Capítulo III: Transporte de Cajas
Anuncio

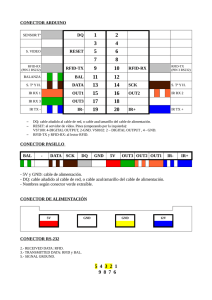
Capítulo III: Transporte de Cajas 3.1 Sistema de medida y clasificación de cajas: Pequeña, Mediana, Grande Un Sistema - medida y clasificación de cajas tiene los siguientes elementos: - Cinta transportadora de evaluación de tamaño. Cuando el objeto llegue a la misma, se pondrá en marcha y permitirá determinar el tamaño: TAMAÑO L < 25 cm. 25 cm. < L < 40 cm. L > 40 cm. - TIPO Pequeña mediana Grande Cinta transportadora de clasificación. Una vez evaluado el tamaño, esta cinta llevará el objeto hasta una determinada posición, según sea el mismo. Tres cintas transportadoras de regida, con un dispositivo de empuje cada una de ellas, que permita pasar el objeto procedente de la cinta clasificadora. Existe la posibilidad de utilizar energía eléctrica y neumática, por lo que podemos hacer uso de motores eléctricos y cilindros como dispositivos accionadores. Para mover las cintas utilizaremos motores trifásicos. Los dispositivos de empuje serán tres cilindros de simple efecto con distribuidores de dos posiciones / tres vías, con mando eléctrico y retorno por muelle. La figura adjunta muestra la distribución de los elementos de la instalación. Figura 3.1.1 22 Las cajas llegan continuamente, y una detrás de otra (sin posibilidad de solapamiento), a la cinta CT1. Para determinar la longitud de la misma emplearemos el siguiente procedimiento: - Nada mas entrar la caja, se pone CT1 en movimiento. Con ayuda de un encoder acoplado a M1 se contarán los impulsos suministrados por el mismo mientras la caja no acabe de entrar por completo a CT1. Conocida la relación entre el número de impulsos suministrados y la longitud recorrida por la cinta, será posible determinar el tamaño de la caja. Una vez evaluada la caja, CT1 permanece en marcha hasta que la misma entra en CT2. A partir de este momento, se para CT1 y se pone enmarca CT2. Cuando la caja llegue a la posición de la cinta de recogida correspondiente al tamaño de la misma, CT2 se para, el cilindro de empuje que toque la sitúa en CT3, CT4 o CT5 y aquella en la que ha sido depositada, se pone en funcionamiento durante 10 segundos. Sensores: Para detectar la presencia de caja en CT1, debemos utilizar un sensor B0 situado al comienzo de la misma. El cambio de “no activado” a “activado (flanco de subida) dará la orden de puesta en marcha de esa cinta, y la de iniciar cuenta de impulsos del encoder. Cuando la señal que entrega B0 cambie a “no activado” (flanco de bajada), deberá pararse la cuenta de impulsos. El número alcanzado permitirá determinar dentro qué grupo se encuentra evaluada. Para detectar la entrada de la caja evaluada en CT2 utilizaremos un sensor B1. Un flanco de subida en la señal entregada por el mismo dará la orden de