Curso de Inspección UT Medición de Espesores
Anuncio

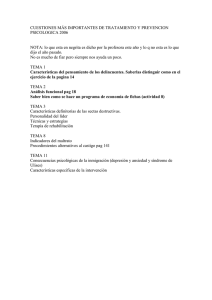
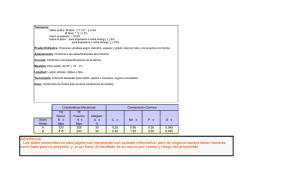
El Primer Nombre En Pruebas No Destructivas Contenido Capítulo 1. Introducción. Curso de Inspección UT Medición de Espesores Capítulo 10. Ejercicio Laboratorio 6. Capítulo 2. Propiedades del Sonido. Capítulo 11. Ejercicio Laboratorio 7. Capítulo 3. Instrumentos medidores de espesor ultrsónicos. Capítulo 12. Aplicaciones. Capítulo 4. Ejercicio Laboratorio 1. Capítulo 5. Ejercicio Laboratorio 2A. Capítulo 6. Ejercicio Laboratorio 2B. Capítulo 7. Ejercicio Laboratorio 3. Capítulo 8. Operación del DMS- Go. Capítulo 9. Ejercicio Laboratorio 5. Capítulo 13. Conceptos. Apéndices. El Primer Nombre En Pruebas No Destructivas Capítulo 1. Introducción Curso de Inspección UT Medición de Espesores El Primer Nombre En Pruebas No Destructivas Historia de Pruebas Ultrasónicas Muchos de los principios de ultrasonido fueron desarrollados principalmente trabajando con ondas débiles. La tecnología no existía para hacer uso práctico de la inspección ultrasónica de materiales hasta los 1900s. Sokolov, 1929 – Notó una baja en el nivel de sonido trasmitido en materiales defectuosos. Firestone, 1942 – Aplicó técnicas de sonar en pruebas de metales. General Motors, (Segunda Guerra Mundial) – Desarrolló y vendió licencias para construir equipo de resonancia a Sperry, Magnaflux y Branson. Krautkramer, 1950 - Primer detector de imperfecciones portátil. Principios de los 1990 - El uso del equipo digital ultrasónico se hace más común. Mediados de los 1990 - Se empiezan a usar elementos-piezo en transductores industriales. Finales de los 1990 - La Tecnología de Arreglo en Fases se aplica a la inspección industrial. El Primer Nombre En Pruebas No Destructivas Historia de Pruebas Ultrasónicas Los inspectores usaban audífonos y escuchaban al cambio de frecuencia el cual indica adelgazamiento en el material. Primer aparato para detectar espesores – Calibrador de Audio Resumen de Pruebas Ultrasónicas La inspección ultrasónica es comúnmente utilizada para satisfacer muchas necesidades: Una variedad inmensa de materiales pueden ser inspeccionados: - Metales. - Plásticos. - Compuestos. El Primer Nombre En Pruebas No Destructivas Resumen de Pruebas Ultrasónicas Pruebas de espesor Las aplicaciones más comunes incluyen: - Medición de espesores de paredes tanto en partes nuevas como en servicio. - Verificación de espesor en paredes restantes. Detección de defectos: Aplicaciones comunes incluyen: - Detección de laminaciones. - Despliegues. - Defectos de soldadura. - Orificios, rupturas, porosidad. Evaluación de Imperfecciones: - Una vez que la imperfección haya sido identificada, deberá ser evaluada de acuerdo a su localización, tamaño, tipo y severidad. El Primer Nombre En Pruebas No Destructivas Resumen de Pruebas Ultrasónicas Medición Digital de Espesores. Las mediciones pueden ser grabadas exactas. - Las lecturas se muestran y pueden ser grabadas en un registro de información portátil. También se pueden enviar a una impresora o computadora. - La información puede ser exportada en forma de reporte. El Primer Nombre En Pruebas No Destructivas Resumen de Pruebas Ultrasónicas Método de Pulso Eco La mayoría de las mediciones de espesor, detección y/o evaluación de imperfecciones usan el método Pulso Eco. Transmisor de Pulso Produce un pulso eléctrico de corta duración. Punta de Prueba/Transductor El elemento piezo-eléctrico convierte un pulso eléctrico (voltaje) en vibraciones mecánicas (sonido). El pulso del sonido viaja a travéz del material y rebota en imperfecciones ú otras áreas reflejantes del mismo. El eco que regresa es convertido en una señal eléctrica. El Primer Nombre En Pruebas No Destructivas Resumen de Pruebas Ultrasónicas Efecto Piezo-eléctrico - Al aplicar energía eléctrica, se produce energía mecánica. - Al aplicar energía mecánica, se produce energía eléctrica. Detector de Imperfecciones (Receptor) - Procesa la señal de regreso para su interpretación. - La pantalla del detector de imperfecciones muestra la duración del “tiempo de vuelo” del sonido a travéz del material. (Izquierda a Derecha = Tiempo/Distancia) - La altura de la señal en la pantalla representa la cantidad del sonido reflejado. El Primer Nombre En Pruebas No Destructivas Resumen de Pruebas Ultrasónicas Contacto Directo de Onda de Sonido Contacto Angulado de Onda de Sonido Este método detecta imperfecciones paralelas a la superficie. Este método detecta imperfecciones paralelas a la superficie. Resumen de Pruebas Ultrasónicas - Técnicas El Primer Nombre En Pruebas No Destructivas Método Pulso-Eco 0.189 REC. 1217 0.137 IN IN LOCATION LOCATION TEST-LLL 0.015 Imperfección pequeña paralela a la superficie. Muestra “limpia”. FREEZE MINCAP DUAL-M RANGE OFF 0.250 OFF OFF IN LOCATION 0.015 0.015 GAIN 55 dB 0.136 REC. 1217 REC. 1217 Imperfección grande paralela a la supericie. TEST-LLL GAIN 55 dB FREEZE MINCAP DUAL-M RANGE OFF 0.250 OFF OFF TEST-LLL GAIN 55 dB FREEZE MINCAP DUAL-M RANGE OFF 0.250 OFF OFF Resumen de Pruebas Ultrasónicas - Técnicas El Primer Nombre En Pruebas No Destructivas 0.194 REC. 1217 0.141 REC. 1217 IN LOCATION LOCATION 0.015 Imperfección pequeña que no está paralela a la superficie. 0.015 TEST-LLL GAIN 55 dB FREEZE MINCAP DUAL-M RANGE OFF 0.250 OFF OFF TEST-LLL GAIN 55 dB FREEZE MINCAP DUAL-M OFF OFF OFF Imperfección grande que no está paralela a la superficie. El Primer Nombre En Pruebas No Destructivas Resumen de Pruebas Ultrasónicas - Técnicas Usar Puntas de Prueba de Elemento Doble para Superficies Corroidas. 1. 2. 3. 4. 5. Superficies lisas y paralelas: Excelentes para cualquier tipo de punta de prueba. Asperas y paralelas: mejor cuando se usan puntas de prueba doble. Imperfectas en forma de “lago”: mejor cuando se usan puntas de prueba doble. Imperfectas en forma de “cono”: mejor cuando se usan puntas de prueba doble. No paralelas: La reflección no regresa al transductor. 