientas de NDE, los ultrasonidos tienen limitaciones. Los transductores que no están equipados con material de línea de retardo pueden resultar dañados por temperaturas superiores a las especiÞcaciones del fabricante. La temperatura máxima permitida depende del diseño del transductor, el tiempo de contacto y la línea de retardo (si corresponde). Algunos transductores se pueden utilizar para mediciones de corta duración a temperaturas de hasta 1000¼ F (538¼ C) sin líneas de retardo. Se encuentran disponibles materiales especiales de línea de retardo y transductores enfriados por agua que permiten el uso de instrumentos de pulso-eco a temperaturas de hasta 1100°F (593¼ C). La UT es capaz de evaluar sólo un área pequeña aproximadamente del diámetro del transductor. En consecuencia, la UT puede pasar por alto corrosión pequeña y localizada a menos que el inspector realice un escaneo significativo en el área de interés. abombamientos. En tuberías que están protegidas de temperaturas Las medidas obtenidas con instrumentos de pulso-eco son espesores excesivas mediante refractario aislante interno, la falla del aislamiento promedio del área en contacto con el transductor. Cualquier picadura en provocará el sobrecalentamiento de la pared metálica, lo que provocará el área medida puede afectar la lectura del espesor promedio. Los un punto caliente. La temperatura excesiva reduce en gran medida la transductores duales, disponibles para usar con estos instrumentos, resistencia del metal y puede provocar abombamientos, incrustaciones, permitirán la detección de picaduras tan pequeñas como1/8 pandeo localizado, deterioro del metal o falla total. pulgada (3 mm) de diámetro cuando el transductor se coloca directamente Se deben realizar inspecciones frecuentes para detectar puntos sobre la fosa en el lado opuesto de la pared. Se debe tener precaución con calientes en tuberías aisladas internamente. Cualquier abultamiento o medidores sin la pantalla de escaneo ÒAÓ (presentación de la señal real). En incrustación debe anotarse para una investigación más exhaustiva superficies altamente corroídas y picadas, es posible que los medidores con cuando se apague el equipo. Algunos puntos calientes pueden pantalla digital no obtengan lecturas consistentes o precisas. La unidad de detectarse mediante una luz roja, especialmente si la inspección se búsqueda se puede mover ligeramente (un diámetro o menos) y se obtiene realiza en la oscuridad. La temperatura de la piel de los puntos calientes una lectura. Esto se atribuye a que el haz de sonido se refleja lejos del indicados debe medirse utilizando un termopar portátil, crayones transductor. Un instrumento con una pantalla de escaneo ÒAÓ también indicadores de temperatura, pinturas indicadores de temperatura, indicará espesores en las picaduras, especialmente si se utilizan altas termografía o un pirómetro. Para garantizar que no se produzca una frecuencias con sensibilidad sintonizada. Las lecturas en áreas con ruptura en servicio, la cantidad de abombamiento no debe exceder la temperaturas superficiales superiores a 200 °F (93 °C) son normalmente más cantidad de fluencia permitida para el material. Como medida altas que los espesores reales y pueden variar desde aproximadamente un 1 provisional, puede ser deseable o necesario enfriar los puntos calientes por ciento más alto a 300 °F (149 °C) hasta un 5 por ciento más alto a 700 °F severos con vapor, agua o aire hasta que el sistema pueda retirarse del (371 °C). ). Se deben establecer tablas de corrección de espesor o factores de servicio (esta situación debe ser revisada por ingenieros de tuberías corrección de bases de datos para temperaturas superiores a 200 °F (93 °C) calificados). Se debe investigar la condición tanto del metal de la tubería para el transductor comparando lecturas de espesor de muestras de tuberías como del aislamiento interno cerca de los puntos calientes durante el calentadas y sin calentar. Con la mayoría de los instrumentos ultrasónicos, el próximo período de cierre. inspector necesita asegurar una superficie razonablemente libre de 10.1.2 10.1.2.1 Medidas de espesor Inspección ultrasónica Los instrumentos ultrasónicos se utilizan ampliamente para medir espesores y se han convertido en equipos estándar en la mayoría de las organizaciones de inspección petroquímica. Las principales ventajas de utilizar instrumentos de espesor digitales son: incrustaciones raspando o puliendo la incrustación. Los instrumentos de pulso-eco se utilizan con cuñas transductoras especialmente diseñadas para generar ondas de corte para detectar y rastrear grietas y otras fisuras. Se requiere capacitación especial para que el personal realice la detección de fallas. Se encuentran disponibles varias tecnologías avanzadas de prueba ultrasónica no solo para detectar fallas sino también para medir la distancia de las grietas desde las superficies externas. La difracción del a. Portabilidad: la mayoría de los instrumentos no pesan más de varias libras y tiempo de vuelo y la UT bimodal son dos de los métodos disponibles para son lo suficientemente pequeños como para no resultar engorrosos. este trabajo. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 10.1.1.6 Acumulaciones de líquidos corrosivos INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 10.1.2.2 Inspección radiográfica Las técnicas de radiografía gamma proporcionan mediciones precisas de las paredes de las tuberías y permiten la inspección del interior de algunos equipos. Las funciones principales de este método son detectar pérdidas de metal y verificar la calidad de la soldadura. La radiografía tiene las siguientes ventajas: a. El aislamiento de las tuberías puede permanecer intacto. 33 exposición y lectura o interpretación de ellos. Se deben tomar tomas de prueba radiográficas de las tuberías que pueden examinarse con mediciones de espesor ultrasónicas para determinar los límites de precisión del método radiográfico una vez que se haya desarrollado. Además, se puede colocar una probeta de espesor conocido en el mismo plano que la radiografía, lo que ayudará a deÞnir factores de expansión radiográfica. Múltiples lecturas del espesor del calibrador del disparo mejorarán la precisión. b. La temperatura del metal de la línea tiene poca influencia en la Cuando se realiza una inspección radiográfica, los sistemas de control de las calidad de la radiografía siempre que el casete de película pueda unidades de proceso, que utilizan isótopos en los indicadores y controles del nivel de protegerse del calor de la tubería. líquido, ocasionalmente dan indicaciones erróneas en los paneles de control. Los C. Se pueden examinar radiografías de conexiones de tuberías pequeñas, como detectores de llama utilizados para indicar el incendio de un horno o caldera también niples y acoplamientos, para determinar el contacto de las roscas, la corrosión y la pueden verse afectados. Se debe advertir a los operadores de las unidades sobre esta calidad de la soldadura. posibilidad. d. La película proporciona un registro visual permanente del estado de la tubería en el momento de la radiografía. mi. Se puede observar la posición de las partes internas de las válvulas (compuertas caídas). F. El equipo radiográfico es fácilmente maniobrable en la refinería o planta química. gramo. La radiografía isotópica no es una fuente de ignición en presencia La radiografía de perfil es particularmente útil para identificar la corrosión externa de pequeñas conexiones bajo aislamiento, como líneas de purga y conexiones de calibre, que son especialmente susceptibles a la corrosión externa ya que es difícil obtener un buen sellado en el aislamiento. Las radiografías de las tuberías se muestran en las Figuras 24, 25 y 26. de hidrocarburos. h. Las picaduras y otras formas de corrosión no uniforme se pueden identificar más fácilmente. i. Proporciona una vista de un área grande. Los rayos gamma que viajan a través de la pared de la tubería entre los radios exterior e interior de la tubería deben penetrar un metal que sea aproximadamente cuatro veces el espesor de la pared de la tubería. La mayoría de los rayos son absorbidos por el metal, dejando un área no expuesta en la película. Esta área, que es más clara en la película oscura, representa una imagen proyectada ligeramente ampliada de la pared de la tubería. La imagen se puede medir y un cálculo corrector puede Figura 24—Radiografía de una línea de reformador catalítico establecer el espesor de la pared de la tubería. Cualquier depósito o sarro dentro de la tubería generalmente aparece en la película revelada como claramente separado de la pared de la tubería. También pueden verse picaduras en la película. Debido a que la radiografía isotópica le da al inspector una "mirada interna" de la tubería, el costo algo mayor de esta inspección puede verse más que compensado por los datos obtenidos. El iridio y el cobalto se han convertido en los isótopos más utilizados para la inspección radiográfica. El uso de iridio 192 y cobalto 60 está controlado por la Comisión Reguladora Nuclear de EE. UU. (USNRC), la Comisión