nmx-ee-228-1993. industria del plástico. envase y
Anuncio

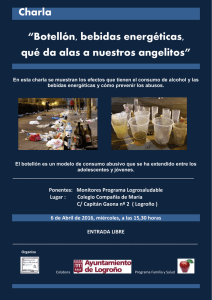
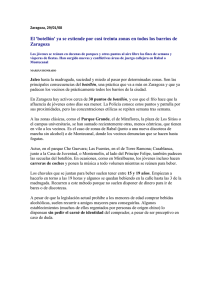
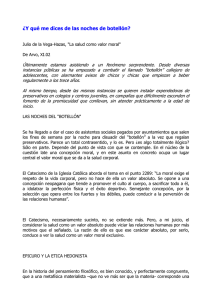
RECOPILADO POR: EL PROGRAMA UNIVERSITARIO DE ALIMENTOS NMX-EE-228-1993. INDUSTRIA DEL PLÁSTICO. ENVASE Y EMBALAJE. BOTELLÓN DE POLICARBONATO RÍGIDO, EXCLUSIVO PARA AGUA PURIFICADA. ESPECIFICACIONES. PLASTIC INDUSTRY. PACKAGING. BOTTLE OF RIGID. POLICARBONATE, EXCLUSIVE FOR PURIFIED WATER. SPECIFICATIONS. NORMAS MEXICANAS. DIRECCIÓN GENERAL DE NORMAS. 1. OBJETIVO Y CAMPO DE APLICACIÓN Esta Norma Mexicana establece las especificaciones que debe cumplir el botellón fabricado con resina termoplástica de policarbonato rígido, formulado con ingredientes atóxicos. Esta Norma es aplicable exclusivamente a los botellones de resina termoplástica destinados a contener agua purificada. 2. REFERENCIAS La presente Norma se complementa con las siguientes Normas Mexicanas en vigor: NMX-EE-217 NMX-Z-012 3. Industria del plástico- Envase y embalaje- Hermeticidad en botellas de PVC- Método de prueba. Muestreo para la inspección por atributos. DEFINICIONES Para efectos de esta Norma se establecen las siguientes definiciones: 3.1 Botellón Envase de resina termoplástica de policarbonato rígido para contener agua purificada sin presión interna, de cuello angosto cuya capacidad nominal es a partir de 4 dm³ (L) hasta 20 dm³ (L). 3.2 Capacidad nominal Es el volumen que debe contener el botellón y debe ser medido en el punto de llenado especificado en el diseño. 3.3 Defecto crítico Es el defecto que puede producir condiciones peligrosas o inseguras para quienes usan o mantienen el producto. Es también el defecto que puede llegar a impedir el funcionamiento o desempeño de una función importante del producto, del cuál depende la seguridad personal. 3.4 Defecto mayor Es el defecto que sin ser crítico tiene la posibilidad de ocasionar una falla o reducir materialmente la utilidad de la unidad para el fin que se le destina. 3.5 Defecto menor Es el defecto que no reduce materialmente la utilidad de la unidad para el fin que se le destina, representa una ligera desviación de las especificaciones establecidas y no tiene un defecto decisivo en el uso u operación de la unidad por tratarse de un defecto de apariencia. 4. CLASIFICACIÓN El producto objeto de esta Norma se clasifica en un sólo tipo de diferentes capacidades con el mismo grado de calidad. TIPO ÚNICO. Botellón de policarbonato con capacidad de 4 dm³ (L) a 20 dm³ (L). 5. ESPECIFICACIONES El botellón de resina termoplástica de policarbonato objeto de esta Norma debe cumplir con las especificaciones que se establecen en la Tabla 1 anexa, además de las siguientes: 5.1 Apariencia Los botellones de resina termoplástica de policarbonato son de color azul claro transparente. Se puede fabricar de otro color, bajo previo acuerdo entre fabricante y consumidor. Esto se verifica visualmente. Tabla 1. Especificaciones para los botellones de resina PARÁMETROS Tolerancia de la capacidad nominal (%) Resistencia al impacto (cm) mínimo. Resistencia al metanol/etilacetato en minutos. Determinación de espesores (cm). Hermeticidad (fugas). ESPECIFICACIONES TIPO ÚNICO ± 1.23 120* 3 Pared 0.89 mínimo Base 0.254 mínimo No debe haber MÉTODOS DE PRUEBA Inciso 7.3 Inciso 7.1 Inciso 7.2 Inciso 7.4 NMX-EE-217 * En promedio los botellones sometidos a esta prueba deben pasar tres caídas sin fracturarse y no debe desarrollar marcas blancas de esfuerzos. Termoplástica de Policarbonato 5.2 Capacidad y tolerancia La capacidad del botellón debe ser especificada en el diseño del fabricante y debe estar entre 4 dm³ (L) y 20 dm³ (L). Permitiéndose una tolerancia de ± 1.23% de la capacidad nominal del botellón. 