guía de sistema de pintado
Anuncio

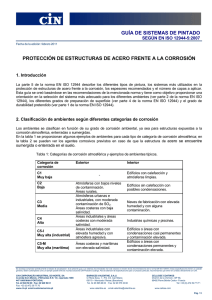
GUÍA DE SISTEMA DE PINTADO Fecha de la edición: febrero 2011 “TANK LININGS” SISTEMAS PARA PINTADO DE INTERIOR DE TANQUES 1. INTRODUCCIÓN La protección del interior de tanques metálicos es fundamental. En efecto, junto con el proceso natural de corrosión del acero, los productos almacenados en su interior potencian, en muchos casos, una degradación todavía más rápida. En caso de que no se realice una protección adecuada, puede haber perforación de las paredes o del fondo, con el consecuente derrame de su interior, con costes directos e indirectos (costes medioambientales, de inactividad de la producción u otros). Además de la degradación del tanque, la falta de un revestimiento adecuado origina, en muchos casos, la contaminación del producto almacenado, haciéndolo inadecuado para el fin al que se destina. De esta forma, se hace patente la necesidad de realizar una selección rigurosa del revestimiento a aplicar, de manera que resista la agresividad química asociada al producto con el que va a estar en contacto y proporcionar una protección anticorrosiva eficaz. 2. PREPARACIÓN DE LA SUPERFICIE Antes de iniciar el decapado, deben eliminarse todos los vestigios visibles de aceite, grasa, sales y otros contaminantes, de forma a que no permanezcan incrustados en el acero ni contaminen el abrasivo. Para cada una de las situaciones, el tratamiento a ejecutar deberá ser el más adecuado, como, por ejemplo: ● Para el aceite, la grasa o las sales hidrosolubles se puede realizar una limpieza con chorro de agua (y detergente, si es necesario), con vapor, con emulsionantes o con disolventes orgánicos. Siempre que se use detergente, al final habrá que aclarar con agua limpia. ● En caso de salpicaduras de soldadura, sales no hidrosolubles, cemento u otros contaminantes, utilice herramientas mecánicas/manuales (ej.: cepillos, raspadores, etc.). Las esquinas, aristas y cordones de soldadura deben redondearse (el diámetro mínimo recomendado es de 2 mm) para facilitar su revestimiento. Tras estas operaciones, decape por proyección de chorro abrasivo seco todas las superficies al grado Sa 2 ½, de acuerdo con la norma EN ISO 8501-1. La selección del abrasivo debe realizarse de manera que se garantice un perfil de rugosidad entre 25 µm y 50 µm, determinado con Testex Tape o equivalente. Los defectos del acero aparecidos tras el decapado (descamación u otros) deben repararse de manera apropiada. Si estos tratamientos originan una pérdida de rugosidad, vuelva a decapar estas zonas. Se aconseja comprobar periódicamente el estado de actualización de la presente guía. Los sistemas recomendados han sido creados en función de las recomendaciones de la norma EN ISO 12944-5. Estas especificaciones tienen un carácter general y deben contemplarse como un ejemplo posible entre las muchas soluciones CIN Protective Coatings. Para la obtención de especificaciones para un proyecto particular, recomendamos que entren en contacto directamente con CIN. CIN-CORPORAÇÃO INDUSTRIAL DO NORTE, SA Avenida Dom Mendo, nº831(antes E.N. 13) - Apartado 1008 4471-909 MAIA PORTUGAL Tel. 22 940 50 00 · Fax: 22 948 56 61 www.cin.pt email-customerservice.pt BARNICES VALENTINE, S.A.U. C/ Riera Seca, 1 – Pol. Ind. Can Milans 08110 – Montcada i Reixac (Barcelona) Tel. 34 93 565 66 00 · Fax: 34 93 575 33 60 www.valentine.es · email-valentine@valentine.es CELLIOSE COATINGS Chemin de la Verriere - BP 58, 69492 Pierre Bénite Cedex · Francia Tel: +33 (0) 472 39 77 77 · Fax: +33 (0) 472 39 77 70 www.celiose.com Pág. 1/3 GUÍA DE SISTEMA DE PINTADO Fecha de la edición: febrero 2011 Tras el decapado, realice la limpieza final, por ejemplo, con aspiración potente, dejando la superficie libre de polvo y adecuadamente limpia para recibir el revestimiento. El trabajo estará finalizado cuando al aplicar una cinta adhesiva sobre la superficie no se adhiera polvo a la misma. Durante el intervalo de tiempo transcurrido entre el decapado y la aplicación del revestimiento, el grado de preparación de las superficies no podrá sufrir alteraciones. De esta manera, por principio, el tiempo máximo entre el decapado y la aplicación de pintura deberá ser de entre 4 y 6 horas, dependiendo de las condiciones ambientales. Siempre que exista oxidación de la superficie antes de pintar, se debe volver a decapar para obtener el nivel de limpieza exigido. 