Canadiense de Energía Atómica y algunos estados y localidades. El personal que manipula fuentes radiactivas debe estar capacitado y calificado, se deben seguir los procedimientos adecuados y se debe considerar la seguridad del personal. La precisión de la medición del espesor radiográfico depende en películas y de la persona que las revisa. Cuando se utiliza la radiografía para este propósito, es aconsejable desarrollar una práctica escrita que deÞne el(los) método(s) de colocación de la película, Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Figura 25: Radiografía de una tubería corroída cuya superficie interna está recubierta con incrustaciones de sulfuro de hierro Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- cierta medida de las habilidades del técnico radiográfico que expone las 34 APIRRECOMENDADOPAGRACTICA574 cobertura a partes de la tubería que son inaccesibles para un examen visual. Esto se aplica particularmente a las tuberías que no pudieron o no fueron inspeccionadas durante el funcionamiento. La corrosión o erosión no uniforme también se puede detectar para un examen más detallado dirigiendo la luz del sol a lo largo de la superficie de la tubería con un espejo o iluminando una luz paralela a la superficie. Se debe anotar la cantidad de suciedad para determinar si es necesaria una limpieza. Se debe investigar la incrustación para determinar si consiste en depósitos del flujo de producto o es una acumulación de productos de corrosión. Puede ser necesario tomar muestras para análisis químicos. 10.2.1.2 Grietas Los lugares más susceptibles al agrietamiento son las soldaduras, incluidas las soldaduras de filete que no sean soldaduras a presión, las áreas afectadas por el calor adyacentes a las soldaduras y los puntos de restricción o tensión Figura 26—Bosquejo y radiografía del callejón sin salida Corrosión 10.1.3 Otras inspecciones en funcionamiento Se han desarrollado métodos cualitativos de NDE para ayudar al inspector a identificar áreas de tuberías que están experimentando deterioro. Además, se están desarrollando nuevos métodos. Hay detectores de fugas halógenos disponibles para detectar fugas en tuberías de aplicaciones especiales, como sistemas de vacío. Se encuentran disponibles varios métodos para detectar tuberías adelgazadas, CUI y otros tipos de deterioro utilizando ultrasonido, inducción magnética, radiografía en tiempo real, radiografía de neutrones, retrodispersión de neutrones, termografía, etc. Cada método tiene sus ventajas y desventajas para cada aplicación. El inspector debe conocer estos métodos y su aplicabilidad. La inspección visual en los TML normalmente no proporcionará una evaluación representativa de las condiciones de la CUI en otras ubicaciones a lo largo de la tubería. 10.2 INSPECCIÓN MIENTRAS EL EQUIPO ESTÁ APAGADO 10.2.1 10.2.1.1 Inspección visual Corrosión, erosión y contaminación La tubería se puede abrir en varios lugares quitando una válvula o conector o separando la tubería en las bridas para permitir la inspección visual. Las superficies internas de las tuberías deben inspeccionarse visualmente en la mayor superficie posible. Una linterna o una luz de extensión suele ser suficiente para esta tarea, pero una sonda como un boroscopio o un espejo y una luz permitirán una visión más detallada. Otros métodos de inspección excesiva. Los lugares que están sujetos a agrietamiento por corrosión bajo tensión, ataque de hidrógeno y fragilización cáustica o de aminas también requieren atención, al igual que las roscas expuestas de las uniones roscadas. La superficie inspeccionada debe estar limpia si se quieren detectar grietas. La limpieza se puede lograr con cepillo de alambre, chorro de arena o eliminando químicamente recubrimientos, depósitos y productos de corrosión. Después de una limpieza profunda, el área debe inspeccionarse visualmente para detectar cualquier indicio de grietas. (Se debe considerar la comprobación puntual mediante pruebas de partículas magnéticas fluorescentes húmedas, partículas magnéticas, líquidos penetrantes o ultrasonidos incluso si la inspección visual no reveló grietas). Una iluminación adecuada y una buena lupa ayudarán a localizar dichas indicaciones. Es posible que la inspección visual no diferencie entre un rasguño en la superficie y una grieta. Cualquier rasguño aparente debe investigarse más a fondo con otros métodos. La inspección de partículas magnéticas se puede utilizar en materiales magnéticos. La inspección por líquidos penetrantes, fluorescentes y ultrasónicas se puede utilizar tanto en materiales magnéticos como no magnéticos. Para materiales austeníticos sólo se deben utilizar líquidos penetrantes con niveles bajos o nulos de cloruros. Cuando no se pueden utilizar métodos de detección de partículas magnéticas, líquidos penetrantes o fluorescentes para detectar corrosión bajo tensión en superficies interiores o grietas por fragilidad cáustica, se pueden utilizar otros métodos como radiografía, ultrasonidos de ondas superficiales o de corte, corrientes parásitas o extracción de muestras para Se puede utilizar la inspección microscópica. La profundidad de una grieta a menudo se puede determinar picando o esmerilando hasta alcanzar el metal sano. Sin embargo, el inspector debe determinar si el área se puede reparar adecuadamente antes de comenzar a pulir. 10.2.1.3 Caras de junta de bridas Las caras de asiento de las juntas bridadas que se han abierto deben incluyen calibradores ópticos/láser y mecánicos. inspeccionarse visualmente para detectar corrosión y defectos como Cuando se observen condiciones de corrosión o erosión no uniformes en áreas accesibles para un examen visual, puede ser aconsejable realizar un examen radiográfico o medir espesores con instrumentos ultrasónicos para extender rayones, cortes y hendiduras que podrían causar fugas. Se debe verificar que las caras de la junta no estén deformadas colocando una regla a lo largo del diámetro de la cara de la brida y girándola alrededor de un eje que pasa por la línea central de la brida. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 35 Se deben comprobar las ranuras y los anillos de las juntas anulares para los dedos. Es extremadamente importante que la cubierta esté instalada en la detectar defectos, incluidas grietas en el fondo de las ranuras o en las orientación adecuada o es posible que la cuña no funcione correctamente. superficies de sellado. Se deben inspeccionar las válvulas de un cuarto de vuelta para verificar su facilidad de 10.2.1.4 Válvulas Normalmente, las válvulas utilizadas en sistemas de tuberías de proceso tienen espesores de cuerpo algo más pesados que las tuberías contiguas. Por esta razón, un programa adecuado de monitoreo de la corrosión de las tuberías no necesita incluir de manera rutinaria el monitoreo del espesor del cuerpo de la válvula. Sin embargo, en circuitos de tuberías donde el monitoreo operación y su capacidad para abrirse y cerrarse completamente. También se deben inspeccionar todas las superficies de los asientos. 10.2.1.5 Juntas Los métodos de inspección para tipos específicos de juntas se analizan en las Secciones 10.2.1.5.1 a 10.2.1.5.4. de la velocidad de corrosión de las tuberías indica corrosión o erosión severa, válvulas seleccionados en el circuito. En servicios severos, como servicios de ácido HF, lodos o catalizadores fluidizados, es posible que sea necesario desmantelar e inspeccionar las válvulas a intervalos específicos para garantizar que las piezas internas tengan la integridad suficiente para proporcionar un funcionamiento confiable y seguro. Siempre que las válvulas se retiren del servicio y se vuelvan a poner en servicio o se reacondicionen para su reutilización, se deben inspeccionar y probar según los requisitos de la norma API 598. Inspección y prueba de válvulas. Cuando se desmonta una válvula para su inspección, normalmente se debe reemplazar la junta del casquete como mínimo. Cualquier pieza de la válvula que no cumpla con los requisitos mínimos de la norma de válvula aplicable debe repararse o reemplazarse. Las válvulas usadas deben restaurarse, según sea necesario, al mismo estado que las válvulas nuevas. Cuando se miden los espesores de las carrocerías, las mediciones deben incluir lugares que eran inaccesibles antes del desmantelamiento, particularmente en áreas que muestran evidencia de corrosión o erosión. Los cuerpos de válvulas que operan en servicio con temperaturas cíclicas severas deben revisarse internamente para detectar grietas. En las válvulas de compuerta se debe medir el espesor entre los asientos, ya que puede haber ocurrido un deterioro grave debido a la turbulencia. Esta es una ubicación particularmente débil debido a la acción de acuñamiento del disco o cuña cuando la válvula está cerrada. 