ARMA TU SUPERHÉROE ¡SI ES QUE PUEDES! (MANUFACTURA
Anuncio

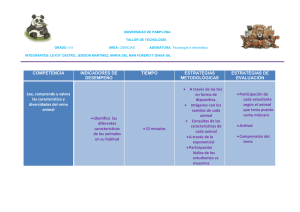
ARMA TU SUPERHÉROE ¡SI ES QUE PUEDES! (MANUFACTURA SINCRÓNICA – PLANTAS VAT) TRABAJO PRESENTADO COMO LÚDICA EN EL VIII ENCUENTRO NACIONAL GEIO Y I ENCUENTRO RED IDDEAL DOCUMENTO ELABORADO POR: Ángela Natalia Rodríguez Galeano, Daniel Enrique Sánchez Pineda, Yessica Liceth Velásquez Castiblanco, Jair Eduardo Rocha González, Pedro José Sánchez Caiman RED DE INVESTIGACIÓN, DESARROLLO Y DIVULGACIÓN DE LA ENSEÑANZAAPRENDIZAJE A TRAVÉS DE LA LÚDICA 31 DE OCTUBRE, 1° Y 2 DE NOVIEMBRE DE 2012 www.gela.edu.tf ARMA TU SUPERHÉROE ¡SI ES QUE PUEDES! (MANUFACTURA SINCRÓNICA – PLANTAS VAT) Ángela Natalia Rodríguez Galeanoa, Daniel Enrique Sánchez Pinedab, Yessica Liceth Velásquez Castiblancoc, Jair Eduardo Rocha Gonzálezd Pedro José Sánchez Caimane a Universidad Militar Nueva Granada u2901604@unimilitar.edu.co b Universidad Militar Nueva Granada u2901608@unimilitar.edu.co c Universidad Militar Nueva Granada u2901616@unimilitar.edu.co d Universidad Militar Nueva Granada jair.rocha@unimilitar.edu.co e Universidad Militar Nueva Granada pedro.sanchez@unimilitar.edu.co INTRODUCCIÓN El concepto de manufactura sincrónica se fundamenta en el desarrollo y aplicación de distintos tipos de procesos de producción, definidos a partir de las características de la secuencia de fabricación esperada y cuyo objetivo es la optimización del comportamiento de los aspectos esenciales dentro de una línea de manufactura. De acuerdo a lo anterior, se establece una serie de procesos estandarizados para la planeación, programación y control de los elementos primordiales involucrados en el sistema productivo, enfocados en el desempeño de aspectos críticos del sistema en análisis: cuantificación y manejo de cuellos de botella, balance de actividades en tiempo real, control sobre tiempos de preparación y operación y organización de operaciones. Las actividades anteriores se realizan con el fin de brindar beneficios de rendimiento sobre los flujos de fabricación de productos, en aspectos como materia prima, productos en proceso y artículos terminados, reduciendo los tiempos de entrega, teniendo en cuenta factores de calidad, para diseñar un sistema de control y manufactura acorde a las necesidades empresariales actuales.(Ravishankar & Mehatha, 2006) Ésta lúdica busca recrear las principales características de las planta VAT, el cual postula pautas de organización para la operación de líneas intermitentes de producción bajo pedido, puesto que es una de las temáticas que hacen parte del concepto de manufactura sincrónica, que se requiere en el desarrollo de cursos de producción y diseño de plantas. OBJETIVOS Objetivo General: Implementar una actividad lúdica que permita a los participantes conceptualizar las principales características de las plantas VAT con el fin de brindar una técnica de aprendizaje innovadora en esta temática. Objetivos Específicos: Identificar las características de cada sección de planta VAT, su interacción y resultado como unidad, por medio de la actividad lúdica establecida. www.gela.edu.tf Recrear un escenario que permita el acercamiento interactivo entre el participante y el diseño de plantas VAT. Fomentar la apropiación de los principales conceptos y características de las plantas VAT a los estudiantes de ingeniería industrial, así como a los interesados en el tema a tratar. MARCO TEÓRICO La estabilidad de una organización se fundamenta en el grado de competitividad y productividad a partir del máximo aprovechamiento de los recursos humanos, tecnológicos, físicos y financieros. Dicha necesidad ha permitido el desarrollo e implementación de la filosofía de gestión Justo a Tiempo (JIT, por sus siglas en ingles), puesto que esta tiene como principal objetivo, eliminar cualquier tipo de actividad que no agregue valor al producto. (Spencer & Lockamy, 2009). El concepto JIT se encuentra enmarcado dentro de las siguientes características: - Subsistema de control Kanban (eficiencia y efectividad en el proceso, por consiguiente en el producto). Eliminación de stocks de productos en proceso, y producto terminado.