3. SISTEMA DE PINTADO La selección del producto más adecuado para la sustancia que quiere almacenar podrá determinarse mediante la consulta de la siguiente tabla 1 Tabla 1 - Tabla de resistencias químicas Ensayo realizado por contacto continuo (inmersión) Temperatura ensayos: 20 ºC-25 ºC. C-POX TL740 Acetona Ácido acético 10% + Ácido clorhídrico 10% + Ácido sulfúrico 40% + Agua destilada + Alcohol etílico < 50% + Alcohol etílico > 50% + Amoníaco (conc.) + Fueloil + Gasóleo + Gasolina sin plomo + a) Hidrocarburos alifáticos + Hidrocarburos aromáticos ± Hidróxido de sodio 10% + Hipoclorito de sodio 10% ± Crudo ± a) No resiste a gasolinas sin plomo con aditivos FAM B. C-POX TL750 + ± + + + a) + + C-POX TL760 + + ± ± ± - Leyenda: resistente; ligero ataque superficial (dureza, color y brillo); - no resiste Se aconseja comprobar periódicamente el estado de actualización de la presente guía. Los sistemas recomendados han sido creados en función de las recomendaciones de la norma EN ISO 12944-5. Estas especificaciones tienen un carácter general y deben contemplarse como un ejemplo posible entre las muchas soluciones CIN Protective Coatings. Para la obtención de especificaciones para un proyecto particular, recomendamos que entren en contacto directamente con CIN. CIN-CORPORAÇÃO INDUSTRIAL DO NORTE, SA Avenida Dom Mendo, nº831(antes E.N. 13) - Apartado 1008 4471-909 MAIA PORTUGAL Tel. 22 940 50 00 · Fax: 22 948 56 61 www.cin.pt email-customerservice.pt BARNICES VALENTINE, S.A.U. C/ Riera Seca, 1 – Pol. Ind. Can Milans 08110 – Montcada i Reixac (Barcelona) Tel. 34 93 565 66 00 · Fax: 34 93 575 33 60 www.valentine.es · email-valentine@valentine.es CELLIOSE COATINGS Chemin de la Verriere - BP 58, 69492 Pierre Bénite Cedex · Francia Tel: +33 (0) 472 39 77 77 · Fax: +33 (0) 472 39 77 70 www.celiose.com Pág. 2/3 GUÍA DE SISTEMA DE PINTADO Fecha de la edición: febrero 2011 3.1 3.2 3.3 Sistema de pintado para tanques de jet fuel (especificación INTA 164402, para almacenamiento de jet fuel 100LL y JP4/JetB), gasolina sin plomo, gasóleo, algunos ácidos y alcoholes, hidrocarburos alifáticos, algunos ácidos y aguas a temperaturas elevadas (hasta 100 ºC en inmersión) Tipo de pintura Sistema Epoxi fenólico con amina 2-3 capas x C-Pox TL740 Espesor seco total (micrómetros) 300 µm Sistema de pintado para tanques de crudo, gasóleo, gasolinas, fueloil, hidrocarburos alifáticos, aguas de incendio y aguas de proceso Tipo de pintura Sistema Epoxi amina 3 capas x C-Pox TL750 Espesor seco total (micrómetros) 300 µm Sistema de pintado para tanques de fueloil jet fuel (norma MIL-PRF-4556 F de la US Navy), aguas de incendio, aguas de proceso o aguas de lastre Tipo de pintura Sistema Epoxi amina 2-3 capas x C-Pox TL760 Espesor seco total (micrómetros) 300 µm Notas: En las aristas, esquinas, soldaduras, zonas de difícil acceso, etc., se deberá aplicar previamente una capa de pintura y solo después aplicar la capa general. Este procedimiento, conocido por stripe coats, debe realizarse para todas las capas de pintura. Se aconseja comprobar periódicamente el estado de actualización de la presente guía. Los sistemas recomendados han sido creados en función de las recomendaciones de la norma EN ISO 12944-5. Estas especificaciones tienen un carácter general y deben contemplarse como un ejemplo posible entre las muchas soluciones CIN Protective Coatings. Para la obtención de especificaciones para un proyecto particular, recomendamos que entren en contacto directamente con CIN. CIN-CORPORAÇÃO INDUSTRIAL DO NORTE, SA Avenida Dom Mendo, nº831(antes E.N. 13) - Apartado 1008 4471-909 MAIA PORTUGAL Tel. 22 940 50 00 · Fax: 22 948 56 61 www.cin.pt email-customerservice.pt BARNICES VALENTINE, S.A.U. C/ Riera Seca, 1 – Pol. Ind. Can Milans 08110 – Montcada i Reixac (Barcelona) Tel. 34 93 565 66 00 · Fax: 34 93 575 33 60 www.valentine.es · email-valentine@valentine.es CELLIOSE COATINGS Chemin de la Verriere - BP 58, 69492 Pierre Bénite Cedex · Francia Tel: +33 (0) 472 39 77 77 · Fax: +33 (0) 472 39 77 70 www.celiose.com Pág. 3/3