Teoría de colas
Anuncio

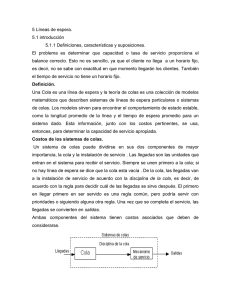
Instituto Politécnico Nacional Escuela Superior de Cómputo Teoría de Colas M. En C. Eduardo Bustos Farías Objetivos del Capítulo La distribución Poisson y exponencial. Cumplimiento de las medidas de seguridad para los modelos M/M/k, M/G/1, M/M/k/F y M/M/1/m. Análisis económico de los sistemas de colas Balance de líneas de ensamble Introducción Se estudian las filas de espera o colas. El objetivo del análisis de colas es diseñar un sistema que permita la organización óptima de acuerdo a alguno criterios. Criterios Posibles: - Ganancia máxima - Nivel de atención de deseado El análisis de los sistemas de colas requiere de una comprensión de la medida del servicio apropiada. Posibles medidas del servicio - Tiempo promedio de atención de clientes - Largo promedio de la cola - La probabilidad de que un cliente que llega deba esperar en la cola para ser atendido. Elementos del proceso de colas Un sistema de colas consta de tres componentes básicas: - Quien llega: El cliente que llega a la cola para ser atendido de acuerdo a un patrón de llegada. -El que espera en la cola: El cliente que llega debe esperar en una o más colas por el servicio. -Servicio: El cliente recibe el servicio y abandona el sistema. Proceso de llegada a la cola. - Existen 2 tipos de procesos de llegada: * Proceso de llegada deterministico. * Proceso de llegada aleatoria. - El proceso aleatorio es más común en la empresa. - Bajo tres condiciones, una distribución Poisson puede describir el proceso aleatorio. Las tres condiciones necesarias para la existencia del proceso de llegada Poisson : * Continuidad: Al menos un cliente debe llegar a la cola durante un intervalo de tiempo. * Estacionario: Para un intervalo de tiempo dado, la probabilidad de que llegue un cliente es la misma que para todos los intervalos de tiempo de la misma longitud. * Independencia: La llegada de un cliente no tiene influencia sobre la llegada de otro. - Estas condiciones no restringen el problema y son satisfechas en muchas situaciones. Distribución de llegada Poisson ( λt) e P( X = k ) = k! k − λt Donde: λ = esperanza de llegada de un cliente por unidad de tiempo t = intervalo de tiempo. e = 2.7182818 (base del logaritmo natural). k! = k (k -1) (k -2) (k -3) … (3) (2) (1). HARDWARE HANK’S Un problema que ilustra la distribución Poisson. - Los clientes llegan a Hank’s de acuerdo a una distribución Poisson. - Entre las 8:00 y las 9:00 a.m. llegan en promedio 6 clientes al local comercial. - ¿Cuál es la probabilidad que k = 0,1,2... clientes lleguen entre las 8:00 y las 8:30 de la mañana? 0 0 SOLUCION 0 0 0 0 Valores de entrada para la Dist. Poisson λ= 6 clientes por hora. t = 0.5 horas. 0 λ t = (6)(0.5) = 3. 0 0 0 1 2 3 4 5 6 7 8 ( λ t) e P( X =20 k) = 1 3 k0!! 1! 2! 3! 0k 321 −λ t = 0.224042 0.049787 0.149361 0.224042 La fila de espera. - Factores que influyen en el modelo de colas: * Configuración de la fila * Tramposos * Contrariedades * Prioridades * Colas Tendem * Homogeneidad. - Configuración de la fila * Una sola cola de servicio * Múltiples colas de servicio con una sola fila de espera * Múltiples colas de servicio con múltiples filas de espera. * Colas Tendem (sistema de servicios múltiples) - Tramposos * Corresponden a clientes que se mueven a través de la cola sin seguir los criterios de avance. - Contrariedades * Ocurre cuando los clientes evitan llegar a la fila porque perciben que esta es demasiada larga. - Reglas de prioridad * Las reglas de prioridad definen la disciplina