Tratamiento de fangos, técnicas de espesamiento y estabilización
Anuncio

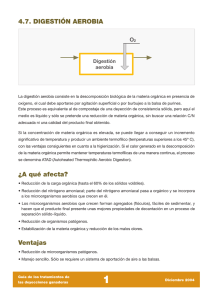
TRATAMIENTO DE FANGOS, TÉCNICAS DE ESPESAMIENTO Y TÉCNICAS DE ESPESAMIENTO Y ESTABILIZACIÓN ANA MARTA LASHERAS Criterios de estabilización e higienización de fangos de EDAR INTRODUCCIÓN Criterios de estabilización e higienización de fangos de EDAR INTRODUCCIÓN OBJETIVOS DE LOS SISTEMAS DE TRATAMIENTO BIOLÓGICOS Y QUÍMICOS Ó Í • Estabilizar el fango: Estabilizar el fango: – Eliminar olores desagradables – Eliminar el potencial de putrefacción – Reducir materia • Reducir la presencia de patógenos • Mejorar la deshidratabilidad del fango Criterios de estabilización e higienización de fangos de EDAR HIGIENIZACIÓN PROCESOS DE REDUCCIÓN DE PATÓGENOS U.S. EPA PSRPs que producen Fangos Clase B Digestión aerobia y anaerobia, secado al aire, compostaje y estabilización Digestión aerobia y anaerobia secado al aire compostaje y estabilización con cal PFPRs que producen Fangos Clase A Compostaje, secado térmico, tratamiento térmico, digestión aerobia termófila, irradiación beta, irradiación gama y pasteurización Procesos condicionados a las condiciones de operación para la eliminación de patógenos Criterios de estabilización e higienización de fangos de EDAR ESTABILIDAD ¿Para qué estabilizar? U.S. EPA El objetivo de esta estabilidad está relacionado con el concepto de reducción de atracción de vectores. d ó d ó d (Vector Attraction Reduction: VAR). Dos formas de reducir vectores: Dos formas de reducir vectores: • Procesos biológicos o químicos • Poniendo barreras entre fango y vectores Poniendo barreras entre fango y vectores Peligrosidad de un fango: Contagios Criterios de estabilización e higienización de fangos de EDAR ESTABILIDAD Métodos reducción atracción de vectores (U.S. EPA) Métodos reducción atracción de vectores (U S EPA) 1.‐ Reducción < 38 % en el proceso de tratamiento 2.‐ Eliminación adicional de SV < 17% en ensayo posterior de estabilidad anaerobio 3.‐ Eliminación adicional de SV < 15% en ensayo posterior de estabilidad aerobio 4.‐ SOUR≤1,5 mg O2/ hora y g ST 5 Tratamiento aerobio > 14 días < 40 ºC y de media 45ºC 5.‐ T i bi 14 dí 40 ºC d di 45ºC 6.‐ Adición álcali (pH > 12 durante 2 h) 7.‐ ST>75 % (tratado parcialmente) 8 ST>90 % (sin tratar) 8.‐ ST>90 % (sin tratar) 9.‐ Inyección del fango 10.‐ Volteo del fango con el terreno 11 Cubrir el fango con otro material 11.‐ Cubrir el fango con otro material 12.‐ Si fango sin tratar de fosas sépticas (pH > 12 durante 30 min) ESPESAMIENTO DE ESPESAMIENTO OBJETIVOS El objetivo de los espesadores es separar las dos fases (sólido y agua) de forma efectiva, aumentando las concentraciones de sólidos, de manera que los volúmenes sean menores; así, si de un 1% de concentración se consigue g un 5 %,, se habrá reducido 5 veces la cantidad de fango a procesar. SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO OBJETIVOS Compatibilizar línea de agua y línea de fango Volumen tratamiento € inversión y O&M (transporte: 8 €/m3; si 2 % 400 €/Tn MS y si 6 % 133 €/Tn MS) Volumen fango VS rendimiento del tratamiento posterior Concentración Posibilidad de almacenamiento y transporte. Retirada de arenas e iinertes. R ti d d t Retirada por arrastre de gases en solución. Retorno de clarificado. clarificado SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO EVALUACIÓN DE PROCESOS DE ESPESAMIENTO Estudio piloto para evaluar (especialmente para fangos primarios) comportamiento del fango a espesar € inversión y O&M Las principales variables del proceso son: ST y Q influente ST y SST del clarificado ST y Q efluente espesado Demanda D d y costos t d de reactivos ti sii son empleados l d SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO SISTEMAS DE ESPESAMIENTO Espesamiento por gravedad Espesamiento por flotación C i Continuos Espesamiento mecánico Centrífugas espesadoras Tambores rotativos Mesas espesadoras Discontinuos SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO IMPACTO RETORNOS “CLARIFICADOS” CLARIFICADOS ESPESADORES EDAR < 10.000 Hb eq /día DQO del retorno Gestión externa del fango <15.000 mg/l Purga g discontinua Purga continua 200% % carga g horaria 20% carga diaria EDAR < 100.000 Hb eq /día DQO del retorno Línea de tratamiento lodos en EDAR <5.000 mg/l Purga continua 20% carga diaria Los retornos de la línea de fangos pueden suponer hasta un 20% de la carga total de la EDAR SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO ESPESAMIENTO POR GRAVEDAD Consideraciones básicas de diseño Altura Alt mínima í i de d 3,5 3 5 m (lá (lámina i agua)) Zona espesado al menos igual a la de clarificado Tiempo retención hidráulico < 24 horas Tiempo Ti retención t ió sólidos ólid < 2 2-3 3 días dí Diámetro suficiente Diseño de tuberías de transporte de fangos: Velocidad mínima : 0,8 m/s Diámetro mínimo : 50 mm SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO ESPESAMIENTO POR GRAVEDAD ELEMENTOS DE ESPESADORES DINÁMICOS ELEMENTOS DE ESPESADORES DINÁMICOS SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO ESPESAMIENTO POR GRAVEDAD Principales problemas de explotación Formación de costras que dificulten el stripping de los gases formados Aparición de flotantes que hacen retornar puntas de carga a la línea de agua (especialmente a altas temperaturas) Deficiente concentración del fango espesado (fermentaciones en el decantador primario) Empeoramiento calidad rebose (fermentaciones y sobrecargas) SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO ESPESAMIENTO POR FLOTACIÓN La separación de partículas sólidas de la fase acuosa se produce en la parte superior. Las finas burbujas se adhieren o absorben sobre los sólidos que son arrastrados a Las finas burbujas se adhieren o absorben sobre los sólidos que son arrastrados a la superficie a una velocidad suficiente. La densidad de las nuevas estructuras particuladas pasa a ser inferior a la del líquido. SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO ESPESAMIENTO POR FLOTACIÓN DAF SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO ESPESAMIENTO POR FLOTACIÓN EJEMPLO TANQUE FLOTACIÓN CIRCULAR EJEMPLO TANQUE FLOTACIÓN CIRCULAR SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO ESPESAMIENTO POR FLOTACIÓN Principales problemas de explotación Capa fina de fango flotado Poco aire disuelto Sólidos en el efluente muy altos Desajuste en rasquetas y nivel de agua SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO CENTRÍFUGAS SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO CENTRIFUGACIÓN F Fuerza centrípeta < 500*Fuerza gravedad t í t 500*F d d Fangos biológicos g g