10.2.1.5.1 Juntas bridadas Cuando se abren juntas bridadas, se deben inspeccionar visualmente para detectar grietas y pérdidas de metal causadas por la corrosión y la erosión. (Consulte 10.3.1.2 para conocer los métodos de inspección de grietas. La inspección de las caras de las juntas se trata en la Sección 10.3.1.3.) Los pernos de las bridas deben inspeccionarse para detectar estiramientos y corrosión. Cuando se indique una carga excesiva del perno o cuando las bridas estén deformadas, se puede girar una tuerca a lo largo de toda la longitud del perno. Si se estira el perno, el paso de la rosca cambiará y la tuerca no girará libremente. La inspección implica verificar si se han utilizado pernos de la especificación adecuada y puede implicar análisis químicos o pruebas físicas para determinar el límite elástico y la resistencia máxima del material. Es importante verificar el material, tipo y tamaño adecuados de la junta. Si las bridas se atornillan demasiado apretadas, pueden doblarse hasta que los bordes exteriores de las bridas entren en contacto. Cuando esto ocurre, la presión sobre la junta puede ser insuficiente para asegurar una unión hermética. La inspección visual de la junta revelará esta condición. Las bridas permanentemente deformadas deben reemplazarse o rectificarse. 10.2.1.5.2 Uniones soldadas En algunos servicios, las soldaduras pueden corroerse preferentemente. El Las superficies de los asientos deben inspeccionarse visualmente para programa de inspección debe considerar una muestra de soldaduras si se detectar defectos que puedan causar fugas. Las guías de las cuñas deben sospecha corrosión en las soldaduras. inspeccionarse para detectar corrosión y erosión, tanto en la cuña como Las uniones soldadas pueden estar sujetas a fugas causadas ya sea por grietas o en el cuerpo. por corrosión o erosión. Las grietas en las soldaduras de acero aleado a menudo Se deben examinar el vástago y las roscas del vástago y del casquete para detectar corrosión que pueda causar fallas. Se debe inspeccionar la conexión entre el vástago y la cuña para garantizar que la cuña no se desprenda del vástago durante la operación. están asociadas con una dureza excesiva resultante de un control inadecuado del Las válvulas de retención oscilantes se pueden inspeccionar quitando la tratamiento térmico de precalentamiento o possoldadura. Por lo tanto, la dureza de las soldaduras de acero aleado endurecibles al aire debe comprobarse después del tratamiento térmico. Se debe verificar la dureza de las soldaduras de acero al carbono en servicio de craqueo ambiental. La corrosión puede ocurrir en forma de picaduras que han penetrado cubierta o la tapa. Las válvulas de retención a menudo vibran, lo que hace que en la soldadura o en el metal adyacente afectado por el calor. Tanto los el eje y las bisagras sean los principales puntos de deterioro. Se debe verificar defectos por picaduras como los de soldadura pueden detectarse que el disco gire libremente y se debe verificar la seguridad de la tuerca que mediante radiografía. Si se sospechan defectos graves y la radiografía no sujeta el brazo y la presencia de un pasador de bloqueo, una arandela de es posible, el área afectada se puede raspar o extraer hasta alcanzar un seguridad o una soldadura por puntos. El brazo debe poder oscilar libremente metal sano y se puede volver a soldar la ranura. y se debe inspeccionar el pasador o el eje del anclaje para detectar desgaste. Las uniones soldadas en acero al carbono y acero al carbono- Se puede comprobar si las superficies de asiento tanto del disco como del molibdeno expuestas a temperaturas elevadas de 800°F (426°C) o cuerpo de la válvula están deterioradas palpándolas con más pueden estar sujetas a grafitización. Cuando la grafitización Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- se debe considerar la medición rutinaria de los espesores de los cuerpos de 36 APIRRECOMENDADOPAGRACTICA574 Si se sospecha, se debe tomar una muestra de una unión soldada y examinar metalúrgicamente para detectar evidencia de grafitización d. Rodillos rotos o que no pueden girar por corrosión o falta de lubricación. mi. Perchas rotas o mal ajustadas. excesiva. F. Colgadores demasiado cortos que limitan el movimiento o provocan el 10.2.1.5.3 Juntas roscadas levantamiento de las tuberías. Las uniones roscadas pueden tener fugas debido a un ensamblaje inadecuado, hilos sueltos, corrosión, mala fabricación, roscas cruzadas, grietas en la raíz de una rosca o roscas que están sucias al momento del ensamblaje. La falta de lubricante para roscas o el uso de un lubricante inadecuado también pueden provocar fugas. Si la fuga no se puede detener apretando la junta, se debe desenroscar la junta y examinar visualmente para determinar la causa de la fuga. gramo. Temperatura de funcionamiento excesiva. h. No retirar los bloques de resorte después de la construcción del sistema. 10.2.1.7 Vibración Cuando se observe vibración o balanceo excesivo durante la operación, se debe realizar una inspección para detectar puntos de PRECAUCIÓN:Una junta roscada con fugas no debe apretarse mientras el sistema esté en servicio bajo presión. Una grieta no detectada en la raíz de una rosca podría fallar y provocar una liberación de producto con graves consecuencias. abrasión y desgaste externo y grietas en las soldaduras en lugares que no pudieron inspeccionarse durante la operación. Se deben seguir los métodos de inspección visual descritos en la Sección 10.1.1.4. Esta inspección debe complementarse con métodos NDE, según corresponda. Se deben corregir las condiciones que causan vibración o balanceo excesivo. 10.2.1.5.4 Juntas sujetas Una junta sujeta con abrazadera que depende de superficies maquinadas para su estanqueidad puede tener fugas debido a suciedad, corrosión de las caras de contacto, daño mecánico o falla de la abrazadera para proporcionar suficiente fuerza en las caras de contacto para un contacto adecuado. Una junta sujeta con abrazadera que depende de una junta para su estanqueidad puede tener fugas debido a superficies de asiento de la junta dañadas o sucias o a que la abrazadera no proporciona suficiente presión sobre la junta. Si apretar la abrazadera no detiene la fuga, se debe desmontar la junta e inspeccionarla visualmente para determinar la causa de la fuga. 10.2.1.8 Puntos calientes Cuando se observaron puntos calientes en tuberías con aislamiento interno durante la operación (consulte la Sección 10.1.1.9), el aislamiento interno debe inspeccionarse visualmente para detectar derivaciones o fallas completas. Se debe corregir la causa del punto caliente. La pared de la tubería cerca del punto caliente debe inspeccionarse visualmente para detectar oxidación y sarro resultante. Se deben eliminar todas las incrustaciones y se debe examinar el metal sano restante para detectar grietas incipientes. Se debe medir el metal sano para garantizar que quede suficiente espesor para el servicio. El diámetro exterior de las PRECAUCIÓN:Ciertos tipos de juntas sujetas con abrazaderas no deben usarse tuberías en servicio de alta temperatura (temperaturas del metal de sin una restricción axial adecuada en la tubería y un espesor de pared de aproximadamente 800 °F (427 °C) y superiores) debe medirse para tubería suficiente en los extremos de la abrazadera para resistir el colapso por comprobar si hay fluencia o deformación con el tiempo bajo tensión. las fuerzas de sujeción. Otros tipos de abrazaderas están diseñadas para Para garantizar que no se produzca una fractura en servicio, la cantidad proporcionar la resistencia adecuada a la unión. de fluencia permitida debe basarse en los datos establecidos para la vida útil contemplada. 10.2.1.6 Desalineación A menudo, la desalineación no es evidente hasta que la tubería se ha enfriado y se ha movido a su posición fría. El inspector debe notar (como en la Sección 10.1.1.2) indicaciones de desalineación mientras la tubería está fría. Observe especialmente la posición fría y caliente de los soportes de resorte para determinar si los soportes se están ajustando adecuadamente a los cambios en las posiciones de las tuberías de caliente a fría. Esto es especialmente crítico para líneas de gran diámetro, como líneas de transferencia de catalizadores en unidades FCC. Si se nota una desalineación de las tuberías durante la operación, se debe determinar y corregir la causa. La desalineación generalmente es causada por las siguientes condiciones: 10.2.2 Mediciones de espesor Cuando se abre la tubería, el espesor de la tubería y de los accesorios se puede medir detrás de la brida utilizando calibres de transferencia o indicadores. El espesor de las tuberías inaccesibles que no pueden medirse con instrumentos radiográficos o ultrasónicos durante el funcionamiento se puede medir con estos instrumentos durante el apagado. Si es necesario, el espesor de los cuerpos de las válvulas, los casquetes y los accesorios de las tuberías se puede medir utilizando calibres de transferencia o indicadores que tienen patas especiales diseñadas para llegar a áreas inaccesibles. El exterior de la tubería que no pudo examinarse durante la operación debe inspeccionarse para detectar corrosión en los a. Provisión inadecuada para la expansión. lugares y utilizando los métodos descritos en la Sección 10.1.1.5. b. Anclajes o guías rotas o defectuosas. Se debe prestar especial atención a las conexiones pequeñas como las C. Fricción excesiva en los soportes deslizantes, lo que indica falta de tetinas. La radiografía se ha utilizado con éxito para determinar el grosor lubricación o necesidad de rodillos. del pezón. Las tetinas de prueba con martillo son - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 37 práctica común. Se debe tener cuidado de no martillar con suficiente b. Los productos líquidos normalmente se transportan en el sistema si no son fuerza como para causar grietas en la raíz de las roscas o en la punta de tóxicos o no pueden causar un incendio en caso de fuga o falla. la soldadura. C. Vapor. d. Aire, dióxido de carbono, nitrógeno, helio u otro gas inerte. 