en la fila. * Estas reglas seleccionan el próximo cliente en ser atendido * Criterios de selección comúnmente usados: - Primero en entrar primero en salir (FCFS). - Ultimo en entrar primero en salir (LCFS). - Tiempo estimado de atención - Atención de clientes aleatoria. - Homogeneidad * Una población homogénea de clientes es aquella en la cual los clientes requieren esencialmente el mismo servicio. * Una población no homogénea es aquella en la cual los clientes pueden ser ordenados de acuerdo : + A los patrones de llegada + Al tipo de servicio requerido. El proceso de servicio - Alguno sistemas de servicio requieren de un tiempo de atención fijo. - Sin embargo, en muchos casos, el tiempo de atención varía de acuerdo a la cantidad de clientes. - Cuando el tiempo de atención varía, este se trata como una variable aleatoria. - La distribución exponencial es usada, en algunos casos, para modelar el tiempo de atención del cliente. Distribución exponencial del tiempo de atención f(X) = µe-µX donde µ = es el número de clientes promedio que pueden ser atendidos por período de tiempo. Probabilidad que el tiempo de atención X sea menor que “t.” P(X ≤ t) = 1 - e-µt Ilustración esquemática de la distribución exponencial f(X) Probabilidad de que la atención sea completada dentro de “ t “ unidades de tiempo X=t Medida del desempeño de los sistemas de colas El desempeño puede ser medido concentrandose en: - Los clientes en la cola - Los clientes en el sistema Los períodos transitorios y estáticos complican el análisis del tiempo de atención. Un período transitorio ocurre al inicio de la operación. - Un comportamiento transitorio inicial no es indicado para un largo período de ejecución. Un período estacionario sigue al período transitorio. - En un período estacionario , la probabilidad de tener n clientes en el sistema no cambia a medida que transcurre el tiempo. - De acuerdo a lo anterior, la tasa de llegada puede ser menor que suma de las tasas de atención efectiva. λ< µ λ< µ1 +µ2+…+µκ Para un servidor Para k servidores λ< kµ Para k servidores con tasa se serv. µ cada uno Medida del desempeño en períodos estacionarios. = Probabilidad de que no existan clientes en el sist. = Probabilidad de que existan n clientes en el sistema. = número de clientes promedio en el sistema. = número de clientes promedio en la cola. = Tiempo promedio de permanencia de un cliente en el sistema. Wq = Tiempo promedio de permanencia de un cliente en la cola. Pw = Probabilidad de que un cliente que llega deba esperar para ser atendido. ρ = Tasa de uso de cada servidor (porcentaje del tiempo que cada servidor es ocupado). P0 Pn L Lq W Formulas - Las fórmulas representan las relaciones entre L, Lq, W, y Wq. - Estas fórmulas se aplican a sistemas que cumplen con las siguientes condiciones: * Sistemas de colas simples * Los clientes llegan según una tasa finita de llegada * El sistema opera bajo las condiciones de períodos estacionarios. L=λW Lq = λ Wq L = Lq + λ / µ Para el caso de una población infinita. Clasificación de las colas. - Los sistemas de colas pueden ser clasificados por: + Proceso de llegada de clientes + Proceso de atención Ejempo: Ejempo: + Número de servidores + Tamaño (lineas de espera finitas/infinitas) + Tamaño de la población MM//MM//66//10 10//20 20 - Notación + M (Markovian)= Proceso de llegada Poisson o tiempo de atención exponencial. +D (Determinístico) = Tasa constante de llegada o de atención +G (General) = Probabilidad general de llegada o de atención Sistema de colas M/M/1 Características - Proceso de