Concentración del fango espesado: 4 – 8 % No siembre necesidad de polímero: 1 – p 3 kg/Tm SS g/ Consumo energético: 800 – 1500 wh/m3 fango Sensible a cambios en las características del fango Sensible a cambios en las características del fango Muy compacta SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO TAMBORES ROTATIVOS SISTEMAS DE ESPESAMIENTO ESPESAMIENTO DE ESPESAMIENTO TAMBORES ROTATIVOS El tambor b constituye i ell elemento l fil filtrante que permite la separación del agua y del flóculo Fangos biológicos Concentración del fango espesado: 4 – g p 8 % Elevada necesidad de polímero: 8 ‐ 50 kg/Tm SS Velocidad de giro del tambor 5‐20 Velocidad de giro del tambor 5 20 rpm rpm Elevado grado de atención Bajo costo inversión, elevado de operación Bajo costo inversión, elevado de operación ESPESAMIENTO DE ESPESAMIENTO MESAS ESPESADORAS LLa cinta i permite i drenar d y filtrar fil para separar los l flóculos del agua Para fangos biológicos y digeridos Concentración alcanzada: 5 – 8 % fangos biológicos 5 8 % fangos biológicos 10% fangos digeridos Polielectrolito (5 kg/Tm SS ) Operación en continuo Velocidad de la cinta ESTABILIZACIÓN PROCESOS ESTABILIZACIÓN • Biológico g Anaerobio Aerobio • Químico DIGESTIÓN ANAEROBIA DESCRIPCIÓN DEL PROCESO Proceso biológico que permite una degradación de la materia orgánica por medio de una fermentación bacteriana productora de de una fermentación bacteriana productora de metano, en un recinto cerrado y en ausencia de aire de aire. DIGESTIÓN ANAEROBIA DESCRIPCIÓN DEL PROCESO Fases: ¿Pretratamiento? Proteinas Materia orgánica particulada degradable (Xs) Carbohidratos Lípidos Hidrólisis Fase ácida Metanogénesis . 2- Hidrólisis DQO inerte soluble (Sin) Aminoácidos (Saa), Azúcares (Ssu) Fermentación de 3- azúcares 4- aminoácidos Paso limitante: Hidrólisis Acídos grasos de cadena larga (Sfa) Relación tiempo de retención‐rendimiento 5- Oxidación anaerobia de Sfa Propionato (Spro) Metanogénesis 6- Oxidación anaerobia de S pro 60 Acetato (Sac) Hidrógeno (SH2) 7- Metanogénesis acetoclasta 8- Metanogénesis hidrogenófila Metano (SCH4) Rendimiento (%) 50 40 30 20 10 0 0 5 10 15 20 HRT (d) 25 30 35 DIGESTIÓN ANAEROBIA DESCRIPCIÓN DEL PROCESO CRECIMIENTO DE BIOMASA Y PRODUCCIÓN DE BIOGÁS Ó Á 7 g. DQO 7 g DQO Biomasa 100 g. DQO CH4 CO2 + Agua DQO eliminada: 93 g DQO DIGESTIÓN ANAEROBIA PRODUCCIÓN Y COMPOSICIÓN DE BIOGÁS Composición: M t Metano 55 – 75 % CO2 25 – 45 % SH2 0,01 – 1 % Nitrógeno 2–6% Hidrógeno 0,1 – 2 % Producción: 750 – 1100 l biogás/kg SV destruido 0.35 l Metano/g DQO eliminado Poder calorífico: 5000 – 6000 Kcal/m3 biogas DIGESTIÓN ANAEROBIA TEMPERATURA Y TIEMPO DE DIGESTIÓN DIGESTIÓN ANAEROBIA FACTORES QUE AFECTAN EL PROCESO • • • • • • Alimentación del digestor T Temperatura del proceso t d l Tiempo de digestión p g pH El Elementos tóxicos ó i Agitación y mezcla g y DIGESTIÓN ANAEROBIA TEMPERATURA Y METANOGÉNESIS Polímeros Polímeros í Monómeros Monómeros Ácidos grasos, alcoholes, lactato, succinato, ... H2, CO2, HCOO‐, CH3‐R Ácidos grasos, alcoholes, lactato, succinato, ... Acetato CH4, CO2 MESÓFILO H2, CO2, HCOO‐, CH3‐R Acetato CH4, CO2 TERMÓFILO DIGESTIÓN ANAEROBIA COMPARACIÓN MESÓFILO ‐ TERMÓFILO •Eliminación de materia orgánica similar en el mesófilo y termófilo. Cinética termófila superior. y termófilo Cinética