DEFORMACI N EN FR O DE FUNDICIONES ADI: TRANSFORMACI N MARTENSITICA
Anuncio

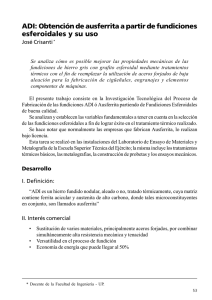
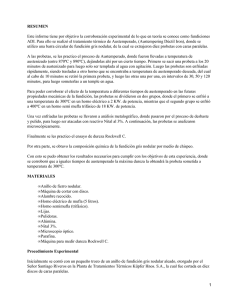
CONGRESO CONAMET/SAM 2004 DEFORMACIÓN EN FRÍO DE FUNDICIONES ADI: TRANSFORMACIÓN MARTENSITICA Lilian R. Navea1, Rodolfo L. Mannheim1, Jorge L. Garín1 1 Universidad de Santiago de Chile, Departamento de Ingeniería Metalúrgica. Lilian.navea@usach.cl RESUMEN La investigación y aplicaciones de las fundiciones nodulares austemperadas (fundiciones ADI) ha experimentado en los últimos años un notable avance en el mundo industrializado, transformándose en un material de ingeniería altamente competitivo. Las notables propiedades de estas fundiciones derivan de su matriz austenítica estabilizada por carbono, austenita térmicamente estable durante el proceso de austenizado pero susceptible de transformarse en martensita cuando se le somete a deformación plástica. El presente trabajo tiene como objetivo estudiar el cambio de estructura de una fundición ADI causada por laminación en frío unidireccional. Las muestras estudiadas fueron obtenidas de dos fundiciones nodulares, una sin aleante y otra aleada con Cu, Ni y Mo. La primera etapa del proceso de austemperado se realizó austenizando las muestras 910ºC durante 80 min. Luego se realizo la segunda etapa del tratamiento térmico, austemperado las muestras a 410 ºC durante 10 min. las muestras sin aleantes y 120 min. las muestras con aleante Posterior al tratamiento térmico, las probetas fueron deformadas entre 0 y 25% mediante laminación en frío. La cuantificación de fases se realizó mediante difracción de rayos X y el estudio metalográfico mediante microscopía óptica y microscopía electrónica de barrido. Los resultados obtenidos demuestran que la fase martensítica obtenida por deformación es una estructura muy fina que evoluciona a una de mayor grosor a medida que aumenta la deformación de las muestras. Palabras claves: Fundición nodular austemperada, transformación martensítica, deformación en frío. 1. INTRODUCCIÓN La búsqueda de materiales de bajo costo y buenas propiedades mecánicas ha permitido un gran desarrollo de las fundiciones nodulares austemperadas (ADI). El creciente uso de las fundiciones ADI es consecuencia directa de sus propiedades mecánicas, las que exhiben una óptima combinación de resistencia a la tracción, al desgaste y tenacidad; estas características, junto a los menores costos de producción en comparación con los aceros, simplificación del proceso de mecanizado de piezas y reciclabilidad, convierten a este material en una alternativa industrialmente válida y atractivamente económica para reemplazar, en algunas aplicaciones, a los aceros de baja aleación fundidos y forjados [1-8] propiedades que pueden, mejorar, aún más, con un buen control de su microestructura y el agregado de elementos de aleación. Las notables propiedades de la fundición ADI son consecuencia de su estructura, el grafito se encuentra en forma de nódulos y su matriz consiste de una mezcla de dos fases, placas de ferrita y austenita estabilizada, con total ausencia de carburos. La estructura cúbica de cara centrada de la austenita es responsable de la excelente ductilidad y tenacidad de las fundiciones ADI, mientras que la fina dispersión de ambas fases, ferrita y austenita, permiten explicar la alta resistencia de la aleación [9] Por otra parte, la adición de elementos de aleación tales como Cu, Mo y Ni, mejoran aún más las propiedades mecánicas del material, por cuanto su efecto combinado influye favorablemente sobre la templabilidad de la aleación [10,11] El proceso de austemperado consiste de dos etapas de tratamiento térmico, una etapa de austenización de fundición esferoidal, que tiene por objeto obtener una matriz