llegada Poisson. - El tiempo de atención se distribuye exponencialmente - Existe un solo servidor - Cola de capacidad infinita - Población infinita. Medidas del Performance para la cola M / M /1 P0 = 1- (λ / µ) Pn = [1 - (λ / µ)] (λ/ µ)n L = λ / (µ - λ) Lq = λ 2 / [µ(µ - λ)] W = 1 / ( µ - λ) Wq = λ / [µ(µ - λ)] Pw = λ / µ ρ =λ/µ La probabilidad de que un cliente espere en el sistema más de “t” es P(X>t)= e-(µ - λ)t Zapatería Mary’s Los clientes que llegan a la zapatería Mary’s son en promedio 12 por minuto, de acuerdo a la distribución Poisson. El tiempo de atención se distribuye exponencialmente con un promedio de 8 minutos por cliente. La gerencia esta interesada en determinar las medidas de performance para este servicio. SOLUCION – Datos de entrada λ = 1/ 12 clientes por minuto = 60/ 12 = 5 por hora. µ = 1/ 8 clientes por minuto = 60/ 8 = 7.5 por hora. PP00==1(λ //µ) ==11--(5 //7.5) ==0.3333 1(λ µ) (5 7.5) 0.3333 – Calculo del performance nn PPnn==[1[1--(λ / µ)] (λ/ µ) = (0.3333)(0.6667) (λ / µ)] (λ/ µ) = (0.3333)(0.6667) LL ==λλ//(µ Pw = λ / µ = 0.6667 (µ--λ) λ)==22 LLqq ==λλ22//[µ(µ [µ(µ--λ)] λ)]==1.3333 1.3333 ρ = λ / µ = 0.6667 W W ==11//(µ (µ--λ) λ)==0.4 0.4horas horas==24 24minutos minutos W Wqq==λλ//[µ(µ [µ(µ--λ)] λ)]==0.26667 0.26667horas horas==16 16minutos minutos µ Datos Datosde deentrada entradapara paraWINQSB WINQSB λ Medidas Medidas de de performance performance Medidas Medidas de de performance performance Medidas Medidas de de performance performance Medidas Medidas de de performance performance Medidas Medidas de de performance performance Sistema de cola M/M/k Características - Clientes llegan de acuerdo a una distribución Poisson con una esperanza λ. - El tiempo de atención se distribuye exponencialmente. - Existen k servidores, cada uno atiende a una tasa de µ clientes. - Existe una población infinita y la posibilidad de infinitas filas. Medidas de performance P0 = Pn = Pn = 1 1 ⎛ λ ⎞ ⎜ ⎟ ∑ µ ⎠ n=0 n ! ⎝ k−1 ⎛⎜ λ ⎞⎟ ⎝ µ⎠ n! ⎛λ ⎞ ⎜ µ⎟ ⎝ ⎠ k !k n−k n k 1 ⎛ λ ⎞ ⎛ kµ ⎞ ⎜ ⎟ ⎜ + ⎟ µ ⎠ ⎝ kµ − λ ⎠ k!⎝ n P0 for n n<= ≤ k. k Para P0 Paran n>>k.k for n k ⎛⎜ λ ⎞⎟ µ ⎝ µ⎠ 1 W= P + 2 0 µ (k − 1) !(kµ−λ) Las medidas del performance L, Lq, Wq,, pueden ser obtenidas por las formulas. 1 ⎛ λ ⎞ ⎛ kµ ⎞ ⎟ ⎜ Pw = ⎜ P0 ⎟ k ! ⎝ µ ⎠ ⎝ kµ − λ ⎠ k λ ρ= kµ OFICINA POSTAL TOWN La Lagerencia oficina desea postal Town las atiende púrelevantes blico los al Saláservicio bados en La gerencia deseaconocer conocer lasmedidas medidas relevantes servicio en orden entre ordena:a:las 9:00 a.m. y la 1:00 p.m. –– La Laevaluación evaluacióndel delnivel nivelde deservicio servicioprestado. prestado. Datos .. oficina postal efecto en – ElElpromedio, efectode dereducir reducir elpersonal personal enun undependiente dependiente - –En 100 elclientes por hora visitan la durante este período. La oficina tiene tres dependientes. - Cada atención dura 1.5 minutos en promedio. - La distribución Poisson y exponencial describen la llegada de los clientes y el proceso de atención de estos respectivamente. SOLUCION Se trata de un sistema de colas M / M / 3 . Datos de entrada λ = 100 clientes por hora. µ = 40 clientes por hora (60 / 1.5). Existe un período estacionario (λ < kµ )? λ = 100 < kµ = 3(40) = 120. Sistemas de colas M/G/1 Supuestos - Los clientes llegan de acuerdo a un proceso Poisson con esperanza λ. − El tiempo de atención tiene una distribución general con esperanza µ. − Existe un solo servidor. - Se cuenta con una población infinita y la posibilidad de infinitas filas. Formula para L de Pollaczek - Khintchine. ⎛⎜ λ ⎞⎟ + λ σ ( ) ⎝ µ⎠ 2 L = 2 ⎛⎜ 1 − λ ⎞⎟ µ⎠ ⎝ 2 λ + µ - Nota : No es necesario conocer la distribución particular del tiempo de atención. Solo la esperanza y la desviación estándar son necesarias. TALLER DE REPARACIONES TED Ted repara televisores y videograbadores. Datos - El tiempo promedio para reparar uno de estos artefactos es de 2.25 horas. - La desviación estándar del tiempo de reparación es de 45 minutos. - Los clientes llegan a la tienda en promedio cada 2.5 horas, de acuerdo a una distribución Poisson. - Ted trabaja 9 horas diarias y no tiene ayudantes. - El compra todos los repuestos necesarios. + En promedio, el tiempo de reparación esperado debería ser de 2 horas. + La desviación estándar esperada debería ser de 40 minutos. Ted Teddesea deseaconocer conocerlos losefectos efectosde deusar usarnuevos nuevos equipos equipospara: para: 1.1.Mejorar Mejorareleltiempo tiempopromedio promediode dereparación reparación de delos losartefactos; artefactos; 2.2.Mejorar Mejorareleltiempo tiempopromedio promedioque quedebe debeesperar esperar un uncliente clientehasta hastaque quesu suartefacto artefactosea seareparado. reparado. SOLUCION Se trata de un sistema M/G/1 (el tiempo de atención no es exponencial pues σ 1/µ). Datos – Con el sistema antiguo (sin los nuevos equipos) λ = 1/ 2.5 = 0.4 clientes por hora. µ = 1/ 2.25 = 0.4444 clientes por hora. σ = 45/ 60 = 0.75 horas. – Con el nuevo sistema (con los nuevos equipos) µ = 1/2 = 0.5 clientes por hora. σ = 40/ 60 = 0.6667 horas. Sistemas de colas M/M/k/F Se deben asignar muchas colas, cada una de un cierto tamaño límite. Cuando una cola es demasiado larga, un modelo de cola infinito entrega un resultado exacto, aunquede todas formas la cola debe ser limitada. Cuando una cola es demasiado pequeña, se debe estimar un límite para la fila en el modelo. Características del sistema M/M/k/F - La llegada de los clientes obedece a una distribución Poisson con una esperanza λ. - Existen k servidores, para cada uno el tiempo de atención se distribuye exponencialmente, con esperanza µ. − El número máximo de clientes que puede estar presente en el sistema en un tiempo dado es “F”. - Los clientes son rechazados si el sistema se encuentra completo. Tasa de llegada efectiva. - Un cliente es rechazado si el sistema se encuentra completo. - La probabilidad de que el sistema se complete es PF. - La tasa efectiva de llegada = la tasa de abandono de clientes en el sistema (λe). λe = λ(1 - PF) COMPAÑÍA DE TECHADOS RYAN Ryan atiende a sus clientes, los cuales llaman ordenan su servicio. Datos - Una secretaria recibe las llamadas desde 3 líneas telefónicas. - Cada llamada telefónica toma tres minutos en promedio - En promedio, diez clientes llaman a la compañía cada hora. Cuando una línea telefónica esta disponible, pero la secretaria esta ocupada atendiendo otra llamada,el cliente debe esperar en línea hasta que la secretaria este disponible. Cuando todas las líneas están ocupadas los clientes optan por llamar a la competencia. El proceso de llegada de clientes tiene una distribución Poisson, y el proceso de atención se distribuye exponencialmente. La gerencia desea diseñar el siguiente sistema con: - La menor cantidad de líneas necesarias. - A lo más el 2% de las llamadas encuentren las líneas ocupadas. La gerencia esta interesada en la siguiente información: El porcentaje de tiempo en que la secretaria esta ocupada. EL número promedio de clientes que están es espera. El tiempo promedio que los clientes permanecen en línea esperando ser atendidos. El porcentaje