1 2 3 4 5 El Primer Nombre En Pruebas No Destructivas Calificación y Certificación personal Es importante que el técnico o el supervisor estén calificados en el método de inspección antes que la técnica sea utilizada y los resultados sean evaluados. La sociedad americana para pruebas no-destructivas (ASNT) recomienda el uso del documento: “Practicas Recomendadas #SNT-TC-1A” Dicho documento provee la guía necesaria para calificar y certificar al técnico usando Pruebas No Destructivas (PND) apropiadamente. Para cumplir con este documento, la compañía deberá establecer un procedimiento por escrito que describa en detalle como el técnico deberá ser entrenado, puesto a prueba y certificado. Se les recomienda a la compañía y al estudiante que usen la edición actual del documento SNT-TC-1A para determinar el número adecuado de horas de instrucción en salón y los meses de experiencia necesaria para certificar el método de inspección. La Certificación del personal NTD es responsabilidad de la empresa. Nivel I - La persona será calificada para desempeñar calibraciones, pruebas y evaluaciones específicas bajo supervisión directa de un Nivel II ó III. Nivel II – La persona será calificada para ajustar y calibrar el equipo, interpretar y evaluar los resultados. Esta persona debe poder escribir instrucciones, reportar resultados de pruebas, y supervisar personal en entrenamiento asi como personal en el Nivel I. Nivel III – La persona deberá ser capaz y responsable de establecer técnicas, interpretar códigos y designar el método de prueba así como la técnica a utilizar. Deberá aprobar los procedimientos de inspección y dirigir el entrenamiento y certificación de personal PND (Pruebas No Destructivas). Deberá tener experiencia práctica en ésta tecnología y conocer otros métodos usados comúnmente en PND. El Primer Nombre En Pruebas No Destructivas Entrenamiento y Certificación El documento SNT-TC-1A recomienda que los técnicos del Nivel I y II sean examinados en las siguientes áreas: Exámen General, Exámen Práctico, y Exámen(es) Específicos. El documento SNT-TC-1A recomienda que el personal PND de nivel III sea examinado en las siguientes áreas: Examen Básico, Examen de Método, y Exámenes Específicos. La Sociedad Americana de Pruebas No-Destructivas (SNT) 1711 Arlingate Lane Columbus, OH 43228-0518 Tel: 800-222-2768 www.asnt.org El Primer Nombre En Pruebas No Destructivas Capítulo 2. Propiedades del Sonido. Curso de Inspección UT Medición de Espesores El Primer Nombre En Pruebas No Destructivas Propiedades del Sonido Ultrasonido: Estudio del sonido en rangos superiores al oído humano. Sonido: Energía mecánica transmitida por la presión de ondas en un medio. Sónico (20 a 20,000 Hz). Sub Sónico (<20 Hz) Ultrasónico (>20,000 Hz) Ciclo: Una repetición completa del movimiento de una partícula. Longitud de onda: La distancia requerida para completar un ciclo del movimiento de una partícula. Frecuencia: El número de ciclos completos de vibración en un período de tiempo dado (usualmente un segundo). λ Longitud de Onda El Primer Nombre En Pruebas No Destructivas Frecuencia – Rangos de Prueba de Ultrasonido Las frecuencias bajas son comúnmente usadas para inspeccionar materiales de grano grueso (vaciados), así como también materiales gruesos. Las frecuencias altas son comúnmente usadas para inspeccionar materiales de grano fino, materiales delgados y/o pruebas de inmersión. - 200,000 Hertz (Hz) a 25,000,000 Hertz. - 200 KiloHertz (KHz) a 25,000 KiloHertz. - 0.2 MegaHertz (MHz) a 25 MegaHertz. Hertz = Ciclos por segundo. Frecuencia Alta Longitud de Onda Corta 6 ciclos en 1 segundo = 6 Hz Frecuencia Baja Longitud de Onda Larga. 2 ciclos en 1 segundo = 2 Hz El Primer Nombre En Pruebas No Destructivas Velocidad del Sonido - Modo Longitudinal El ritmo (velocidad) a la que una onda de sonido se propaga a travéz de un material, depende de: - La densidad y elasticidad del material. - El Modo de vibración. La velocidad es constante para un material y para un modo de vibración dados. La velocidad no es afectada por la frecuencia. La velocidad es la misma para una onda “L” de 1 MHz tanto como para otra de 5 MHz en el acero. Velocidad del Sonido – Modo Longitudinal Este es el único modo que puede viajar a través de sólidos, líquidos y gases. Este es el modo de vibración más rápido. Ejemplo: El acero blando tiene una velocidad longitudinal de 230,000 pulgadas/seg. ó 5.9 Km/seg. Dirección de Propagación Movimiento de Partículas El Primer Nombre En Pruebas No Destructivas Velocidad del Sonido - Modo Transversal Solamente viaja a través de sólidos. Viaja aproximadamente la mitad de la velocidad longitudinal. Ejemplo: La velocidad de onda en cizalla (Shear) en el acero blando es aproximadamente 130,000 pulgadas/seg ó 3.2 Km/seg. Dirección de Propagación Movimiento de Partículas El Primer Nombre En Pruebas No Destructivas Velocidad del Sonido - Modo Superficial (Ondas Rayleigh) Sólamente viaja a travéz de sólidos. Viaja aproximadamente al 45% de la velocidad longitudinal. La velocidad de una onda superficial en el acero blando es aproximadamente 103,000 pulgadas/seg ó 2.9 Km/seg. Dirección de Propagación Eliptica El Primer Nombre En Pruebas No Destructivas Velocidad del Sonido - Variables en Pruebas de Espesores Espesor = Tiempo en Tránsito x C Donde C es una constante igual a la velocidad del material. 2 Las variables de prueba afectan la precisión de la prueba. Los efectos individuales de dichas variables pueden considerarse nulos. Mas sin embargo, el error cumulativo puede ser significante. El procedimiento de calibración: - El acoplamiento (pasta para mejorar la transferencia de energía entre la punta de prueba y el material) debe ser tan delgado como sea práctico. - Las superficies de prueba deben estar lisas y paralelas. - Se debe calibrar usando material a inspeccionar. El operador y su conocimiento en la pieza, equipo, aplicaciones de ultrasonido y procedimientos. - El calibrador de espesor normalmente toma lecturas del primer eco sobresaliente (pueda que muestre laminaciones ó inclusiones). - Temperatura – Cambios termales pueden afectar la velocidad y dar una lectura errónea del espesor. Se requieren transductores y acoplamientos especiales (Generalmente para temperaturas mayores de 120°F). - Doble – La lectura representa el doble del grosor del material. Esto ocurre cuando el material es más delgado que el recomendado mínimo para el instrumento y punta de prueba. - Superficies Curvas – La “barrera de comunicación” de una punta de prueba de elemento doble debe ser orientada a 90°, perpendicular al eje largo de la parte en estudio. El Primer Nombre En Pruebas No Destructivas Atenuación Atenuación es la pérdida de intensidad cuando una onda de sonido viaja a través de un material. - Propagación de Onda – Una onda de sonido eventualmente se propaga en su recorrido a través del material. Entre más se propague la onda, la reflexión será más débil. - Dispersión –Una estructura de grano grueso en un material va a causar dispersión de la onda de sonido, el cuál reducirá la intensidad de cualquier eco. - Absorción – Ciertos materiales “absorben” la energía del sonido, causando ritmos acelerados de atenuación (Factores de atenuación). El Primer Nombre En Pruebas No Destructivas Aire 0.0004 Agua 1.48 Poliuretano 1.9 Plexiglas 3.1 Aluminio 17.0 Titanio 27.3 Acero Blando 46.0 Inconel 47.2 Tungsteno 101.0 Impedancias Acústicas Típicas Presión Reflejada 99.99% Aire .0004 46% Aluminio 17 5% Reflejo mínimo Cobre 41.6 Acero 46 Intensidad del Sonido El Primer Nombre En Pruebas No Destructivas La intensidad en cualquier punto se puede determinar por: 1. La cantidad del sonido transmitido – Voltage-Pulso y opacamiento del transductor. 