parada de CT1 y la marcha de CT2. Mediante B2, B3 y B4 se detectará la presencia de la caja pequeña, mediana o grande, y se podrá dar la orden de parada CT2. empuje de la misma y puesta en marcha de CT3, CT4 o CT5. El sensor B5 actúa como elemento de seguridad. Si se llega a activar, nos indicará que la caja no ha sido desviada hacia CT3, CT4 o CT5, por lo que la instalación se debería detener para analizar el fallo. Para cada cilindro utilizaremos dos detectores de posición que indiquen dentro o fuera de los mismos (B6 a B11) Construya el circuito de control electroneumático empleando el método de paso a paso Ladder 23 Solución "SISTEMA DE MEDIDA Y CLASIFICACION DE CAJAS" AREA DE POTENCIA M1 B6 B7 CE1 M2 DE MARCHA STOP B8 B9 m M3 CE2 RES DE PRESENCIA B1 B2 B3 B4 B5 M4 B10 A DE ACTIVACION 2 B11 CE3 M5 "P3" "P4" "P5" "M1" ( ) "P7" "P10" "M2" ( ) "CE1" ( ) Figura 3.1.2 "M3" ( ) "P8" "CE2" ( ) "M4" ( ) "P11" "CE3" ( ) "M5" ( ) END TACION: stema en el problema entado usa un proceso de icacion por tamaño de relacionando el nuemero 24 AREA DE CONTROL RUNG1 "P1" "m" "B0" "B6" "B8" "B10" "P13" "P14" "P1" ( ) AREA DE ACTIVACION AREA DE PO RUNG2 "P1" "B0" "B1" "P1" "P3" ( ) "P1" "P3" "P3" "P4" "P4" "P5" "M1" ( ) "P7" "P10" "M2" ( ) "P3" B6 "P" "B2" "P3" B7 "CE1" ( ) "P4" ( ) "P4" CE1 "P6" "B7" "P4" "P5" ( ) "P7" "P8" "CE2" ( ) "P5" B8 "B6" "P5" "P6" "P6" "P6" ( ) S "P12" "M4" ( ) "P10" "P11" "CE3" ( ) Q "" 0 "" BCD 0 S5T#10S TV BI R "S_ODT1" "P11" "B3" "P3" CE2 "M5" ( ) B11 "P13" ( ) "M" B9 M "P9" "S_ODT1" S_ODT "P9" M "M3" ( ) B10 END "P7" ( ) "P7" CE3 BOTON DE MARCHA "P7" "B9" "P8" ( ) m STOP M "P8" SENSORES DE PRESENCIA "B8" "P8" "P9" ( ) B0 B1 B2 B3 B4 B5 "P9" "B4" "G" "P10" ( ) "P10" "B11" "P11" ( ) "P11" "P12" ( ) "B10" "P12" "B5" "STOP" "P14" ( ) "P14" Figura 3.1.3 ACOTACION: El sistema en el problema presentado usa un proceso de clasificacion por tamaño de cajas relacionando el nuemero de impulsos suministrados por el encoder y la longitud recorrida por la cinta, esto es que de ante mano tenemos que saber esa relacion para poder clasificar las cajas por su tamaño 25 END 3.2 Dispositivo con tres embolo para trasladar cajas pequeñas Se emplea un dispositivo con tres embolo para trasladar cajas pequeñas, que llegan a través de un plano inclinado P1 a una cinta transportadora (T). a. El contacto K provoca el comienzo del ciclo; cuando una pieza desciende por gravedad, acciona el embolo (A) que se desplaza de abajo hacia arriba. b. Cuando el contacto a1 es accionado, el embolo (B), que estaba con el vastago sacado, se desplaza y arrastra la caja. c. Cuando el contacto b0 es accionado, el embolo (C) se desplaza a la izquierda a derecha y coloca la pieza en la cinta transportadora. d. Cuando c1 es accionado, (A) se desplaza de arriba hacia abajo, el contacto