actual de llamadas que encuentran las líneas ocupadas. SOLUCION Se sistema trata deMun sistema M/ M / sistema M/ 1/ 1/ 5/ 4 M / M / 1 / 3 Datos de entrada λ = 10 por hora. µ = 20 por hora (1/ 3 por minuto). – WINQSB entrega: 0.508,PP1P1=0=0.258, 0.254, 0.127, 0.063, 0.032 PP00==0.516, PP22==0.129, 0.032 = 0.533, P1 = PP 0.133, P3PP= 33 ==0.065, 44==0.06 P5 = 0.016 6.7% dede encuentran lasocupadas líneas 1.6% los cltes. laslas linea 3.2% delos losclientes clntes.encuentran encuentran líneas ocupadas ocupadas. La meta 2% puede ser alcanzada. Aúndel se puede alcanzar la meta del 2% Esto es alrededor de la meta del 2%. Otros resultados de WINQSB Con 5 líneas telefónicas 4 clientes pueden esperar en línea Datos Datosde deentrada entradapara paraWINQSB WINQSB Sistemas de colas M/M/1//m En este sistema el número de clientes potenciales es finito y relativamente pequeño. Como resultado, el número de clientes que se encuentran en el sistema corresponde a la tasa de llegada de clientes. Características - Un solo servidor - Tiempo de atención exponencial y proceso de llegada Poisson. - El tamaño de la población es de m clientes (m finito). CASAS PACESETTER Casas Pacesetter se encuentra desarrollando cuatro proyectos. Datos - Una obstrucción en las obras ocurre en promedio cada 20 días de trabajo en cada sitio. - Esto toma 2 días en promedio para resolver el problema. - Cada problema es resuelto por le V.P. para construcción ¿Cuanto tiempo en promedio un sitio no se encuentra operativo? -Con 2 días para resolver el problema (situación actual) -Con 1.875 días para resolver el problema (situación nueva). SOLUCION Se trata de un sistema M/M/1//4 Los cuatro sitios son los cuatro clientes El V.P. para construcción puede ser considerado como el servidor. Datos de entrada λ = 0.05 (1/ 20) µ = 0.5 (1/ 2 usiando el actual V.P). µ = 0.533 (1/1.875 usando el nuevo V.P). Resultados Resultadosobtenidos obtenidospor porWINQSB WINQSB Medidas Medidasdel del Performance Performance Tasa Tasaefectiva efectivadel delfactor factorde deutilización utilizacióndel delsistema sistema Número Númeropromedio promediode declientes clientesen enelelsistema sistema Número Númeropromedio promediode declientes clientesen enlalacola cola Número Númeropromedio promediode dedias diasque queun uncliente clienteesta estaen enelelsistema sistema Número Númeropromedio promediode dedías díasque queun uncliente clienteesta estaen enlalacola cola Probabilidad Probabilidadque quetodos todoslos losservidores servidoresse seencuentren encuentrenociosos ociosos Probabilidad Probabilidadque queun uncliente clienteque quellega llegadeba debaesperar esperaren enelelsist. sist. ρρ LL Lq Lq W W Wq Wq Po Po Pw Pw V.P V.P V.P V.P Actual Actual Nuevo Nuevo 0,353 0,353 0,467 0,467 0,113 0,113 2,641 2,641 0,641 0,641 0,647 0,647 0,353 0,353 0,334 0,334 0,435 0,435 0,100 0,100 2,437 2,437 0,562 0,562 0,666 0,666 0,334 0,334 Análisis económico de los sistemas de colas Las medidas de performance anteriores son usadas para determinar los costos mínimos del sistema de colas. El procedimiento requiere estimar los costos tales como: - Costo de horas de trabajo por servidor - Costo del grado de satisfacción del cliente que espera en la cola. -Costo del grado de satisfacción de un cliente que es atendido. SERVICIO TELEFONICO DE WILSON FOODS Wilson Foods tiene un línea 800 para responder las consultas de sus clientes Datos - En promedio se reciben 225 llamadas por hora. - Una llamada toma aproximadamente 1.5 minutos. - Un cliente debe esperar en línea a lo más 3 