2. Propagamiento de Onda (divergencia) – Esta es más afectada por el diámetro del transductor. Aplicando la mayoría del sonido en el la onda dirigida más angosta se produce una intensidad máxima. - La penetración es la habilidad de superar la atenuación. - La profundidad de penetración depende de: • La cantidad de sonido producido. • Frecuencia (Longitud de onda). La mejor penetración – La Longitud de Pulso mayor •El pulso de voltage mas extenso. • El opacamiento del transductor mínimo. • La frecuencia más baja. El Primer Nombre En Pruebas No Destructivas Intensidad del Sonido - Resolución Es la habilidad de separar reflecciones que se encuentran muy cerca una de la otra. La mejor resolución - La longitud de Pulso más corta. - El pulso de voltage más pequeño. - El opacamiento del transductor maximo. - La frecuencia mas alta. 0.100 VEL. 2283 0.296 VEL. 2283 IN LOCATION 0.045 IN LOCATION 0.045 Resolución Pobre. Resolución Mejorada. TGMODE ALARM A-GATE B-SCAN PARAM PROBE TGMODE ZERO THKCAL VELOC KB0550 DUAL MANUAL 1-PT .2283 TGMODE ALARM A-GATE B-SCAN PARAM PROBE TGMODE ZERO THKCAL VELOC KB0550 DUAL MANUAL 1-PT .2283 El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 3. Instrumentos de Espesores Ultrasónicos. El Primer Nombre En Pruebas No Destructivas Prueba de Espesor Los instrumentos de espesor Pulso-Eco están disponibles principalmente en dos formatos: Indicador de Espesor de Precisión Inspecciona partes de producción por tolerancias específicas. Tipos de transductores: Onda dirigida de contacto directa y Onda dirigida con línea de retraso. Resolución: +/- 0.0001 pulgadas (0.001 mm) Rango: 0.0100 – 15.00 pulgadas (0.250 – 380 mm) en el acero blando. El Primer Nombre En Pruebas No Destructivas Prueba de Espesor Indicador de Espesor de Corrosión Inspección de materiales por erosión y corrosión. Tipos de Transductores: Para esta aplicación se usan transductores de elemento doble. Mientras más angosto sea la onda dirigida del sonido producido, menos dispersión resultará cuando se inspeccionen superficies irregulares. Resolución: +/- 0.001 pulgadas. (0.01 mm). Rango: 0.025 a 12.00 pulgadas (0.75 - 300 mm) en acero blando. Receptor El Primer Nombre En Pruebas No Destructivas Analiza los ecos que regresan y los muestra en la pantalla y Selecciona parte de la señal capturada para mostrarla en la pantalla. 0.140 VEL. 1217 0.141 VEL. 1217 IN LOCATION 0.015 LOCATION 0.015 TEST-LLL GAIN 55 dB FREEZE MINCAP DUAL-M RANGE OFF OFF 0.250 OFF IN TEST-LLL GAIN 55 dB FREEZE MINCAP DUAL-M RANGE OFF OFF 0.250 OFF El Primer Nombre En Pruebas No Destructivas Receptor Atenuador – Cambia el tamaño y/o altura de la señal recibida para mostrarla en la pantalla. La amplificación (Gain) de la señal se identifica en decibeles (dB). Decibeles: Medición de la intensidad del sonido. La proporción entre dos amplitudes de onda es expresado en dB’s • A1 es el doble del tamaño de A2. • Proporción 2:1 significa que A1 es 6dB más grande. A1 A2 Receptor El Primer Nombre En Pruebas No Destructivas dB Proporción dB Proporción 0 1.00 : 1 11 3.55 : 1 0.5 1.10 : 1 12 3.98 : 1 1 1.12 : 1 13 4.47 : 1 2 1.26 : 1 14 5.01 : 1 3 1.41 : 1 15 5.62 : 1 4 1.58 : 1 16 6.31 : 1 5 1.78 : 1 17 7.08 : 1 6 2.00 : 1 18 7.94 : 1 7 2.24 : 1 19 8.91 : 1 8 2.51 : 1 20 10.00 : 1 9 2.82 : 1 21 100.00 : 1 10 3.16 : 1 22 1000.00 : 1 El Primer Nombre En Pruebas No Destructivas Portál Electrónico Este selecciona una porción de la pantalla para que las señales de ciertas amplitudes sean procesadas por el instrumento. •La lectura de profundidad en modo FLANK (Costado) es tomada en la parte izquiera de la señal a la altura del portál electrónico. •La lectura de Profundidad en modo PEAK (Cima) es tomada en el punto mas alto de la señal. NOTA: El marcador muestra la señal seleccionada de la lectura. Tambien utilizado para excluir ciertas señales de ser medidas. 0.487 VEL. 1217 VELOC . 2 319 IN COATING 0. 023 T E S T GAIN FREEZE MINCAP DELAY RANGE OFF 0.000 49 dB OFF 2.000 El Primer Nombre En Pruebas No Destructivas Transductor de Onda Dirigida Directa Conector – Este conecta la punta de prueba al instrumento y tiene un conductor centrado adentro de otro. Electrodos – Proveen el camino eléctrico al elemento. Conexiones Eléctricas Elemento Piezo-eléctrico – Cambia la energía de una forma a otra. Placa de desgaste – Protege al elemento de daños. Cubierta– Caparazón de metal para proteger al transductor. Bobina de Resonancia – Iguala eléctricamente el transductor al instrumento. Material de Refuerzo – Es el material de relleno en la cavidad del transductor para proveer estabilidad mecánica. Material Opacador – Es el material adherido a la parte trasera del elemento para controlar vibraciones innecesarias. Carcaza Exterior Material de Refuerzo Cristal Piezoeléctrico Placa Protectora de contacto. El Primer Nombre En Pruebas No Destructivas Puntas de Prueba con Retraso Utilize un retraso de plexiglas •Separa al cristal de la superficie de prueba. •Reduce los efectos de campo cercano y zona muerta Es la mejor solución para usarse en materiales delgados. Permite la inspección de materiales a temperaturas más altas. Elementos Dobles El Primer Nombre En Pruebas No Destructivas Hay dos cristales: Uno transmite y el otro recibe (pueden ser del mismo ó diferente material). Requiere una calibración de 2-puntos debido al ángulo de los cristales y a la forma en “V” en que el sonido viaja. Las lecturas deberán ser hechas solamente entre los espesores usados durante calibración. Amortiguación Cristal Barrera Retraso Retraso T S El Primer Nombre En Pruebas No Destructivas Elementos Dobles Hay dos cristales: Uno transmite y el otro recibe (pueden ser del mismo ó diferente material). Requiere una calibración de 2-puntos debido al ángulo de los cristales y a la forma en “V” en que el sonido viaja. Las lecturas deberán ser hechas solamente entre los espesores usados durante calibración. Aplicaciones – Inspección de corrosión y prueba de espesores en materiales delgados. El ángulo de los cristales limita el rango de espesor que el transductor pueda inspeccionar. Entre mayor sea el ángulo, el rango se limita a materiales mas delgados. - La zona muerta se reduce. - Se mejora la resolución de la superficie y áreas cercanas a ésta. - No hay eco de interface. El Primer Nombre En Pruebas No Destructivas Elementos Dobles Modelo Descripción Frecuencia Nominal FH2E Punta de alta sensibilidad 8 MHz KBA560 Propósito general HT400 Diámetro en contacto Rango de alcance (acero) Rango