10.2.3 Pruebas de presión Una prueba de presión realizada en tuberías en servicio puede funcionar como una prueba de fugas o, si la presión es lo suficientemente alta, puede revelar errores graves en el diseño o la fabricación. Las pruebas de presión de las tuberías existentes deben realizarse de acuerdo con los requisitos de API 570. Los sistemas de Nota: ASME B31.3 tiene restricciones en el uso de los medios de prueba enumerados en los puntos c y d. Si se produce una fuga o falla, es posible que se libere cualquier líquido en el área de la tubería que se está probando. Por esta razón, el fluido no debe ser perjudicial para los equipos contiguos ni para el sistema de alcantarillado de la planta. Es posible que el agua no sea adecuada como fluido de prueba en algunos tuberías sujetos a pruebas de presión incluyen los siguientes: sistemas de tuberías, como líneas de ácido, sistemas criogénicos y sistemas de a. Líneas subterráneas y otras tuberías inaccesibles. algunas aleaciones no ferrosas y agrietamiento por corrosión bajo tensión de b. Líneas de agua y otras líneas de servicios públicos no peligrosas. los aceros inoxidables austeníticos. El agua salada también puede causar C. Líneas largas de transferencia de petróleo en áreas donde una fuga o derrame no corrosión de los aceros ferríticos y picaduras graves en los aceros austeníticos, sería peligroso para el personal ni perjudicial para el medio ambiente. como los accesorios o enchapados de las válvulas. El agua puede congelarse d. Sistemas múltiples complicados. en climas fríos a menos que se utilice un depresor del punto de congelación. El mi. Pequeños sistemas de tuberías y tuberías. F. Todos los sistemas después de una operación de limpieza química. Las razones y procedimientos para realizar pruebas de presión en las tuberías son generalmente los mismos que para los equipos. Cuando se prueban la presión de los recipientes de las unidades de proceso, las líneas principales conectadas a los recipientes a menudo se prueban al mismo tiempo. Para pruebas de servicio de sistemas de tuberías de categoría D, ASME B31.3 limita la presión manométrica a 150 psi (1034,2 kPa). API 570, Sección 3.7, sobre pruebas de presión proporciona pautas para preparar tuberías para pruebas de presión. Durante la prueba de presión del líquido, todo el aire debe expulsarse de la tubería a través de respiraderos provistos en todos los puntos altos. Si el sistema no está lleno de líquido, el aire atrapado se comprimirá. Con grandes cantidades de medio comprimible en el sistema, una falla será más violenta que en un sistema lleno de líquido debido a la expansión del medio comprimible. Se debe tener cuidado de no ejercer demasiada presión sobre el sistema. secadores de aire. El agua salada sin inhibiciones puede causar corrosión de depresor no debe ser perjudicial para el sistema de alcantarillado ni para otros lugares de eliminación. A veces se utiliza vapor para calentar el agua y evitar la congelación. Se debe considerar la temperatura de transición del acero para evitar fallas por fragilidad cuando las pruebas se realizan en climas fríos o con fluidos fríos. Una prueba de vapor puede ser ventajosa cuando se utiliza vapor para calentar o purgar el equipo antes de su funcionamiento. La presión del vapor no debe exceder la presión de funcionamiento. Una ventaja del vapor es que calienta las tuberías, lo que hace estallar los flujos de las soldaduras de las tuberías que podrían haber pasado una prueba de agua; sin embargo, las pruebas con vapor tienen varias desventajas. Se produce condensación y puede ser necesario drenar cualquier condensación antes de comenzar las operaciones. Cuando se utiliza vapor a alta presión, las fugas son difíciles de detectar y pueden quemar al personal que se encuentre en el área del equipo. Steam también tiene la desventaja mencionada anteriormente de ser un medio comprimible. ASME B31.3 permite una prueba de fugas con el medio de flujo en condiciones de operación para servicios de fluidos de Categoría D; es Se deben utilizar y vigilar cuidadosamente durante el proceso de presión decir, el fluido debe ser no inflamable, no tóxico y estar a 366°F (186°C) o manómetros calibrados correctamente ubicados y del rango adecuado. menos. Cuando se expulse todo el aire del sistema, la presión aumentará rápidamente. Un aumento repentino de la presión puede provocar una descarga eléctrica que provoque fallas en el equipo probado. La presión para una prueba de presión de líquido generalmente la suministra una bomba disponible. Si no se dispone de una bomba con altura suficiente, la presión de prueba necesaria puede suministrarse mediante gas inerte embotellado, como nitrógeno, purgado en la parte superior del sistema después de llenar el sistema con el líquido de prueba. Este método tiene la desventaja de introducir un medio comprimible en el sistema, pero la cantidad puede mantenerse pequeña. En cualquier caso, si puede ocurrir una sobrepresión, se debe instalar un dispositivo de alivio para proteger el sistema. Se pueden utilizar varios fluidos para las pruebas de presión. Los siguientes son los más utilizados: Nota: Si se utiliza vapor como medio de prueba para tuberías que no sean de categoría D, se deben seguir las reglas para pruebas neumáticas establecidas en ASME B31.3. A veces se permiten pruebas neumáticas junto con una solución jabonosa, un agente espumante o un detector de fugas sónico para líneas y sistemas pequeños. El medio preferido para las pruebas neumáticas es un gas inerte. No se debe utilizar aire comprimido donde pueda haber líquidos inflamables. Las fugas que no se detectarían durante una prueba de presión de líquido a menudo pueden detectarse mediante una prueba neumática. Debido a que el nitrógeno y el helio son más penetrantes que el aire, se utilizan cuando las condiciones de servicio son particularmente críticas. Las pruebas neumáticas deben realizarse estrictamente de acuerdo con ASME B31.3. Se deben observar estrictamente todas las a. Agua con o sin inhibidor, depresor del punto de congelación o precauciones especificadas en ASME B31.3, incluida la eliminación agente humectante. de condiciones bajo las cuales podrían ocurrir fracturas frágiles. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 38 APIRRECOMENDADOPAGRACTICA574 10.2.4 Prueba de martillo La prueba con martillo es un método de prueba en el que se golpea la tubería con un martillo para hacer que suene. Un inspector experimentado puede utilizar el tipo de anillo para diferenciar el metal fino. La prueba con martillo de tuberías, válvulas y accesorios es un método de inspección más - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- antiguo (casi un arte perdido) que no se utiliza con tanta frecuencia hoy en día como antes. Normalmente, se utiliza para detectar la presencia de secciones delgadas inesperadas. (Las excepciones a este método son las líneas de hierro fundido y de alivio de tensión en servicios cáusticos y corrosivos; estas nunca deben martillarse). Las pruebas con martillo deben ir seguidas de otros métodos de inspección, como mediciones de espesor ultrasónicas o radiografía de perfil. Se debe tener cuidado de no martillar con suficiente fuerza como para dañar las tuberías que, de otro modo, estarían sanas. Por esta razón, sólo los inspectores con experiencia en pruebas con martillo deben utilizar este método. No debe realizarse en tuberías de cobre, aluminio o latón, ni en otras tuberías hechas de materiales blandos. Las líneas de vidrio, cemento u otras líneas con revestimiento interno no deben someterse a pruebas con martillo. La prueba con martillo tampoco debe utilizarse en equipos que estén bajo presión. Las pruebas con martillo en algunas aleaciones pueden causar grietas por corrosión bajo tensión; por lo tanto, este método de inspección debe emplearse con cuidado y buen criterio y sólo en el punto donde entran en la tierra, el asfalto o el hormigón, ya que en dichos lugares se produce frecuentemente una corrosión grave. 