(Sarache Castro, Cespón Castro, & Ibarra Mirón, 2001) Operarios polivalentes y multifuncionales. Estandarización de operaciones. Optimización de los flujos de material. Teniendo en cuenta las características relevantes de JIT, se infiere que se encuentra relacionado de manera directa con manufactura sincrónica, ya que hace referencia a equipos de trabajo autónomos y multifuncionales; que laboran bajo el concepto de calidad integral.(Companys Pascual & Fonollosa i Guardiet, 1999) La Manufactura Sincrónica es un enfoque administrativo que permite analizar los diferentes agentes de una empresa, dentro de los que se encuentran inmersos los recursos y las actividades que se desarrollan dentro de la misma; como elementos de una red interdependiente, dentro de la cual deben ser organizados de forma armónica para alcanzar el objetivo principal de una organización. (Srikanth & Umble, 1997) En la medida que se aplican los conceptos fundamentales de la manufactura sincrónica, aumenta la probabilidad de ampliar el beneficio que obtiene la compañía. Esta utilidad se ve enfocada en el desempeño total del sistema, que se garantiza al mantener flujos sincronizados; además de brindarle a la organización una ventaja competitiva frente a otras del mismo sector industrial. (Chase, Aquilano, & Jacobs, 2001) www.gela.edu.tf La integración de la sincronía y el concepto JIT, puede adaptarse a cada tipo de empresa de forma general; si se considera que se encuentra inmersa en un grupo que trabaja bajo características relevantes semejantes. Dadas estas características, se ha planteado una tipificación que permita distinguir y/o asociar una organización con otra. De acuerdo a esto, las plantas manufactureras se pueden clasificar en tres categorías principalmente conforme a la relación entre recursos y productos: plantas V, A y T. (Macmillan, 2004) Dentro de las principales características de las plantas V, se encuentran: El gran número de artículos finales en relación al número de materias primas necesarias, ocasionado principalmente por la cantidad significativa de puntos de divergencia a lo largo del sistema productivo. Generalmente la secuencia que mantienen los productos es similar, así como la cantidad de operaciones básicas bajo las cuales deben ser elaborados. El número de partes producidas es considerablemente extenso comparado con el tiempo dedicado para ello. (Rodríguez Uribe, 2006) Gran número de puntos de divergencia, ocasionando una asignación incorrecta del material así como el aumento innecesario de inventario. Por otro lado las plantas A se identifican por: Ensamble dominante, con un periodo de tiempo largo. La cantidad de artículos terminados, en proporción, es menor a los recursos utilizados. Presencia de puntos de convergencia. Los recursos no son utilizados de forma óptima, en consecuencia se requiere programar tiempo extra para generar el pedido a tiempo. Los componentes son específicos para un tipo de pieza a fabricar. La secuencia de producción de las piezas componentes son diferentes entre ellas. Las máquinas y herramientas de la planta están diseñadas para cumplir con una gran variedad de actividades. Las plantas T, presentan las siguientes características relevantes: El número de piezas componentes son comunes a la mayoría de los productos terminados. El producto final está compuesto de diversos componentes que pueden ser comprados o manufacturados. A pesar de ser un tipo de organización representada por actividades de ensamble, los trabajos de sub-ensamble son escasos o nulos. El proceso de producción de cada una de las piezas componentes generalmente es disímil. www.gela.edu.tf Aunque cada una de estas plantas se encuentra enmarcada por un conjunto de características definidas, a nivel industrial pueden apreciarse diferentes combinaciones entre ellas. Las uniones comunes en el medio productivo son: Base en V con cabeza en T, Base en A con cabeza en T, Base en V