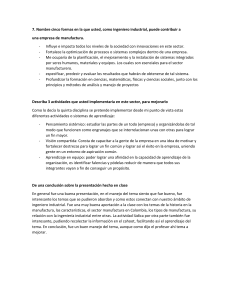
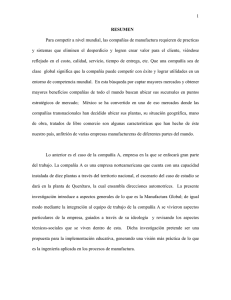
TECNOLÓGICO NACIONAL DE MÉXICO CAMPUS TAPACHULA INGENIERIA ELECTROMECANICA ACTIVIDAD Investigación DOCENTE Argenis Agustín Cortés Galván ASIGNATURA Procesos de Manufactura ALUMNO ANA VALERIA DE LA CRUZ RUBIO Semestre: 3° Grupo: “B” INDICE INTRODUCCION .................................................................................................................. 3 Concepto de procesos de fabricación ..................................................................................... 4 ¿Qué son los Procesos de Manufactura? ............................................................................ 4 Concepto de Procesos de Fabricación ................................................................................ 5 Elementos de un proceso de fabricación ................................................................................ 6 Materiales, fabricación y nivel de vida. .............................................................................. 6 Ingeniería y métodos de fabricación. .................................................................................. 9 Ingeniería y diseño de productos ...................................................................................... 10 Manufactura y ensamble ................................................................................................... 11 Ingeniería de herramientas................................................................................................ 11 Sistemas de fabricación y producción. ............................................................................. 12 Estudio de formas. ............................................................................................................ 14 Clasificacion de los procesos ................................................................................................ 15 Procesos de fabricación básicos. ...................................................................................... 15 Fundición y moldeo ...................................................................................................... 15 Terminología. ................................................................................................................... 16 Conformación y corte ................................................................................................... 19 Mecanizados ................................................................................................................. 20 Montaje o ensamblado .................................................................................................. 23 Acabado ........................................................................................................................ 24 Otros ............................................................................................................................. 25 Diagramas de flujos de los procesos .................................................................................... 35 ¿Cuáles son los símbolos que se utilizan en diagrama de flujo de proceso? .................... 35 ¿Cuál es la diferencia de un diagrama de flujo y un diagrama flujo de procesos? ........... 36 Ejemplo de diagrama de flujo....................................................................................... 37 Ejemplo de diagrama de flujo de procesos ................................................................... 38 Conclusión ............................................................................................................................ 43 Referencias Bibliograficas .................................................................................................... 44 INTRODUCCION La manufactura es la ciencia de transformar materias primas en productos acabados. Es un conjunto de operaciones que, mediante la aplicación de energía y conocimientos técnicos, modifica la forma, las propiedades o la composición de un material para darle una utilidad específica. Desde la fundición de metales hasta la impresión 3D, la manufactura abarca una amplia gama de técnicas y tecnologías. Imagina un mundo sin objetos. Desde el simple lápiz hasta los sofisticados dispositivos electrónicos, cada cosa que nos rodea es el resultado de un intrincado proceso de transformación. Este proceso, conocido como manufactura, es el puente que conecta la idea inicial con el producto final, tangible y útil. La manufactura es un campo vasto y en constante evolución en donde es un sistema dinámico donde cada elemento interactúa con los demás para lograr un objetivo común el cual es la creación de un producto, los procesos se pueden clasificar de diversas maneras. Para comprender mejor un proceso de manufactura, nada mejor que visualizarlo. Los diagramas de flujo son herramientas gráficas que representan de manera secuencial las diferentes etapas de un proceso. Cada etapa se representa con un símbolo y se conecta con flechas que indican el flujo de material o información. Los diagramas de flujo son esenciales para analizar, mejorar y documentar los procesos de manufactura. Concepto de procesos de fabricación ¿Qué son los Procesos de Manufactura? Empecemos definiendo los dos principales términos, para luego ver como se relacionan entre sí para formar un nuevo concepto: PROCESO: "Proceso es el conjunto de actividades relacionadas y ordenadas con las que se consigue un objetivo determinado". Existen un sin número de definiciones y conceptos del término proceso, de acuerdo con la disciplina que se esté estudiando. Algunas de estas definiciones son: • Conjunto de fases sucesivas de un fenómeno de una serie de fenómenos. • Cualquier operación o serie de operaciones que provoca un cambio físico o químico en un material o mezcla de materiales. • Conjunto de actividades relacionadas y ordenadas con las que se consigue un objetivo determinado. Estas son algunas palabras o conceptos asociados a la palabra proceso en forma general: cambio, innovación, transformación, conversión, transición, metamorfosis, alteración, variación, modificación, evolución. MANUFACTURA: "Obra hecha a mano o con el auxilio de máquina.// 2. Lugar donde se fabrica" (diccionario de la lengua española de la real academia de la lengua). Se observa a la manufactura como un mecanismo para la transformación de materiales en artículos útiles para la sociedad. También es considerada como la estructuración y organización de acciones que permiten a un sistema lograr una tarea determinada. Conjugando, definimos como: Conjunto de actividades organizadas y programadas para la transformación de materiales, objetos o servicios en artículos o servicios útiles para la sociedad. Los procesos de manufactura, o fabricación, son el conjunto de actividades y operaciones mediante las cuales se transforman materias primas en productos terminados, ya sean bienes de consumo o bienes de capital. Estos procesos involucran una serie de etapas, desde la concepción del producto hasta su entrega al cliente final. Desde épocas muy remotas, el hombre ha modificado el aspecto y características de diversos materiales que se encuentran en su hábitat. A través del tiempo aprendió a dominar las técnicas o métodos mediante los que ha podido transformar esos materiales en elementos útiles para su subsistencia. Este fenómeno ha dado origen a los procesos de fabricación. En realidad, este concepto es muy amplio ya que incluye, por ejemplo, la producción de textiles, fármacos, metalmecánica, etc. De este modo, como proceso de manufactura se denomina a todo método de transformación y acabado que se emplea para los materiales metálicos, cerámicos y polímeros. Lo anterior incluye cambios en la geometría del material, alteración de sus propiedades, operaciones de ensamble y también de acabado superficial. Concepto de Procesos de Fabricación En esencia, los procesos de fabricación buscan agregar valor a las materias primas a través de la modificación de sus propiedades físicas, químicas o geométricas. Esto se logra mediante la aplicación de diferentes técnicas y tecnologías, que pueden ser manuales, mecánicas, térmicas, químicas o una combinación de ellas. Para el proceso se hace referencia al evento que sucede siempre que existan y se transformen los elementos fundamentales materia, energía e información y que a partir de la relación de estos, en mayor proporción de materia y energía, se origine un producto tangible y no un servicio; esto implica que los procesos se dan en las empresas de manufactura y no en las de servicio. Elementos de un proceso de fabricación Como se dijo anteriormente, los elementos fundamentales de un proceso son la materia, la energía y la información. El elemento materia, que en ingeniería industrial es el material, o materia prima o insumo conforma el producto. Los productos se constituyen de materiales con dimensión, peso, geometría y acabado. Cada material posee propiedades que ayudan a que sea transformado de acuerdo con los requerimientos y especificaciones del cliente y por lo tanto con la funcionalidad que prestará durante su uso o servicio. La energía, sea eléctrica, mecánica, hidráulica, química, térmica, entre otras, considerada como el factor industrial utilizado en el funcionamiento de herramientas, máquinas o equipos, ayuda a que el proceso se ejecute, a través de su generación, transformación y movimiento de elementos. La energía total gastada en un proceso se distribuye entre la invertida en la modificación física del material y los gastos y pérdidas al interior de los equipos (eficiencia). La información como último elemento fundamental, define los parámetros o rangos en que las variables de proceso se deben comportar; aparecen en los registros o formatos de su comportamiento; variables de proceso como presión, temperatura, posiciones espaciales, niveles y velocidades y también las condiciones o atributos del producto terminado. Como hemos visto cómo los materiales, la energía y la información son elementos fundamentales en los procesos de fabricación, es esencial comprender cómo estos procesos impactan directamente pero también se cuentan con otros elementos esenciales para dicho proceso. Materiales, fabricación y nivel de vida. El nivel de vida de toda civilización lo definen, esencialmente, los bienes y servicios al alcance de sus gentes. En la mayoría de los casos, los materiales se utilizan en forma de productos manufacturados. Es tradicional dividir estos productos en dos clases: bienes de consumo y bienes de