austenítica, seguido de un enfriamiento rápido hasta la temperatura de austemperado, en el rango de temperaturas de 250 – 450 ºC, donde se mantiene el material el tiempo necesario para que ocurra la nucleación y crecimiento de las placas de ferrita a partir de austenita, la reyección de carbono desde las placas de ferrita, aumenta el contenido de carbono en la matriz a valores entre 1,8 a 2.1 %, produciendo una estabilización de la austenita a temperatura ambiente, CONGRESO CONAMET/SAM 2004 esta estructura es conocida como ausferrita, para tiempos mayores de tratamiento de austemperado, se produce la descomposición de la austenita en ferrita y carburos formándose bainita. La presencia de cantidades significativas de silicio en las fundiciones nodulares es responsable de suprimir la inmediata formación de carburos de hierro en beneficio de producir el producto intermedio, ausferrita [12] A pesar que la austenita retenida es una fase estable a temperatura ambiente, la martensita puede ser inducida durante deformación plástica de la austenita, principalmente por la buena ductilidad de ésta y por la gran histéresis térmica que presentan las transformaciones no termoelásticas, esta transformación posee a menudo un carácter explosivo y tiene asociado un gran cambio de volumen. La martensita producto de la deformación es una estructura tetragonal distorsionada de cuerpo centrada dura y frágil, que altera marcadamente la ductilidad, la resistencia a la tracción y al desgaste de las ADI [1315] El presente trabajo tiene como objetivo estudiar el cambio de estructura de una fundición ADI causada por laminación en frío unidireccional mediante microscopía óptica, microscopía electrónica de barrido y difracción de rayos X para cuantificar las fases presentes en el material. El tratamiento térmico consistió en una primera etapa de austenización, en un horno tubular con atmósfera controlada de argón a 910 ºC, durante 80 min y posteriormente una etapa de austemperado en un baño de sales a 410 ºC por 45 y 120 min para luego ser enfriadas en agua a temperatura ambiente. Las probetas fueron deformadas en un laminador de rodillo, los porcentajes de deformación fueron entre 2 y 3 % por pasada, hasta el comienzo del agrietamiento de las probetas. La caracterización metalográfica de las probetas se realizó en un microscopio óptico marca Zeiss, modelo AXIOTECH y en un microscopio electrónico de barrido marca JEOL, con una resolución máxima de 4 nm En modo S.E.I. Las probetas fueron lijadas, pulidas y atacadas con Nital al 2% por un periodo de tiempo de 8 a 12 seg. La determinación cuantitativa de fases fue mediante difracción de rayos X (Difractómetro marca SIEMENS D500 con radiación característica de cobre y monocromador de grafito) y con la utilización de los algoritmos PROFILE, LATTICE y LAZYPULVERIX. Para determinar la dureza de la fundición nodular, ADI y de las probetas deformadas se utilizó un durómetro marca WILSON modelo MU, con una carga de 3000 k y un identador de bola de 10 mm. 2. PROCEDIMIENTO EXPERIMENTAL Las probetas utilizadas se fabricaron a partir de una fundición nodular sin aleante y otra aleada con Ni, Mo y Cu. La preparación de la fundiciones se realizó en un horno de inducción INDUCTOTHERM de 30 Kg de capacidad, con crisol de alta alúmina, las coladas se efectuaron en un molde tipo “Y” diseñado según la norma A395, fabricado en resina fenólica autofraguante de 25 mm de espesor. La composición de las fundiciones nodulares, analizada por espectrometría de emisión óptica, se entrega en tabla 1 3. RESULTADOS La figura 1 presenta la microestructura de la fundición nodular sin aleantes, probeta M1, donde se observa un nódulo de grafito rodeado de ferrita y una matriz de perlita fina. Tabla I: Composición