con cabeza en A, Base en V con parte intermedia en A y cabeza en T y A y T lado a lado con T en la cabeza. (Umble & Srikanth, 1995) MATERIALES Proporcionados por los encargados de la actividad lúdica Es necesario resaltar que la lúdica propuesta presenta una característica especial de flexibilidad, dado que para su desarrollo pueden estar presentes de 2 a 4 grupos. Es por ello, que en la tabla de materiales presentada a continuación; se hace referencia a una cantidad mínima y una máxima, dependiendo de las condiciones que se llegasen a presentar. Tabla 1. Materiales proporcionados por los autores de la lúdica MATERIAL UNIDAD DE MEDIDA Perforadora Tijeras Overol Cartón Moldes Marcadores Cuerdas Rollo de lana para ensamblar Pintura roja Galón Pintura azul Galón Pintura verde Galón Pintura amarillo Unidad Unidad Unidad Pliegos Unidad Unidad Metro (2.80) Unidad Galón Galón Galón Galón Fuente: Los autores Proporcionados por los organizadores del evento www.gela.edu.tf CANTIDAD Mínima Máxima 6 12 6 12 6 12 8 16 16 32 6 12 4 8 1 1 1 1 1 Tabla 2. Materiales proporcionados por los organizadores del evento. MATERIAL UNIDAD DE MEDIDA Mesas Unidad CANTIDAD Mínima Máxima 24 12 Fuente: Los autores. PARTICIPANTES Jugadores: 6 Personas por cada planta VAT (grupo). Asistentes de operaciones (Encargados de la actividad lúdica) 3 Asistentes de operaciones como maniquíes. 1 Asistente de operaciones como supervisor en cada zona, es decir 4 por cada grupo. 2 Gerentes de operaciones. DURACIÓN DE LA ACTIVIDAD El tiempo aproximado de desarrollo de la actividad lúdica propuesta es de 2 horas. www.gela.edu.tf ESPACIO REQUERIDO Figura1. Espacio mínimo requerido. Fuente: Los autores. www.gela.edu.tf Fuente: Los autores www.gela.edu.tf DESARROLLO DE LA LÚDICA: La actividad lúdica se desarrolla de acuerdo a los siguientes pasos: Paso I. Conformación de máximo 4 grupos o mínimo 2 grupos, compuesto cada uno por 6 personas. Paso II. Subdividir cada grupo en 3 parejas. Un asistente de logística ubica a cada pareja en una posición sobre la zona identificada como de trazado y corte, también asigna un rol, de dos posibles: trazador y cortador, a cada uno de los miembros de la pareja, quedando entonces tres cortadores y tres trazadores. A cada persona se le entregan los implementos (tijeras y marcadores) que requiere su rol. Paso III. Al interior del grupo, las personas con el mismo rol deben unirse, amarrando sus pies derechos a través de una cuerda brindada por nuestro operador de logística. Paso IV. Una vez los equipos estén preparados, el demandante empresarial solicitará cierto número de armaduras (de 2 a 4), que serán el producto final que los grupos deben entregar. Paso V. Al conocer la demanda necesaria, nuestro operador logístico entregará a los equipos los moldes iníciales de cada parte de la armadura, para que cada pareja al interior del grupo se encargue de fabricar una de las partes de la armadura. Paso VI. El equipo debe decidir cuántas láminas de cartón requiere para la fabricación, de acuerdo al requerimiento final, que los trazadores deben solicitar al centro de materiales, controlado por nuestro jefe de material, que indicará que existen grupos de 2, 3 y 4 láminas, y que al final del juego se contabilizará el desperdicio (sobrante) o falta de material por cada grupo. Paso VII. El equipo debe avisar a nuestro operador en el momento en que tengan las piezas completas para una armadura, y seleccionar si realizan las piezas para las armaduras restantes o avanzar a las secciones de ensamble y acabado. Si seleccionan realizar las piezas para las armaduras restantes, el equipo no podrá avanzar hasta tener el total de las piezas requeridas. Paso VIII. Una vez el equipo avance únicamente los trazadores podrán trasladar las piezas a la zona de ensamble, mientras que los cortadores avanzarán a la zona de acabado. Paso IX. En zona de ensamble el conjunto de trazadores encontrarán, un esquema de la armadura ensamblada, y el número de modelos humanos que serán nuestros colaboradores, de acuerdo al requerimiento