a0 accionado provoca el desplazamiento del embolo (B). e. El contacto b1 accionado provoca el desplazamiento del embolo C de derecha a izquierda Construya el circuito de control electroneumático empleando el método de paso a paso Ladder Figura 3.2.1 26 Solución TRANSPORTADOR DE CAJAS: A+ B- C+ A- B+ CA0 b0 A1 b1 C0 C1 1-1IC1 A+ A- B+ B- C+ K A0 A1 b0 C- b1 C0 C1 dp RUNG1 K 1-1OC1.OUT0 A0 b1 C0 1-1OC1.OUT5 1-1OC1.OUT0 1-1OC1.OUT0 1-1OC1.OUT1 cont parada 1-1OC1.OUT1 1-1OC1.OUT2 1-1OC1.OUT2 1-1OC1.OUT2 C1 IN1 OUT1 IN2 OUT2 IN3 IN4 OUT3 OUT4 IN5 OUT5 IN6 OUT6 OUT7 COM 1-1IC2 1-1OC1.OUT1 b0 OUT0 IN7 COM 1-1OC1.OUT7 1-1OC1.OUT0 A1 1-1OC1 IN0 1-1OC2 IN0 IN1 OUT0 OUT1 IN2 IN3 IN4 OUT2 OUT3 OUT4 IN5 IN6 OUT5 OUT6 IN7 COM 1-1OC1.OUT3 A+ BC+ AB+ C- OUT7 COM RUNG2 1-1OC1.OUT3 1-1OC1.OUT0 1-1OC1.OUT6 1-1OC1.OUT3 1-1OC1.OUT3 A0 1-1OC1.OUT4 1-1OC1.OUT4 1-1OC1.OUT5 1-1OC1.OUT5 1-1OC2.OUT1 1-1OC1.OUT6 1-1OC1.OUT7 1-1OC1.OUT3 1-1OC1.OUT3 1-1OC1.OUT7 cont dp 1-1OC1.OUT7 1-1OC1.OUT6 1-1OC1.OUT7 1-1OC1.OUT4 1-1OC1.OUT6 1-1OC2.OUT2 1-1OC1.OUT2 1-1OC1.OUT4 b1 1-1OC2.OUT0 1-1OC2.OUT0 1-1OC2.OUT3 1-1OC1.OUT4 1-1OC1.OUT6 1-1OC1.OUT6 1-1OC1.OUT4 1-1OC2.OUT4 1-1OC1.OUT5 1-1OC1.OUT6 parada 1-1OC1.OUT7 1-1OC1.OUT7 1-1OC1.OUT5 1-1OC1.OUT6 1-1OC2.OUT5 1-1OC1.OUT7 END END Figura 3.2.2 27 3.3 Seleccionador de cajas de zapatos y botas Un seleccionador de cajas de zapatos y botas, tiene un sensor Z1 ordena la extensión del cilindro A hasta la mita de su carrera, al activarse A1 el cilindro B se extiende y retorna de inmediato B, al activarse B0 el cilindro A retorna. Al activarse los sensores Z1 y Z2 se ordena la extensión total del cilindro A, al activarse A2 el cilindro C se extiende y retorna de inmediato C, al activarse C0 el cilindro A retorna. Construya el circuito de control electroneumático empleando el método de paso a paso SELECCIONADOR DE CAJA DE BOTAS O ZAPATOS Figura 3.3.1 Solución: Circuito de Fuerza 0.00 daN Bo Co 0.00 daN 5.00 daN B+ 30.00 daN BC- C+ B1 C1 Ao A1 A2 0.00 daN 0.00 daN A+ A- Figura 3.3.2 28 AREA DE CONTROL Stop RUNG1 P1 START Z1 Ao Bo Co STOP Z2 P5 P1 Ao A1 A2 P1 Bo A1 P1 P2 B1 1-1IC1 1-1OC1 IN0 IN1 OUT0 OUT1 IN2 IN3 IN4 IN5 OUT2 OUT3 OUT4 OUT5 Ao A1 A2 0.00 daN 0.00 daN A+ A- Circuito de Control AREA DE CONTROL P1 START 1-1IC1 Stop RUNG1 Z1 Ao Bo Co STOP Z2 P5 P1 P1 P1 A1 P2 IN0 OUT0 Ao IN1 OUT1 A1 IN2 OUT2 A2 IN3 OUT3 Bo IN4 OUT4 B1 IN5 OUT5 Co IN6 OUT6 C1 IN7 OUT7 P2 COM Ao P2 P3 Z1 1-1IC2 Z2 P3 B1 P3 P4 Start P4 P4 Bo P6 START Z1 1-1OC1 Z2 Ao Bo Co STOP P10 P5 P6 COM 1-1OC2 IN0 OUT0 IN1 OUT1 A+ IN2 OUT2 A- IN3 OUT3 IN4 OUT4 IN5 OUT5 IN6 OUT6 IN7 OUT7 COM B+ BC+ C- COM AREA DE ACTIVACION RUNG2 P6 A2 P6 P7 P7 P7 Ao P8 P8 C1 P8 P9 P9 Co Figura 3.3.3 P9 P10 END P1 P2 A+ P6 P7 P2 P3 P7 P8 P3 P4 P4 P5 B- P8 P9 C+ P9 P10 C- A- B+ END 29 3.4 Apiladora de