de Temperatura .38” .030” a 2.0” <130°F 5 MHz .625” .060“ a 8.0” <450°F Temperaturas altas 5 MHz .500” .030” a 10.0” <1000°F DP-104 Penetración profunda 1 MHz 1.25” .200” mínimo <130°F DA301 Propósito general 5 MHz .475” .060” a 8.0” <130°F DA303 Penetración profunda 2 MHz .625” .200” mínimo <130°F DA312 Materiales delgados 10 MHz .30” .025“ a 1.0” <130°F DA312B16* Trazos pequeños 10 MHz .120” .025” a 5” <130°F KB550BTH* Tubo de caldera 5 MHz .375” .060” a 2.0” <130°F KB550FH* Punta 5 MHz .375” .060” a 2.0” <130°F KBA525 Trazos pequeños 10 MHz .200” .025” a 1.0” <130°F El Primer Nombre En Pruebas No Destructivas Acoplamiento Fluido para mejorar la transferencia de energía entre la punta de prueba y el material. Propósito: Proveer una interface libre de aire. Características: - Facilidad de aplicación (viscosidad). - Libre de burbujas y/o sólidos en suspensión. - Que no sea dañino al operador ni al material. - Debe ser compatible a la temperatura de prueba. - Cuando se haga una prueba de contacto, úsese la capa más delgada posible. El Primer Nombre En Pruebas No Destructivas Acoplamiento Fluido para mejorar la transferencia de energía entre la punta de prueba y el material. Materiales para acoplamiento comerciales a base de agua y aceite. - Exosen (uso general) - XL (para pruebas de contacto en superficies de acabados muy lisos). - SLC (Material de alta viscosidad para superficies muy ásperas). - Hitempco (temperaturas altas hasta 550°F). - ZGM (temperaturas altas de 400° a 1000°F) Inmersión Agua con aditivos: - Agentes para humedecer. - Inhibidores de corrosión. - Fulminadores de alga y/o bacteria (Otro que no sea cloro). El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 4. Ejercicio de Laboratorio #1 Controles del Teclado DM5 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #1 Controles del teclado DM5 La pantalla, el teclado y los comandos para la operación del Instrumento Ultrasónico Medidor de Espesores Modelo DM5E son fáciles de usar y de interpretar. A continuación se describe brevemente las características de la pantalla y del teclado. Nota: La pantalla del instrumento puede mostrar diferente información, dependiendo de la versión del software, las características opcionales instaladas y los ajustes de operación seleccionados. La información en la pantalla, considerada a continuación es típicamente encontrada en todas las configuraciones del instrumento. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #1 1.- Caracteristicas del Teclado El teclado del instrumento incluye una combinación de teclas de funciones y teclas especiales, las cuales son mostradas en la Figura 1, y su función se describe a continuación: Teclas con flechas. – Usadas para ajustar el valor del parámetro o función que ha sido seleccionada y para navegar a través de la pantalla. Teclas de Función. – Usadas para activar cualquier función mostrada en la pantalla directamente arriba de la tecla. El Primer Nombre En Pruebas No Destructivas Tecla Cal/On Ejercicio de Laboratorio #1 CAL ON – Usada para iniciar el proceso de calibración o para marcar una función seleccionada en la pantalla. Manteniéndola presionada se enciende o se apaga el instrumento. Tecla de Modo MODE – Usada para activar los modos de presentación estándar de la pantalla y para cualquier modo de presentación opcional que se encuentre instalado y cambiar al modo Dual – Multi. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #1 Tecla usada para activar los modos de presentación estándar y los modos de presentación opcional (si se encuentran instalados). Los modos de presentación incluyen el contenido del Almacenamiento de Datos y Dual – Multi. Pantalla para seleccionar una “PREPARACIÓN SONDA” (PROBE SETUP) MODE Pantalla para seleccionar, ajustar y confirmar ajustes de operación Pantalla de medición Tecla usada para activar la función mostrada en la pantalla por arriba de la tecla. CAL ON Tecla usada para iniciar el proceso de calibración, para marcar una función seleccionada en la pantalla o para encender o apagar el instrumento. Tecla usada para ajustar el valor del parámetro seleccionado y navegar a través de la pantalla. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #1 Características de la pantalla Dependiendo de la pantalla que esté siendo usada, pueden mostrarse parámetros o funciones de operación, que deben ser seleccionadas, encendidas, activadas o ajustadas de acuerdo con las necesidades de operación del instrumento, o, en el caso de la Memoria Interna para el almacenamiento de Datos, deben asignarse nombres para los archivos en los que serán guardados valores de espesores. En el caso de las opciones o funciones que aparezcan en la parte inferior de la pantalla, estas deben ser activadas usando las teclas de función descritas en las características del teclado. En el caso de los parámetros o funciones de operación, o para asignar nombres, clave o palabra de acceso, estas deben ser seleccionadas y resaltadas mediante una barra de color negro que debe ser colocada sobre la opción, parámetro o función usando las teclas con flechas descritas en las características del teclado. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #1 Suministro de corriente y conexiones. El suministro de corriente del instrumento es mediante dos baterías tamaño “AA”, las cuales proporcionan una duración aproximada de 100 horas de uso en condiciones normales. Para instalar o cambiar las baterías quite la tapa del compartimiento de baterías, para que estén a la vista y al alcance las baterías, como se muestra en la siguiente figura: Nota: No es posible cargar las baterías o suministrar corriente a través del puerto USB. Parte superior del instrumento Conexiones para el transductor Parte posterior del instrumento Conexión para el dispositivo I/O (mini USB) Dos baterías “AA” instaladas en el compartimiento El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #1 El instrumento usa el símbolo para indicar la carga de la batería; cuando el indicador se encuentre en el último cuarto de la carga, cambie inmediatamente las baterías. El Instrumento Ultrasónico Medidor de Espesores Modelo DM5E se apaga automáticamente cuando el nivel de la carga es demasiado bajo como para garantizar el funcionamiento confiable; sin embargo, los ajustes son guardados y restablecidos cuando el instrumento se enciende nuevamente. El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 5. Ejercicio de Laboratorio #2A Calibración a 1- punto de DM5 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A Calibrando el Instrumento Antes de usar el Instrumento Ultrasónico Medidor de Espesores Modelo DM5E debe ser calibrado, usando uno o más bloques de calibración con espesor o espesores conocidos, por ejemplo un bloque de 4 o 5 pasos (escalera). Para realizar y completar la calibración, el propio instrumento proporciona en la pantalla las instrucciones que debe seguir. Nota 1: Es esencial realizar una calibración adecuada para tener una operación precisa del instrumento. El instrumento debería ser calibrado siempre que exista un cambio en la temperatura del material que esté siendo inspeccionado, cuando el transductor sea cambiado, después de realizar cualquier cambio en los ajustes de algún parámetro de operación o dentro de los intervalos de tiempo especificados en el procedimiento de inspección. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2A Recomendación: Se recomienda usar un espesor de referencia con valor cercano al espesor nominal del componente que va a ser inspeccionado (como ejemplo se considera un espesor de 1.000” [25.4 mm]). El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 6. Ejercicio de Laboratorio #2B Calibración con el modo de 2 puntos. DM5 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #2B Para realizar la Calibración con el modo a 2 Puntos ((2 PTOS = 2-PT) ee recomienda usar dos espesores de referencia, uno con espesor menor y otro con espesor mayor que el espesor nominal del componente que va a ser inspeccionado (como ejemplo se considera espesores de 0.500” [12.7 mm] y 1.000” [25.4 mm]) Nota: El Instrumento Ultrasónico Medidor de Espesores Modelo DM5E puede ser calibrado en el modo de 2 puntos (2 PTOS = 2-PT), introduciendo el valor del espesor mayor de referencia o, como alternativa, introduciendo el valor de la velocidad del ultrasonido (solo si se conoce) en el material del bloque usado. El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 7. Ejercicio de Laboratorio #3 Almacenamiento de Datos con DM5 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 Las instrucciones en este ejercicio son aplicables solo para los instrumentos Ultrasónicos Medidores de Espesores Modelo DM5E que están equipados con Memoria Interna para el Almacenamiento de Datos. Cuando está instalada y se encuentra activada, la Memoria Interna nos permite crear archivos, guardar mediciones de espesor (puede ser mientras se realiza el barrido B) y navegar a través del contenido de los archivos. Realizar las siguientes instrucciones: El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 En el paso 7 se muestra la pantalla del instrumento que también puede indicar cuando el transductor no está siendo acoplado y no se está registrando medición y cuando si se está acoplando y registrando medición: Cuando no se está acoplando el transductor y no se está registrando medición, la posición en la que será guardado el valor de espesor se encontrará con un fondo negro y números blancos, además, el símbolo que aparece en la parte superior izquierda de la pantalla (debajo del nombre del archivo) aparecerá sin relleno como se muestra en la siguiente imagen. Imagen 1.- Pantalla de medición con la tabla de dos dimensiones. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #3 Cuando si se está acoplando el transductor y si se está registrando medición, la posición en la que será guardado el valor de espesor se encontrará con un fondo blanco y números negros, el borde del recuadro estará remarcado y el símbolo que aparece en la parte superior izquierda de la pantalla (debajo del nombre del archivo) aparecerá relleno de color negro, como se muestra en la siguiente imagen. Imagen 2.- Pantalla que muestra cuando si se está acoplando el transductor y si se está registrando medición. El Primer Nombre En Pruebas No Destructivas Capítulo 8. Operación del DMS-Go. Curso de Inspección UT Medición de Espesores El Primer Nombre En Pruebas No Destructivas Operación del DMS-Go El medidor DMS Go es un equipo portátil, para medición de espesores estructurado con un microprocesador y memoria de almacenamiento para registro de datos. Ya sea utilizando transductores de elemento sencillo o de doble elemento, el DMS Go tiene la capacidad de medir espesores de paredes remanentes en un rango amplio de componentes, incluyendo tubos, tanques y otras partes sujetas a perdida de espesor debido a corrosión o erosión. En el modo multi eco (elemento sencillo y doble) se pueden efectuar mediciones a través de recubrimientos, tales como pintura y excluir de la medición el espesor de la capa. Imagen 1.-Medidor de espesores DMS Go. El Primer Nombre En Pruebas No Destructivas Operación del DMS-Go Fuente de alimentación del equipo El DMS Go puede funcionar con alimentación a través del paquete de baterías de Li-ion las cuales van instaladas en la parte trasera del equipo o puede ser alimentado mediante un adaptador de corriente externa conectado al equipo. El compartimiento de las baterías se encuentra en la parte posterior del DMS Go: Imagen 2.- Compartimiento de las baterías. El Primer Nombre En Pruebas No Destructivas Operación del DMS-Go Encendido y apagado del instrumento. El encendido y apagado del DMS Go se realiza presionando simplemente un botón localizado a un costado del equipo, tan pronto como presiona el botón, se escucha el click de un relay interno y después de aproximadamente 4 segundo la pantalla se encenderá y mostrará la pantalla de inicio. Desconexión automática El DMS Go cuenta con una desconexión automática del equipo. La desconexión automática del equipo se realiza en tres minutos, si no se ha accionado ningún elemento (ninguna pulsación de tecla, ningún acoplamiento o desacoplamiento del transductor, ninguna actividad de la interfaz). De este modo, se reduce el consumo de corriente y no se desperdicia tiempo de funcionamiento de las baterías. La desconexión automática puede desactivarse o bien seleccionarse otro tiempo de desconexión. El Primer Nombre En Pruebas No Destructivas Operación del DMS-Go Puerto de Transductor Receptor Puerto de Transductor Emisor Botón de Encendido/Apagado Puerto Cargador de Bateria Imagen 3.- Puertos de conexión del DMS Go. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas Características del teclado y joystick El teclado del instrumento incluye una combinación de teclas de funciones y teclas especiales, las cuales son mostradas en la Figura X, y su función se describe a continuación: Botón central del joystick: el joystick se puede mover de derecha a izquierda stick puede ser “presionado una sola vez” o puede “mantenerse presionado”. o hacia arriba o hacia abajo, así mismo el centro del joy- Tecla de función 1 y 2: Los dos botones de la parte superior del equipo funcionan de forma independiente, el botón de la parte superior es el de la “Función 1” y el de abajo es el botón de la “Función 2”. Cualquiera de los botones puede ser “presionado una sola vez” o puede “mantenerse presionado”. Pulsando el botón de la Función 1 es posible regresar a Inicio en el menú Principal. Tecla de función 3 y 4: Los dos botones de la parte superior del equipo funcionan de forma independiente, el botón de la parte superior es el de la “Función 3” y el de abajo es el botón de la “Función 4”. Cualquiera de los botones puede ser “presionado una sola vez” o puede “mantenerse presionado”. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas Características del teclado y joystick Las cuatro teclas de función tienen funciones específicas, de acuerdo al menú o función seleccionados, así mismo hay funciones de teclas múltiples. Por ejemplo: Botón Función F1 INICIO (menús) SALIR (menús/ventanas emergentes y propiedades DR) F2 ENVIAR (en modo DR) ENTER (seleccionar una letra o archivo) TAG (comentario) HECHO (ventanas/menús emergentes) NUEVO (explorar) CONFIRMAR EXPORTAR El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas Botón F3 F4 Botón encendido/apagado + F4 + F2 Botón encendido/apagado + F4 + F1 F1 + F2 Función BORRAR (B-Scan y Min/Max) SIGUIENTE CRSE+ (campos numéricos) mGRID (en matriz DR) CONGELAR BORRAR (Explorar) BKSP ATRÁS NOTA (en matriz DR) CRSE (campos numéricos) Selección personalizada en el menú CONFIG (OBSTRUIDO, NOTA, mGRID) Actualización del Software Configuración de fábrica. Captura JPG El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas Acción Botón central: Presionar y soltar Función Cambiar la navegacion entre el menú y la navegación en DR. Activa o desactiva un parámetro para su ajuste. Permite introducir un carácter alfanúmerico resaltado Botón central: Presionar durante 2 segundos Confirmar una entrada. Movimiento hacia arriba o hacia abajo. Se desplaza entre las opciones disponibles para la función en el menú resaltado. Movimiento ligero del joystick Los valores númericos cambian en incrementos pequeños. Movimiento total del joystick hacia la derecha o hacia la izquierda. Los valores cambiaran rápidamente o en incrementos mayores. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas Identificando elementos y funciones de la pantalla Dependiendo de la pantalla que esté siendo usada, pueden mostrarse parámetros o funciones de operación, que deben ser seleccionadas, encendidas, activadas o ajustadas, de acuerdo con las necesidades de operación del instrumento. En el caso de las opciones o funciones que aparezcan en la parte inferior de la pantalla, estas deben ser activadas usando las teclas de función descritas en las funciones del teclado. En el caso de los parámetros o funciones de operación, o para asignar nombres o palabras de acceso, estas deben ser seleccionadas usando las teclas descritas en las funciones del teclado. La pantalla que normalmente podemos visualizar en el DMS Go se muestra en la siguiente figura, donde se señalas algunas de las principales funciones, así mismo se describe de forma detallada cada función, así como algunos de los íconos que se muestran. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas Función 2 Función 1 medida 1 medida 2 Nivel de Batería Función 4 Función 3 Lectura Grande Barra de Menús. El Primer Nombre En Pruebas No Destructivas Icono Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas Descripción Eco Simple: indica que el DMS Go se encuentra en el modo de medición de eco simple. Eco Dual: indica que el DMS Go se encuentra en el modo de medición Eco a Eco. Indica que la tarjeta SD se encuentra en la parte superior del compartimiento. Cuando se realiza una captura de pantalla el icono se agranda un poco. Indica que se ha activado la función congelar pantalla. Indica que el DMS Go se encuentra en el modo de medición Dual Multi. Indica que el recordatorio de calibración de ha activado. Indica que se ha activado una alarma. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas Menú Principal (Home) y sus funciones Una vez que se ha encendido el equipo aparece en pantalla el menú principal (Home), donde se pueden apreciar diferentes menús para configurar y calibra el equipo antes de la prueba. Utilizando también estos menús para ajustar características referentes al transductor, tipo de calibración, posición y tamaño de las compuertas, modo de medición, ajustes de visualización de la pantalla y características adicionales a la operación del DMS Go. El menú principal está estructurado de la siguiente forma (Imagen 6). Imagen 6.- Ventanas de los diferentes menús contenidos en el DMS Go. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #4 DMS Go - Teclado, Joystick Menús y Pantallas En la parte inferior de la pantalla se tienen los diferentes menús de ajustes, los cuales contienen funciones específicas a configurar, los menús con el listado de funciones son los siguientes: 1.- SONDA&CAL: Este menú contiene funciones a configurar referentes al tipo de sonda (transductor), modo TG, calibración, ajuste a Zero, velocidad ultrasónica, recordatorio de calibración y compensación de temperatura, temperatura de calibración, temperatura actual y coeficiente de temperatura. 2.- MEDICION: Este menú contiene funciones referentes a la medición como el Modo, activación/desactivación del DUAL-MULTI, retardo de pantalla, campo (rango), congelar, ganancia máxima y resultados. 3.- PUERTA (compuerta): Este menú cuenta con funciones a ajustar referentes a la (s) compuerta (s) como inicio de la compuerta, ancho de la compuerta y altura de la compuerta. 4.- DR (Data recorder): Este menú contiene funciones para estructurar el tipo de archivo para almacenar la medición de espesores, ajuste de propiedades, vista, lista maestra de comentarios, exportar y sobre escribir. 5.- ALARMA: A través de las opciones con las que cuenta este menú es posible activar/desactivar alarmas para valores mínimo y máximo, así como establecer los valores que activaran la alarma. 6.- PARAMETRO: Este menú cuenta con las funciones para cargar ajustes o guardar ajustes. 7.- CONFIG: Este menú contiene funciones a configurar referentes a la velocidad de actualización de pantalla, rectificación de onda, última medida, brillo de pantalla, color de pantalla, idioma, orientación del equipo, ajuste de fecha y hora, apagado automático, unidades, resolución, bloque zero, bloque de referencia, bloqueo de funciones, modo de menú, tecla de función, contraseña, código, acerca del equipo. El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 9. Ejercicio de Laboratorio #5 Calibración de Espesor con DMS-Go. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. Seleccionando el modo de calibración Uno de los puntos importantes durante el procedimiento de medición de espesores es la calibración del equipo. Está práctica consiste principalmente en ajustar el barrido, el rango y la ganancia, además de controlar el impacto que otros parámetros tanto del instrumento como de la configuración de la pieza que será inspeccionada puedan tener en la interpretación confiable de las indicaciones ultrasónicas. Antes de iniciar con el proceso de calibración es necesario especificar que procedimiento se va seguir: 1.- Con ayuda del joystick opciones disponibles. - 1ER. PUNTO - 2DO. PUNTO seleccione la opción SONDA&CAL(PROBE&CAL) y elija la opción CAL-ESPESOR (THK-CAL) y seleccione una de las El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. 2.- Si la opción seleccionada es la calibración a 1 punto será necesario ajustar la opción ZERO, por lo que, con ayuda del joystick nos dirigimos la opción ZERO y seleccionamos ya sea USUARIO (USER) , MANUAL o AUTO para llevar a cabo el ajuste a zero del transductor. 3.- Una vez completos los justes seleccionamos la opción CALIBRACIÓN (CALIBRATION) y moviendo el joystick daremos inicio La calibración requiere el uso de un estándar, el cual preferentemente debe ser del mismo material que la pieza a ser inspeccionada. Una vez conectado el transductor y encendido el equipo realizaremos los siguientes pasos de acuerdo al procedimiento de calibración seleccionado. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. Calibración a 1 punto Paso 1.- Previamente configuradas las opciones de Transductor, Modo TG(TG-MODE), CAL-ESPESOR (THK-CALl) y AJUSTE ZERO (PROBE ZERO). Opción Valor TRANSDUCTOR De acuerdo al modelo y/o características del transductor. MODO TG CAL-ESPESOR AJUSTE ZERO DUAL O DUAL - MULTI 1-PT USER Imagen 1.- Ajustes previos a la calibración. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-A Calibración de Espesor a 1-punto. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. Calibración a 2 puntos. La calibración a 2 puntos requiere que el usuario cuente con dos espesores de referencia, usualmente un bloque de pasos ya sea de 4 ó 5 pasos es muy útil para llevar a cabo la calibración. Paso 1.- Previamente configuradas las opciones de Transductor, Modo TG, CAL-ESPESOR y AJUSTE ZERO. Opción PROBE TG MODE THK CAL Valor De acuerdo al modelo y/o características del transductor. DUAL O DUAL - MULTI 2-PT Imagen 2.- Ajustes previos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-B Calibración de Espesor a 2-puntos. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-C Calibración mediante la velocidad del espesor. Si se conoce la velocidad del sonido del objeto a inspeccionar, puede ajustarlo también directamente en el DMS Go sin aplicar un procedimiento de calibración con un cuerpo de calibración. Para llevar a cabo la calibración utilizando el dato de la velocidad ultrasónica del material, siga los siguientes pasos: 1.- Con ayuda del joystick diríjase al menú SONDA&CAL (PROBE&CAL) y seleccione la opción VELOCIDAD (VELOCITY), se mostrará la velocidad calculada después de la calibración. Mueva el joystick para cambiar la velocidad si observa que VELOCIDAD (VELOCITY) aparece en mayúsculas, indica que está utilizando una velocidad predeterminada de la tabla de interna de materiales, mientras que la velocidad en minúsculas aparece cuando se ha ajustado la velocidad o se ha realizado una calibración que ha ajustado la velocidad. 2.- Pulse la tecla de función F3 o F4 para abrir una lista de velocidades del material programadas previamente y continúe pulsando las teclas para desplazarse por la lista. Los ajustes en incrementos de 1 se realizan con el joystick. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #5-C Calibración mediante la velocidad del espesor. Imagen 3.- Calibración mediante la velocidad del material. El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 10. Ejercicio de Laboratorio #6 Inspección usando Elemento sencillo. Ejercicio de Laboratorio #6 El Primer Nombre En Pruebas No Destructivas 1. Conecte CA-211 Para medir y calibrar (Refiera al Ejercicio #5B, si es necesario). 2. Crear un archivo lineal de 10-puntos. Nombre el archivo como, “Single your name”. 3. Inspeccione 10 puntos en la muestra proveida y guarde cada lectura en archivos secuenciales. 4. Obtenga las lecturas y registre los valores en la tabla que se muestra a continuación: 1 2 3 4 5 6 7 8 9 10 El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 11. Ejercicio de Laboratorio #7 Inspección usando Elemento doble. El Primer Nombre En Pruebas No Destructivas Ejercicio de Laboratorio #7 Hay dos cristales: Uno transmite – El otro recibe (pueden ser del mismo ó diferente material). Requiere una calibración de 2-puntos debido al ángulo de los cristales y a la forma en “V” en que el sonido viaja. Las lecturas deberán ser hechas solamente entre los espesores usados durante calibración. - La zona muerta se reduce. - Se mejora la resolución de la superficie y áreas cercanas a ésta. - No hay eco de interface. Aplicaciones – Inspección de Corrosión y Prueba de Espesor en materiales delgados. El ángulo de los cristales limita el rango que un transductor pueda detectar. Entre más pronunciado el ángulo de los cristales = el rango del material será más delgado. Ejercicio de Laboratorio #7 El Primer Nombre En Pruebas No Destructivas Inspección usando Elemento Doble: 1. Conecte FH2E y calibre (refiérase al ejercicio 5A si es necesario). 2. Crear un archivo de 10 puntos y nombrarlo como: “Dual <su nombre>”. 3. Inspeccione 10 puntos en la muestra proveída y guarde cada lectura en localizaciones secuenciales. 4. Vea las lecturas y regístrelas en la tabla de la siguiente página. 1 2 3 4 5 6 Verifique las lecturas con Vernier si hay uno disponible. 7 8 9 10 El Primer Nombre En Pruebas No Destructivas Curso de Inspección UT Medición de Espesores Capítulo 12. Aplicaciones de Pruebas de Espesor El Primer Nombre En Pruebas No Destructivas Aplicaciones de Pruebas de Espesor Segmento de la Industria Aplicación Industria Química Tubos, contenedores, espesores restantes. Compañias de Prueba Isometrias complicadas de tubos. Plantas Eléctricas Mediciones de inspección en partes frias/calientes, materiales “austenitic" (difíciles de probar sin el “escaneo-A"). Construcción de Barcos Medición a travez de capas gruesas de pintura en acero, cascos reforzados de fibra de vidrio y contenedores. Refinerias Tubería en frío y caliente. Ingeniería Mecánica Medición general de Espesores. Fundidoras de Vaciado Piezas de metal vaciado son difíciles de probar. Industria Aeronáutica Mantenimiento, pruebas generales con una pantalla de "escaneo-A". Producción de Metal Prueba de laminación en tubo y procesamiento de contenedores y placas. Plásticos Prueba de objetos con espesor grueso (difícil de probar sin el "escaneo-A" El Primer Nombre En Pruebas No Destructivas Inspección de espesor por debajo del