10.3.1.2 Estudio de potencial en intervalos cercanos Los estudios de potencial a intervalos cercanos se utilizan para localizar celdas de corrosión, ánodos galvánicos, corrientes parásitas, problemas de revestimiento, contactos subterráneos, áreas de bajos potenciales entre tubería y suelo y otros problemas relacionados con la protección catódica. Un estudio de potencial tubería-suelo a intervalos cortos mide el potencial de la tubería al suelo directamente sobre la tubería, a intervalos predeterminados entre mediciones, generalmente a 2.5 pies, 5 pies, 10 pies o 20 pies (0.8, 1.5, 3 o 6 metros). El contacto con la tubería se puede realizar en una conexión de tubería aérea. En las Figuras 28 y 29 se muestra un ejemplo de un estudio de potencial de tubería a suelo de tipo estándar en una línea desnuda. Se pueden formar células de corrosión tanto en tuberías desnudas como en tuberías recubiertas con vacaciones donde el acero desnudo entra en contacto con el suelo. Dado que el potencial en el área de corrosión será considerablemente diferente del de un área adyacente en la tubería, la ubicación de la actividad de corrosión se puede determinar mediante esta técnica de inspección. 10.3.1.3 Encuesta sobre revestimiento de tuberías de vacaciones lugares permitidos. Un martillo típico para pruebas con martillo sería uno de 16 oz. pene de bola. El estudio del revestimiento de tuberías de vacaciones se puede utilizar para localizar defectos de revestimiento en tuberías revestidas enterradas. Debe usarse en sistemas de tuberías recién construidos para garantizar que el revestimiento esté 10.2.5 Inspección de soldaduras de tuberías API 570, Sección 3.10, proporciona una discusión detallada sobre la inspección de soldaduras de tuberías en servicio. El inspector debe estar familiarizado con el material contenido en esa sección. intacto y libre de fugas. Más a menudo se utiliza para evaluar la capacidad de servicio del revestimiento de tuberías enterradas que han estado en servicio durante un período prolongado. A partir de datos de encuestas, se puede determinar la efectividad del recubrimiento y la tasa de deterioro del mismo. Esta información se utiliza tanto para predecir la actividad de corrosión en un área específica como para 10.3 INSPECCIÓN DE TUBERÍAS SUBTERRÁNEAS pronosticar el reemplazo del recubrimiento para el control de la corrosión. La frecuencia de los estudios de fallas en el revestimiento de tuberías La inspección de tuberías de proceso enterradas (no reguladas por el generalmente se basa en indicaciones de que otras formas de control de la corrosión Departamento de Transporte) es diferente de otras inspecciones de son ineficaces. Por ejemplo, en una tubería revestida donde hay una pérdida gradual tuberías de proceso porque las condiciones corrosivas del suelo pueden de los potenciales de protección catódica, o cuando se produce una fuga de corrosión causar un deterioro externo significativo. La Figura 27 ilustra la corrosión externa en un defecto del revestimiento, se puede utilizar un estudio de vacaciones externa que ocurre en las tuberías subterráneas a pesar del uso de cinta del revestimiento de la tubería para evaluar el revestimiento. adhesiva. Las referencias importantes para la inspección de tuberías subterráneas incluyen los siguientes documentos NACE: RP0169, RP0274 y RP0275, y la Sección 7 de API 570. 10.3.1 10.3.1.1 Tipos y métodos de inspección y prueba Vigilancia visual sobre el nivel del suelo Los indicios de fugas en tuberías enterradas pueden incluir suelo húmedo o filtración real del producto transportado por las tuberías subterráneas, un cambio en el contorno de la superficie del suelo, decoloración del suelo, 10.3.1.4 Pruebas de resistividad del suelo Las mediciones de resistividad del suelo pueden usarse para la clasificación relativa de la corrosividad del suelo. La corrosión de tuberías desnudas o mal revestidas suele ser causada por una mezcla de diferentes suciedades en contacto con la superficie de la tubería. La corrosividad de los suelos se puede determinar midiendo la resistividad del suelo. Los niveles más bajos de resistividad son relativamente más corrosivos que los niveles más altos, especialmente en áreas donde la tubería está expuesta a cambios significativos en la resistividad del suelo. Existen tres métodos bien conocidos para determinar la resistividad. ablandamiento del asfalto del pavimento, formación de charcos, charcos de Estos son el método Wenner (4 pines), la barra de suelo (puente de CA) y agua burbujeantes o señales visibles. olor. Inspeccionar la ruta de las tuberías la caja de suelo. Los procedimientos para el uso de cada uno de estos enterradas es un método para identificar áreas problemáticas. Todas las líneas tres métodos son simples en concepto. Cada uno mide una caída de deben inspeccionarse en y justo debajo voltaje, causada por un flujo de corriente conocido, a través de un Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 39 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Figura 27—Corrosión bajo cinta mal aplicada Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 40 APIRRECOMENDADOPAGRACTICA574 POTENCIAL P/S (VOLTIOS) 0.600 – 0.500 máquina virtual TUBERÍA ÁREA ANÓDICA 120+60 120+40 120+20 120+00 119+80 119+60 119+40 119+20 119+00 118+80 118+60 118+40 118+20 118+00 (MUESTRA FLUJO DE CORRIENTE CONVENCIONAL) DISTANCIA POR INVENTARIO (PIES) Nota: Esta estructura esnobajoProtecciónCatódica Figura 28—Encuesta de potencial interno de tubería a suelo utilizada para identificar Puntos de corrosión activa en tuberías subterráneas Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- ENCUESTA DE “PUNTOS CALIENTE” P/S DE INTERVALO CERRADO - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 41 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES LÍNEA DESNUDA: SIN CP Potencial de tubería/suelo (mV) = h o manchas 1784+00 1786+00 Distancia (Pies) 1788+00 1790+00 1792+00 1794+00 1794+23 SECO SUELO ROCOSO 1796+00 1798+00 1800+00 Figura 29—Un gráfico real desde una tubería interna cercana hasta el potencial del suelo Estudio de tuberías subterráneas para identificar áreas de corrosión activa Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT – 2200 - 1900 – 1600 – 1300 – 1000 – 700 – 400 – 100 200 1782+00 42 APIRRECOMENDADOPAGRACTICA574 suelo de 4 pines medidor de resistividad Cables de medidor aislados Cable C-2 Plomo P–2 d Plomo P-1 d Cable C-1 - lo ue -s ro ce es - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- or ad s Pa a de d Notas: p=“(rho)”=resistividad del suelo en OHM–CM (OHM–CM=OHM–centímetros) d=espaciamiento entre pasadores en pies R=lectura del contador después del equilibrado P=191,5 d́ Ŕ PRUEBAS DE RESISTIVIDAD DEL SUELO USANDO UN MEDIDOR DE RESISTIVIDAD DEL SUELO DE 4 PINES Figura 30—Método de prueba de resistividad del suelo de 4 pines de Werner Volumen medido de suelo. Este factor de "resistencia" se utiliza en una ecuación matemática para la masa del suelo y un factor de conversión para fórmula para determinar la resistividad del suelo. Tanto la barra de suelo convertir pies a centímetros. ÒdÓ es la distancia en pies entre cualquiera de como la caja de suelo utilizan un factor de multiplicación para determinar los pines igualmente espaciados (con todos los pines en línea recta). ÒRÓ es la resistividad del suelo. Este factor debe estar impreso en la barra o caja. un factor de resistencia de la caída de voltaje a través de los dos pines internos, dividido por el flujo de corriente inducido en la tierra entre los dos Las mediciones de la resistividad del suelo utilizando el método pines externos. La profundidad a la que se insertan los pasadores en la tierra de 4 pines deben realizarse de acuerdo con ASTM G57. El método de debe ser pequeña en comparación con la distancia entre los pasadores. 4 pines utiliza la fórmula: Resistividad (ohm-cm) = 191,5XdXR. El Consulte la Figura 30. Se deben considerar las siguientes condiciones en número Ò191.5Ó es una constante que tiene en cuenta la mediciones de resistividad del suelo con 4 pines: Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES a. Todas las estructuras subterráneas deben excluirse de la medición. potenciales del suelo por personal capacitado y con experiencia en la b. Todos los pines deben estar en línea recta y espaciados frecuente de los componentes críticos de protección catódica, como los equidistantemente. rectificadores de corriente impresa, para garantizar un funcionamiento C. La profundidad de los pasadores insertados en el suelo debe ser confiable del sistema. inferior al 4% del espaciamiento. 43 operación de sistemas de protección catódica. Se requiere un monitoreo más Consulte NACE RP0169 y la Sección 11 de la Práctica recomendada API d. El medidor de resistividad del suelo debe diseñarse para excluir 651 para obtener orientación sobre la inspección y el mantenimiento de cualquier efecto de corrientes extrañas de CA o CC. sistemas de protección catódica para tuberías enterradas. En casos de tuberías paralelas o en áreas de tuberías que se cruzan, es posible que el método de 4 pines no sea aplicable. Otros métodos incluyen el uso de una barra de tierra o una caja de tierra. En la figura se muestra un esquema que ilustra el uso de una barra de suelo. 