cajas Una apiladora de cajas consta de: - Tres cilindros: A, B y C de doble efecto - Cinco finales de carrera en el recorrido del cilindro A: A0, A1, A2, A3, A4 - Dos finales de carrera para los cilindros B y C. - Un sensor M El proceso es el siguiente: El sensor detectara la llegada de las piezas de la cinta transportadora. Al ser detectada una pieza en M; si el cilindro A esta accionado el final de carrera A0, hará salir a dicho cilindro hasta el final de carrera A4 y retroceder. A continuación, cuando llegue una nueva pieza a M, saldrá nuevamente el cilindro A hasta A3 y retroceder. El proceso se repetirá con A2 y A1. Cuando llegue A nuevamente a A0, dará la orden de retroceso al cilindro C hasta que llegue a C0, momento en que le llegara una orden al cilindro B que avanzara hasta a B1. A continuación retrocederá hasta B0, C avanzara hasta y terminara el ciclo Construya el circuito Electro-neumático mediante el método Ladder – Paso a Paso Figura 3.4.1 Solución: Circuito de Fuerza a2 a0 a1 a3 a4 b0 b1 ex_B ex_A Figura 3.4.2 c0 c1 ex_C RUNG1 30 1-1OC1.OUT5 1-1IC1.IN0 1-1IC1.IN1 1-1IC1.IN2 1-1IC1.IN101-1IC1.IN71-1OC1.OUT17 1-1OC1.OUT5 1-1OC1.OUT5 1-1IC1 IN0 1-1OC1 OUT0 1-1IC1.IN6 ex_A 1-1OC1.OUT5 1-1OC1.OUT6 Solución: RUNG1 Apiladora de cajas Circuito de control 1-1OC1.OUT5 1-1IC1.IN1 1-1IC1.IN0 Entradas 1-1OC1 1-1IC1.IN6 star t IN0 OUT0 ex_A sensor IN1 OUT1 ex_B IN2 IN3 OUT2 OUT3 ex_C IN4 IN5 OUT4 OUT5 p1 IN6 IN7 OUT6 OUT7 p2 b0 b1 IN8 OUT8 p4 c0 IN9 IN10 OUT9 OUT10 p5 IN11 IN12 OUT11 OUT12 p7 IN13 IN14 IN15 COM OUT13 OUT14 OUT15 OUT16 OUT17 p9 a0 a1 a2 a3 a4 c1 1-1IC1.IN2 1-1IC1.IN7 1-1OC1.OUT5 1 -1 OC1 . OUT 1 7 1-1OC1.OUT5 Salidas 1-1IC1 1-1IC1.IN10 1-1OC1.OUT5 1-1OC1.OUT6 1-1OC1.OUT6 1-1IC1.IN2 1-1IC1.IN1 1-1OC1.OUT6 1-1OC1.OUT7 1-1OC1.OUT7 p3 1-1IC1.IN5 1-1OC1.OUT7 1-1OC1.OUT8 p6 1-1OC1.OUT8 p8 1-1IC1.IN1 1-1IC1.IN2 1-1OC1.OUT8 1-1OC1.OUT9 p10 p11 p12 1-1OC1.OUT9 p13 1-1IC1.IN4 OUT18 OUT19 OUT20 OUT21 OUT22 OUT23 1-1OC1.OUT9 1-1OC1.OUT10 1-1OC1.OUT10 1-1IC1.IN2 OUT24 OUT25 OUT26 OUT27 OUT28 OUT29 1-1IC1.IN1 1-1OC1.OUT10 1-1OC1.OUT11 1-1OC1.OUT11 1-1IC1.IN3 1-1OC1.OUT11 1-1OC1.OUT12 1-1OC1.OUT12 OUT30 OUT31 COM 1-1IC1.IN2 1-1OC1.OUT12 1-1OC1.OUT13 1-1OC1.OUT13 RUNG2 1-1OC1.OUT5 1-1OC1.OUT6 1-1OC1.OUT0 1-1IC1.IN9 1-1OC1.OUT7 1-1OC1.OUT8 1-1OC1.OUT9 1-1OC1.OUT10 1-1IC1.IN8 1-1OC1.OUT11 1-1OC1.OUT12 1-1OC1.OUT15 1-1OC1.OUT13 1-1OC1.OUT17 1-1OC1.OUT13 1-1OC1.OUT14 1-1OC1.OUT14 1-1OC1.OUT3 1-1IC1.IN7 1-1OC1.OUT14 1-1OC1.OUT15 1-1OC1.OUT15 1-1OC1.OUT16 1-1OC1.OUT16 1-1OC1.OUT16 1-1OC1.OUT14 Fig: 3.4.3 1-1OC1.OUT16 1-1OC1.OUT1 1-1IC1.IN10 1-1OC1.OUT16 1-1OC1.OUT17 1-1OC1.OUT15 31 E ND E ND 3.5 Clasificación de piezas -Bifurcado Se desea automatizar una instalación de clasificación de piezas. El dispositivo consta de dos circuitos (H) y (K) convergentes