termófila superior •Mayor DQO filtrada en termófilo que en el mesófilo. Mayor solubilización ófil M l bili ió por efecto de la f t d l temperatura. •Mayor concentración de materia coloidal. •Misma producción de biogás por gr. de materia •Misma producción de biogás por gr de materia orgánica eliminada en todos los casos. DIGESTIÓN ANAEROBIA TIPOS DE DIGESTORES • BAJA CARGA • ALTA CARGA • CONTACTO ANAERÓBICO • SEPARACIÓN DE FASES DIGESTIÓN ANAEROBIA ALMACENAMIENTO DEL BIOGÁS DIGESTIÓN ANAEROBIA VENTAJAS • Buen porcentaje de eliminación de SV. • Reduce la masa final del fango. • Buena reducción de patógenos. • Fango final rico en nutrientes. • Absorbe puntas. • Gas metano. INCONVENIENTES • Alto coste de inversión. • Muy sensible a los cambios Muy sensible a los cambios bruscos. g • Sobrenadante con alta carga de nitrógeno, SS, DBO y DQO. • Problemas de seguridad (gas inflamable). DIGESTIÓN AEROBIA DESCRIPCIÓN DEL PROCESO Proceso biológico que se basa en la oxidación de materia orgánica por acción de microorganismos en presencia de oxígeno. Se microorganismos en presencia de oxígeno. Se trata de un proceso exotérmico. DIGESTIÓN AEROBIA PRODUCCIÓN DE BIOMASA Y CALOR 67 g. DQO Biomasa 100 g DQO 100 g. DQO Calor CO2 + Agua DQO eliminada: 33 g DQO 13.7 MJ/kg O2 consumido DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) Temperatura > 55ºC DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) • • • • • • Mayores cinéticas biológicas (3 a 10 veces superior) Mayores cinéticas biológicas (3 a 10 veces superior) Menores producciones netas de fango Solubilización térmica de parte del fango biológico pH cercano a 8 Elevadas concentraciones de amonio/amoniaco Características del sobrenadante: Características del sobrenadante: – – – – Color oscuro Olor amoniacal Olor amoniacal Resistencia a la filtración Mayor contenido de materia orgánica: Soluble y coloidal Mayor contenido de materia orgánica: Soluble y coloidal DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) • División de la operación del digestor Di i ió d l ió d l di t – Fase de descarga de fango. – Fase de carga de fango. – Fase de calentamiento: Higienización Fase de calentamiento: Higienización DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) Pot bio = M DQO eliminada · Ycalor C l generado Calor d por los equipos de aireación y mezcla MJ∙kg O2 Δt fase de calentamiento η Pot mi = ∑ Pot consumida · m 100 Calor perdido a través de paredes Calor perdido p p por evaporación FASE GASEOSA Calor perdido con los gases de salida Pot we = K we ⋅ (Tliq − Tambiente ) ⋅ Área Á Pot ve = Q vapor p ⋅ ΔH vapp Producción de Calor Biológico FASE LÍQUIDA Pot ge = Cp aire ⋅ Q aireación ⋅ (Taire entrada − Tgases salida ) Flujo de calor debido a la entrada de aire DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) Dos escenarios de operación: d ó • Limitación de Sustrato tac ó de Sust ato S t t Sustrato – Alto rendimiento – Único tratamiento Ú i t t i t Bacterias Heterótrofas • Limitación de Oxígeno – Bajo rendimiento – Sistema dual (ATAD + DAM) Sistema dual (ATAD + DAM) SS SO ρ2 = μH ⋅ ⋅ X BH K S + S S S O + K OXI O2 CO2 Calor DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) Limitación de sustrato • Higienización 65 20 • Alto grado estabilización Al d bili ió 63 19 18 ºC 61 59 % O2 • Alto