minutos. -A un representante que atiende a un cliente se le paga $16 por hora. -Wilson paga a la compañía telefónica $0.18 por minuto cuando el cliente espera en línea o esta siendo atendido. - El costo del grado de satisfacción de un cliente que espera en línea es de $20 por minuto. -El costo del grado de satisfacción de un cliente que es atendido es de $0.05. Que Que cantidad cantidad de de representantes representantes para para lala atención atención de de los los clientes clientes deben deben ser ser usados usados para para minimizar minimizar elel costo costo de de las las horas horas de de operación? operación? Costo total por horas de trabajo de “k” representantes para la atención de clientes SOLUCION Costo total del modelo Total horas para sueldo Costo total del grado de satisfacción de los clientes que permanecen en línea CT(K) = Cwk + CtL + gwLq + gs(L - Lq) Costo total de las llamadas telefónicas Costo total del grado de satisfacción de los clientes que son atendidos CT(K) = Cwk + (Ct + gs)L + (gw - gs)Lq Datos de entrada Cw= $16 Ct = $10.80 por hora gw= $12 por hora gs = $0.05 por hora [0.18(60)] [0.20(60)] [0.05(60)] Costo total del promedio de horas TC(K) = 16K + (10.8+3)L + (12 - 3)Lq = 16K + 13.8L + 9Lq Asumiendo una distribución de llegada de los clientes Poisson y una distribución exponencial del tiempo de atención, se tiene un sistema M/M/K λ = 225 llamadas por hora. µ = 40 por hora (60/ 1.5). El valor mínimo posible para k es 6 de forma de asegurar que exista un período estacionario (λ<Kµ). WINQSB puede ser usado para generar los resultados de L, Lq, y Wq. KK 66 77 88 99 10 10 En resumen los resultados para K= 6,7,8,9,10. LL 18,1249 18,1249 7,6437 7,6437 6,2777 6,2777 5,8661 5,8661 5,7166 5,7166 Lq Lq 12,5 12,5 2,0187 2,0187 0,6527 0,6527 0,2411 0,2411 0,916 0,916 Wq Wq 0,05556 0,05556 0,00897 0,00897 0,0029 0,0029 0,00107 0,00107 0,00041 0,00041 CT(K) CT(K) 458,62 458,62 235,62 235,62 220,50 220,50 227,12 227,12 239,70 239,70 Conclusión: Conclusión:se sedeben debenemplear emplear88rep reppara paralalaatención atenciónde declientes clientes Sistemas de colas Tandem En un sistema de colas Tandem un cliente debe visitar diversos servidores antes de completar el servicio requerido Se utiliza para casos en los cueles el cliente llega de acuerdo al proceso Poisson y el tiempo de atención se distribuye exponencialmente en cada estación. Tiempo Tiempo promedio promedio total total en en elel sistema sistema == suma suma de de todos todos los los tiempo tiempo promedios promedios en en las las estaciones estaciones individuales individuales COMPAÑÍA DE SONIDO BIG BOYS Big Boys vende productos de audio. El proceso de venta es el siguiente: - Un cliente realiza su orden con el vendedor. - El cliente se dirige a la caja para v¡cancelar su pedido. - Después de pagar, el cliente debe dirigirse al empaque para obtener su producto. Datos de la venta de un Sábado normal - Personal + 8 vendedores contando el jefe + 3 cajeras + 2 trabajadores de empaque. - TiempoCu promedio decantidad atención promedio de tiempo , ál es Cuál eslala cantidad promedio de tiempo , un cliente viene aacomprar + Elque tiempo que un vendedor esta con un que unpromedio clienteque que viene comprar cliente esdemora de 10 minutos. en demora enelellocal? local? + El tiempo promedio requerido para el proceso de pago es de 3 minutos. + El tiempo promedio en el área de empaque es de 2 75% de Solomante minutos. los clientes que llegan -Distribución hacen una compra + El tiempo de atención en cada estación se distribuye