31. La barra de suelo generalmente se inserta hasta la profundidad del suelo donde se va a tomar la resistividad. Se utiliza un medidor tipo 10.3.2 Métodos de inspección Hay varios métodos de inspección disponibles. Algunos métodos pueden indicar la condición externa o de la pared de la tubería, mientras que otros métodos indican solo la condición interna. puente de CA para equilibrar y leer la resistividad indicada. Las sugerencias para el uso de la barra de tierra incluyen: a. Uso de una barra de pinchazo estándar para realizar el orificio inicial. b. Evitar la adición de agua durante o después de la apertura del agujero. C. Aplicar presión sobre la barra de suelo después de su inserción en el agujero abierto. Para medir la resistividad de muestras de suelo de excavaciones o agujeros de barrena, una caja de suelo sirve como un medio conveniente para obtener resultados precisos. La caja de suelo se utiliza para determinar la resistividad del suelo desde un lugar determinado retirando el suelo de su ubicación y colocándolo en una caja de suelo. Si la resistividad de la muestra de suelo no se va a medir inmediatamente después de su extracción, el suelo debe almacenarse en un recipiente que pueda preservar su humedad y evitar su contaminación. La Figura 32 muestra dos tipos de cajas de suelo utilizadas para medir la resistividad. Los puntos importantes a considerar al usar una caja de suelo incluyen: a. Evitar la contaminación durante la extracción, manipulación y almacenamiento de muestras de suelo. b. Evitar añadir o restar agua. C. Tener que compactar la muestra de suelo a la misma densidad en la caja de suelo que tenía antes de retirarla del suelo. Para las pruebas de resistividad del suelo, se debe considerar la profundidad de la tubería al seleccionar el método a utilizar y la ubicación de las muestras. Las pruebas y la evaluación de los resultados deben ser realizadas por personal capacitado y con experiencia en pruebas de resistividad del suelo. 10.3.1.5 Monitoreo de protección catódica Las tuberías enterradas con protección catódica deben monitorearse periódicamente para asegurar niveles adecuados de protección. El monitoreo debe incluir mediciones y análisis periódicos de la tubería a 10.3.2.1 Limpieza inteligente Este método implica el movimiento de un dispositivo (pig) a través de la tubería, ya sea mientras está en servicio o después de haber sido retirado del servicio. Hay varios tipos de dispositivos disponibles que emplean diferentes métodos de inspección. La línea a evaluar debe estar libre de restricciones que podrían causar que el dispositivo se atasque dentro de la línea, es decir, generalmente se requieren curvas de cinco diámetros (los codos de tubería estándar de 90° no pueden pasar un raspador). La línea también deberá disponer de instalaciones para la botadura y recuperación de los cerdos. La mayoría de los sistemas de tuberías de las plantas no suelen ser adecuados para el pigging inteligente. 10.3.2.2 Cámaras de vídeo Hay cámaras de televisión disponibles que se pueden insertar en las tuberías. Estas cámaras pueden proporcionar información de inspección visual sobre el estado interno de la línea. 10.3.2.3 Excavación En muchos casos, el único método de inspección disponible que se puede realizar es desenterrar la tubería para inspeccionar visualmente el estado externo de la tubería y evaluar su espesor y condición interna. Se debe tener cuidado al eliminar la suciedad de arriba y alrededor de la tubería para evitar dañar la línea o su revestimiento, especialmente si la tubería está en servicio. Los últimos centímetros de tierra deben eliminarse manualmente para evitar esta posibilidad. Si la excavación es lo suficientemente profunda, los lados de la zanja deben apuntalarse adecuadamente para evitar su colapso, de acuerdo con las regulaciones de OSHA, cuando corresponda. Si el revestimiento o envoltura está deteriorado o dañado, se debe retirar en esa zona para inspeccionar el estado del metal subyacente. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 44 APIRRECOMENDADOPAGRACTICA574 Conexión al vástago de la barra Conexión a la punta de la barra aislada Terminales para medidor accesorio de plomo - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- agujero barrado mango de barra Punta de barra aislada Figura 31—Barra de suelo para medir la resistividad del suelo Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 45 INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Metal Plomo actual El plastico adjunto Metal pines potenciales El plastico Pista potencial archivos adjuntos CAJA DE 4 PINES Plomo actual plastico oscuro adjunto caja Plástico transparente caja - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Lados metálicos Terminal para medidor accesorio de plomo plastico oscuro termina CAJA DE 2 PINES CAJAS DE SUELO PARA MEDICIONES DE RESISTIVIDAD Figura 32—Dos tipos de cajas de suelo utilizadas para medir la resistividad del suelo Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 46 APIRRECOMENDADOPAGRACTICA574 10.3.3 Prueba de fugas Las líneas subterráneas que no pueden inspeccionarse visualmente deben someterse a pruebas periódicas para detectar fugas. Hay varios métodos disponibles para lograr este objetivo: 10.4 INSPECCIÓN DE NUEVA CONSTRUCCIÓN 10.4.1 General Todos los temas cubiertos en esta sección deben cumplir con los requisitos de ASME B31.3. a. Los métodos de caída de presión implican presurizar la línea hasta la cantidad deseada, bloquearla y luego eliminar la fuente de presión. Monitorear Los procedimientos utilizados para inspeccionar los sistemas de tuberías mientras el equipo está apagado se pueden adaptar a la inspección de nuevas la presión de la línea durante un período de tiempo proporcionará una construcciones. Estos procedimientos pueden incluir cualquier número de las indicación de la estanqueidad del sistema. Las pruebas se pueden realizar con siguientes actividades: obtener espesores iniciales de pared de tubería; una sola presión o con múltiples presiones. Las pruebas a múltiples presiones inspección de grietas; inspección de las caras de asiento, válvulas y juntas de proporcionan un medio para compensar las variaciones de temperatura y las juntas de brida; inspección de desalineación de tuberías; inspección de pueden permitir tiempos de prueba más cortos en comparación con una sola soldaduras; y pruebas de presión. La selección del material de las tuberías prueba de presión. Para los métodos de caída de presión, la variación de debe basarse en las condiciones de servicio y la experiencia con tuberías en el temperatura y el empaque de la línea (por ejemplo, bolsas de aire en una línea mismo servicio o en uno similar. Los sistemas de conexión existentes pueden llena de líquido) pueden afectar la interpretación de los resultados. Si se desea, requerir verificaciones para determinar si es necesario volver a calificar para el rendimiento de los métodos de caída de presión puede confirmarse cumplir con las condiciones especificadas. El alcance de la inspección durante mediante simulación de fugas. la fabricación y la instalación depende en gran medida de la severidad del b. Los métodos de entrada y salida de volumen utilizan medidores servicio y la calidad de la mano de obra, y debe ser parte del diseño. volumétricos en cada extremo de la línea. Normalmente, estos dispositivos se instalan permanentemente en situaciones que requieren transferencia de custodia y/o detección de fugas bajo demanda. Un sistema estándar no sería capaz de detectar una fuga en condiciones estáticas (sin flujo). Si se desea, el rendimiento de los métodos de entrada y salida de volumen se puede determinar mediante una simulación de fuga. 10.4.2 Inspección de Materiales Se debe verificar que tanto los materiales como la fabricación cumplan con los códigos y especificaciones apropiados para la planta. Algunas tuberías, como las utilizadas en la generación de vapor, pueden C. Los métodos volumétricos de punto único son similares a las mediciones de estar sujetas a requisitos reglamentarios adicionales. Aunque las caída de presión que requieren que la línea esté bloqueada para una prueba tuberías, válvulas y accesorios deben especificarse en detalle cuando se estática. Se adjunta un cilindro graduado a la línea para medir los cambios de realizan pedidos para una nueva construcción, debe haber una manera volumen a lo largo del tiempo. Las bolsas de aire en una línea llena de líquido y positiva de identificar los materiales instalados en los sistemas de la variación de temperatura pueden afectar los resultados. Nuevamente, el tuberías previstos. Las comprobaciones deberían realizarse utilizando desempeño de los métodos volumétricos de punto único puede determinarse kits de prueba de materiales u otros medios de identificación positiva, mediante una simulación de fuga. como analizadores portátiles de fluorescencia de rayos X o de d. Se puede agregar un químico marcador (trazador) a la línea como método espectrometría de emisión óptica portátiles. Además, se pueden obtener de detección de fugas. Se recolectan muestras de gas del suelo cerca de la datos de pruebas y materiales del fabricante para su revisión, línea y se analizan para detectar la presencia del químico marcador. La particularmente cuando se especifican requisitos de calidad especiales. ausencia de cualquier químico marcador en