producción. Los bienes de producción son aquellos que fabrican otras compañías para ser utilizados en la manufactura. Los bienes de consumo son los que adquiere directamente el consumidor, o bien el público en general. Por ejemplo, alguien ha de construir el tren de laminación donde obtener las planchas de acero que, luego, se conforman para convertirlos en los guardabarros de nuestros automóviles. Análogamente, son numerosas las industrias de servicios que dependen extensamente del uso de productos manufacturados, exactamente del modo en que la industria agrícola depende extensamente del uso de maquinaria agrícola pesada para su buen rendimiento. Cuanto más eficazmente puedan producirse y transformarse las materias primas en productos manufacturados utilizables, evitando la vez el despilfarro y alcanzando el fin deseado con la calidad prefigurada, tanto mayor será nuestra productividad y mejor nuestro nivel de vida. Se ha vinculado la historia del hombre con la capacidad de éste para trabajar las materias primas, a partir de la edad de piedra y a través de las edades del cobre y bronce, la del hierro, y hasta hace poco, la del acero, con sus refinados materiales ferrosos y no ferrosos. Ahora estamos en la puerta de la edad de los materiales hechos a medida, tales como los compuestos y como se indica en la figura 1-1, donde se detallan las aleaciones que, desde 1945, se han utilizado en la fabricación de las partes de los compresores de los reactores de aviación. Conforme el material se sofistica más, con mayores resistencias y menores pesos, se hace asimismo de manufactura más difícil con los procedimientos de producción existentes. Las herramientas se desgastan con tal rapidez, o son tan excesivamente caras, que deja de ser económica la combinación del material con su proceso de elaboración. Con mucha frecuencia la circunstancia más adversa a la que debe enfrentarse un material durante su vida es a la de su propia transformación. Aunque ya no dependemos del uso de materias primas sólo en su estado natural, o en formas modificadas, es obvio que existe un límite absoluto a las cantidades que, de numerosos materiales, hay disponibles en la Tierra. Así, mientras prosigue creciendo la variedad de materiales, aquellos recursos debemos emplearlos eficientemente y reciclar al máximo los materiales que se están agotando rápidamente. En la figura 1-2 se muestra la efectividad del reciclado. Por supuesto, éste lo único que hace es retrasar la fecha del agotamiento. Por eso es más importante una tasa de utilización anual de bajo crecimiento. El estaño (Sn), por ejemplo, crece anualmente el 2% y, actualmente, su tasa de reciclado es del 20%." Al igual que los materiales, los procesos han proliferado extraordinariamente en los últimos 30 años, con la aparición de nuevos procedimientos para elaborar los nuevos materiales con más eficacia y menos desperdicio. Es probable que nuestras mejoras de productividad haya que achacarlas en un 40% a los adelantos en tecnología de fabricación. Las materias primas y los medios humanos y materiales son factores correlacionados en todo proceso de fabricación, los cuales deben combinarse correctamente si se desea producir económicamente. Esta importantísima idea se ilustra en la figura 1-3. Lo que pueda ser la combinación óptima para un determinado producto, puede no serlo para otro. Puede ocurrir, asimismo, que la combinación óptima para producir cantidades reducidas de un cierto producto rinda escasamente a la hora de producir cantidades mayores del mismo producto. La combinación correcta para un producto puede resultar totalmente incorrecta para otro diferente. En consecuencia, el problema debe enfocarse metodológicamente teniendo en cuenta todos los factores; para lo cual se requiere un conocimiento profundo y amplio de las materias primas y de los procedimientos y medios de fabricación por parte de quienes hayan de tomar las decisiones pertinentes. Ingeniería y métodos de fabricación. La misión de la mayoría de los ingenieros consiste en proyectar artículos que han de convertirse en realidades a través del tratamiento y manufactura de materias primas. Por este aspecto de su profesión, los ingenieros constituyen un factor vital en el proceso de elección de materias primas y su manufactura. Los ingenieros proyectistas, mejor que cualesquiera otras personas, deben conocer qué condiciones han de cumplir los nuevos diseños, qué hipótesis pueden hacerse en torno a cargas y condiciones de utilización, qué medio ambiental deben soportar y qué aspecto debe presentar el producto final. Al objeto de cumplir tales exigencias, deben elegir y concretar los materiales a utilizar. En la mayoría de los casos, con vistas a aprovechar los materiales y conseguir que el producto tenga la forma deseada, sabrán bien qué proceso(s) de fabricación seguir. Y, en ciertos casos, la elección de un material determinado puede imponer cuál es el proceso a seguir. A la vez, cuando se sigue un proceso determinado, puede que haya de modificarse el diseño, al objeto de que un proceso determinado y económico. Ciertas tolerancias dimensionales pueden imponer un proceso determinado y hay procesos que requieren determinadas tolerancias. Cualquiera que sea el caso, en la sucesión de hechos que han de transformar en realidad todo proyecto, alguien debe tomar aquellas decisiones. Estas, casi siempre, podrán tomarlas con mucha más utilidad los propios proyectistas durante la fase de proyecto, con tal que posean los conocimientos suficientes y adecuados respecto a materias primas y procesos de fabricación. De no ser así, podrían tomarse decisiones en perjuicio de la calidad del producto, o resultar éste innecesariamente costoso. Es, pues, manifiesto que todo ingeniero proyectista es un elemento trascendental en cualquier proceso de fabricación, y desde luego un gran beneficio para su empresa si puede proyectar con vistas a la productividad, es decir, a una producción económica. Los ingenieros de fabricación seleccionan y coordinan los procesos y maquinaria específicos a utilizar, o bien supervisan y coordinan su empleo. Otros diseñan útiles especiales que posibilitan el empleo de máquinas normales en la fabricación de productos determinados. Tales ingenieros deben conocer extensamente las posibilidades de máquinas, procesos y operaciones propuestas sin que puedan efectuarse con eficacia y rendimiento, las operaciones propuestas sin recargar ni perjudicar las máquinas y sin afectar negativamente a los materiales objeto del proceso. Estos ingenieros, llamados de fabricación, juegan, asimismo, un papel muy importante en las actividades de fabricación. Un grupo de ingenieros relativamente reducido proyecta las máquinas y demás elementos que se emplean en el proceso. Se trata, evidentemente, de ingenieros proyectistas, los cuales, en lo que a sus productos concierne, tienen las mismas responsabilidades a la hora de correlacionar el proyecto con las materias primas y los procesos de fabricación. No obstante, su responsabilidad es aún mayor respecto a las propiedades de los materiales que van a elaborar sus máquinas y a las interacciones entre aquéllos y éstas. Queda otro grupo de ingenieros, los ingenieros de materiales, que dedican lo principal de sus esfuerzos a descubrir materiales nuevos y mejores, y cuya responsabilidad es también el modo en que tales materiales pueden aprovecharse industrialmente y los efectos del tratamiento industrial sobre sus propiedades. Aunque sus misiones pueden ser muy distintas, es evidente que el número de ingenieros que deben preocuparse de las relaciones mutuas entre materiales y procesos de fabricación es elevado. Ingeniería y diseño de productos Las funciones de diseño e ingeniería de producto desarrollan especificaciones técnicas para los productos y procesos de producción. Generalmente, la ingeniería de producto se desenvuelve en un conjunto de actividades relacionadas como el mantenimiento del costo, su confiabilidad, finalidad, calidad y fácil creación las cuales serían algunas de sus características que representan interés para el usuario. La persona que emplea la ingeniería de producto en su trabajo le sirve como herramienta de diseño y desarrollo de cualquier producto que este se disponga a crear, además del ensamblaje de sus elementos clave que definen la calidad que se llevan a cabo antes de producirlo, en donde se determinan sus atributos, especificaciones y condiciones. Este proceso inicia cuando se han logrado interpretar las necesidades de un consumidor a partir de una investigación de mercados y termina cuando se han definido las especificaciones del producto y se logran transformar en procesos de manufactura. En un proceso de diseño de producto pueden participar diversas profesiones y áreas de una organización, sin embargo la responsabilidad de la función de diseño se ha situado entre las áreas de mercados y producción. Las etapas del diseño de producto pueden ser en resumen: • Concepción de producto: cuando se prepara el proyecto de especificaciones. • • • Aceptación: cuando se demuestra que las especificaciones son alcanzadas por medio de cálculos matemáticos, bocetos, modelos experimentales, maquetas o pruebas de laboratorio. Ejecución: cuando se preparan varios modelos a partir del trabajo de la etapa anterior o se construyen plantas piloto como continuación de los experimentos de laboratorio. Adecuación: etapa en la cual el proyecto adquiere una forma que permite integrarlo a la organización y ajustarlo a las especificaciones definitivas. Manufactura y ensamble El papel de la manufactura y el ensamble para producir calidad es asegurar que el producto esté hecho de manera correcta. Como se dijo antes, es obvio el vínculo con el diseño y la ingeniería de procesos; la manufactura no se puede llevar a cabo sin un buen diseño de producto y una tecnología de procesos adecuada. Sin embargo, una vez en producción, no se debe aceptar ningún defecto. Si ocurren es preciso hacer todos los esfuerzos necesarios para identificar sus causas y eliminarlos. La inspección de artículos defectuosos es costosa y representa una pérdida de tiempo. Tanto la tecnología como las personas son esenciales para una manufactura de alta calidad. Por ejemplo, Ames Rubber Corporation produce más de 17 000 partes hechas a la medida por medio de una gran variedad de operaciones de manufactura, como fundición, extrusión, rocío y moldeo. Cada operación requiere de métodos y dispositivos de medición apropiados que permitan supervisar con detenimiento el proceso de manufactura. El