exponencialmente. + La tasa de llegada tiene una distribución Poisson de 40 clientes por hora. SOLUCION Estas son las tres estaciones del sistema de colas Tandem M/M/2 =3 0 λ= 40 2.67 minutos 30 λ= W1 = 14 minutos M/M/3 λ M/M/8 W2 = 3.47 minutos Total = 20.14 minutos. Balance de líneas de ensamble Una línea de ensamble puede ser vista como una cola Tande, porque los productos deben visitar diversas estaciones de trabajo de una secuencia dada. En una línea de ensamble balanceada el tiempo ocupado en cada una de las diferentes estaciones de trabajo es el mismo. El objetivo es maximizar la producción COMPAÑÍA DE MAQUINAS Mc MURRAY Mc Murray fabrica cortadoras de césped y barredoras de nieve. La operación de ensamble de una cortadora consta de 4 estaciones de trabajo. El tiempo máximo en cada estación de trabajo es de 4 minutos. De este modo, el número máximo de cortadoras que pueden ser producidas es de 15 por hora. La gerencia desea incrementar la productividad mejorando el balance de las líneas de ensamble. Datos Tiempo Tiempo Estacion Operaciones Prom. (min) Estacion Operaciones Prom.(min) 11 Montar 22 Montarcuerpo cuerpoyymango mangode delalacort; cort;Colocar Colocarbarra barrade dectrol ctrolen enelelmango mango 22 Ensamblar 44 Ensamblarmotor motoren enelelcuerpo;colocar cuerpo;colocarinterruptor;cuchillas;etc; interruptor;cuchillas;etc;…. …. 33 Fijar 33 Fijarmango, mango,barra barrade decontrol, control,cables, cables,lubricar lubricar 44 Conectar 33 Conectarbarra barrade decontrol; control;montar montarluz;inspección luz;inspecciónde decalidad; calidad;embalar embalar La operación completa toma 12 minutos La estación 2 es una SOLUCION Existen diversas opciones de balance para las líneas de ensamble. - Probar con un esquema de operaciones que ocupe el total de los 3 minutos asignados a cada estación de trabajo. - Asignar trabajadores ala estación de trabajo de manera tal de balancear la salidas de la estación - Asignar múltiples estaciones de trabajo para ejecutar cada una de las operaciones. -Usar técnicas de optimización, para minimizar la cantidad de tiempo ocioso de las estaciones de trabajo. - Usar heurísticas tales como “Técnica de clasificación de posiciones según el peso” para encontrar el menor número de estaciones de trabajo necesarias para satisfacer las especificaciones del ciclo de tiempo. Técnica de clasificación de posiciones según el peso. 1. Para cada tarea encuentre le tiempo total para todas las tareas de las cuales esta es un predecesor. 2. Clasifique las tareas en orden descendiente según el tiempo total. 3. Considere la estación de trabajo 1 como la estación actual. 4. Asigne las tareas ubicadas en los lugares inferiores de la clasificación si cumplen con las siguientes condiciones: + La tarea no ha sido asignada anteriormente. + El tiempo de la estación actual no excede el tiempo deseado para el ciclo. 5. Si la segunda condición del paso 4 no se cumple, designe una nueva estación como la estación actual, y asigne tareas a esta. 6. Repita el paso 4 hasta que todas las tareas hayan sido asignadas a alguna estación de trabajo. Mc Murray - Continuación La demanda por las cortadoras de césped ha subido, y como consecuencia el ciclo de tiempo programado debe ser menor que los 3 minutos programados. Mc Murray desea balancear la línea usando la menor cantidad de estaciones de trabajo. Datos Tareas que se requieren para fabricar una cortadora de césped Tareas Siguente Tiempo Tareas Siguentetarea tarea Tiempoestim estim A--Colocar ***** 40 A--Colocarelelcuerpo cuerpode