agua. Trabajo de preservación en el submarino USS Arizona -- 2004 Aplicaciones de Pruebas de Espesor El Primer Nombre En Pruebas No Destructivas Capítulo 13. Conceptos Curso de Inspección UT Medición de Espesores El Primer Nombre En Pruebas No Destructivas Conceptos Estándar Es un documento para controlar y gobernar las prácticas en una industria o aplicación. Se aplica a nivel nacional o internacional y es producido por consenso usualmente. Ejemplo: Estándar ISO 10461 Cilindros de aleación de aluminio –Inspección periódica y Prueba de corrosión del canal- Rechace si la longitud total de corrosión en cualquier dirección excede la circunferencia del cilindro y es más grande de 10% del espesor original de la pared. ASTM E797-95(2001) Práctica Estándar para Medir Espesor Por el Método de Contacto Manual Ultrasónico Pulso-Eco. - Esta práctica provee las directrices para medir el espesor de materiales utilizando el método Pulso-Eco en temperaturas que no excedan 200°F (93°C). El Primer Nombre En Pruebas No Destructivas Conceptos Estándares de Referencia Pieza de trabajo o fuente de energía preparada de acuerdo a instrucciones precisas por una agencia aprobada para pruebas y calibraciones que requieren mediciones precisas y consistentes. Código Un estandar promulgado o impuesto como ley. Especificación Es un grupo de instrucciones o estándares invocados por un cliente específico para gobernar los resultados o desempeño de un grupo de actividades o productos. Especificación Estandar Es un comunicado preciso de un grupo de requerimientos a ser satisfechos por un material, producto, sistema, o servicio que también indica los procedimientos por determinar sí cada uno de los requerimientos es satisfecho. El Primer Nombre En Pruebas No Destructivas Conceptos Procedimiento Sección V, Articulo 5 de ASME Métodos de Examinación Ultrasónica 1.Tipo de Material. 2.Superficie para prueba. 3.Condicion de Superficie/Pre-examen. 4.Acoplamiento. 5.Técnica. 6.Propagación de onda en ángulo. 7.Tipo de unidad de Busqueda y Unidades Especiales de Busqueda. 8.Instrumento de prueba de Ultrasonido. 9.Bloques de Calibración. 10.Dirección o Patrón de Escaneo. 11.Datos a ser Registrados. 12.Equipo de Registro. 13.Mecanismos de Escaneo. 14.Limpieza despues de Examinación. Procedimiento Definido para Medición Ultrasónica de Espesor de la capa metálica en el fondo de tanques. (Tank Bottom Plating) API-UT-30 El Primer Nombre En Pruebas No Destructivas Conceptos Procedimiento Técnica ¿Cómo fue llevada a cabo la prueba? - Selección de Instrumento/Calibrador de prueba ultrasónica. - Selección de Transductor. - Condición de Superficie. - Utilización de Pasta para Acoplamiento. - Localización/Plan de Prueba/Patrón del Transductor. Hojas de Información. Hojas de Información de acuerdo al Procedimiento de API para la capa metálica en fondo de tanques. 7.8 El espesor mínimo restante de cada Unidad deberá ser registrada en la Forma de Medición de Espesor de API. El Primer Nombre En Pruebas No Destructivas Capítulo 14. Apéndices Curso de Inspección UT Medición de Espesores Apéndice A El Primer Nombre En Pruebas No Destructivas Equipo de control de calidad. 1. Códigos y especificaciones establecen los estándares de control de calidad para el equipo de ultrasonido. 2. Es común que se haga una certificación anual en cada instrumento de acuerdo a las especificaciones del manufacturador para que funcione apropiadamente. 3. ASTM Vol. 03.03 Referencias de pruebas No-destructivas Desempeño de equipo: - E317 – Desempeño de instrumentos. - E428 – Fabricación y control de bloques de referencia de acero. - E1065 – Características de transductores. - E1324 – Características electrónicas de instrumentos. Consulte la tabla de Impedancias Acústicas. Material p Vc (m/s) Z=pV Agua 1,00 1 490 1 490 Acero Aire Aluminio Plexiglás 7,85 0,00 2,70 1, 18 5 900 344 6 300 2 700 5 900 0 17 010 3 186 El Primer Nombre En Pruebas No Destructivas Apéndice B Referencias recomendadas para Entrenamiento. Goldman, R. Ultrasonic Technology Reinhold Publishing Corporation: London, England, 1962 Heuter and Bolt Sonics John Wiley & Sons: New York, 1966 Hogarth and Blitz, Techniques of Nondestructive Testing, Plenum Publishing Corporation: New York, 1963 “Inspection of Welding” Welding Handbook, Section 1, latest Ed. American Welding Society, Miami, FL Krautkramer, J and H Krautkramer, Ultrasonic Testing of Materials, Springer-Verlag, Inc.: New York, 4th Edition McGonnagle, W.J. Nondestructive Testing, 2nd Ed Gordon & Breach, Science Publishers, Inc.: New York, 1969 Procedures and Recommendations for the Ultrasonic Testing of Butt Welds, 2nd Ed. The Welding Institute: Cambridge, England, 1971 Ultrasonic Testing, Classroom Training Handbook (CT-4): Robert Smilie Editor, PH Diversified, Harriburg, NC, 1997 Ultrasonic Testing Inspection for Butt Welds in Highway and Railway Bridges, US Department of Transportation, 1968 El Primer Nombre En Pruebas No Destructivas Apéndice B Referencias recomendadas para Entrenamiento. Procedures and Recommendations for the Ultrasonic Testing of Butt Welds, 2nd Ed. The Welding Institute: Cambridge, England, 1971 Ultrasonic Testing, Classroom Training Handbook (CT-4): Robert Smilie Editor, PH Diversified, Harriburg, NC, 1997 Ultrasonic Testing Inspection for Butt Welds in Highway and Railway Bridges, US Department of Transportation, 1968 Nondestructive Evaluation and Quality Control (Metals Handbook – Vol. 17): American Society of Metals, Metals Park, OH, 1989 Nondestructive Testing Handbook: 2nd Edition Ultrasonic Testing: Vol. 7: American Society for Nondestructive Testing, Columbus, OH, 1991 El Primer Nombre En Pruebas No Destructivas Listado de Asociaciones Profesionales. 1. AMERICAN NATIONAL STANDARDS INSTITUTE, INC. (ANSI) 1430 Broadway New York, NY 10018 2. AMERICAN PETROLEUM INSTITUTE (API) 2101 L ST NW Washington, DC 20037 3. AMERICAN SOCIETY OF MECHANICAL ENGINEERS (ASME) 345 East 47th St. New York, NY 10017 4. AMERICAN SOCIETY OF METALS (ASM) Materials Park, OH 44703-0002 5. AMERICAN SOCIETY OF NONDESTRUCTIVE TESTING (ASNT) 1711 Arlington Lane PO Box 28518 Columbus, OH 43228-0518 Apéndice C 6. AMERICAN SOCIETY OF QUALITY (ASQ) 230 West Wells St. Milwaukee, WI 53202 7. AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM) 1916 Race St. Philadelphia, PA 19103 8. AMERICAN WELDING SOCIETY (AWS) PO Box 351040 Miami, FL 33135 9. NATIONAL ASSOCIATION OF CORROSION ENGINEERS (NACE) 2400 West Loop South Houston, TX 77027 10. SOCIETY FOR THE ADVANCEMENT OF MATERIAL AND PROCESS ENGINEERING (SAMPE) PO Box 2459 Covina, CA 91722-8459 11. SOCIETY OF MANUFACTURING ENGINEERS (SME) PO Box 930 Dearborn, MI 48121 El Primer Nombre En Pruebas No Destructivas www.llogsa.com