equipo de medición y pruebas avanzado, como los dispositivos de medición láser, garantiza el control de procesos en línea. Todo el personal de manufactura de Ames debe entender la importancia y el uso de estadísticas para controlar los procesos. En cada paso de producción, operadores, inspectores y supervisores recopilan y evalúan datos sobre el desempeño. Esta práctica permite a Ames detectar de inmediato desviaciones de los procesos y realizar los ajustes necesarios. Ingeniería de herramientas La función de esta ingeniería es garantizar el diseño y mantenimiento de herramientas que se utilizan en la manufactura y la inspección. El diseño de herramientas es vital para mejorar la productividad y reducir los riesgos laborales. Al crear herramientas bien diseñadas, se pueden lograr mejoras significativas en la rapidez y precisión de los procesos industriales y manuales. Las herramientas de manufactura desgastadas originan partes defectuosas y los dispositivos de medición mal calibrados proporcionan información errónea. Éstos y otros problemas con las herramientas dan lugar a una mala calidad e ineficiencia. Un ingeniero en herramientas desempeña un papel crucial en la cadena de valor de la producción industrial. Sus responsabilidades abarcan desde la conceptualización y diseño de herramientas hasta su implementación y mantenimiento. Por ejemplo, en la industria automotriz, el diseño de herramientas para el ensamblaje de piezas puede incluir dispositivos de sujeción ajustables que permiten a los trabajadores montar componentes con rapidez y precisión. Esto no solo acelera la producción, sino que también garantiza que cada vehículo sea ensamblado con un estándar uniforme de calidad. Sistemas de fabricación y producción. En la manufactura de productos industriales acostumbra a seguirse uno de los tres esquemas siguientes: de taller general, de taller de proceso en serie y de taller de proyectos. Un cuarto tipo, el de proceso continuo, es corriente en la industria química y aquí no vamos a entrar en detalles sobre el mismo ya que trata fundamentalmente con líquidos (como las refinerías de petróleo) y no con sólidos. El más común de estos esquemas es el de taller general, que se caracteriza por una gran variedad de elementos, máquinas universales y una disposición funcional. Esto significa que las máquinas se reúnen por su función (todos los tornos juntos, todas las fresadoras juntas, etc.) y las piezas se hacen circular en pequeños lotes entre las distintas máquinas del taller. Los talleres de proceso en serie se caracterizan porque los lotes de piezas son mayores, y las máquinas son específicas, menos variadas y más mecanizadas. La producción puede obedecer a planes continuos o discontinuos. Si el taller es continuo, se destina esencialmente a trabajar grandes volúmenes de un único artículo y ninguno más. Tal es el caso del enchufe de electrodomésticos. Otro ejemplo característico sería una línea transfer que produzca un bloque de motor. Si el taller es discontinuo, la línea trabaja lotes grandes, pero periódicamente se cambia para que trabaje una pieza similar pero diferente. Un taller de proyecto se caracteriza por la inmovilidad del artículo a manufacturar. En la construcción son buenos ejemplos los puentes y carreteras; en el terreno de la fabricación de productos, es así como se hacen los grandes aviones y las locomotoras. Es necesario que el personal, las máquinas y los materiales acudan a pie de obra. El número de productos finales no es elevado, por lo que los lotes de componentes que van a parar al producto final no son elevados. Es así que, muchas veces, el taller general y el de proyectos están relacionados, elaborando el primero pequeños lotes de piezas destinadas al segundo. Hay, naturalmente, formas híbridas de estos sistemas de fabricación, pero el de taller general es el más corriente y puede seguir siéndolo a causa de 1. La proliferación de productos en número y variedad, lo que supone la disminución de los lotes conforme aumenta la variedad. 2. El continuado aumento en la variedad de materiales con características muy dispares. Por su constitución, el taller general se ha demostrado que es el menos económico de todos los sistemas. El núcleo del problema reside en que, por término medio, una pieza pasa solo un 5% del tiempo en máquina, y el resto esperando o en traslado de una sección a la siguiente. La pieza, una vez en la máquina, sufre un proceso de elaboración real (o sea, recibiendo un valor añadido merced al cambio de forma) solo durante un 30% del tiempo aproximadamente. El resto del tiempo se gasta, en cargarla, descargarla, verificarla, etc. La aparición de máquinas programables ha servido para mejorar el porcentaje de tiempo que pasa la máquina arrancando viruta, dado que los movimientos de la herramienta están programados y la máquina puede cargarse y descargarse automáticamente, y también cambiar de herramientas. No obstante, determinadas tendencias están obligando a las directivas de fabricación a considerar medios por los cuales rediseñar el taller general en sí mismo al objeto de mejorar su rendimiento global. Tales tendencias han llevado a las compañías manufactureras a examinar los beneficios de conceptos tales como el de tecnología de grupo (GT). La aplicación de la GT permite reorganizar el taller general en tipos de sistemas de fabricación totalmente nuevos, llamados sistemas de fabricación flexibles y sistemas de fabricación celulares. En estos sistemas, las máquinas se agrupan (disponen) de modo que pueda trabajarse una familia de piezas (piezas que presentan unas necesidades de elaboración similares). Los japoneses han puesto en práctica con éxito numerosas innovaciones en la fabricación y gestión industrial. Así, se proponen un objetivo de producción para un momento preciso (JIT), por el cual tratan de que su producción sea en partidas muy pequeñas. Su intento es reducir los tiempos de preparación de máquinas para que sea económico producir lotes reducidos, lo cual, a su vez, redunda en la calidad, el interés de los trabajadores, la productividad y la reducción de existencias y control de almacenes. Este sistema JIT impide que se produzcan grandes cantidades de piezas defectuosas y ha permitido implantar un sistema de control de calidad total (TQC) en el que el trabajador es el primer responsable de la calidad. De ambos sistemas, JIT y TQC. Por sí mismo, el sistema JIT amplía la función y la responsabilidad de los trabajadores en su labor. Además, para la implantación eficiente de las técnicas de diseño con ayuda de ordenador y de fabricación con ayuda de ordenador (CAD/CAM) resulta difícil encontrarle parangón. Los talleres de producción en serie se han caracterizado por su maquinaria específica pensada para producir en grandes cantidades. Este es el que parece ser el punto de vista aceptado acerca de la fabricación en masa: empleo de operarios «menos capacitados» en una gama de operaciones limitada. De hecho, la producción en masa supone la fabricación de muy grandes cantidades de productos normalizados, producidos mediante el empleo de la división o especialización en el trabajo. Un taller de proyectos se caracteriza por el movimiento del personal, máquinas, equipos y materiales necesarios hasta el artículo en fabricación, siendo característico de dicho artículo un tamaño excesivo para que pueda trasladarse fácilmente, como es el caso de los aviones y locomotoras, o bien ser realmente necesario, como un puente. Estudio de formas. En la elaboración de piezas metálicas, el objetivo fundamental es conseguir un componente dotado de una configuración, un tamaño y un acabado precisos. Toda pieza tiene una forma definida por superficies de varios tipos y dimensiones repartidas y dispuestas unas con relación a otras. Por consiguiente, cada pieza se elabora confeccionando las superficies que constituyen dicha forma. Las superficies pueden ser 1. 2. 3. 4. Planas o lisas. Cilíndricas: exteriores o interiores. Cónicas: exteriores o interiores. Irregulares: curvas o alabeadas. En la figura 1-5 se ilustra cómo estudiar una forma separándola en sus superficies limítrofes básicas. Las piezas se realizan mediante procesos que (1) eliminan porciones de un bloque de material en bruto hasta producir y dejar como se desee las superficies limítrofes, o bien que (2) obligan al material a conformarse en una estructura estable provista de las superficies limítrofes buscadas. En consecuencia, al diseñar un objeto, se delinean y especifican la forma, el tamaño y la disposición de las superficies limítrofes. Luego, esa configuración debe estudiarse para determinar qué materiales proporcionarán las propiedades deseadas y cuáles pueden ser los procesos mejores para conseguir los productos finales al precio más razonable posible. Esto se llama diseño productivo. Clasificacion de los procesos Procesos de fabricación básicos. Los procesos de fabricación pueden agruparse en cinco tipos: 1. Fundición o moldeo 2. Conformación y corte 3. Mecanizado (eliminación de material) 4. Montaje/ensamblado 5. Acabado 6. Tratamientos térmicos 7. Otros Estos tipos no son mutuamente excluyentes. Por ejemplo, hay operaciones de acabado en las que interviene la eliminación de pequeñas cantidades de material o una cierta conformación de metal. Para unir o eliminar metal, o bien para tratamiento térmico, puede utilizarse láser. En ocasiones, se presentan operaciones de cizallado, que en realidad consiste en cortar el metal, pero se contempla como un proceso de conformado (de chapas). Así pues, estas categorías no son, ni con mucho, perfectas. Fundición y moldeo En la fundición y el moldeo se introduce material licuado, granular o en polvo en la cavidad de un molde previamente preparado. El material licuado (generalmente algún metal fundido) se solidifica y adquiere la forma de la cavidad, reteniéndola cuando se retira el molde, abriéndolo o rompiéndolo. Cuando se emplea un material granular o en polvo, debe aplicarse una presión considerable para obligarlo a amoldarse a la forma de la cavidad del molde y a adquirir la densidad conveniente. Muchas veces se aplica calor, además de presión. Cuando el material alcanza permanentemente la forma y la densidad deseadas, se abre el molde y se retira la pieza. Una ventaja muy importante de la fundición y el moldeo es que, en una operación única, los materiales se hacen pasar desde su estado en bruto a una forma útil. En la mayoría de los casos, existe una ventaja secundaria y es que el material sobrante, o chatarra, puede reciclarse fácilmente. En