las muestras de gas del suelo El examen de las soldaduras mediante radiografía u otras técnicas indica que la línea no tiene fugas. Generalmente se requieren pruebas especiales es importante en las construcciones nuevas. Se puede comprobar la complementarias para determinar la velocidad de las sondas de muestra en el calidad o la dureza de la soldadura y la zona afectada por el calor en un suelo y la velocidad a la que el químico marcador viaja a través del suelo. Se pueden agregar trazadores químicos a una línea llena de líquido o gas. Esta tecnología tiene la capacidad de detectar y localizar fugas. Las pruebas complementarias equivalen a confirmar el rendimiento de la tecnología con simulaciones de fugas. mi. La tecnología de emisión acústica detecta y localiza fugas mediante el sonido creado por la fuga. Los sensores deben estar espaciados para permitir que el sonido generado por una fuga se detecte en las ubicaciones de los sensores. Los sensores están conectados directamente a la tubería, por lo que número representativo de soldaduras. La inspección con líquidos penetrantes o partículas magnéticas puede revelar grietas y defectos superficiales. Se pueden utilizar técnicas similares para comprobar si hay defectos en piezas fundidas y en superficies mecanizadas, como revestimientos de juntas. Las inspecciones de superficies a menudo proporcionan pistas sobre si se deben utilizar métodos de prueba destructivos. 10.4.3 Desviaciones Las excepciones a las especificaciones o estándares para materiales, las pruebas pueden requerir la eliminación de cualquier capa protectora. Se tolerancias o mano de obra generalmente se evalúan en función de sus efectos debe conÞrmar que las probables condiciones de fuga generarán suficiente sobre factores tales como seguridad, solidez, resistencia a la corrosión y sonido para ser detectado por los sensores. Dado que la geometría y el capacidad de servicio. Es posible que se requieran revisiones especiales para respaldo afectarán la generación de ruido, es posible que las simulaciones de determinar si los elementos de la tubería se desvían hasta el punto de requerir fugas generalizadas no confirmen el rendimiento de la tecnología. rechazo. Cualquier excepción que haya sido aceptada debe registrarse e identificarse adecuadamente para referencia futura. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES 11 PAG=presión manométrica de diseño interno de la tubería, en Determinación del espesor de la jubilación libras por pulgada cuadrada (kilopascales), D= 11.1 TUBERÍAS S= espesor de pared mínimo requerido para tuberías nuevas sin mi= factor de calidad longitudinal. tensión permitida con la presión de trabajo máxima segura. Al tubería: a. Tolerancia de corrosión. b. Hilos y otras prestaciones mecánicas. (Se debe tener en cuenta la corrosión de las grietas y la pérdida de espesor debido al corte de las roscas). tensión unitaria permitida a la temperatura de diseño, en libras por pulgada cuadrada (kilopascales), corrosión. La especificación relaciona el espesor, el diámetro y la que se tenga en cuenta lo siguiente al determinar el espesor de la diámetro exterior de la tubería, en pulgadas (milímetros), ASME B31.3 contiene fórmulas y datos para determinar el especificar tuberías para instalación original, ASME B31.3 requiere La fórmula de Barlow da resultados que son prácticamente equivalentes a los obtenidos por la fórmula más elaborada ASME B31.3, excepto en casos que involucran altas presiones donde se requiere tubería de paredes gruesas. Tubería metálica para la cualt>D/6 oPAG/SE>0,385 requiere una consideración especial. ASME B31.3 también contiene las tensiones unitarias permitidas que C. Esfuerzos causados por cargas mecánicas, sobrepresión hidráulica, expansión térmica y otras condiciones. se utilizarán en las fórmulas contenidas en esa publicación. Estas d. Refuerzo de aberturas material de la tubería y la temperatura. mi. Otras asignaciones. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Casi siempre se requiere espesor adicional cuando se consideran los elementos del a al e. Normalmente, el ingeniero seleccionará la tabla de tuberías que se ajuste al espesor requerido más la tolerancia de fabricación permitida por la especificación del material de la tubería. A menudo se necesita espesor adicional cerca de las conexiones derivadas. Este espesor adicional generalmente lo proporciona uno de los siguientes: a. Una T de soldadura. 47 tensiones permitidas incluyen un factor de seguridad y son funciones del En aplicaciones de baja presión y temperatura, los espesores de tubería requeridos determinados por la fórmula de Barlow pueden ser tan pequeños que la tubería tendría una resistencia estructural insuficiente. Por esta razón, el usuario debe determinar para cada tamaño de tubería un espesor mínimo absoluto para evitar pandeo, pandeo y colapso en los soportes. No se debe permitir que la pared de la tubería se deteriore por debajo de este espesor mínimo, independientemente de los resultados obtenidos por la fórmula de Barlow. Para tuberías en servicio sujetas a corrosión localizada, el inspector puede optar por evaluar la resistencia de la tubería y su idoneidad para un servicio continuo utilizando el enfoque discutido en ASME B31G. Dicho análisis debe ser realizado por un ingeniero de tuberías o bajo su dirección. b. Una silla de montar. C. Una salida de rama integralmente reforzada (p. ej., un Weldolet), o d. El espesor del colector y/o del tubo de tendido es mayor que el requerido por las condiciones de diseño. 11.2 VÁLVULAS Y ACCESORIOS BRIDADOS Las válvulas y los accesorios con bridas están sujetos a tensiones tanto por la presión interna como por cargas mecánicas y cambios de temperatura. Las válvulas también están sujetas a tensiones de Se debe tener precaución al calcular el espesor de retiro para tuberías con conexiones derivadas reforzadas según (d) anterior. Estos cálculos deben ser realizados por un ingeniero de tuberías. cierre y concentraciones de tensiones debido a su forma. Estas ASME B31.3 contiene una fórmula para determinar el espesor requerido de una tubería recta sujeta a presión interna. También permite el uso de la fórmula simple de Barlow para determinar el espesor de pared requerido en ciertos casos. ASME B31.3 proporciona orientación sobre cuándo son aplicables esta fórmula u otras ecuaciones. La fórmula de Barlow es la siguiente: espesor mínimo de pared de la válvula en 1,5 veces (1,35 veces para t= PD/2SE tensiones son difíciles de calcular con certeza. Por este motivo, el espesor de las válvulas y los racores bridados es sustancialmente mayor que el de un simple cilindro. ASME B16.34 establece el la Clase 4500) el espesor de un cilindro simple diseñado para una tensión de 7000 psi (48,26 MPa) y sometido a una presión interna igual a la clase de presión nominal para Clases de válvulas 150-2500. Los requisitos reales de espesor de pared de la válvula indicados en la Tabla 3 de ASME B16.34 son aproximadamente 0,1 pulgadas (2,54 mm) más gruesos que los valores calculados. Las válvulas suministradas de acuerdo con la norma API 600 tienen requisitos de espesor para corrosión y erosión además de los indicados en ASME B16.34. dónde t= Si se anticipa corrosión o erosión, se deben realizar mediciones Espesor de diseño de presión para presión interna, en de espesor de referencia cuando se instalan las válvulas para poder pulgadas (milímetros), determinar la velocidad de corrosión y la pérdida de metal. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 48 APIRRECOMENDADOPAGRACTICA574 La fórmula para calcular el espesor de retirada de la tubería se puede adaptar para válvulas y accesorios bridados utilizando el factor de 1,5 y la tensión permitida para el material especificado en ASME B31.3. En algunos casos, el espesor calculado no será práctico desde el punto de vista estructural; por lo que se deberán establecer espesores mínimos. La necesidad de mantener registros completos de manera detallada y ordenada es una responsabilidad importante del inspector, así como un requisito de OSHA 29 CFR 1910.119. Los registros precisos permiten una evaluación de la vida útil de cualquier tubería, válvula o conector. A partir de dichos registros, se puede determinar una imagen completa del estado general de cualquier sistema de tuberías. Cuando se organizan adecuadamente, dichos registros forman un registro permanente a Los cálculos descritos anteriormente no se aplican a accesorios soldados. Los cálculos para tuberías se pueden aplicar a accesorios soldados utilizando partir del cual se pueden determinar las tasas de corrosión y los las correcciones apropiadas de forma, si es necesario. probables intervalos de reemplazo o reparación. Se puede utilizar un programa de computadora para ayudar en una evaluación más completa 12 registros de la información registrada y para determinar la próxima fecha de inspección. 