química (% en peso) de las aleaciones utilizadas C Si Mn P Cu Ni Mo Mg M1 3.47 2.49 0.37 0.01 0.02 0.02 0.01 0.02 M2 3.49 2.50 0.37 0.01 0.96 1.97 0.09 0.02 0.01 mm De los bloques Y obtenidos, se dimensionaron las probetas para el tratamiento térmico, análisis microestructural y deformación por laminación, las dimensión inicial de estas probetas fue de 10*10*55 mm. Figura 1: Microestructura fundición nodular sin aleantes, atacada con Nital al 2%, 1000X La figura 2 correspondiente a la microestructura de la fundición nodular con aleantes, probeta M2, se puede apreciar un nódulo en una matriz perlítica, sin presencia de ferrita, debido a la presencia de los elementos aleantes. CONGRESO CONAMET/SAM 2004 En la tabla II se entrega la cuantificación de fases de las probetas ADI, podemos apreciar la presencia de martensita en la probeta M2, debido a la adición de níquel, este elemento promueve una microestructura más gruesa de la fundición nodular, por lo tanto hay mayor segregación de carbono cuando se realiza la etapa de austemperado, quedando zonas de austenita medianamente estabilizadas, por lo tanto, se genera martensita cuando la aleación se enfría a temperatura ambiente. (b) Figura 2: Microestructura fundición nodular (a) sin aleantes (b) con aleantes, atacada con Nital al 2%, 1000X El grafito es nodular tipo I en ambas probetas, con una densidad de nódulos de 125 nod/mm2 y con porcentajes de nodularidad entre 95 y 100 %. La figura 3 muestra la microestructura de las fundiciones ADI inducidas por tratamiento térmico de las fundiciones nodulares. Tabla II: Cuantificación de fases, fundiciones ADI (% peso) Grafito Ferrita Austenita Martensita M1 12.28 51.81 35.91 - M2 12.13 35.60 42.89 12.14 La figura 4 presenta microestructuras de las probetas M1 y M2 deformadas un 24 %, es posible apreciar la presencia de finas agujas de martensita en la probeta M2 en la zona cercana a la grieta, en esta zona hay una mayor cantidad de transformación martensítica debido a la concentración de esfuerzos que produce la deformación en frío. 0.01 mm 0.01 mm (a) (a) 0.01 mm (b) Figura 3: Microestructura de ausferrita (a) Probeta M1 (b) Probeta M2 Nital al 2%, 1000X 0.01 mm (b) Figura 4: Microestructura con 24 % de deformación (a) Probeta M1 (b) Probeta M2, Nital al 2%, 1000X CONGRESO CONAMET/SAM 2004 En la tabla III se muestra la cuantificación de fases de las probetas deformadas un 24%, el mayor porcentaje de martensita de la probeta M2 es producto del mayor porcentaje de austenita estabilizada y de la martensita inicial que tenía esta probeta, este mayor porcentaje permite que las placas de martensitas puedan ser observadas por MEB. En las micrografías de la figura 6, se observa una microestructura de ferrita acicular en una matriz austenitica/martensítica, más gruesa que las observadas en figura 4. En estas micrografías se aprecian las agujas de martensita en los granos austeníticos. Los porcentajes de ferrita son aproximadamente constantes, ya que esta fase no experimenta ningún tipo de transformación cuando las probetas son sometidas a deformación Tabla III: Cuantificación de fases. Probetas deformadas (% peso) Grafito Ferrita Austenita Martensita M1 12.28 52.01 22.72 12.99 M2 12.13 35.14 29.91 22.82 5 µm La tabla IV resume la medición de dureza realizada a las probetas ADI y deformadas, podemos observar que la probeta M2 tiene mayor dureza, lo que concuerda con su mayor contenido de martensita, porcentaje que fue determinado por difracción de rayos X, además esta aleación esta aleada con níquel y este elemento es uno de los principales agentes endurecedores de las fundiciones nodulares. (a) 3500 X Tabla IV: Durezas (HB) Deformación Nodular ADI (24%) M1 321 269 415 M2 285 341 477 Las figuras 5 y 6 muestran micrografías