la figura 1-6 se ilustran esquemáticamente las ideas básicas de ambos procesos. Es corriente clasificar los procesos de fundición atendiendo a los moldes. Si el molde es permanente y puede emplearse repetidamente, se dice que el molde es fijo o durable. Por el contrario, si no lo es y debe prepararse uno nuevo en cada colada, se dice que el molde es perdido. Los procesos de moldeo acostumbran a clasificarse de acuerdo con el material." Terminología. Los vocablos actualmente al uso relativos a la producción poseen una categoría u orden que es importante comprender bien. El orden de categoría que se muestra en la tabla 1-1 no es absoluto sino relativo, y los vocablos suelen solaparse en el uso popular que, a veces, es contradictorio. En este texto un sistema de producción se refiere a la totalidad de una empresa o firma y dentro del mismo quedan abarcados los sistemas de fabricación. Nos encontramos aquí, evidentemente, con una dificultad concerniente a los términos fabricación y producción. El mismo término puede referirse a muchas, y diferentes, cosas. Por ejemplo, «taladro» puede referirse a la máquina herramienta que realiza tal tipo de operaciones; a la operación en sí, la cual puede efectuarse en muchos tipos de máquinas distintas o bien, a la herramienta, la cual existe en muchas formas distintas. Por consiguiente, es importante emplear vocablos y expresiones modificantes siempre que sea posible: «En la taladradora radial abrir un orificio con una broca de 25 mm». La atención de este libro se dirige al conocimiento de los procesos, máquinas y herramientas necesarios para fabricar y al modo en que interactúan con los materiales a elaborar. Tabla 1.1 Vocabulario de producción Vocablo Significado Ejemplos Sistema (producción) Todos los aspectos de personal, máquinas, materiales e información, considerados en conjunto, necesarios para fabricar piezas o productos; integración de todos los puntos críticos del sistema. Una firma que hace motores, una planta de ensamblado, una fábrica de vidrios, fundería. Proceso o secuencia de operación Serie de operaciones de fabricación con el resultado de unos productos finales concretos; el sistema de fabricación es una ordenación o disposición de numerosos procesos, como ocurre en un taller general o en un taller de producción en línea Moldeo por inyección, laminado de planchas de acero, soldadura por puntos de carrocerías de automóvil, serie de operaciones enlazadas Máquina o máquina herramienta Elemento de equipamiento concebido para realizar procesos concretos; a menudo llamadas máquinas herramienta; las máquinas se encadenan para formar un proceso de fabricación Soldadora por puntos, fresadora, torno, taladradora, fragua, martinete, fundidora de moldes Fundición Conjunto de operaciones efectuadas con máquinas, o conjunto de tareas realizadas por un hombre en un puesto de trabajo de una línea Accionar torno, verificador, ensamblado final, conductor carretilla elevadora Operación (a veces llamada proceso) Acción o tratamiento concretos, cuyo conjunto forman la función de un operario Taladrar, escariar, doblar, soldar, tornear, refrentar, fresar, extruir, termo tratar Herramientas o herramental Se refiere a los utensilios usados para sujetar, cortar, conformar, o deformar los materiales a trabajar; llamadas herramientas de corte con relación al mecanizado; pueden ser sujeciones para piezas y montajes para ajustar piezas; y punzones y estampas Muela, broca, macho de roscar, fresa radial, estampa, molde, mordaza, tornillo de banco de tres mordazas Tabla 1-2 Procesos básicos de conformación y corte de metales Nombre Significado Ejemplos Laminado Reducción del espesor, conformación de la sección transversal de planchas o barras, pasando las por parejas de rodillos Laminado de perfiles redondos, hexagonales o cuadrados; laminado de raíles; conformación por laminado de patas de silla, guías de ventana, chasis de automóviles, partes de radiador Extrusión Obligar al metal, frío o caliente, a pasar por hileras para obtener perfiles continuos de sección transversal prefijada Guías de aluminio para ventanas, tubos de dentifrico, tubos sin costura, mangueras de plástico, fibras sintéticas, molduras y adornos Estirado Impulsar bandas metálicas (pletenas) por hileras para que formen tubos; impulsar barras o alambres por hileras para acabado dimensional y reducción de diámetro Tubos, conductos, alambres por hileras; bandas metálicas por rodillos Estiraje Alargar un material, para eliminar retorcimientos, endurecer, reducir espesor o conformar sobre hormas Enderezado de barras, alambre, tubos y bandas; arrollado por tracción de alambre y bandas desde y hacia carretes y bobinas; tensado de alambres y varillas para prensar hormigón Prensado o embutición profunda Cacerolas y sartenes, pantallas de Aplicar grandes fuerzas, con o sin una pieza, lámparas, guardabarros de automóviles, o forzarla dentro de otra, para mantener dos máquinas de escribir, frontales de hornos piezas comprimidas una contra otra, mientras o neveras; montaje del eje de un motor se calientan, se adhieren o estratifican eléctrico en las delgas, o mangos en cabezas de martillos Acuñado Grabar o imprimir un motivo superficial sobre metal frío, o forzar una pieza a una medida de acabado aplicando estampas de grandes presiones Medallas, placas, escalas, pomos, botones, adornos, contactos eléctricos, salientes de soldadura Forja Estampar, comprimir o martillear metal, habitualmente caliente, entre estampas, para conformar piezas en basto Cigueñales, bielas, martillos, llaves de paso, furnes, bollos, limas, bancos, cuchillas, engranes, palancas, cojinetes, horquillas, ejes Curvado Flexión de un material más allá del límite elástico al objeto de provocar un cambio de forma permanente Tubos, planchas de acero, resortes, herrajes artísticos, herrajes de muebles, soportes, muelles de suspensión Doblado Doblar metal en chapa sobre hormaes varias veces para obtener pliegues agudos Paneles de armario, puertas de hornos, cajas de fibra y metales, conductos de calor Reguiñado Generación de una forma de revolución a partir de un disco de chapa, estirándolo y curvándolo a la vez que gira, la fuerza se aplica sobre un radio progresivamente creciente, haciendo que el disco adopte la forma de la horma en la que se apoya Tapas de acceso, tolvas, cubetas de mezcla, paneles de carrocería, secciones de avión, recipientes para máquinas de cocina, recipientes de tratamiento Engarzadorebordado Unión o fijación comprimiendo entre si bordes doblados de chapa metálica Tambores, cajas, latas, conductos de calor, tubería flex Conformado Arrollamiento cilíndrico de chapas, pliegues longitudinales en bandas largas y engatillados, es decir, cargados Estampado o punzonado y troquelado Aplicar grandes fuerzas a la pieza, por impacto, para conformar o atravesar chapa, haciendo que un troquel, solo o en combinación con otro, conforme el metal o produzca un agujero en la chapa interpuesta Tambores, calderas, depósitos, góndolas, encofrados para hormigón, miembros estructurales de aviones, techos para camiones Arandelas, delgas de motor eléctrico, naurado de delgas, tapas de receptáculos, placas de interruptores, chinchetas, empalmes, lengüetas y terminales eléctricos, cuchillas de afeitar, tuercas rápidas, orificios de tornillo en perfiles en U y angulares y vigas, agujeros porta-enchufes en chasis electrónicos, tarjetas de máquinas registradoras, perforación de chapas para adornos o expansiones, agujeros en piel, papel o fibra Punzonado rápido Corte de chapa realizando una serie de pequeños punzonamientos solapantes a gran velocidad Recorte de chapas a la medida, o siguiendo un trazado, corte de círculos, adaptación de una chapa a un contorno, ranurado Conformación y corte La conformación y el corte comprenden un número de operaciones muy extenso y como materia prima utilizan metales o plásticos previamente fundidos o moldeados. En numerosos casos estos materiales atraviesan una secuencia de operaciones de conformado y corte, de modo que al llegar a cada una de ellas han adquirido una forma que puede ser resultado de todas las operaciones precedentes. El propósito esencial de la conformación y el corte es modificar la forma y el tamaño y/o las propiedades físicas del material. Muchas veces dichas operaciones acarrean modificaciones indeseadas de las propiedades que, como se expone en un capítulo posterior, quizá limiten las posibilidades del proceso de fabricación o hagan necesario alargar éste. En la tabla 1-2 se reseñan los procesos básicos de conformación y corte de metales, algunos de los cuales se esquematizan en la figura 1-7. Las operaciones de conformación y corte de metales se efectúan tanto «en caliente» como «en frío», y ello se refiere a la temperatura del material, en el momento de ser trabajado, con relación a la temperatura a la cual dicho material recristaliza (es decir, genera una nueva estructura de grano). Por encima de tal temperatura, se trabaja en caliente, por debajo de la misma, se trabaja en frío. La mayoría de las operaciones de trabajo de metales pueden hacerse de ambas maneras, con algunas excepciones, como el acuñado, que se realizan siempre en frío. Generalmente estos procesos requieren grandes estampas o receptáculos que sujetan o conforman el metal, funcionan bajo grandes presiones y se caracterizan por su mucho rozamiento, lo que supone disipar buenas cantidades de energía. Por tanto, la maquinaria necesaria es robusta y cara. Mecanizados Por definición, los procesos de mecanizado o de eliminación de metal consisten en eliminar de una pieza unas zonas determinadas, al objeto de conseguir una forma o acabado prefijados. Tradicionalmente, estos procesos se han considerado como «procesos con viruta», pero en los últimos años han aparecido numerosos procesos de mecanizado «sin viruta» y en esta familia podemos asimismo incluir «el corte con calor». Las virutas se forman por la interacción de una herramienta de corte con el material que se mecaniza. Esta formación de la viruta es, esencialmente, un proceso de cizalla, cuyo resultado es una viruta que se separa de la pieza trabajada y unos procesos de frotamiento entre ésta y la herramienta, y entre la herramienta y la viruta. En la figura 1-8 se muestra la formación de una viruta con una herramienta de corte de una cuchilla. Para ejecutar los procesos básicos y afines representados esquemáticamente en la figura 1-9 se emplean herramientas de corte. Estas se instalan en máquinas herramientas, que aportan los movimientos de la herramienta respecto