5.3 Masa La masa del botellón debe ser especificada en el diseño del fabricante con una tolerancia de ± 6.66%. 5.4 Espesor El espesor de la pared debe ser de 0.089 cm como mínimo y el espesor de la base del botellón debe ser por lo menos de 0.254 cm. Esto se verifica en el inciso 7.4. 5.5 Lavado y esterilizado El botellón debe soportar el lavado y esterilizado a una temperatura de 338 K (65°C), durante un tiempo mínimo de 5 min con el objeto de garantizar que el agua purificada no cambie sus propiedades físico - químicas y bacteriológicas. Esto se verifica de acuerdo al inciso 7.5. 6. MUESTREO El muestreo del producto puede ser establecido de común acuerdo entre el fabricante y el consumidor, aplicándose la Norma Mexicana de muestreo por atributos NMX-Z-012. 6.1 Acabado En el acabado, el botellón no debe tener defectos como abolladura, burbujas, boca defectuosa, ralladuras. Esto se verifica visualmente. 6.2 Criterios de aceptación Este criterio debe ser fijado entre el fabricante y el consumidor. La aceptación o rechazo de las entregas debe basarse en los resultados de las inspecciones, muestreos y análisis efectuados por el consumidor en el lugar de entrega que éste señale. En el caso de que el proveedor no este conforme con el rechazo del material, el consumidor debe estar de acuerdo en que se realice una comprobación final, trabajando entre ambos la forma de efectuarlo. Se puede utilizar como base un nivel de inspección normal o muestreo sencillo con un nivel de calidad aceptable con la Tabla 2. Tabla 2. Criterio de Aceptación ESPECIFICACIONES Defectos críticos Defectos mayores Defectos menores NIVEL DE CALIDAD ACEPTABLE 0.25 % 2.5 % 6.0 % 6.3 Clasificación de defectos 6.3.1 Defectos críticos a) b) c) Rebaba en el diámetro exterior de la boca. Burbuja (ampolla en el interior del botellón y con fácil rompimiento). Partículas de material fundido o adherido al exterior del botellón, que pueden causarse lesiones durante su manejo. 6.3.2 Defectos mayores a) b) c) d) Boca fuera de especificaciones Fracturas Abolladuras en cualquier parte del botellón Burbujas (ampolla) en el botellón que no puede romperse. 6.3.3 Defectos menores a) b) c) d) e) Grietas que afectan la apariencia del botellón. Burbujas menores. Ralladuras. Arrugas. Pequeños carbones del material en todo el cuerpo del botellón. Nota: Para la aceptación de los defectos antes mencionados, deben determinarse de común acuerdo entre el fabricante y el consumidor los límites de calidad aceptados. 7. MÉTODOS DE PRUEBA Para determinar la calidad del producto, objeto de la presente Norma, deben aplicarse los procedimientos de prueba indicados en el capítulo 2, además de las que se describen a continuación. 7.1 Resistencia al impacto 7.1.1 Descripción Esta prueba consiste en llenar un botellón a su capacidad nominal con agua natural, taparlo con tapón de polietileno para evitar derrames, elevarlo a una altura de 1.20 m por medio de bastidor metálico y dejarlo descender en caída libre hasta que choque contra la superficie de impacto (piso, banqueta, etc.). 7.1.2 • • Aparatos y equipos Tapón de polietileno para evitar derrames de agua Bastidor con guía metálica para mejorar control del botellón en el momento de la caída. • • Polea para elevar el botellón a la altura deseada. Cuerda de monofilamento (plástico). 