rendimiento • Menor DQO filtrada 17 • Menor problemática de olores 57 16 • TRH mínimo 10 a 15 días 55 15 0 2 4 6 8 10 12 14 16 18 20 Tiempo (h) Temperatura % O2 gas salida 22 24 26 28 • TRH función de concentración y aireación • Una o varias etapas DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) Limitación de oxígeno • Higienización • Bajo grado estabilización • Bajo rendimiento j • Alta DQO filtrada. AGVs • Problemática de olores Problemática de olores • TRH mínimo 3 o 4 días para autotermo • TRH menores con precalentamiento del fango • Sistema dual DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) Sistema patentado Fuchs DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) Número de reactores ATAD Dos o más en serie, mismo volumen, operando en batch diario Diseño de los reactores Cilíndricos, relación Altura/diámetro 0.5 - 1 Rango de ST en fango alimentación 40 – 60 g·L-1 SSV necesario ≥ 25 g·L-1 Tiempo de Retención Hidráulico 5-6 días Mínimo tiempo de reacción 20 horas por etapa Temperatura y pH Reactor I: 35 – 50 y pH≥7.2 Reactor II: 50 – 65 ºC y pH=8.0 Aireación 4 m 3·h -1 ·m -3 reactor Potencia específica p 85 – 100 W·m -3 reactor Energía 9 – 15 kWh·m -3 fango tratado Calor potencial del fango 20 – 30 kWh·m -3 fango tratado Sistema patentado Fuchs DIGESTIÓN AEROBIA DIGESTIÓN AEROBIA TERMÓFILA AUTOSOSTENIDA (ATAD) DIGESTIÓN AEROBIA VENTAJAS • Buen porcentaje de eliminación de SV. • Reduce la masa final del fango. • Buena reducción de patógenos. • Fango final rico en nutrientes. • Absorbe puntas. • Producción de energía en f forma de calor. d l INCONVENIENTES • Menor coste de inversión. • Muy sensible a los cambios Muy sensible a los cambios bruscos. g • Sobrenadante con alta carga de nitrógeno, SS, DBO y DQO. ESTABILIZACIÓN QUÍMICA ¿BASES DEL PROCESO? Oxidación de la MO Oxidantes fuertes Oxidantes fuertes M difi ió d l H Modificación del pH Ácidos o bases fuertes (Cal) Aumento del pH (12) durante tiempo de p ( ) p contacto suficiente (2h). ESTABILIZACIÓN QUÍMICA PRE‐ESTABILIZACIÓN – Tipo de fango: líquido – Reactivo: Hidróxido cálcico – Parámetros de la reacción: • pH = 12,5 p , • Tiempo de contacto = 2 horas • Tiempo de maduración = 24 horas – Dosis a emplear • 10% sobre total materia seca – Duración en el tiempo muy limitada ESTABILIZACIÓN QUÍMICA POST‐ESTABILIZACIÓN – – – – Tipo de fango: deshidratado Reactivo: óxido de calcio Reacción fuertemente exotérmica Parámetros de la reacción: Parámetros de la reacción: • pH = 12,5 • Tiempo de contacto Tiempo de contacto = 2 horas 2 horas • Temperatura de reacción = 55 ºC – Dosis a emplear Dosis a emplear • 0,28 Kg CaO/Kg sólidos – Desinfección eficaz Desinfección eficaz ESTABILIZACIÓN QUÍMICA EQUIPOS ESTABILIZACIÓN CON CAL ESTABILIZACIÓN QUÍMICA EQUIPOS ESTABILIZACIÓN CON CAL ESTABILIZACIÓN QUÍMICA VENTAJAS • • • • Pequeñas plantas. Bajos costes inversión Bajos costes inversión. Aumento sequedad. Buena eliminación de patógenos. • Sencilla operación. Empleo fango al suelo • Empleo fango al suelo. INCONVENIENTES • No destrucción de la materia orgánica materia orgánica. • Necesario asegurar pH alcanzado alcanzado. • Incremento de la cantidad del fango. id d d l f • Almacenamiento. • Pérdida de nutrientes. TRATAMIENTO DE FANGOS, TÉCNICAS DE É ESPESAMIENTO Y ESTABILIZACIÓN ANA MARTA LASHERAS