a la pieza (o viceversa) necesarios para llevar a cabo el proceso deseado. Para efectuar los siete procesos básicos de mecanizado (limado, taladrado, torneado, fresado, aserrado, brochado y mecanizado abrasivo) se han desarrollado ocho máquinas herramientas básicas. Estas son: limadoras (y cepilladoras), taladradoras tornos, mandrinadoras, fresadoras, sierras, brochadoras y amoladoras. De estas máquinas, la mayoría son capaces de realizar más de uno de los procesos de mecanizado básicos. Esta clara ventaja ha sido causa de la aparición de los centros de mecanizado, concebidos específicamente para permitir que varios de los procesos básicos, además de algunos de los relacionados con éstos, puedan realizarse en una única máquina herramienta con una sola preparación de esta. Las máquinas herramienta poseen dispositivos portaherramientas que sujetan y accionan las herramientas de corte específicamente diseñadas para llevar a cabo estos procesos. Las herramientas de corte acostumbran a clasificarse de acuerdo a si su geometría es de una sola cuchilla (de un solo corte), si poseen bordes de cortes múltiples o dientes, o bien si usan gránulos abrasivos, como en el amolado. Volviendo a la figura 1-9, se observa que algunos de los procesos básicos los ejecutan siempre herramientas de un solo corte (torneado, limado), mientras que otros los ejecutan las cuchillas múltiples (fresado, taladrado). En la figura 1-10 se presentan algunas de las herramientas de corte más comunes, que no constituyen sino una simple muestra de la gran variedad de las mismas existentes en el mercado. Si bien puede que al no iniciado parezcan muy diferentes, todas ellas eliminan metal por mecanismos de formación de viruta esencialmente iguales. Es necesario que el ingeniero responsable de determinar cómo ha de hacerse un producto elija el herramental preciso para mecanizar la pieza y especifique las velocidades de mecanizado y avance, ya que estos parámetros controlan directamente los ritmos de producción de estas máquinas. Hasta en maquinaria automatizada, ello sigue siendo necesario. Esta decisión la complica la enorme variedad de materiales hoy existente, tanto para herramientas de un solo corte como para las de varios cortes. Estos materiales varían desde aceros para herramientas muy perfeccionados, a través de numerosas calidades de carburos, cerámicas y, más recientemente, nitruro de boro cúbico y diamantes sintéticos. Estos materiales dotan de una vida distinta a cada herramienta cuando trabajan en materiales distintos. Dentro del grupo de procesos conocidos como procesos de mecanizado, podemos incluir aquellos en los cuales el metal se elimina merced a procedimientos químicos, eléctricos y electroquímicos, o bien mediante focos caloríficos altamente concentrados. En términos generales, estos procesos «sin viruta» han evolucionado con tendencia a llenar alguna necesidad específica, producida por procesos convencionales que resultaban demasiado caros o demasiado lentos para mecanizar materiales muy duros. Habitualmente, en estos procesos no se desarrollan fuerzas reactivas elevadas que deformen las piezas, por lo que posibilitan efectuar cortes precisos y exactos en piezas delicadas. Sin embargo, en su mayoría presentan unos ritmos de eliminación de metal bajos en comparación con los procesos convencionales y, por ello, su utilización óptima corresponde a situaciones particulares. Así, una de las primeras aplicaciones del láser fue abrir orificios en metales de altísima resistencia. Actualmente se emplea para taladrar diminutos orificios en paletas de turbina de motores a reacción. En la tabla 1-3 se muestran los procesos de mecanizado sin viruta más corrientes. Tabla1-3 Nombre Mecanismo de eliminación de metal Ejemplos Mecanizado, fresado ó troquelado químico Ataque químico Fotograbado Galvanoplastia inversa de alta Mecanizar cavidades en Mecanizado o taladrado intensidad, con densidades de troqueles y estampas o electro-químico corriente elevadas matrices Un dispositivo ultrasónico pone en acción los granos de una pasta Trabajos de herramental y Mecanizado ultrasónico líquida abrasiva, de hecho, forma matriceria (en no (taladrado o soldadura) viruta conductores) Abrir orificios en Mecanizado por electro- Erosión del metal por chispas que materiales de herramental descarga calientan y funden localmente y matriceria muy duros Mecanizado, taladrado ó termotratamiento por haz Un láser de alta energía funde y Abrir orificios en paletas láser vaporiza el metal de turbina Mecanizado, soldadura o Un haz electrónico de alta energía Microtaladros en tarjetas corte por haz electrónico funde y vaporiza el metal de circuito integrado Mecanizado, corte o soldadura por chorro de Chorros de plasma iónico, a muy alta plasma temperatura, funden los materiales Corte rápido de placas Montaje o ensamblado El proceso de montaje abarca las operaciones destinadas a unir entre ellos piezas y conjuntos, sea temporal o permanentemente. Estas operaciones comprenden: 1. Unión mecánica 2. Soldadura indirecta 3. Soldadura autógena 4. Ajuste forzado 5. Ajuste en caliente 6. Unión con adhesivo Una unión mecánica puede ser semipermanente, como los empernados, o permanente o fija, como los remachados o machihembrados. Se han desarrollado una gran diversidad de dispositivos especiales destinados a necesidades específicas. La soldadura indirecta se emplea para enlazar semipermanentemente piezas metálicas mediante ligas metálicas de bajo punto de fusión, llamadas soldaduras. La soldadura indirecta puede ser blanca, cuya soldadura se compone de plomo y estaño, o amarilla, cuya soldadura se compone de cobre y cinc. Cuando al metal base se aplica calor suficiente para que se funda la soldadura, entre ambos forman una aleación en la superficie del primero y, al solidificarse, forman una unión. De ésta suele creerse que es fija, pero debe recordarse que las piezas pueden separarse, adrede o accidentalmente, al volver a calentarla; pero no se destruyen las piezas originales. En la soldadura autógena, sea de metales o plásticos, se funden los materiales a unir en la superficie de separación, o se combinan presión y temperatura para provocar la trabazón local de ambos. Por tanto, en la mayoría de los casos intervienen temperaturas mayores que en las soldaduras indirectas y la unión es fija. El calor procede de llamas de oxiacetileno, arcos eléctricos, o de la resistencia óhmica de los metales y la superficie de contacto. Otros focos caloríficos para soldadura incluyen haces electrónicos y de láser, combustión de aluminio finamente pulverizado y hasta el calentamiento por el frotamiento entre las piezas girando. Sin embargo, si las superficies están suficientemente limpias y se ponen en contacto muy íntimo (una estrecha proximidad entre los átomos), pueden soldarse únicamente con presión. Dentro de esta tónica se desarrollaron la soldadura explosiva y la soldadura ultrasónica. En un ajuste forzado, las piezas a encajar, las dimensiones de cuyo miembro interior son iguales, o algo mayores, que las dimensiones interiores del miembro exterior, son forzadas una contra otra. Por tanto, evidentemente habrá un leve desplazamiento de metal en ambas piezas. Este tipo de uniones son normalmente fijas, a no ser que se aplique un esfuerzo considerable para separar las piezas. En un ajuste en caliente, por otra parte, la interferencia entre las piezas interior y exterior es importante, y únicamente pueden unirse dilatando térmicamente la pieza exterior, o contrayendo la interior por enfriamiento. Las uniones de este tipo, una vez realizadas, sólo pueden desarmarse calentando o enfriando la pieza correspondiente. Una unión con adhesivo puede conseguirse mediante diversos agentes adhesivos. Estas uniones son fijas, en su mayoría, salvo que se apliquen cargas excesivas, capaces de provocar la rotura. El empleo de adhesivos ha crecido mucho en los últimos años. Acabado Los procesos de acabado tienen por objeto limpiar, desbarbar, o proporcionar a las piezas una superficie protectora y/o decorativa. Tales procesos son: 1. Limpieza a. Química b. Mecánica 2. Desbarbado 3. Pintura 4. Metalización 5. Pulido 6. Galvanizado 7. Anodizado Con la limpieza se eliminan las partículas extrañas de suciedad, grasa e incrustaciones, resultantes de distintas operaciones de manufactura o manipulado; a menudo, debe efectuarse como preparación a operaciones de manufactura o acabado. Las operaciones de mecanizado, fundición y corte suelen abandonar rebordes afilados, y quizá peligrosos, que se llaman rebabas y que deben eliminarse mediante el desbarbado. El pulido reduce la rugosidad de las superficies frotando el material, reduciendo los salientes microscópicos y rellenando pequeñas depresiones. La limpieza, el desbarbado y el pulido sirven esencialmente para mejorar el aspecto de las piezas. Sin embargo, aunque a la clientela suele agradarle que las piezas tengan buen aspecto, rara vez pagará, sabiéndolo, ni un centavo más por ello, por lo que tales operaciones deben efectuarse al costo mínimo. Como se señala en el capítulo 37, el proyectista puede hacer mucho para eliminar su necesidad o para que puedan hacerse económicamente. El galvanizado y el anodizado se hacen casi exclusivamente como defensa contra la corrosión, aunque el anodizado, a veces, sirve para mejorar una superficie con vistas a un pintado posterior. El galvanizado consiste en formar una capa tenue de cinc sobre una superficie de acero, para lo cual se sumerge este en un baño de cinc fundido o se le somete a deposición electrolitica. En el anodizado, por otra parte, se transforma la superficie del metal hasta varias milésimas de milímetro en el seno de este, por tanto, no se producen alteraciones apreciables de las dimensiones. El anodizado se aplica principalmente a las aleaciones de aluminio, para conseguir superficies resistentes a la corrosión en múltiples ambientes. Con la pintura y la metalización se dotan las superficies de las piezas de sustancias protectoras y decorativas. Aunque pinturas y lacas pueden aplicarse con brocha, industrialmente casi siempre se aplican por inmersión, rociado o electrolíticamente. La metalización de superficies se realiza mediante procesos de electrodeposición como el de la figura 1-10. No obstante, hay procesos de metalización en los que se funde un metal al arco o a la llama de oxiacetileno y se le obliga a incidir sobre la superficie de la pieza. Merced a una modificación del proceso de electrodeposición pueden conseguirse determinadas formas, depositando capas gruesas, de hasta 