12.1 GENERALIDADES Tabla 3—Tolerancias permitidas en diámetro y espesor para tuberías ferríticas ASTM Material Estándar Tolerancias de diámetro aceptables (1) A53 < O = A NPS 11/2 1/64en más de1/32Debajo >NPS 11/2±1% A106 A312 A530 A731 A790 más de NPS 11/2a 4 incl.1/32en más de1/32Debajo A134 A135 A358 A409 Tolerancias de espesor aceptables (2) NPS1/8-11/2incluido1/64en más de1/32Debajo más de NPS 4 a 8 incl.1/dieciséisen más de1/32Debajo más de NPS 8 a 18 incl.3/32en más de1/32Debajo 12,5% por debajo más de NPS 18 a 26 incl.1/8en más de1/32Debajo más de NPS 26 a 34 incl.5/32en más de1/32Debajo más de NPS 34 a 48 incl.3/dieciséisen más de1/32Debajo circunferencia ±0,5% del diámetro. especificado tolerancia aceptable del estándar de placa + 1% del nominal 12,5% por debajo ±0,5% 0,01 pulgadas menos pared de menos de 0,188 pulg. de espesor. 0,20% de 0,018 pulgadas menos pared igual o superior a 0,188 pulg. de espesor. ±0,40% A451 A452 1/8pulg. encima, 0 debajo 22% más con1/8pulg. máx., 0 menos < 4 pulgadas de diámetro interior1/32en. 4 pulgadas incl. y sobre identificación1/dieciséisen. NPS1/8-11/2incluido1/64en más de1/32Debajo - - `,,,,`,`,,,``,, A524 más de NPS 11/2a 4 incl.1/32en más de1/32Debajo más de NPS 4 a 8 incl.1/dieciséisen más de1/32Debajo 12,5% por debajo más de NPS 8 a 18 incl.3/32en más de1/32Debajo ````,` ``,-`-`,,`,,` A587 A660 más de NPS 181/8en más de1/32Debajo Consulte la Tabla 4 en la norma ASTM. 10% sobre el mínimo especificado. pared gracias. 0 por debajo del espesor mínimo de pared especificado. ,`,,`-- A671 + 0,5% del diámetro especiÞcado. A672, A691 ±0,5% del diámetro especiÞcado. 0,01 pulg. por debajo del espesor especiÞcado. a NPS 11/4incluido ±0,010 pulg. A813 NPS 11/2a 6 pulg. incl. ±0,020 pulg. NPS 8 a 18 incl. ±0,030 pulg. =/-0,12% para paredes < 0,188 pulgadas ±0,030 pulgadas para paredes de 0,0188 pulgadas y más NPS 20 a 24 incl. ±0,040 pulg. A814 NPS 30 ±0,050 pulg. Consulte la Tabla 1 en la norma ASTM. Nota: 1. Tolerancia del diámetro nominal a menos que se especifique lo contrario. 2. Tolerancia en el espesor nominal de la pared a menos que se especifique lo contrario. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Todos los registros de inspección deben contener como mínimo: a. La fecha original de instalación. 49 12.3 SISTEMAS DE NUMERACIÓN Es aconsejable el uso de un sistema de codificación que identifique de b. Las especificaciones y niveles de resistencia de los materiales forma única la unidad de proceso, el sistema de tuberías, el circuito y los utilizados. TML. C. Las medidas de espesor originales. d. Las ubicaciones y fechas de todas las mediciones de espesor posteriores. mi. El espesor de retiro calculado. 12.4 DATOS DE ESPESOR Un registro de los datos de espesor obtenidos durante F. Reparaciones/reemplazos anteriores. inspecciones periódicas o programadas proporciona un medio para gramo. Cambios operativos pertinentes, es decir, cambio de servicio. calcular las tasas de corrosión o erosión y la vida útil esperada del material. Algunas empresas utilizan sistemas de registro Estos y otros datos pertinentes deben ordenarse en formularios computarizados para este fin. Los datos pueden mostrarse en croquis o presentarse como información tabulada adjunta a los proporcionen un cuadro cronológico. Cada grupo de inspección debe croquis. La Figura 34 muestra un método para tabular lecturas de desarrollar formularios de inspección apropiados. espesor y otra información. 12.2 BOCETOS 12.5 REVISIÓN DE EXPEDIENTES - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- adecuados de modo que los sucesivos registros de inspección Los dibujos isométricos u oblicuos proporcionan un medio para documentar el tamaño y la orientación de las tuberías, la ubicación y los tipos de accesorios, válvulas, orificios, etc. y las ubicaciones en las que se deben tomar mediciones de espesor. Aunque se pueden utilizar planos de construcción originales, normalmente el departamento de inspección elabora bocetos separados o para él. La Figura 33 es un boceto isométrico típico para registrar datos de campo. Los bocetos tienen las siguientes funciones importantes: Los registros de inspecciones anteriores y de las inspecciones realizadas durante el período operativo actual deben revisarse poco después de realizarse las inspecciones para programar la próxima fecha de inspección. Esta revisión debería proporcionar listas de áreas que se están acercando al espesor de retirada, que anteriormente han mostrado altas tasas de corrosión y la inspección actual ha indicado la necesidad de realizar más investigaciones. A partir de estas listas, se debe preparar un cronograma de trabajo para inspecciones adicionales en funcionamiento, a. Identificar sistemas de tuberías y circuitos particulares en términos de si es posible, y para las inspecciones que se realizarán durante el ubicación, tamaño, especificación de materiales, flujo general del proceso y próximo período de parada. Dicho cronograma ayudará a determinar el condiciones de servicio. número de inspectores que se asignarán al trabajo. b. Informar al departamento de mecánica de los puntos a abrir para inspección visual y piezas que requieran reemplazo o reparación. Además, a partir de la revisión de los registros de inspecciones anteriores, se debe elaborar una lista de todas las reparaciones y C. Sirven como hojas de datos de campo en las que se pueden registrar reemplazos predecibles. Esta lista debe enviarse al departamento de las ubicaciones de las mediciones de espesor, corrosión grave y mantenimiento con suficiente antelación a la parada para permitir secciones que requieren reemplazo inmediato. Estos datos pueden que se obtenga o, si es necesario, se fabrique cualquier material transferirse a registros continuos en una fecha posterior. necesario. Esta lista también ayudará al personal de mantenimiento d. Ayudar en futuras inspecciones a determinar los lugares que a determinar la cantidad de personal requerido durante el período requieren un examen urgente. de parada. Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT 50 APIRRECOMENDADOPAGRACTICA574 6" Alimentar al F-101 7 - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- descoquización tambor descoquización F-101 Horno línea 4" Vapor 6" Entrada de bobina 14 6 5 6" Salida de bobina 4" 15 4 13 3 1 8 4" (Unidad) 6" Reactor 2 12 15 11 (Boceto nº.) 9 10 Nota: Los números encerrados en un círculo indican puntos en los que el inspector debe monitorear el espesor cuando se completa la hoja de datos de espesor. Figura 33—Boceto isométrico típico Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Identificación Buque Tubería Número Descripción - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Interno Condiciones de diseño Externo Temperatura Presión Condiciones de operación Temperatura Presión Vida restante (años/meses) Material Establecido por última lectura en el Punto no. Próxima fecha de inspección recomendada Lectura inicial Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT Punto Ubicación de lectura Tamaño Límite Espesor Método Mes Inspector Lectura posterior Inspección Año Temperatura Espesor Método Mes Lectura posterior Inspección Año Temperatura Espesor Inspector Método Mes Inspección Año Temperatura INSPECCIONPAGRACTICAS PARAPAGIPINGSSISTEMACOPONENTES Intervalo de inspección Inspector Nota: La columna "Método" debe usarse para indicar el método utilizado para medir el espesor (por ejemplo, N = nominal; U = ultrasónico; X = radiografía; y C = calibradores). Figura 34—Tabulación típica de datos de espesor 51 APÉNDICE A—LISTA DE VERIFICACIÓN DE INSPECCIÓN EXTERNA PARA TUBERÍAS DE PROCESO A.1 Fugas d. Distorsión/rotura de la riostra. mi. Soportes sueltos. a. Proceso. F. Placas/rodillos deslizantes. b. Rastreo de vapor. gramo. Condición de contrapeso. C. Abrazaderas existentes. h. Corrosión de soporte. A.2 Desalineación A.5 Corrosión a. Desalineación de tuberías/movimiento restringido. a. Puntos de apoyo de atornillado bajo abrazaderas. b. Desalineación de la junta de expansión. b. Deterioro del revestimiento/pintura. A.3 Vibración C. Interfaz suelo-aire. d. Interfaces de aislamiento. a. Peso excesivo en voladizo. b. Apoyo inadecuado. mi. Crecimiento biológico. C. Tuberías delgadas, de pequeño diámetro o de aleación. A.6 Aislamiento d. Conexiones roscadas. mi. Soportes flojos provocando desgaste del metal. a. Daños/penetraciones. b. Falta revestimiento/aislamiento. A.4 Soportes C. Deterioro del sellado. a. Soporte para quitarse los zapatos. d. Abultado. b. Distorsión o rotura de la percha. mi. Bandas (rotas/faltantes). C. Muelles tocados. - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 53 Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- 5/98—8C Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT - - `,,,,`,`,,,``,,````,```,-`-`,,`,,`,`,,`--- Copias adicionales disponibles en Publicaciones y distribución de API: (202) 682-8375 La información sobre publicaciones, programas y servicios de API está disponible en la World Wide Web en: http://www.api.org N.º de pedido C57402 Copyright American Petroleum Institute Reproducido por IHS bajo licencia con API No se permite la reproducción ni la conexión en red sin licencia de IHS. Licenciatario=Yara AS/5961058001 No apto para reventa, 23/10/2005 22:49:54 MDT