7.1.3 Procedimiento a) Tomar 2 botellones de un lote de 1,500 unidades previamente horneados. b) Llenar con agua natural hasta su capacidad nominal. c) Tapar la boca del botellón con el tapón de polietileno para evitar que el agua se derrame. d) Llevar los botellones hasta el área de prueba donde se encuentra el equipo necesario. e) Poner la cuerda de plástico alrededor del cuello de la boca del botellón. f) Elevar el botellón con la cuerda por la polea a una altura de 1.20 m, la cuál debe estar marcada en el bastidor metálico (Fig. 1). g) Dejar caer el botellón soltando la cuerda. Figura 1. Prueba de Impacto 7.1.4 Expresión de resultados Revisar el botellón y anotar cualquier daño sufrido en este. Si las muestras analizadas soportan hasta tres impactos, el lote se acepta, de lo contrario se rechaza. 7.2 Resistencia al metanol / etilacetato 7.2.1 Descripción Esta prueba garantiza la resistencia del botellón a la agresión del intemperismo y su contacto con productos de un alto grado de alcalinidad. El solvente químico "metanol / etilacetato" ataca las moléculas del policarbonato degradando la apariencia física del botellón volviéndolo frágil y quebradizo. 7.2.2 • • • • • Aparatos y equipo Recipiente metálico con capacidad para 2 botellones Solvente químico metanol / etilacetato Guantes de hule para ácido Mascarilla para gases Embudo metálico 7.2.3 Procedimiento a) b) Tomar 2 botellones de un lote de 1,500 unidades previamente horneados. Sumergir en el recipiente metálico conteniendo el solvente químico metanol/etilacetato y cubriendo de 5 cm a 8 cm la parte inferior externa del botellón. Con el embudo metálico agregar de 2 dm³ (L) a 3 dm³ (L) de solvente al interior del botellón. Una vez terminada la operación, dejar 3 min como mínimo en reposo (Fig. 2). Terminado el tiempo de reposo proceder a observar y a anotar los daños sufridos. c) d) e) Figura 2. Resistencia al Metanol / Etilacetato 7.2.4 Expresión de resultados Si después de 3 min los botellones no presentan fractura alguna, el lote se acepta, si ambos se fracturan, se detiene la producción o lote para pasarse nuevamente al horno de templado; si sólo sufre fractura un botellón, se realiza una tercera prueba para determinar si se acepta o no el lote. 7.3 Tolerancia de la capacidad 7.3.1 Descripción Esta prueba consiste en llenar un botellón con agua a su capacidad máxima, con una tolerancia de ± 1.23%. Esto se realiza con una probeta graduada. 7.3.2 Aparatos y equipo Probeta graduada con capacidad de 1000 cm³ (ml) 7.3.3 Procedimiento a) b) c) Tomar un botellón de un lote de 1,500 unidades Llenar la probeta graduada a su capacidad (1000 cm³ (ml) con agua natural). Una vez llena la probeta, iniciar el llenado del botellón hasta llegar a su capacidad nominal (Fig 3) 7.3.4 Expresión de resultados Determinar el nivel de la capacidad nominal. Esta prueba se realiza una hora después de haber sido moldeado el botellón. Si las muestras analizadas no cumplen con su capacidad nominal, el lote se rechaza. 7.4 Determinación de espesores 7.4.1 Descripción Verificar el grosor de pared en las partes críticas del botellón. Consiste en cortar un botellón por la línea de unión del molde y medir con micrómetro cada una de las partes críticas, como son las curvaturas y el centro del botellón (Fig. 4). Figura 3. Prueba de Capacidad Figura 4. Determinación de Espesores 7.4.2 • • • • Aparatos y equipo Micrómetro con una exactitud de 0.0001 mm. Sierra cinta circular para cortar el botellón por la línea de unión. Lentes de seguridad. Protectores auditivos. 7.4.3 Procedimiento a) b) c) Tomar 2 botellones de un lote de 1,500 unidades. Identificar los lados con respecto a la línea de unión como A y B. Llevarlos al área de sierra cinta para cortarlos por mitad, siguiendo la línea de unión del molde. Nota: La persona encargada de realizar esta operación debe portar mascarilla, careta o lentes de seguridad, así como protectores auditivos. d) e) Una vez cortado el botellón, limpiar ambos lados de toda rebaba que quede sobre la línea de corte. Proceder a realizar la verificación de los espesores con el micrómetro en las partes críticas de ambos lados (Fig 4). 