delalacortadora cortadora ***** 40 B--Colocar ***** 50 B--Colocarelelmango mangode delalacortadora cortadora ***** 50 C--Ensamblar AA 55 C--Ensamblarelelmotor motoralalcuerpo cuerpode delalacortad cortad 55 D--Colocar AA 30 D--Colocarelelinterruptor interruptor 30 E--Colocar CC 65 E--Colocarrueda ruedaizquierda izquierdayyasgurarla asgurarla 65 F--Colocar CC 65 F--Colocarrueda ruedaderecha derechayyasegurarla asegurarla 65 G--Lubricar EE 30 G--Lubricarcortadora cortadora 30 H--Colocar CC 25 H--Colocarcuchillas cuchillas 25 I--Colocar F,F,GG 35 I--Colocarcables cablesconectores conectoresdel delmotor motor 35 J--Colocar II 50 J--Colocarcable cableque queune unebarra barrade decontrol controlcon con 50 K--Montar HH 20 K--Montarluces luces 20 L--Colocar BB 30 L--Colocarbarra barrade decontrol controlen enelelmango mango 30 M--Colocar LL 20 M--Colocarmango mango 20 N--Colocar MM 50 N--Colocarcales calesconectores conectoresdel delmango mango 50 0--Colocar 45 0--Colocarcables cablesconectores conectoresde delalabarra barrade decc ****** ****** 45 P--Probar D, 50 P--Probarcortadora cortadora D,J,J,K,K,OO 50 Q--Embalar PP 60 Q--Embalarcortadora cortadora 60 SOLUCION Tareas Tareas AA BB CC DD EE FF GG HH II JJ KK LL MM NN OO PP QQ Tiempo Tiempo 40 40 50 50 55 55 30 30 65 65 65 65 30 30 25 25 35 35 50 50 20 20 30 30 20 20 50 50 45 45 50 50 60 60 Tareas Tareaspredecesoras predecesoras C,D,E,F,G,H,I,J,K,P,Q C,D,E,F,G,H,I,J,K,P,Q L,M,N,O,P,Q L,M,N,O,P,Q E,F,G,H,I,J,KP,Q E,F,G,H,I,J,KP,Q P,Q P,Q G,I,J,P,Q G,I,J,P,Q I,J,P,Q I,J,P,Q I,J,P,Q I,J,P,Q K,P,Q K,P,Q J,P,Q J,P,Q P,Q P,Q P,Q P,Q M,N,P,O,Q M,N,P,O,Q N,O,P,Q N,O,P,Q O,P,Q O,P,Q P,Q P,Q QQ ********* ********* TiempoTotal TiempoTotal Clasific Clasific 525 11 525 305 33 305 455 22 455 140 14 140 14 290 44 290 260 55 260 225 6,5 225 6,5 155 12,5 155 12,5 195 10 195 10 160 11 160 11 130 15 130 15 255 6,5 255 6,5 225 88 225 205 99 205 155 12,5 155 12,5 110 16 110 16 60 17 60 17 Pasos 1 y 2 Tareas Tareas AA BB CC DD EE FF GG HH II JJ KK LL MM NN OO PP QQ Tareas seleccionadas según clasificación Tiempo Tiempo Tiempo Tareas Tareaspredecesoras predecesoras TiempoTotal Total Clasific. Clasific. 40 525 11 40 C,D,E,F,G,H,I,J,K,P,Q C,D,E,F,G,H,I,J,K,P,Q 525 50 L,M,N,O,P,Q 305 22 50 L,M,N,O,P,Q 305 55 455 33 55 E,F,G,H,I,J,KP,Q E,F,G,H,I,J,KP,Q 455 30 140 44 30 P,Q P,Q 140 65 290 55 65 G,I,J,P,Q G,I,J,P,Q 290 65 260 6,5 65 I,J,P,Q I,J,P,Q 260 6,5 30 225 6,5 30 I,J,P,Q I,J,P,Q 225 6,5 25 155 88 25 K,P,Q K,P,Q 155 35 195 99 35 J,P,Q J,P,Q 195 50 160 10 50 P,Q P,Q 160 10 20 130 11 20 P,Q P,Q 130 11 30 255 12,5 30 M,N,P,O,Q M,N,P,O,Q 255 12,5 20 225 12,5 20 N,O,P,Q N,O,P,Q 225 12,5 50 205 14 50 O,P,Q O,P,Q 205 14 45 155 15 45 P,Q P,Q 155 15 50 110 16 50 QQ 110 16 60 60 17 60 **** **** 60 17 Paso 3 y 4 Estación Estación 11 11 11 11 22 Clasific Tarea Tiempo Clasific Tarea Tiempo Tiempo TiempoTotal TotalTiempo TiempoOcios Ocios 11 AA 40 40 140 40 40 140 CicloCde 22 55 85 C tiempo actual 55 = 170. 95 95 85 33 50 35 B debe reducir 50 a 160, 145 145 35 Este Bse 44 EE 65 Negativo 65estac. 4 210 210 Negativo moviendo “K” de la 44 EE 65 65 115 65 65 115 a la estación 5. Asignción Asignciónde deEstaciones Estacionesde detrabajo trabajopara paralalaproducción producciónde deCortadoras Cortadoras Estación Estación 11 22 33 44 55 Diseñ Diseñado por Rubé Rubén Soto T. Diciembre de 1998. Tareas Tareas A,B,C A,B,C E,F,G E,F,G I,L,M,N I,L,M,N D,H,J,K D,H,J,K P,Q P,Q Tiempo TiempoTotalTiempo TotalTiempoOcios. Ocios. 145 35 145 35 160 20 160 20 135 45 135 45 170 10 170 10 110 70 110 70