final. El equipo debe ensamblar la armadura en cada modelo de acuerdo al esquema y trasladarlo cargado hasta la zona de acabado. www.gela.edu.tf Paso X. En zona de acabado, mientras se realiza el ensamble, el conjunto de cortadores encontrarán una mesa con las referencias específicas de las armaduras solicitadas, donde se incluyen colores y decoraciones de cada armadura, y además un contenedor de acabados, que incluye los materiales necesarios. El conjunto debe realizar el alistamiento de materiales según referencia, esperando a que llegue la armadura base de ensamble. Paso XI. Al arribar la armadura a la zona de acabado, si el equipo eligió fabricar y terminar una por una las armaduras, solo el conjunto de cortadores podrá realizar los acabados, y el conjunto de trazadores regresará a la zona de fabricación inicial. Si el equipo eligió fabricar el total de las armaduras, ambos conjuntos podrán realizar los acabados en la parte final. Se evaluará al equipo ganador, de acuerdo al tiempo de entrega, calidad de los acabados, uso de materiales y método utilizado. DESARROLLO DE LA LÚDICA (DIAGRAMA DE FUNCIONES): En las siguientes páginas se muestran los pasos y funciones a desarrollar por cada uno de los participantes de la actividad lúdica; en la cual se incluyen los participantes y organizadores a través de la metodología de flujo de proceso. www.gela.edu.tf Figura 3. Diagrama de flujo de desarrollo de la lúdica. www.gela.edu.tf www.gela.edu.tf Fuente: Los autores. CONCLUSIONES: A partir de la implementación de la lúdica, se transmite de manera adecuada a los participantes, el propósito general de las plantas VAT, logrando que cada integrante, tenga la habilidad de identificar las principales características en cada tipo de planta, y la capacidad de relacionar su funcionamiento con industrias y sistemas de producción real. Durante el desarrollo de la lúdica, se logra brindar a cada participante un acercamiento a los estamentos generales de las plantas que manejan el concepto de producción bajo pedido (Job-shop), permitiendo su interacción, identificación y manejo de los conceptos principales de desempeño presentes al interior de la industria y las plantas VAT, tales como cuellos de botella, uso y desperdicio de materiales, orden de producción y tiempos de proceso relacionados con el contexto de la lúdica. La lúdica propuesta, permite la participación de manera exitosa y flexible, de personas relacionadas con ingeniería industrial, así como personas ajenas a los temas generales, logrando el entendimiento, transmisión y continuidad de la metodología propuesta, sin restricciones generales entre los posibles participantes. www.gela.edu.tf BIBLIOGRAFÍA: Chase, R., Aquilano, N., & Jacobs, R. (2001). Administración de Producción y Operaciones. México: McGraw Hill. Companys Pascual, R., & Fonollosa i Guardiet, J. B. (1999). Nuevas técnicas de Gestion de stocks: MRP y JIT.Barcelona, España: Alfaomega . Macmillan, S. (2004). Constraints management of a continuous-batch process. Pretoria: University of Pretoria. Ravishankar, B., & Mehatha, A. (2006). Synchronous Manufacturing- A Radical Analysis Tool for an Industrial Engineer. 7th Asia Pacific Industrial Engineering and Management Systems Conference, (pág. 10). Bangkok, Tailand. Rodríguez Uribe, J. R. (2006). Diseño de un Sistema de Manufactura Sincronizada. México DF: Instituto Politécnico Nacional. Sarache Castro, W. A., Cespón Castro, R., & Ibarra Mirón, S. (2001). Justo a tiempo y manufactura modular: Alternativas para mejorar la competitividad en la industria de la confección . Spencer, M., & Lockamy, A. (2009). Using VAT Analysis as a Framework for Supply Chain Management: A Case Study. European Journal of Economics, Finance and Administrative Sciences . Srikanth, M., & Umble, M. (1997). Syncronous Management. U.S.A.: The Spectrum Publishing Company. Umble, M., & Srikanth, M. (1995). Manufactura Sincrónica. Principios para lograr una excelencia de categoría mundial. México DF: Compañía Editorial Continental S.A. www.gela.edu.tf