20 mm, sobre un alma cuya configuración externa coincida con la forma interna deseada de la pieza a producir. Tras haberse depositado el espesor de material conveniente, se retira el alma. Este proceso se llama electroformación. El tratamiento térmico consiste en calentar y enfriar un metal con el propósito definido de cambiar sus propiedades metalúrgicas y mecánicas. Dada la importancia que tiene la alteración y control de dichas propiedades en la elaboración y comportamiento funcional de los metales, el tratamiento térmico es un proceso industrial de gran trascendencia. Los metales reaccionan cada uno diferentemente al tratamiento térmico. Por consiguiente, todo proyectista debe conocer no sólo cómo alterar un determinado metal mediante un tratamiento térmico, sino, lo que es igualmente importante, cómo reaccionará, favorable o desfavorablemente, a cualquier calentamiento y enfriamiento inherentes al propio proceso de fabricación. Conociendo los tratamientos térmicos, y empleándolos convenientemente, muchas veces pueden sustituirse materiales costosos por otros más baratos, evitarse efectos adversos del mismo proceso, o rebajarse el costo de éste. Otros Existen algunas otras operaciones de fabricación fundamentales distintas a los procesos que aquí deben considerarse. La primera de ellas es la verificación, que ayuda a determinar si se han alcanzado los objetivos propuestos en las especificaciones del proyectista. Esta actividad cae generalmente dentro del departamento de control de calidad y proporciona información de retorno (feedback), acerca del comportamiento del proceso, a los ingenieros de proyecto y fabricación. Esencial a esta actividad de inspección, son las mediciones. Este tema se trata en los capítulos 16 y 17. Otra área fundamental de la fabricación es el manipuleo de materiales o conducción del producto de un proceso a otro. Es ésta una operación muy crítica, en el sentido de que añade siempre costos al proceso de producción, pero no valor. Los medios de conducción están directamente vinculados al diseño o esquema de los procesos, por lo que sistemas de fabricación diferentes exigen sistemas de manipulación de materiales muy diferentes. Los sistemas de conducción programables, tales como los robots, están radicalmente cambiando esta función en las plantas fabriles. Por último, otra actividad del ingeniero de fabricación es el empaque de los productos acabados, o el ensayo de los mismos para determinar su fiabilidad. Estas operaciones son todas importantes, pero el espacio no permite tratarlas en este libro. Evolución histórica de las máquinas herramienta. En 1962, Amber & Amber, presentaron su Escala patrón de la automatización. En la tabla 1-4 se presenta una forma abreviada y puesta al día de la que ellos desarrollaron. La idea subyacente en la tabla es que cada nivel de automatización está en consonancia con un atributo humano que la máquina (por mecanización o automatismo) reemplaza. Por consiguiente, el nivel de automatización A (O), en el que no se mecanizó atributo alguno, cubre desde la edad de piedra hasta la de hierro. Dos de las primitivas máquinas herramienta fueron los toscos tornos etruscos para hacer cuencos, hacia el 700 a. de J.C.y las brochadoras de manivela empleadas hace más de 300 años para hacer el estriado interno de los cañones de fusil. La primera revolución industrial puede concretarse a la aparición de máquinas herramienta motorizada, a partir de 1775, más o menos, en que John Wilkinson, en Inglaterra, construyó una mandrinadora horizontal para mecanizar superficies cilíndricas internas, tales como bombas de émbolo. En esta máquina, una reproducción de la cual se muestra en la figura 111, el barrón de mandrinar atravesaba la pieza (de fundición) trabajada y su extremo exterior se apoyaba en un cojinete. Las mandrinadoras modernas se basan en la misma concepción. Según relata Wilkinson, con esta máquina le fue posible barrenar un cilindro de 145 centímetros de diámetro con una precisión tal que podía insertar, entre el émbolo y el cilindro, una moneda de un chelín (de diámetro inferior a 1,6 mm). La siguiente máquina herramienta A (1) apareció en 1794 cuando Henry Maudsley desarrolló un torno paralelo dotado de portaherramienta deslizante. Esta máquina, que se representa en la figura 1-12, fue la precursora del torno actual. El husillo y el cambio de velocidades, que permitieron tallar roscas, le fueron añadidos hacia 1800. La primera cepilladora fue desarrollada en 1817 por Richard Roberts en Manchester, Inglaterra, y la primera fresadora horizontal fue creada por Eli Whitney en 1818 en New Haven, Connecticut. El desarrollo de máquinas que podían no solo hacer productos específicos sino que también podían fabricar otras máquinas para hacer otros productos fue fundamental en la primera revolución industrial. Si bien las primeras investigaciones en torno a máquinas herramienta y medidas de precisión se efectuaron en Inglaterra, parece ser que las primeras tentativas referentes a la intercambiabilidad tuvieron lugar simultáneamente en Europa y Norteamérica. Básicamente, estas consistieron en limar con plantillas, de tal modo que fuera posible reproducir piezas, limando a mano, prácticamente con las mismas dimensiones. Gracias a este procedimiento, en 1798, Eli Whitney consiguió y cumplió un contrato con el gobierno de los Estados Unidos para construir 10000 mosquetes con piezas intercambiables. Sin embargo, este notable adelanto fue posible principalmente merced a una mano de obra esmerada, y no a maquinaria especializada. Categoría Atributo Humano Sustituido Ejemplos A(0) Ninguna palanca, tornillo, polea, cuña Herramientas y máquinas manuales A(1) Energíase reemplazan los músculos Máquinas y herramientas motorizadas. Fresadora de Whitney A(2) Destrés alimentaciones automáticas Máquina-herramienta monocíclicas A(3) Repetición de ciclo; control numérico de Diligencia: sin retorno de información bucle abierto; roscadoras automáticas, (o sea, sin feedback) líneas transfer A(4) Auxilia retorno de información Bucles cerrados; control numérico, posicional (feedback posicional) medición y ajuste automáticos automáticas A(5) Flexibilidad control adaptable; análisis Mandos por ordenador; modelos de deductivo; retorno de información procesos necesarios para análisis y procedente del proceso optimización A(6) Aprendizaje por experiencia A(7) Razonamiento: muestra de intuición; relaciona causas con efectos Razonamiento inductivo; AI avanzada A(8) Creatividad ejecuta diseños sin ayuda A(9) Dominación: supermáquina, manda en La máquina es dueña (Hal de 2001, una otras odisea en el espacio) Autoprogramación limitada; una cierta inteligencia artificial (AI) Originalidad Joseph Whitworth, a partir de 1830, aceleró la expansión de las máquinas herramienta de Wilkinson y Maudsley desarrollando métodos de medida de precisión. Lo primero que hizo para ello fue construir tres mármoles de trazar; y precisamente tres, para que dos no se adaptaran a la vez exactamente a superficies esféricas cual si fueran planas. Posteriormente desarrolló una máquina de medir dotada de un gran tornillo micrométrico. Y, aún después, trabajó en la normalización de roscas y construyó calibres cilíndricos y anulares. Su labor fue de valor incalculable, ya que la medida de precisión constituyó la antesala de la fabricación de elementos intercambiables, lo cual, a su vez, fue algo imprescindible para las fabricaciones en serie que luego siguieron. La siguiente máquina herramienta de importancia fue la taladradora de avance automático presentada por John Nasmyth, en Manchester, en 1840. Las amoladoras superficiales aparecieron en 1880, aproximadamente, y la era se cerró en 1933 con la sierra de cinta de Leighton Wilkie. En total, durante la primera revolución industrial, la mecanización se materializó en ocho máquinas herramientas: torno, fresadora, taladradora, brochadora, mandrinadora, cepilladora (limadora), amoladora y sierra. El nivel de automatización A(2) se perfiló claramente cuando las máquinas herramientas se convirtieron en máquinas monocíclicas de avance automático, exhibiendo destreza. En los capítulos 19 a 26 se ofrecen numerosos ejemplos de máquinas de este nivel, que aún existen en gran número en no pocas, desde luego, plantas fabriles. El nivel A(3) requiere que la máquina sea diligente, o sea, que repita los ciclos automáticamente. Estas máquinas son de bucle abierto, lo que significa que no retornan información desde el final del proceso al comienzo del mismo, es decir, que no tienen feedback, y están gobernadas por un programa interno fijo, como una leva, o bien por un programa externo inscrito en una cinta y también, más recientemente, en un ordenador. Los niveles A(3), A(4) y A(5) están básicamente superpuestos a las máquinas de nivel A(2), las cuales deben ser A(1) por definición. El nivel A(3) abarca los robots y las máquinas de control numérico (CN), sin feedback, y muchas máquinas herramientas especializadas Para llegar al nivel de automatización A(4) fue necesario que el juicio humano fuera sustituido por la aptitud de la máquina para medir y comparar los resultados de la medida con una posición o cota de mecanizado deseados y, seguidamente, realizar ajustes para minimizar los errores. Es este un mando en bucle cerrado, o feedback. La primera máquina de control numérico fue desarrollada a comienzos del decenio de 1950 en el Instituto Tecnológico de Massachusetts. Poseía un mando de feedback posicional y generalmente se reconoce como la primera máquina herramienta A(4). Ya en 1958, Kearney y Trecker comercializaba el primer centro de mecanizado de CN. Este constituía un compendio de un buen número de máquinas herramienta capaces de ejecutar muchos procesos: fresado, taladrado (aterrajado) y mandrinado, en este caso (fig. 1-13). Antes de 10 años las máquinas herramienta de CN se convirtieron en máquinas herramienta de CN por ordenador (CNC). Es decir, esas máquinas disponían de microprocesador propio y podían programarse directamente, o ser "mandadas por una cinta preparada externamente. En ambos casos, las máquinas de CNC siguen siendo máquinas A(4). Con la novedad del tipo de máquina de CN y, más recientemente, del robot programable, se definieron dos tipos de automatización. Como ejemplo de automatización dura, o fija, sirven las máquinas transfer o las roscadoras automáticas, mientras que la automatización flexible, o programable, está representada por las máquinas de CN y robots que podemos adiestrar o programar externamente vía ordenadores. Para