de las probetas M1 y M2 respectivamente, deformada un 24%, mediante microscopía electrónica de barrido. Se puede observar claramente en la figura 5, una estructura de ferrita acicular en una matriz de austenita retenida, esta estructura es mucho más fina que la presentada por la probeta M2, como se puede apreciar en figura 6. Las micrografías de la probeta M1 no revelan la presencia de martensita, probablemente, debido a la menor concentración de esta fase. 2μm (b) 10000 X Figura 5: Micrografía de la probeta M1 Atacada con al Nital 2% CONGRESO CONAMET/SAM 2004 4. CONCLUSIONES 1. La microestructura resultante de las fundiciones nodulares es directa consecuencia del agregado de aleantes, a pesar de su bajo contenido, la adición de cobre, níquel y molibdeno producen una matriz perlítica, sin presencia de ferrita. 2. Los elementos aleantes tienen un efecto sumamente claro sobre los tiempos de formación de ausferrita, desplazando hacia la derecha el tiempo de inicio y término de la reacción de austemperado. 3. El níquel es un efectivo elemento endurecedor de las fundiciones austemperadas, las probetas sufrieron agrietamiento durante la laminación cuando los porcentajes de deformación superaron el 20%, además produce importantes cantidades de martensita durante el tratamiento de austemperado. 4. La deformación plástica en las fundiciones ADI produce una disminución de la cantidad de austenita estabilizada, aumentando su dureza debido a la presencia de martensita. 5. La difracción de rayos X es una poderosa herramienta en la cuantificación de componentes microestructurales de las fundiciones austemperadas, ya que la presencia de martensita no siempre se puede revelar por microscopia óptica o electrónica de barrido. 5μm (a) 5000 X 2μm (b) 10000 X 5. REFERENCIAS [1] Mondaca O. J, Spicacci R. H, Sikora J. A, Machinability of austempered ductile iron, AFS Transactions, 10, 1998, pp. 39 – 45 [2] Rundman K, Proceeding of the World Conference on Austempered Ductile Iron, 1991. 1µm Figura 6: Micrografía de la probeta M2 Atacada con Nital 2% [3] C. M. Burker, D. J. Moore, K. B. Rundman, AFS Transactions, 106, 1998, pp 91-97 [4] D. C. Wen, T. S. Lei, Materials Transactions JIM, 40, 1999, pp 980-988 [5] F. B. Waanders, S. W. Vorster, M. J. Vorster, Hyperfine International, 112, 1998, pp 143-146 CONGRESO CONAMET/SAM 2004 [6] D. Krishnaraj, S. Seshan, AFS 1995, pp. 767-776 Transactions, 103, [7] T. S. Shih et al. AFS Transactions, 99 , 1991, pp 793808 [8] J. L. Garin and R. L. M. Z. Metallkd, 91, 2000, pp. 842 [9] P. P. Rao, S. K. Putatunda, Metallurgical and Materials Transactions A, 28A , 1997, pp 1457-1470. [10] Sim B. T, Elliot R. Influence of alloying additions on austempering kinetics of compacted graphite cast iron, Materials Science and Technology, 14, 1998, pp. 8996 [11] Yu S. K. Et al, The efect of molybdenum, copper and nickel on the microstructure, hardness and hardenability, AFS Transactions, 97, 1986, pp. 557 [12] Jagadeesha A, Venugopalan D., Microestructural Development and Austempering Kinetics of Ductile Iron During Thermomechanical Processing, Metallurgical and Materials Transactions A, 31 A, 2000, pp. 2575-2585 [13] Nofal, A. A, Nasr El-Din H, Ibrahim M. M, Cold rolling of austempered ductile iron, Sience and Processing of Cast Iron, 2002 [14] Garin J, Mannheim R. Strain-induced martensite in ADI alloys, Journal of Materials Processing Technology, 2003; 143: 347-351 [15] Vuorinen J.J. Strain Hardening Mechanism and Characteristics of Austempered Ductile Iron, AFS Transactions, 1998, 100: 91-97 AGRADECIMIENTOS Los autores expresan su agradecimiento a la Universidad Santiago de Chile y al proyecto FONDECIT Nº 1990866 por el importante apoyo institucional y financiero para la realización de este trabajo.