hacia el puesto de control. La alimentación puede hacerse por gravedad sobre rampas de rodillos; dos émbolos de doble efecto (V) y (W) aseguran la apertura y cierre de los circuitos, de tal manera que una pieza procedente de (H) es orientada hacia (D) y una pieza procedente de (K) lo es hacia (G). O sea que los dos émbolos funcionan en oposición y bastará, en definitiva, estudiar el movimiento de V y W Otros dos émbolos S1 y S2 obturan las dos canalizaciones de llegada. Funcionamiento: 1.- Estado de reposo. El esquema representa un estado de reposo del mecanismo 2.- Una pieza llega a (H). Accionar, al pasar, el contacto (a) (impulso). - Los dos émbolos (V) y (W) funcionan de forma que dejan libre el paso. - Los émbolos S1 y S2 descienden de forma que evitan la entrada de otra pieza en el circuito. 3.- Después del control, la pieza se dirige hacia (D), pero al pasar, acciona uno de los contactos C. Los dos émbolos S1 y S2 se han retraído y el paso esta abierto de nuevo. 4.- Una pieza llega a (K). Al pasar b es accionado: a) Los dos émbolos (V) y (W) aseguran su paso en el canal correspondiente. b) Los dos émbolos (S1 ) y S2 cierran los canales de llegada 5.- Cuando al pasar, la pieza acciona el 2º contacto de C, los dos émbolos se levantan. Nota: Si dos piezas llegan, una después de otra, de (H) por ejemplo, la segunda no tiene ningún efecto sobre los émbolos V y W, pero actúa como la primera al pasar sobre los dos émbolos S1 y S2 Se desea que construya el circuito de control electro-neumático empleando el método de paso a paso. Figura 3.5.1 32 Solución: Clasificacion de Piezas - Bifurcado RUNG1 "1-1IC1.IN 0" "go" "vo" "mo" "1-1OC2.OU T0" ( ) "1-1OC2.OU T6" Circuito de Control m 1-1IC1 s1 vo "1-1OC2.OU T0" v1 go "v1" "a" "1-1OC2.OU T0" "b" "1-1OC2.OU T1" ( ) g1 mo m1 "1-1OC2.OU T1" "1-1OC2.OU T1" "g1" a "1-1OC2.OU T2" ( ) "1-1OC2.OU T2" "v1" "a" "b" "1-1OC2.OU T3" ( ) "1-1OC2.OU T3" OUT2 OUT3 IN4 IN5 IN6 OUT4 OUT5 OUT6 1-1OC2 IN0 OUT0 IN1 IN2 OUT1 OUT2 IN3 OUT3 IN4 OUT4 IN5 OUT5 IN6 IN7 OUT6 OUT7 COM "1-1OC2.OU T4" V+ G+ M+ VGM- COM Circuito de Fuerza "1-1OC2.OU T4" "a" "mo" IN2 IN3 1-1IC2 c "1-1OC2.OU T4" ( ) OUT0 OUT1 OUT7 COM "1-1OC2.OU T3" "m1" IN0 IN1 IN7 COM b "1-1OC2.OU T2" 1-1OC1 "b" "c" "1-1OC2.OU T5" ( ) "g1" vo V+ v1 V- go g1 "1-1OC2.OU T5" "vo" "1-1OC2.OU T0" "1-1OC2.OU T1" "1-1OC2.OU T5" "1-1OC2.OU T1" "1-1OC2.OU T2" "1-1OC2.OU T2" "1-1OC2.OU T3" "1-1OC2.OU T3" "1-1OC2.OU T4" "1-1OC2.OU T4" "1-1OC2.OU T5" "1-1OC2.OU T5" "1-1OC2.OU T6" ( ) "1-1OC1.OU T0" ( ) "1-1OC1.OU T1" ( ) "1-1OC1.OU T4" ( ) "1-1OC1.OU T2" ( ) "1-1OC1.OU T5" ( ) "1-1OC1.OU T3" ( ) Figura 3.5.2 G+ mo G- m1 M+ M- 1ro activar "b" y luego "a" para cu mplir con la secuencia V+ G+ G- M+ M- Vsi se pu lsa el sensor "a" antes que "b" la secuencia sera V+ M+ M- G+ G- V- 33 END