que una máquina sea de nivel A(5) se requiere que haga evaluaciones del proceso en sí mismo. Para ello la máquina debe saber los múltiples factores en que se basa la ejecución de los procesos de mecanizado, evaluar los valores establecidos de los parámetros de entrada frente a los datos de salida del proceso y, seguidamente, determinar de qué modo alterar los datos de entrada para optimizar el proceso. Tal es el llamado control adaptable (CA). Pocos ejemplos de máquinas A(5) se encuentran en las plantas fabriles y prácticamente ninguno del nivel A(6), en el que la máquina posee aptitudes de inteligencia artificial. Mediante la automatización se consigue que ciertas máquinas, o conjuntos de máquinas combinadas, realicen las operaciones requeridas de mecanizado, conformado, ensamblado, transporte y verificación y, mediante dispositivos captadores y de feedback, efectúen automáticamente las correcciones necesarias. Grupos de fabricación completamente automatizados existen pocos, pero hay numerosos ejemplos de máquinas independientes altamente automatizadas. Las ventajas potenciales de una planta completamente automatizada son enormes, si bien, en la práctica, lo factible es automatizar fase a fase cada una de las operaciones. Por ello, es importante trazar un plan por etapas para transformar los talleres generales clásicos en la planta integrada automatizada del futuro. De esto se trata con detalle en el capítulo 38. Sin embargo, la limitación más grave que padece la automatización es de índole económica, ya que se requieren unas inversiones previas cuantiosas en maquinaria e instalaciones. Para estimar tales inversiones deben emplearse los analistas de economía industrial adecuados, por lo que quienes prevean entrar en el campo de la fabricación deben considerar que un curso de esa especialidad es un requisito, y una necesidad, indispensable. El problema de reducir continuamente los costos de fabricación persiste, y persistirá siempre. La búsqueda de nuevos materiales no cesa y, a decir verdad, estamos entrando en la era de los compuestos. Hacen falta nuevos procesos para tratar con nuevos materiales que no contaminen el medio natural. Pese a los grandes progresos de los últimos años, caben esperar mayores avances en el futuro. Se prestará mayor atención a la eliminación del despilfarro de materiales y a la mejora de la calidad. Los consumidores desean que los productos sean de gran fiabilidad. Así pues, los apremios son muchos y la producción hay que planificarla cuidadosamente. Planificación para la producción. Fabricar no es nada barato. Las interdependencias entre el proyecto de un producto, la selección de materiales, procesos, maquinaria, esquema de proceso, y diseño y selección de herramientas son tan estrechas, que cada uno de estos aspectos debe considerarse, planificarse y coordinarse metódicamente antes de iniciar la fabricación. Este tiempo preliminar, en especial para productos complicados, puede suponer meses, incluso años, y el desembolso de grandes cantidades de dinero. Como casos característicos, el tiempo preliminar para un modelo de automóvil totalmente nuevo abarca unos cinco años y para un avión moderno quizá llegue a los cuatro años. En la figura 1-14 se representan las etapas que atraviesa un producto desde el estado de idea hasta que sale de la cadena de fabricación. Se observará que la mayoría de las etapas están íntimamente relacionadas con las demás. Por ejemplo, el diseño simplificarse aquellos si se introducen algunos cambios en la constitución de estas y en el sistema de fabricación elegido. Análogamente, los materiales que se elijan pueden afectar al diseño de las herramientas y, por otra parte, es frecuente cambiar el diseño de una pieza para poder elaborarla con las herramientas ya disponibles y evitar, así, la adquisición de otras nuevas. Es esencial, para conseguir resultados económicos, coordinar estrechamente todas y cada una de las distintas fases. Los errores y gazapos deben eliminarse en su totalidad durante las fases previas, dado que los cambios resultan cada vez más costosos a medida que progresa el trabajo. Con la aparición de los ordenadores y máquinas gobernables tanto por cintas confeccionadas por ordenadores, como por los propios ordenadores, nos encontramos ante una nueva era de la planificación de la producción. La integración del proyecto con la fabricación ha producido las técnicas CAD/CAM, ya mencionadas antes. En virtud de estos procedimientos, el proyecto se utiliza para determinar la planificación del proceso de fabricación y la información de programación, relativos a los procesos de fabricación en sí. Además, la base de datos central utilizada para el proyecto y fabricación permite trazar planos detallados y generar programas para construir la matricería, según se necesiten. Cabe añadir que se está extendiendo el ensayo y verificación ayudado por ordenador (CATI) de las piezas fabricadas. No debe dudarse de que esta tendencia proseguirá a un ritmo cada vez más acelerado a medida que los ordenadores se abaraten y se hagan más inteligentes. Organización para la producción. El factor de mayor importancia para que una fabricación sea económica y prospere, es la manera en que se organicen y gestionen los recursos (personal, materias, capital) con vistas a lograr una coordinación, una responsabilidad y un mando eficaces. El éxito del sistema de producción JIT podría atribuirse a un enfoque de la gestión diferente. Este enfoque se caracterizó por un acercamiento totalista al personal e incluye: 1. Toma de decisiones por consenso en la dirección. 2. Integración vertical de la compañía. 3. Confianza mutua, integridad y lealtad. 4. Trabajo en equipos, grupos o cuadrillas. 5. Incentivos económicos en forma de primas según los resultados de la compañía, 6. Puesto estable (incluso vitalicio) para el 35 al 50% de la fuerza labo 7. Gran reserva de trabajadores temporales a media jornada. Son numerosas las compañías que, de esos elementos, utilizan alguno o todos y es que, obviamente, toda compañía puede organizarse y dirigirse de muchas formas. En la figura 1-15 se presenta un esquema organizativo hipotético, en el que se indican las relaciones entre los distintos departamentos y su personal. En esta compañía no complicada, en la fase de proyecto la coordinación corre a cargo de un co mité compuesto por todos los vicepresidentes, el director de planificación y programación, el ingeniero de fabricación y el ingeniero jefe de producción. De éstos, todos pueden aportar una información crucial acerca de si un producto nuevo debe fabricarse, o si hay que alterar o desechar alguno ya existente. El vicepresidente de fabricación debe saber si el producto puede fabricarse económicamente y qué maquinarias se necesitarán. El director de planificación y programación es responsable de las necesidades de herramientas especiales y maquinaria, si las hay, para asegurar su disponibilidad en su momento y, muchas veces, propondrá modificaciones al diseño para reducir y simplificar el herramental. El ingeniero jefe de producción debe ser capaz de predecir los costos de mano de obra, determinar los métodos a seguir y plantear la distribución de la maquinaria. Con este planteamiento sistemático podrán evitarse errores gravosos y realizarse cambios sobre el papel, y no en la planta, y habitualmente se obtendrá un producto más barato y de mejor calidad. Es obvio que cada uno de los individuos de esa comisión no debe conocerlo todo acerca del trabajo propio de los otros miembros; pero es importante que sepa perfectamente que sus misiones están correlacionadas y de qué modo las decisiones de sus departamentos respectivos pueden afectar al funcionamiento de los otros. Por ejemplo, al proyectar los útiles especiales, el ingeniero de producción debe tener presente que, normalmente, los útiles serán manejados por personas y que la facilidad y rapidez de utilización de los mismos debe recibir exactamente la misma consideración que su comportamiento funcional. La cooperación y coordinación recién descritas son de tal índole que reclaman ingenieros algo más que especialistas en un determinado campo. Este personal debe poseer, además, extensos y bien fundamentados conocimientos de diseño, metalurgia, fabricación, economía, contabilidad y relaciones humanas. En este juego, la victoria de un equipo que coopera para hacer que una planta funcione coordinadamente, se materializa en una fabricación en serie económica; esa cooperación coordinada es la clave para producir más artículos de mejor calidad y menos precio. Diagramas de flujos de los procesos Un diagrama de flujo de proceso es una representación gráfica que muestra las variaciones y relaciones de una serie de acciones con un objetivo en común. Visualmente se puede apreciar la relación secuencial con la ayuda de descripciones, rectángulos, rombos, círculos, flechas, prismas circulares, entre otros símbolos. Este tipo de gráfico también es conocido como flujograma. Fue creado para la representación de procesos industriales y de maquinaria; lo concibieron en 1921 Frank Bunker Gilbreth y Lillian Moller Gilbreth, un matrimonio pionero de la ingeniería y la optimización del trabajo a partir de su análisis científico. En su forma más básica, un diagrama de flujo de proceso utiliza una variedad de símbolos estándar, como descripciones, rectángulos, rombos, círculos, flechas y prismas circulares, para representar diferentes elementos del proceso. Cada símbolo tiene un significado específico, lo que permite a los usuarios comprender fácilmente la naturaleza de cada actividad o decisión representada. La estructura y disposición de estos símbolos en el diagrama de flujo ayudan a visualizar la secuencia de acciones, identificar posibles cuellos de botella, puntos de decisión y áreas de mejora. Además, los diagramas de flujo permiten una comunicación efectiva entre los miembros del equipo, facilitando la comprensión compartida del proceso y fomentando la colaboración en la identificación de oportunidades de optimización. El objetivo principal de los diagramas de flujo es representar gráficamente las diferentes estaciones o etapas dentro de un proceso, así como sus interacciones con nexos que los vinculen. Esto permite encontrar mejoras dentro de cualquier proceso ¿Cuáles son los símbolos que se utilizan en diagrama de flujo de proceso? En la gráfica de los diagramas de flujo, cada símbolo emerge como una pieza única de un rompecabezas visual. Estos símbolos, más que simples trazos, son narradores visuales que transmiten información