7.4.4 Expresión de resultados Anotar cualquier variación que se presente en los puntos verificados. Se deben anotar las mediciones correctamente y en los puntos señalados para tal efecto. Esta operación se puede llevar a cabo con los botellones utilizados para la prueba de impacto. Si las muestras no cumplen con los espesores establecidos, el lote se rechaza. 7.5 Lavado y esterilizado Proceso mediante el cuál el botellón se mantiene en contacto con una solución cáustica aditiva con un detergente con capacidad fungicida y germicida, que da como resultado un envase limpio y estéril. 7.5.2 • • • • • • • • • Aparatos y equipo Equipo para lavado de botellón, con un sistema de bombeo. Equipo de laboratorio para determinar la concentración del cáustico y del detergente. Termómetro. Agua natural a temperatura de 338 K (65°C), para el lavado. Agua potable a temperatura ambiente para el enjuague del botellón. Solución de sosa cáustica. Detergente fungicida y germicida. Solución indicadora de fenolfaleína. Cronómetro. 7.5.3 Procedimiento a) Tomar dos botellones de un lote de 1500 unidades. b) Colocarlos de uno en uno, en posición invertida sobre la base que se encuentra en la cabina de lavado (Fig 5). c) Verificar que la temperatura del agua sea correcta 338 K (65°C) con el termómetro, así como también la concentración del cáustico y del detergente germicida y fungicida, las cuales deben ser del 1% y el 0.5% respectivamente. d) Una vez realizada la verificación, se procede al lavado del botellón, el cual debe permanecer dentro de la cabina por un espacio de 5 min. Nota: Es importante controlar los parámetros de temperatura, tiempo de contacto, concentración de cáusticos y del detergente, para garantizar el proceso de lavado y esterilizado. e) Terminado el tiempo de lavado, se coloca en la cabina de enjuague en la misma posición, utilizando para esto agua potable a temperatura ambiente, para garantizar que se mantengan libres de contaminantes. Figura 5. Lavado y Esterilizado f) Verificación de la efectividad del proceso de enjuague mediante la adición de 5 gotas de solución indicadora de fenolftaleína, que en presencia de solución cáustica tomará un color rosado. 7.5.4 Expresión de resultados a) Lavado Se debe verificar visualmente que el botellón se encuentre limpio, de tal manera que no contenga ninguna partícula extraña en su interior. b) Esterilizado El tiempo de contacto del botellón con el agua a la temperatura indicada durante 5 min, garantiza su esterilización. 8. MARCADO Y EMBALAJE 8.1 Marcado Debe marcarse el botellón en el idioma español, en forma clara y legible, con los siguientes datos como mínimo: • • • • 8.2 Símbolo o razón social del fabricante. Identificación de la resina utilizada en su fabricación. La leyenda "Hecho en México" o país de origen. Contenido en dm3. Embalaje El producto objeto de esta Norma, debe embalarse en bolsas de polietileno transparente, de tal manera que se garantice su buen manejo y conservación en cualquiera de sus capacidades. La presentación del embalaje puede ser modificada decidiendo su acuerdo entre el fabricante y el consumidor. 9. BIBLIOGRAFÍA Ley para sanidad de agua (junio 19, 1986). Código Federal de Regulaciones (Edición Abril 1, 1989). Regulación para botellones de agua (Enero 23, 1992) 10. CONCORDANCIA CON NORMAS INTERNACIONALES Esta Norma no concuerda con ninguna Norma internacional por no existir referencia en el momento de su elaboración. Fecha de aprobación y publicación: Junio 11, 1993.