de manera clara y concisa. Las flechas, como mensajeros gráficos, indican direcciones en este viaje visual. Cada curva y línea recta es un conductor visual que guía a través de la secuencia de pasos, eliminando la ambigüedad y proporcionando una ruta clara hacia la comprensión. Los rectángulos, por otro lado, son los actores principales en esta narrativa visual. Cada uno representa un paso o actividad específica en el proceso. Como las notas en una partitura, estos rectángulos se combinan para formar la melodía operativa, creando una sinfonía visual que ilustra la esencia misma de la producción. Los rombos, con su forma distintiva, señalan decisiones cruciales en el flujo. Como puntos de inflexión, representan bifurcaciones en el camino, guiando hacia diferentes direcciones según las condiciones específicas. Son faros en la oscuridad, marcando el camino a seguir en momentos críticos. Este conjunto diverso de símbolos no es arbitrario; es un lenguaje universal que trasciende barreras lingüísticas. Como un código visual, estos símbolos crean una conexión instantánea entre la información y el observador. En el universo gráfico de los diagramas de flujo, la estructura es la clave maestra que desbloquea la comprensión. La anatomía de estos diagramas se despliega con una paleta variada: óvalos, rectángulos, rombos y flechas se convierten en los pinceles con los cuales se pinta la narrativa visual. Cada forma no es un capricho estético, sino una herramienta funcional que cumple un propósito único y esencial. Los óvalos, cual puntos de entrada, marcan el comienzo y el final del viaje visual. Estos son los portales que transportan al observador al corazón mismo del proceso, estableciendo un punto de partida claro y un destino definido. En esta danza gráfica, los rectángulos son los actores principales, representando pasos y actividades específicas en la secuencia operativa. Como las notas en una partitura, cada rectángulo contribuye a la melodía visual, revelando la coreografía precisa de las operaciones. ¿Cuál es la diferencia de un diagrama de flujo y un diagrama flujo de procesos? Mientras que ambos comparten el escenario de la visualización, sus enfoques divergentes revelan matices esenciales que definen su utilidad en la optimización empresarial. Si bien ambos diagramas visualizan procesos, sus enfoques son distintos. El diagrama de flujo detalla cada paso secuencialmente, como una receta. Por otro lado, el diagrama de procesos ofrece una visión global, incluyendo recursos y roles, similar a un mapa estratégico. La elección depende de si necesitas una vista detallada o una comprensión más amplia del proceso. Entender esta dicotomía es clave para seleccionar la herramienta adecuada en el arsenal de gestion. Mientras que el diagrama de flujo es la elección precisa para desglosar procedimientos paso a paso, el diagrama de flujo de procesos emerge como la opción cuando la amplitud y la profundidad de la comprensión son imperativas. En el próximo acto, exploraremos las características esenciales que distinguen a un diagrama de flujo excepcional, desvelando las sutilezas que marcan la diferencia en la optimización de procesos industriales. Sumérjase en esta exploración y descubra cómo elegir la herramienta adecuada puede transformar la comprensión y eficiencia operativa. Ejemplo de diagrama de flujo DIAGRAMA DE PROCESO DE FLUJO ESQUEMATICO Hoja:1 De 1 Actividad: proceso de agua de pozo a agua purificada. 1 5 minutos 6 minuto s 6 minuto s 7 minutos 6 minutos 1 minutos 2 3 4 Método: Actual / Propuesto Compuesto por: Ivan Ortiz Pacheco Fecha: 07/09/2022 1 Recibir agua potable al almacenamiento 1 minut o Bombear el agua en el equipo hidroneumático 1 minut o Filtrar en equipo periódicamente 2 6 11 Etiquetar garrafón con calcomanía oficial 10 Sellar garrafón con tapón rotativo o fijo 1 minut o 9 Secar garrafón 2 minutos 8 Filtro de carbón activado eliminar cloro 5 1 minut o Entregar garrafón 12 Eliminar sales separar componentes orgánicos Bombear a la lámpara ultravioleta 1 minut o 1 minut o Llenar garrafón con agua totalmente purificada 3 Lavado interior y exterior del garrafón 7 Esterilizar el agua mediante el filtro pulidor Ejemplo de diagrama de flujo de procesos Instructivo Proceso: Código: Fecha de emisión Elaboró: Asesor de ventas Revisión: Calidad Aprobó: Jefe de taller Asesor de servicios Inicio Solicita servicios de pre-entrega (CU-FO027) y requisita el formato de solicitud. Responde por correo, firma de recepción una copia del formato en físico. 2 Si todo sale correcto se continua con la fecha acordada. 3 Se realiza una revisión de la unidad y se ajustan diferentes parámetros. 4 Cliente Post-venta 5 Revisa unidad y firma de conformidad la orden de servicios. De 3 a 4 días se confirma al cliente la fecha de entrega mediante llamada. 6 7 Confirma la fecha exacta por la que pasara por la unidad. Se generan expedientes de entrega y se revisan documentos según el check list de entrega de unidad. Informa al personal y hace la entrega de la unidad Fin 9 10 8 Descripción del proceso de entrega de la unidad No. Secuencia Actividades Responsable 1 Se solicita servicios de Preentrega (CU-FO-027) mediante correo y requisita formato de solicitud. Asesor de ventas 2 Respuesta por correo y firma de la recepción del formato físico. 1.1 El Asesor de ventas solicita servicios de pre-entrega (CUFO-027) mediante correo y requisita formato de solicitud firmando asesor, gerente y gerente general de pre-entrega a él jefe de taller. 2.1. Responde Por correo y cuando le entregan el formato en físico firma de recepción una copia. 3 Si todo sale correcto se continua con la fecha acordada. Jefe de taller 4 Se realiza una revisión de la unidad y se ajustan diferentes parámetros. Entrega calcas, check completo y orden de servicios al asesor de ventas 2.1. Se debe solicitar al menos 5 días antes la pre- entrega, si todo sale correcto se continua con la entrega en fecha acordada. 4.1 Se realice la revisión de la Unidad y se ajustan niveles, lavado. 5. El asesor de servicio entrega a asesor de ventas calcas, check completo y orden de servicios. Lo cual para llevar acabo esto se necesita: 5.1.1. Inspección del vehicular: El asesor de servicio realiza una inspección del vehículo para identificar el número de serie del motor. El número de serie del motor suele estar ubicado en una placa metálica o estampado en el bloque del motor. 5.1.2. Completar el check completo: El asesor de servicio completa un check completo del vehículo, que incluye la verificación de diversos componentes y sistemas, como el motor, la transmisión, los frenos, la suspensión y los neumáticos. 5 6 Revisa unidad y firma de conformidad de la orden de servicio 6.1. Asesor de ventas revisa unidad checando que la unidad este en óptimas condiciones y firma Jefe de taller Jefe de taller Asesor de servicios Asesor de ventas de conformidad la orden de servicios. Como es mucho los documentos como lo son: Manual de garantía, manual de mecánica, de operación por lo cual el asesor debe de realizar la búsqueda y tenerlo antes para qque la fecha acordar ya solo se le entregue al cliente. 7.1. Entre 3 y 4 días antes el asesor confirma al cliente la hora fecha de entrega de la unidad mediante llamada telefónica en caso que no conteste la llamada mediante mensaje de WhatsApp. 7 De 3 a 4 días se confirma al cliente la fecha de entrega mediante llamada. 8 Confirma la fecha exacta por la que pasara por la unidad. 8.1.El cliente con el asesor confirma la fecha exacta por la cual pasaran a recoger el vehículo. Es decir, el día, la hora en que el cliente pasara recoger la unidad. 9 Se generan expedientes de entrega y se revisan documentos según el check list de entrega de unidad. Asesor de ventas 9.1 Dos días antes el asesor genera el expediente de entrega al cliente, Revisa los documentos acordes al check list de entrega de unidad. 10 Informa al personal y hace la entrega de la unidad 10.1. Informe al personal de postventa fecha de entrega y se les solicita que estén disponibles el día y la hora de entrega para presentarlos y se organiza ceremonia de entrega en caso de que aplique. el informar al personal de ventas se debe por: 10.1.1. para los trabajadores estén enfocado en la entrega de esa unidad y estén pendiente de esa unidad y brindarle una mejor atención al cliente. 10.1.2. Asesor Informa al personal y hace la entrega, indicando funcionamiento de la Asesor de ventas Cliente Asesor de ventas unidad, explicación de la póliza garantía y respaldo, demostración física de la unidad (proceo walk around) presentación de personal, entrega de tarjetas firma de documentos de recepción. Y se entrega llave y toma de fotos. Fin Los flujogramas son una herramienta invaluable para cualquier empresa. Al representar visualmente tus procesos, podrás identificar cuellos de botella, eliminar pasos innecesarios y mejorar la eficiencia. Conclusión En resumen, los procesos de manufactura son el pilar fundamental de la industria, transformando materias primas en productos de valor agregado que satisfacen las necesidades de la sociedad. Desde la producción en masa hasta la fabricación personalizada, estos procesos han evolucionado significativamente gracias a los avances tecnológicos y a la creciente demanda de productos innovadores y sostenibles. Comprender los principios básicos de la manufactura es esencial para ingenieros, diseñadores, y cualquier profesional interesado en optimizar procesos, reducir costos y mejorar la calidad de los productos. En un mundo cada vez más globalizado y competitivo, la manufactura continúa siendo un campo dinámico y en constante crecimiento, ofreciendo innumerables oportunidades para la innovación y el desarrollo. Referencias Bibliograficas Barragán Serrano, A. (1997). Procesos de manufactura II: un enfoque práctico: ( ed.). Instituto Politécnico Nacional. https://elibro.net/es/lc/tapachula/titulos/73942 Diagrama de flujo de proceso: Cómo hacerlo Y ejemplos. (2024, 29 julio). Diagrama de Flujos. https://blog.hubspot.es/sales/que-es-diagrama-flujo-procesos De Garmo, E. P., Black, J. T., & Kohser, R. A. (1994). Materiales y procesos de Fabricación. Vol. 1: Vol. Vol. 1 (2da edicion). Reverte. https://books.google.com.mx/books?id=m2swZYTsrVIC&pg=PA3&source=gbs_toc_r&ca d=2#v=onepage&q&f=false Evans, J. R. (2015). Administración y control de la calidad (9a. ed.). Barbosa Moreno, A. Mar Orozco, C. E. & Molar Orozco, J. F. (2019). Manufactura: conceptos y aplicaciones: ( ed.). Grupo Editorial Patria. https://elibro.net/es/ereader/tapachula/121285?page=8